Welding and Joining Processes of Materials
Share This Topical Collection
Editor
 Dr. Shinichi Tashiro
Dr. Shinichi Tashiro
Dr. Shinichi Tashiro
E-Mail
Website
Collection Editor
Joining and Welding Research Institute, Osaka University, 11-1 Mihogaoka, Ibaraki, Osaka 576-0047, Japan
Interests: thermal plasma; plasma diagnostics; computational fluid dynamics; arc welding; plasma cutting; electric contacts; arc lamp
Topical Collection Information
Dear Colleagues,
Welding and joining processes of materials are key technologies applied to the manufacture of most industrial products such as buildings, bridges, ships, automobiles, aircrafts, pressure vessels, pipelines, electronic equipment, and so on. In industry, various welding and joining processes such as arc welding, laser welding, and friction stir welding have been developed. Among these processes, the most suitable one is applied to the manufacture according to the requirements determined by factors like the characteristics of materials and the joint configuration. In order to improve the efficiency and quality of welding and joining processes, significant research to clarify the process mechanisms on a scientific basis and develop advanced processes has been actively carried out all over the world. However, further work is still required in this field.
The scope of this Special Issue focuses on recent advances in the field of welding and joining processes of materials. The topics of interest include but are not limited to the following:
- Developments of advanced welding and joining processes;
- Modelling and simulation of welding and joining processes;
- Heat source properties;
- Heat source–material interaction mechanism;
- Fluid mechanics and heat transfer in weld pools.
We would like to invite you to submit original research articles and reviews related to any topics mentioned above.
Dr. Shinichi Tashiro
Collection Editor
Manuscript Submission Information
Manuscripts should be submitted online at www.mdpi.com by registering and logging in to this website. Once you are registered, click here to go to the submission form. Manuscripts can be submitted until the deadline. All submissions that pass pre-check are peer-reviewed. Accepted papers will be published continuously in the journal (as soon as accepted) and will be listed together on the collection website. Research articles, review articles as well as short communications are invited. For planned papers, a title and short abstract (about 100 words) can be sent to the Editorial Office for announcement on this website.
Submitted manuscripts should not have been published previously, nor be under consideration for publication elsewhere (except conference proceedings papers). All manuscripts are thoroughly refereed through a single-blind peer-review process. A guide for authors and other relevant information for submission of manuscripts is available on the Instructions for Authors page. Materials is an international peer-reviewed open access semimonthly journal published by MDPI.
Please visit the Instructions for Authors page before submitting a manuscript.
The Article Processing Charge (APC) for publication in this open access journal is 2600 CHF (Swiss Francs).
Submitted papers should be well formatted and use good English. Authors may use MDPI's
English editing service prior to publication or during author revisions.
Keywords
- advanced welding and joining processes
- process mechanisms
- heat source properties
- heat source–material interaction
- heat transfer
- fluid mechanics
- weld pool
- modelling and simulation
- experimental observation
Published Papers (54 papers)
Open AccessArticle
Microstructure and Mechanical Properties of Refill Friction Stir Spot-Welded Joints of 2A12Al and 7B04Al: Effects of Tool Size and Welding Parameters
by
Yisong Wang, Pengyang Li, Haitao Jiang, Kang Yang, Zhenhao Chen, Haijiao Chuai, Xiaoyan Wu, Qiang Meng and Lin Ma
Cited by 1 | Viewed by 645
Abstract
To solve problems in dissimilarly light metal joints, refilled friction stir spot welding (RFSSW) is proposed instead of resistance spot welding. However, rotation speed, dwell time, plunge depth, and the diameter of welding tools all have a great influence on joints, which brings
[...] Read more.
To solve problems in dissimilarly light metal joints, refilled friction stir spot welding (RFSSW) is proposed instead of resistance spot welding. However, rotation speed, dwell time, plunge depth, and the diameter of welding tools all have a great influence on joints, which brings great challenges in optimizing welding parameters to ensure their mechanical properties. In this study, the 1.5 mm thick 2A12Al and 2 mm thick 7B04Al lap joints were prepared by Taguchi orthogonal experiment design and RFSSW. The welding tool (shoulder) diameters were 5 mm and 7 mm, respectively. The macro/microstructures of the cross-section, the geometrical characteristics of the effective welding depth (EWD), the stir zone area (SZA), and the stir zone volume (SZV) were characterized. The shear strength and failure mode of the lap joint were analyzed using an optical microscope. It was found that EWD, SZA, and SZV had a good correlation with tensile–shear force. The optimal welding parameters of 5 mm diameter joints are 1500 rpm of rotation speed, 2.5 mm of plunge depth, and 0 s of dwell time, which for 7 mm joints are 1200 rpm, 1.5 mm, and 2 s. The tensile–shear force of 5 mm and 7 mm joints welded with these optical parameters was 4965 N and 5920 N, respectively. At the same time, the 5 mm diameter joints had better strength and strength stability.
Full article
►▼
Show Figures
Open AccessArticle
Solid State Joining of a Cold Rolled Zr-Based Bulk Metallic Glass to a Wrought Aluminum Alloy by Power Ultrasonics
by
Michael Becker, Alexander Kuball, Amirhossein Ghavimi, Bastian Adam, Ralf Busch, Isabella Gallino and Frank Balle
Cited by 2 | Viewed by 1409
Abstract
Ultrasonic metal welding (UMW) enables joining in the solid state at relative low temperatures with short cycle times. This technique is of particular interest for joining metallic glasses to each other or to other materials, because crystallization of the amorphous structure can be
[...] Read more.
Ultrasonic metal welding (UMW) enables joining in the solid state at relative low temperatures with short cycle times. This technique is of particular interest for joining metallic glasses to each other or to other materials, because crystallization of the amorphous structure can be prevented due to the low thermal loading and the rapidity of the process. In this work, UMW is applied to join one 1 mm thick sheet of a commercial wrought aluminum alloy (AA5754) and one 0.4 mm thick strip of a commercial Zr-based bulk metallic glass (AMZ4). The introduced heat of the welding process is detected with thermocouples and thermal imaging. To investigate the strength of the joint and the influence on the microstructure, mechanical tensile tests are carried out in combination with scanning electron microscopy and differential scanning calorimetry. The results show that ultrasonic metal welding is a suitable technique to join amorphous bulk metallic glasses to crystalline aluminum alloys. The metallic glass component retains its amorphous structure in the joint, and the joint strength is higher than the strength of the Al sheet. These findings will help to develop future applications of BMG-based multi-material components, including medical tools.
Full article
►▼
Show Figures
Open AccessArticle
Study on Welding Deformation and Optimization of Fixture Scheme for Thin-Walled Flame Cylinder
by
Yi Li, Yihao Li, Xiuping Ma, Xuhao Zhang, Dingyao Fu and Qitong Yan
Cited by 4 | Viewed by 1268
Abstract
In this paper, the best fixture scheme for the TIG welding torch of nickel-base solid solution superalloy GH3536 in the welding process is explored. First of all, to meet the extremely high-dimensional accuracy requirements of the flame cylinder, a multifield coupling analysis model
[...] Read more.
In this paper, the best fixture scheme for the TIG welding torch of nickel-base solid solution superalloy GH3536 in the welding process is explored. First of all, to meet the extremely high-dimensional accuracy requirements of the flame cylinder, a multifield coupling analysis model based on the flame cylinder is established on SYSWELD software. By studying the stress and deformation of welded parts under different line constraint positions and applied pressure, the trend of welding deformation is obtained, and the relevant mathematical model is established based on this. Finally, the particle swarm optimization (PSO) algorithm is used to calculate the best fixture scheme to make the welding stress and deformation better. The simulation results show that the welding deformation is negatively related to the line constraint distance and positively related to the applied pressure. According to the optimized clamping scheme of PS0, through simulation calculation, the average axial deformation is reduced by 82.5%, the maximum radial shrinkage deformation is reduced by 60.6%, and the maximum residual stress is reduced by 60.3%. Finally, it is verified by the flame barrel experiment that it meets the acceptance requirements and successfully solves the problem of serious axial shrinkage during the TIG welding of the outer ring of the flame barrel.
Full article
►▼
Show Figures
Open AccessArticle
Calculation of Radiative Properties for [82%Ar-18%CO2]-Fe Plasmas in MAG Welding Arc
by
Fei Wang, Hongbing Liu, Xiaoli Liu, Lingfeng Zhang, Po Yang, Tianli Zhang, Zhishui Yu, Huan Li and Yann Cressault
Viewed by 1128
Abstract
This paper is dedicated to the calculation of the radiative properties of 82%argon-18%CO
2 thermal plasmas with the addition of metallic vapors (iron, in the present case, due to workpiece and wire erosion), this mixture being representative of metal active gas (MAG) arc
[...] Read more.
This paper is dedicated to the calculation of the radiative properties of 82%argon-18%CO
2 thermal plasmas with the addition of metallic vapors (iron, in the present case, due to workpiece and wire erosion), this mixture being representative of metal active gas (MAG) arc welding processes. These radiative properties are obtained in the frame of the net emission coefficient (NEC) theory, using the recent and accurate “line by line” method. All significant radiative contribution mechanisms are taken into account in the calculation: atomic lines, atomic continuum (radiative attachment, radiative recombination, and bremsstrahlung), molecular bands for diatomic and polyatomic molecules, and molecular continuum. Broadening phenomena (Doppler and pressure effects) are also carefully treated for bound-bound transitions (atomic lines and molecular bands). Regarding 82%Ar-18%CO
2 plasma, the results obtained demonstrate the key role of molecular bands at low temperatures (
T < 4 kK), whereas the atomic line and continuum prevailed at intermediate and high temperatures. With the addition of a few percentages of iron vapor, it was shown that the total NEC is significantly increased (especially at low temperatures) and that the atomic and ionic lines become dominant in all the studied temperature ranges (3–30 kK). This theoretical study will constitute a groundwork to build a diagnostic method (based on the calculation of partial NECs for accurately chosen spectral intervals) for the determination of plasma temperature and iron vapor concentration in welding arcs.
Full article
►▼
Show Figures
Open AccessArticle
Towards a Uniform Welding Quality: A Novel Weaving Welding Control Algorithm Based on Constant Heat Input
by
Hong Lu, Zidong Wu, Yongquan Zhang, Yongjing Wang, Shu Liu, He Huang, Meng Liu and Shijie Liu
Cited by 1 | Viewed by 1641
Abstract
The weaving welding process is a key method used to improve the welding quality in multi-layer and multi-pass welding processes using robots. However, the heat-input fluctuation in the weaving welding process restricts its development. In this paper, we developed a novel weaving welding
[...] Read more.
The weaving welding process is a key method used to improve the welding quality in multi-layer and multi-pass welding processes using robots. However, the heat-input fluctuation in the weaving welding process restricts its development. In this paper, we developed a novel weaving welding control algorithm to maintain a constant weld heat input through velocity adaptive planning. First, the heat consumption during the weaving welding was modeled to describe the influence of weaving parameters on the weld heat input. Then, based on the obtained relationship between the weld heat input and the weaving parameters, a velocity-adaptive trajectory planning strategy was proposed by leveraging the transformation matrix derived from the relationship between the workpiece and the robot co-ordinate systems. The simulation and experimental results show that the proposed strategy can compensate for the weaving parameters to maintain a constant heat input based on heat consumption and improve the quality of the robotic multi-layer and multi-pass welding process.
Full article
►▼
Show Figures
Open AccessArticle
Experimental Investigation of Temperature and Contact Pressure Influence on HFI Welded Joint Properties
by
Christian Egger, Martin Kroll, Kerstin Kern, Yannik Steimer, Michael Schreiner and Wolfgang Tillmann
Cited by 5 | Viewed by 2456
Abstract
This paper presents an experimental electro-thermo-mechanical simulation of high-frequency induction (HFI) welding to investigate the effect of temperature and contact normal stress on the weld seam quality. Therefore welding experiments at different temperatures and contact pressures are performed using flat specimens of 34MnB5
[...] Read more.
This paper presents an experimental electro-thermo-mechanical simulation of high-frequency induction (HFI) welding to investigate the effect of temperature and contact normal stress on the weld seam quality. Therefore welding experiments at different temperatures and contact pressures are performed using flat specimens of 34MnB5 steel sheet. In order to characterize the weld seam strength of the welded specimens, tensile and bending tests are performed. To obtain a relative weld seam strength, the bending specimens were additionally hardened prior to testing. With the hardened specimens, it can be shown that the weld seam strength increases with increasing temperature and contact normal stress until a kind of plateau is formed where the weld seam strength remains almost constant. In addition to mechanical testing, the influence of the investigated process parameters on the weld seam microstructure is studied metallographically using light optical microscopy, scanning electron microscopy, EBSD and hardness measurements. It is shown that the weld seam strength is related to the amount of oxides in the bonding line.
Full article
►▼
Show Figures
Open AccessArticle
Numerical Prediction of Strength of Socket Welded Pipes Taking into Account Computer Simulated Welding Stresses and Deformations
by
Tomasz Domański, Wiesława Piekarska, Zbigniew Saternus, Marcin Kubiak and Sebastian Stano
Cited by 3 | Viewed by 1866
Abstract
The paper presents a numerical model based on the finite element method (FEM) to predict deformations and residual stresses in socket welding of different diameter stainless steel pipes made of X5CrNi18-10 steel. The next part of the paper concerns the determination of strength
[...] Read more.
The paper presents a numerical model based on the finite element method (FEM) to predict deformations and residual stresses in socket welding of different diameter stainless steel pipes made of X5CrNi18-10 steel. The next part of the paper concerns the determination of strength properties of a welded joint in terms of a shear test. A thermo-elastic–plastic numerical model is developed using Abaqus FEA software in order to determine the thermal and mechanical phenomena of the welded joint. This approach requires the implementation of moveable heat source power intensity distribution based on circumferentially moving Goldak’s heat source model. This model is implemented in the additional DFLUX subroutine, written in Fortran programming language. The correctness of the assumed model of thermal phenomena is confirmed by examinations of the shape and size of the melted zone. The strength of the welded joint subjected to shear is verified by performing a compression test of welded pipes as well as computer simulations with validation of the computational model using the Dantec 3D image correlation system.
Full article
►▼
Show Figures
Open AccessArticle
Numerical Analysis of Physical Characteristics and Heat Transfer Decoupling Behavior in Bypass Coupling Variable Polarity Plasma Arc
by
Fan Jiang, Qi Miao, Bin Xu, Shinichi Tashiro, Manabu Tanaka, Sanbao Lin, Chenglei Fan and Shujun Chen
Cited by 6 | Viewed by 1335
Abstract
A novel bypass coupling variable polarity plasma arc was proposed to achieve the accurate adjusting of heat and mass transfer in the welding and additive manufacturing of aluminum alloy. However, the physical characteristics and decoupled transfer behavior remain unclear, restricting its application and
[...] Read more.
A novel bypass coupling variable polarity plasma arc was proposed to achieve the accurate adjusting of heat and mass transfer in the welding and additive manufacturing of aluminum alloy. However, the physical characteristics and decoupled transfer behavior remain unclear, restricting its application and development. A three-dimensional model of the bypass coupling variable polarity plasma arc was built based on Kirchhoff’s law, the main arc and the bypass arc are coupled by an electromagnetic field. The model of current attachment on the tungsten electrode surface is included for simulating different heating processes of the EP and EN phases in the coupling arc. The distribution of temperature field, flow field, and current density of the bypass coupling variable polarity plasma arc was studied by the three-dimensional numerical model. The heat input on the base metal under different current conditions is quantified. To verify the model, the arc voltages are compared and the results in simulation and experiment agree with each other well. The results show that the radius of the bypass coupling arc with or without bypass current action on the base metal is different, and the flow vector of the bypass coupling arc plasma with bypass current is larger than the arc without bypass current. By comparing the heat transfer on the electrodes’ boundary under different current conditions, it is found that increasing the bypass current results in the rise in heat input on the base metal. Therefore, it is concluded that using bypass current is unable to completely decouple the wire melting and the heat input of the base metal. The decoupled degree of heat transfer is one of the important factors for accurate control in the manufacturing process with this coupling arc.
Full article
►▼
Show Figures
Open AccessArticle
Numerical Simulation of Tube Manufacturing Consisting of Roll Forming and High-Frequency Induction Welding
by
Christian Egger, Marco Lüchinger, Michael Schreiner and Wolfgang Tillmann
Cited by 9 | Viewed by 4164
Abstract
This paper presents a fully coupled three-dimensional finite element model for the simulation of a tube manufacturing process consisting of roll forming and high-frequency induction welding. The multiphysics model is based on the dual mesh method. Thus, the electromagnetic field, the temperature field,
[...] Read more.
This paper presents a fully coupled three-dimensional finite element model for the simulation of a tube manufacturing process consisting of roll forming and high-frequency induction welding. The multiphysics model is based on the dual mesh method. Thus, the electromagnetic field, the temperature field, the elasto-plastic deformation of the weld bead, and the phase transformations within the material can be simulated for a moving tube without remeshing. A comparison with measurements shows that the geometry of the welded tube and the weld bead, the force on the squeeze rolls, the temperature along the band edges, and the hardness distribution within the heat-affected zone can be simulated realistically.
Full article
►▼
Show Figures
Open AccessArticle
TEM Microstructure, Mechanical Properties and Temperature Estimation in the 5XXX Series Al-Mg-Si Aluminum Alloy with W-Ni-Fe Tungsten Composite Friction-Welded Joints
by
Radosław Winiczenko, Mieczysław Kaczorowski, Anna Krzyńska, Olgierd Goroch, Andrzej Skibicki and Paweł Skoczylas
Cited by 2 | Viewed by 1399
Abstract
The temperature distributions, microstructure, and mechanical properties of tungsten composite with aluminum alloy friction-welded joints are presented in this paper. The effects of welding parameters on flash diameter, shortening, joint efficiency, microhardness, and microstructure were studied. Empirical temperature models for heating and cooling
[...] Read more.
The temperature distributions, microstructure, and mechanical properties of tungsten composite with aluminum alloy friction-welded joints are presented in this paper. The effects of welding parameters on flash diameter, shortening, joint efficiency, microhardness, and microstructure were studied. Empirical temperature models for heating and cooling phases are proposed in this study. The predicted maximum temperatures at the periphery and in the axis of aluminum specimens were close to 550 °C and 480 °C at the interface, respectively. Moreover, the peak temperature in the weld zone was studied analytically. A maximum tensile strength of 234 MPa was reached for the following welding parameters: friction time of 3.5 s and friction force of 12.5 kN. The efficiency of the welded samples decreased after reaching the maximum value, with an increase of friction time and force. Maximum hardness at the interface and the half-radius reached 100 HV and 80 HV in the aluminum alloy joints, respectively. Dynamic recrystallisation areas on the aluminum alloy side were observed. Transmission electron microscopy observations of the microstructure in the aluminum alloy revealed the presence of a high dislocation density compared to the parent material.
Full article
►▼
Show Figures
Open AccessArticle
The Effect of Groove Shape on Molten Metal Flow Behaviour in Gas Metal Arc Welding
by
Amin Ebrahimi, Aravind Babu, Chris R. Kleijn, Marcel J. M. Hermans and Ian M. Richardson
Cited by 13 | Viewed by 3060
Abstract
One of the challenges for development, qualification and optimisation of arc welding processes lies in characterising the complex melt-pool behaviour which exhibits highly non-linear responses to variations of process parameters. The present work presents a computational model to describe the melt-pool behaviour in
[...] Read more.
One of the challenges for development, qualification and optimisation of arc welding processes lies in characterising the complex melt-pool behaviour which exhibits highly non-linear responses to variations of process parameters. The present work presents a computational model to describe the melt-pool behaviour in root-pass gas metal arc welding (GMAW). Three-dimensional numerical simulations have been performed using an enhanced physics-based computational model to unravel the effect of groove shape on complex unsteady heat and fluid flow in GMAW. The influence of surface deformations on the magnitude and distribution of the heat input and the forces applied to the molten material were taken into account. Utilising this model, the complex thermal and fluid flow fields in melt pools were visualised and described for different groove shapes. Additionally, experiments were performed to validate the numerical predictions and the robustness of the present computational model is demonstrated. The model can be used to explore the physical effects of governing fluid flow and melt-pool stability during gas metal arc root welding.
Full article
►▼
Show Figures
Open AccessEditor’s ChoiceArticle
Fast Prediction for Resistance Spot Welding Deformation Using Inherent Strain Method and Nugget Model
by
Takeshi Chino, Atsushi Kunugi, Toshikazu Kawashima, Goro Watanabe, Cao Can and Ninshu Ma
Cited by 7 | Viewed by 1698
Abstract
In a car body, there exist thousands of resistance spot welds, which may induce large deformation during the manufacturing process. Therefore, it is expected that automotive industries will develop a method and a computing system for the fast and simple prediction of its
[...] Read more.
In a car body, there exist thousands of resistance spot welds, which may induce large deformation during the manufacturing process. Therefore, it is expected that automotive industries will develop a method and a computing system for the fast and simple prediction of its deformation. Although the inherent strain method has been used for the fast prediction of arc welding deformation, it has not been applied to resistance spot welding so far. Additionally, the electrical-thermal-mechanical coupling analysis for the deformation induced by resistance spot welding is complicated and much more time-consuming. Therefore, in this study, a nugget model of the resistance spot weld has been developed, and the inherent strain method is extended for use in the fast prediction of resistance spot welding deformation. In addition, the deformation of a vehicle part with 23 resistance spot welds was efficiently predicted within around 90 min using the inherent strain method, displaying good accuracy compared with the measurement.
Full article
►▼
Show Figures
Open AccessArticle
Stability of Weld Pool and Elimination of Weld Defects in Aluminum Alloy Plasma Arc Keyhole Welding at Continuously Varying Positions
by
Wei Cheng, Xinqiang Ma, Junlin Zhang, Zhaoyang Yan, Fan Jiang and Shujun Chen
Cited by 2 | Viewed by 1622
Abstract
Mathematical statistics were used to study the stability of weld pool and the elimination of weld defects in aluminum alloy plasma arc keyhole welding at continuously varying positions. In the mathematical model, the mass transfer position and spatial welding position were taken as
[...] Read more.
Mathematical statistics were used to study the stability of weld pool and the elimination of weld defects in aluminum alloy plasma arc keyhole welding at continuously varying positions. In the mathematical model, the mass transfer position and spatial welding position were taken as the input, and the shape of the welded joints (symmetry/deviation) was taken as the output. The results showed that the fitted curves of the front, back, and average deviations of the weld seam were all similar to the actual curves. According to the optimum results obtained in the experiment and the mathematical models, the mass transfer position only needs to be adjusted once (near to 30°) during the continuously varying positions, from vertical-up to horizontal welding. A breakthrough from fixed environmental variables to dynamic environmental variables in the process control of the keyhole weld pool was realized, which enabled the Al-alloy keyhole weld pool to resist the disturbance caused by gravity during variable position welding. The deviation of the welded joints of the whole plate was smaller than 0.5 mm, and the mechanical properties of the weld reached at least 85% compared to those of the base material, thus meeting the requirements of Al-alloy welding.
Full article
►▼
Show Figures
Open AccessArticle
Fatigue Life Assessment of Welded Joints by Combined Measurements Using DIC and XRD
by
Yixun Wang, Kazushi Ueda, Ryota Nagao and Seiichiro Tsutsumi
Cited by 2 | Viewed by 1431
Abstract
The existing methods of assessing the fatigue life of welded joints fail to consider local strain ranges and mean stress at the weld toe. The present work proposes a novel approach to assessing the fatigue life of welded joints by conducting measurements with
[...] Read more.
The existing methods of assessing the fatigue life of welded joints fail to consider local strain ranges and mean stress at the weld toe. The present work proposes a novel approach to assessing the fatigue life of welded joints by conducting measurements with digital image correlation (DIC) and X-ray diffraction (XRD) in combination. Local strain ranges at the weld toe of gusset welded joints were measured by DIC. Hammer peening was conducted on the welded joints to introduce different initial stresses. The influence of mean stress was investigated by considering initial residual stress measured by XRD and a perfect plastic material model. The fatigue experiment was carried out on specimens with and without hammer peening. The results showed that hammer peening could offset adverse welding deformation effectively, and introduce significant residual compressive stress. The fatigue failure life increased by more than 15 times due to hammer peening. The fatigue initiation life assessed by the proposed method was close to that based on nominal stress, indicating that the proposed method is reliable for predicting the fatigue initiation life of welded joints.
Full article
►▼
Show Figures
Open AccessArticle
Liquid Metal Embrittlement of Advanced High Strength Steel: Experiments and Damage Modeling
by
Konstantin Manuel Prabitz, Mohammad Zhian Asadzadeh, Marlies Pichler, Thomas Antretter, Coline Beal, Holger Schubert, Benjamin Hilpert, Martin Gruber, Robert Sierlinger and Werner Ecker
Cited by 5 | Viewed by 2400
Abstract
In the automotive industry, corrosion protected galvanized advanced high strength steels with high ductility (AHSS-HD) gain importance due to their good formability and their lightweight potential. Unfortunately, under specific thermomechanical loading conditions such as during resistance spot welding galvanized, AHSS-HD sheets tend to
[...] Read more.
In the automotive industry, corrosion protected galvanized advanced high strength steels with high ductility (AHSS-HD) gain importance due to their good formability and their lightweight potential. Unfortunately, under specific thermomechanical loading conditions such as during resistance spot welding galvanized, AHSS-HD sheets tend to show liquid metal embrittlement (LME). LME is an intergranular decohesion phenomenon leading to a drastic loss of ductility of up to 95%. The occurrence of LME for a given galvanized material mainly depends on thermal and mechanical loading. These influences are investigated for a dual phase steel with an ultimate tensile strength of 1200 MPa, a fracture strain of 14% and high ductility (DP1200HD) by means of systematic isothermal hot tensile testing on a Gleeble
® 3800 thermomechanical simulator. Based on the experimental findings, a machine learning procedure using symbolic regression is applied to calibrate an LME damage model that accounts for the governing quantities of temperature, plastic strain and strain rate. The finite element (FE) implementation of the damage model is validated based on the local damage distribution in the hot tensile tested samples and in an exemplary 2-sheet resistance spot weld. The developed LME damage model predicts the local position and the local intensity of liquid metal induced cracking in both cases very well.
Full article
►▼
Show Figures
Open AccessArticle
Validated Multi-Physical Finite Element Modelling of the Spot Welding Process of the Advanced High Strength Steel DP1200HD
by
Konstantin Prabitz, Marlies Pichler, Thomas Antretter, Holger Schubert, Benjamin Hilpert, Martin Gruber, Robert Sierlinger and Werner Ecker
Cited by 8 | Viewed by 2177
Abstract
Resistance spot welding (RSW) is a common joining technique in the production of car bodies in white for example, because of its high degree of automation, its short process time, and its reliability. While different steel grades and even dissimilar metals can be
[...] Read more.
Resistance spot welding (RSW) is a common joining technique in the production of car bodies in white for example, because of its high degree of automation, its short process time, and its reliability. While different steel grades and even dissimilar metals can be joined with this method, the current paper focuses on similar joints of galvanized advanced high strength steel (AHSS), namely dual phase steel with a yield strength of 1200 MPa and high ductility (DP1200HD). This material offers potential for light-weight design. The current work presents a multi-physical finite element (FE) model of the RSW process which gives insights into the local loading and material state, and which forms the basis for future investigations of the local risk of liquid metal assisted cracking and the effect of different process parameters on this risk. The model covers the evolution of the electrical, thermal, mechanical, and metallurgical fields during the complete spot welding process. Phase transformations like base material to austenite and further to steel melt during heating and all relevant transformations while cooling are considered. The model was fully parametrized based on lab scale material testing, accompanying model-based parameter determination, and literature data, and was validated against a large variety of optically inspected burst opened spot welds and micrographs of the welds.
Full article
►▼
Show Figures
Open AccessArticle
Prediction of HAZ Microstructure and Hardness for Q960E Joints Welded by Triple-Wire GMAW Based on Thermal and Numerical Simulation
by
Ke Yang, Fei Wang, Dingshan Duan, Bo Xia, Chuanguang Luo, Zhishui Yu, Wang Li, Lijun Yang and Huan Li
Cited by 3 | Viewed by 2046
Abstract
Since heat affected zone (HAZ) is the weak area of welded joints, this article proposes a method to predict the HAZ microstructure and hardness for the triple-wire gas metal arc welding (GMAW) process of Q960E high strength steel. This method combines welding thermal
[...] Read more.
Since heat affected zone (HAZ) is the weak area of welded joints, this article proposes a method to predict the HAZ microstructure and hardness for the triple-wire gas metal arc welding (GMAW) process of Q960E high strength steel. This method combines welding thermal simulation and numerical simulation. The microstructures and hardness of Q960E steel under different cooling rates were obtained by thermal simulation and presented in a simulated HAZ continuous cooling transformation (SH-CCT) diagram. The cooling rate in HAZ were obtained by numerical simulation with ANSYS software for the triple-wire welding of Q960E thick plates. By comparing the cooling rate with the SH-CCT diagram, the microstructure and hardness of the HAZ coarse-grained region were accurately predicted for multiple heat input conditions. Further, an ideal heat input was chosen by checking the prediction results. This prediction method not only helps us to optimize the welding parameters, but also leads to an overall understanding of the process-microstructure-performance for a complex welding process.
Full article
►▼
Show Figures
Open AccessArticle
Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints
by
Saqib Anwar, Ateekh Ur Rehman, Yusuf Usmani and Ali M. Al-Samhan
Cited by 9 | Viewed by 2355
Abstract
This study evaluated the microstructure, grain size, and mechanical properties of the alloy 800H rotary friction welds in as-welded and post-weld heat-treated conditions. The standards for the alloy 800H not only specify the composition and mechanical properties but also the minimum grain sizes.
[...] Read more.
This study evaluated the microstructure, grain size, and mechanical properties of the alloy 800H rotary friction welds in as-welded and post-weld heat-treated conditions. The standards for the alloy 800H not only specify the composition and mechanical properties but also the minimum grain sizes. This is because these alloys are mostly used in creep resisting applications. The dynamic recrystallization of the highly strained and plasticized material during friction welding resulted in the fine grain structure (20 ± 2 µm) in the weld zone. However, a small increase in grain size was observed in the heat-affected zone of the weldment with a slight decrease in hardness compared to the base metal. Post-weld solution heat treatment (PWHT) of the friction weld joints increased the grain size (42 ± 4 µm) in the weld zone. Both as-welded and post-weld solution heat-treated friction weld joints failed in the heat-affected zone during the room temperature tensile testing and showed a lower yield strength and ultimate tensile strength than the base metal. A fracture analysis of the failed tensile samples revealed ductile fracture features. However, in high-temperature tensile testing, post-weld solution heat-treated joints exhibited superior elongation and strength compared to the as-welded joints due to the increase in the grain size of the weld metal. It was demonstrated in this study that the minimum grain size requirement of the alloy 800H friction weld joints could be successfully met by PWHT with improved strength and elongation, especially at high temperatures.
Full article
►▼
Show Figures
Open AccessArticle
Predictive Mechanistic Model of Creep Response of Single-Layered Pressure-Sensitive Adhesive (PSA) Joints
by
Hao Huang, Abhijit Dasgupta and Narendra Singh
Cited by 9 | Viewed by 2241
Abstract
This paper explores the uniaxial tensile creep response of acrylic-based pressure-sensitive adhesive (PSA), which exhibits a unique multi-phase creep response that does not have the classical steady-state region due to multiple transitions caused by several competing mechanisms: (i) cavity nucleation and growth in
[...] Read more.
This paper explores the uniaxial tensile creep response of acrylic-based pressure-sensitive adhesive (PSA), which exhibits a unique multi-phase creep response that does not have the classical steady-state region due to multiple transitions caused by several competing mechanisms: (i) cavity nucleation and growth in the interior of the adhesive material of the PSA system, as well as at the interfaces between the PSA and the substrate; (ii) fibrillation of the bulk adhesive, and (iii) interfacial mechanical locking between the adhesive and the bonding substrate. This results in multiple regimes of strain hardening and strain softening, evidenced by multiple regions of steady-state creep, separated by strong transitions in the creep rates. This complex, multi-phase, nonlinear creep response cannot be described by conventional creep constitutive models commonly used for polymers in commercial finite element codes. Accordingly, based on the empirical uniaxial tensile creep response and the mechanisms behind it, a new mechanistic model was proposed. This is capable of quantitatively capturing the characteristic features of the multiphase creep response of single-layered PSA joints as a function of viscoelastic bulk properties and free energy of the PSA material, substrate surface roughness, and interfacial surface energy between the adhesive and substrate. This is the first paper to present the modeling approach for capturing unique multi-phase creep behavior of PSA joint under tensile loading.
Full article
►▼
Show Figures
Open AccessArticle
Microstructure and Local Mechanical Properties of the Heat-Affected Zone of a Resistance Spot Welded Medium-Mn Steel
by
Manfred Stadler, Ronald Schnitzer, Martin Gruber, Katharina Steineder and Christina Hofer
Cited by 9 | Viewed by 2010
Abstract
The properties of the heat-affected zone (HAZ) are reported to have a great influence on the mechanical performance of resistance spot welded advanced high strength steels. Therefore, in the present work, the HAZ of a medium-Mn steel is characterized regarding its microstructure and
[...] Read more.
The properties of the heat-affected zone (HAZ) are reported to have a great influence on the mechanical performance of resistance spot welded advanced high strength steels. Therefore, in the present work, the HAZ of a medium-Mn steel is characterized regarding its microstructure and its mechanical properties depending on the distance to the fusion zone (FZ). In order to obtain the local mechanical properties of the HAZ, samples were heat-treated in a joule-heating thermal simulator using different peak temperatures to physically simulate the microstructure of the HAZ. By comparing the microstructure and the hardness of these heat-treated samples and the HAZ, the local peak temperatures within the HAZ could be determined. Subsequently, tensile tests were conducted, and the austenite phase fraction was measured magnetically on the physically simulated HAZ samples in order to determine the local mechanical properties of the HAZ. As verified by energy-dispersive X-ray spectroscopy, peak temperatures above 1200 °C led to a uniform distribution of manganese, resulting in a predominantly martensitic microstructure with high strength and low total elongation after quenching. Below 1100 °C, the diffusion of manganese is restricted, and considerable fractions of austenite remain stable. The austenite fraction increases almost linearly with decreasing peak temperature, which leads to an increase of the total elongation and to a slight decrease in the strength, depending on the distance to the FZ. Temperatures below 700 °C exhibit hardly any effect on the initial microstructure and mechanical properties.
Full article
►▼
Show Figures
Open AccessArticle
Fatigue Behavior of Linear Friction Welded Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Dissimilar Welds
by
Sidharth Rajan, Priti Wanjara, Javad Gholipour and Abu Syed Kabir
Cited by 5 | Viewed by 2342
Abstract
The use of joints fabricated from dissimilar titanium alloys allows the design of structures with local properties tailored to different service requirements. To develop welded structures for aerospace applications, particularly under critical loading, an understanding of the fatigue behavior is crucial, but remains
[...] Read more.
The use of joints fabricated from dissimilar titanium alloys allows the design of structures with local properties tailored to different service requirements. To develop welded structures for aerospace applications, particularly under critical loading, an understanding of the fatigue behavior is crucial, but remains limited, especially for solid-state technologies such as linear friction welding (LFW). This paper presents the fatigue behavior of dissimilar titanium alloys, Ti–6Al–4V (Ti64) and Ti–6Al–2Sn–4Zr–2Mo–0.1Si (Ti6242), joined by LFW with the aim of characterizing the stress versus number of cycles to failure (S-N) curves in both the low- and high-cycle fatigue regimes. Prior to fatigue testing, metallurgical characterization of the dissimilar alloy welds indicated softening in the heat-affected zone due to the retention of metastable β, and the typical practice of stress relief annealing (SRA) for alleviating the residual stresses was effective also in transforming the metastable β to equilibrated levels of α + β phases and recovering the hardness. Thus, the dissimilar alloy joints were fatigue-tested in the SRA (750 °C for 2 h) condition and their low- and high-cycle fatigue behaviors were compared to those of the Ti64 and Ti6242 base metals (BMs). The low-cycle fatigue (LCF) behavior of the dissimilar Ti6242–Ti64 linear friction welds was characterized by relatively high maximum stress values (~ 900 to 1100 MPa) and, in the high-cycle fatigue (HCF) regime, the fatigue limit of 450 MPa at 10
7 cycles was just slightly higher than that of the Ti6242 BM (434 MPa) and the Ti64 BM (445 MPa). Fatigue failure of the dissimilar titanium alloy welds in the low-cycle and high-cycle regimes occurred, respectively, on the Ti64 and Ti6242 sides, roughly 3 ± 1 mm away from the weld center, and the transitioning was reasoned based on the microstructural characteristics of the BMs.
Full article
►▼
Show Figures
Open AccessArticle
On the Disintegration of A1050/Ni201 Explosively Welded Clads Induced by Long-Term Annealing
by
Izabella Kwiecien, Anna Wierzbicka-Miernik, Maciej Szczerba, Piotr Bobrowski, Zygmunt Szulc and Joanna Wojewoda-Budka
Cited by 7 | Viewed by 2063
Abstract
The paper presents the microstructure and phase composition of the interface zone formed in the explosive welding process between technically pure aluminum and nickel. Low and high detonation velocities of 2000 and 2800 m/s were applied to expose the differences of the welded
[...] Read more.
The paper presents the microstructure and phase composition of the interface zone formed in the explosive welding process between technically pure aluminum and nickel. Low and high detonation velocities of 2000 and 2800 m/s were applied to expose the differences of the welded zone directly after the joining as well as subsequent long-term annealing. The large amount of the melted areas was observed composed of a variety of Al-Ni type intermetallics; however, the morphology varied from nearly flat to wavy with increasing detonation velocity. The applied heat treatment at 500 °C has resulted in the formation of Al
3Ni and Al
3Ni
2 layers, which in the first stages of growth preserved the initial interface morphology. Due to the large differences in Al and Ni diffusivities, the porosity formation occurred for both types of clads. Faster consumption of Al
3Ni phase at the expense of the growing Al
3Ni
2 phase, characterized by strong crystallographic texture, has been observed only for the weld obtained at low detonation velocity. As a result of the extended annealing time, the disintegration of the bond occurred due to crack propagation located at the A1050/Al
3Ni
2 interface.
Full article
►▼
Show Figures
Open AccessArticle
Prediction of Bead Geometry with Changing Welding Speed Using Artificial Neural Network
by
Ran Li, Manshu Dong and Hongming Gao
Cited by 14 | Viewed by 2451
Abstract
Bead size and shape are important considerations for industry design and quality detection. It is hard to deduce an appropriate mathematical model for predicting the bead geometry in a continually changing welding process due to the complex interrelationship between different welding parameters and
[...] Read more.
Bead size and shape are important considerations for industry design and quality detection. It is hard to deduce an appropriate mathematical model for predicting the bead geometry in a continually changing welding process due to the complex interrelationship between different welding parameters and the actual bead. In this paper, an artificial neural network model for predicting the bead geometry with changing welding speed was developed. The experiment was performed by a welding robot in gas metal arc welding process. The welding speed was stochastically changed during the welding process. By transient response tests, it was indicated that the changing welding speed had a spatial influence on bead geometry, which ranged from 10 mm backward to 22 mm forward with certain welding parameters. For this study, the input parameters of model were the spatial welding speed sequence, and the output parameters were bead width and reinforcement. The bead geometry was recognized by polynomial fitting of the profile coordinates, as measured by a structured laser light sensor. The results showed that the model with the structure of 33-6-2 had achieved high accuracy in both the training dataset and test dataset, which were 99% and 96%, respectively.
Full article
►▼
Show Figures
Open AccessArticle
Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties
by
Imtiaz Ali Soomro, Srinivasa Rao Pedapati and Mokhtar Awang
Cited by 11 | Viewed by 3101
Abstract
Resistance spot welding (RSW) of dual phase (DP) steels is a challenging task due to formation of brittle martensitic structure in the fusion zone (FZ), resulting in a low energy capacity of the joint during high-rate loading. In the present study, in situ
[...] Read more.
Resistance spot welding (RSW) of dual phase (DP) steels is a challenging task due to formation of brittle martensitic structure in the fusion zone (FZ), resulting in a low energy capacity of the joint during high-rate loading. In the present study, in situ postweld heat treatment (PWHT) was carried out by employing a double pulse welding scheme with the aim of improving the mechanical performance of DP590 steel resistance spot weld joint. Taguchi method was used to optimize in situ PWHT parameters to obtain maximum peak load and failure energy. Experiments were designed based on orthogonal array (OA) L16. Mechanical performance was evaluated in terms of peak load and failure energy after performing low dynamic tensile shear (TS) test. Microstructural characterization was carried out using a scanning electron microscope (SEM). The results show that improvements of 17 and 86% in peak load and failure energy, respectively, were achieved in double-pulse welding (DPW) at optimum conditions compared to traditional single-pulse welding (SPW). The improvement in mechanical performance resulted from (i) enlargement of the FZ and (ii) improved weld toughness due to tempering of martensite in the FZ and subcritical heat affected zone (SCHAZ). These factors are influenced by heat input, which in turn depends upon in situ PWHT parameters.
Full article
►▼
Show Figures
Open AccessArticle
Apparent Young’s Modulus of the Adhesive in Numerical Modeling of Adhesive Joints
by
Kamil Anasiewicz and Józef Kuczmaszewski
Cited by 6 | Viewed by 2576
Abstract
This article is an evaluation of the phenomena occurring in adhesive joints during curing and their consequences. Considering changes in the values of Young’s modulus distributed along the joint thickness, and potential changes in adhesive strength in the cured state, the use of
[...] Read more.
This article is an evaluation of the phenomena occurring in adhesive joints during curing and their consequences. Considering changes in the values of Young’s modulus distributed along the joint thickness, and potential changes in adhesive strength in the cured state, the use of a numerical model may make it possible to improve finite element simulation effects and bring their results closer to experimental data. The results of a tensile test of a double overlap adhesive joint sample, performed using an extensometer, are presented. This test allowed for the precise determination of the shear modulus
G of the cured adhesive under experimental conditions. Then, on the basis of the research carried out so far, a numerical model was built, taking the differences observed in the properties of the joint material into account. The stress distribution in a three-zone adhesive joint was analyzed in comparison to the standard numerical model in which the adhesive in the joint was treated as isotropic. It is proposed that a joint model with three-zones, differing in the Young’s modulus values, is more accurate for mapping the experimental results.
Full article
►▼
Show Figures
Open AccessReview
Performance Comparison of Advanced Ceramic Cladding Approaches via Solid-State and Traditional Welding Processes: A Review
by
Senthil Kumaran Selvaraj, Kathiravan Srinivasan, Jainendra Deshmukh, Darshit Agrawal, Sailam Mungilwar, Rucha Jagtap and Yuh-Chung Hu
Cited by 10 | Viewed by 2567
Abstract
Ceramic coating has applications in enhancing the material’s properties and can significantly improve the material’s usability in varied temperatures and adverse operating conditions and widen its applicability scope. It can add to the various properties such as wear resistance, high-temperature degradation, thermal conductivity,
[...] Read more.
Ceramic coating has applications in enhancing the material’s properties and can significantly improve the material’s usability in varied temperatures and adverse operating conditions and widen its applicability scope. It can add to the various properties such as wear resistance, high-temperature degradation, thermal conductivity, material toughness, tensile strength, corrosion resistance, friction reduction, electric insulation, and the lifespan of the material. Various techniques have been suggested and implemented to achieve ceramic coating on a metal surface, each having their respective advantages and disadvantages. Hence, they can be distinguished for their applicability in different places. The bonding mechanism of metal particle systems has been researched to date, but there are still certain uncertainties regarding the ceramic particle system because of the dissimilarities in properties. The paper aims to profoundly investigate the various coating technologies available through welding processes and do a comparative study through numerical analysis and experimental results on the properties of coatings obtained from two broad categories of welding—solid-state and traditional/fusion processes. It was found that the solid-state processes in which the temperature remained well below the fusion temperatures overcame the mismatch in property and produced reliable coatings with enhanced mechanical properties.
Full article
►▼
Show Figures
Open AccessArticle
Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds
by
Houman Alipooramirabad, Anna Paradowska, Shahrooz Nafisi, Mark Reid and Reza Ghomashchi
Cited by 11 | Viewed by 3751
Abstract
High Strength Low Alloy (HSLA) steels are the materials of choice in pipeline construction with the API X70 grade as the steel for the majority of pipeline networks constructed during the late 20th and early this century. This paper reports on the influence
[...] Read more.
High Strength Low Alloy (HSLA) steels are the materials of choice in pipeline construction with the API X70 grade as the steel for the majority of pipeline networks constructed during the late 20th and early this century. This paper reports on the influence of Post-Weld Heat Treatment (PWHT) on the reduction of residual stresses, resulting changes in the microstructure, and mechanical properties of a multi-pass, X70 HSLA steel, weld joints made by a combined Modified Short Arc Welding (MSAW) and Flux Cored Arc Welding (FCAW) processes. Neutron diffraction results highlighted high magnitude of tensile residual stresses, in excess of yield strength of both parent and weld metal, in the as-welded specimen (
650 MPa), which were decreased substantially as a result of applying PWHT (
144 MPa). Detailed microstructural studies are reported to confirm the phase transformation during PWHT and its interrelationship with mechanical properties. Transmission Electron Microscopy (TEM) analysis showed polygonization and formation of sub-grains in the PWHT specimen which justifies the reduction of residual stress in the heat-treated weld joints. Furthermore, microstructural changes due to PWHT justify the improvement in ductility (increase in the elongations) with a slight reduction in yield and tensile strength for the PWHT weld joint.
Full article
►▼
Show Figures
Open AccessArticle
3D Numerical Study of External Axial Magnetic Field-Controlled High-Current GMAW Metal Transfer Behavior
by
Lei Xiao, Ding Fan, Jiankang Huang, Shinichi Tashiro and Manabu Tanaka
Cited by 10 | Viewed by 1943
Abstract
For gas metal arc welding (GMAW), increasing the welding current is the most effective way to improve welding efficiency. However, much higher current decreases the welding quality as a result of metal rotating-spray transfer phenomena in the high-current GMAW process. In this work,
[...] Read more.
For gas metal arc welding (GMAW), increasing the welding current is the most effective way to improve welding efficiency. However, much higher current decreases the welding quality as a result of metal rotating-spray transfer phenomena in the high-current GMAW process. In this work, the external axial magnetic field (EAMF) was applied to the high-current GMAW process to control the metal transfer and decrease the welding spatters. A unified arc-droplet coupled model for high-current GMAW using EAMFs was built to investigate the metal rotating-spray transfer behavior. The temperature fields, flow fields in the arc, and droplet were revealed. Considering all the heat transferred to the molten metal, the Joule heat was found to be the dominant factor affecting the droplet temperature rise, followed by the anode heat. The conductive heat from the arc contributed less than half the value of the other two. Considering the EAMFs of different alternating frequencies, the arc constricting effects and controlled metal transfer behaviors are discussed. The calculated results agree well with the experimental high-speed camera observations.
Full article
►▼
Show Figures
Open AccessArticle
Numerical Simulation and Experimental Investigation of Laser Ablation of Al2O3 Ceramic Coating
by
Shuang Liu, Zongjun Tian, Lida Shen and Mingbo Qiu
Cited by 16 | Viewed by 3234
Abstract
This paper presents an evaluation of the molten pool laser damage done to an Al
2O
3 ceramic coating. Mechanism analysis of the laser damage allowed for a 2D finite element model of laser ablation of the Al
2O
3 ceramic
[...] Read more.
This paper presents an evaluation of the molten pool laser damage done to an Al
2O
3 ceramic coating. Mechanism analysis of the laser damage allowed for a 2D finite element model of laser ablation of the Al
2O
3 ceramic coating to be built. It consisted of heat transfer, laminar flow, and a solid mechanics module with the level set method. Results showed that the laser damage mechanisms through laser ablation were melting, gasification, spattering, and micro-cracking. The ablation depth and diameter increased with the increasing laser ablation time under continuous irradiation. The simulation profile was consistent with the experimental one. Additionally, the stress produced by the laser ablation was 3500–9000 MPa, which exceeded the tensile stress (350–500 MPa), and fracturing and micro-cracks occurred. Laser damage analysis was performed via COMSOL Multiphysics to predict laser damage morphology, and validate the 3D surface profiler and scanning electron microscope results.
Full article
►▼
Show Figures
Open AccessArticle
Simulation Study on Weld Formation in Full Penetration Laser + MIG Hybrid Welding of Copper Alloy
by
Feipeng An, Qilong Gong, Guoxiang Xu, Tan Zhang, Qingxian Hu and Jie Zhu
Cited by 5 | Viewed by 2087
Abstract
Considering the coupling of a droplet, keyhole, and molten pool, a three-dimensional transient model for the full penetration laser + metal inert gas (MIG) hybrid welding of thin copper alloy plate was established, which is able to simulate the temperature and velocity fields,
[...] Read more.
Considering the coupling of a droplet, keyhole, and molten pool, a three-dimensional transient model for the full penetration laser + metal inert gas (MIG) hybrid welding of thin copper alloy plate was established, which is able to simulate the temperature and velocity fields, keyhole behavior, and generation of the welding defect. Based on the experimental and simulation results, the weld formation mechanism for the hybrid butt welding of a 2 mm-thick copper alloy plate was comparatively studied in terms of the fluid dynamic feature of the melt pool. For single laser welding, the dynamic behavior of liquid metal near the rear keyhole wall is complex, and the keyhole has a relatively drastic fluctuation. An obvious spattering phenomenon occurs at the workpiece backside. Meanwhile, the underfill (or undercut) defect is formed at both the top and bottom surfaces of the final weld bead, and the recoil pressure is identified as the main factor. In hybrid welding, a downward fluid flow is strengthened on the rear keyhole wall, and the stability of the keyhole root is enhanced greatly. There are large and small clockwise vortexes emerging in the upper and lower parts of the molten pool, respectively. A relatively stable metal bulge can be produced at the weld pool backside. The formation defects are suppressed effectively, increasing the reliability of full penetration butt welding of the thin copper alloy plate.
Full article
►▼
Show Figures
Open AccessArticle
The Microstructure and Mechanical Properties of Dual-Spot Laser Welded-Brazed Ti/Al Butt Joints with Different Groove Shapes
by
Peng Li, Zhenglong Lei, Xinrui Zhang, Enze Cai and Yanbin Chen
Cited by 5 | Viewed by 1740
Abstract
Laser welding-brazing was performed to join Ti and Al together. The dual-spot laser beam mode was selected as the heat source in this study. Ti-6Al-4V and 6061-T6 Al alloys were selected as the experimental materials. Al-12Si welding wire was selected as the filler
[...] Read more.
Laser welding-brazing was performed to join Ti and Al together. The dual-spot laser beam mode was selected as the heat source in this study. Ti-6Al-4V and 6061-T6 Al alloys were selected as the experimental materials. Al-12Si welding wire was selected as the filler material. The effect of groove shape on the weld appearance, microstructure, temperature field, and mechanical performance of Ti/Al welded-brazed butt joints was investigated. The interfacial intermetallic compound (IMC) layer at the Ti/Weld brazing interface was inhomogeneous in joints with I-shaped and Y-shaped grooves. In Ti/Al joints with V-shaped grooves, the homogeneity of temperature field and IMC layer was improved, and the maximum thickness difference of IMC layer was only 0.20 μm. Nano-sized granular Ti
7Al
5Si
12, Ti
5Si
3, and Ti(Al,Si)
3 constituted the IMCs. The tensile strength of Ti/Al joints with V-shaped grooves was the highest at 187 MPa. The fracture mode transformed from brittle fractures located in the IMC layer to ductile fractures located in the Al base metal, which could be attributed to the improvement of the IMC layer at the brazing interface.
Full article
►▼
Show Figures
Open AccessArticle
Microstructure and Properties of Heat Affected Zone in High-Carbon Steel after Welding with Fast Cooling in Water
by
Michail Nikolaevich Brykov, Ivan Petryshynets, Miroslav Džupon, Yuriy Anatolievich Kalinin, Vasily Georgievich Efremenko, Natalia Alekseevna Makarenko, Danil Yurievich Pimenov and František Kováč
Cited by 19 | Viewed by 2306
Abstract
The purpose of the research was to obtain an arc welded joint of a preliminary quenched high-carbon wear resistant steel without losing the structure that is previously obtained by heat treatment. 120Mn3Si2 steel was chosen for experiments due to its good resistance to
[...] Read more.
The purpose of the research was to obtain an arc welded joint of a preliminary quenched high-carbon wear resistant steel without losing the structure that is previously obtained by heat treatment. 120Mn3Si2 steel was chosen for experiments due to its good resistance to mechanical wear. The fast cooling of welding joints in water was carried out right after welding. The major conclusion is that the soft austenitic layer appears in the vicinity of the fusion line as a result of the fast cooling of the welding joint. The microstructure of the heat affected zone of quenched 120Mn3Si2 steel after welding with rapid cooling in water consists of several subzones. The first one is a purely austenitic subzone, followed by austenite + martensite microstructure, and finally, an almost fully martensitic subzone. The rest of the heat affected zone is tempered material that is heated during welding below A
1 critical temperature. ISO 4136 tensile tests were carried out for the welded joints of 120Mn3Si2 steel and 09Mn2Si low carbon steel (ASTM A516, DIN13Mn6 equivalent) after welding with fast cooling in water. The tests showed that welded joints are stronger than the quenched 120Mn3Si2 steel itself. The results of work can be used in industries where the severe mechanical wear of machine parts is a challenge.
Full article
►▼
Show Figures
Open AccessArticle
Metallurgical Characterization of Welded Joint of Nanostructured Bainite: Regeneration Technique versus Post Welding Heat Treatment
by
Aleksandra Królicka, Krzysztof Radwański, Aleksandra Janik, Paweł Kustroń and Andrzej Ambroziak
Cited by 13 | Viewed by 1912
Abstract
One of the main limitations in application of nanostructured carbide-free bainite as a construction material is the difficulty of joining. This research presents a structural characterization of welded joints of medium carbon 55Si7 grade steel after the welding process with a regeneration technique
[...] Read more.
One of the main limitations in application of nanostructured carbide-free bainite as a construction material is the difficulty of joining. This research presents a structural characterization of welded joints of medium carbon 55Si7 grade steel after the welding process with a regeneration technique as well as post welding heat treatment (PWHT). The hardness distribution of the welded joint with regeneration exhibit an overall decrease in hardness when compared to the base material and a significant decrease in hardness was observed in the heat-affected zone (HAZ). Unfavorable hardness distribution was caused by the presence of diffusion-type transformations products (pearlite) in the HAZ and bainite degradation processes. On the other hand, welding with the PWHT promotes the achievement of a comparable level of hardness and structure as in the base material. However, a slight decrease in hardness was observed in the weld zone due to the micro-segregation of the chemical composition caused by the indissoluble solidification structure. Based on the structural analysis, it was found that steel with relatively low hardenability (55Si7) should be welded using PWHT rather than a regeneration technique.
Full article
►▼
Show Figures
Open AccessReview
Joining of the Laminated Electrical Steels in Motor Manufacturing: A Review
by
Cunjuan Xia, Hongze Wang, Yi Wu and Haowei Wang
Cited by 14 | Viewed by 5283
Abstract
In recent years, the motor has been increasingly used to replace the conventional gasoline engine for carbon emission reduction, and the high-performance motor is urgently required. The stator and rotor in a motor are made of hundreds of joined and laminated electrical steels.
[...] Read more.
In recent years, the motor has been increasingly used to replace the conventional gasoline engine for carbon emission reduction, and the high-performance motor is urgently required. The stator and rotor in a motor are made of hundreds of joined and laminated electrical steels. This paper covers the current research in joining the laminated electrical steels for the motor application, together with the critical assessment of our understanding. It includes the representative joining method, modeling of the joining process, microstructure of the weld zone, mechanical strength and magnetic properties. The gaps in the scientific understanding, and the research needs for the expansion of joining laminated electrical steels, are provided.
Full article
►▼
Show Figures
Open AccessArticle
Microstructure and Mechanical Properties of Fe-36Ni and 304L Dissimilar Alloy Lap Joints by Pulsed Gas Tungsten Arc Welding
by
Qian Wang, Junqi Shen, Shengsun Hu, Guancheng Zhao and Jie Zhou
Cited by 3 | Viewed by 1917
Abstract
High-quality joining of dissimilar alloys between Fe-36Ni alloy and 304L stainless steel is essential in the manufacturing of LNG tanker. In this study, lap joints of Fe-36Ni and 304L dissimilar alloys were fabricated by a pulsed gas tungsten arc welding (P-GTAW) process. The
[...] Read more.
High-quality joining of dissimilar alloys between Fe-36Ni alloy and 304L stainless steel is essential in the manufacturing of LNG tanker. In this study, lap joints of Fe-36Ni and 304L dissimilar alloys were fabricated by a pulsed gas tungsten arc welding (P-GTAW) process. The effects of low-frequency pulse on the appearance, microstructure and mechanical properties of the Fe-36Ni/304L lap joints was investigated. With the increase of frequency, the feature sizes of α (the transition angle of the upper surface of Fe-36Ni to the surface of the weld bead) and R (shortest distance between weld root and weld surface) exhibited downtrend and uptrend, respectively, while La (the maximum weld width of lower sheet) and P (the maximum weld penetration of lower sheet) changed in a smaller range. Fusion zone (FZ) is mainly composed of γ phase and M
23C
6 during solidification, and M
23C
6 particles are distributed on the grain boundaries of the cells, which reduced the mechanical properties of joint. The average hardness between 110 HV
1 and 136 HV
1 is lower than that of the base metals. Fractures of all joints located at the Fe-36Ni side near the weld, and a dimple fracture in all samples indicated a ductile fracture. This study found that the heat input values remain 198.86 J mm
−1 and increased pulse frequency can improve the maximum tensile force. The average maximum tensile force of the lap weld is 11.95 kN when pulsed frequency is 15 Hz.
Full article
►▼
Show Figures
Open AccessArticle
Spark Plasma Diffusion Bonding of TiAl/Ti2AlNb with Ti as Interlayer
by
Boxian Zhang, Chunhuan Chen, Jianchao He, Jinbao Hou, Lu Chai and Yanlong Lv
Cited by 7 | Viewed by 2127
Abstract
To solve the problem of poor weldability between TiAl-based and Ti
2AlNb-based alloys, spark plasma diffusion bonding was employed to join a TiAl alloy and a Ti
2AlNb alloy with a pure Ti foil as interlayer at 950 °C/10 KN/60 min.
[...] Read more.
To solve the problem of poor weldability between TiAl-based and Ti
2AlNb-based alloys, spark plasma diffusion bonding was employed to join a TiAl alloy and a Ti
2AlNb alloy with a pure Ti foil as interlayer at 950 °C/10 KN/60 min. After welding, slow cooling was carried out at a rate of 5 °C/min, followed by homogenization at 800 °C for 24 h. The microstructural evolution and elemental migration of the joint were analyzed via a scanning electron microscope equipped with an energy dispersive spectrometer, while the mechanical properties of the joint were assessed via microhardness and tensile tests. The results show that the spark plasma diffusion bonding formed a joint of TiAl/Ti/Ti
2AlNb without microcracks or microvoids, while also effectively protecting the base metal. Before heat treatment, the maximum hardness value (401 HV) appeared at the Ti
2AlNb/Ti interface, while the minimum hardness value (281 HV) occurred in the TiAl base metal. The tensile strength of the heat-treated joint at room temperature was measured to be up to 454 MPa, with a brittle fracture occurring in the interlayer. The tensile strength of the joint at 650 °C was measured to be up to 538 MPa, with intergranular cracks occurring in the TiAl base metal.
Full article
►▼
Show Figures
Open AccessArticle
Effect of Corrosion and Surface Finishing on Fatigue Behavior of Friction Stir Welded EN AW-5754 Aluminum Alloy Using Various Tool Configurations
by
Abootorab Baqerzadeh Chehreh, Michael Grätzel, Jean Pierre Bergmann and Frank Walther
Cited by 6 | Viewed by 2447
Abstract
In this study, fatigue behavior of surface finished and precorroded friction stir welded (FSW) specimens using various tool configurations were comparatively investigated by the load increase method. The FSW using conventional, stationary shoulder and dual-rotational configurations was carried out by a robotized tool
[...] Read more.
In this study, fatigue behavior of surface finished and precorroded friction stir welded (FSW) specimens using various tool configurations were comparatively investigated by the load increase method. The FSW using conventional, stationary shoulder and dual-rotational configurations was carried out by a robotized tool setup on 2 mm EN AW-5754 aluminum sheets in butt joint formation. After extraction of the specimens, their weld seam and root surfaces were milled to two different depths of 200 µm and 400 µm to remove the surface and the FSW tool shoulder effects. This surface finishing process was performed to investigate the effect of the surface defects on the fatigue behavior of the FSW EN AW-5754 aluminum alloy sheets. It was found that material removal from the weld and root surfaces of the specimens, increased the fracture stresses of conventional and dual-rotational FSW from 204 to 229 MPa and 196 to 226 MPa, respectively. However, this increase could not be detected in stationary shoulder FSW. Specimens with finished surfaces, which showed superior properties, were used in salt spray and cyclic climate change test to investigate the effect of corrosion on the fatigue behavior of FSW specimens. It was shown that cyclic climate change test reduced the fatigue properties of the base material, conventional, stationary shoulder and dual-rotational FSW approximately 1%–7%. This decrease in the fatigue properties was greater in the case of the salt spray test, which was 7% to 21%.
Full article
►▼
Show Figures
Open AccessArticle
Metallurgical Characterization of Penetration Shape Change in Workpiece Vibration-Assisted Tandem-Pulsed Gas Metal Arc Welding
by
Habib Hamed Zargari, Kazuhiro Ito, Tsuyoshi Miwa, Pradeep Kumar Parchuri, Hajime Yamamoto and Abhay Sharma
Cited by 9 | Viewed by 2421
Abstract
Tandem-pulsed gas metal arc welding (TP-GMAW) simultaneously uses two wire-electrodes to enhance the material deposition rate, leading to the generation of a finger-shaped penetration as one of the arcs penetrates deeper than the other. On the other hand, workpiece vibration is one of
[...] Read more.
Tandem-pulsed gas metal arc welding (TP-GMAW) simultaneously uses two wire-electrodes to enhance the material deposition rate, leading to the generation of a finger-shaped penetration as one of the arcs penetrates deeper than the other. On the other hand, workpiece vibration is one of the techniques used to control the microstructure of weld metal and a heat-affected zone. It is incidentally found that a specific vibration condition changes the finger-shaped penetration into pan-bottom shaped penetration in the TP-GMAW even though the vibration energy is much lower than the arc energy. Microstructure observation and elemental analysis are carried out for the welds fabricated without vibration and with three kinds of vibration modes, namely sine, random, and shock. The specific sine-mode vibration exhibits pan-bottom. The other modes of vibration in the same welding conditions exhibited invariable finger-shaped penetration. The Si atoms as a tracer distribute uniformly in the sine-mode. However, Si atoms segregate at the bottom of the finger-shaped weld metal with the random-mode and shock-mode workpiece vibrations. The weld pool shape change is prominent at a specific frequency. A resonance phenomenon between the droplet flow pattern and the molten material flow in the weld pool is likely to play a vital role in the change.
Full article
►▼
Show Figures
Open AccessArticle
Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions
by
Zeng Gao, Xianli Ba, Huanyu Yang, Congxin Yin, Shanguang Liu, Jitai Niu and Josip Brnic
Cited by 6 | Viewed by 2294
Abstract
The vacuum brazing of dissimilar electronic packaging materials has been investigated. In this research, this applies silicon particle-reinforced aluminum matrix composites (Si
p/Al MMCs) to Kovar alloys. Active melt-spun ribbons were employed as brazing filler metals under different joining temperatures and times.
[...] Read more.
The vacuum brazing of dissimilar electronic packaging materials has been investigated. In this research, this applies silicon particle-reinforced aluminum matrix composites (Si
p/Al MMCs) to Kovar alloys. Active melt-spun ribbons were employed as brazing filler metals under different joining temperatures and times. The results showed that the maximum joint shear strength of 96.62 MPa was achieved when the joint was made using Al-7.5Si-23.0Cu-2.0Ni-1.0Ti as the brazing filler metal at 580 °C for 30 min. X-ray diffraction (XRD) analysis of the joint indicated that the main phases were composed of Al, Si and intermetallics, including CuAl, TiFeSi, TiNiSi and Al
3Ti. When the brazing temperature ranged from 570 °C to 590 °C, the leakage rate of joints remained at 10
−8 Pa·m
3/s or better. When the joint was made using Al-7.5Si-23.0Cu-2.0Ni-2.5Ti as the brazing filler metal at 580 °C for 30 min, the higher level of Ti content in the brazing filler metal resulted in the formation of a flake-like Ti(AlSi)
3 intermetallic phase with an average size of 7 µm at the interface between the brazing seam and Si
p/Al MMCs. The joint fracture was generally in the form of quasi-cleavage fracture, which primarily occurred at the interface between the filler metal and the Si
p/Al MMCs. The micro-crack propagated not only Ti(AlSi)
3, but also the Si particles in the substrate.
Full article
►▼
Show Figures
Open AccessArticle
Influence of Inclination of Welding Torch on Weld Bead during Pulsed-GMAW Process
by
Ping Yao, Heqing Tang, Kang Zhou, Hongyan Lin, Zihui Xu and Xiongzi Du
Cited by 3 | Viewed by 2711
Abstract
This work is about the influence rule of inclination of welding torch on the formation and characteristics of weld bead during the pulsed-gas metal arc welding (GMAW) process based on the robotic operation. The inclination of welding torch was an important operation condition
[...] Read more.
This work is about the influence rule of inclination of welding torch on the formation and characteristics of weld bead during the pulsed-gas metal arc welding (GMAW) process based on the robotic operation. The inclination of welding torch was an important operation condition during the pulsed-GMAW process, because it can affect the formation and quality of weld bead, which was the output of the process. In this work, the different inclination modes and values were employed to conduct actual welding experiments, and some influence rules can be obtained according to examine the surface topography and cross section. Then, to obtain further rules, serious measurements for the geometry characteristic parameters were conducted and corresponding curve fitting equations between inclination angles and the bead width, penetration and bead height were obtained, and the largest error of these curve fitting equations was 0.117 mm, whose corresponding mean squared error (MSE) was 0.0103. Corresponding verification experiments validated the effectiveness of the curve fittings and showed the second order polynomials were proper, and the largest errors between measurements and curve fitting equations for inclination angle under backward mode were larger than those under forward mode, and were 0.10 mm and 0.15 mm, respectively, which corresponded to the penetration and were below 10%, therefore the equations can be used to predict the geometry of the weld bead. This work can benefit the process and operation optimization of the pulsed-GMAW process, both in the academic researches and actual industrial production.
Full article
►▼
Show Figures
Open AccessArticle
Characterizing Micromechanical Properties of Friction Welding Interface between TiAl Alloy and GH3039 Superalloy
by
Suigeng Du, Songlin Wang and Wanting Xu
Cited by 5 | Viewed by 1762
Abstract
To explore the macro-fracture mechanism of a friction welded joint between TiAl alloy and GH3039 superalloy, the micromechanical properties of intermediate phases at the joint interface are characterized and the relationship between the macro-fracture and micro-fracture of the joint is established. The indentation
[...] Read more.
To explore the macro-fracture mechanism of a friction welded joint between TiAl alloy and GH3039 superalloy, the micromechanical properties of intermediate phases at the joint interface are characterized and the relationship between the macro-fracture and micro-fracture of the joint is established. The indentation technique has been employed to calculate the nano-hardness and fracture toughness of the intermediate phases. The dynamic in-situ tensile test in SEM has been applied to observe the initiation and propagation process of cracks at the interface. It has been found that Al
3NiTi
2 and AlNi
2Ti have the highest nano-hardness and elastic recovery rates, while TiAl and GH3039 base metals have the lowest nano-hardness and elastic recovery rates. This indicates that the harder the materials, the more prone they are to elastic deformation. Nevertheless, the fracture toughness of Al
3NiTi
2 and AlNi
2Ti are the two lowest, which were 1.7 MPa·m
1/2 and 2.7 MPa·m
1/2, respectively. The cracks sprouted from Al
3NiTi
2 and AlNi
2Ti and then spread throughout the entire intermediate phase zone. In other words, the fracture mainly happened in these two phase layers. It has been concluded that Al
3NiTi
2 and AlNi
2Ti were the two weakest phases at the interface and their poor fracture toughness results in low joint strength.
Full article
►▼
Show Figures
Open AccessArticle
Rotary Friction Welding of Molybdenum without Upset Forging
by
Miaoxia Xie, Xiangtao Shang, Yanxin Li, Zehui Zhang, Minghui Zhu and Jiangtao Xiong
Cited by 6 | Viewed by 2537
Abstract
A large instantaneous axial forging load is required to be applied for the final stage of rotary friction welding (RFW), which is usually conducive to obtaining clean, compact, and high-quality joints. However, for slender fuel claddings made of molybdenum (Mo) with low stiffness,
[...] Read more.
A large instantaneous axial forging load is required to be applied for the final stage of rotary friction welding (RFW), which is usually conducive to obtaining clean, compact, and high-quality joints. However, for slender fuel claddings made of molybdenum (Mo) with low stiffness, the instantaneous axial forging load cannot be applied at the final stage of welding. This study carried out RFW tests without upset forging on Mo in the atmospheric environment and investigated the effects of welding time on joint morphology, axial shortening, microstructures, microhardness, tensile strength, and tensile fracture morphology. It found that the excessive and abrupt burning and a lot of smoke were generated around the weld zone during welding and spiral flashes were observed after welding. Under welding pressure of 80 MPa and spindle speed of 2000 r/min, the minimum average grain size and maximum tensile strength can be obtained in 4 s when the welding time is between 2–5 s. Scanning electron microscope (SEM) results show that there were morphologies of a large number of intergranular fractures and a small number of transgranular fractures in the fracture. The above results demonstrated that it is feasible to use RFW without upset forging to seal the last weld spot on upper end plugs of fuel claddings made of Mo in high-pressure inert gas, which would not only obtain reliable welding quality but also seal high-pressure inert gas in cladding tubes. The research results have a practical guiding significance of manufacturing accident-tolerant Mo nuclear fuel cladding.
Full article
►▼
Show Figures
Open AccessFeature PaperArticle
Numerical Simulation of the Behavior of Hydrogen Source in a Novel Welding Process to Reduce Diffusible Hydrogen
by
Shinichi Tashiro, Naoki Mukai, Yoshihide Inoue, Anthony B. Murphy, Tetsuo Suga and Manabu Tanaka
Cited by 4 | Viewed by 2214
Abstract
This study aims to reduce the diffusible hydrogen content in deposited metal during gas metal arc welding (GMAW) and flux-cored arc welding (FCAW) which induces cold cracking. To achieve this, a novel welding torch with a dual gas nozzle has been developed. This
[...] Read more.
This study aims to reduce the diffusible hydrogen content in deposited metal during gas metal arc welding (GMAW) and flux-cored arc welding (FCAW) which induces cold cracking. To achieve this, a novel welding torch with a dual gas nozzle has been developed. This special welding torch decreases the hydrogen source gas evaporated from a welding wire by the suction from the inner gas nozzle. In order to improve the suction efficiency of this evaporated gas, precise control of the suction gas flow is indispensable. In this paper, a simplified numerical simulation model of this process has been described. This model can take account of the evaporation of the hydrogen source gas from the wire while simulating the behavior of the shielding gas and the arc. Using this model, the effect of suction nozzle structure and torch operating conditions on suction gas flow pattern and suction efficiency was also investigated to understand the process mechanism. Furthermore, the diffusible hydrogen content in deposited metal was measured by chromatography as a validation step. Results show that some of the shielding gas introduced from a shielding nozzle was drawn inward and also branched into an upward flow that was sucked into the suction nozzle and a downward flow to a base metal. This branching height was defined as the suction limit height, which decisively governed the suction efficiency. As a result, in order to reduce the diffusible hydrogen, it was suggested that the suction limit height should be controlled towards below the wire position, where the evaporation rate of the hydrogen source gas peaks through optimization of the suction nozzle design and the torch operating conditions.
Full article
►▼
Show Figures
Open AccessArticle
Investigating the Advantages of Ultrasonic-assisted Welding Technique Applied in Underwater Wet Welding by in-situ X-ray Imaging Method
by
Hao Chen, Ning Guo, Kexin Xu, Cheng Liu and Guodong Wang
Cited by 18 | Viewed by 2969
Abstract
In this study, the effects of ultrasonic on melt pool dynamic, microstructure, and properties of underwater wet flux-cored arc welding (FCAW) joints were investigated. Ultrasonic vibration enhanced melt flow and weld pool oscillation. Grain fragmentation caused by cavitation changed microstructure morphology and decreased
[...] Read more.
In this study, the effects of ultrasonic on melt pool dynamic, microstructure, and properties of underwater wet flux-cored arc welding (FCAW) joints were investigated. Ultrasonic vibration enhanced melt flow and weld pool oscillation. Grain fragmentation caused by cavitation changed microstructure morphology and decreased microstructure size. The proportion of polygonal ferrite (PF) reduced or even disappeared. The width of grain boundary ferrite (GBF) decreased from 34 to 10 μm, and the hardness increased from 204 to 276 HV. The tensile strength of the joint increased from 545 to 610 MPa, and the impact toughness increased from 65 to 71 J/mm
2 due to the microstructure refinement at the optimum ultrasonic power.
Full article
►▼
Show Figures
Open AccessArticle
Study on the Decoupled Transfer of Heat and Mass in Wire Variable Polarity Plasma Arc Welding
by
Fan Jiang, Cheng Li, Bin Xu, Shinichi Tashiro, Manabu Tanaka and Shujun Chen
Cited by 5 | Viewed by 2266
Abstract
A hybrid arc-wire welding method based on the variable polarity plasma arc (VPPA) and variable polarity pulse metal inert-gas (VP-PMIG) was proposed for manufacturing aluminum alloys. This paper aims to clarify the decoupling control process of heat and mass transfer in the hybrid
[...] Read more.
A hybrid arc-wire welding method based on the variable polarity plasma arc (VPPA) and variable polarity pulse metal inert-gas (VP-PMIG) was proposed for manufacturing aluminum alloys. This paper aims to clarify the decoupling control process of heat and mass transfer in the hybrid welding process. To understand the arc physics and analyze the mass transfer behavior, the hybrid arc shape and droplet cross-sectional area with different parameters were obtained by high speed video photography. Further, the melting area of the base metal was analyzed by macro-metallography of the weld bead cross-section to study the heat transfer. It is found that the hybrid arc shape changes with time. The VPPA main arc is deflected to one side by the VP-PMIG, making the temperature distribution asymmetric, and during the VP-PMIG pulse necking occurs. The cross-sectional area of the droplet is more obviously affected by the VP-PMIG current than the VPPA current. Meanwhile, the VPPA current dominates the melting area of the base metal. Therefore, we conclude that heat transfer to the base metal is from the VPPA, while droplet transfer is mainly controlled by the VP-PMIG arc. These conclusions are confirmed by analyzing the decoupling degree of heat and mass transfer of the base metal by the VPPA and VP-PMIG arc.
Full article
►▼
Show Figures
Open AccessArticle
Effect of Filling Rate on Underwater Wet Welding Process and Weld Appearance
by
Xin Zhang, Ning Guo, Changsheng Xu, Haoran Kan, Yanbo Tan and Hao Chen
Cited by 7 | Viewed by 2002
Abstract
Real-time electric signal, matter transfer mode and welding pool behavior were obtained to investigate the effect of wires’ filling rate on arc stability and joints’ appearance during underwater wet flux-cored arc welding (FCAW). The electric signal results showed that arc stability first decreased
[...] Read more.
Real-time electric signal, matter transfer mode and welding pool behavior were obtained to investigate the effect of wires’ filling rate on arc stability and joints’ appearance during underwater wet flux-cored arc welding (FCAW). The electric signal results showed that arc stability first decreased and then increased rapidly because the raise of filling rate affected the number of charged particles and the electrical conductivity of welding arc atmosphere. Two typical transfer modes, globular repelled transfer mode and surface tension transfer mode, were observed in this study. The ratio of surface tension transition could be increased by adding wires’ filling rate. Meanwhile, the geometry of molten pool was changed and the distance between droplets to welding pool reduced as the filling rate increased. The fusion line became more regular and the radius of curvature increased under the effect of bubbles in the molten pool. As the filling rate improving, more slags on the welds surface were acquired and the welds were much flatter and smoother.
Full article
►▼
Show Figures
Open AccessArticle
Realizing a Novel Friction Stir Processing-Enabled FWTPET Process for Strength Enhancement Using Firefly and PSO Methods
by
Senthil Kumaran S, Jayakumar Kaliappan, Kathiravan Srinivasan, Yuh-Chung Hu, Sanjeevikumar Padmanaban and Srinivasan N
Cited by 6 | Viewed by 2147
Abstract
The friction welding of tube to tube plate using an external tool (FWTPET) is widely deployed in several industrial applications, such as aerospace, automotive, and power plants. Moreover, for achieving a better tensile strength and hardness in the weld zone, the friction stir
[...] Read more.
The friction welding of tube to tube plate using an external tool (FWTPET) is widely deployed in several industrial applications, such as aerospace, automotive, and power plants. Moreover, for achieving a better tensile strength and hardness in the weld zone, the friction stir processing (FSP) technique was incorporated into the FWTPET process for joining aluminum alloys (AA6063 tube, AA6061 tube plate). Furthermore, it has to be noted that FWTPET was applied for joining the AA6063 tube to the AA6061 tube plate, and FSP was deployed for reinforcing the weld zone with carbon nanotube (CNT) and silicon nitride (Si
3N
4) particles, thereby attaining the desirable mechanical properties. Subsequently, the Taguchi L
25 orthogonal array was used for identifying the most influential input and output FWTPET + FSP process parameters. Furthermore, particle swarm optimization (PSO) and the firefly algorithm (FFA) were deployed for determining the optimized input and output FWTPET + FSP process parameters. The input process parameters include CNT, Si
3N
4, rotational tool speed, and depth. Furthermore, the tensile strength of the welded joint was considered as the output process parameter. The process parameters predicted by PSO and FFA were compared with the experimental values. It was witnessed that deviation between the predicted and experimental values was minimal. Moreover, it was found that FFA provided a superior tensile strength prediction than PSO.
Full article
►▼
Show Figures
Open AccessArticle
Prediction of the Weld Pool Stability by Material Flow Behavior of the Perforated Weld Pool
by
Ruiqing Lang, Yongquan Han, Xueyu Bai and Haitao Hong
Cited by 12 | Viewed by 2649
Abstract
This article presents the application of a computational fluid dynamics (CFD) finite volume method (FVM) model for a thermo-mechanical coupling simulation of the weld pool used in variable polarity plasma arc welding (VPPAW). Based on the mechanism of the additional pressure produced through
[...] Read more.
This article presents the application of a computational fluid dynamics (CFD) finite volume method (FVM) model for a thermo-mechanical coupling simulation of the weld pool used in variable polarity plasma arc welding (VPPAW). Based on the mechanism of the additional pressure produced through self-magnetic arc compression and the jet generated from mechanical plasma arc compression, and considering the influence of arc height and keyhole secondary compression on arc pressure, a three-dimensional transient model of variable polarity plasma arc (VPPA) arc pressure was established. The material flow behaviors of the perforated weld pools were studied. The results show that three kinds of flow behavior existed in the perforation weld pools and it is feasible to predict the weld pool stability by the material flow behaviors of the perforated weld pools. The weld pools can exist stably if the material flow in the bottom of the perforated weld pools can form confluences with moderate flow velocities of 0.45 m/s, 0.55 m/s and 0.60 m/s. The weld pools were cut when the material flowed downward and outward with the maximum velocity of 0.70 m/s, 0.80 m/s. When the maximum material flow velocity was 0.40 m/s, the weld pool collapsed downward under the action of larger gravity. The thermo-mechanical coupling model was verified by the comparison of the simulation and experimental results.
Full article
►▼
Show Figures
Open AccessArticle
Metallurgical and Mechanical Characterization of High-Speed Friction Stir Welded AA 6082-T6 Aluminum Alloy
by
Anton Naumov, Iuliia Morozova, Evgenii Rylkov, Aleksei Obrosov, Fedor Isupov, Vesselin Michailov and Andrey Rudskoy
Cited by 20 | Viewed by 3221
Abstract
The objective of this study was to investigate the effect of the high welding speed on the mechanical properties and their relations to microstructural characteristics of butt friction stir welded joints with the use of 6082-T6 aluminum alloy. The aluminum sheets of 2.0
[...] Read more.
The objective of this study was to investigate the effect of the high welding speed on the mechanical properties and their relations to microstructural characteristics of butt friction stir welded joints with the use of 6082-T6 aluminum alloy. The aluminum sheets of 2.0 mm thick were friction stir welded at low (conventional FSW) and high welding speeds (HSFSW) of 200 and 2500 mm/min, respectively. The grain size in the nugget zone (NZ) was decreased; the width of the softened region was narrowed down as well as the lowest microhardness value located in the heat-affected zone (HAZ) was enhanced by HSFSW. The increasing welding speed resulted in the higher ultimate tensile strength and lower elongation, but it had a slight influence on the yield strength. The differences in mechanical properties were explained by analysis of microstructural changes and tensile fracture surfaces of the welded joints, supported by the results of the numerical simulation of the temperature distribution and material flow. The fracture of the conventional FSW joint occurred in the HAZ, the weakest weld region, while all HSFSW joints raptured in the NZ. This demonstrated that both structural characteristics and microhardness distribution influenced the actual fracture locations.
Full article
►▼
Show Figures
Open AccessArticle
Physical Characteristics of Coupled Plasma and Its Influence on Weld Formation in Hybrid Laser-Double-Arc Welding
by
Xiaoyan Gu, Yuchen Liu, Wenhang Li, Yujun Han and Kai Zheng
Cited by 3 | Viewed by 2136
Abstract
Hybrid laser-double-arc welding (HLDAW) is an efficient welding method with multi-heat sources comprised of two arcs and a laser beam, which is an intricate process with much randomness and uncertainty due to the mutual effect between multi-plasmas. Compared with double-arc welding (DAW), HLDAW
[...] Read more.
Hybrid laser-double-arc welding (HLDAW) is an efficient welding method with multi-heat sources comprised of two arcs and a laser beam, which is an intricate process with much randomness and uncertainty due to the mutual effect between multi-plasmas. Compared with double-arc welding (DAW), HLDAW can generally obtain a more stable welding process and deeper weld penetration, which is directly affected by the synergistic effect of multiple heat sources; however, the mechanism has not been systematically studied. In this study, the multi-information analysis method is adopted to study the distribution of electron temperatures, electron densities and electrical conductivity of double-arc welding (DAW) and HLDAW by utilizing synchronous radiation spectrum, high-speed photography and electrical signal sensing technology. The results indicated that the high concentration of charged particles provided a conductive channel for the two arcs to achieve a more stable welding process in HLDAW. The synergy between the laser and the arc changed the flow mode of the weld pool, which facilitated the molten metal flowing toward the bottom of the molten pool. Obtaining the same melting depth, the line energy input of HLDAW was 13% lower than that of DAW; the heat affected zone is narrower and the grain size is smaller. The weld penetration depth was improved in HLDAW, which was 1.8 times that of DAW and 1.5 times that of pure laser welding under the laser power of 1.5 kW. The weld penetration of HLDAW increased with laser power.
Full article
►▼
Show Figures
Open AccessArticle
Prediction of Tensile Strength in Friction Welding Joins Made of SA213 Tube to SA387 Tube Plate through Optimization Techniques
by
Senthil Kumaran S, Kathiravan Srinivasan, Srinivasan Narayanan and Alex Noel Joseph Raj
Cited by 9 | Viewed by 2515
Abstract
In modern times, the Industry X.0 has emerged as the paradigm that has become the core of digital technology-driven business organizations. Further, this paper establishes a tube to tube plate friction welding technology with the help of deploying an external tool, also known
[...] Read more.
In modern times, the Industry X.0 has emerged as the paradigm that has become the core of digital technology-driven business organizations. Further, this paper establishes a tube to tube plate friction welding technology with the help of deploying an external tool, also known referred to as the FWTPET scheme. Besides, the SA213 tube and SA387 tube plate were combined by employing a unique interference fit technique. Also, the strength of this combined portion was assessed with and without the aid of a holding block. Subsequently, the analytic optimization approaches like genetic algorithm, analysis of variance, and Taguchi L
9 orthogonal array design were deployed in the prediction of the optimum joining strength. Moreover, the input parameters include the projection of the tube (mm), the rotational speed of the tool (rpm), and depth of cut (mm); besides, the tensile strength is considered as the output parameter. Also, the grain size distribution around the weld zone and the presence of base metal were measured through an optical microscope as per ASTM linear intercept method. Further, it is evident that grain refinement had occurred in the weld zone, which in turn increases the tensile strength. The exceptional weld strength (tensile strength) was obtained when joining of SA213 tube and SA387 tube plate through interference fit using a holding block without a hole in the tube. Experimentally, it was found that the achieved tensile strengths were 836.8 MPa (without a hole) and 789.35 MPa (with hole) using the holding block, respectively. Additionally, it was found that in the absence of a holding block, the achieved tensile strength is 762.2 MPa (without a hole), and 700.8 MPa (with a hole), correspondingly. The deviation of tensile strength between the predicted (genetic algorithm) and experimental was found minimal. Therefore, for achieving this strength, the suitable operating parameters set include the rotational speed of the tool (1300 rpm), projection of the tube (1 mm), and depth of cut (0.5 mm) with backing block configuration.
Full article
►▼
Show Figures
Open AccessArticle
Influence of Polarity Arrangement of Inter-Wire Arc on Droplet Transfer in Cross-Coupling Arc Welding
by
Shanwen Dong, Fan Jiang, Bin Xu and Shujun Chen
Cited by 6 | Viewed by 2146
Abstract
In order to reduce the influence of polar zone effect in cross-coupling arc by changing inter-wire arc (IWA) configuration, the influence of polarity arrangement of the IWA on droplet transfer was studied. The change of voltage-current waveform and the process of droplet transfer
[...] Read more.
In order to reduce the influence of polar zone effect in cross-coupling arc by changing inter-wire arc (IWA) configuration, the influence of polarity arrangement of the IWA on droplet transfer was studied. The change of voltage-current waveform and the process of droplet transfer were recorded and analyzed by a high-speed camera and electric signal synchronous acquisition system. The results show that when the IWA polarity is arranged as anode on the bottom and cathode on top, the anode spot force always promotes the droplet transfer and reduces the critical current value of spray transfer. However, with the increase in the input voltage of the IWA, the resistance of the cathode spot force becomes obvious, which hinders the droplet transfer. While the IWA polarity is arranged as anode on top and cathode on the bottom, increasing the input voltage of the IWA obviously reduces the plasma arc voltage. The critical current of spray transfer increases in anode droplet, while the cathode droplet is mainly globular transfer, and there is no spatter explosion process. Through a comprehensive comparison of the droplet transfer process of anode and cathode under the different IWA polarity arrangement, the process of anode and cathode in the IWA polarity arrangement of the anode on top and the cathode on the bottom is more stable than that in the IWA polarity arrangement of the anode on the bottom and the cathode on top, mainly because the cathode spot force under high current do not hinder the cathode droplet.
Full article
►▼
Show Figures
Open AccessArticle
Fractal Dimension Characterization of Joint Surface Morphology on Dissimilar Friction Stir Lap Welding of Al/Mg
by
Yadong Zhao, Yalong Luo, Zhipeng Zhang, Haixiao Zhang, Xuefeng Guo, Shuguang Wang, Hongbao Cui and Yangming Zhang
Cited by 9 | Viewed by 2062
Abstract
The joint surface of the 1060 aluminum and AZ31 magnesium alloy was prepared through friction stir lap welding (FSLW) under different welding process parameters. The joint surface was characterized three-dimensionally using a three-dimensional (3D) optical profiler, and the coordinate data were obtained. The
[...] Read more.
The joint surface of the 1060 aluminum and AZ31 magnesium alloy was prepared through friction stir lap welding (FSLW) under different welding process parameters. The joint surface was characterized three-dimensionally using a three-dimensional (3D) optical profiler, and the coordinate data were obtained. The fractal dimension of the joint surface was calculated by the box-width transformation method using a MATLAB program. Furthermore, the influence of the welding process parameters on the fractal dimension of the joint surface was studied. The response surface model was established based on the principle of central composite design (CCD), and analysis of variance (ANOVA) was carried out to test the accuracy of the response surface. The results showed that the joint surface morphology had fractal characteristics, and the fractal dimension could be used as an index to characterize the quality of the joint surface. The change of the welding process parameters had a great impact on the fractal dimension of the joint surface, the interaction between the parameters was small, and the fitting accuracy of the response surface model was high. The fractal dimension of the joint surface decreased with the increase in the welding and rotational speeds and the effect of the rotational speed was more significant.
Full article
►▼
Show Figures
Open AccessArticle
Influence of Current Feeding Position of Duplex Current Feeding MIG Welding on Droplet Heat Quantity
by
Atsuhito Aoki, Shinichi Tashiro, Hideaki Kurokawa and Manabu Tanaka
Cited by 5 | Viewed by 2902
Abstract
Pure argon metal inert gas (MIG) welding is expected to offer the possibility to obtain high toughness weld joints. However, due to its arc instability and low wettability, it is difficult to apply pure argon MIG to a practical welding structure. In order
[...] Read more.
Pure argon metal inert gas (MIG) welding is expected to offer the possibility to obtain high toughness weld joints. However, due to its arc instability and low wettability, it is difficult to apply pure argon MIG to a practical welding structure. In order to solve these problems, an improved MIG welding process with a duplex current feeding (DCF-MIG) mechanism was developed. In the DCF-MIG process, the welding current and the wire feeding speed are independently controlled by an additionally feeding secondary current from a secondary power source. Thereby, DCF-MIG can supply a large current compared to conventional MIG under the same deposition rate. In this study, to consider the influence of the secondary current feeding position of DCF-MIG on droplet heat quantity, droplet heat quantity was measured by calorimetry. As a result, the droplet heat quantity was found to be increased significantly with the increase of the distance between the primary current feeding point and secondary current feeding point. The increase of the droplet heat quantity in the DCF-MIG process had a strong effect on improving bead shape and penetration. The droplet heat quantity with the effective current value of DCF-MIG was derived from the simplified calculation and the results roughly agreed with the experimental data.
Full article
►▼
Show Figures
Planned Papers
The below list represents only planned manuscripts. Some of these
manuscripts have not been received by the Editorial Office yet. Papers
submitted to MDPI journals are subject to peer-review.
1. Title: Effect of Vibration Directions and Torch Conditions on Penetration Shape Change in Workpiece Vibration-Assisted Pulsed Gas Metal Arc Welding
Authors: H. Hamed Zargari, K. Ito, P. K. Parchuri, H. Yamamoto, K. Manish and A. Sharma
2. Title: Fatigue Life Assessment of Weld Joints by Combined Measurements of DIC and XRD
Authors: Yixun Wang, Ryota Nagao and Seiichiro Tsutsumi
3. Title: Resistance Spot Welding Induced Deformation and Its Modelling System for Fast Prediction
Authors: Takeshi Chino, Atsushi Kunugi, Roshikazu Kawashima, Goro Watanabe, Can Cao and Ninshu Ma



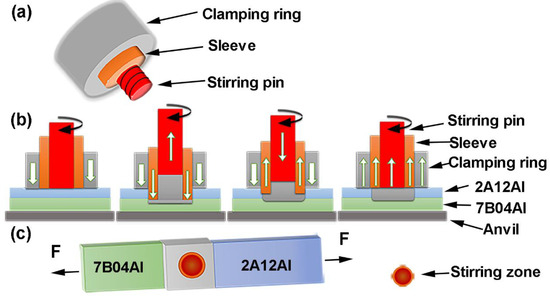
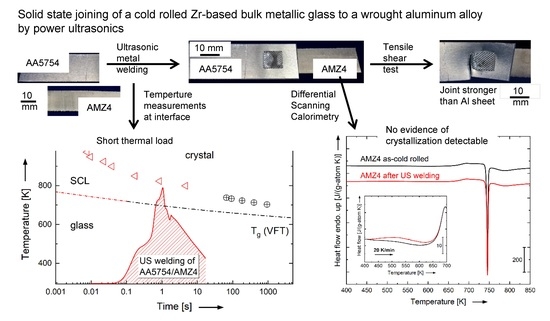
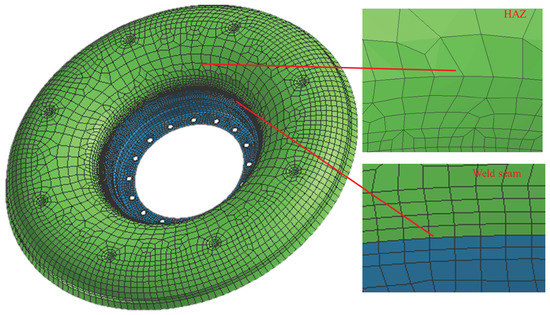
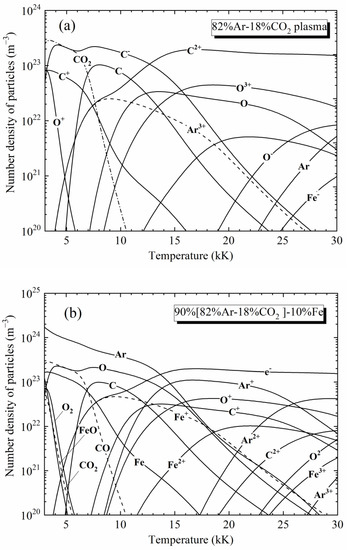
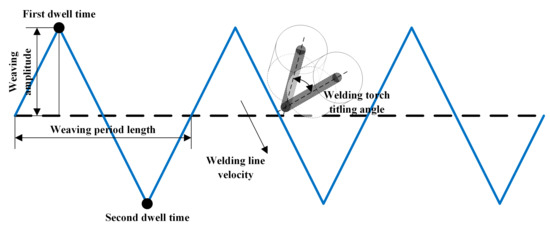
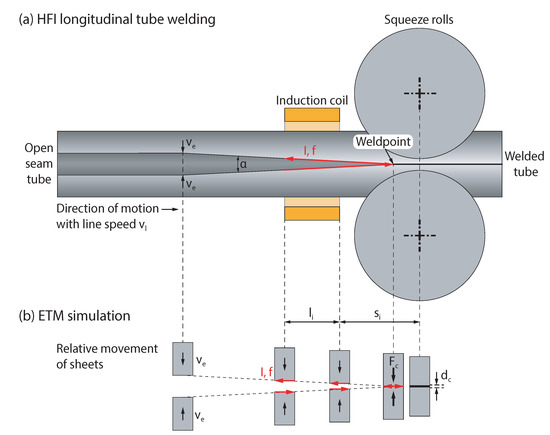
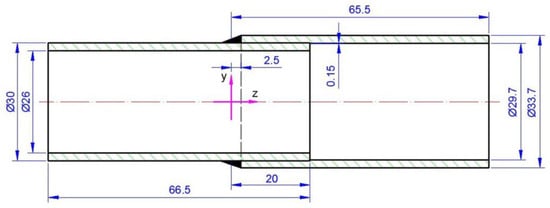
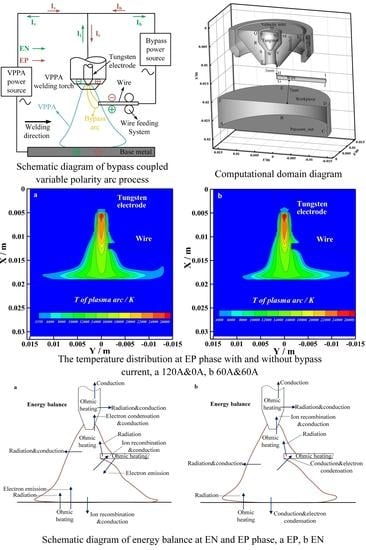
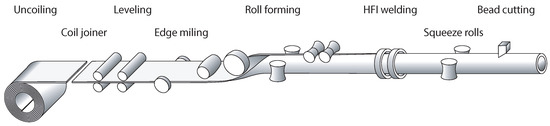
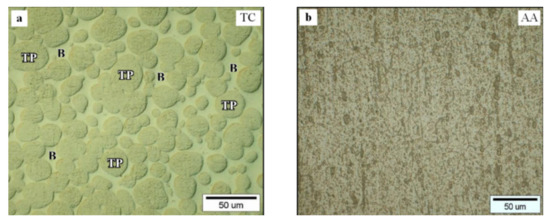
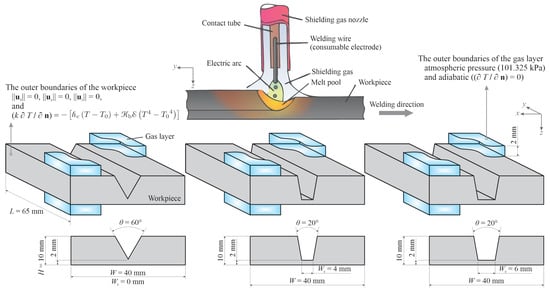
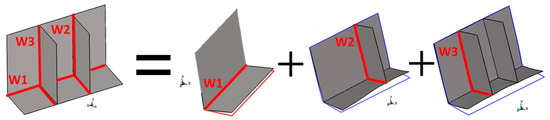

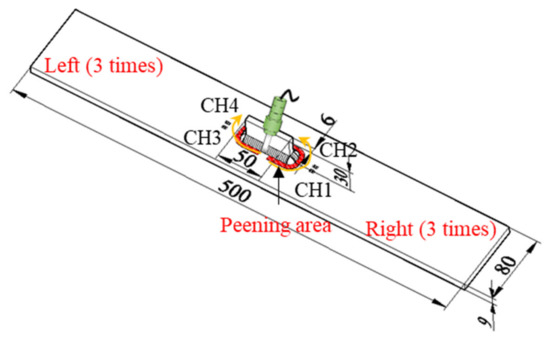

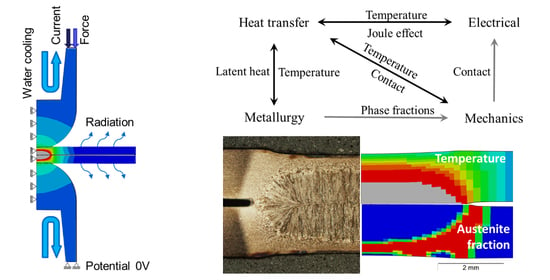
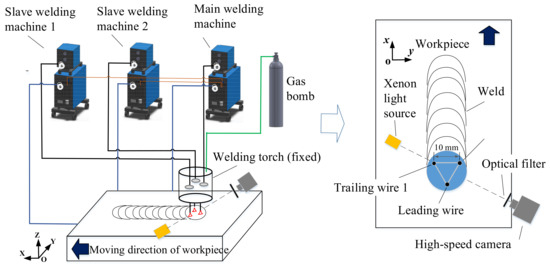
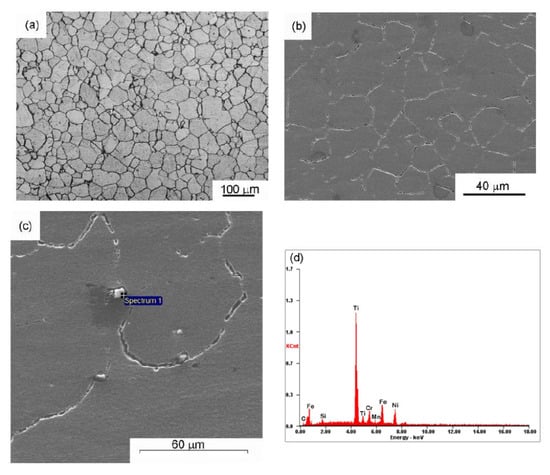
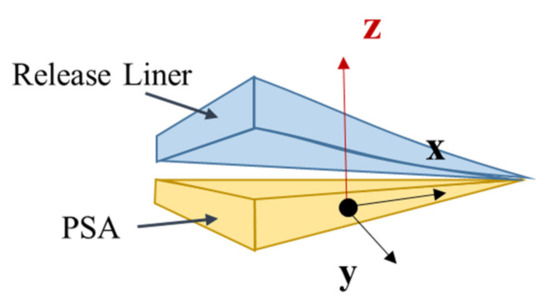
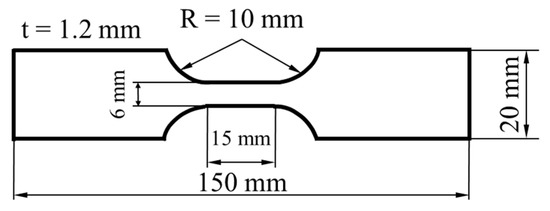
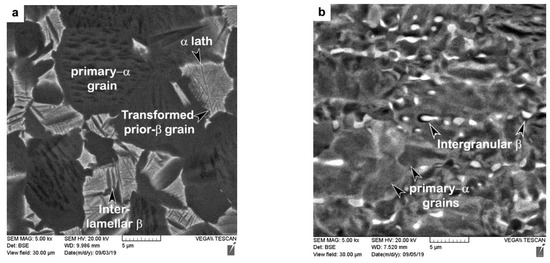
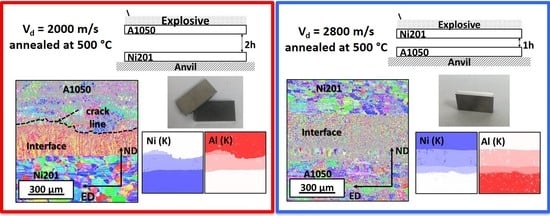
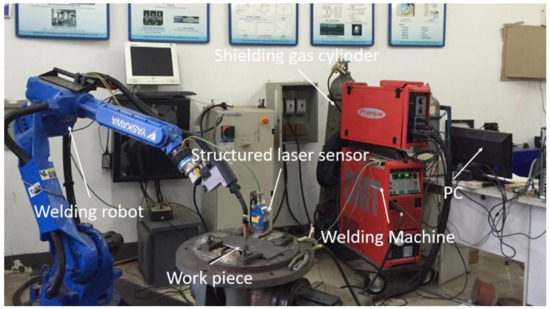
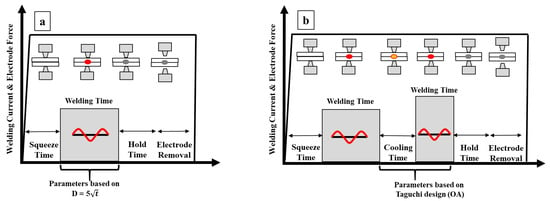
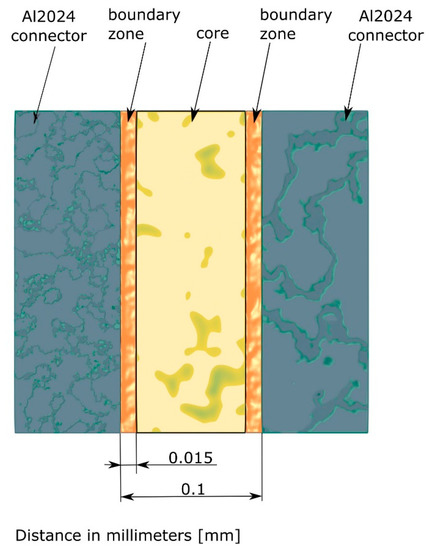
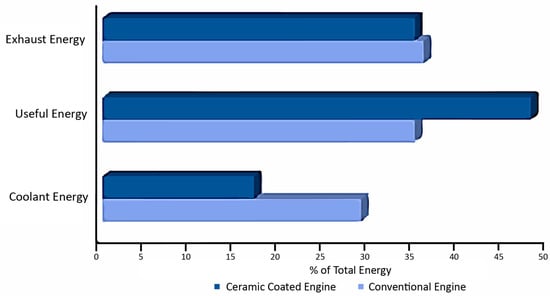
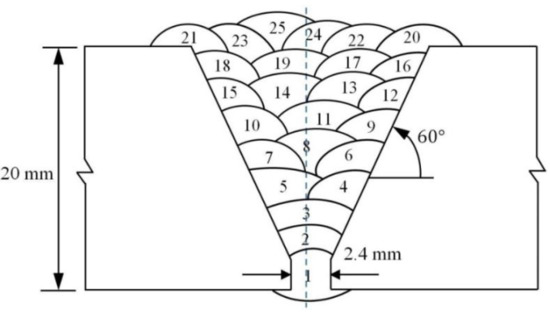
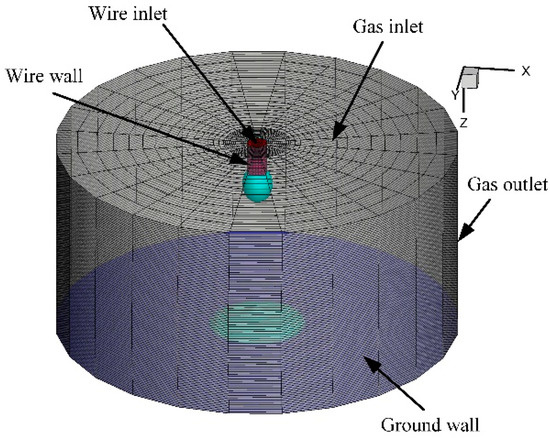
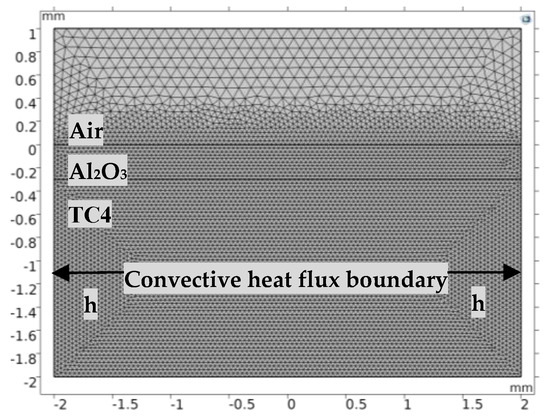
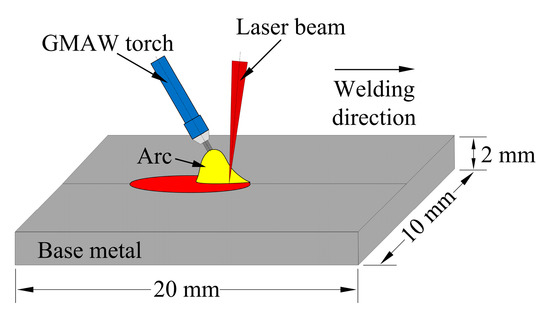
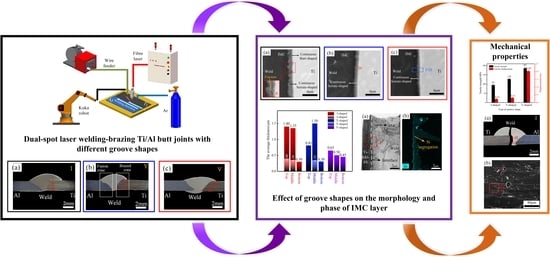
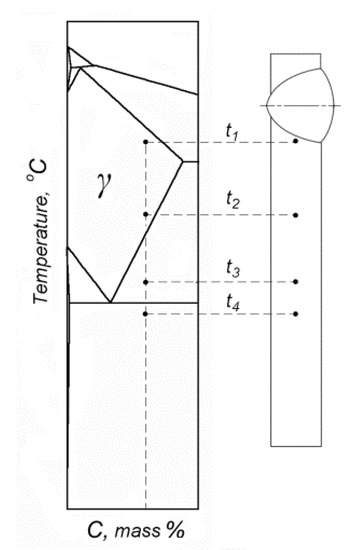
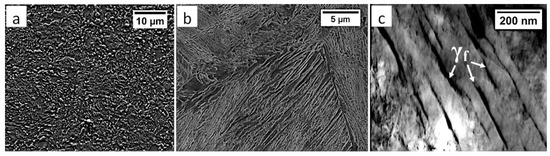
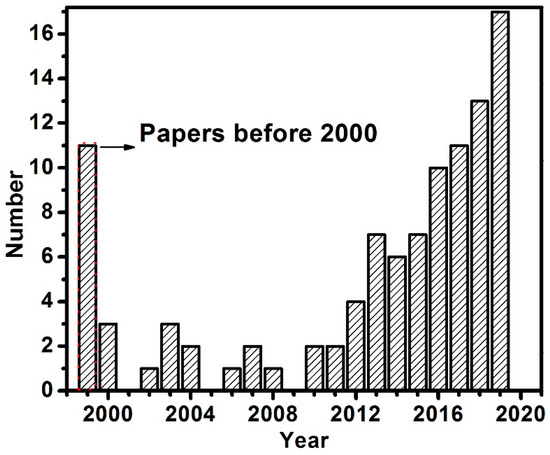
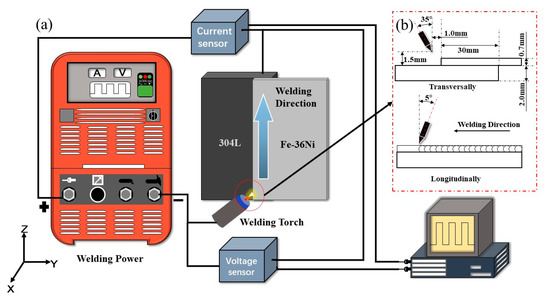
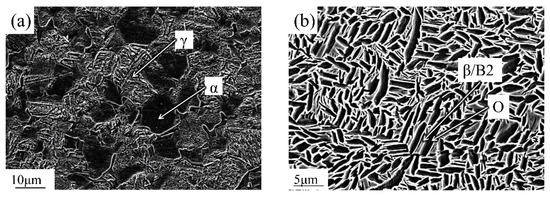
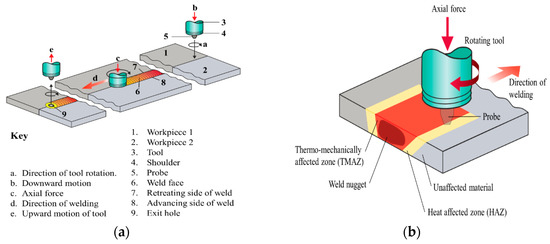
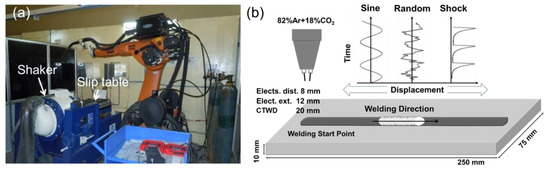
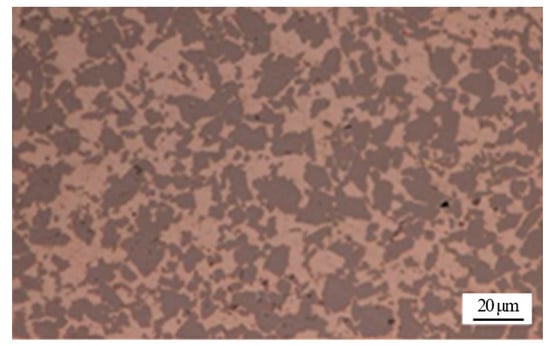
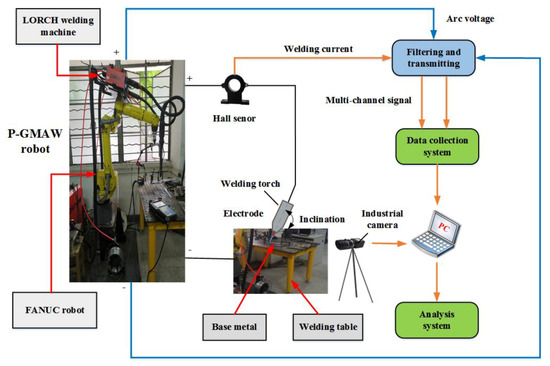
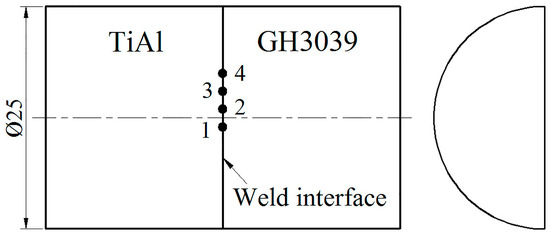
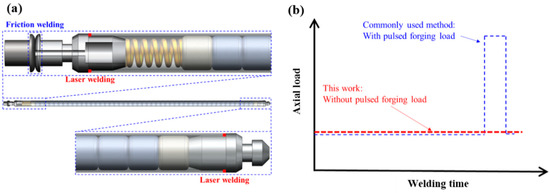
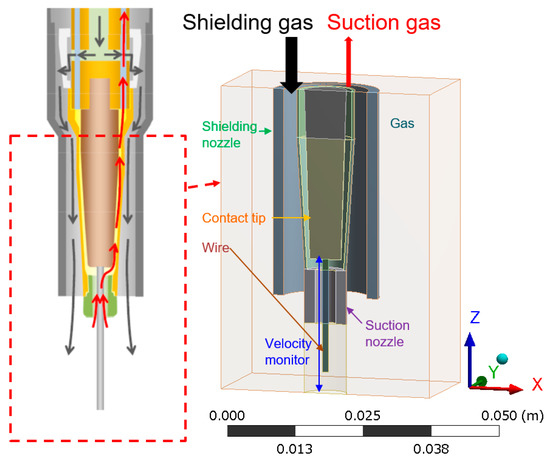
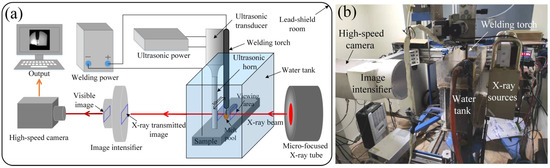
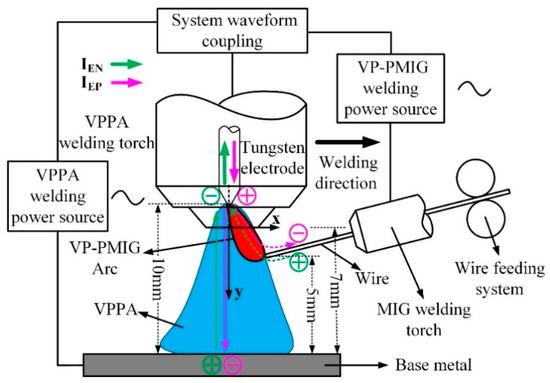
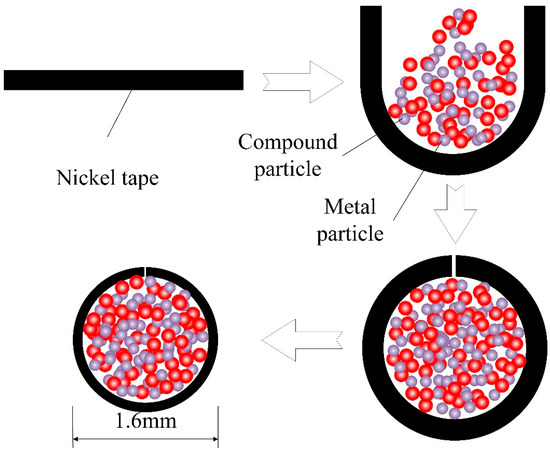
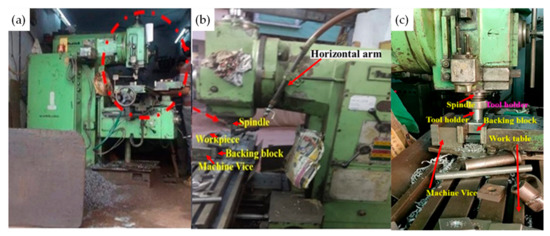
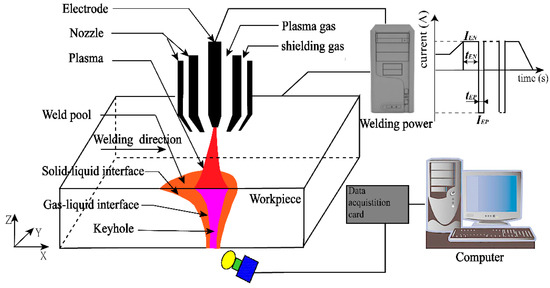
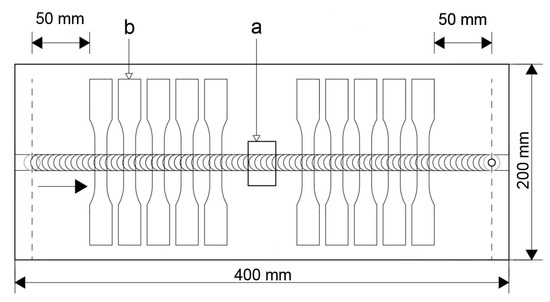
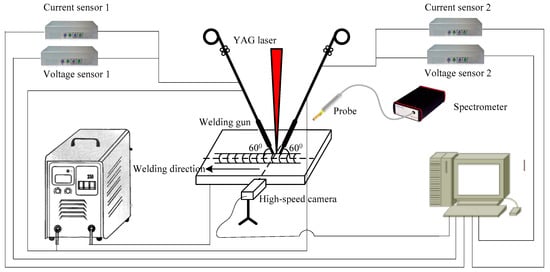
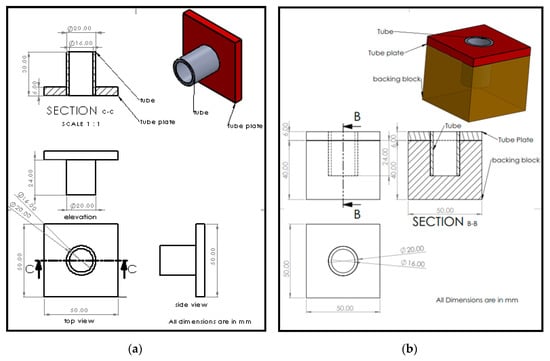
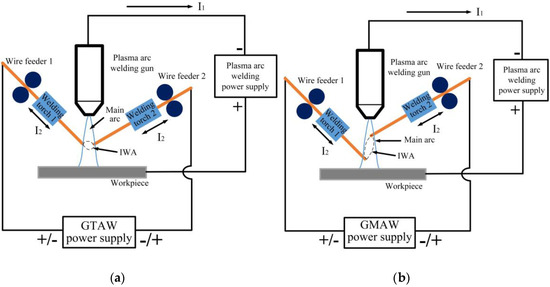
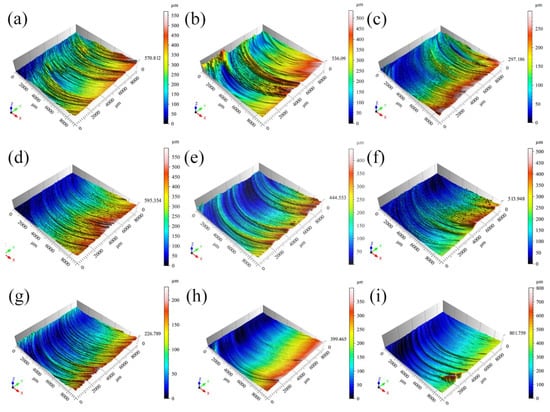
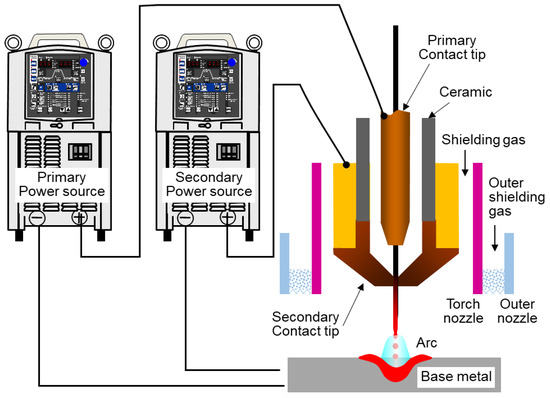
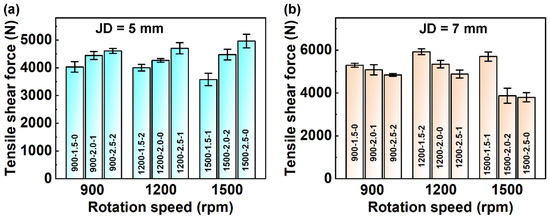{kind=link}
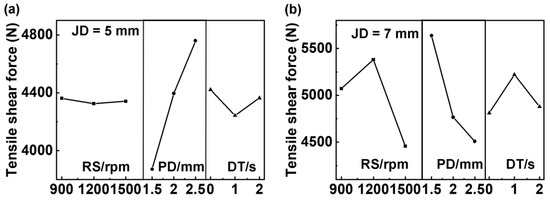{kind=link}
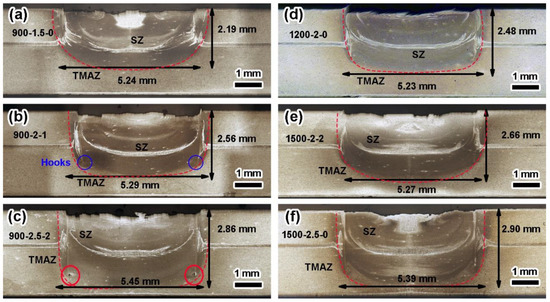{kind=link}
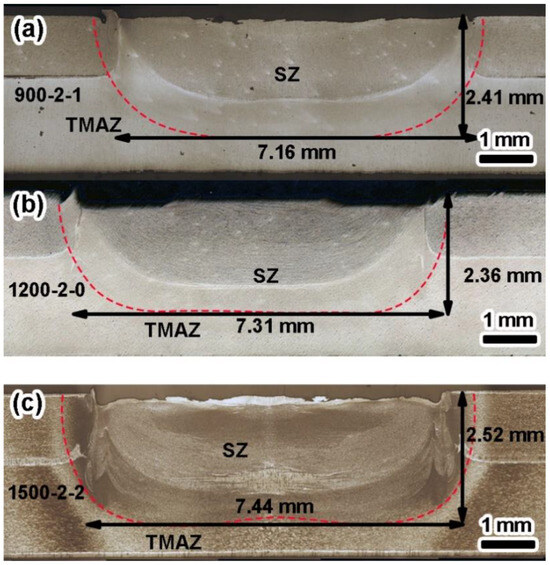{kind=link}
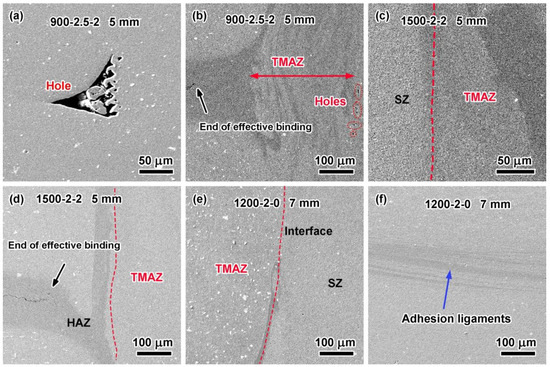{kind=link}
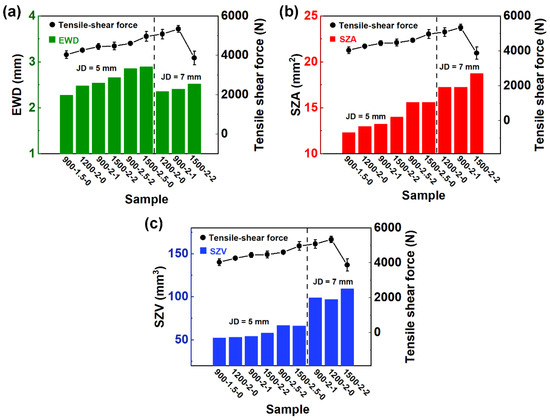{kind=link}
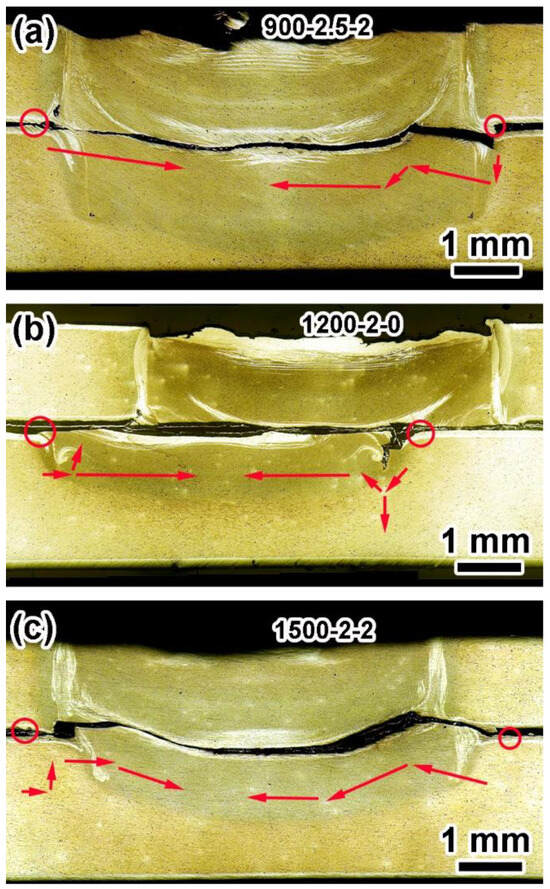{kind=link}
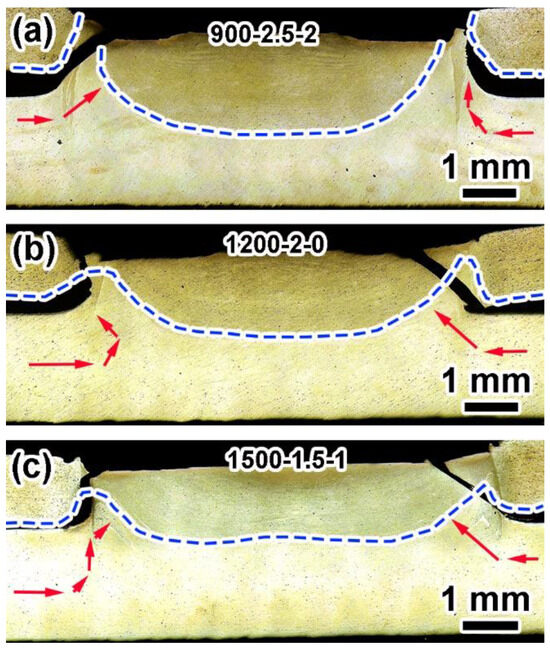{kind=link}
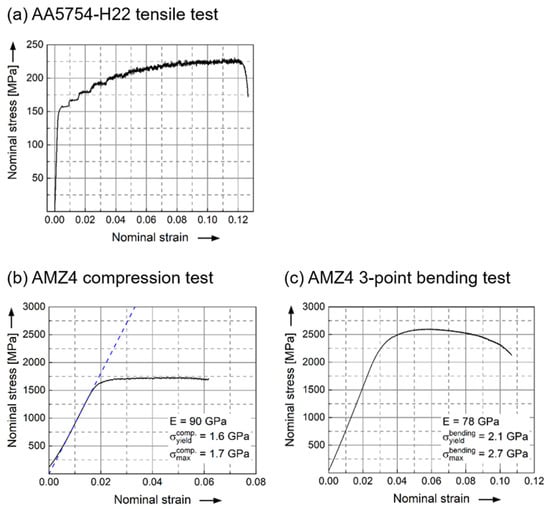{kind=link}
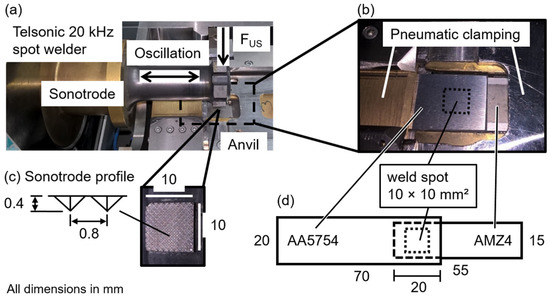{kind=link}
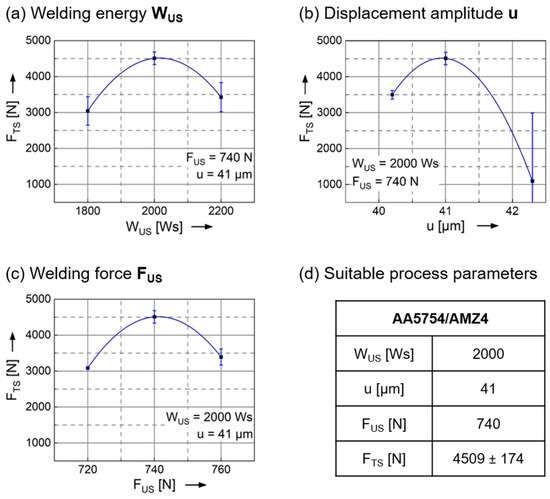{kind=link}
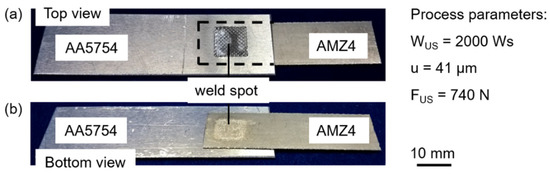{kind=link}
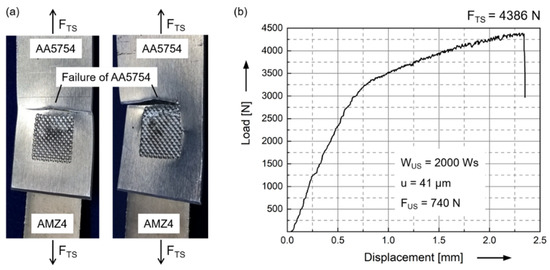{kind=link}
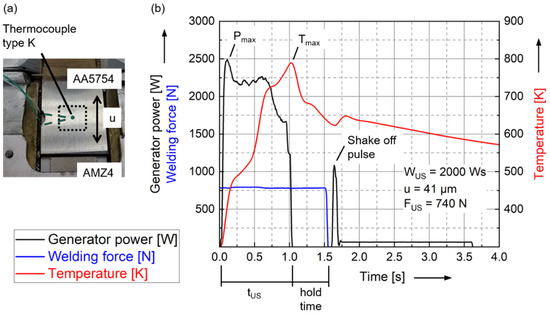{kind=link}
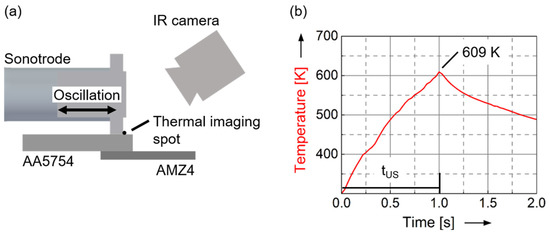{kind=link}
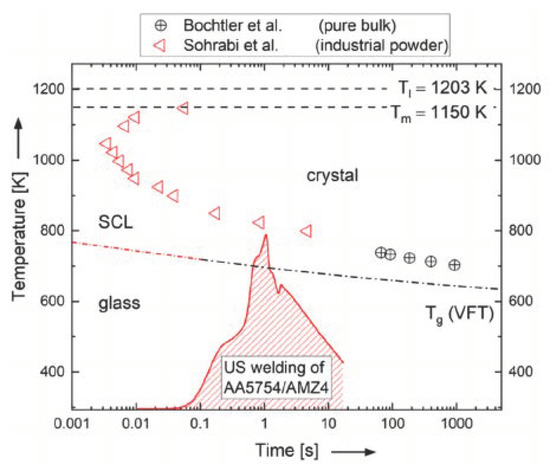{kind=link}
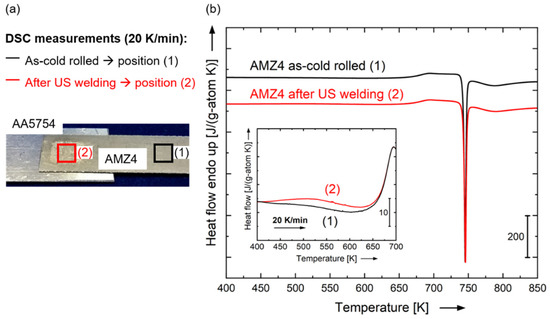{kind=link}
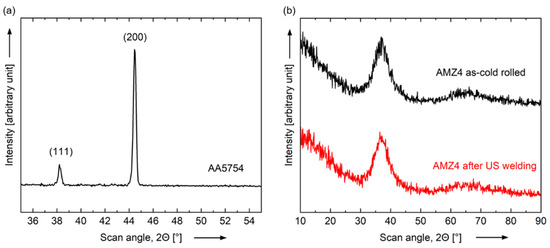{kind=link}
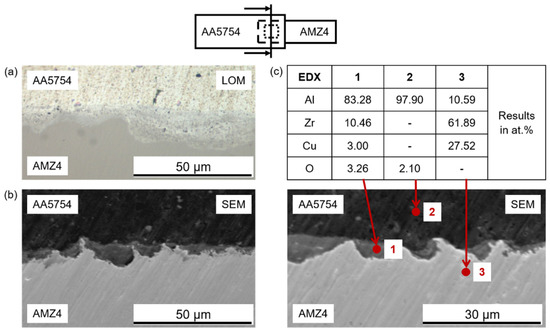{kind=link}
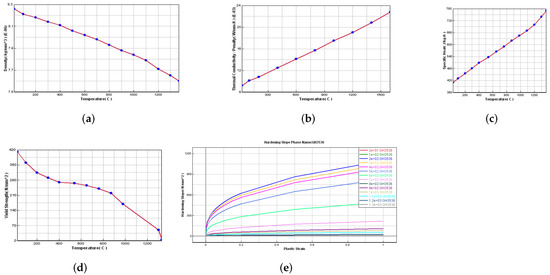{kind=link}
{kind=link}
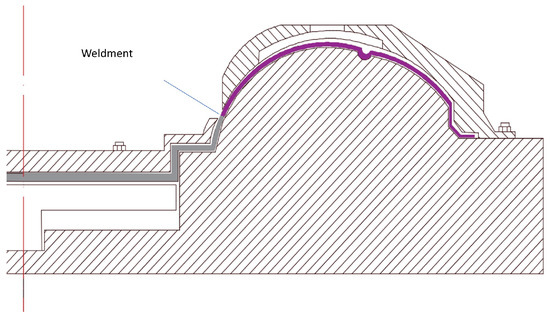{kind=link}
{kind=link}
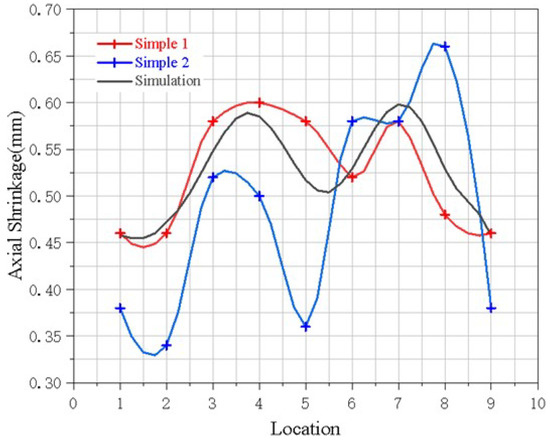{kind=link}
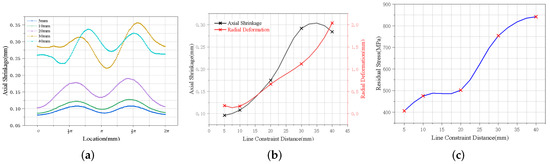{kind=link}
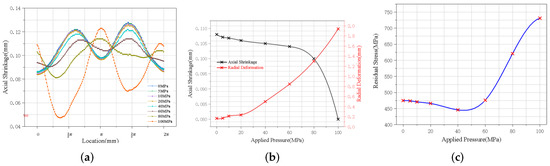{kind=link}
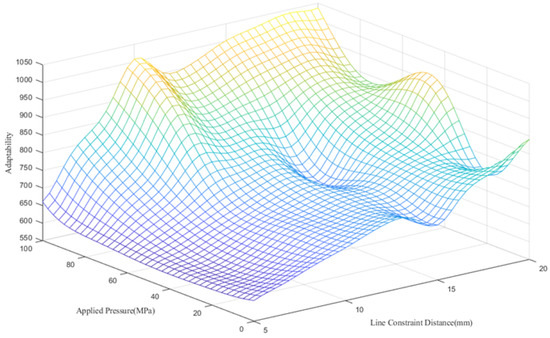{kind=link}
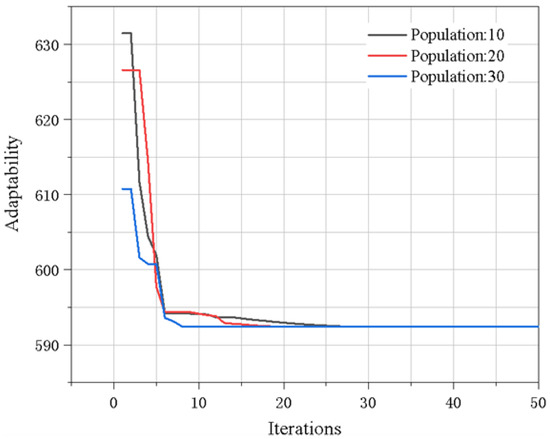{kind=link}
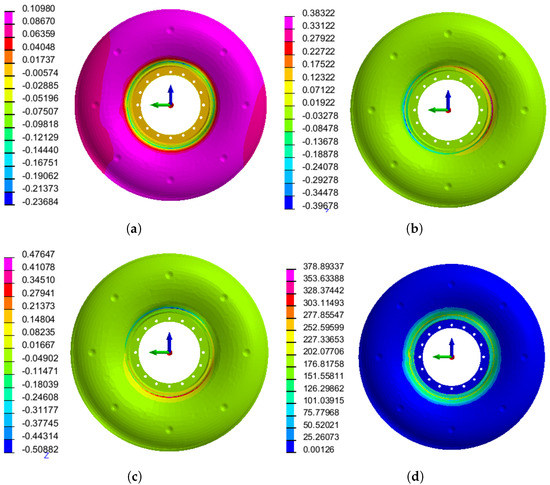{kind=link}
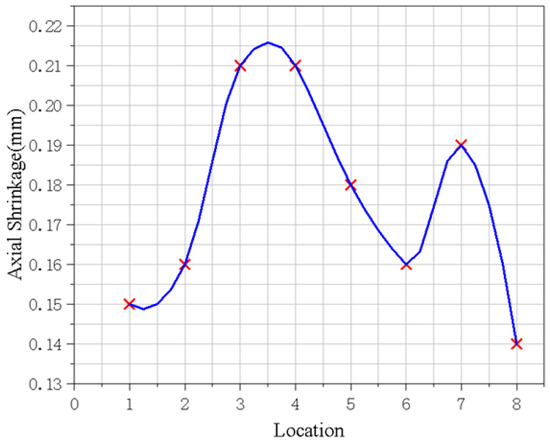{kind=link}
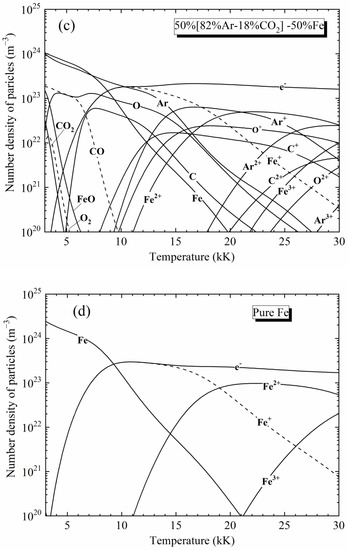{kind=link}
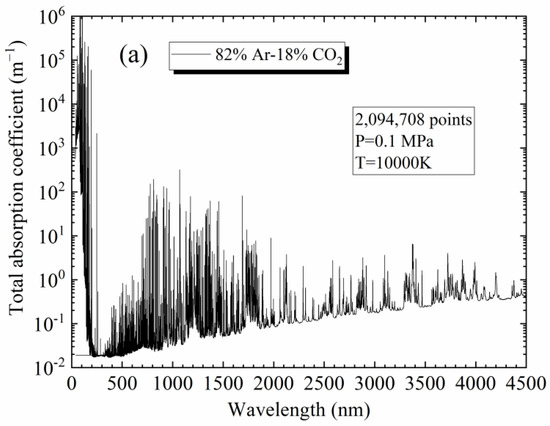{kind=link}
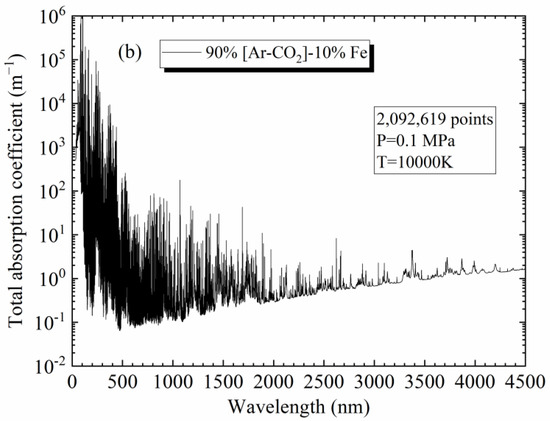{kind=link}
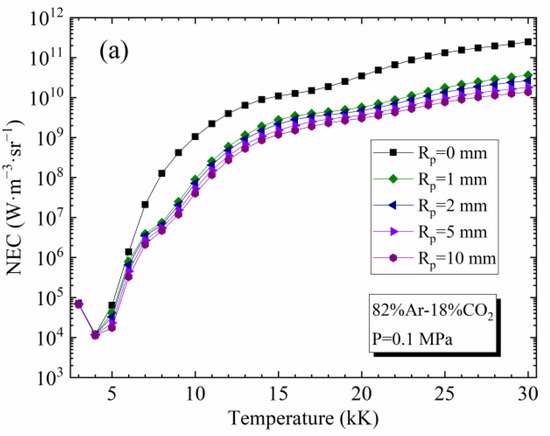{kind=link}
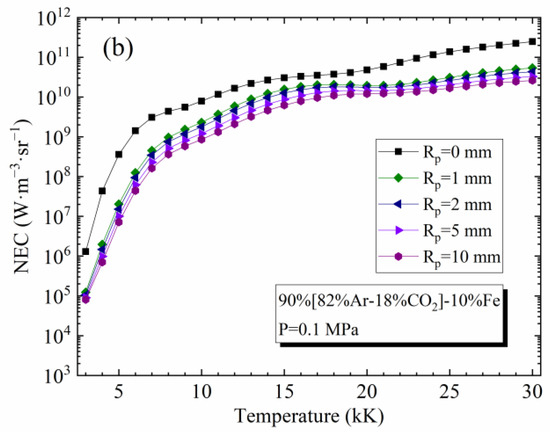{kind=link}
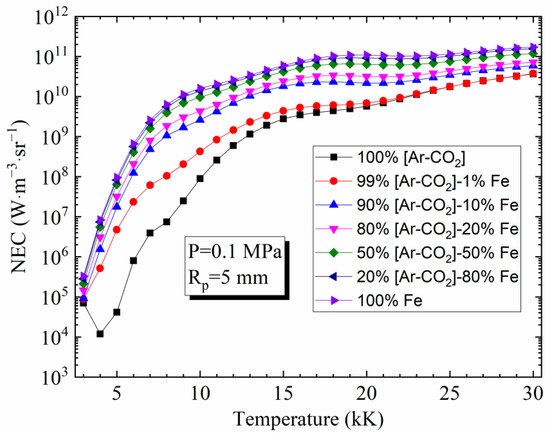{kind=link}
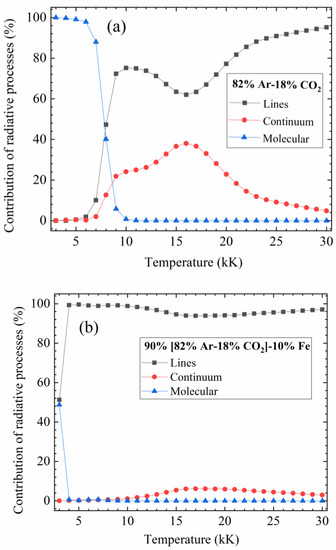{kind=link}
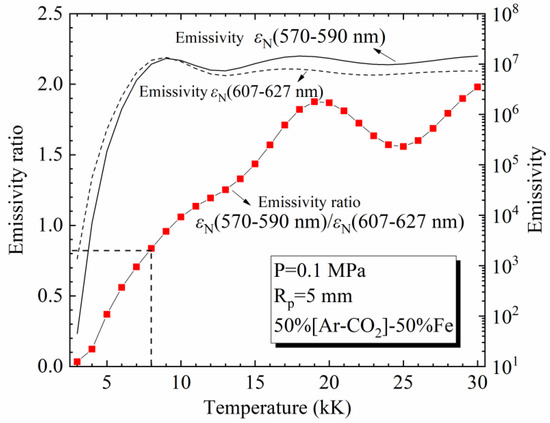{kind=link}
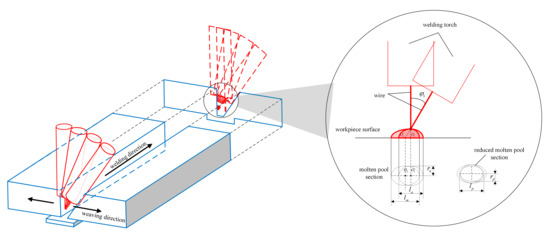{kind=link}
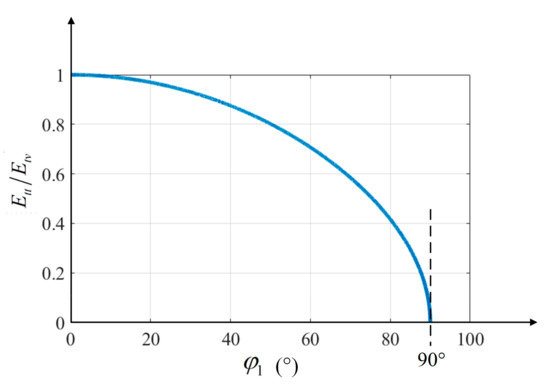{kind=link}
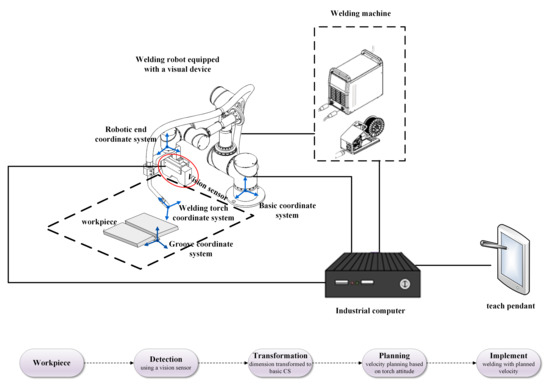{kind=link}
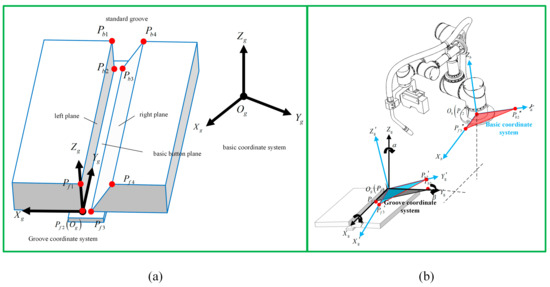{kind=link}
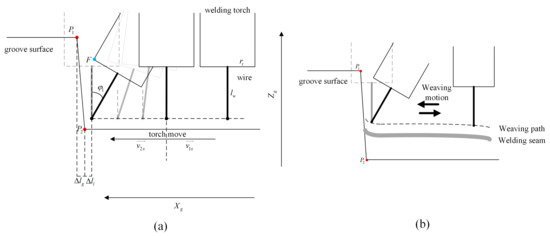{kind=link}
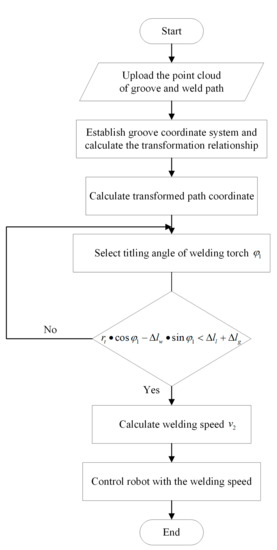{kind=link}
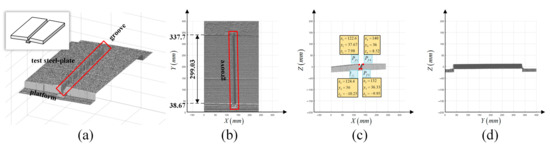{kind=link}
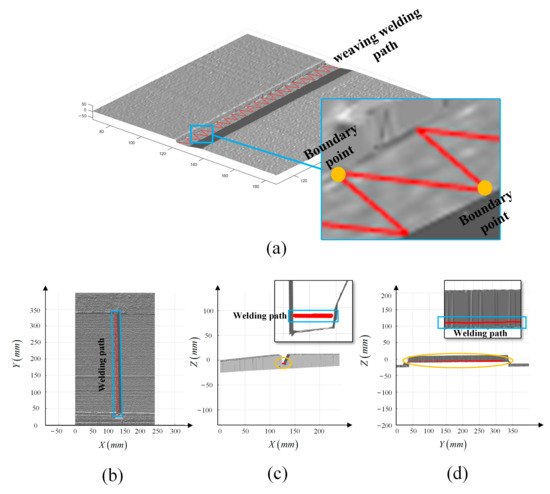{kind=link}
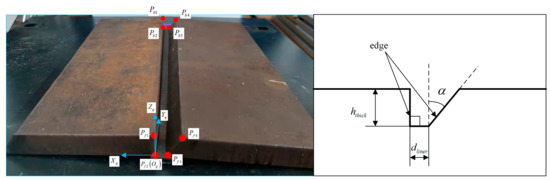{kind=link}
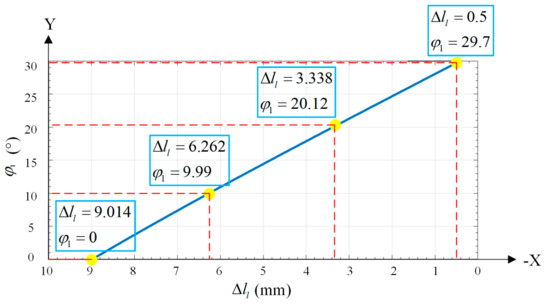{kind=link}
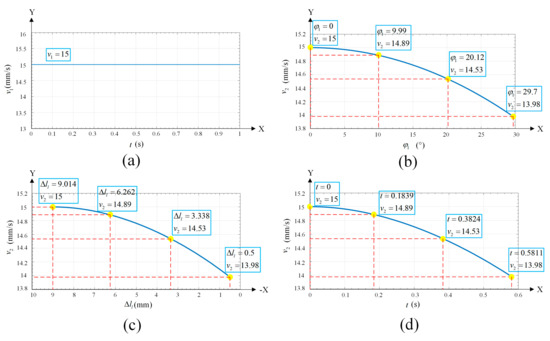{kind=link}
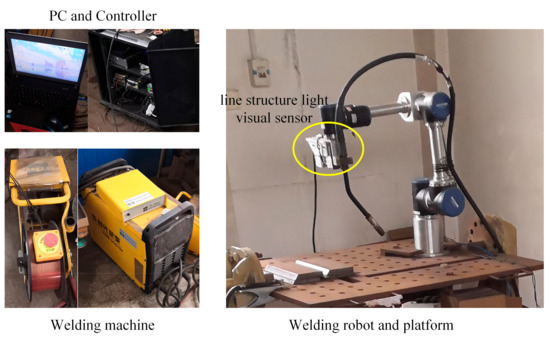{kind=link}
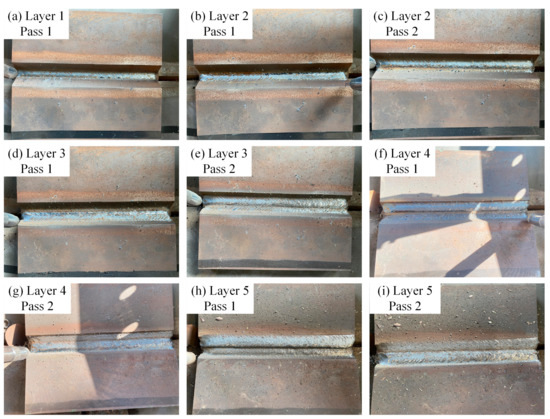{kind=link}
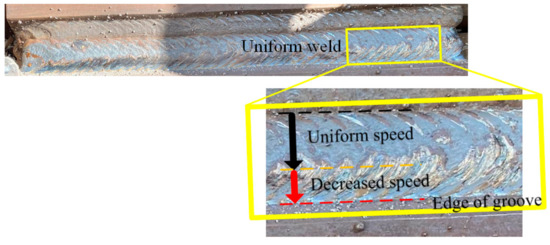{kind=link}
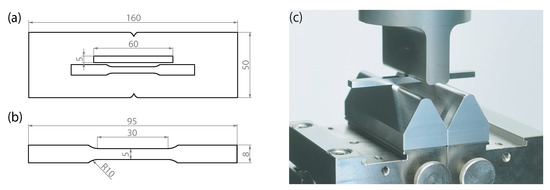{kind=link}
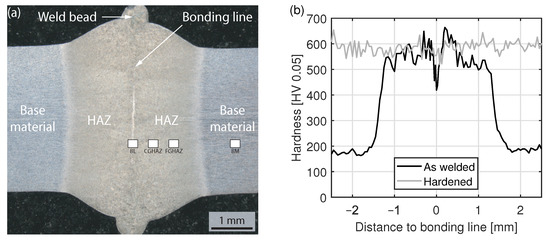{kind=link}
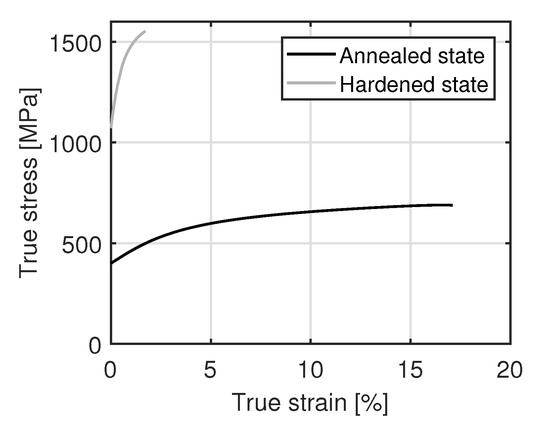{kind=link}
{kind=link}
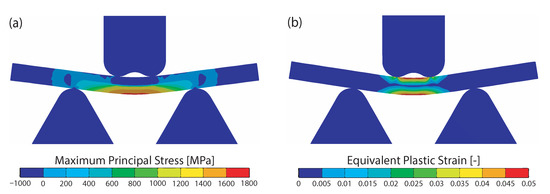{kind=link}
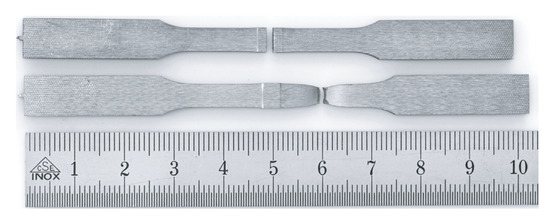{kind=link}
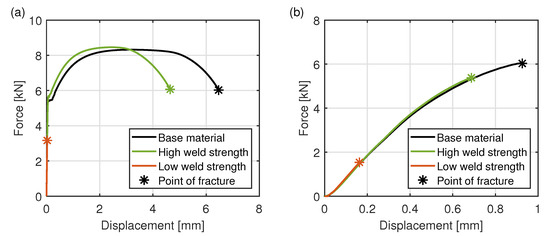{kind=link}
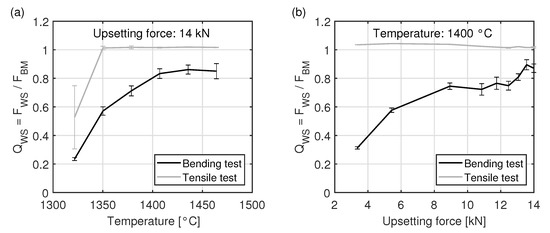{kind=link}
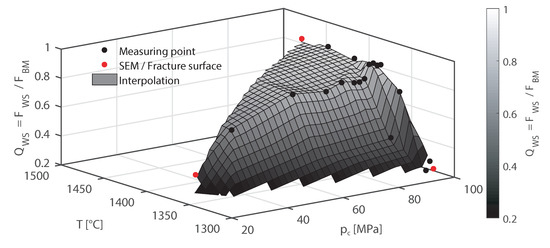{kind=link}
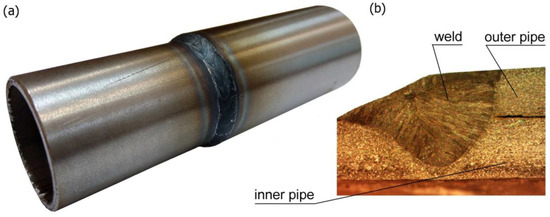{kind=link}
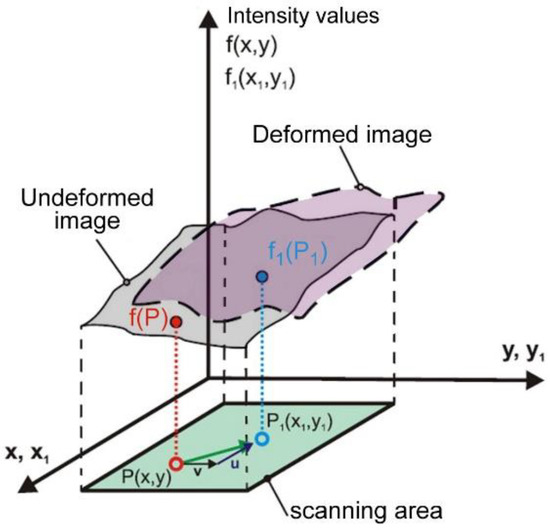{kind=link}
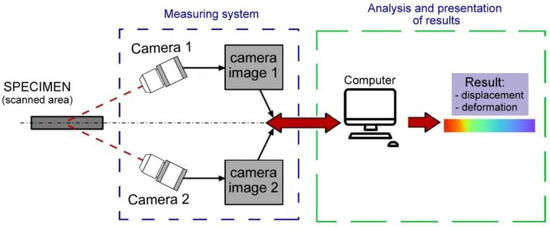{kind=link}
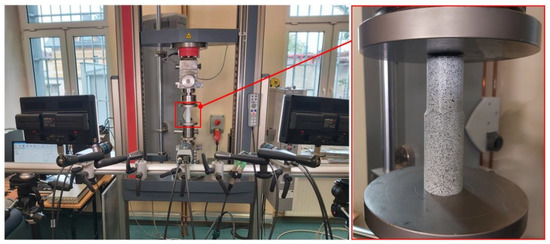{kind=link}
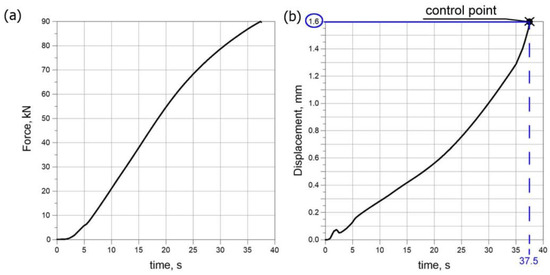{kind=link}
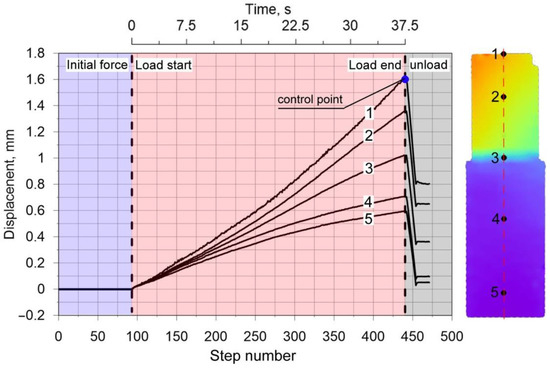{kind=link}
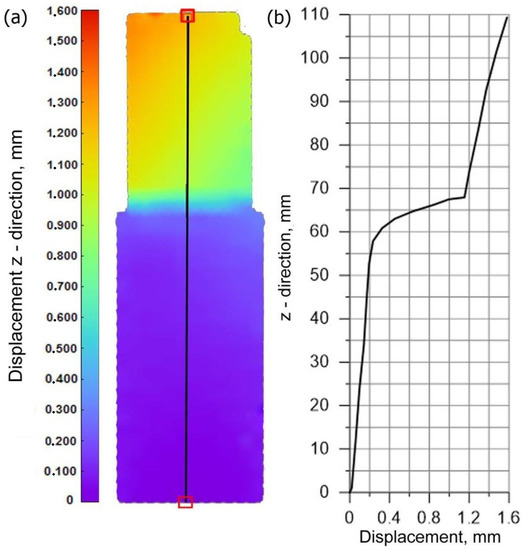{kind=link}
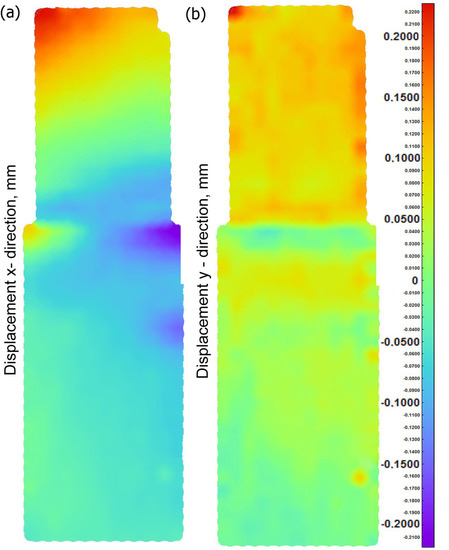{kind=link}
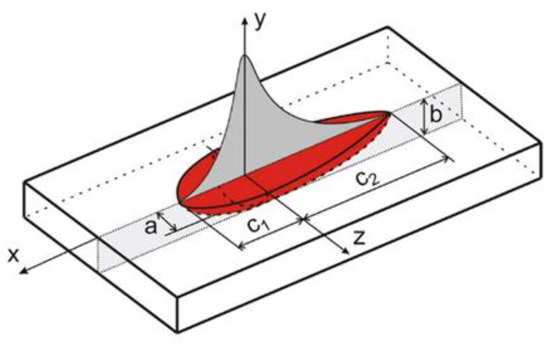{kind=link}
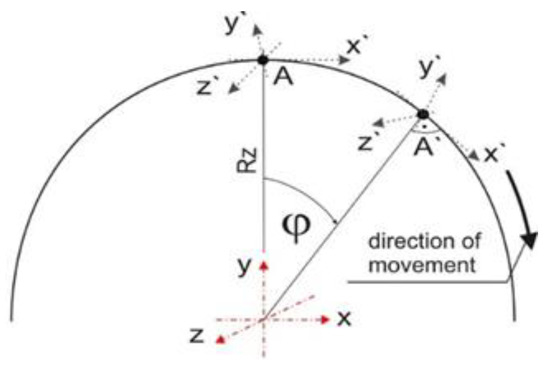{kind=link}
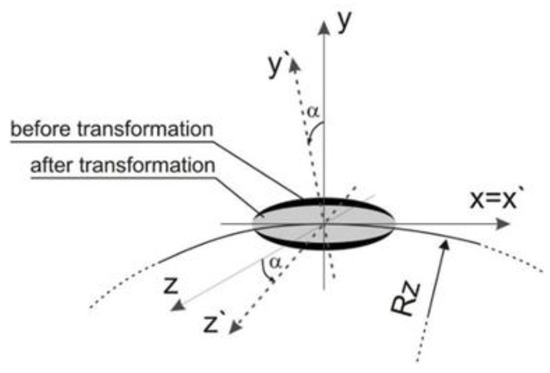{kind=link}
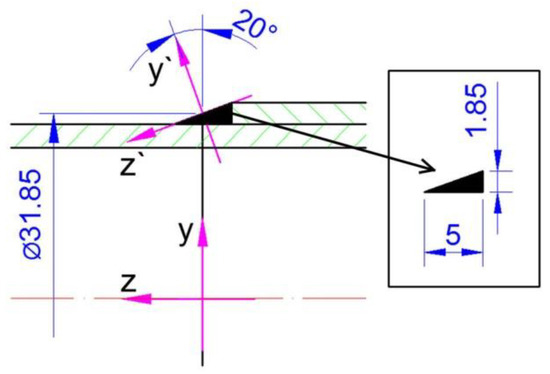{kind=link}
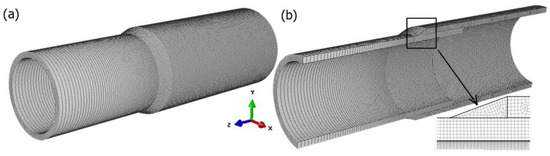{kind=link}
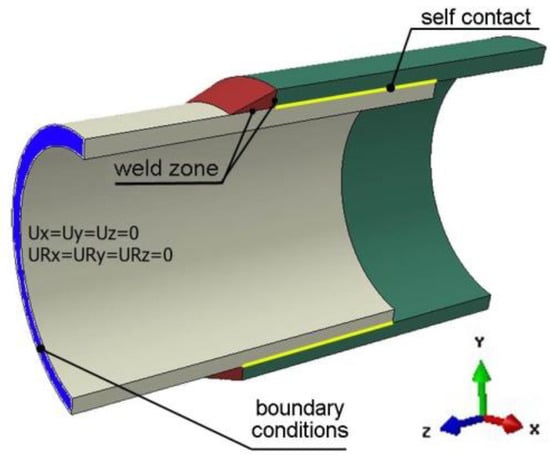{kind=link}
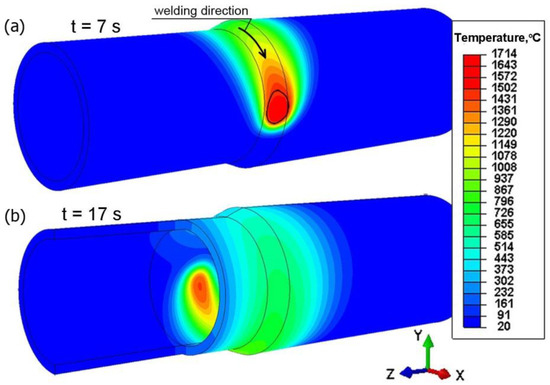{kind=link}
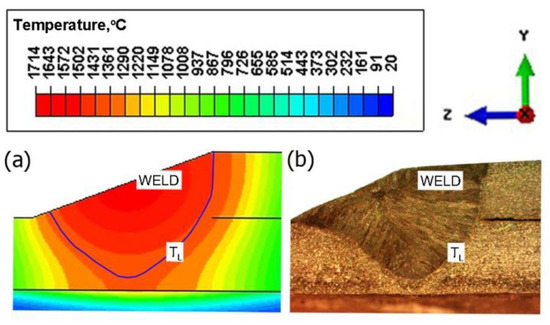{kind=link}
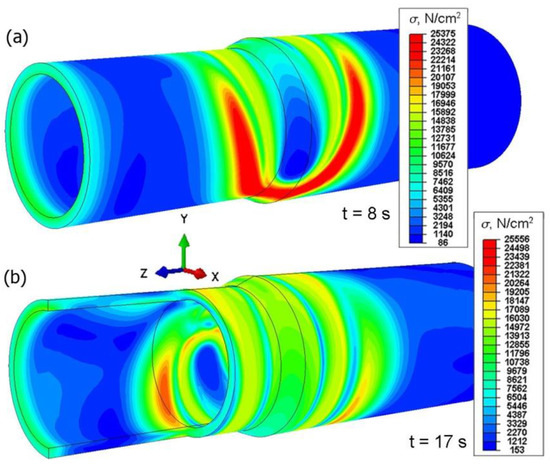{kind=link}
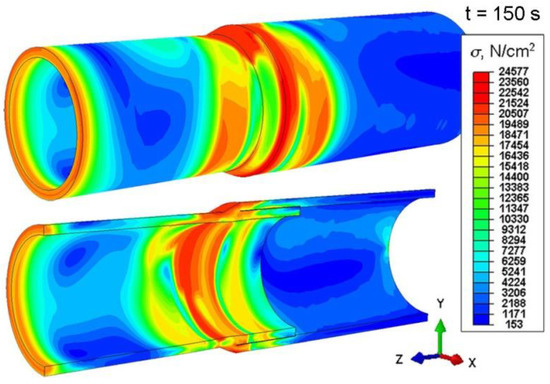{kind=link}
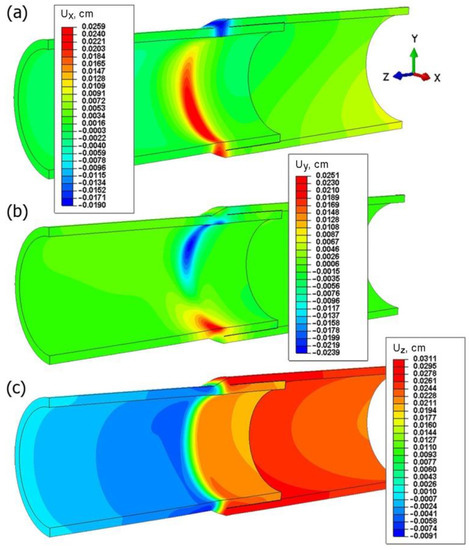{kind=link}
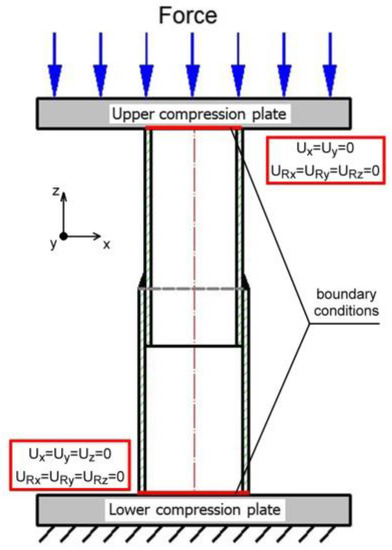{kind=link}
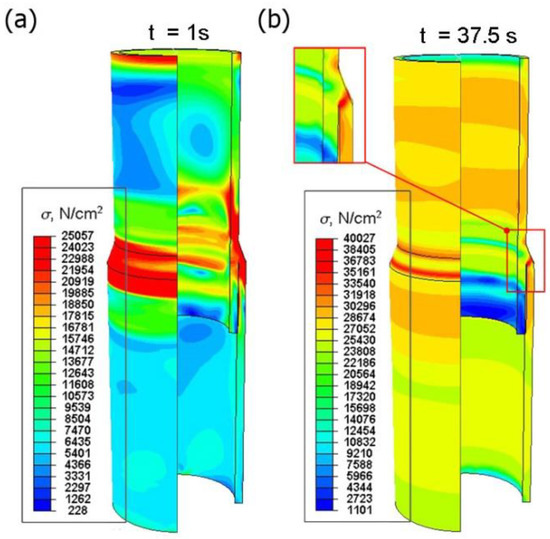{kind=link}
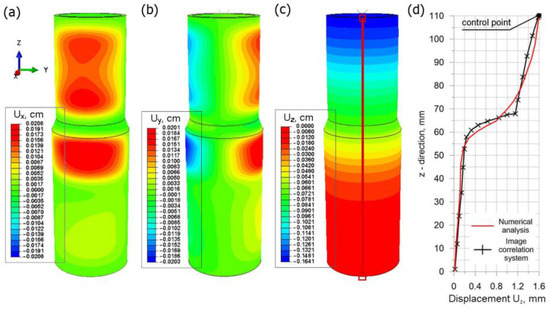{kind=link}
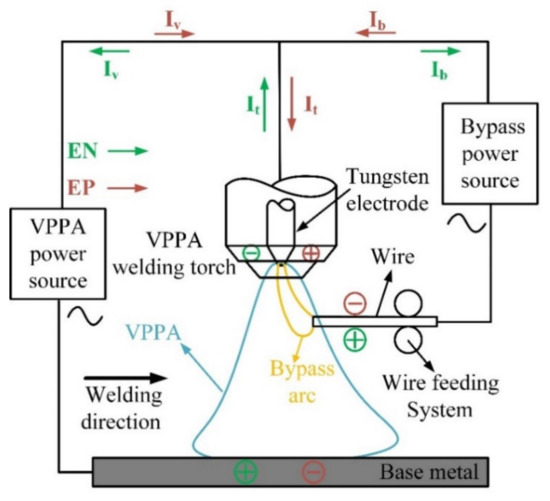{kind=link}
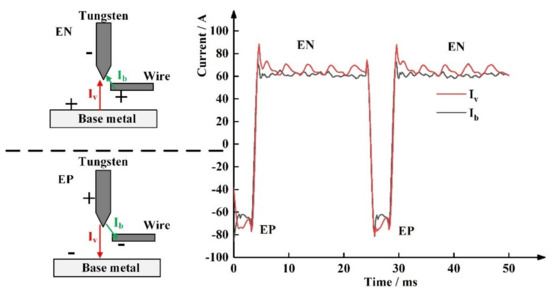{kind=link}
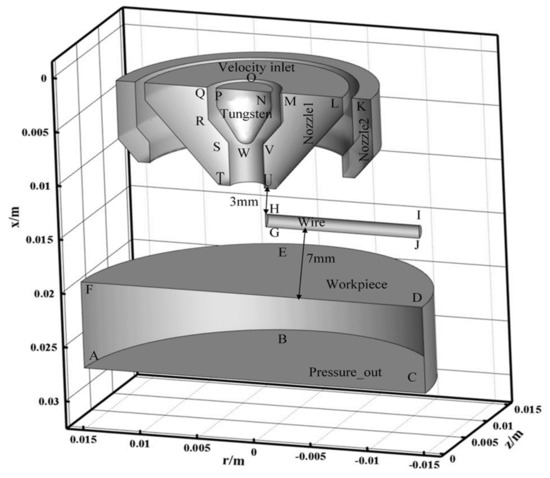{kind=link}
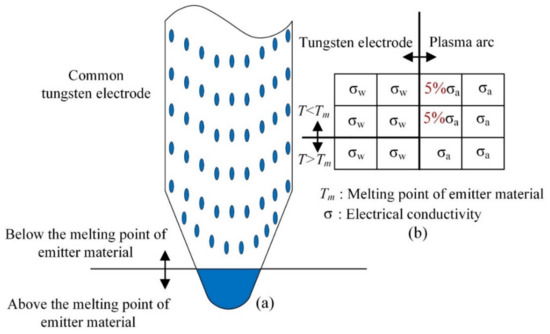{kind=link}
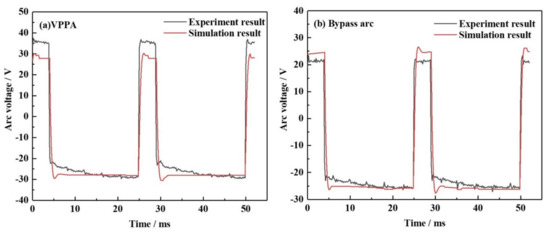{kind=link}
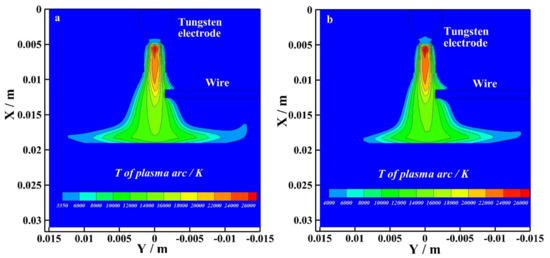{kind=link}
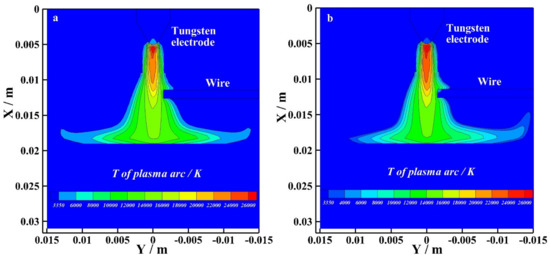{kind=link}
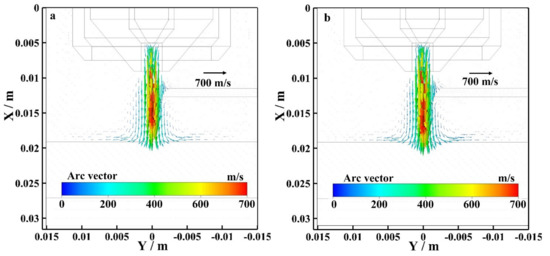{kind=link}
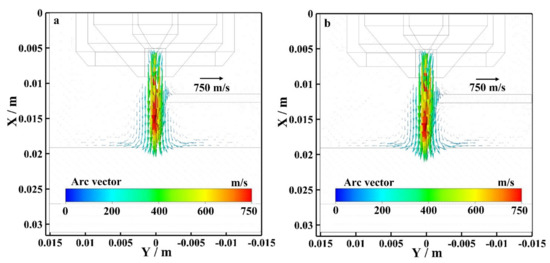{kind=link}
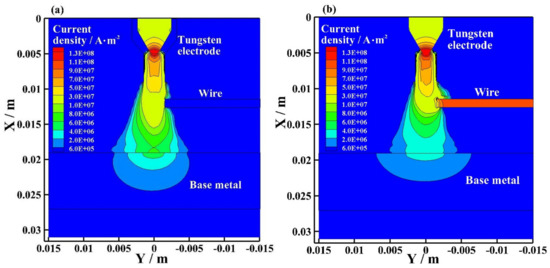{kind=link}
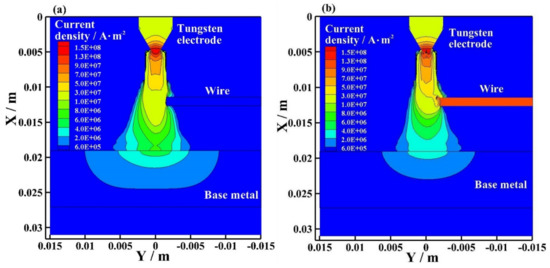{kind=link}
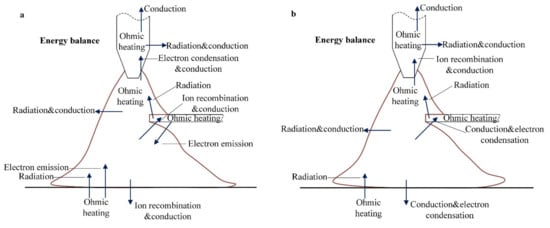{kind=link}
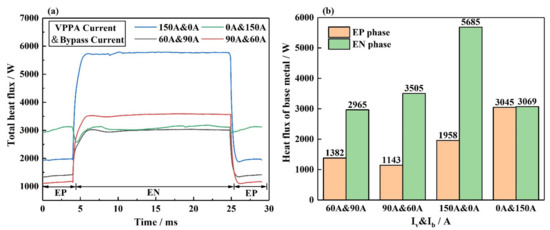{kind=link}
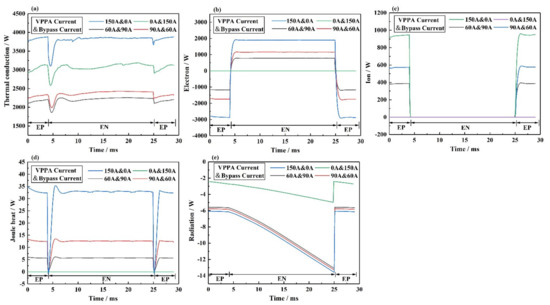{kind=link}
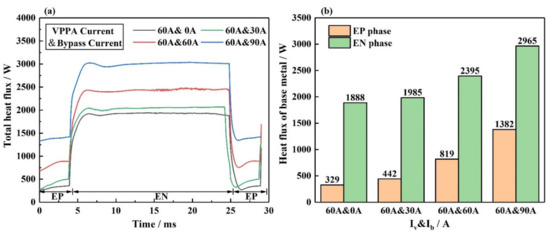{kind=link}
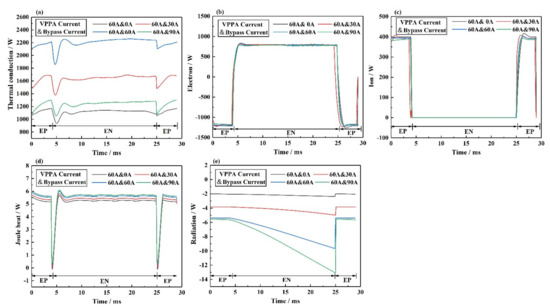{kind=link}
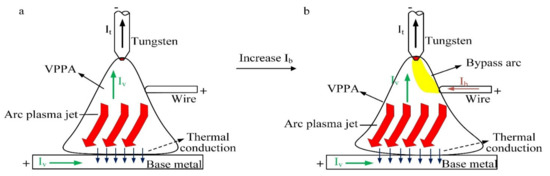{kind=link}
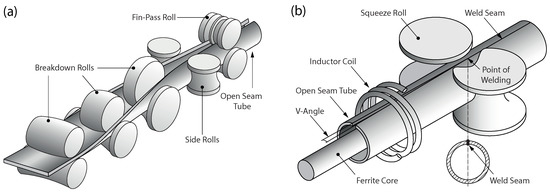{kind=link}
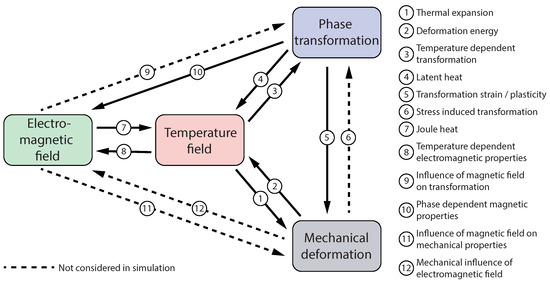{kind=link}
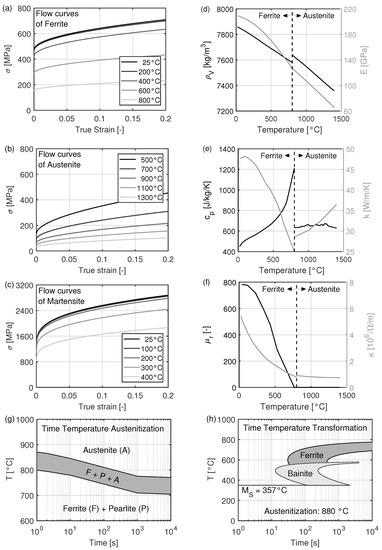{kind=link}
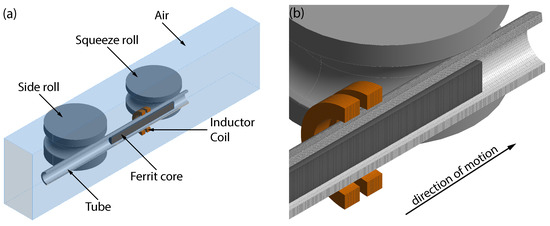{kind=link}
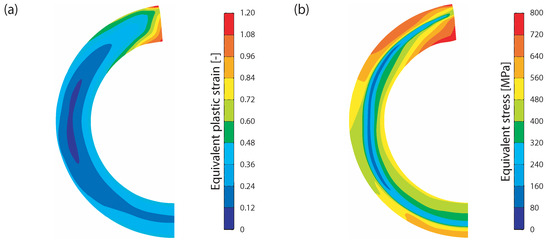{kind=link}
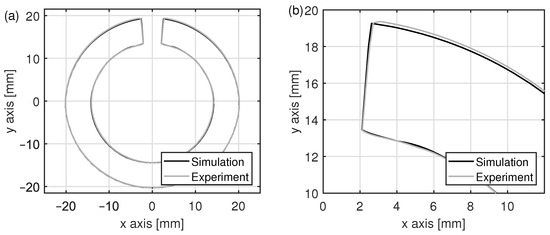{kind=link}
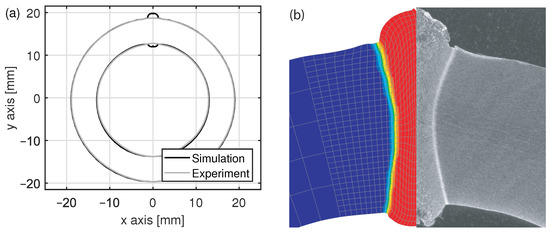{kind=link}
{kind=link}
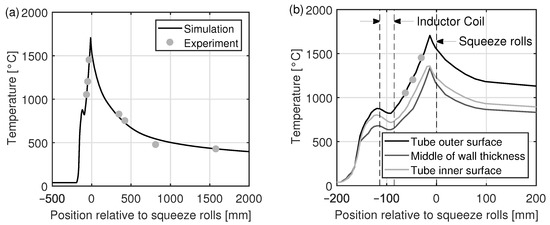{kind=link}
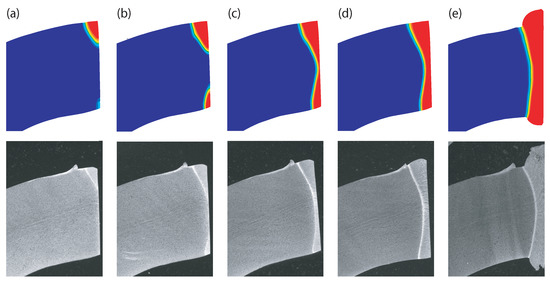{kind=link}
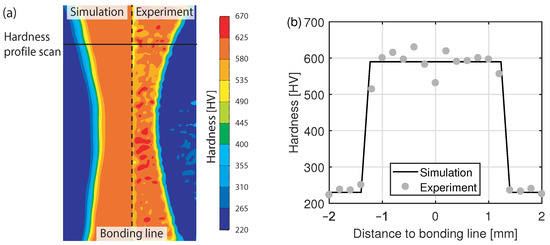{kind=link}
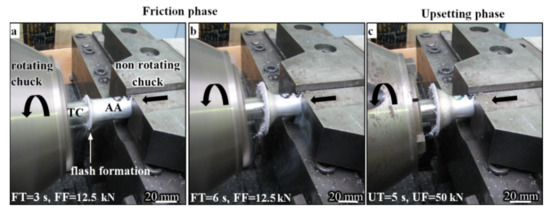{kind=link}
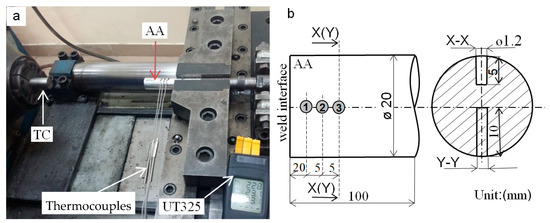{kind=link}
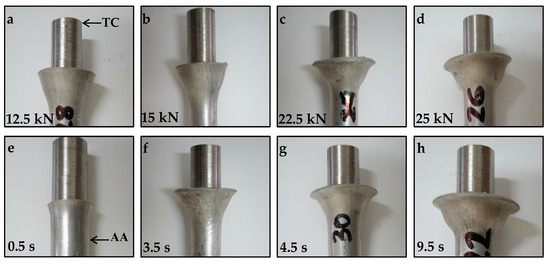{kind=link}
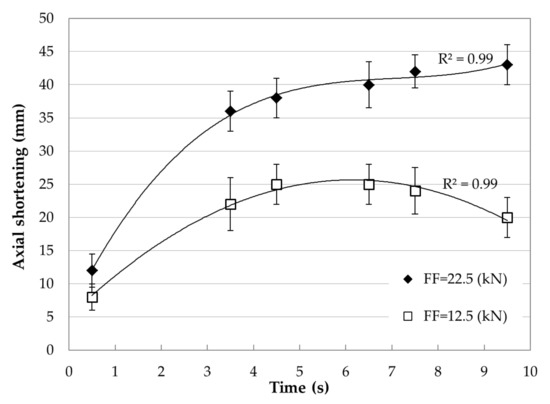{kind=link}
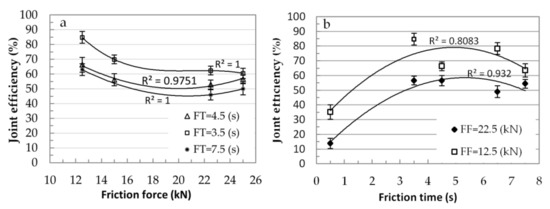{kind=link}
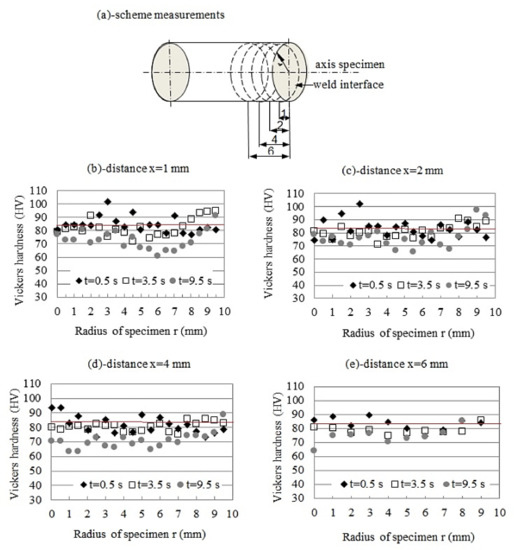{kind=link}
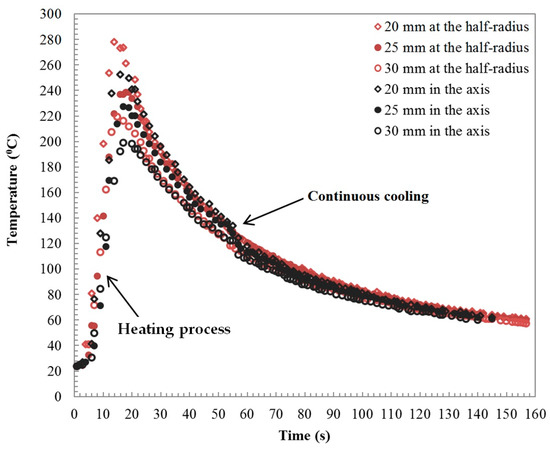{kind=link}
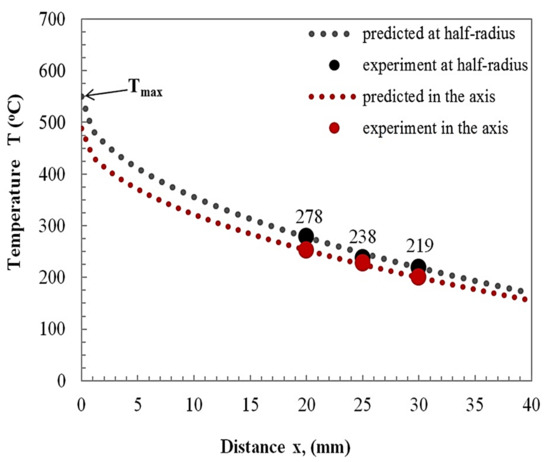{kind=link}
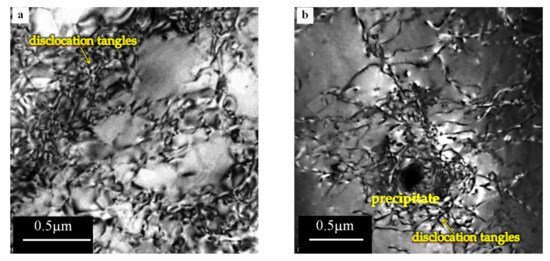{kind=link}
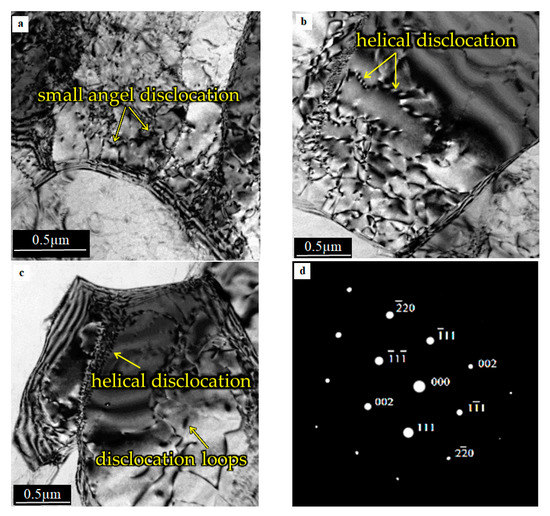{kind=link}
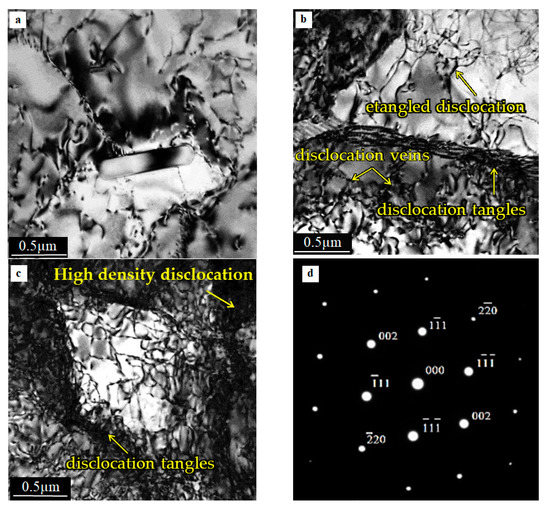{kind=link}
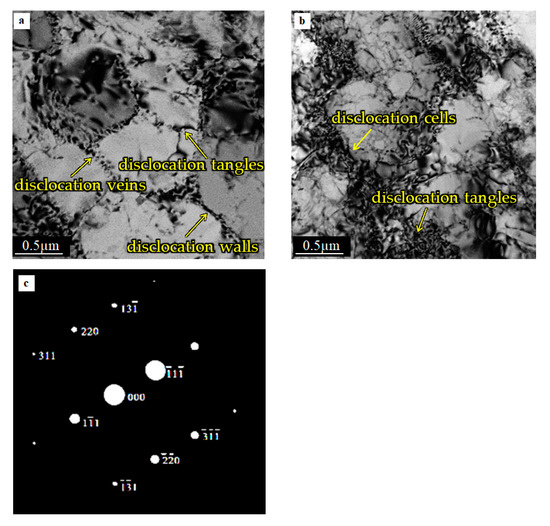{kind=link}
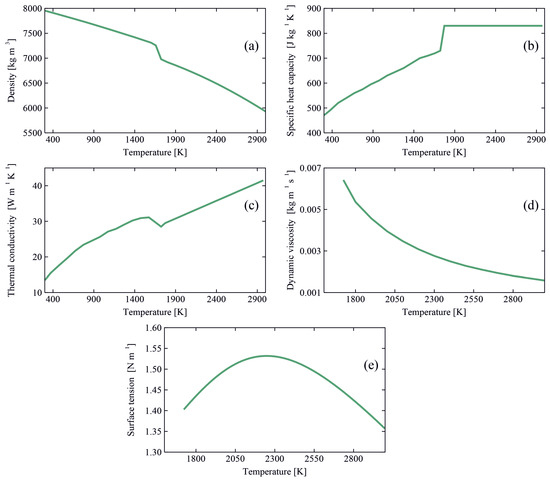{kind=link}
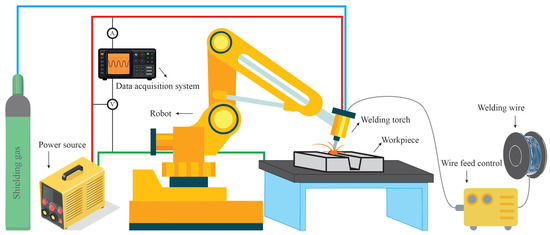{kind=link}
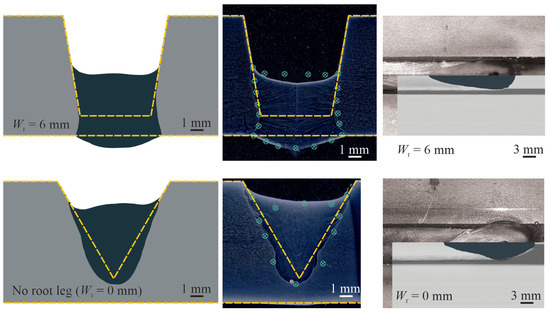{kind=link}
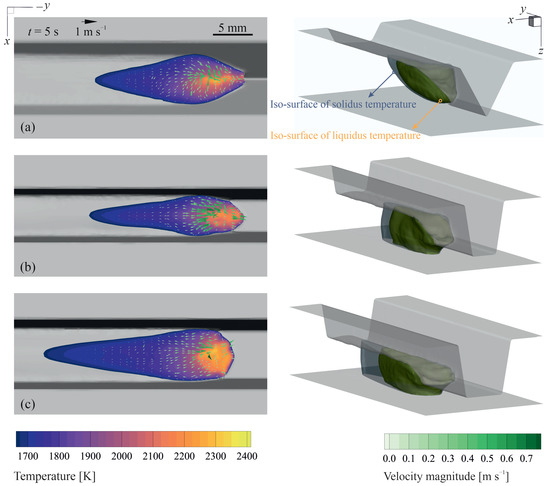{kind=link}
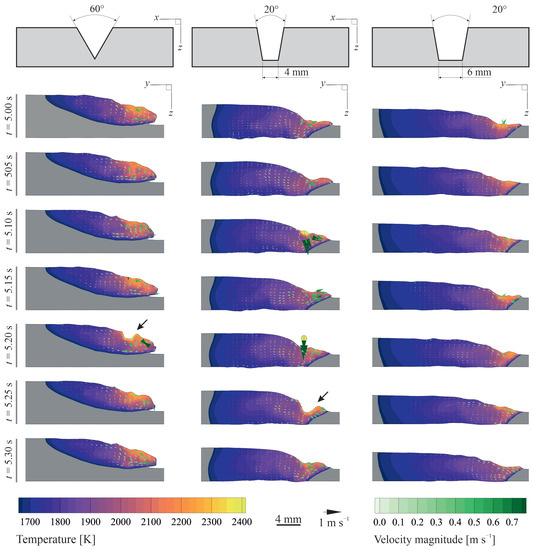{kind=link}
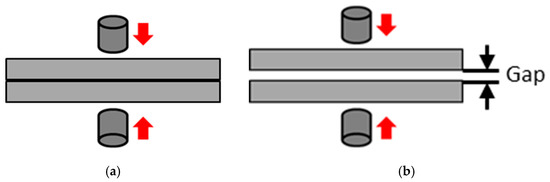{kind=link}
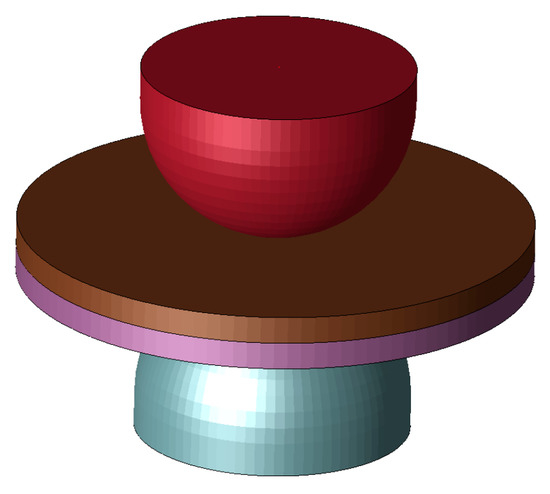{kind=link}
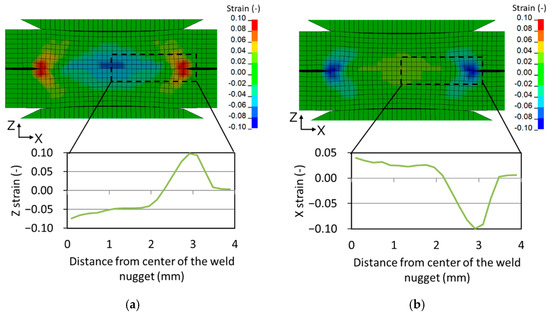{kind=link}
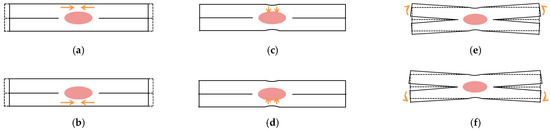{kind=link}
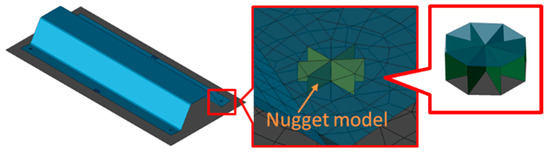{kind=link}
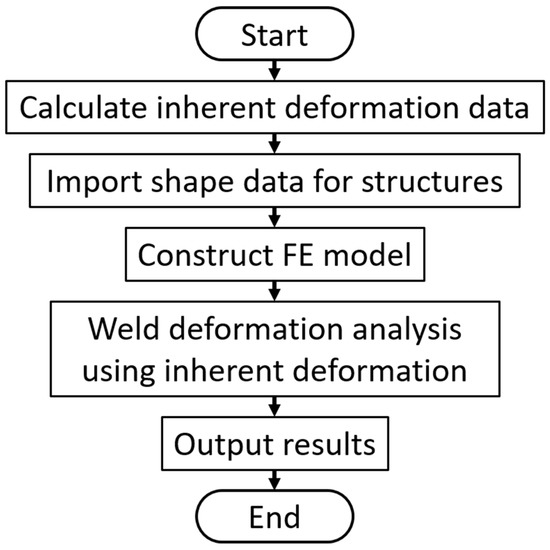{kind=link}
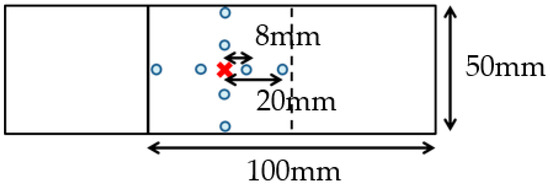{kind=link}
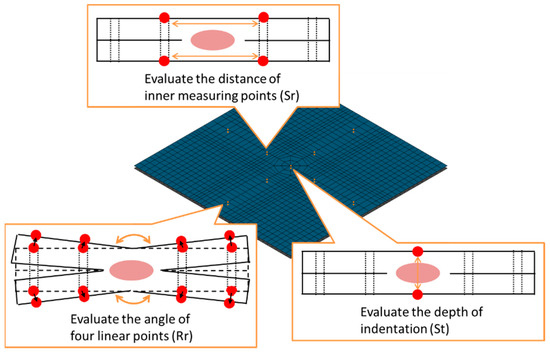{kind=link}
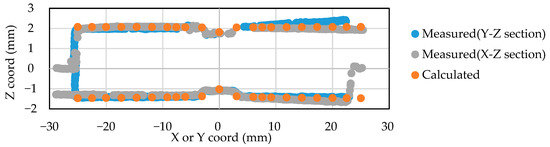{kind=link}
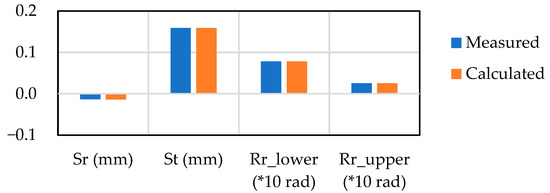{kind=link}
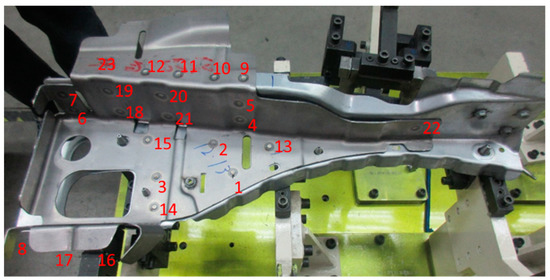{kind=link}
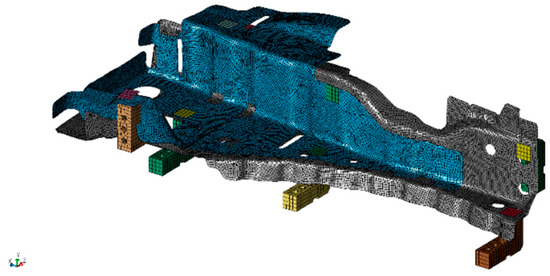{kind=link}
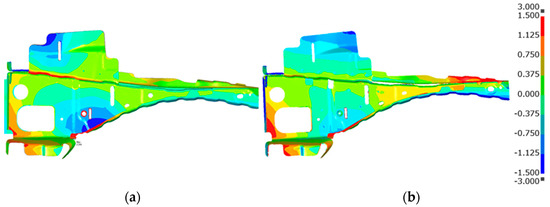{kind=link}
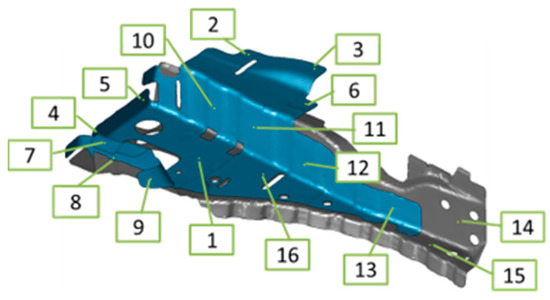{kind=link}
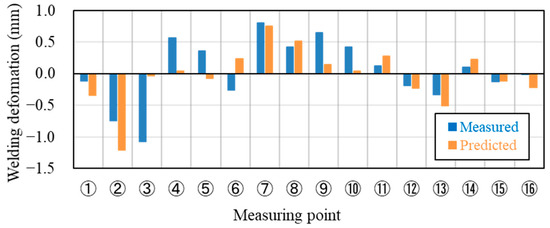{kind=link}
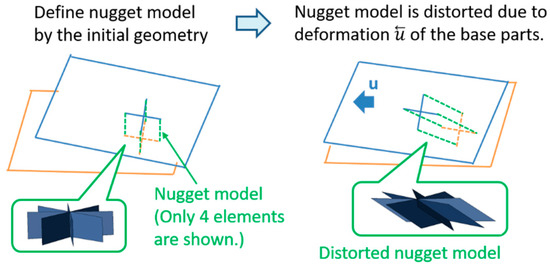{kind=link}
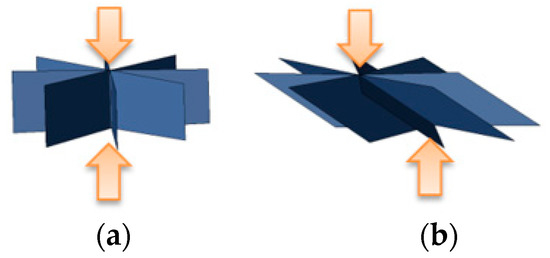{kind=link}
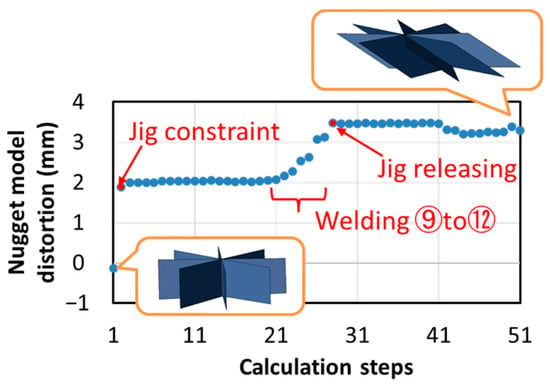{kind=link}
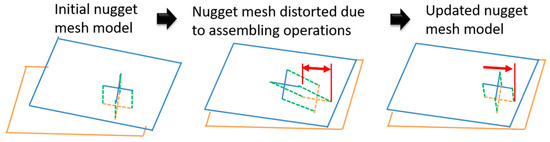{kind=link}
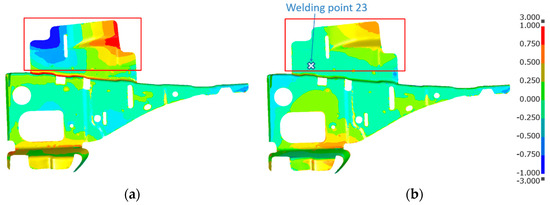{kind=link}
{kind=link}
{kind=link}
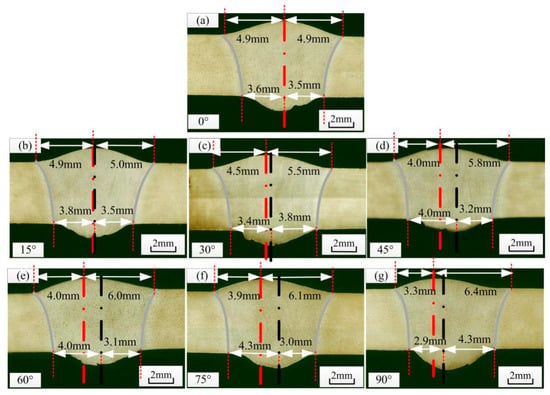{kind=link}
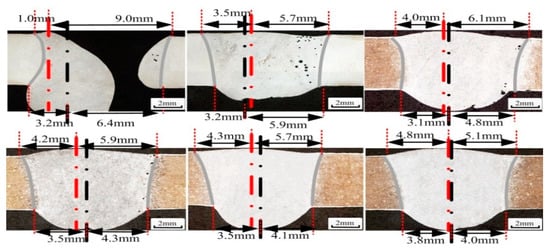{kind=link}
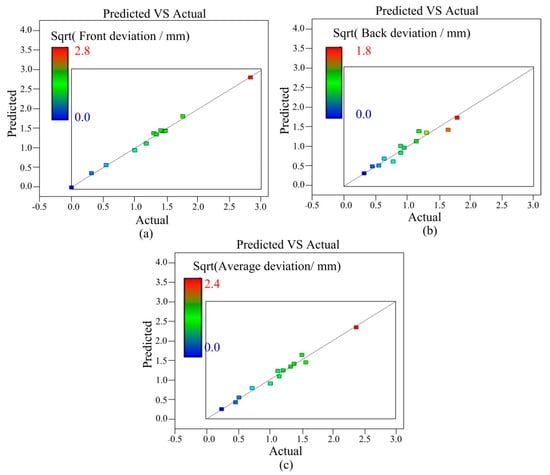{kind=link}
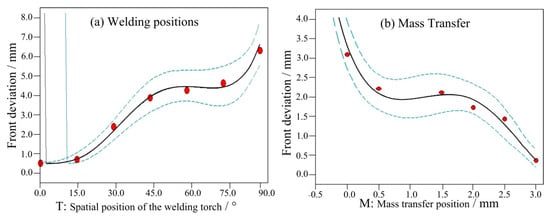{kind=link}
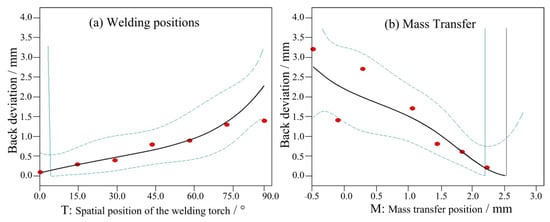{kind=link}
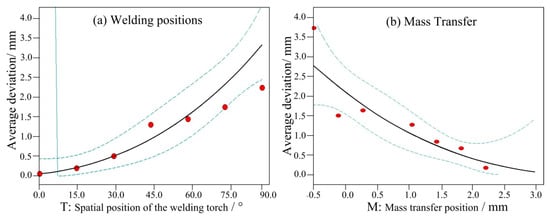{kind=link}
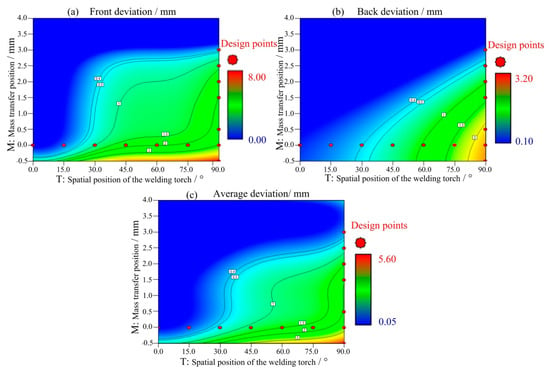{kind=link}
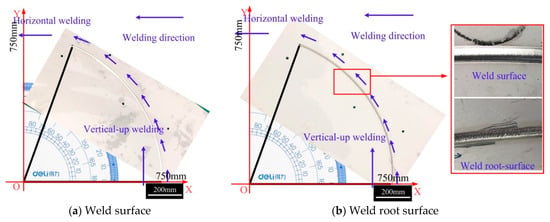{kind=link}
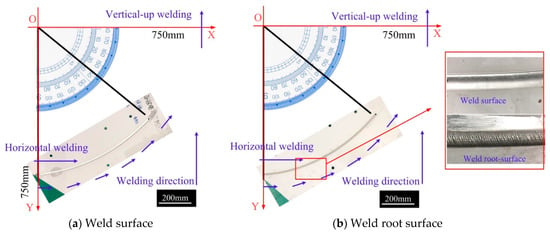{kind=link}
{kind=link}
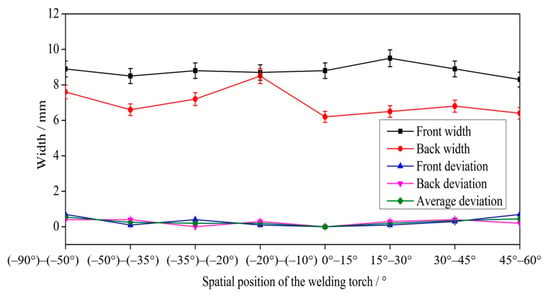{kind=link}
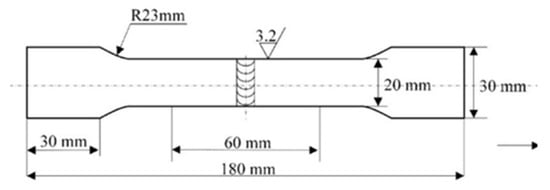{kind=link}
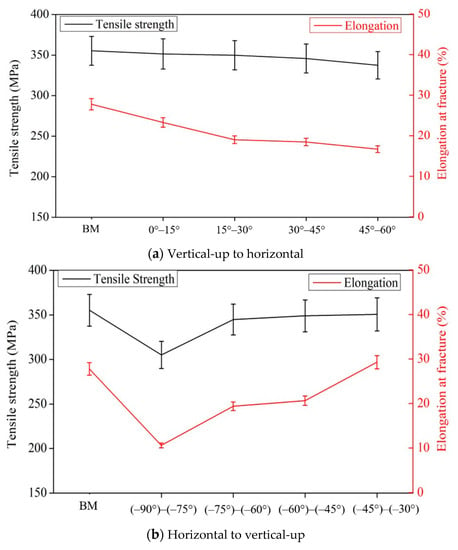{kind=link}
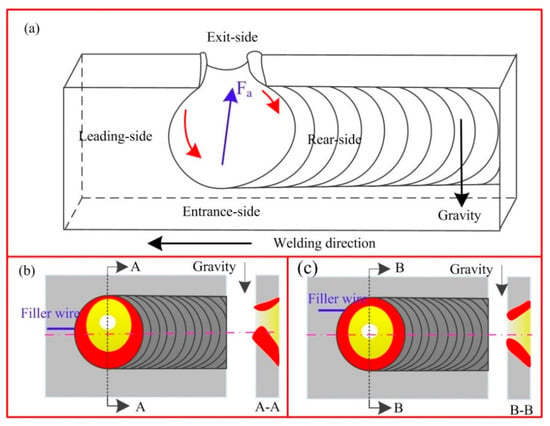{kind=link}
{kind=link}
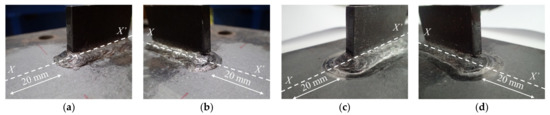{kind=link}
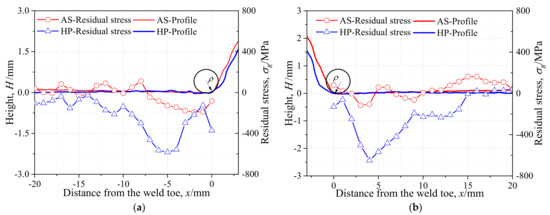{kind=link}
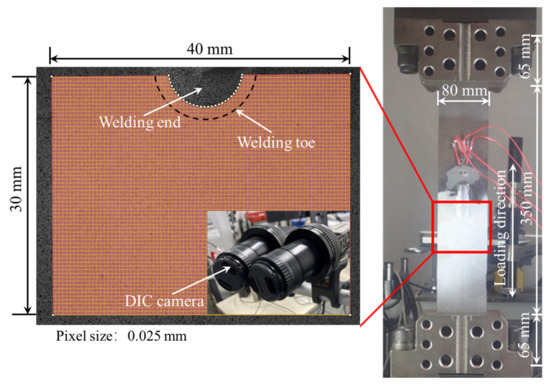{kind=link}
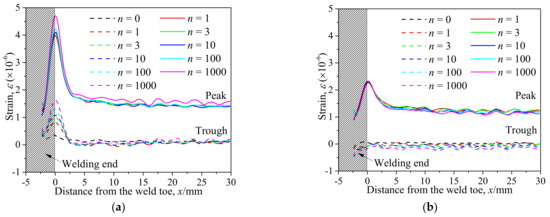{kind=link}
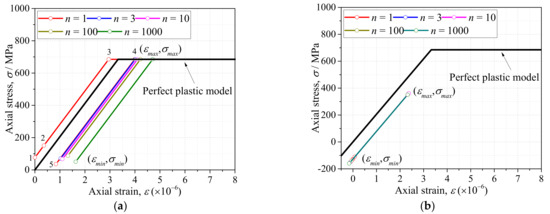{kind=link}
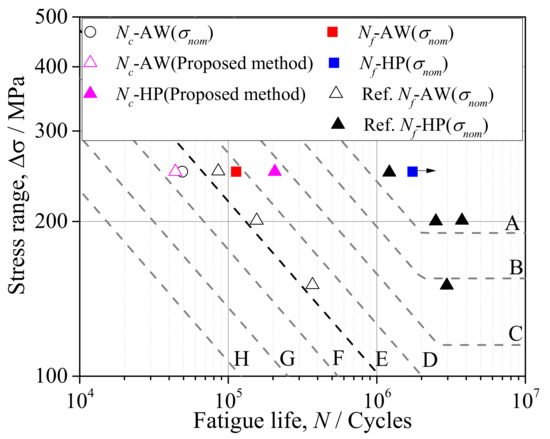{kind=link}
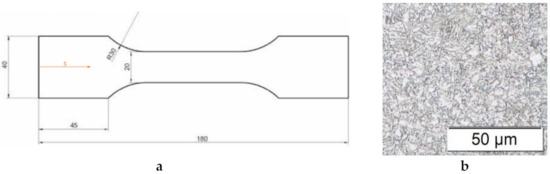{kind=link}
{kind=link}
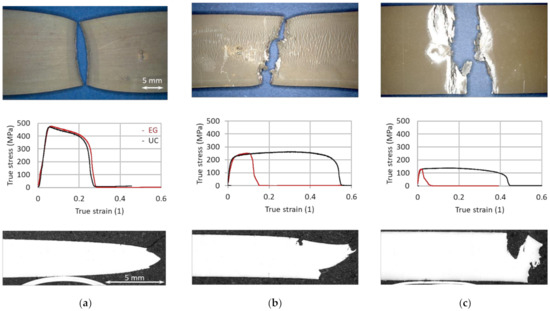{kind=link}
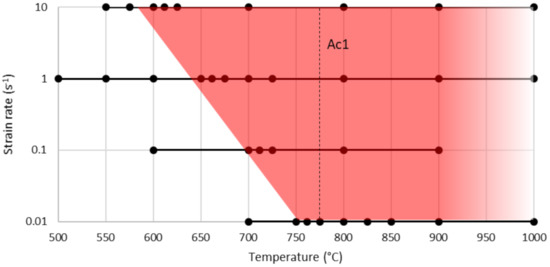{kind=link}
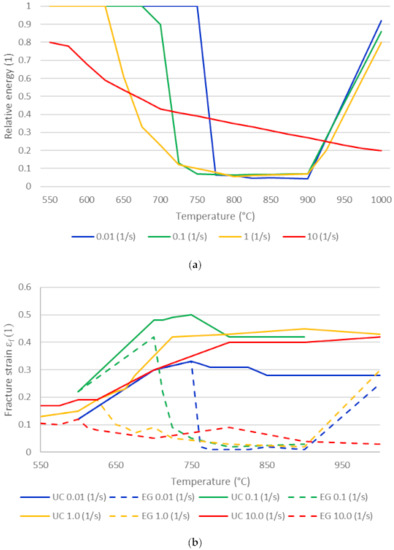{kind=link}
{kind=link}
{kind=link}
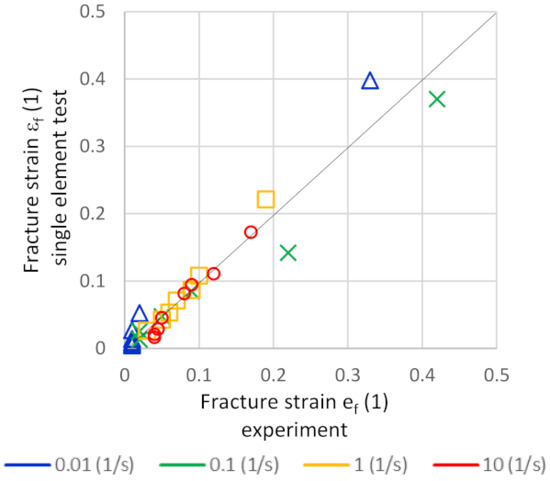{kind=link}
{kind=link}
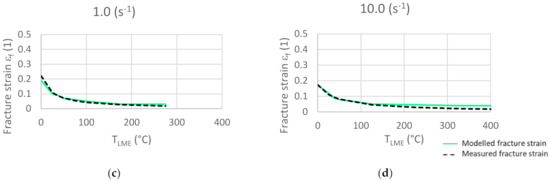{kind=link}
{kind=link}
{kind=link}
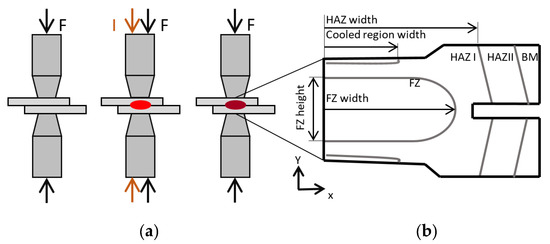{kind=link}
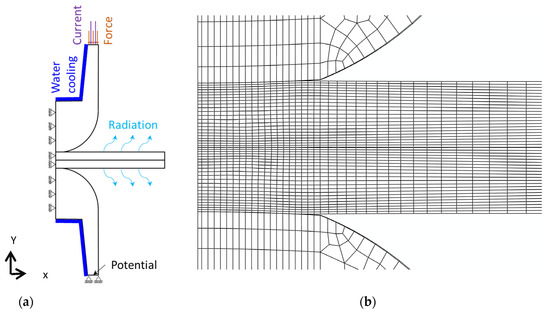{kind=link}
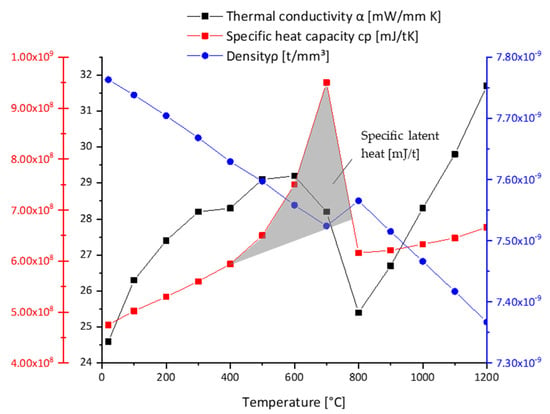{kind=link}
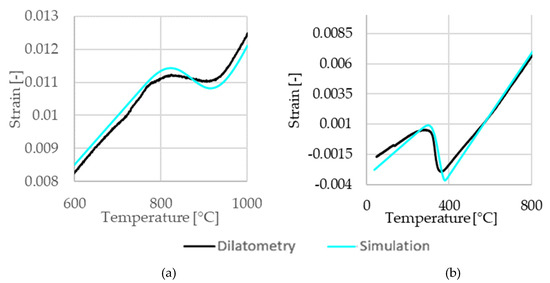{kind=link}
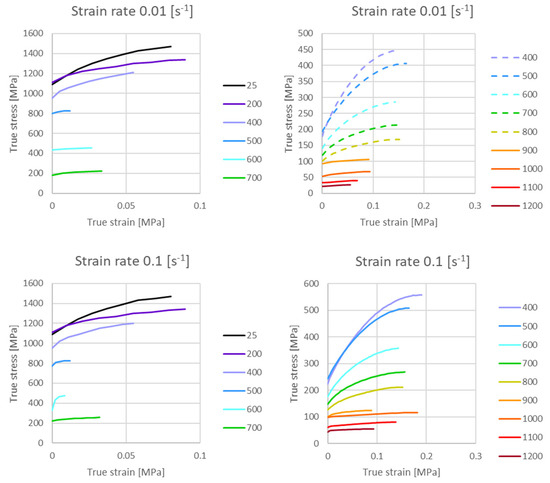{kind=link}
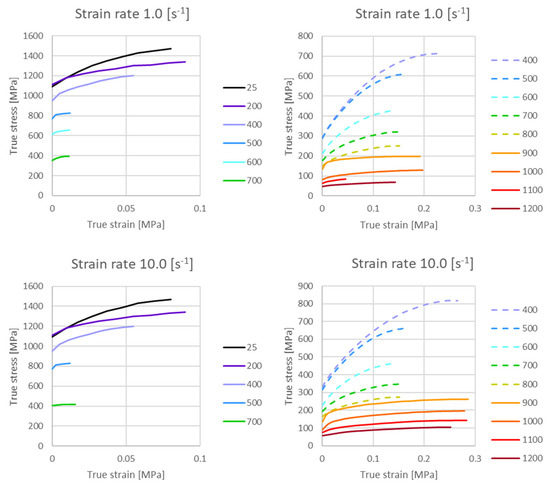{kind=link}
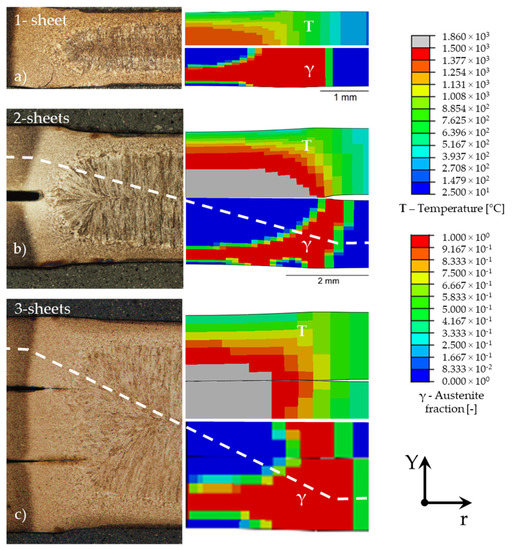{kind=link}
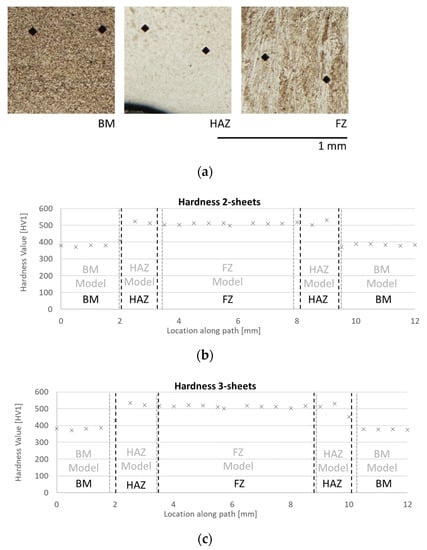{kind=link}
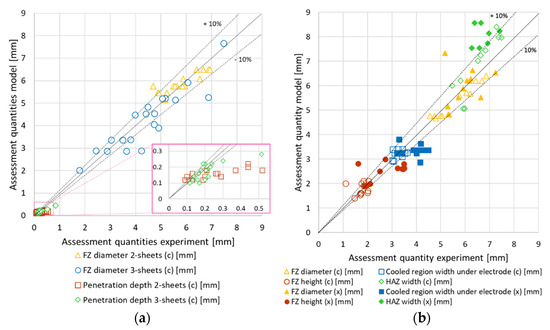{kind=link}
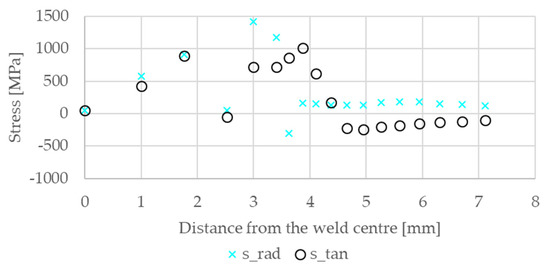{kind=link}
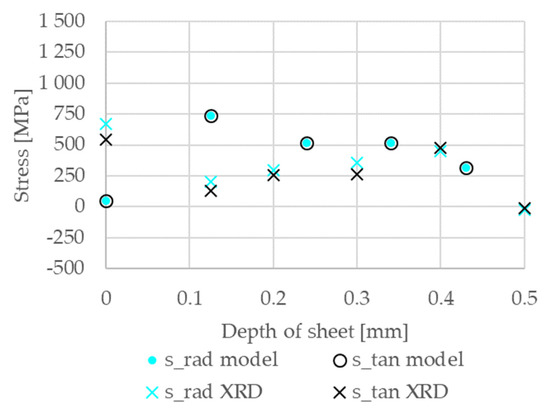{kind=link}
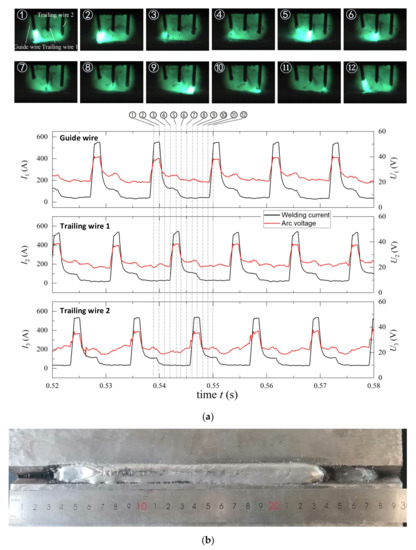{kind=link}
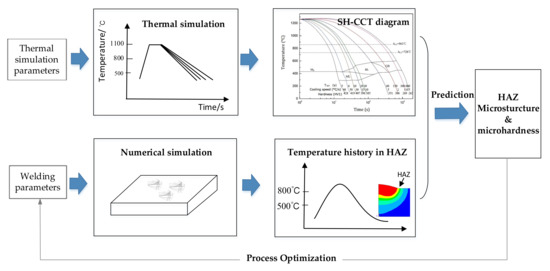{kind=link}
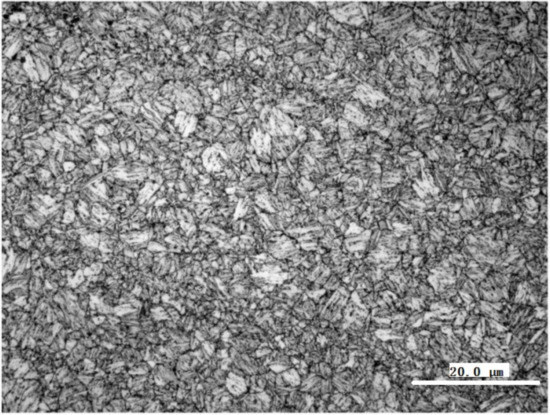{kind=link}
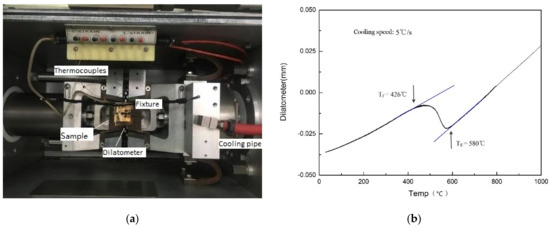{kind=link}
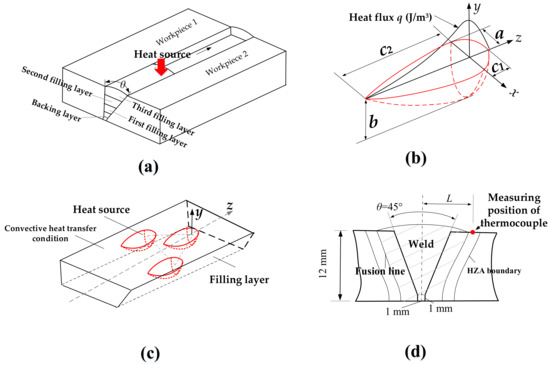{kind=link}
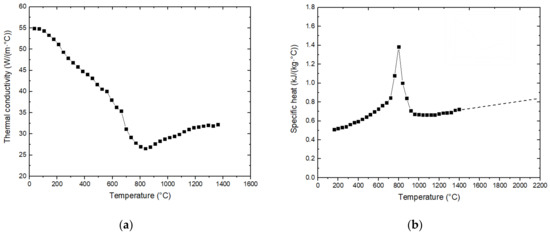{kind=link}
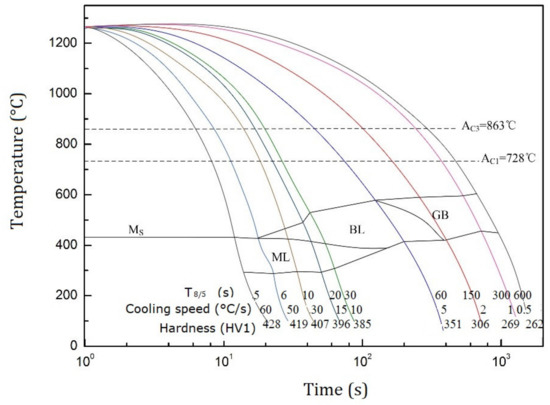{kind=link}
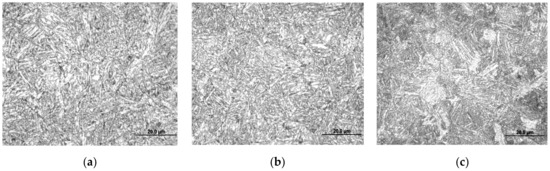{kind=link}
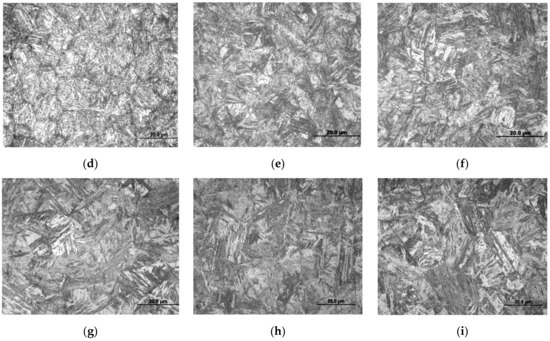{kind=link}
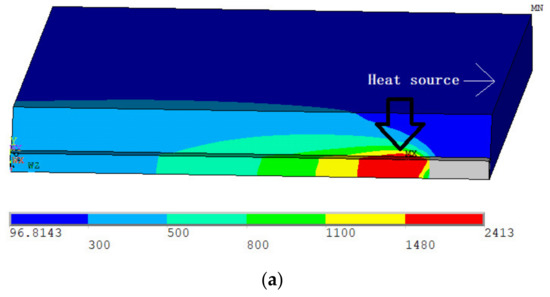{kind=link}
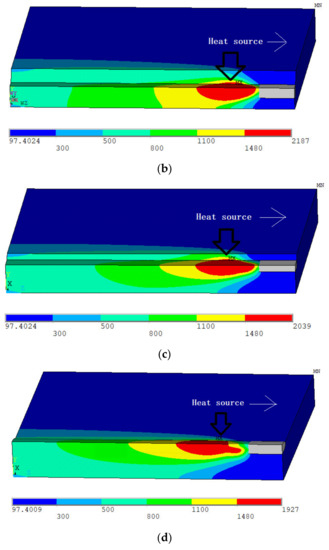{kind=link}
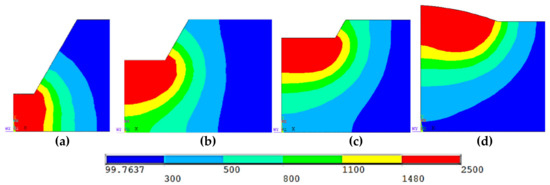{kind=link}
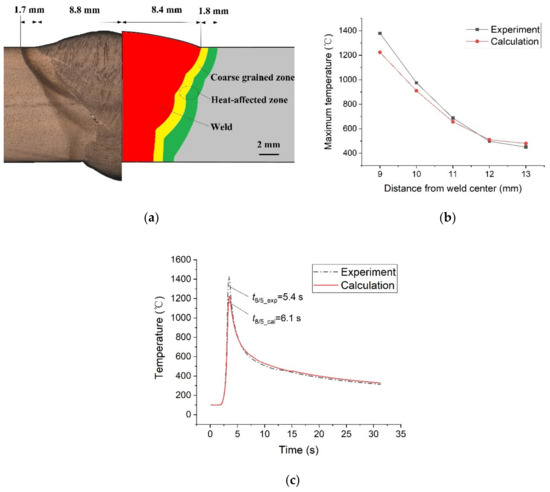{kind=link}
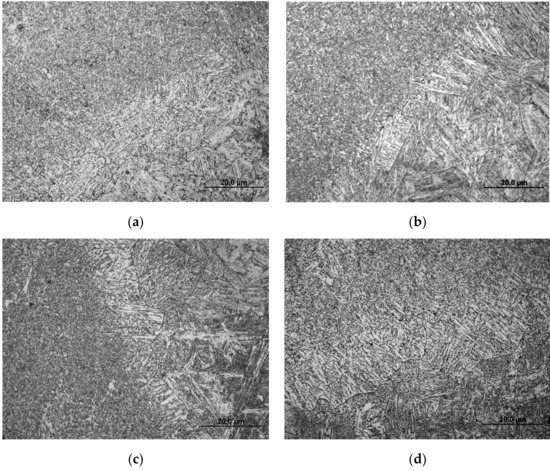{kind=link}
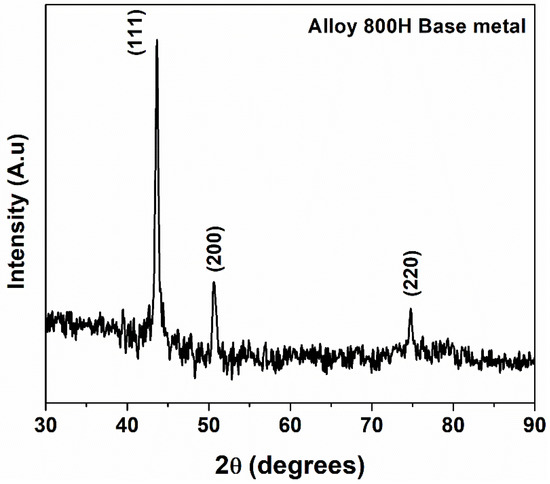{kind=link}
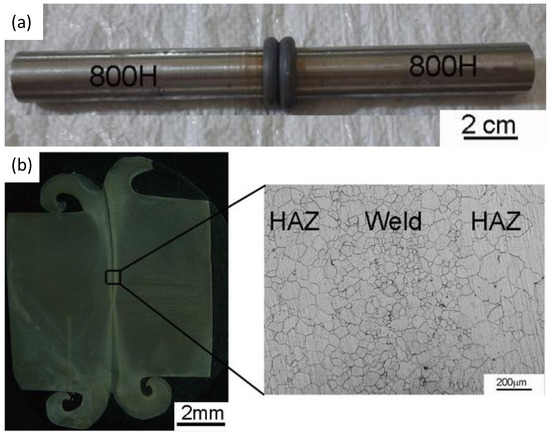{kind=link}
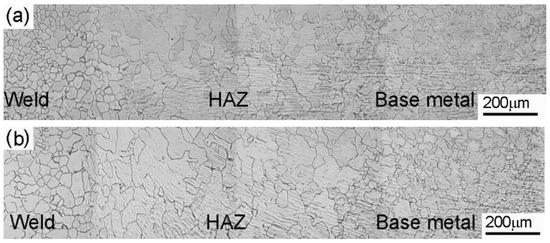{kind=link}
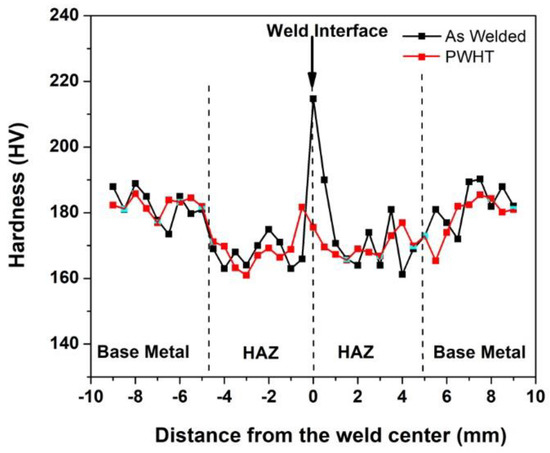{kind=link}
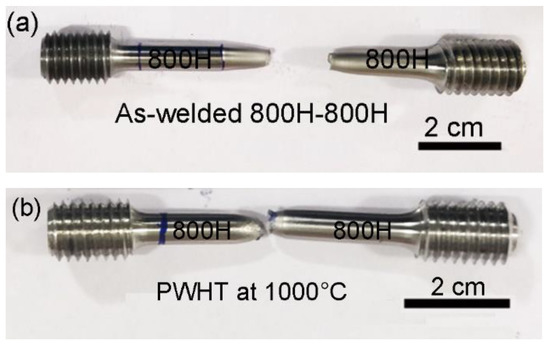{kind=link}
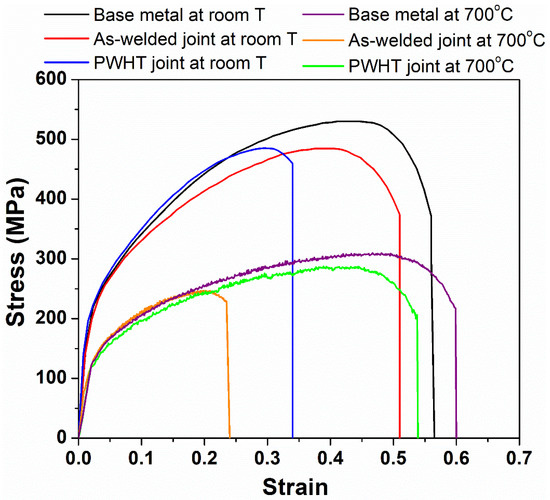{kind=link}
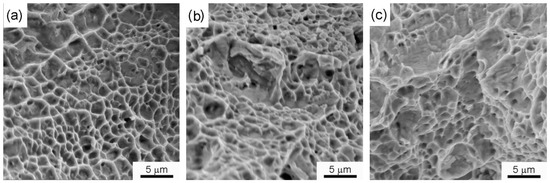{kind=link}
{kind=link}
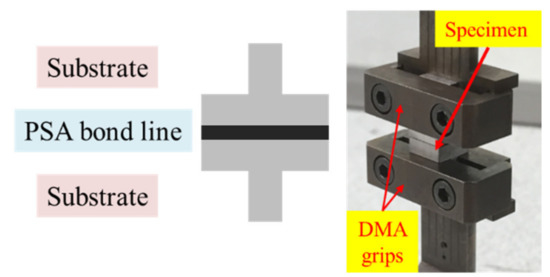{kind=link}
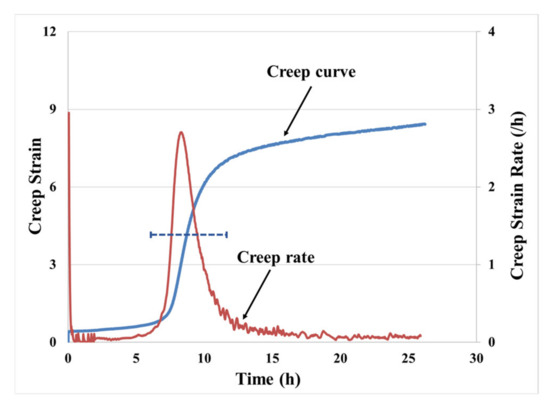{kind=link}
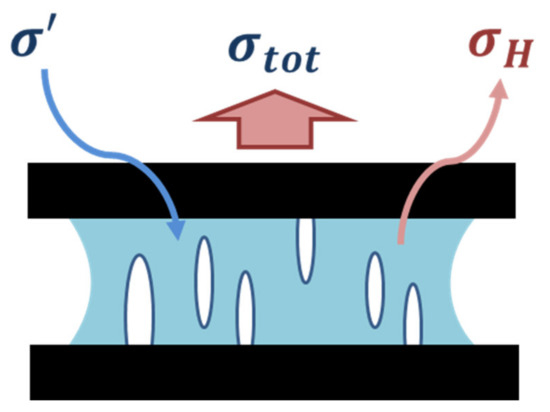{kind=link}
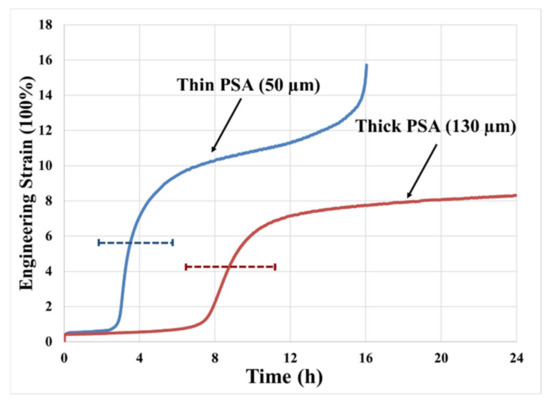{kind=link}
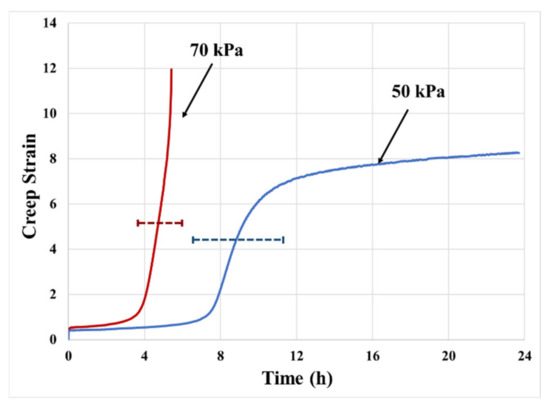{kind=link}
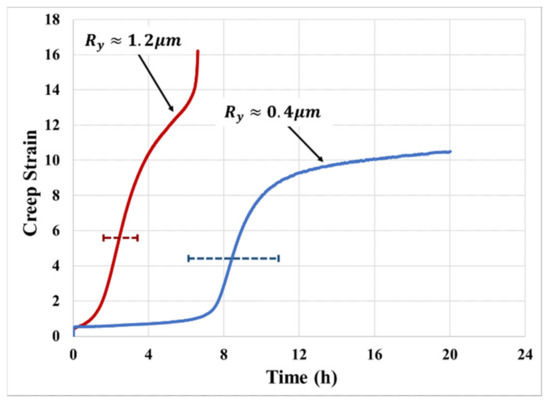{kind=link}
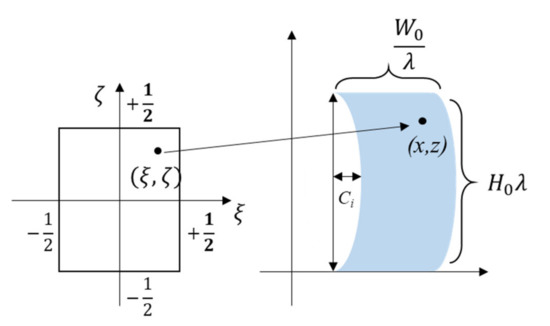{kind=link}
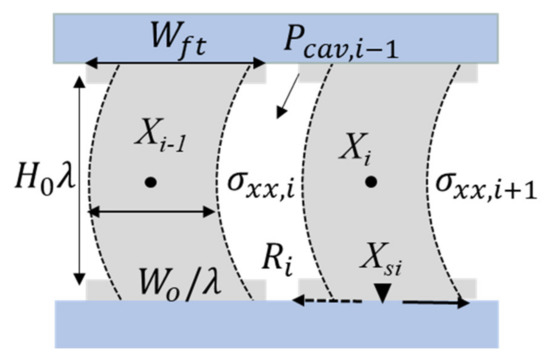{kind=link}
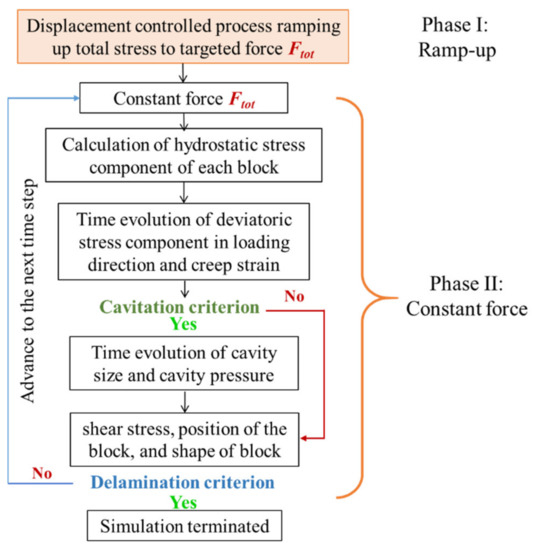{kind=link}
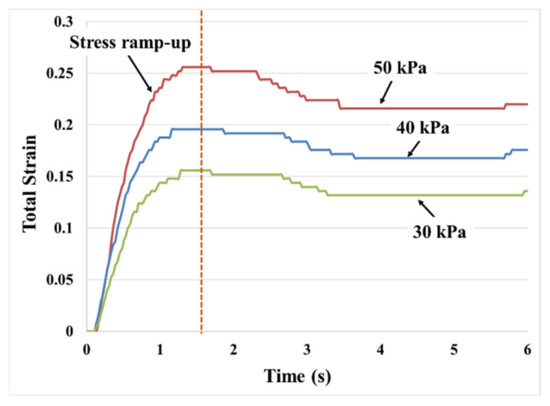{kind=link}
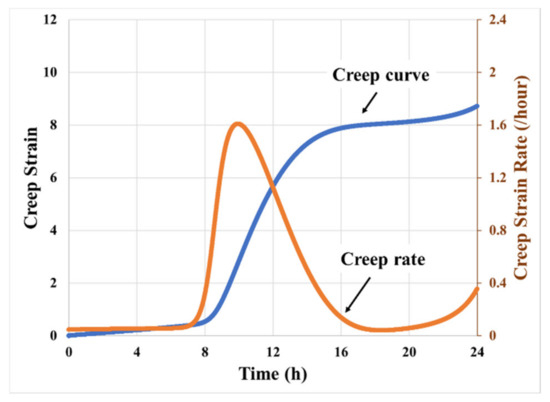{kind=link}
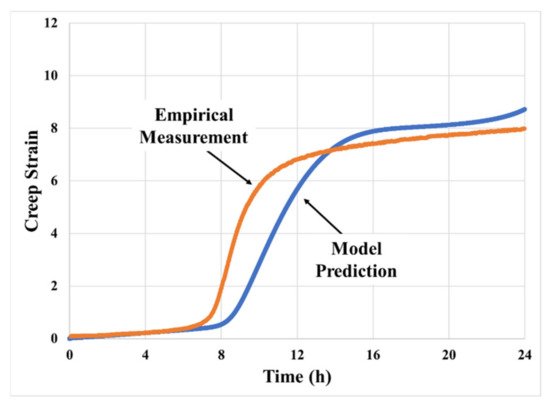{kind=link}
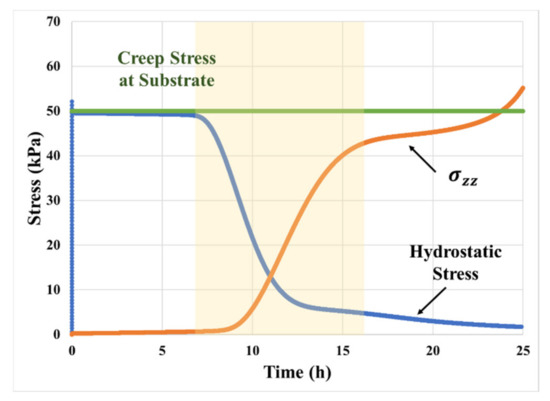{kind=link}
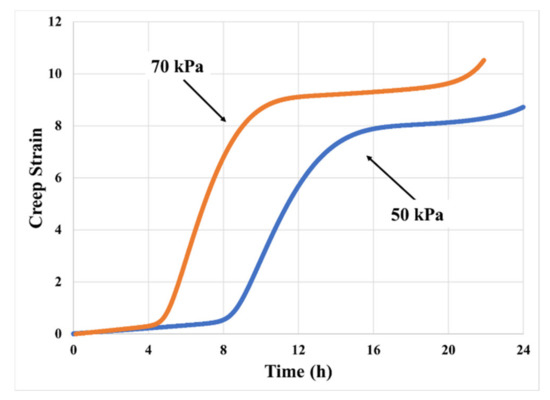{kind=link}
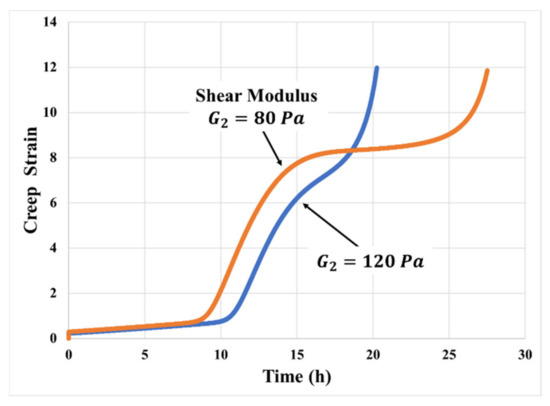{kind=link}
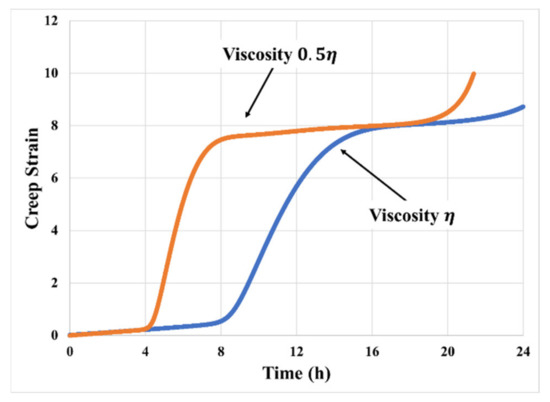{kind=link}
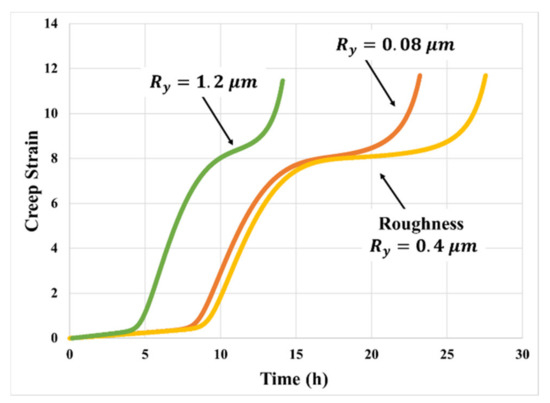{kind=link}
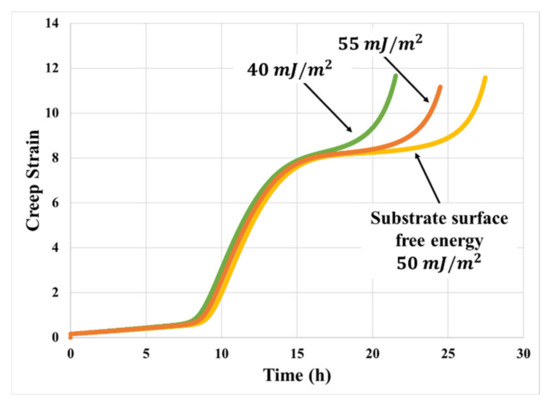{kind=link}
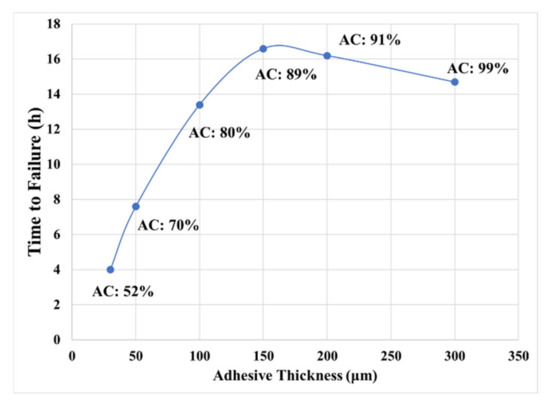{kind=link}
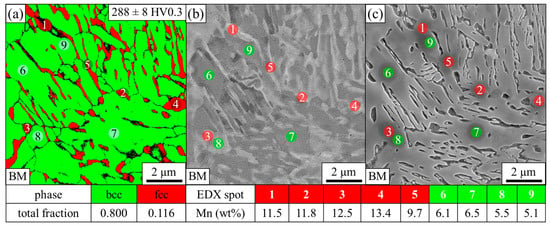{kind=link}
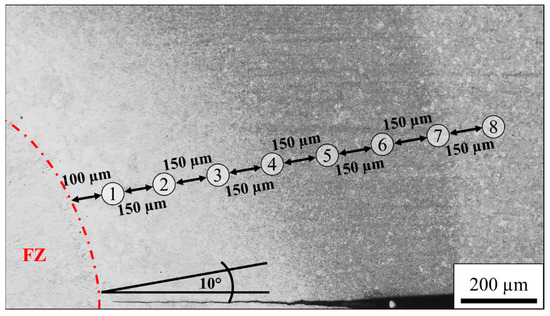{kind=link}
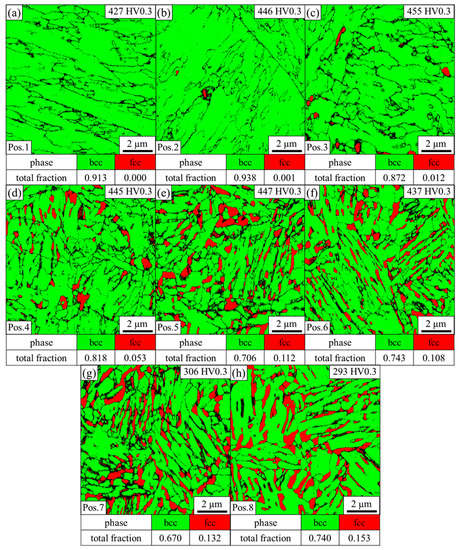{kind=link}
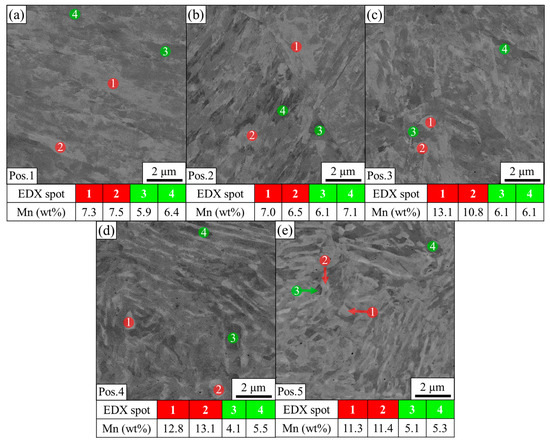{kind=link}
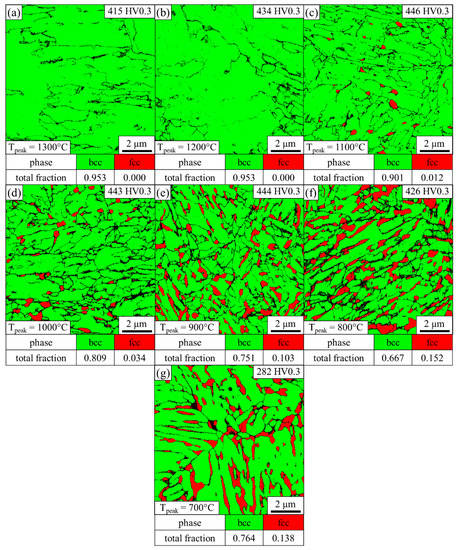{kind=link}
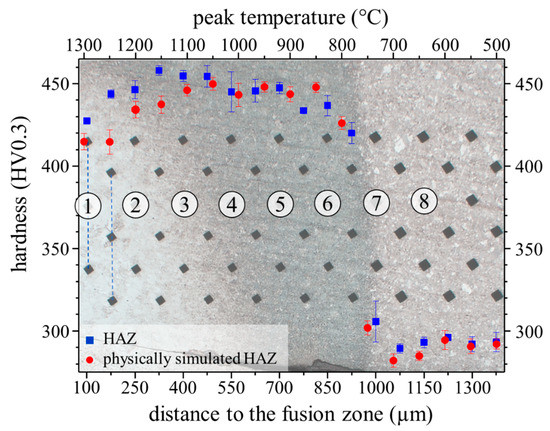{kind=link}
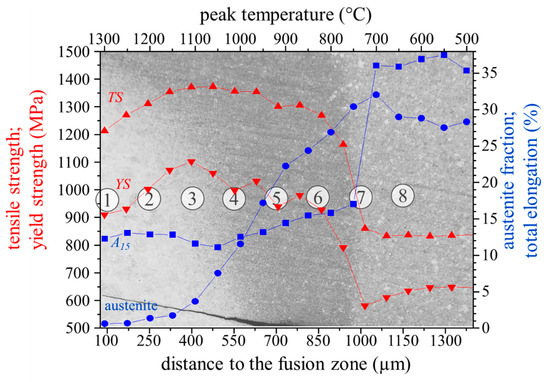{kind=link}
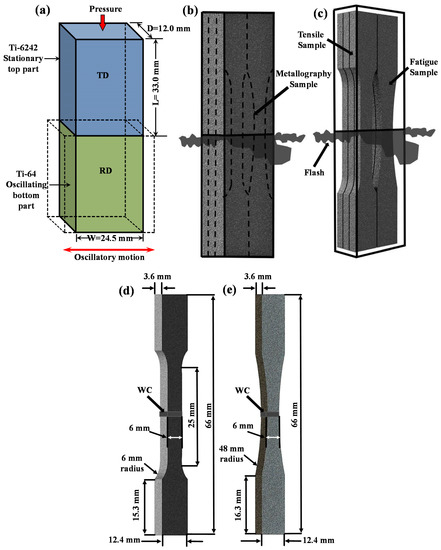{kind=link}
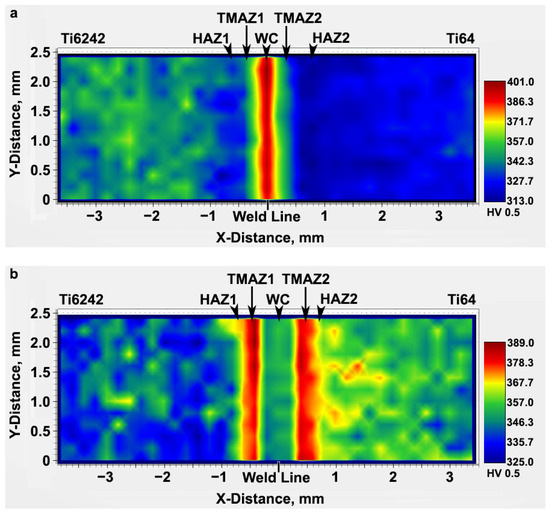{kind=link}
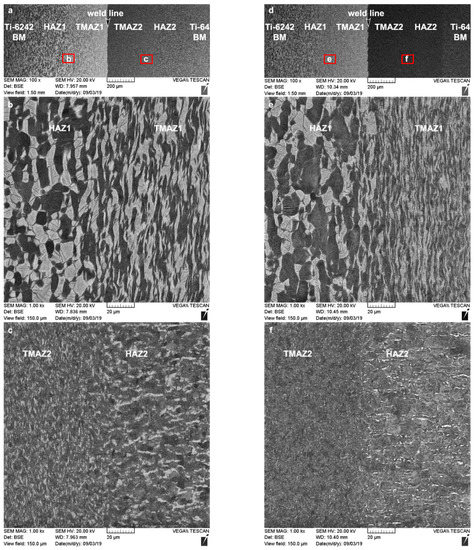{kind=link}
{kind=link}
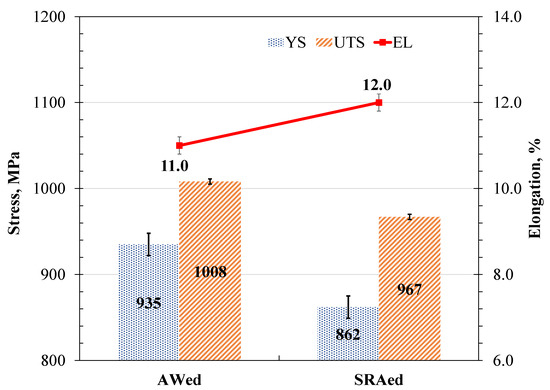{kind=link}
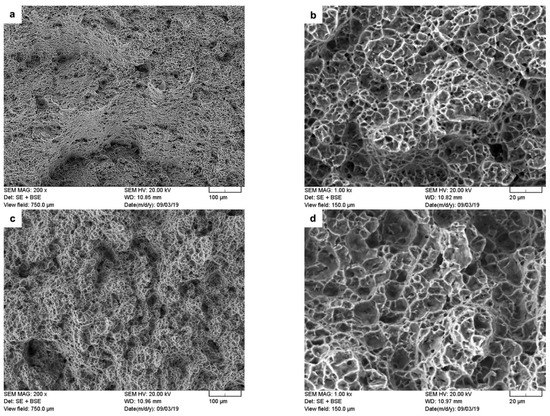{kind=link}
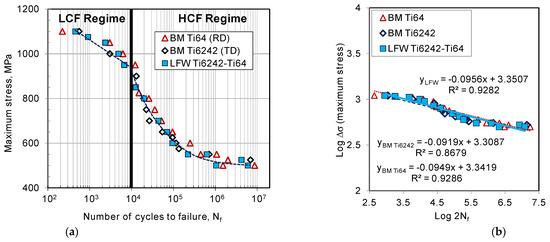{kind=link}
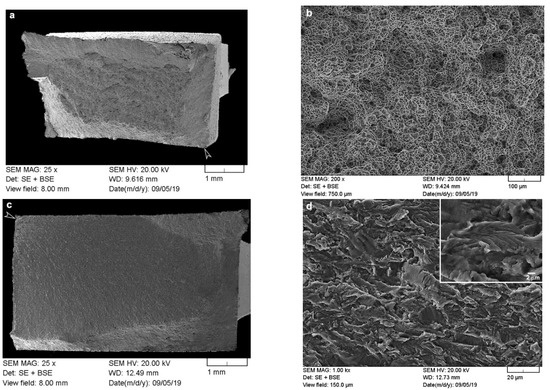{kind=link}
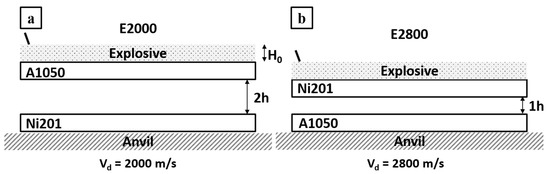{kind=link}
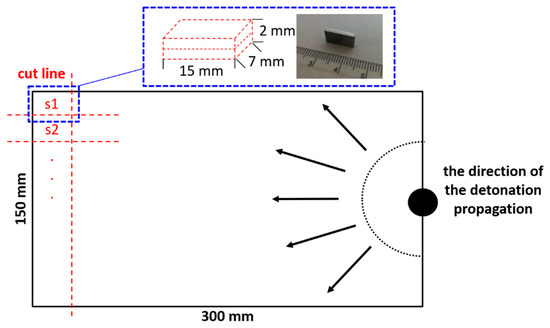{kind=link}
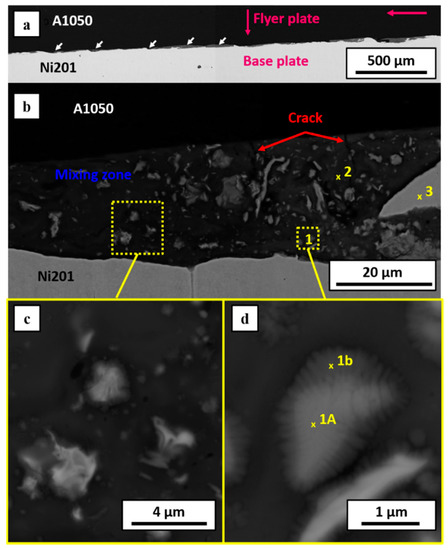{kind=link}
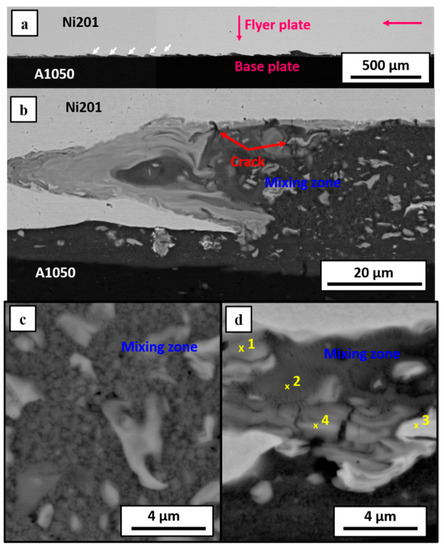{kind=link}
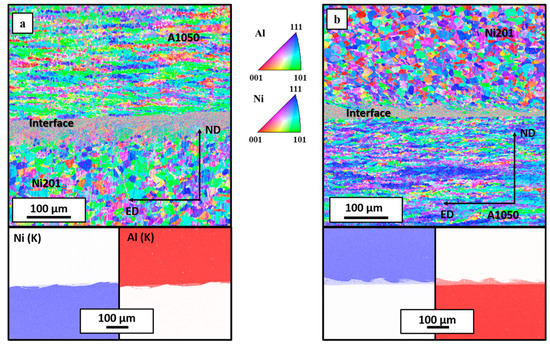{kind=link}
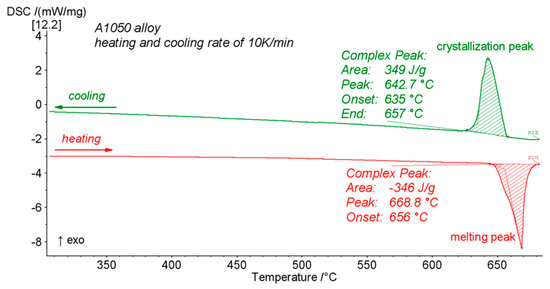{kind=link}
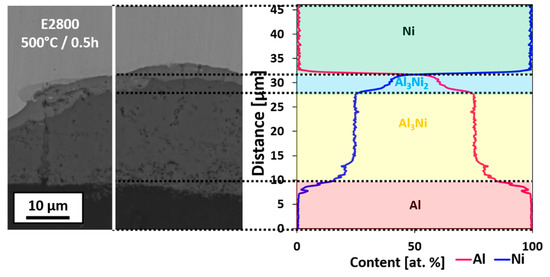{kind=link}
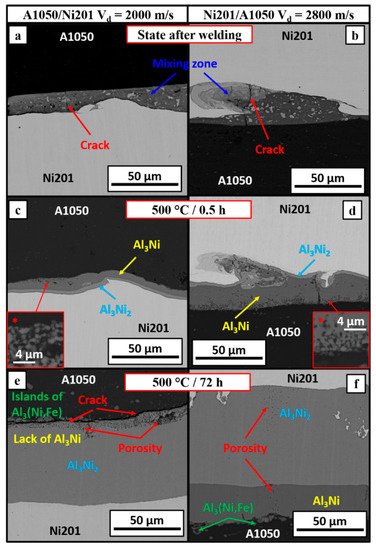{kind=link}
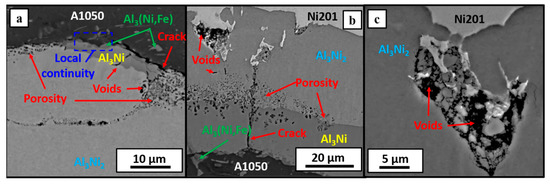{kind=link}
{kind=link}
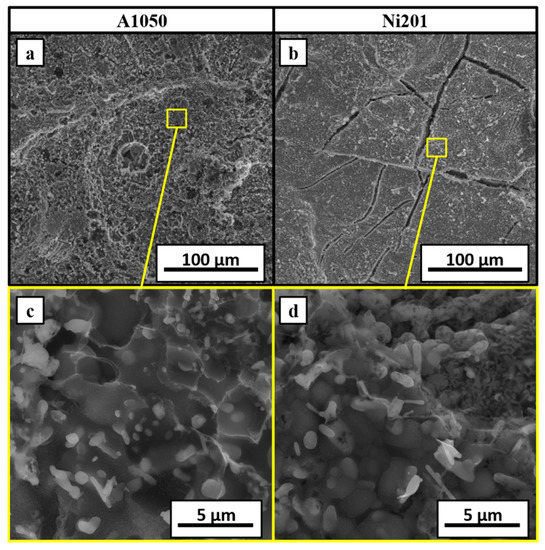{kind=link}
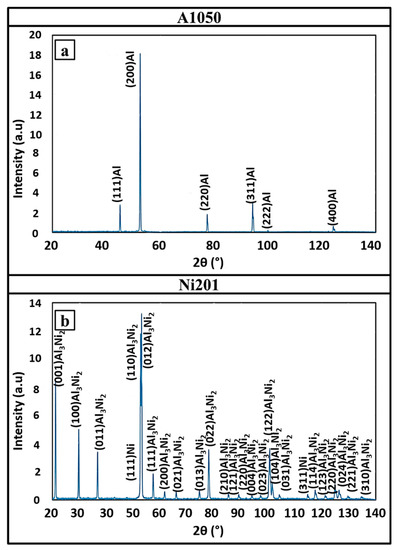{kind=link}
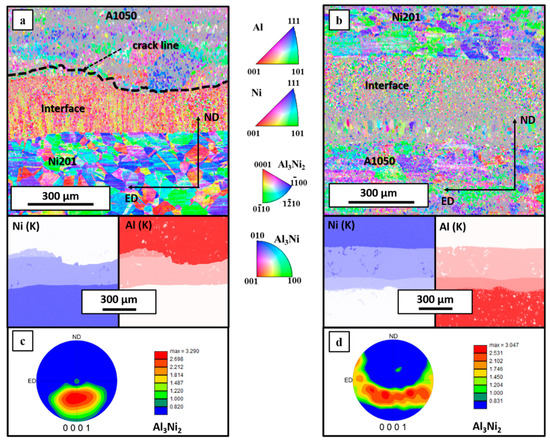{kind=link}
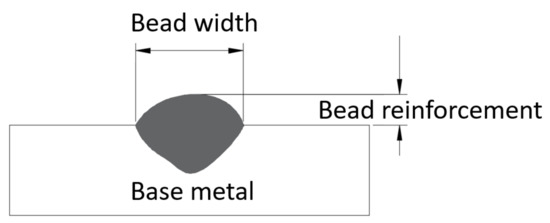{kind=link}
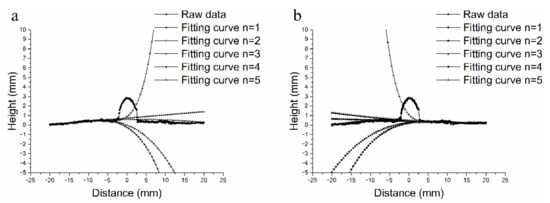{kind=link}
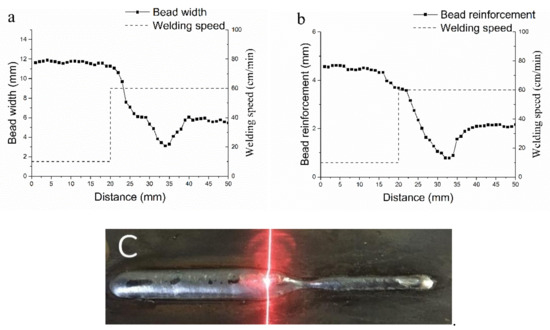{kind=link}
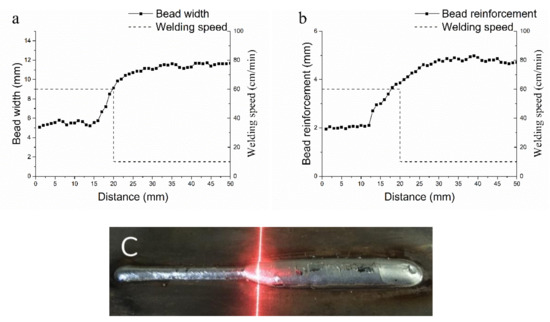{kind=link}
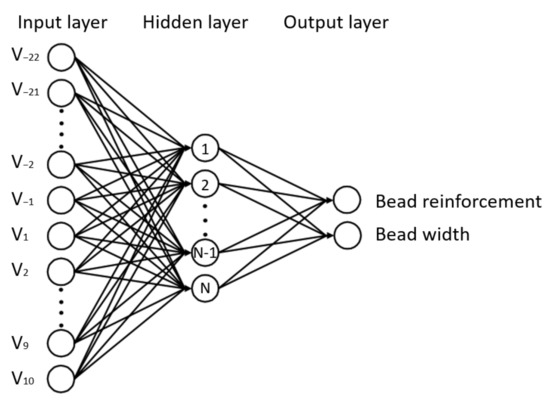{kind=link}
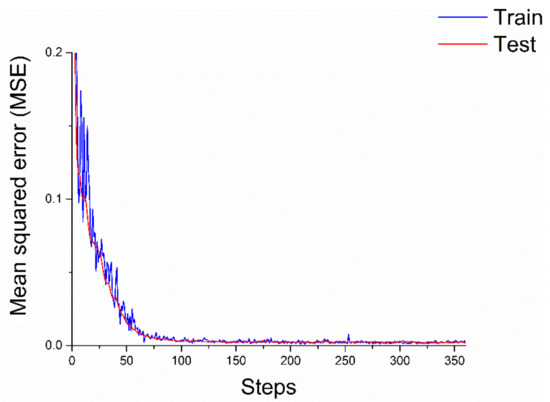{kind=link}
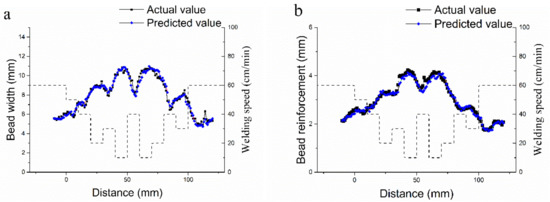{kind=link}
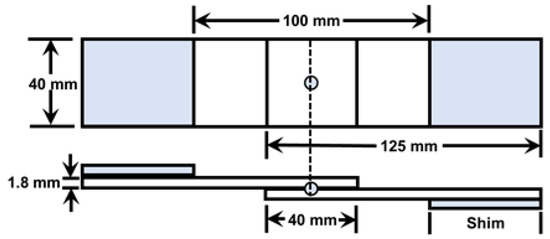{kind=link}
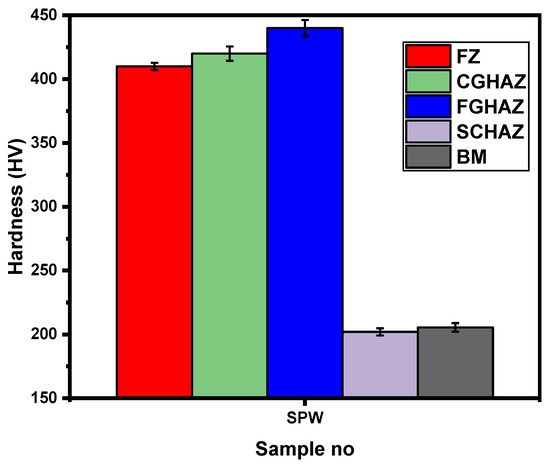{kind=link}
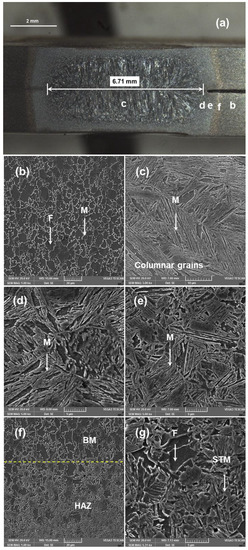{kind=link}
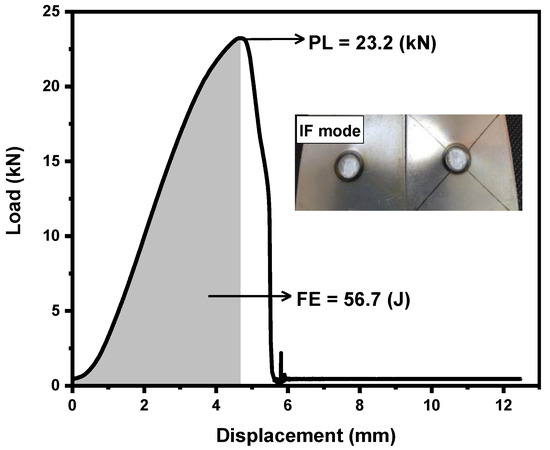{kind=link}
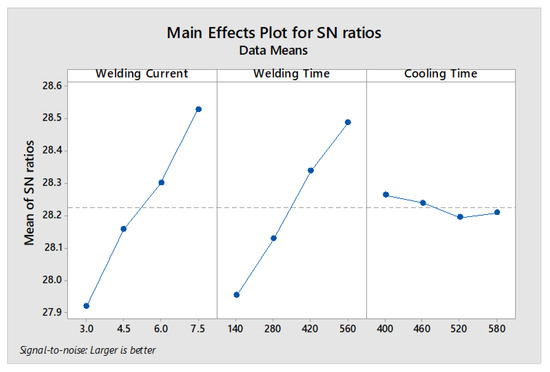{kind=link}
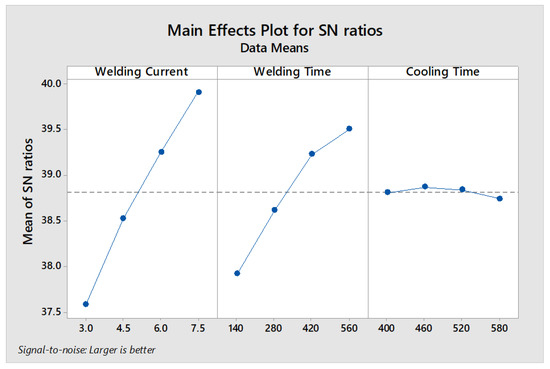{kind=link}
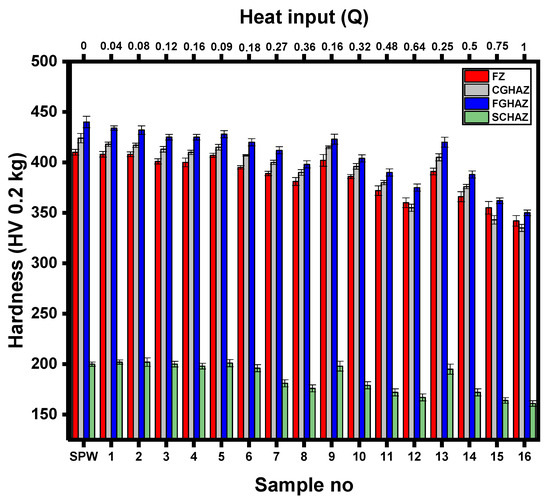{kind=link}
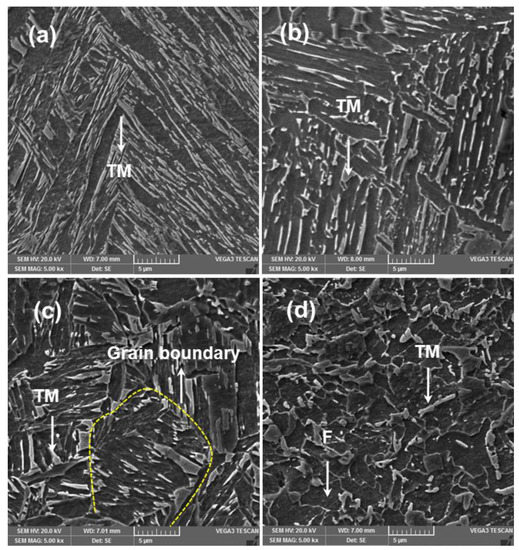{kind=link}
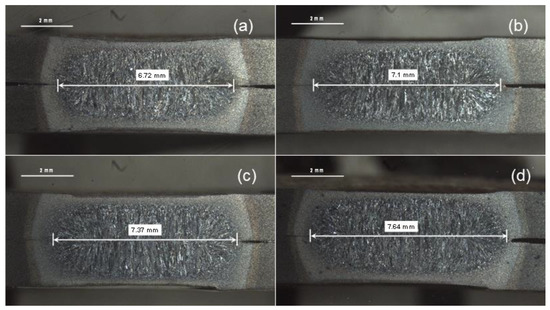{kind=link}
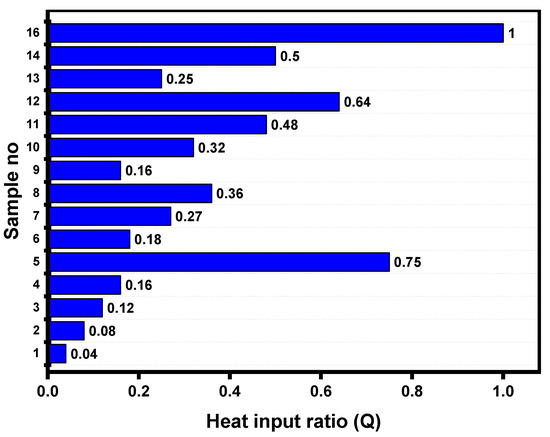{kind=link}
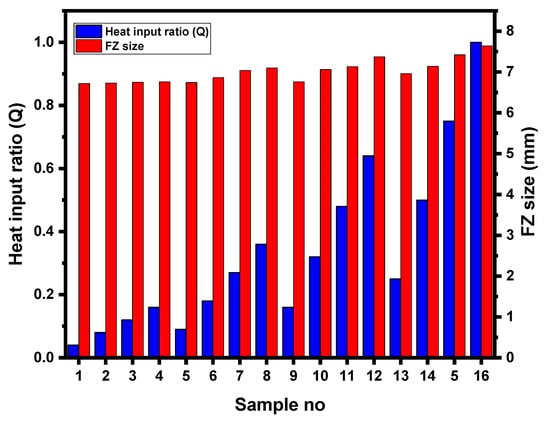{kind=link}
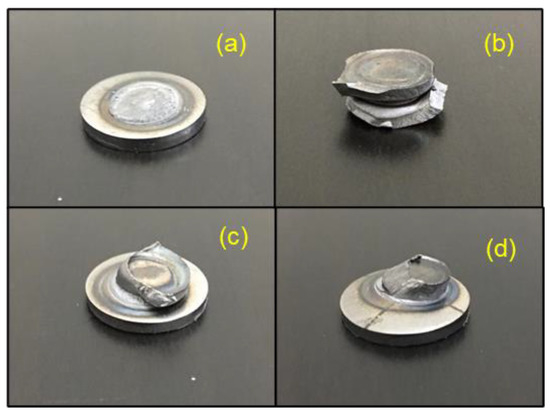{kind=link}
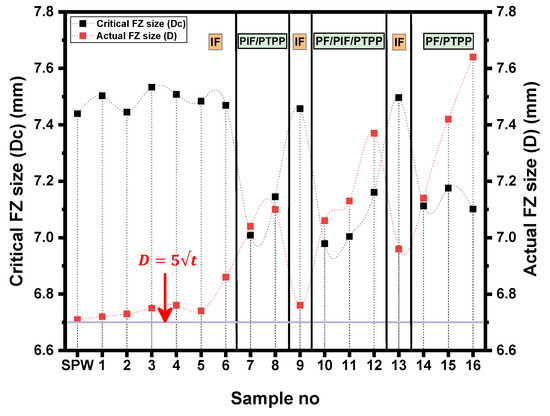{kind=link}
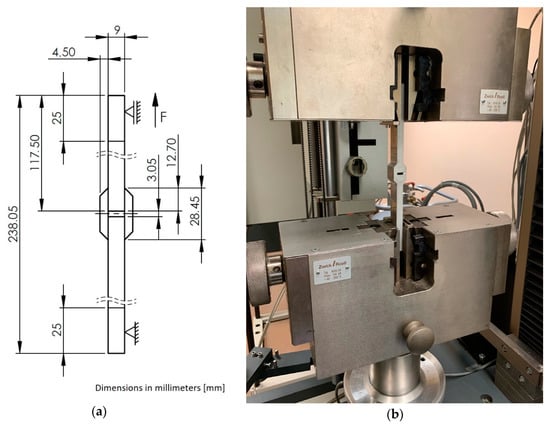{kind=link}
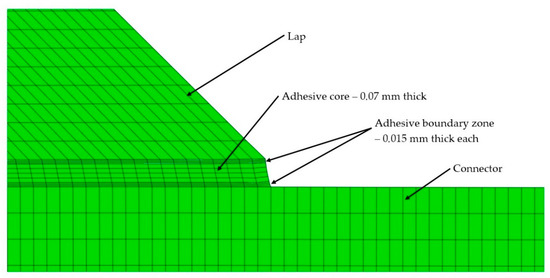{kind=link}
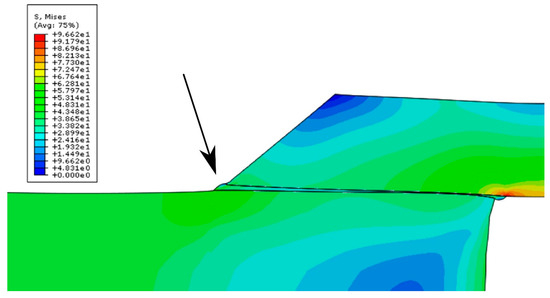{kind=link}
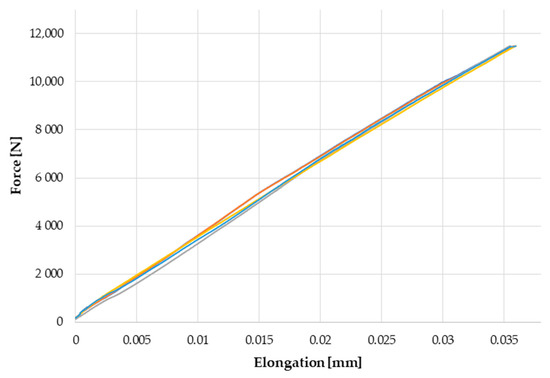{kind=link}
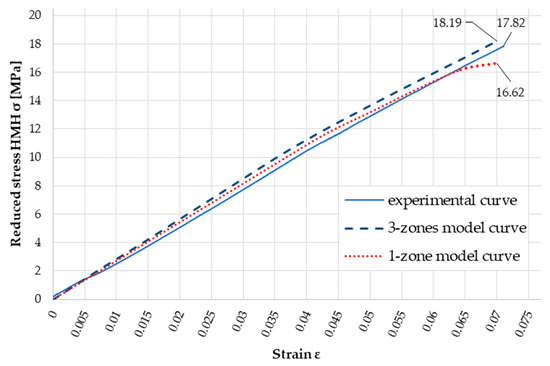{kind=link}
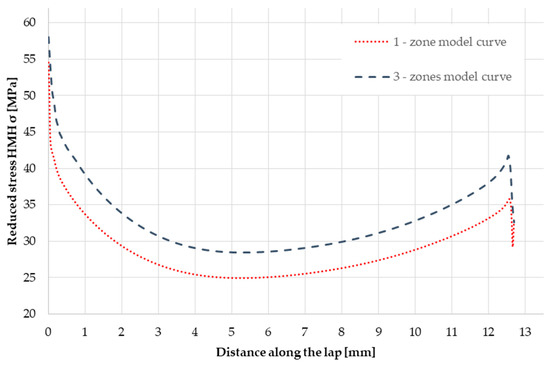{kind=link}
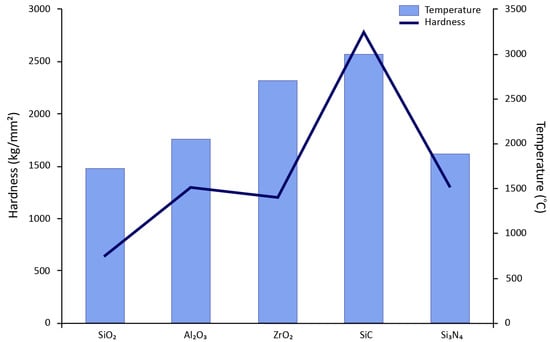{kind=link}
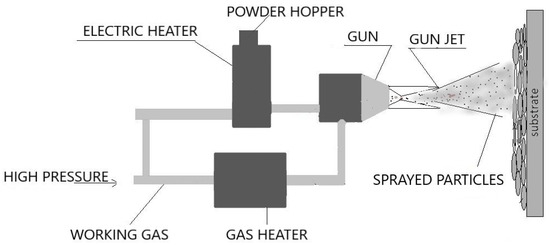{kind=link}
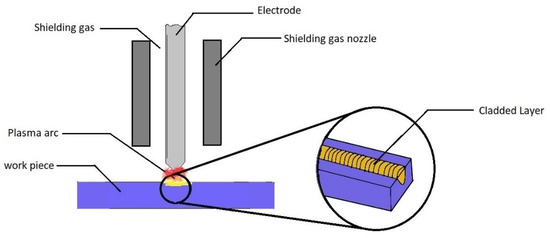{kind=link}
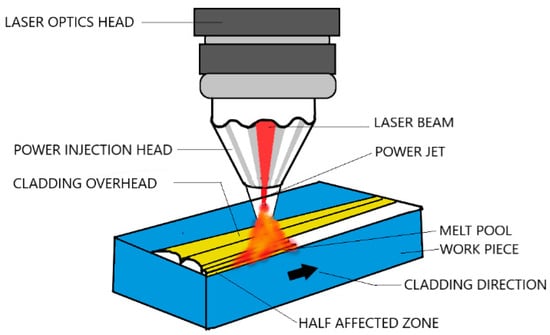{kind=link}
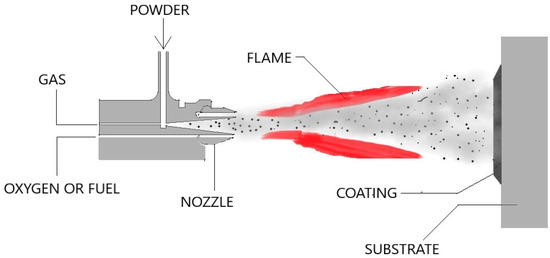{kind=link}
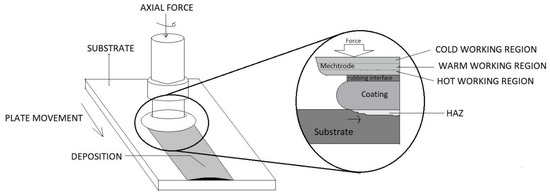{kind=link}
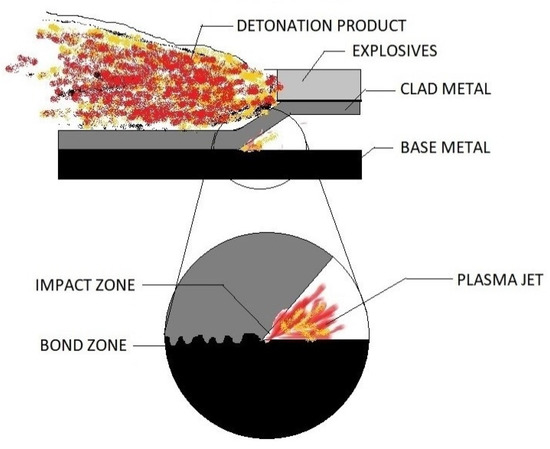{kind=link}
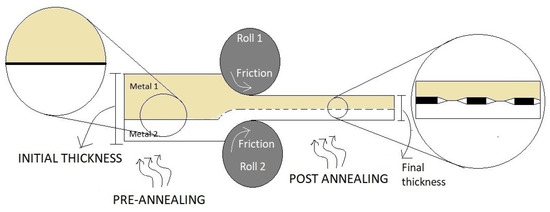{kind=link}
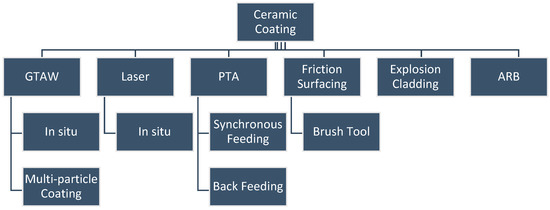{kind=link}
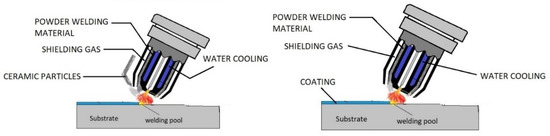{kind=link}
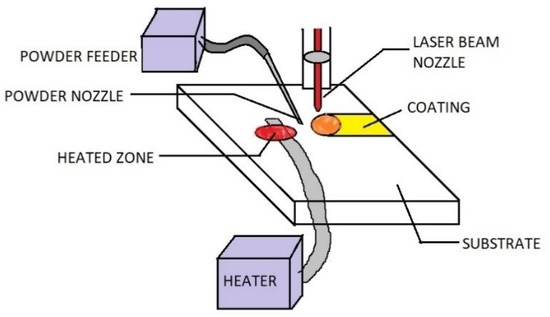{kind=link}
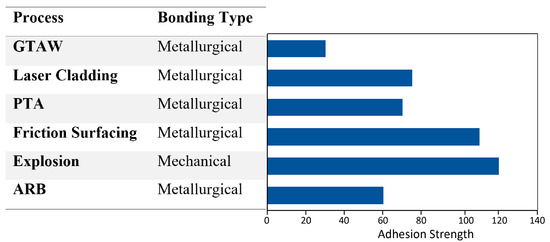{kind=link}
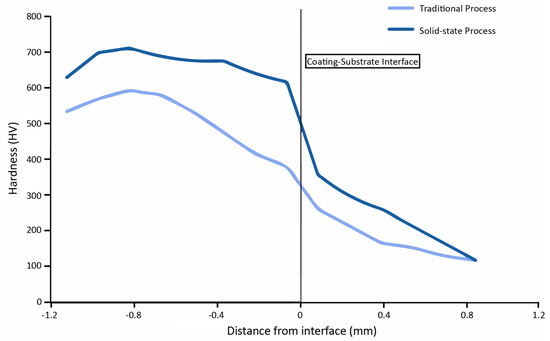{kind=link}
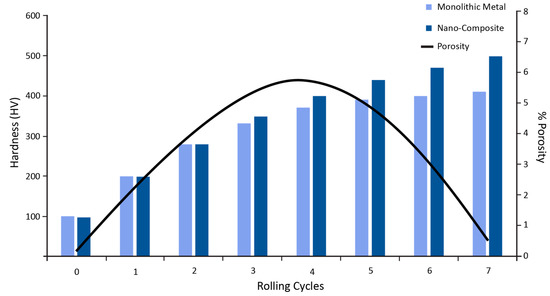{kind=link}
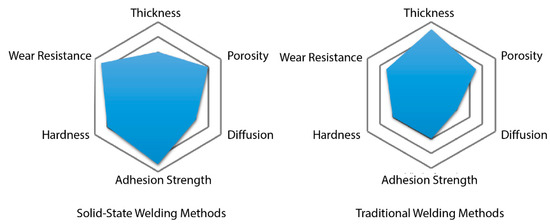{kind=link}
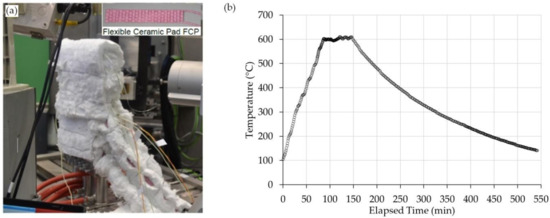{kind=link}
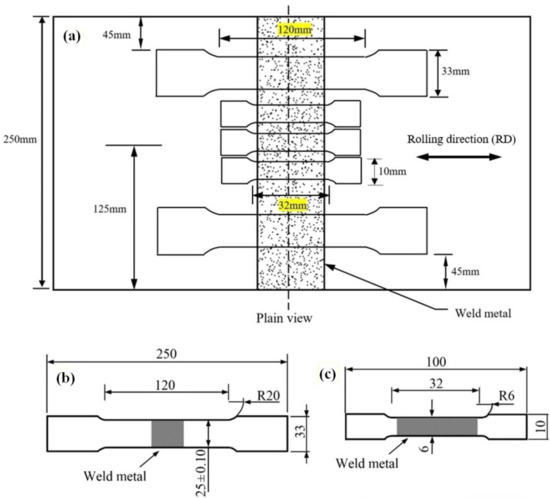{kind=link}
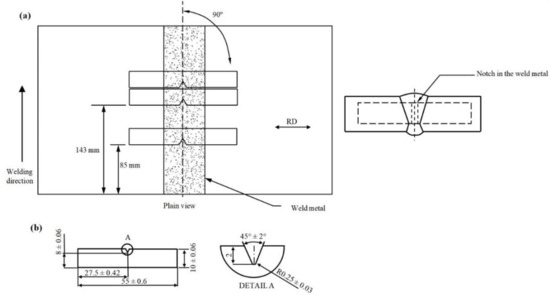{kind=link}
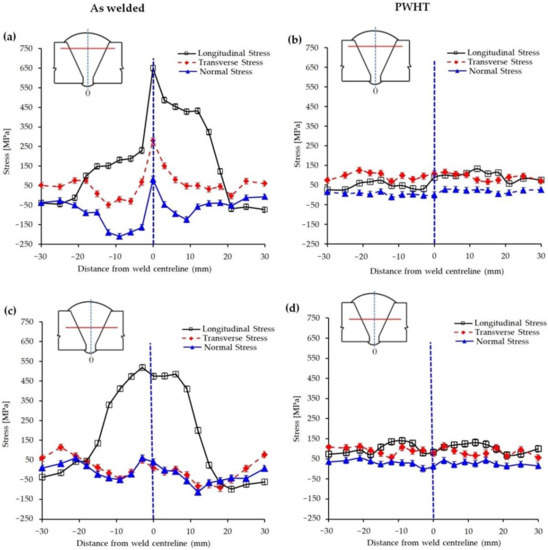{kind=link}
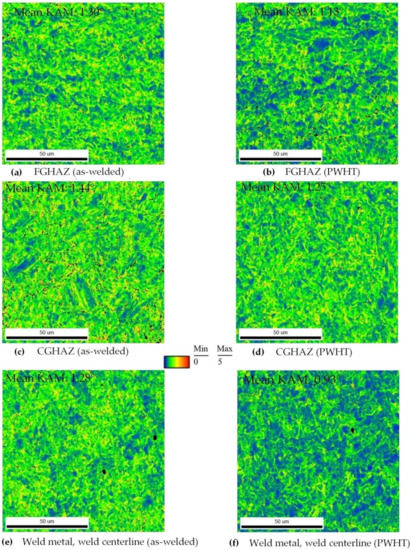{kind=link}
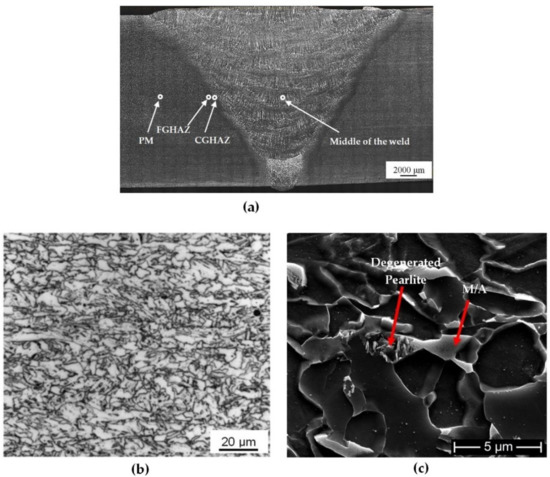{kind=link}
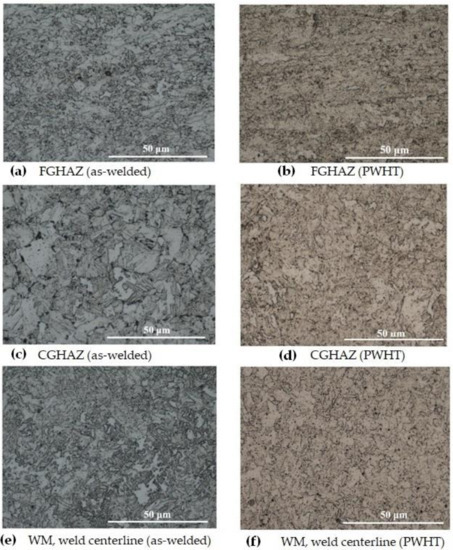{kind=link}
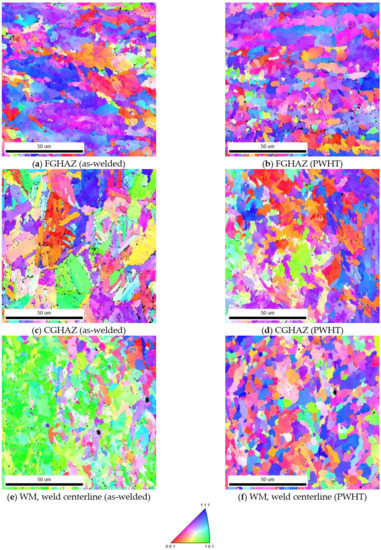{kind=link}
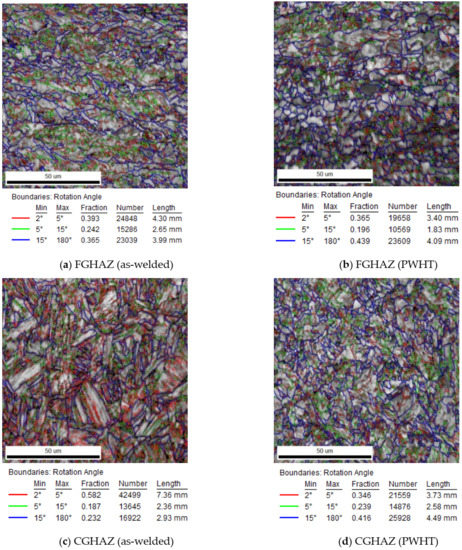{kind=link}
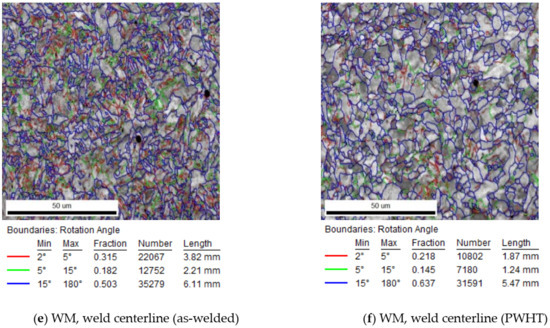{kind=link}
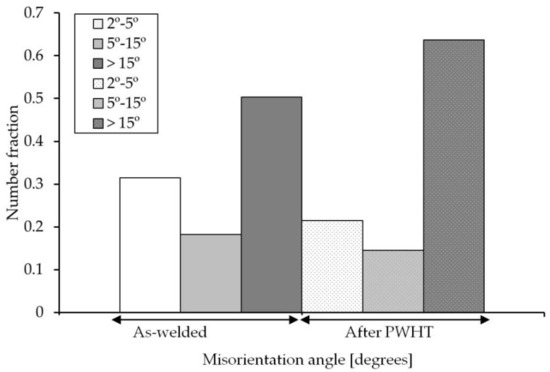{kind=link}
{kind=link}
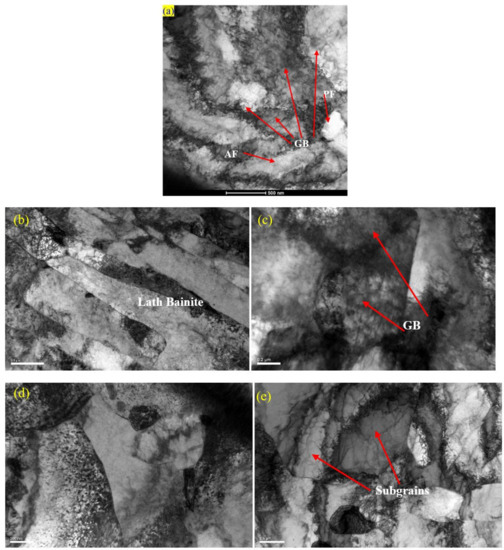{kind=link}
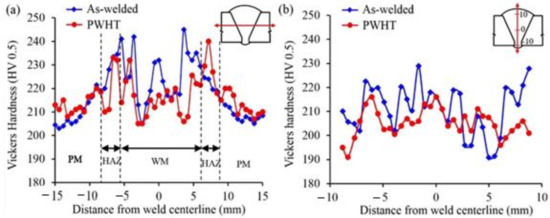{kind=link}
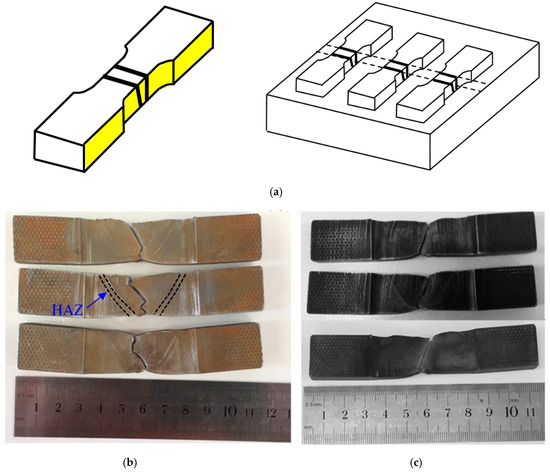{kind=link}
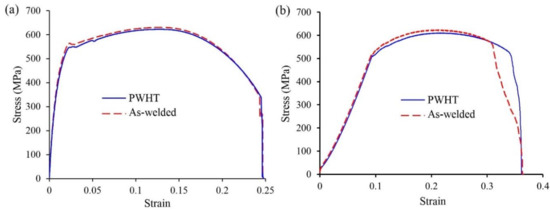{kind=link}
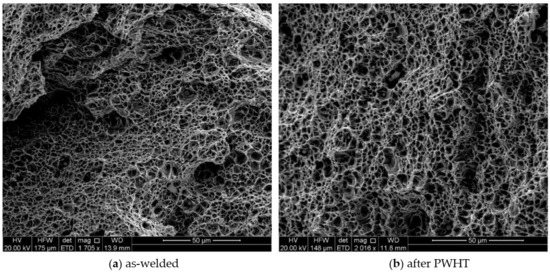{kind=link}
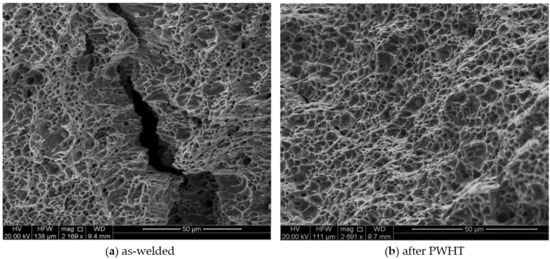{kind=link}
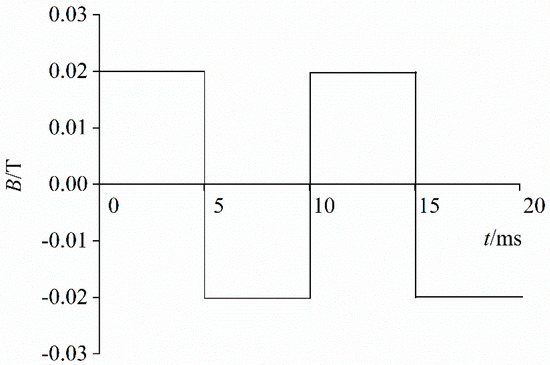{kind=link}
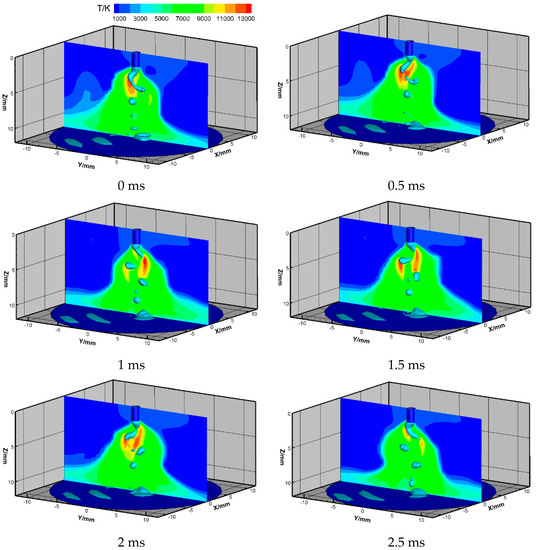{kind=link}
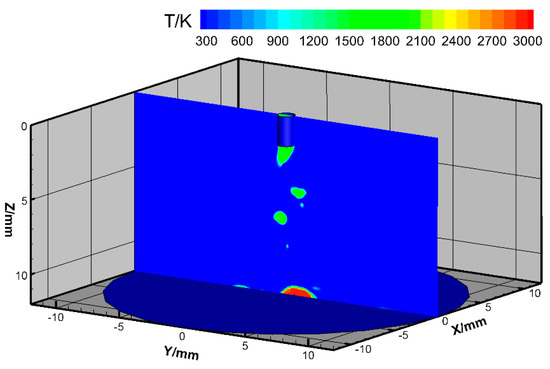{kind=link}
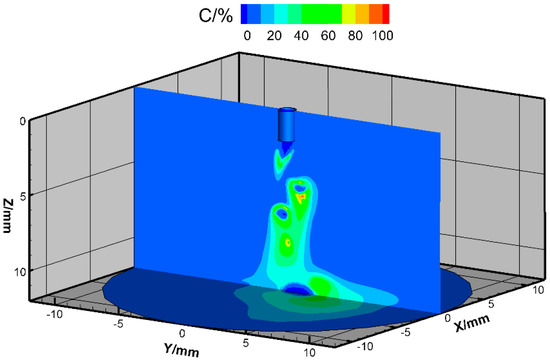{kind=link}
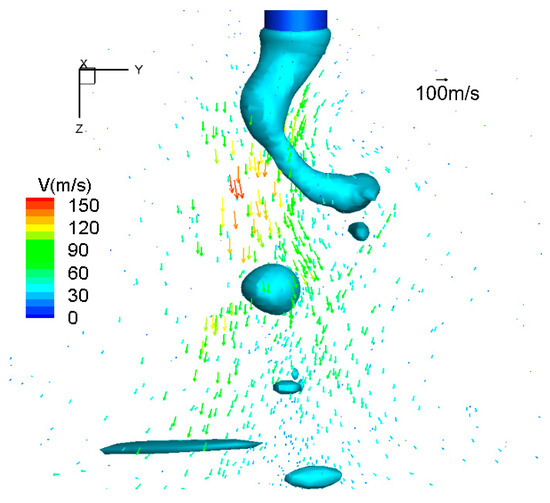{kind=link}
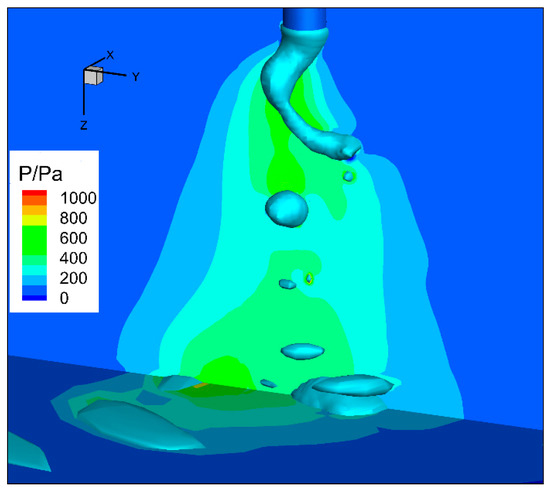{kind=link}
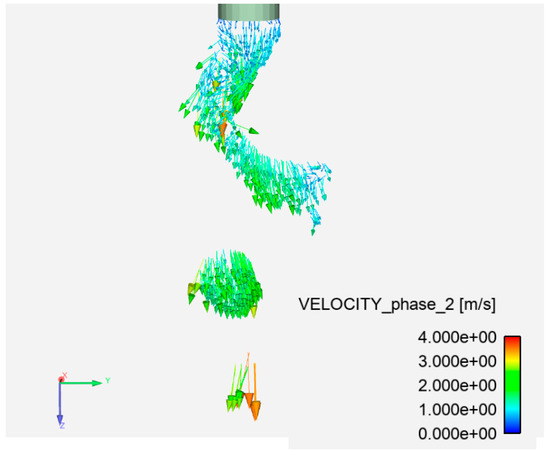{kind=link}
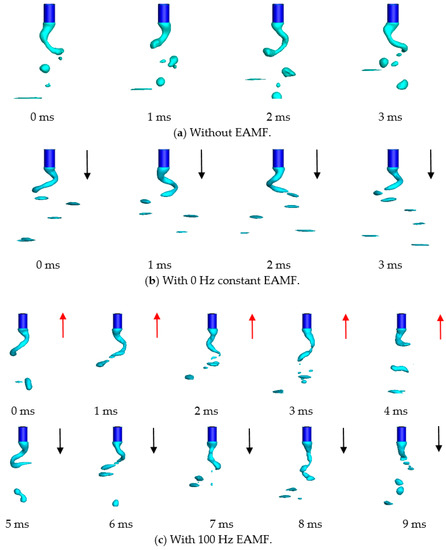{kind=link}
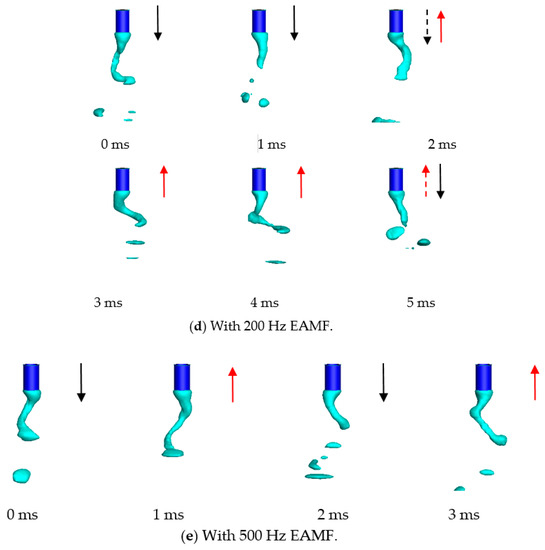{kind=link}
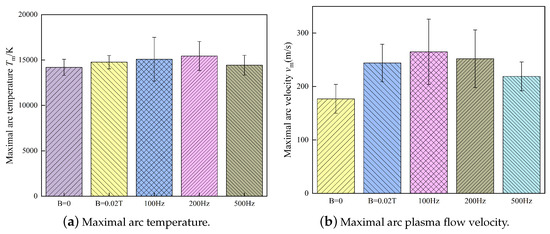{kind=link}
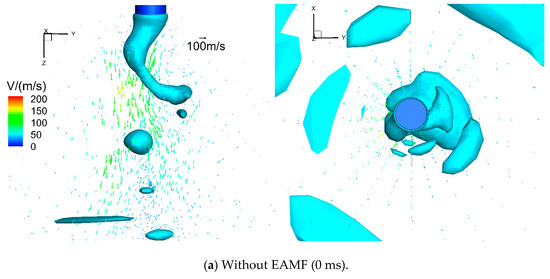{kind=link}
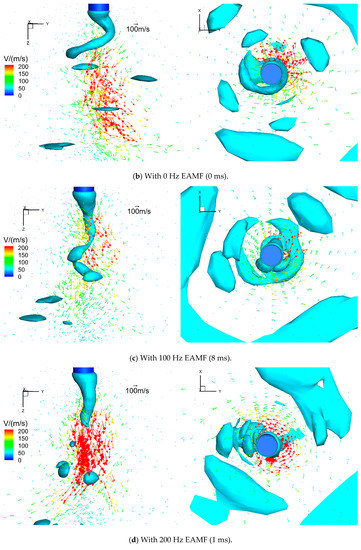{kind=link}
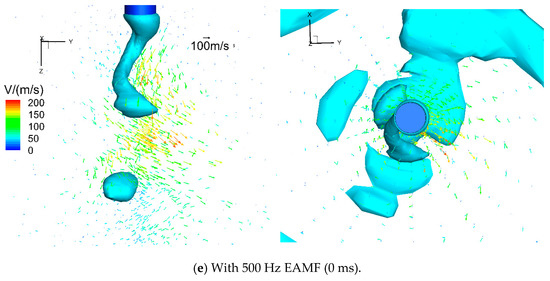{kind=link}
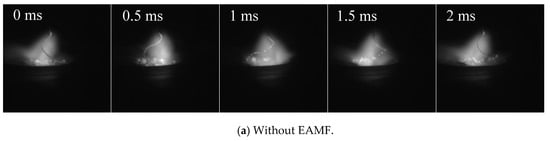{kind=link}
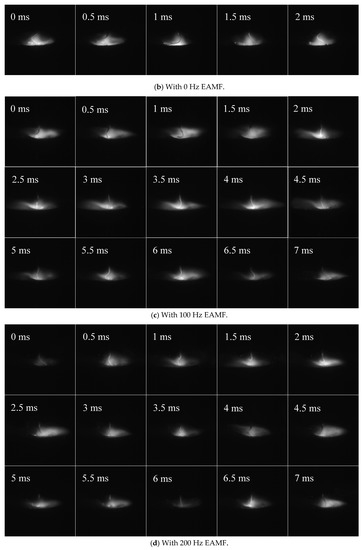{kind=link}
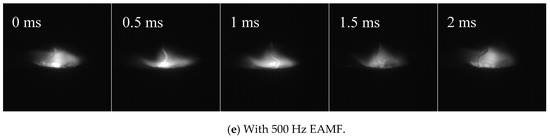{kind=link}
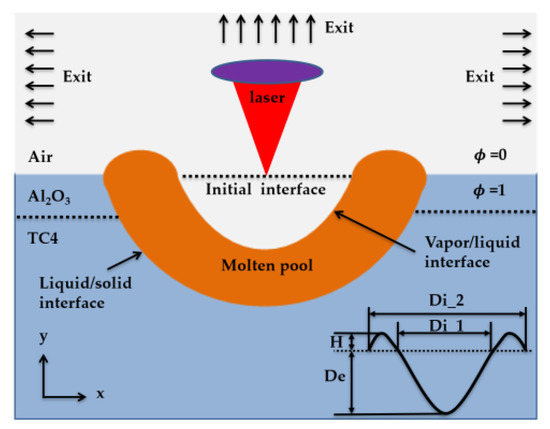{kind=link}
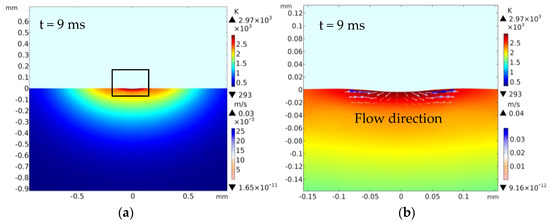{kind=link}
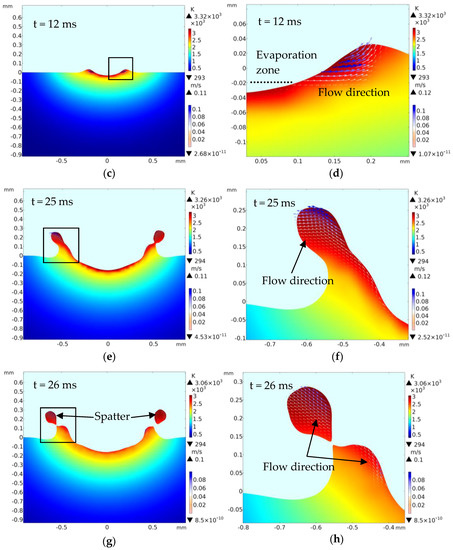{kind=link}
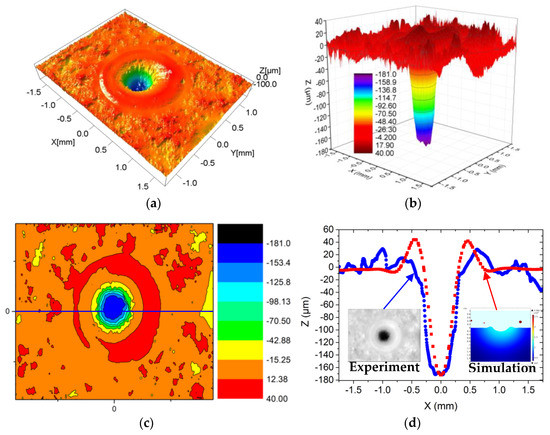{kind=link}
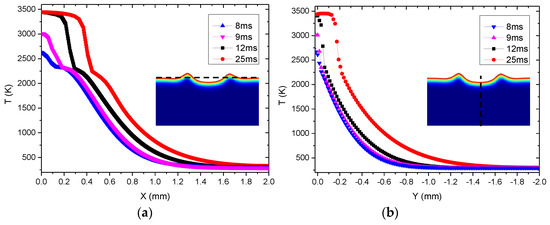{kind=link}
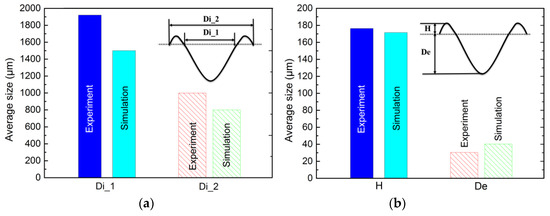{kind=link}
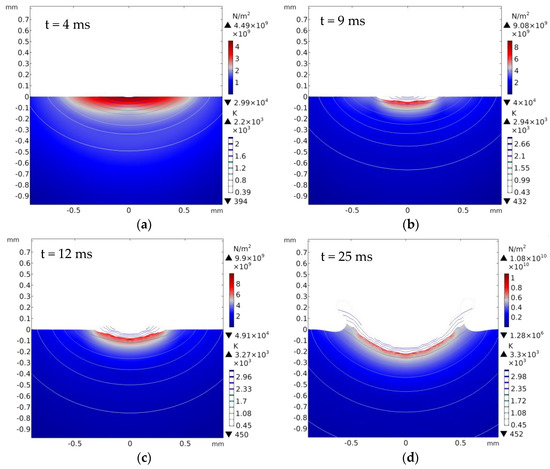{kind=link}
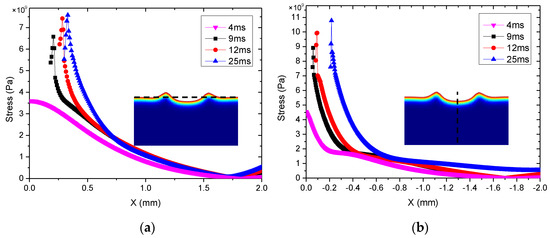{kind=link}
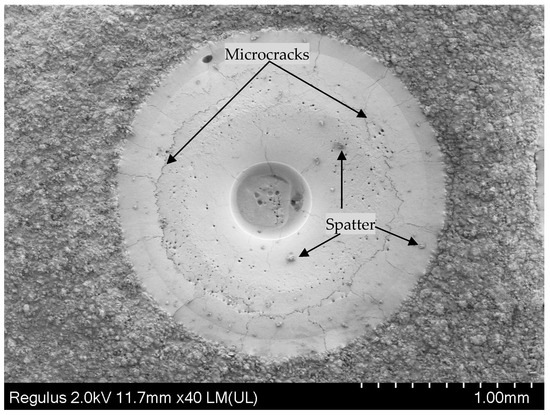{kind=link}
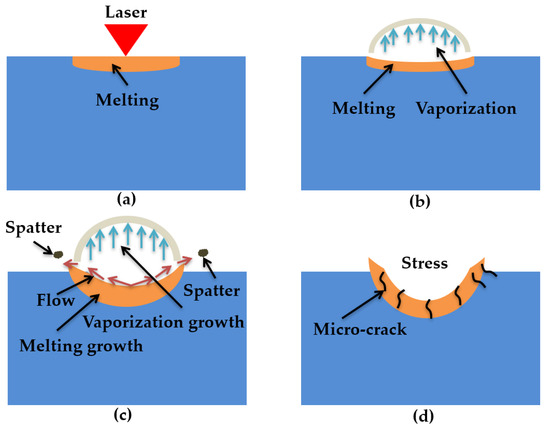{kind=link}
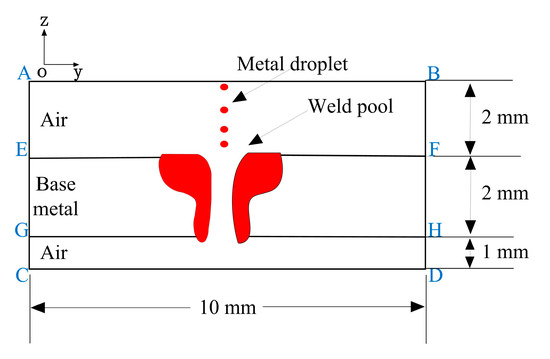{kind=link}
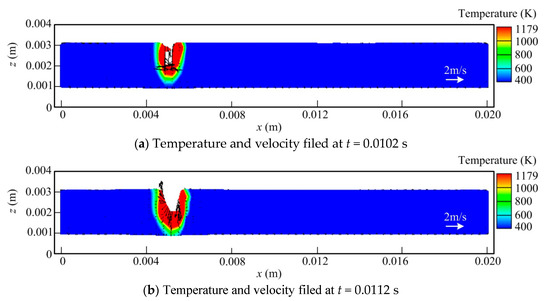{kind=link}
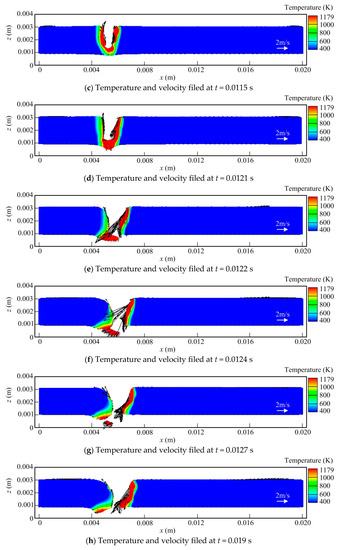{kind=link}
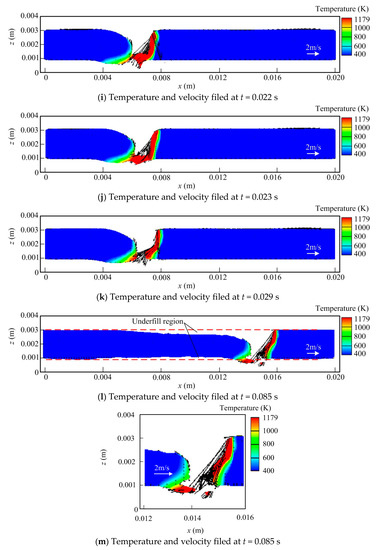{kind=link}
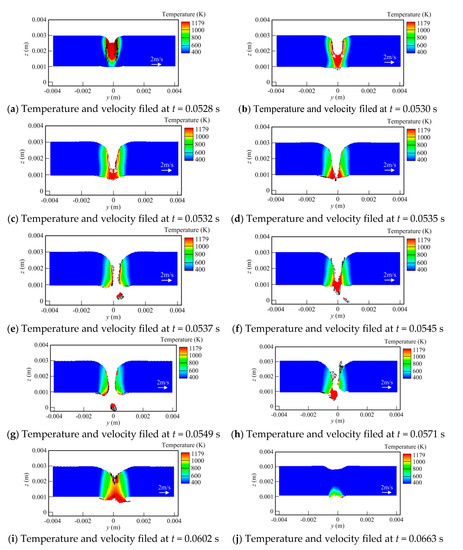{kind=link}
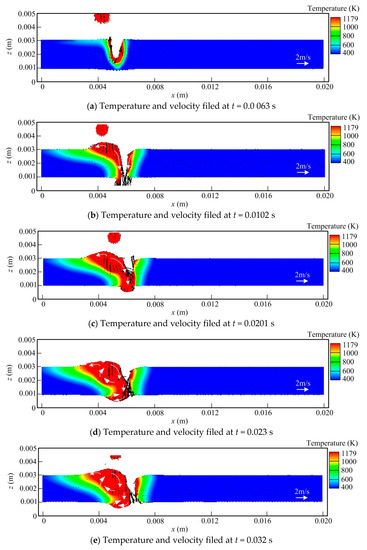{kind=link}
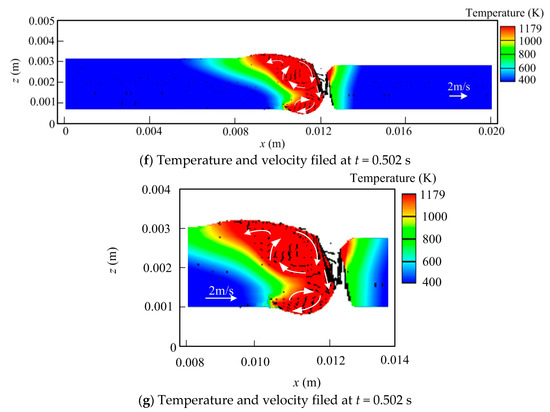{kind=link}
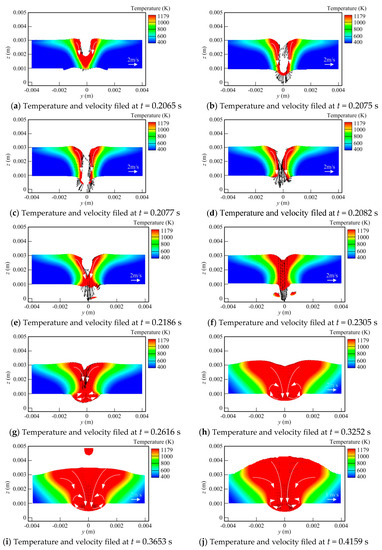{kind=link}
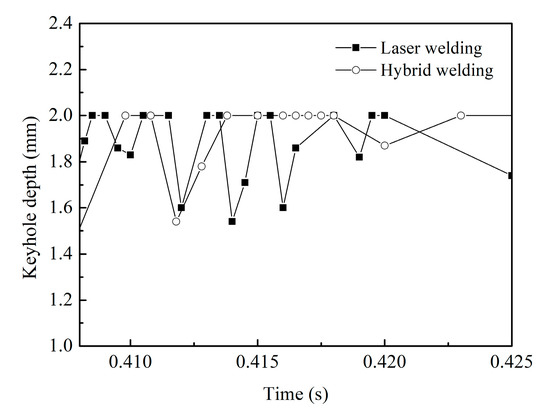{kind=link}
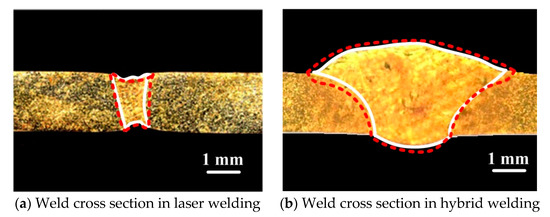{kind=link}
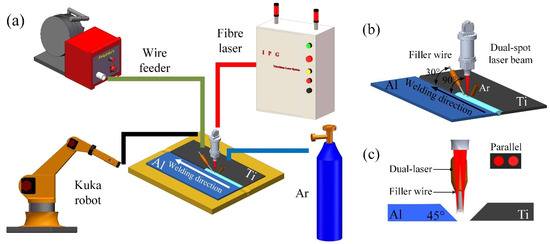{kind=link}
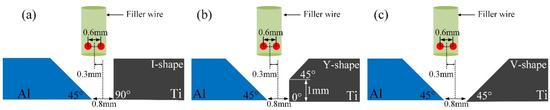{kind=link}
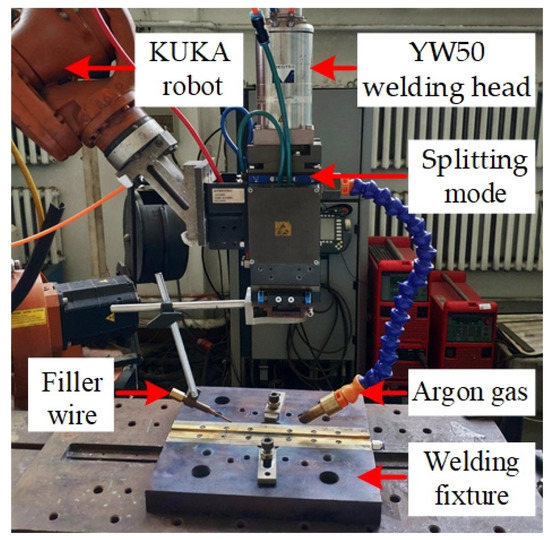{kind=link}
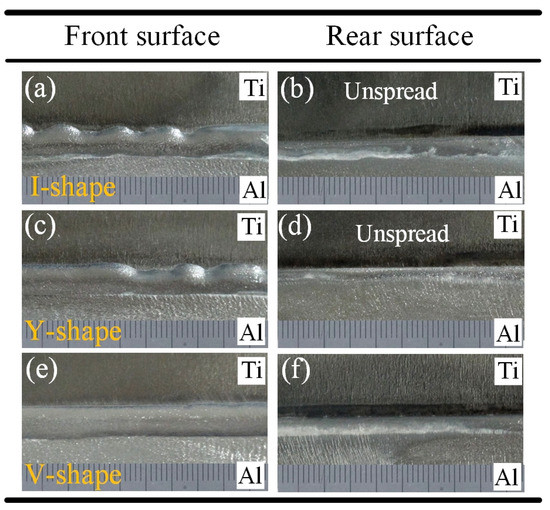{kind=link}
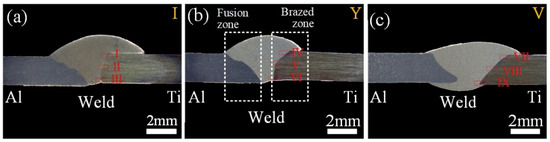{kind=link}
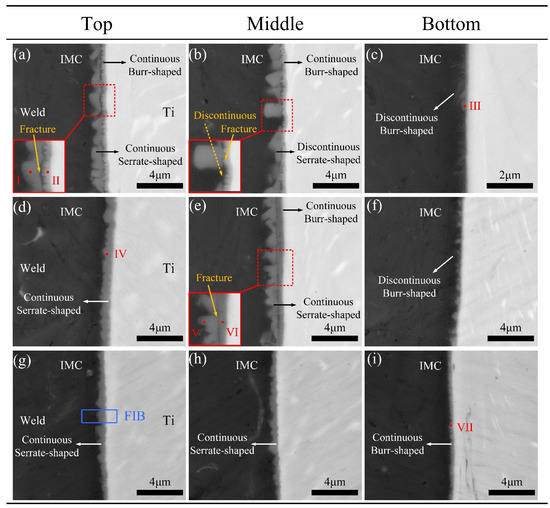{kind=link}
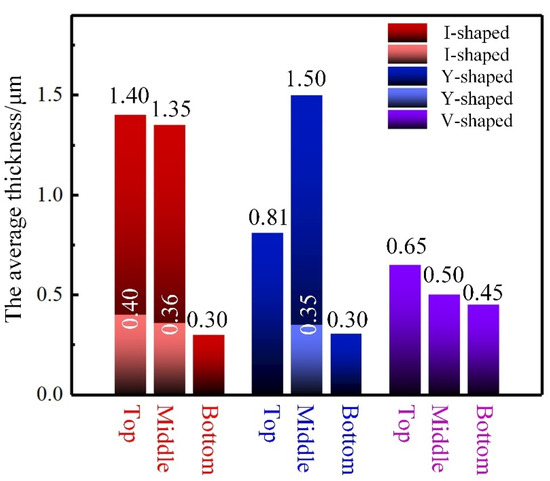{kind=link}
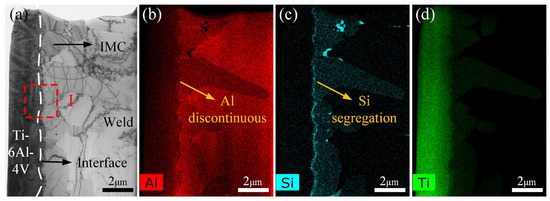{kind=link}
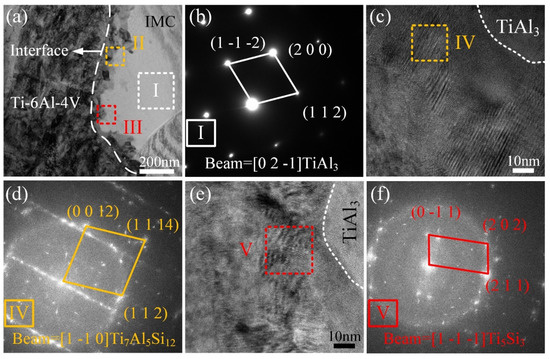{kind=link}
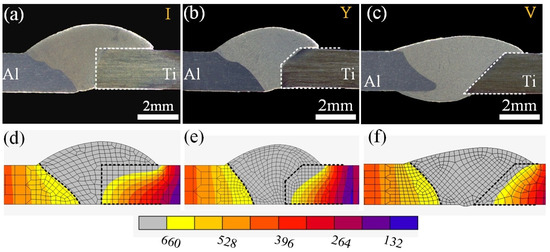{kind=link}
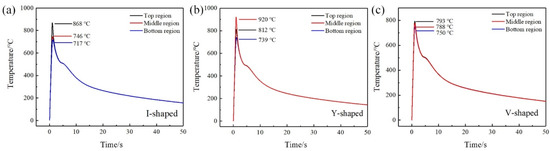{kind=link}
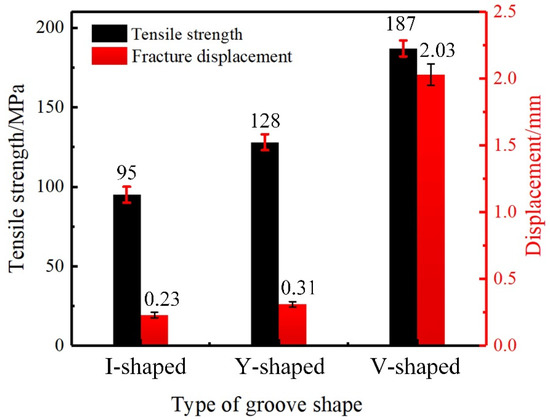{kind=link}
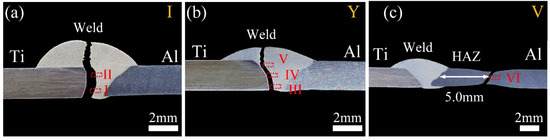{kind=link}
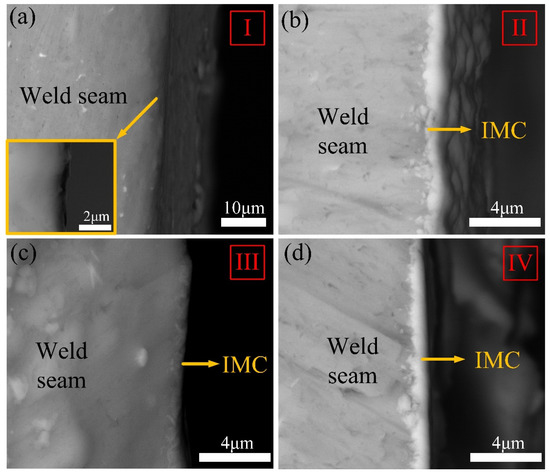{kind=link}
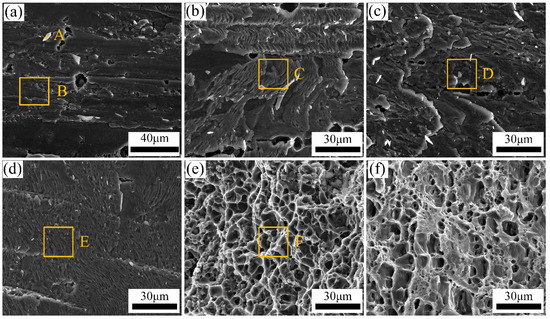{kind=link}
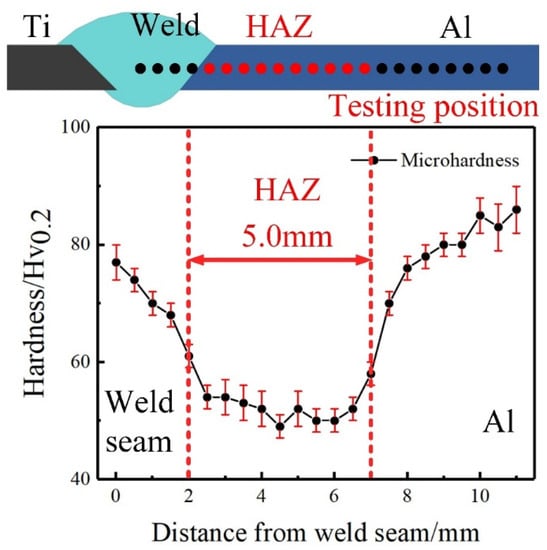{kind=link}
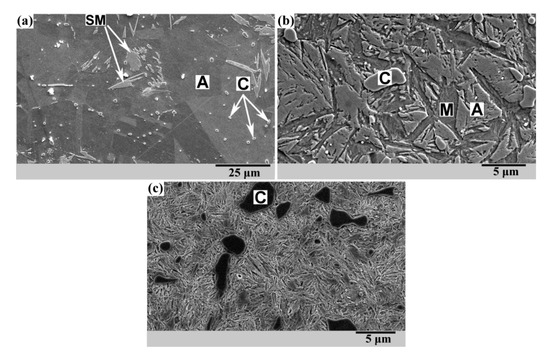{kind=link}
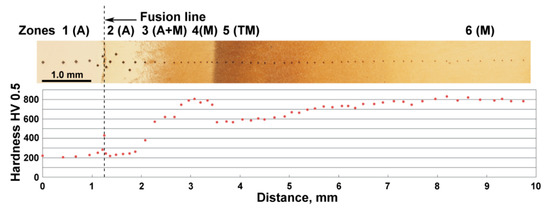{kind=link}
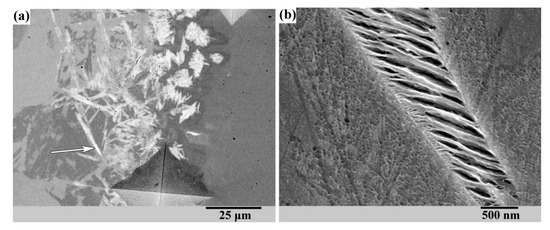{kind=link}
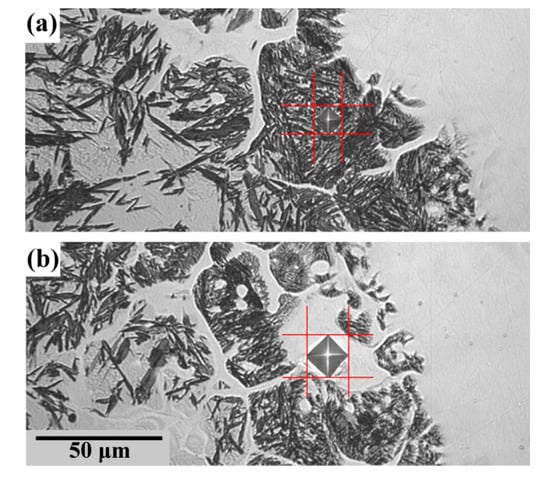{kind=link}
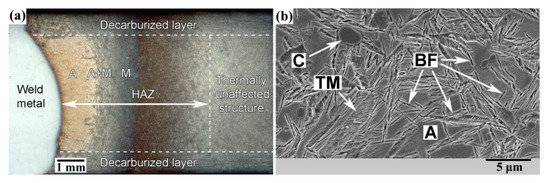{kind=link}
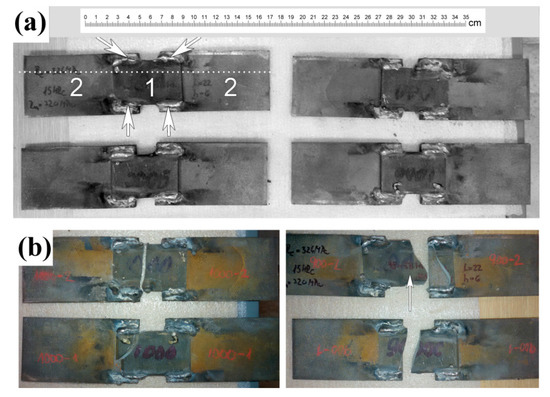{kind=link}
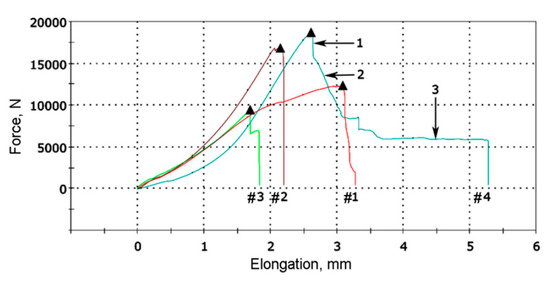{kind=link}
{kind=link}
{kind=link}
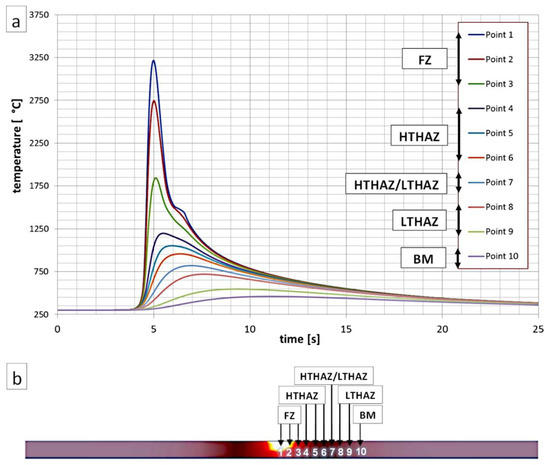{kind=link}
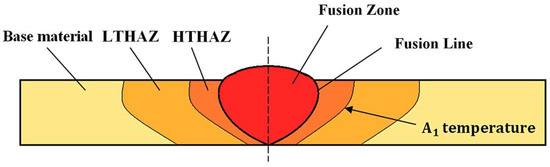{kind=link}
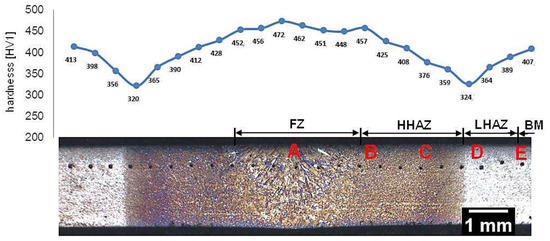{kind=link}
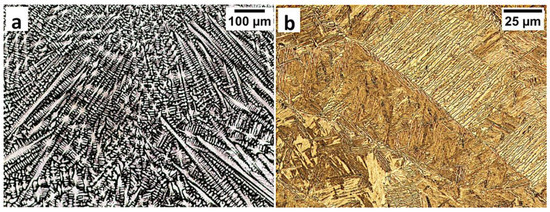{kind=link}
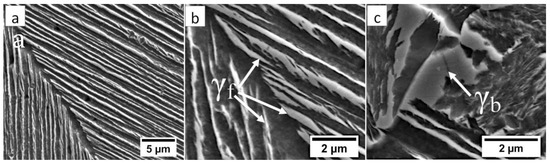{kind=link}
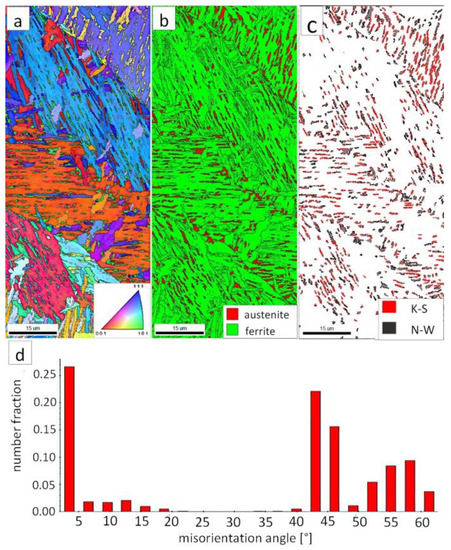{kind=link}
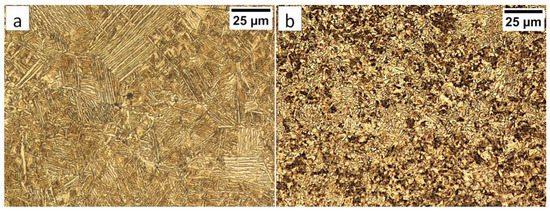{kind=link}
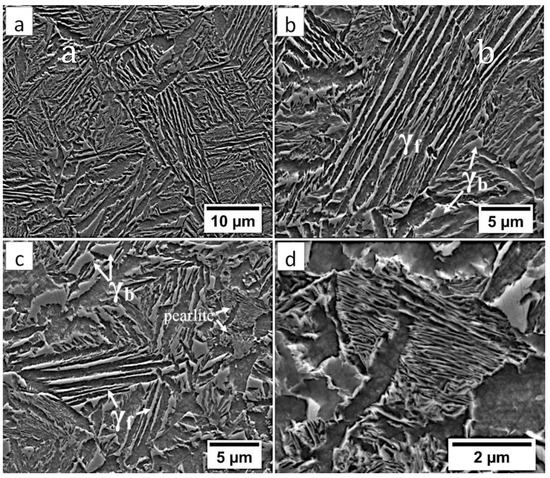{kind=link}
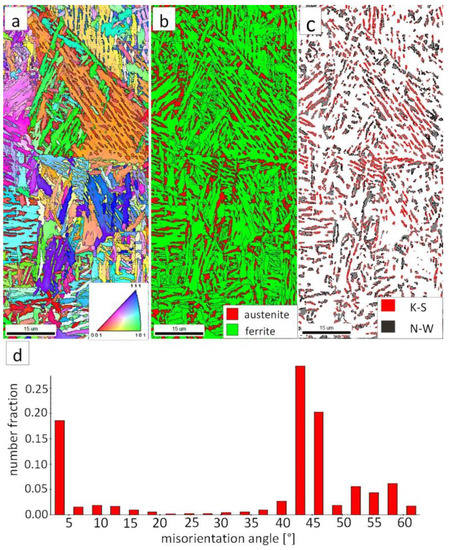{kind=link}
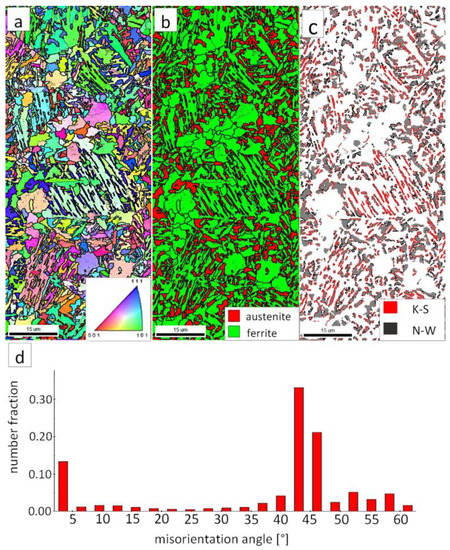{kind=link}
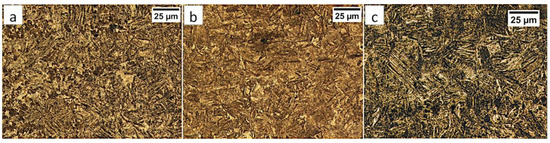{kind=link}
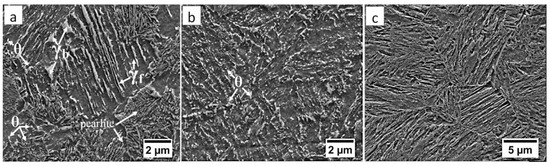{kind=link}
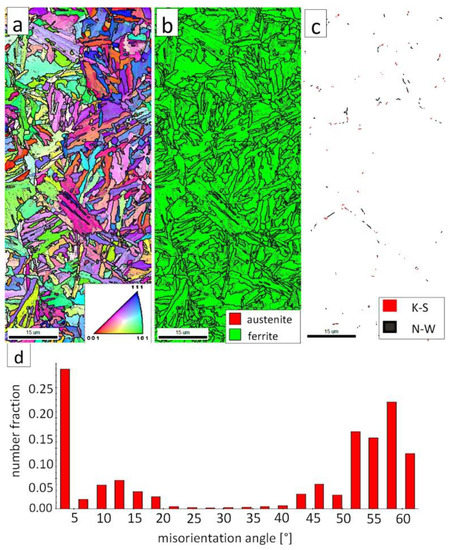{kind=link}
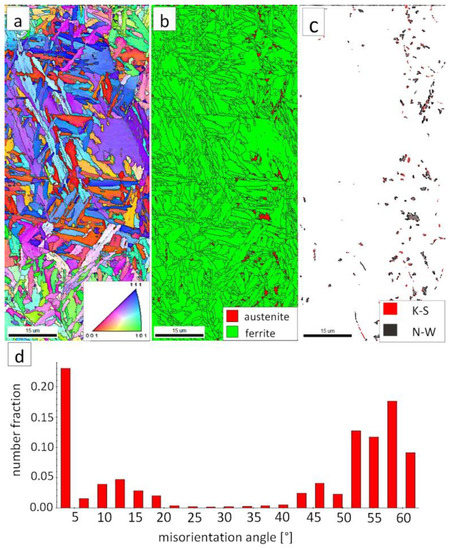{kind=link}
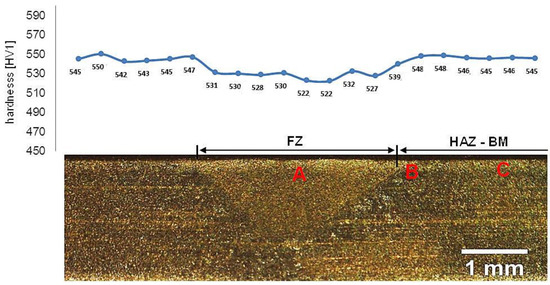{kind=link}
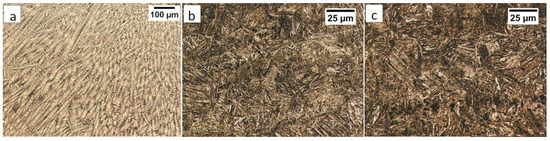{kind=link}
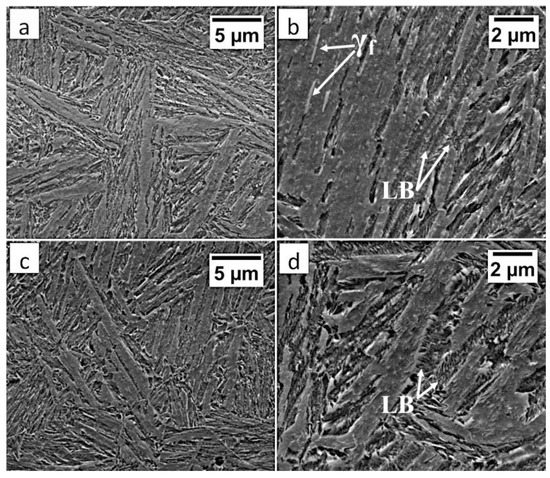{kind=link}
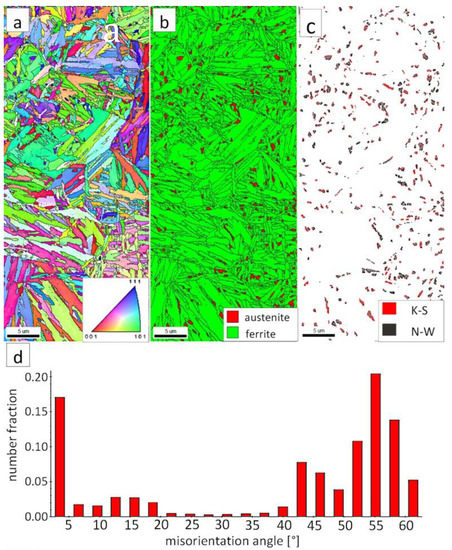{kind=link}
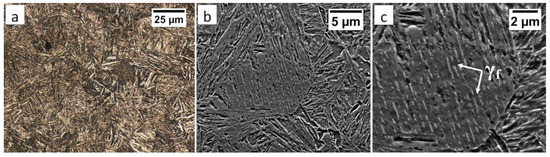{kind=link}
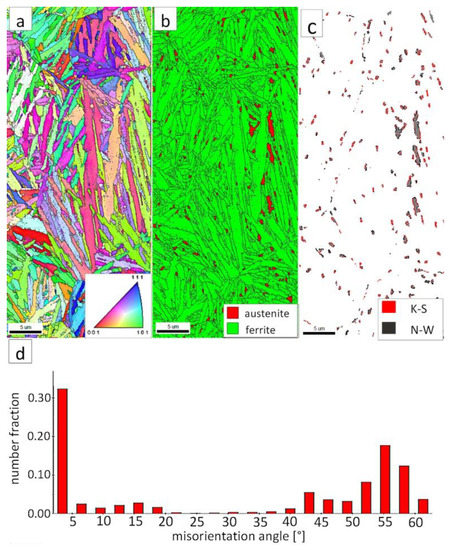{kind=link}
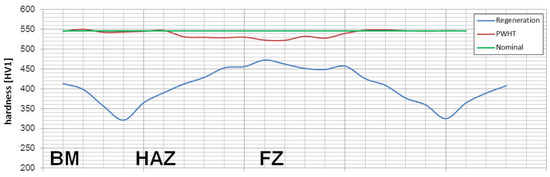{kind=link}
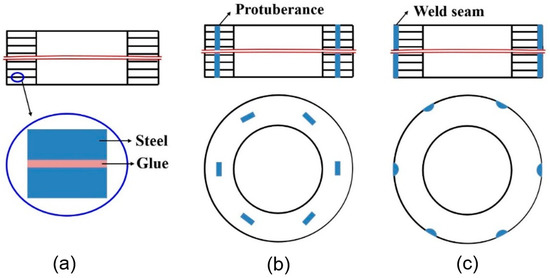{kind=link}
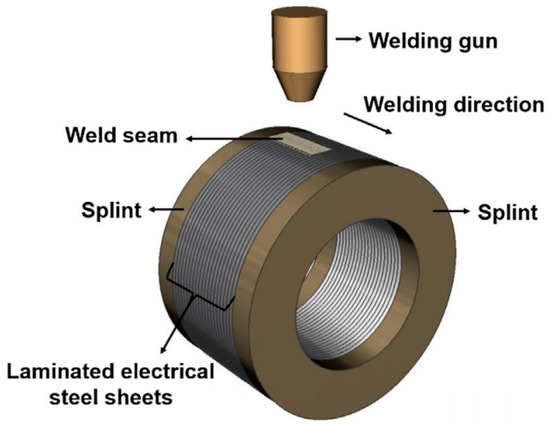{kind=link}
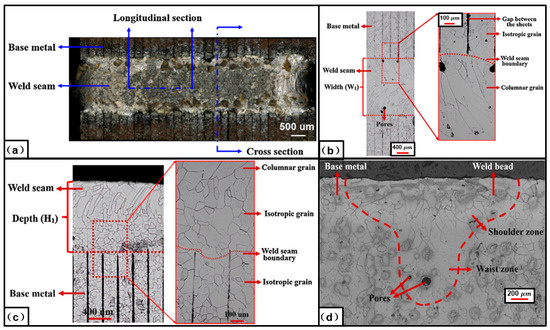{kind=link}
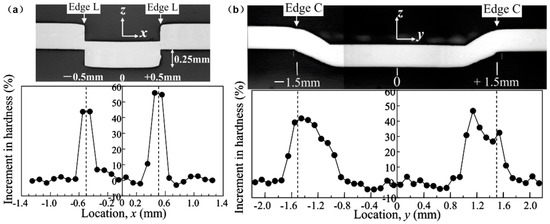{kind=link}
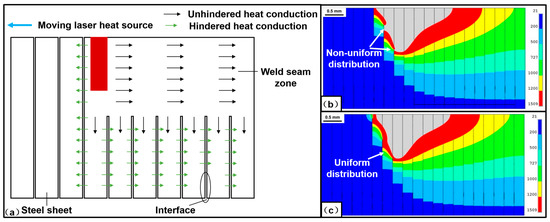{kind=link}
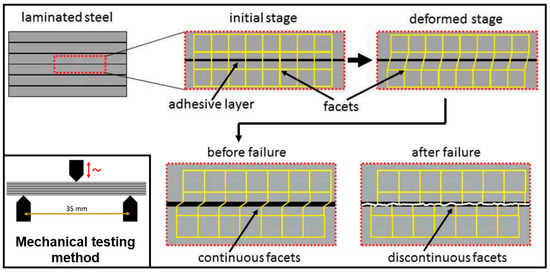{kind=link}
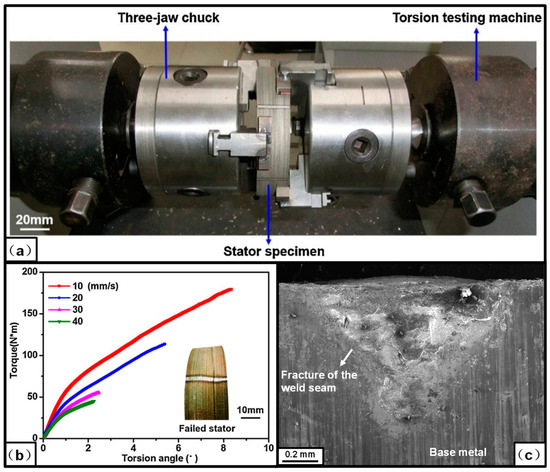{kind=link}
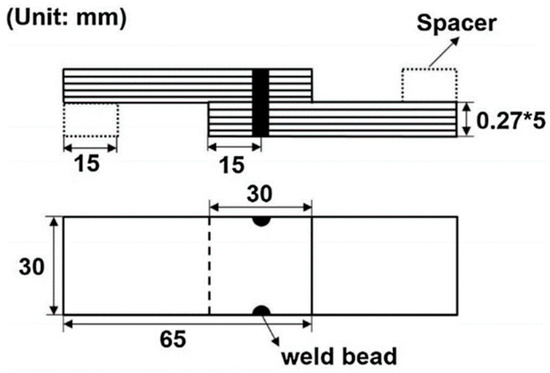{kind=link}
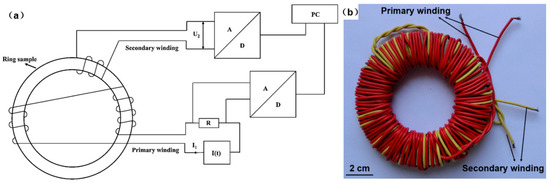{kind=link}
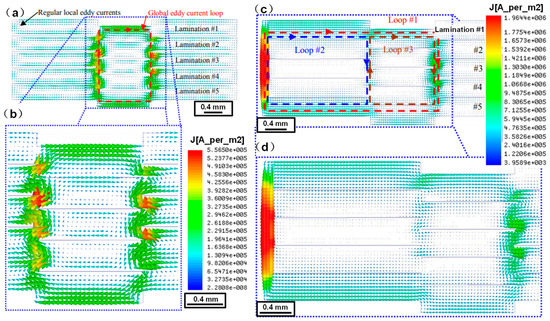{kind=link}
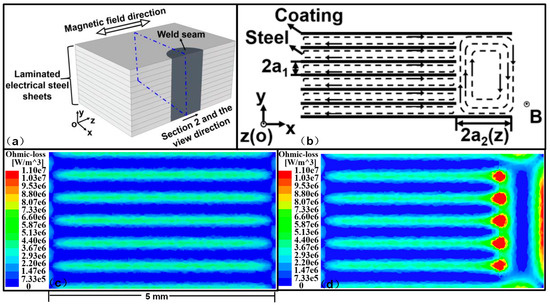{kind=link}
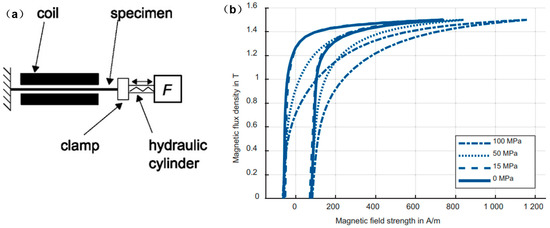{kind=link}
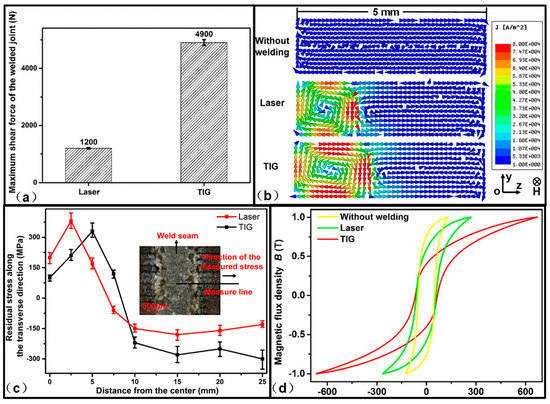{kind=link}
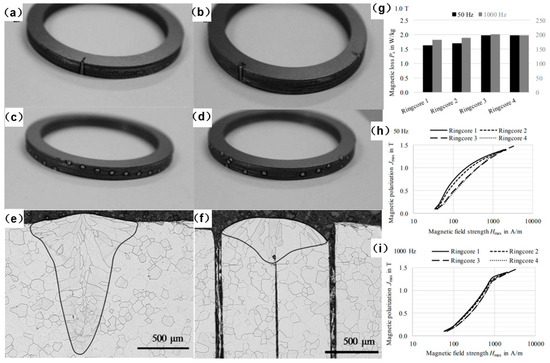{kind=link}
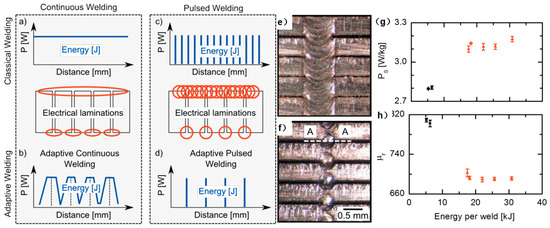{kind=link}
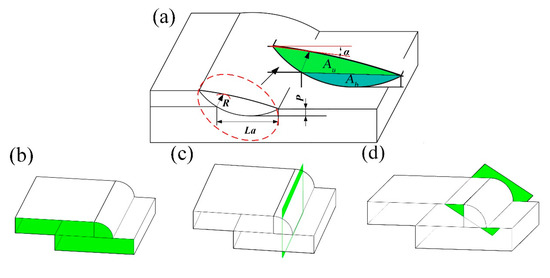{kind=link}
{kind=link}
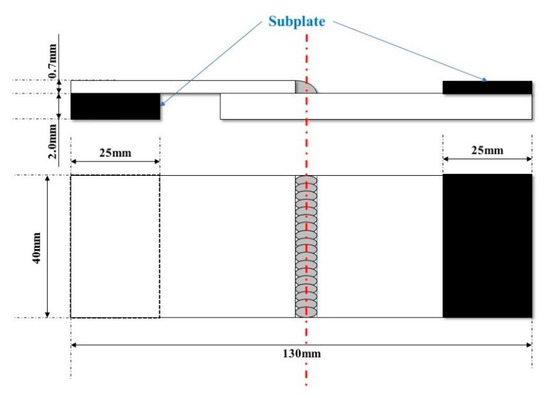{kind=link}
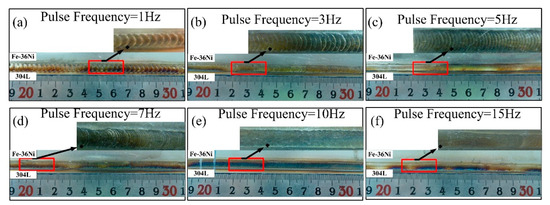{kind=link}
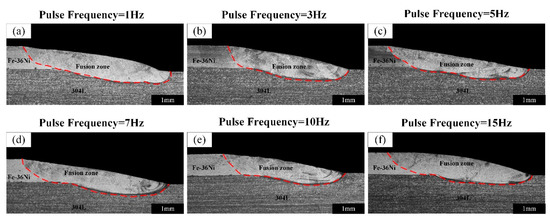{kind=link}
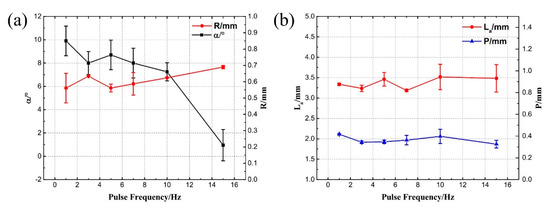{kind=link}
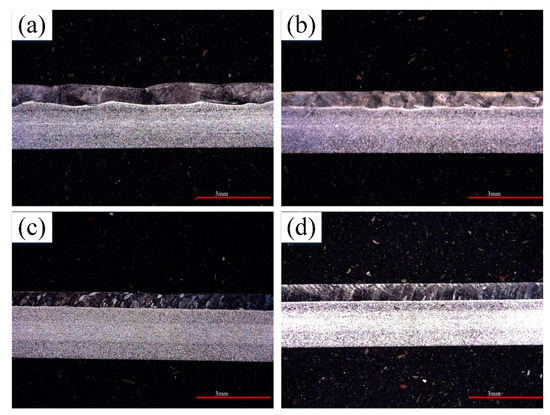{kind=link}
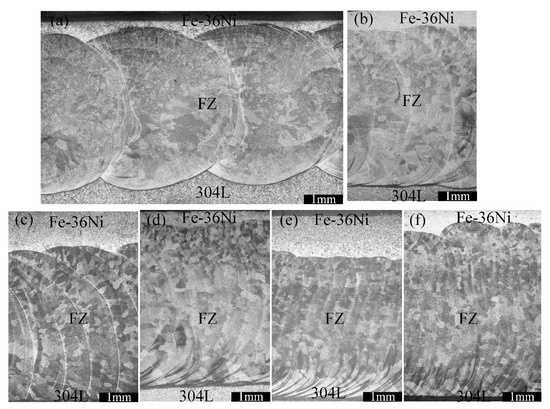{kind=link}
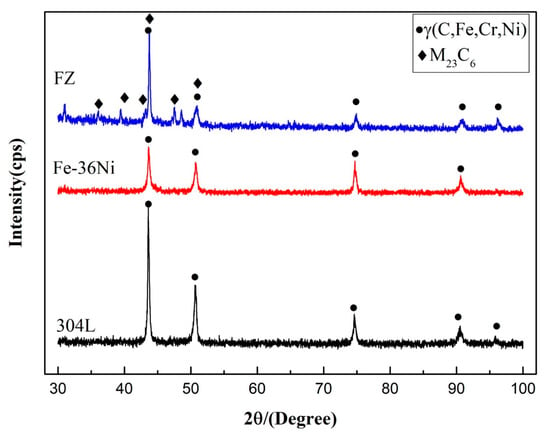{kind=link}
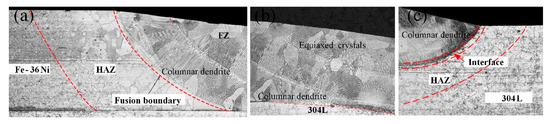{kind=link}
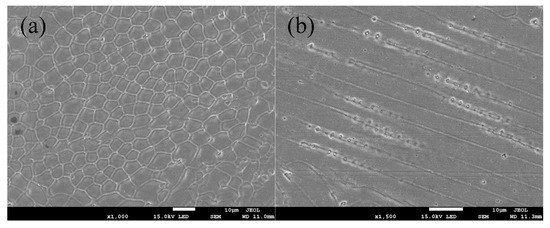{kind=link}
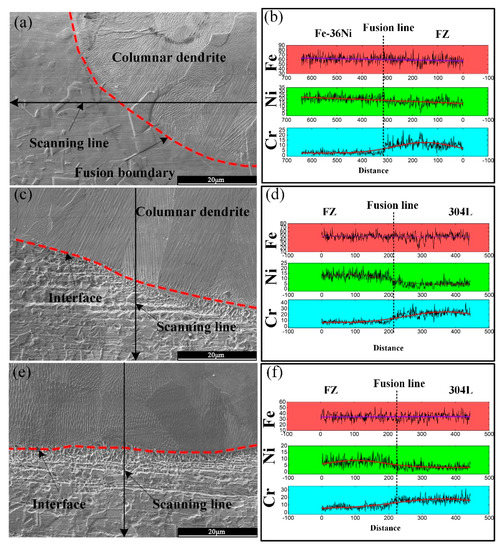{kind=link}
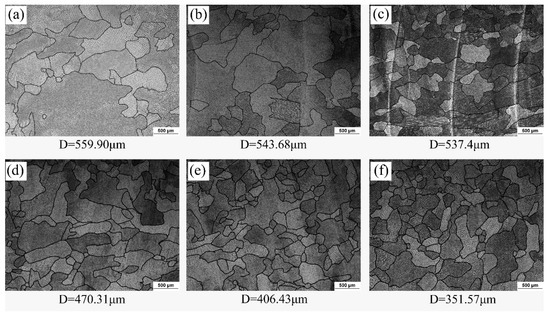{kind=link}
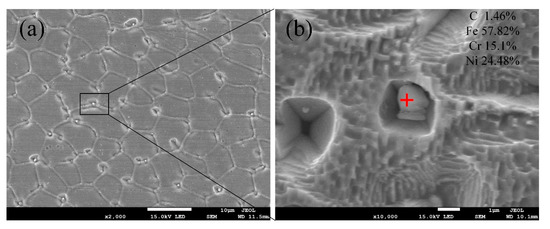{kind=link}
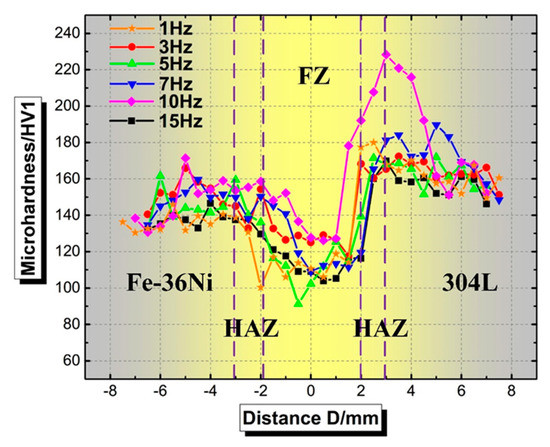{kind=link}
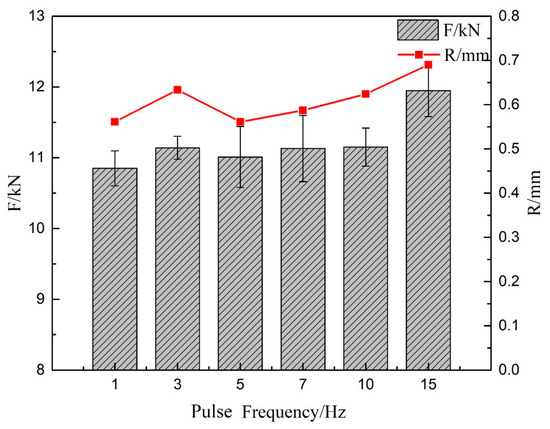{kind=link}
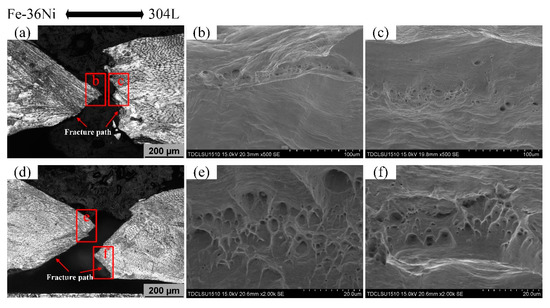{kind=link}
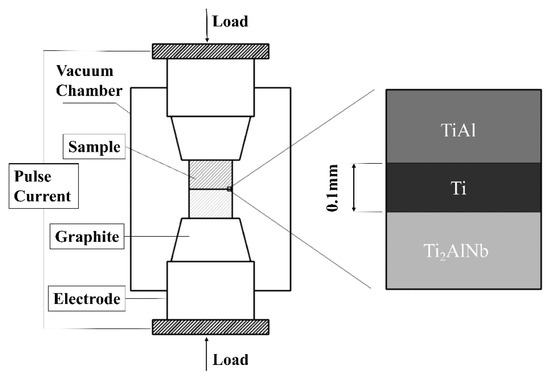{kind=link}
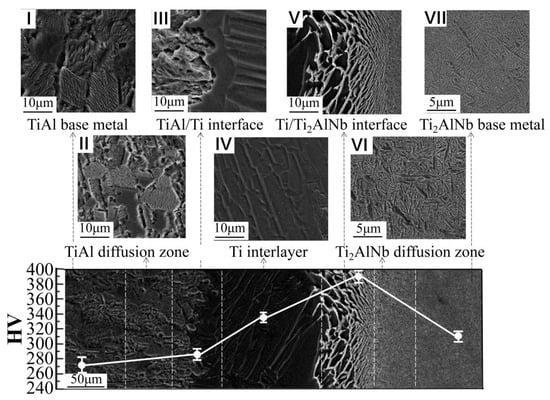{kind=link}
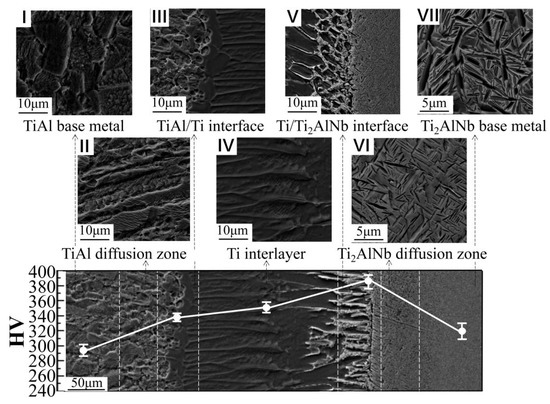{kind=link}
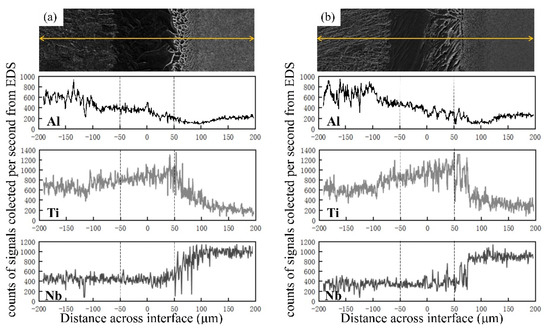{kind=link}
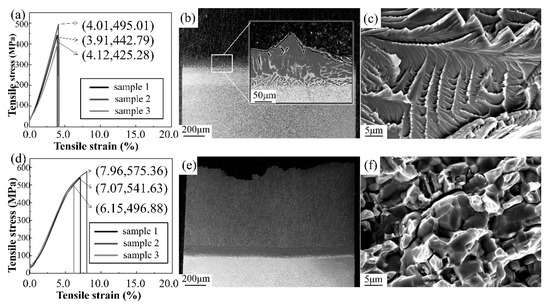{kind=link}
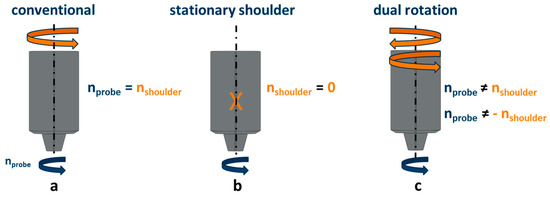{kind=link}
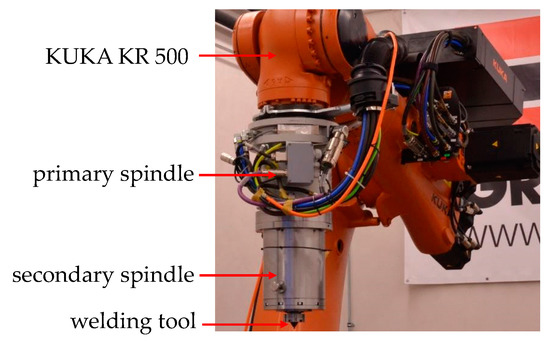{kind=link}
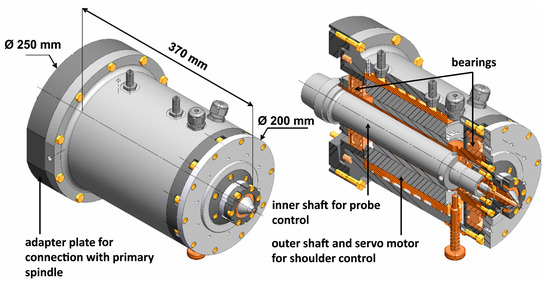{kind=link}
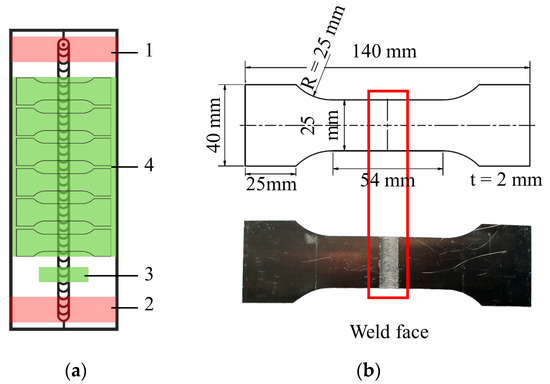{kind=link}
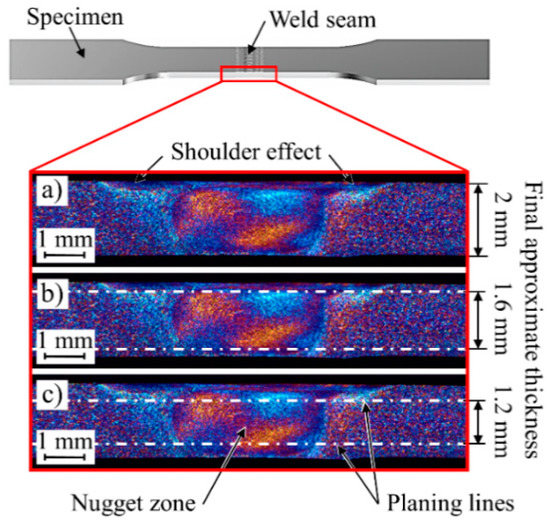{kind=link}
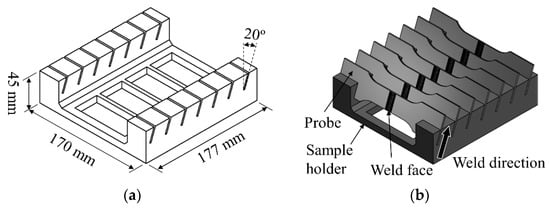{kind=link}
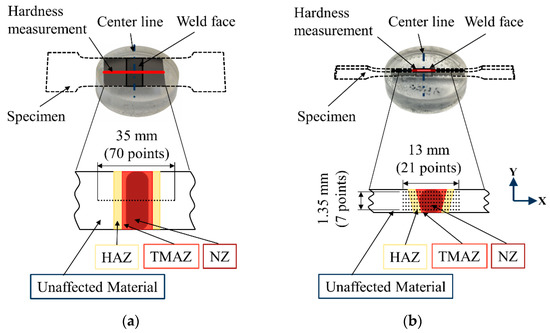{kind=link}
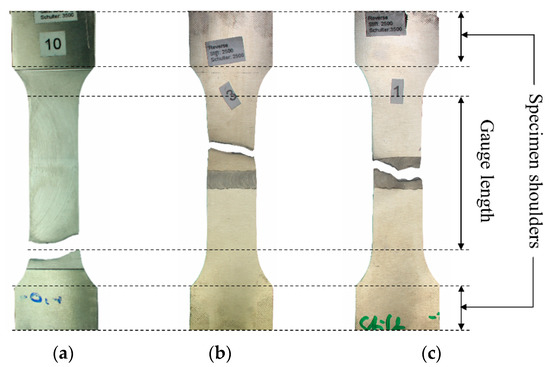{kind=link}
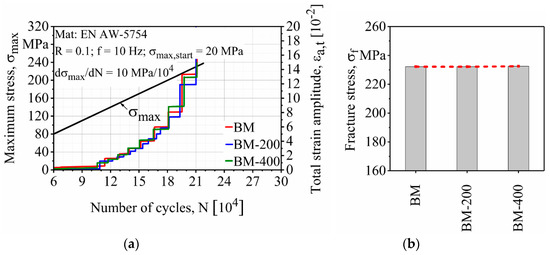{kind=link}
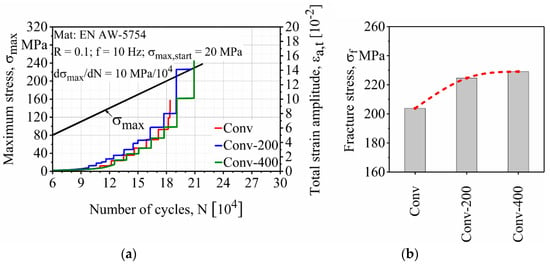{kind=link}
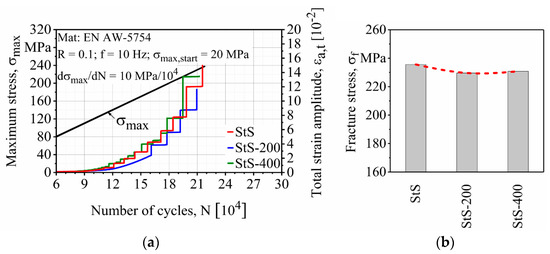{kind=link}
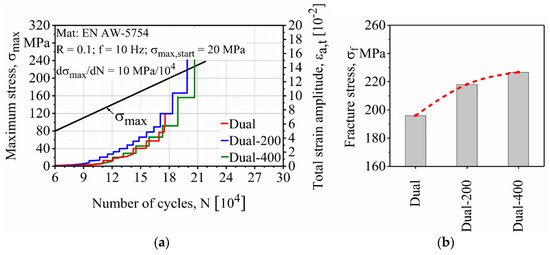{kind=link}
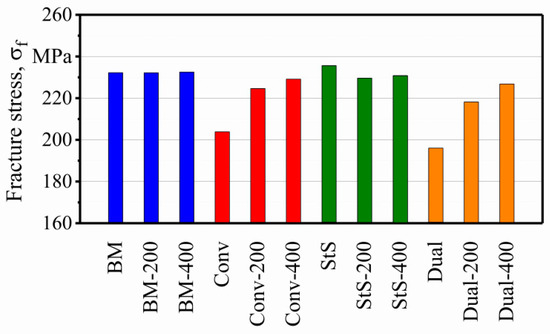{kind=link}
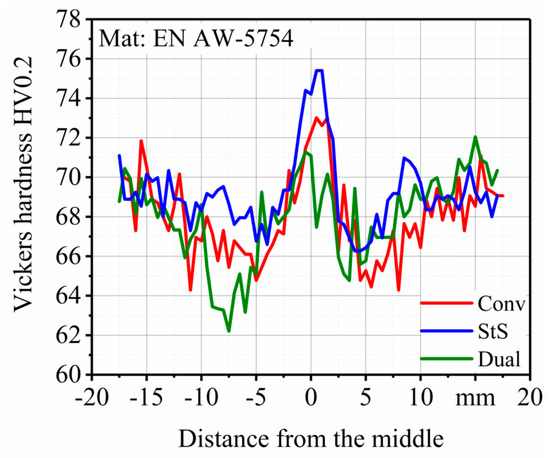{kind=link}
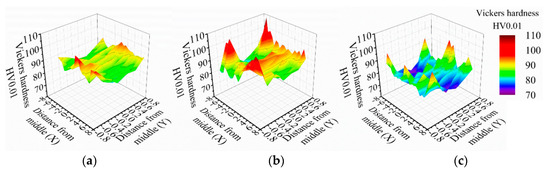{kind=link}
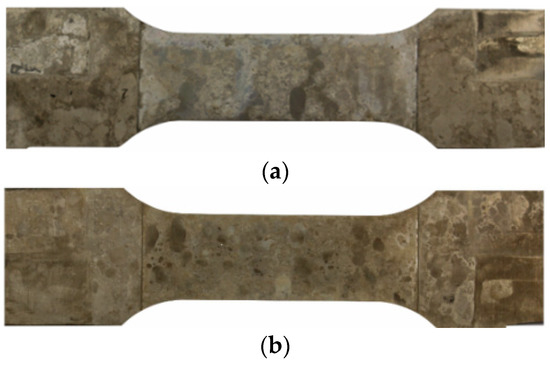{kind=link}
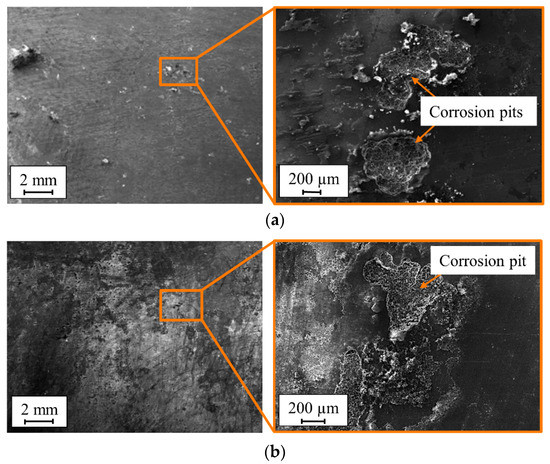{kind=link}
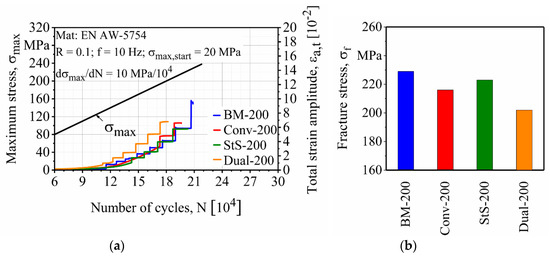{kind=link}
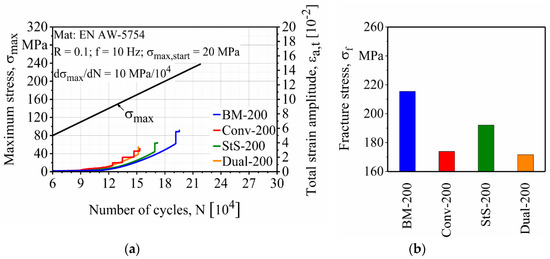{kind=link}
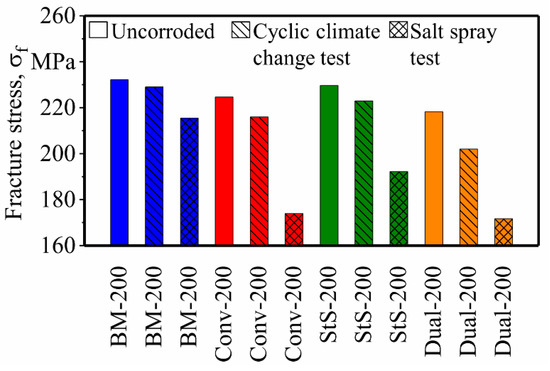{kind=link}
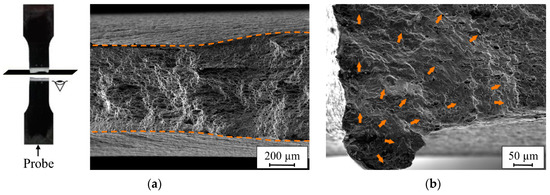{kind=link}
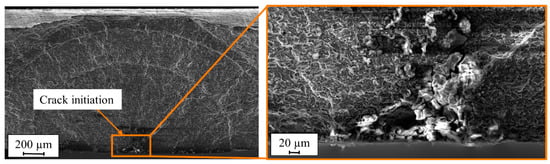{kind=link}
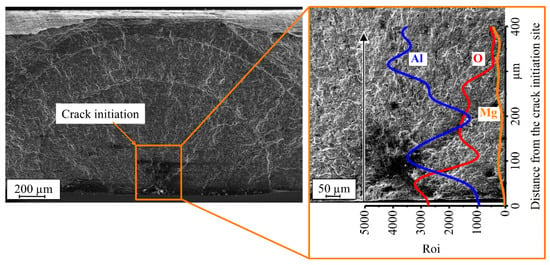{kind=link}
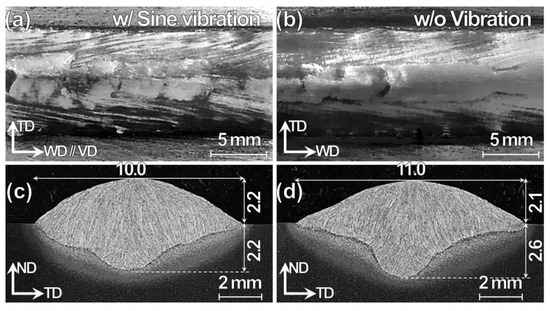{kind=link}
{kind=link}
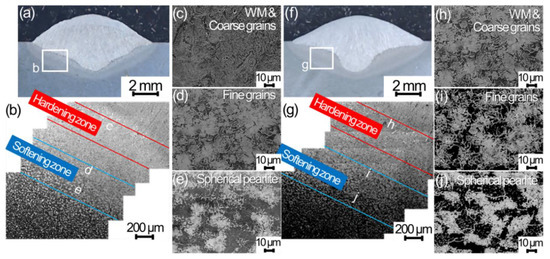{kind=link}
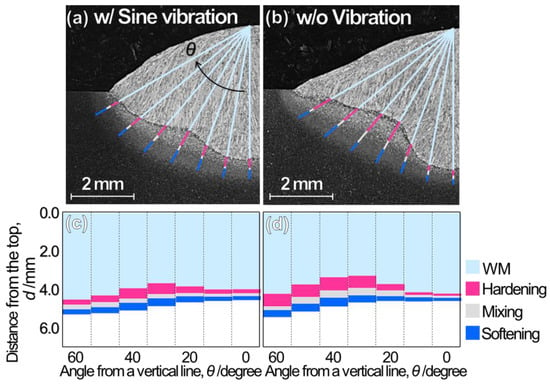{kind=link}
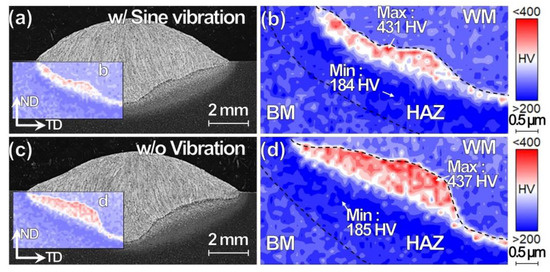{kind=link}
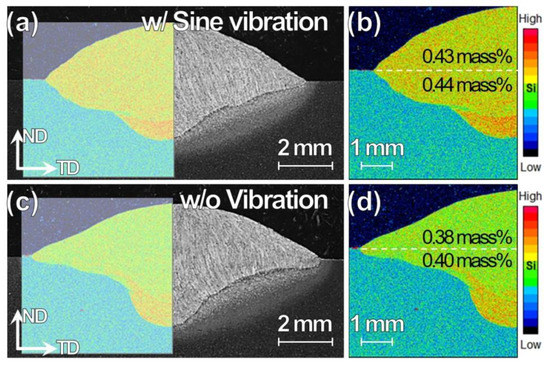{kind=link}
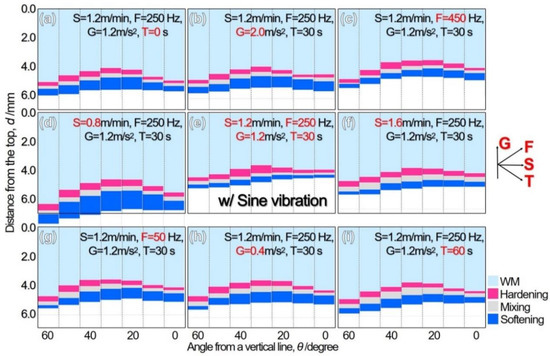{kind=link}
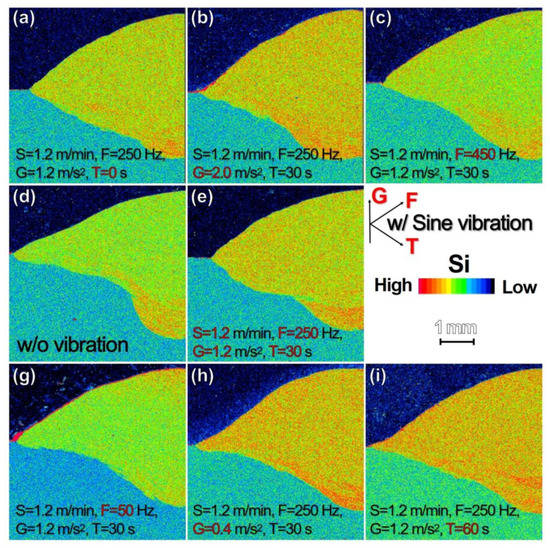{kind=link}
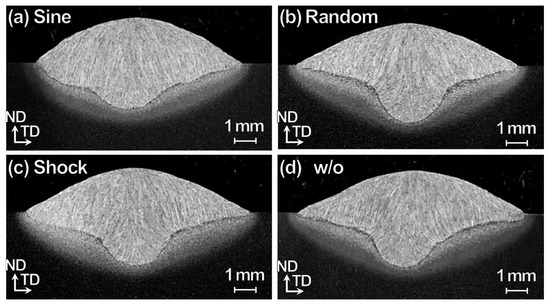{kind=link}
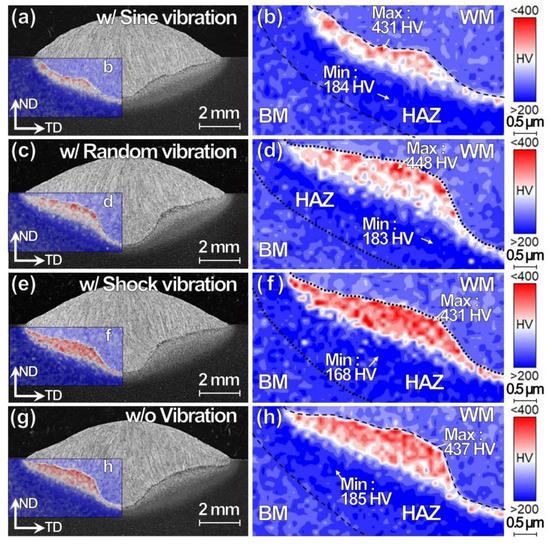{kind=link}
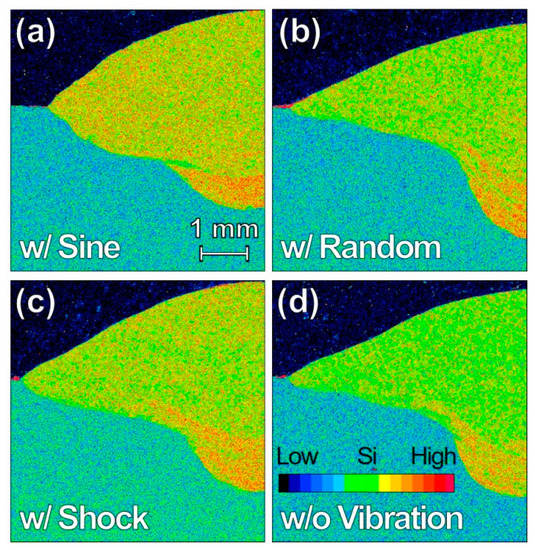{kind=link}
{kind=link}
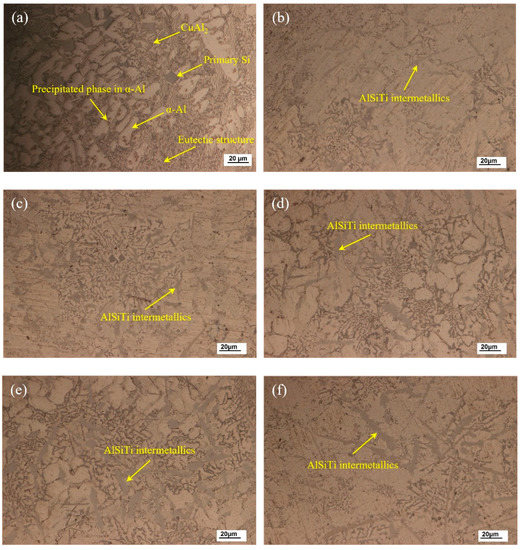{kind=link}
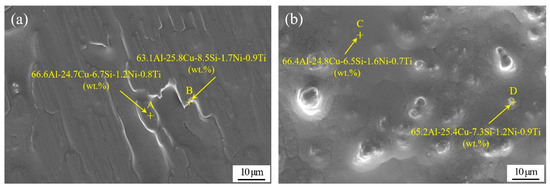{kind=link}
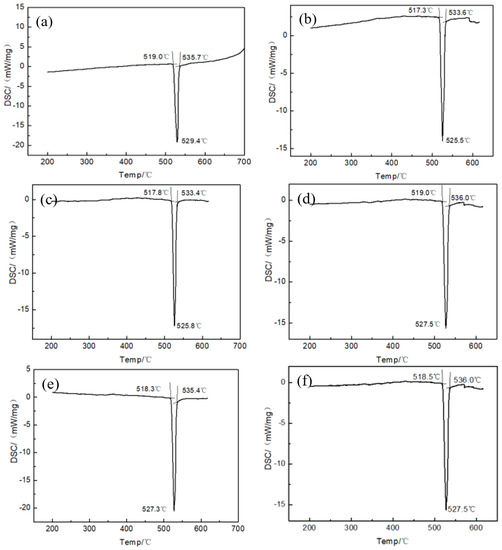{kind=link}
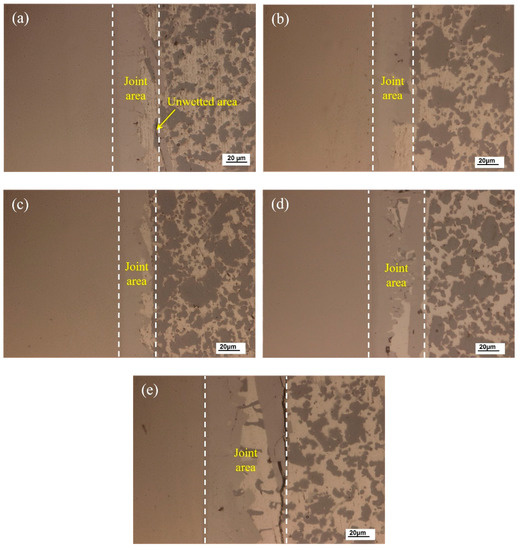{kind=link}
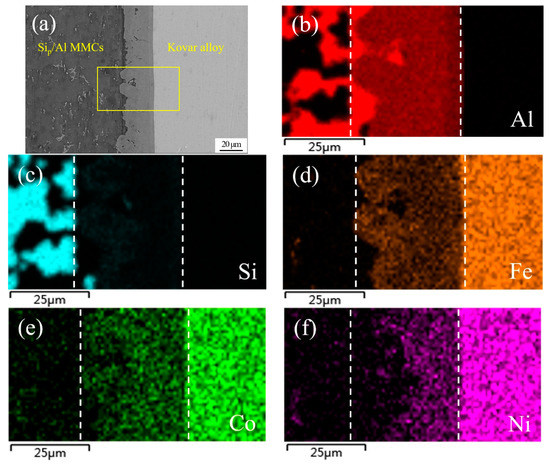{kind=link}
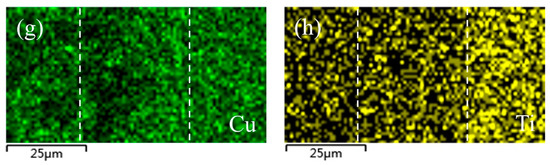{kind=link}
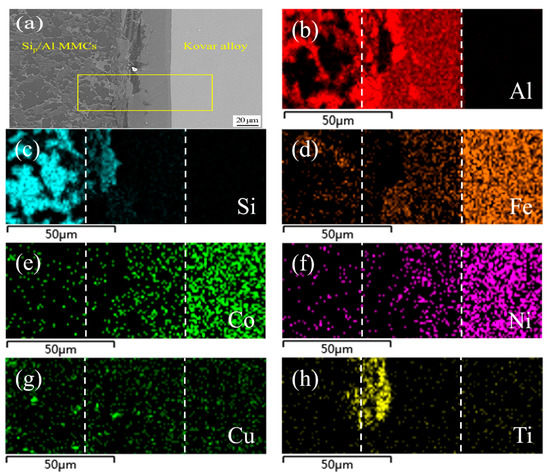{kind=link}
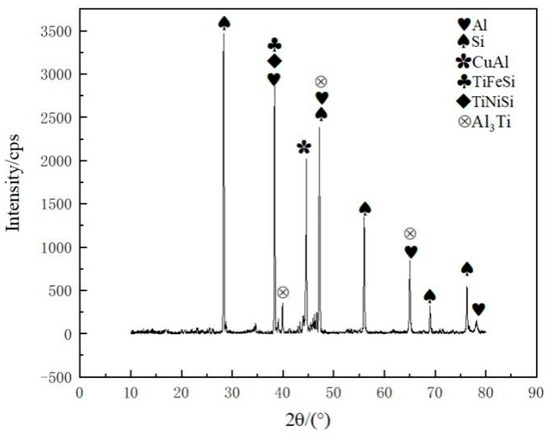{kind=link}
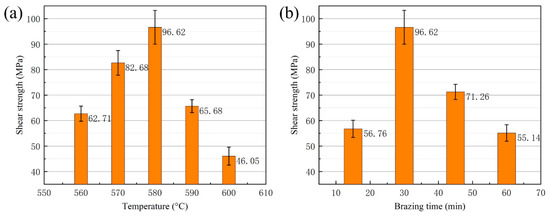{kind=link}
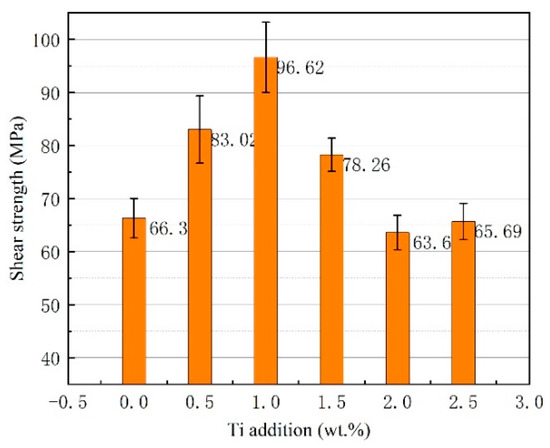{kind=link}
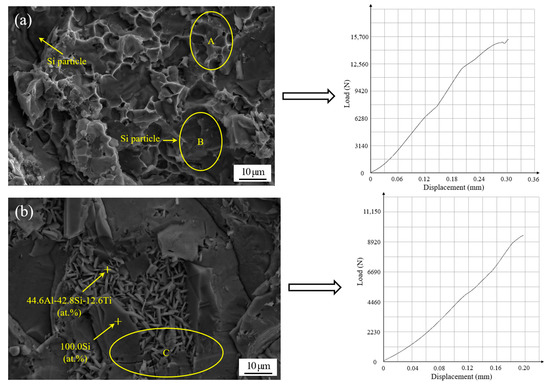{kind=link}
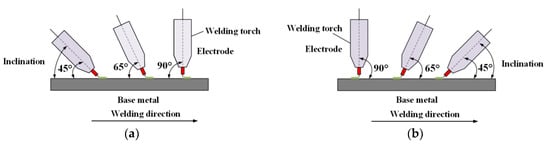{kind=link}
{kind=link}
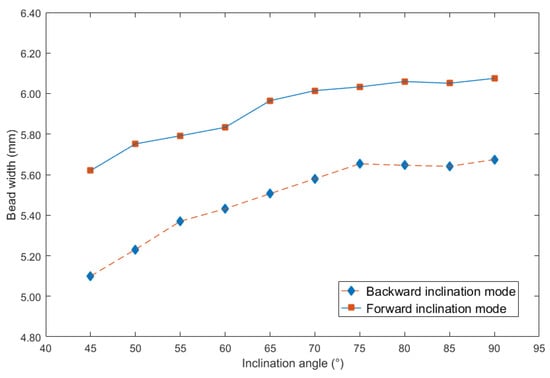{kind=link}
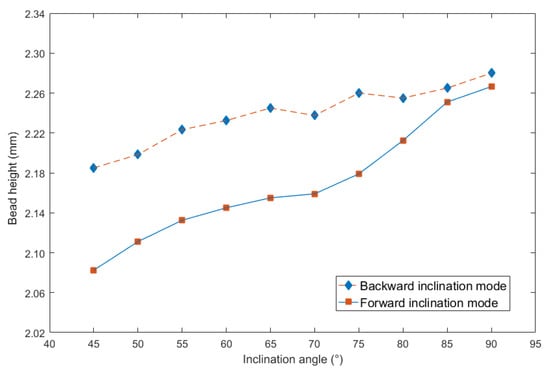{kind=link}
{kind=link}
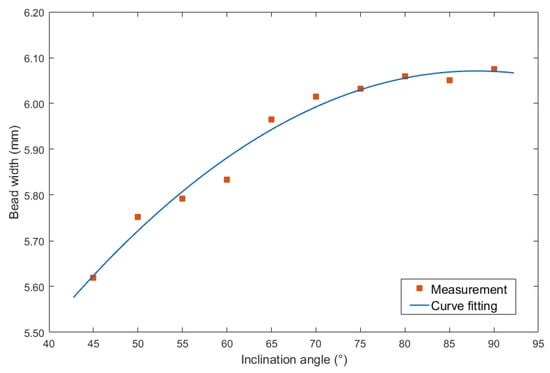{kind=link}
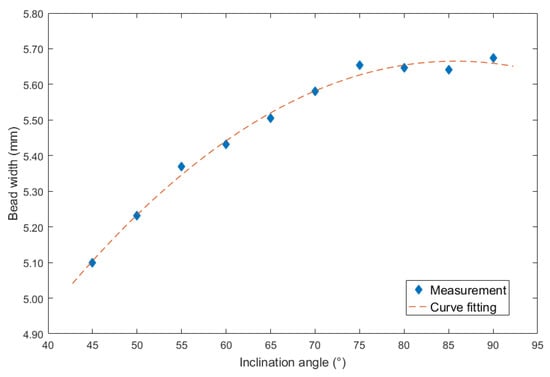{kind=link}
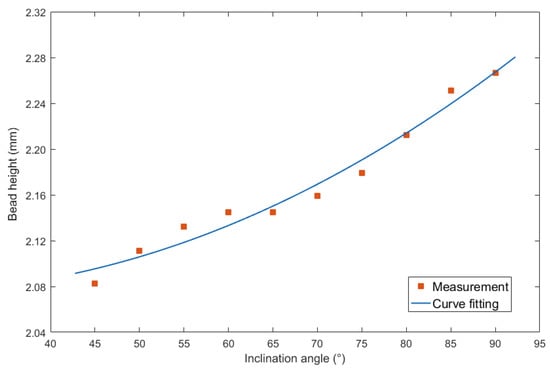{kind=link}
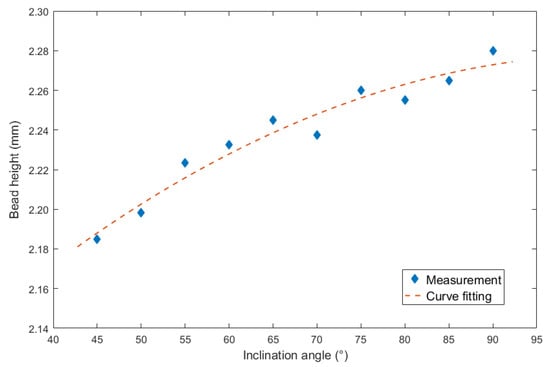{kind=link}
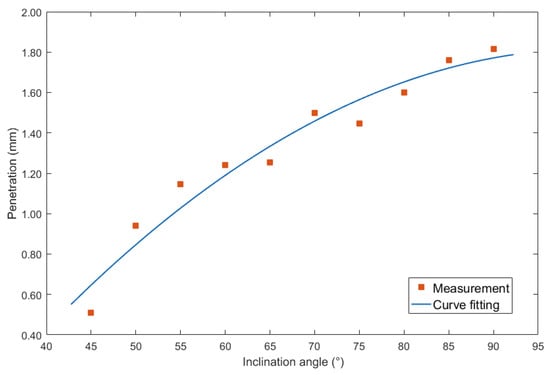{kind=link}
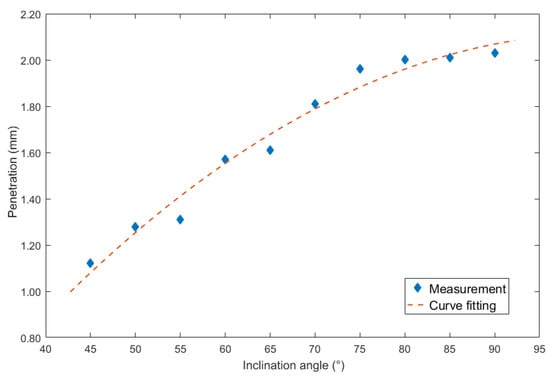{kind=link}
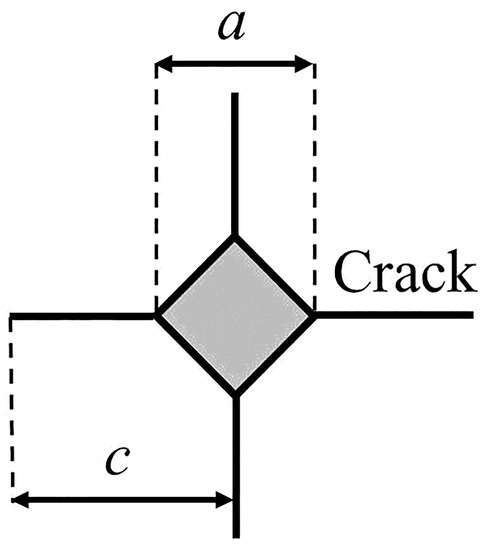{kind=link}
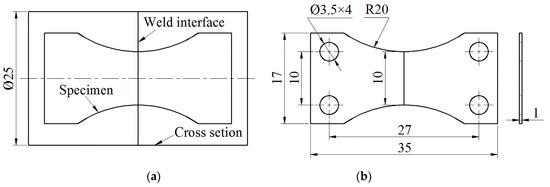{kind=link}
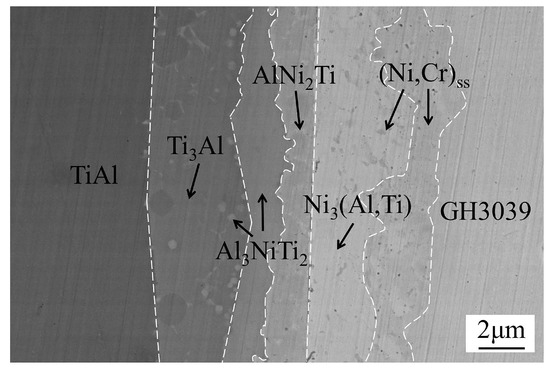{kind=link}
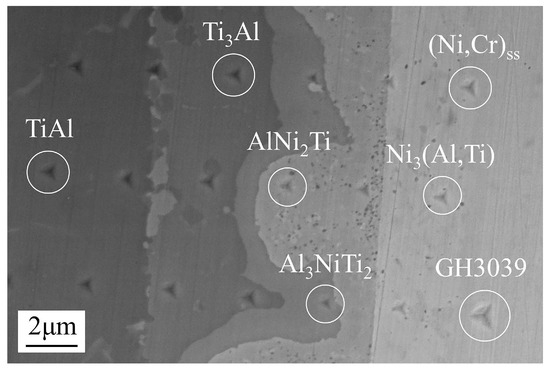{kind=link}
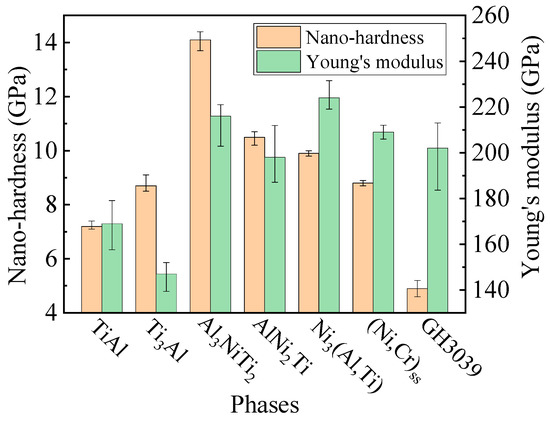{kind=link}
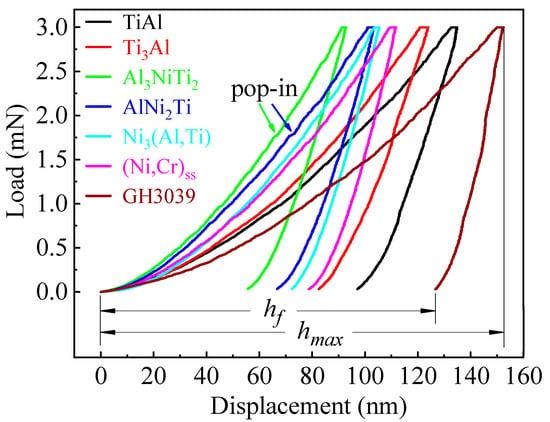{kind=link}
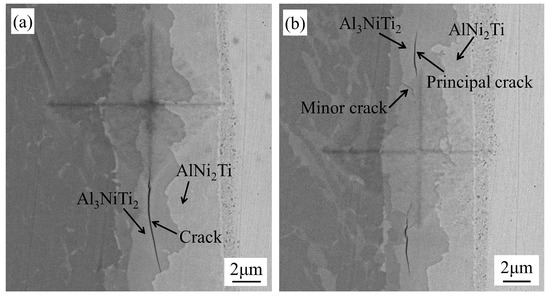{kind=link}
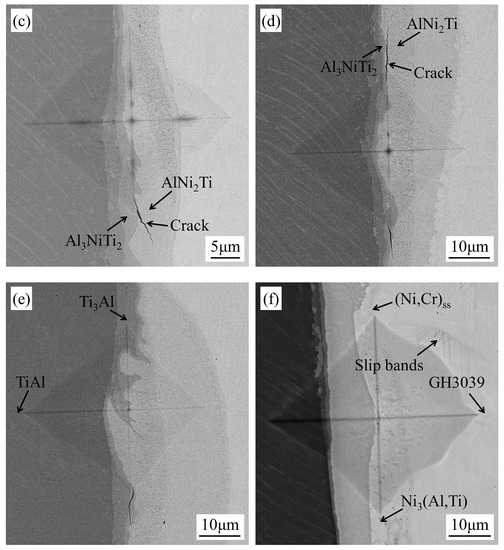{kind=link}
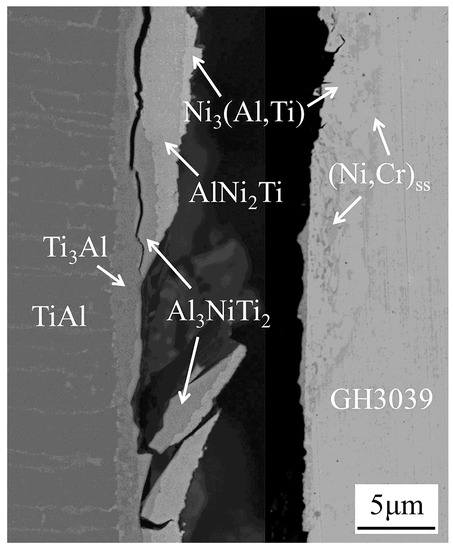{kind=link}
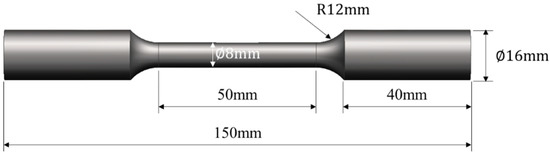{kind=link}
{kind=link}
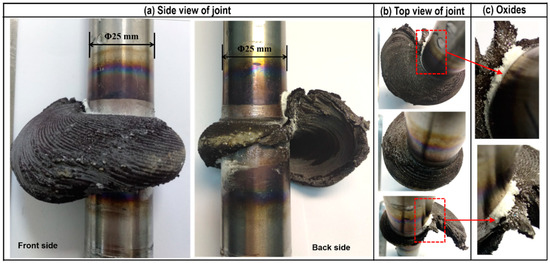{kind=link}
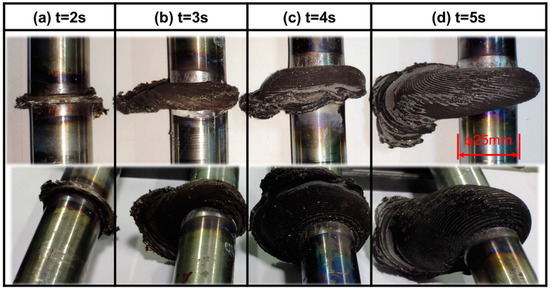{kind=link}
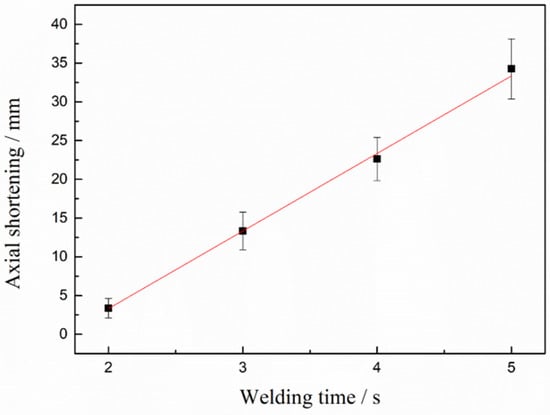{kind=link}
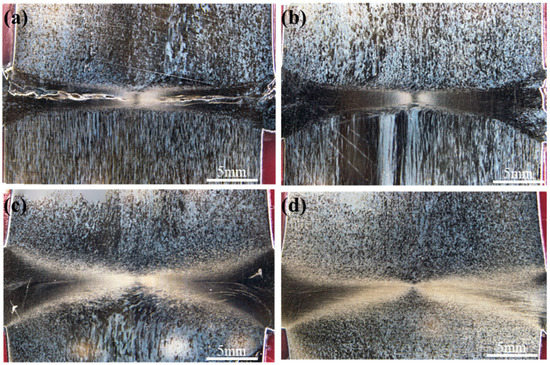{kind=link}
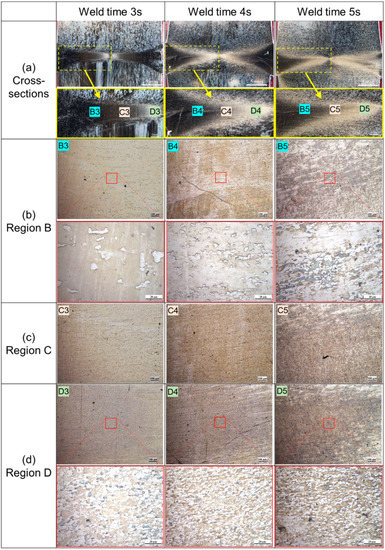{kind=link}
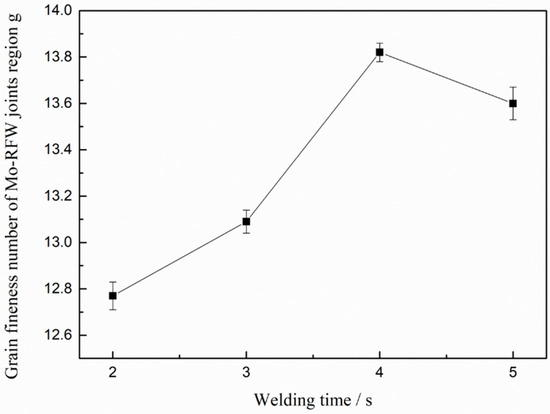{kind=link}
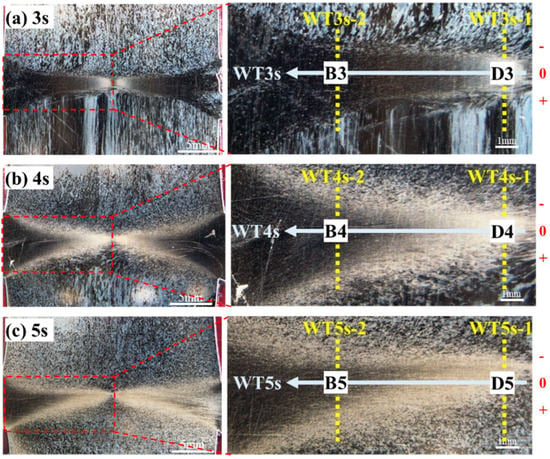{kind=link}
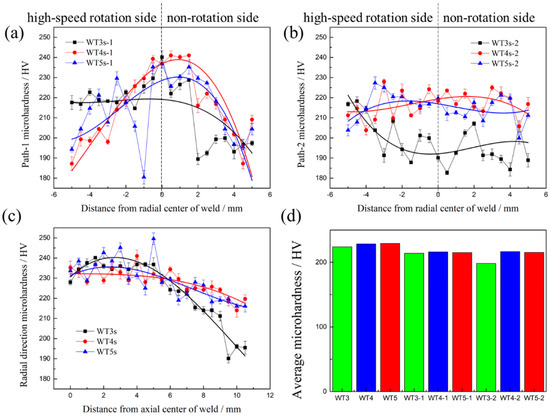{kind=link}
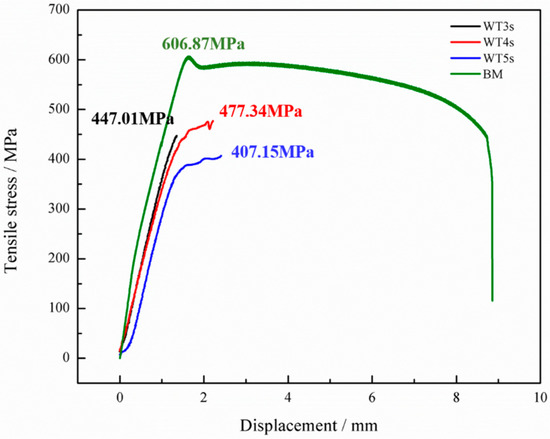{kind=link}
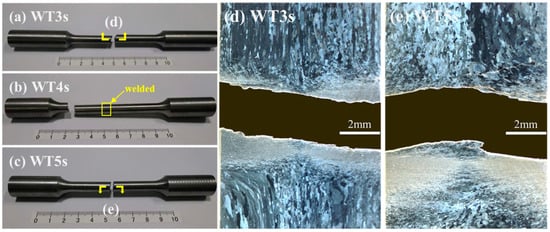{kind=link}
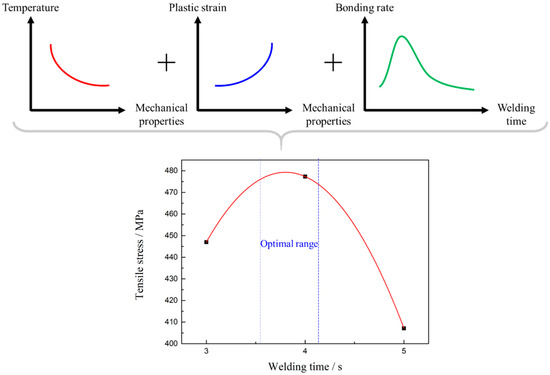{kind=link}
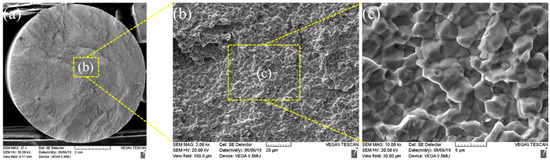{kind=link}
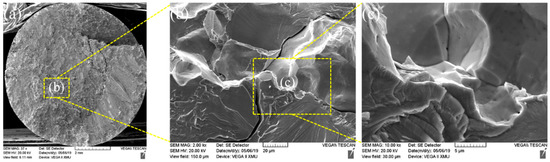{kind=link}
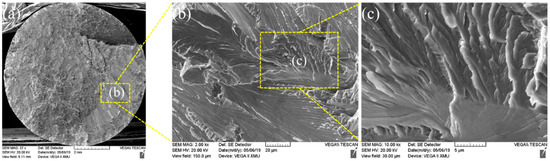{kind=link}
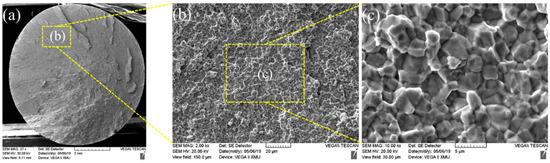{kind=link}
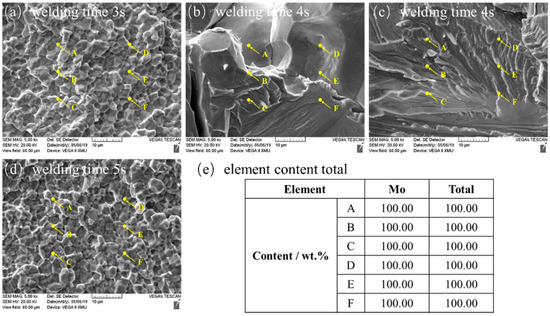{kind=link}
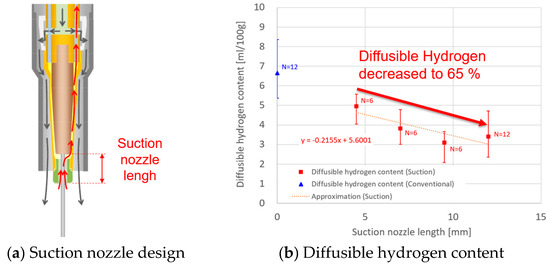{kind=link}
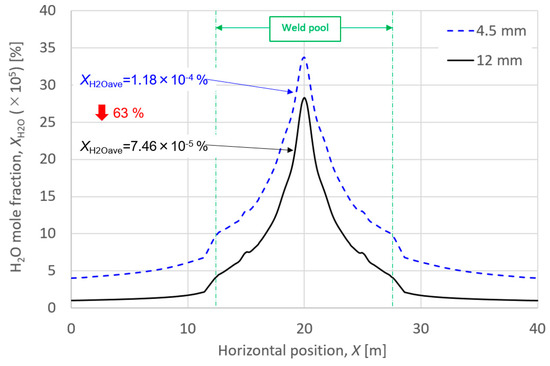{kind=link}
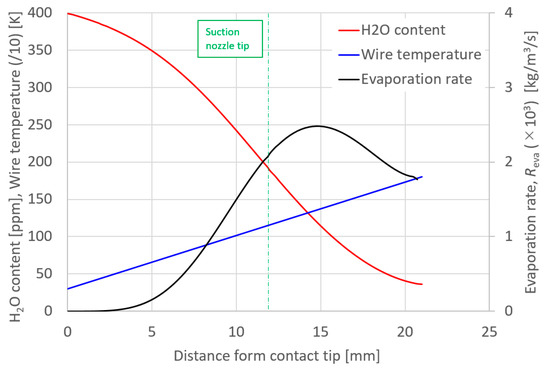{kind=link}
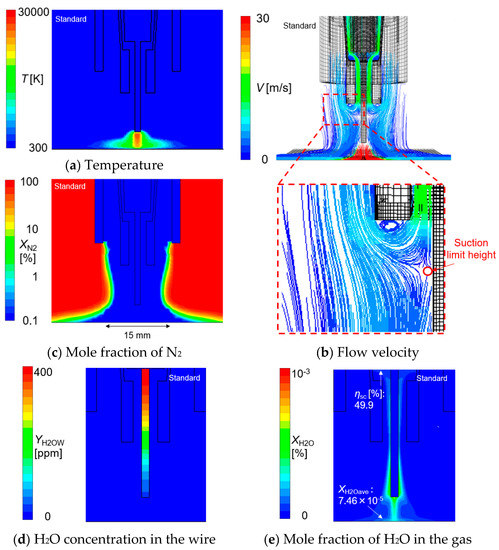{kind=link}
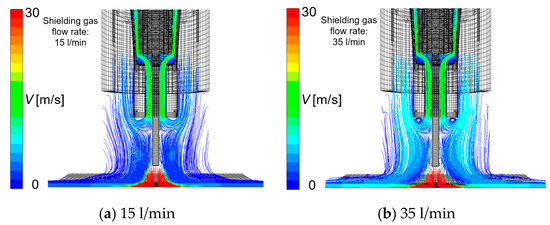{kind=link}
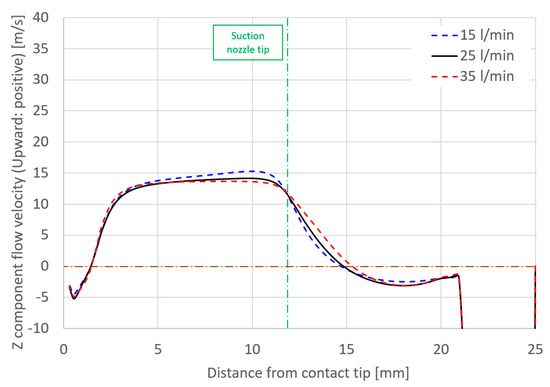{kind=link}
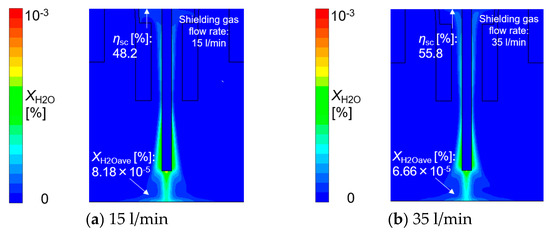{kind=link}
{kind=link}
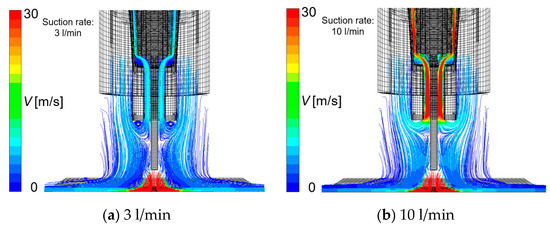{kind=link}
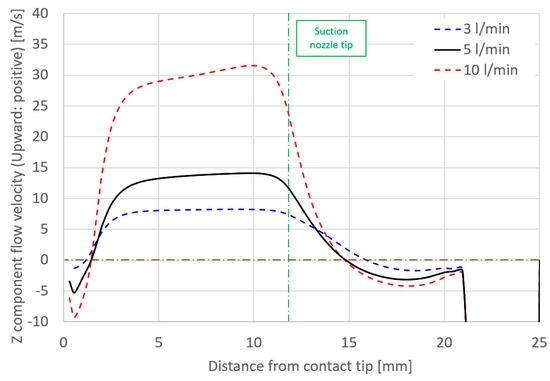{kind=link}
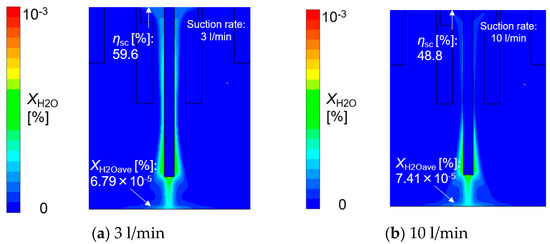{kind=link}
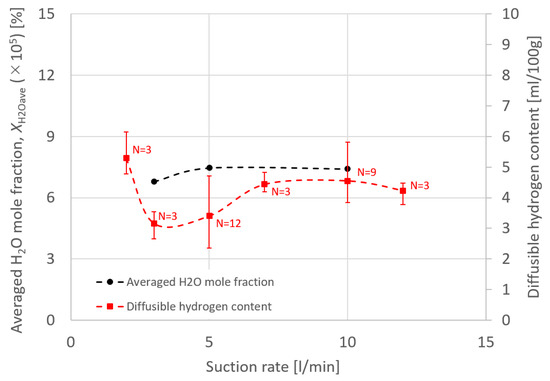{kind=link}
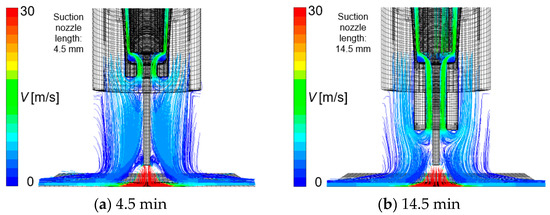{kind=link}
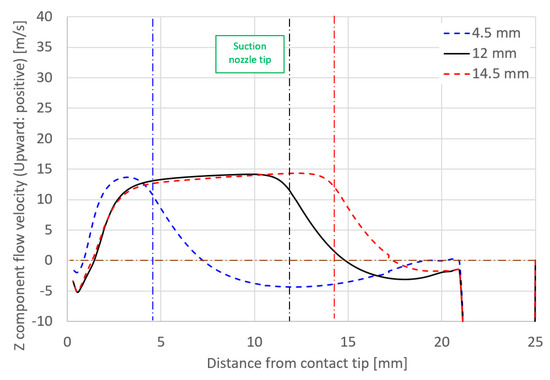{kind=link}
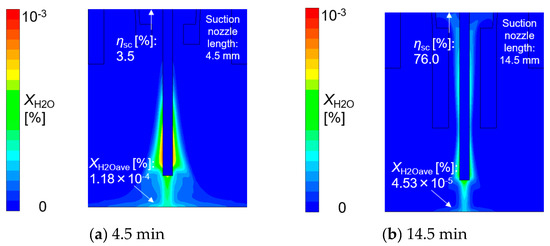{kind=link}
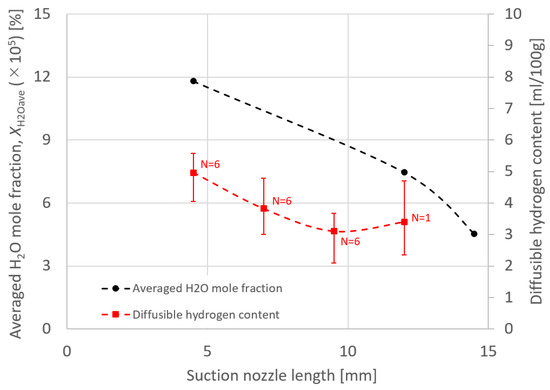{kind=link}
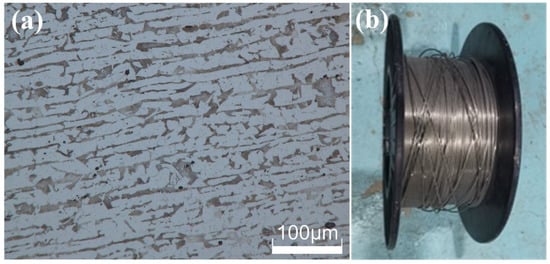{kind=link}
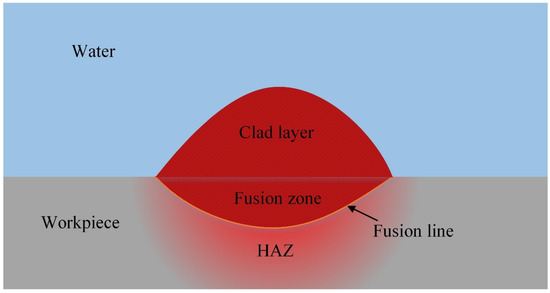{kind=link}
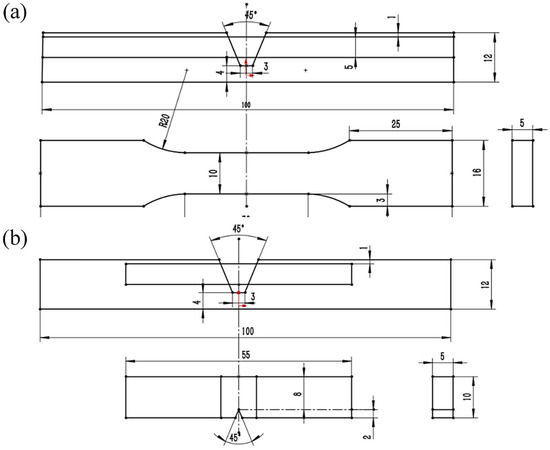{kind=link}
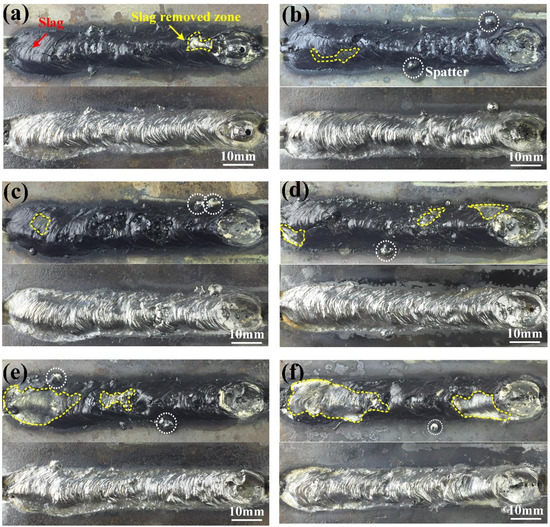{kind=link}
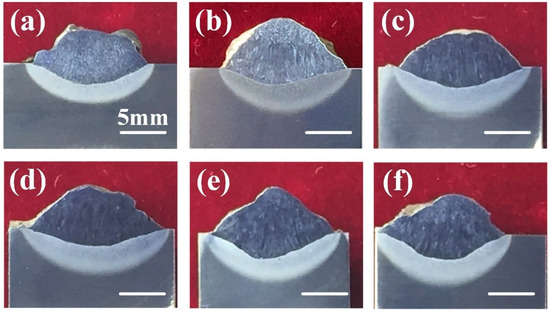{kind=link}
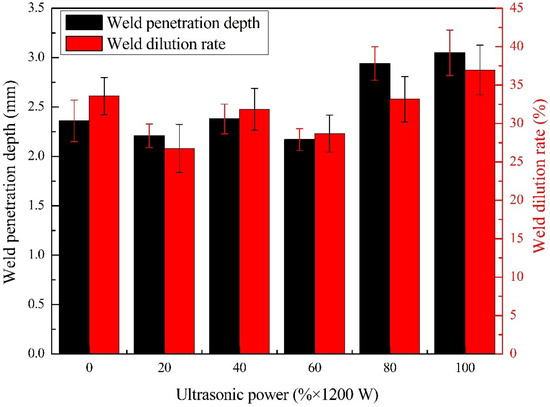{kind=link}
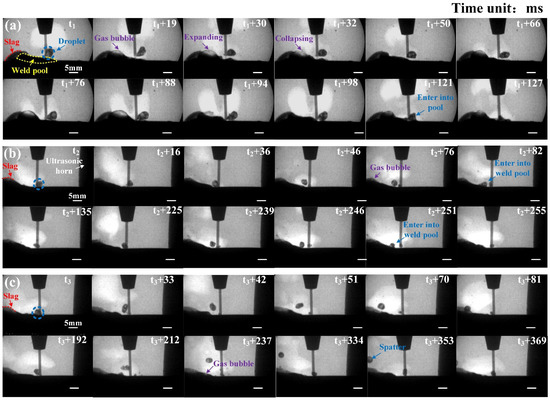{kind=link}
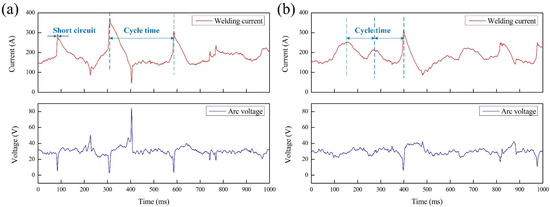{kind=link}
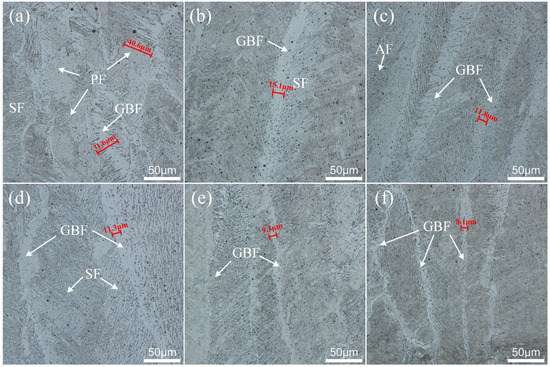{kind=link}
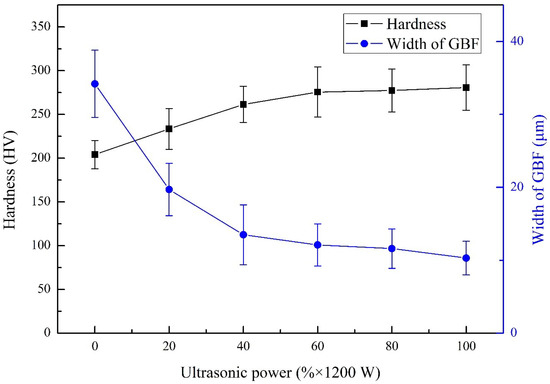{kind=link}
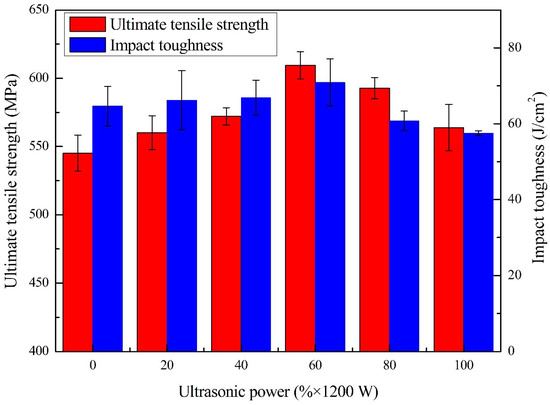{kind=link}
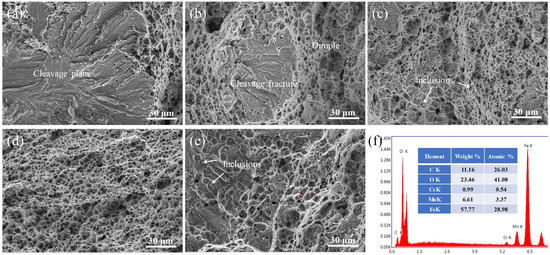{kind=link}
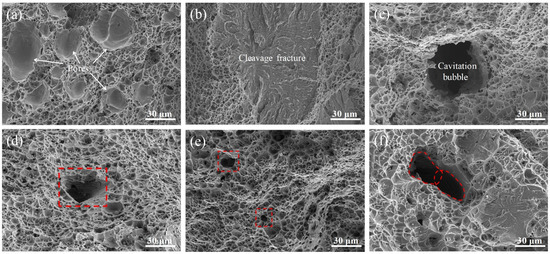{kind=link}
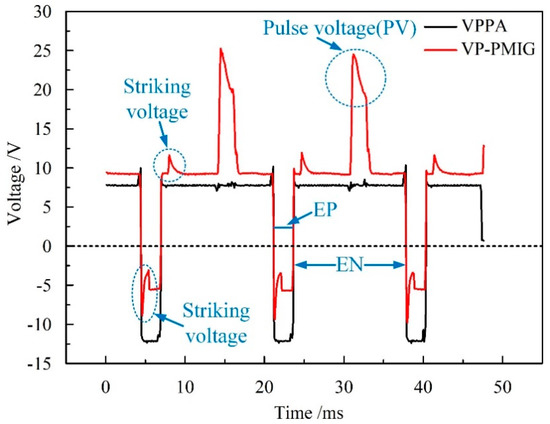{kind=link}
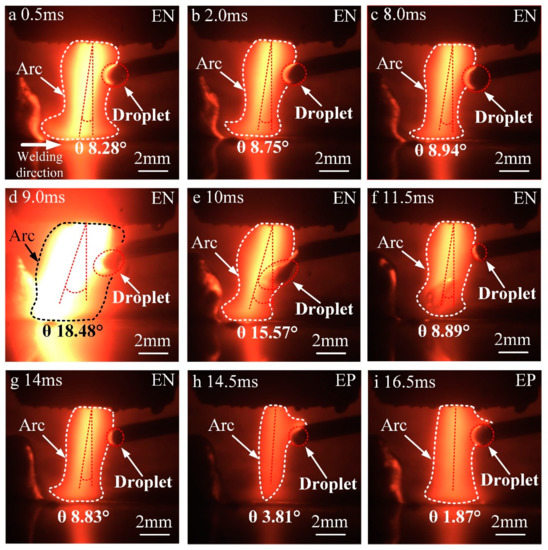{kind=link}
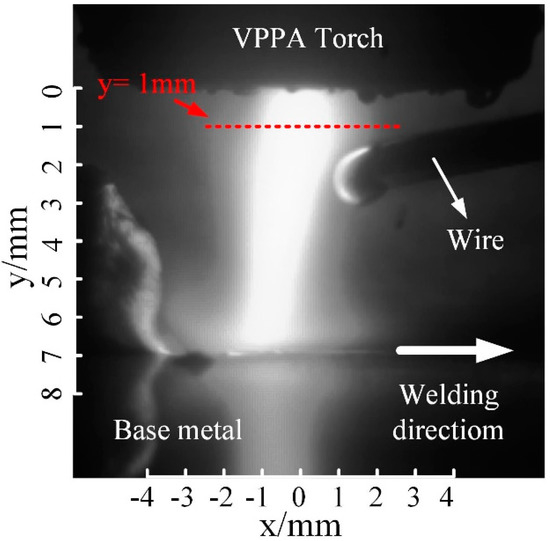{kind=link}
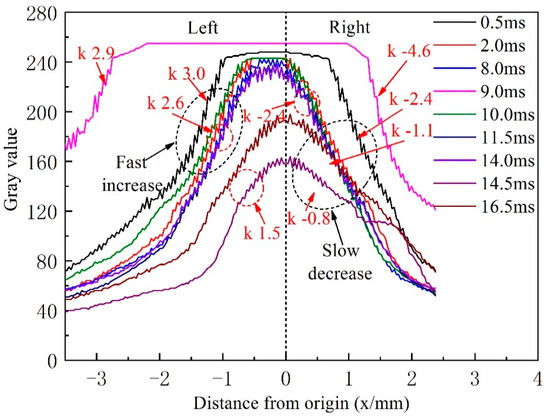{kind=link}
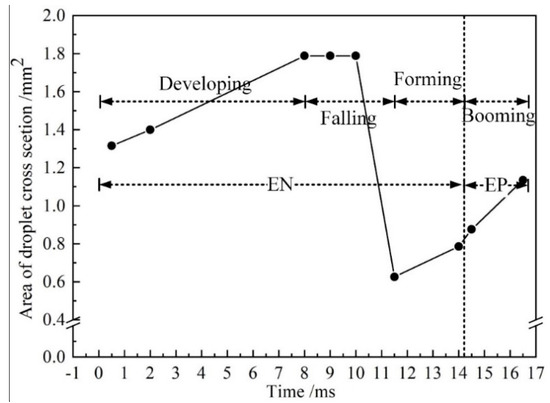{kind=link}
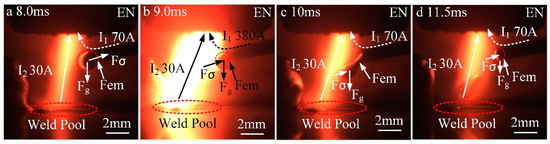{kind=link}
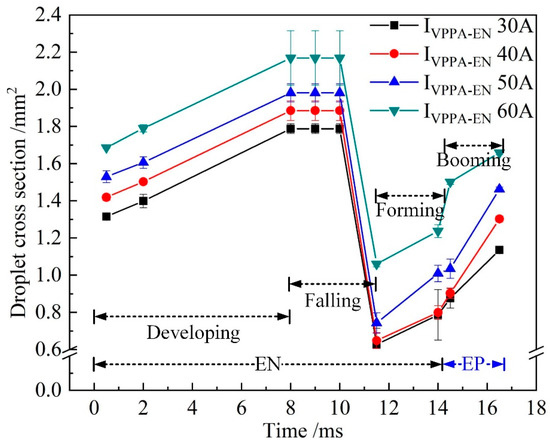{kind=link}
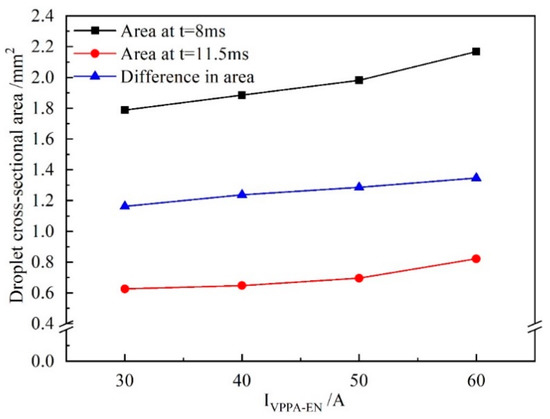{kind=link}
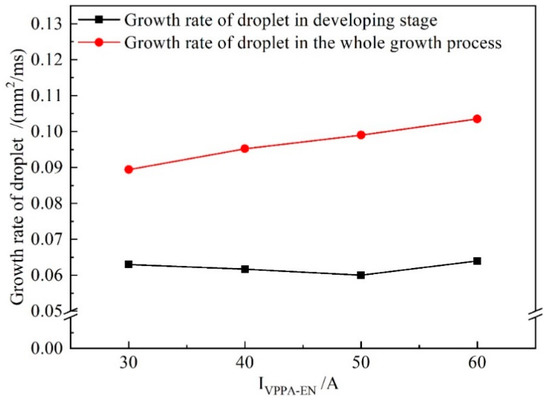{kind=link}
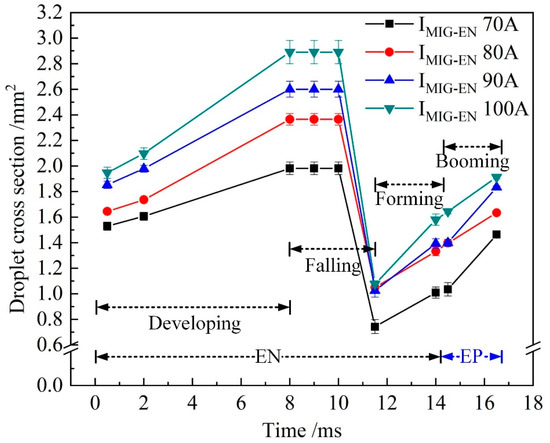{kind=link}
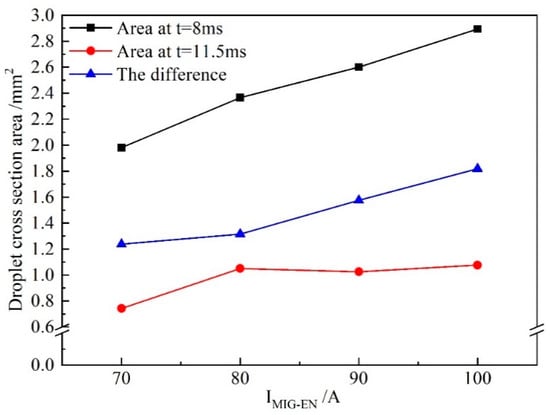{kind=link}
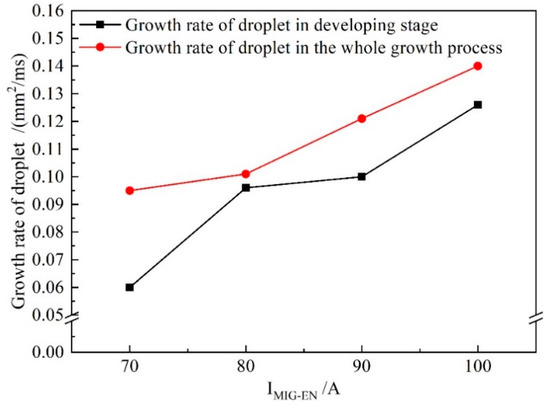{kind=link}
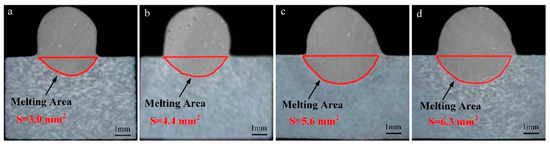{kind=link}
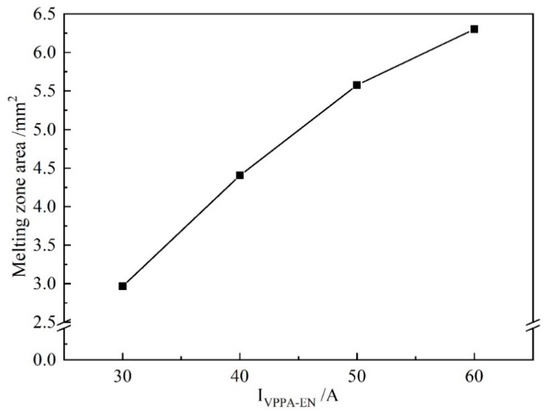{kind=link}
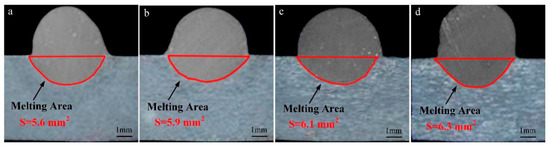{kind=link}
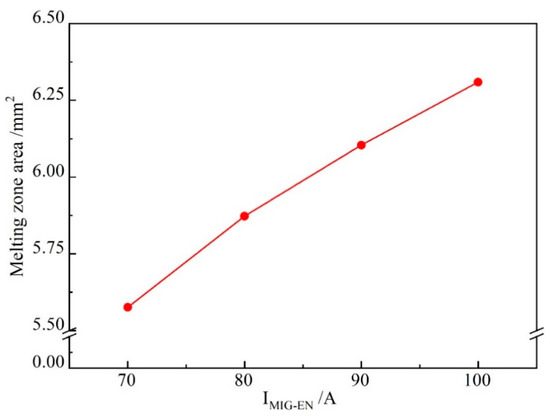{kind=link}
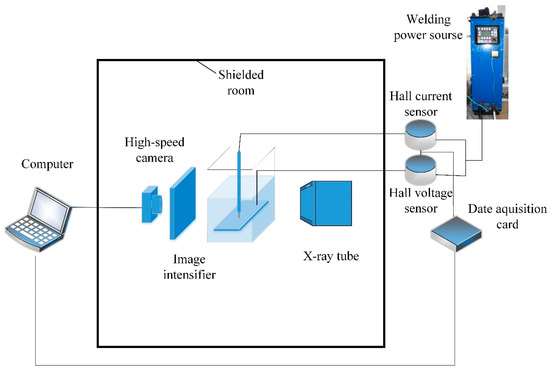{kind=link}
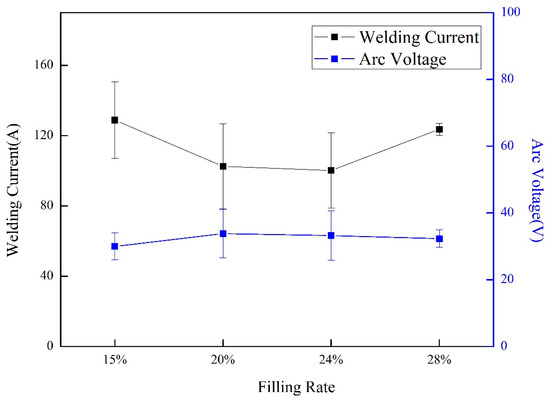{kind=link}
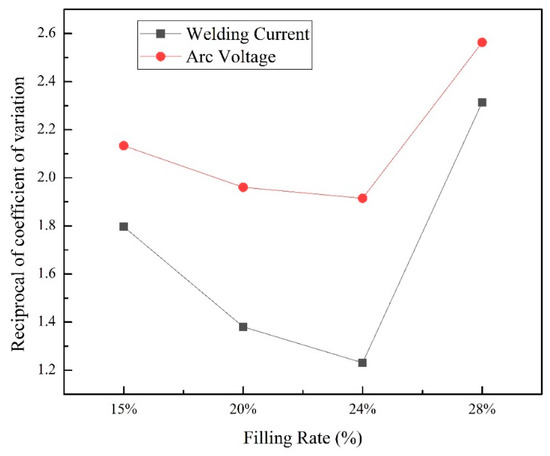{kind=link}
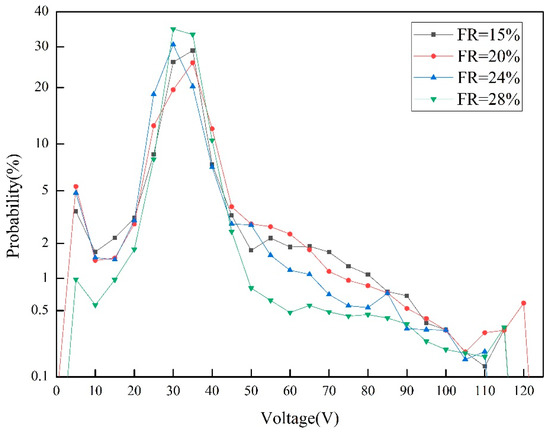{kind=link}
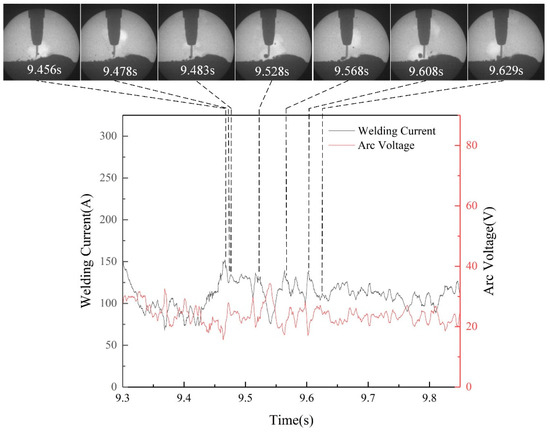{kind=link}
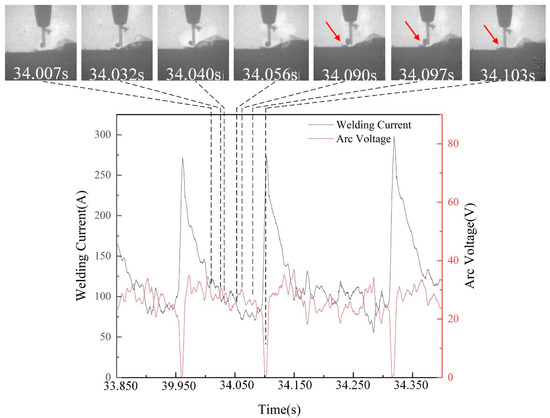{kind=link}
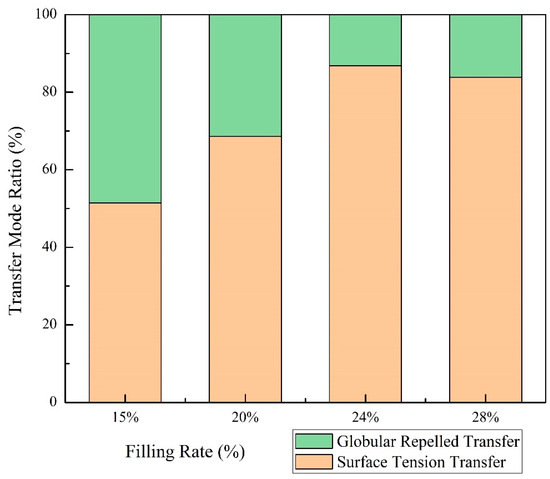{kind=link}
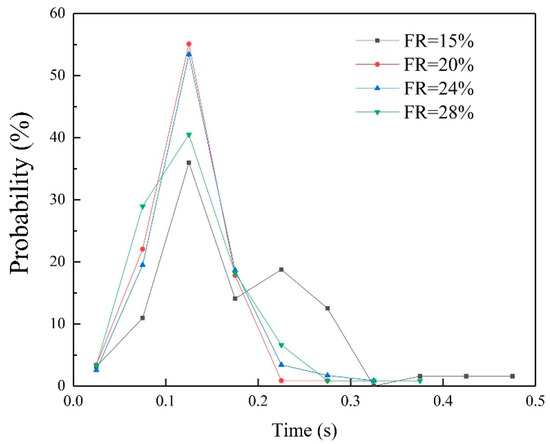{kind=link}
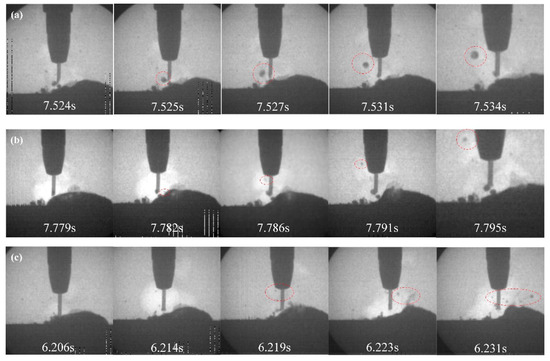{kind=link}
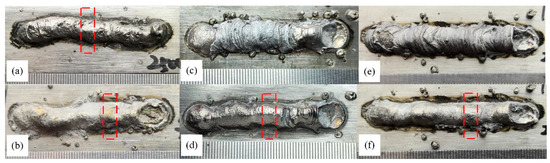{kind=link}
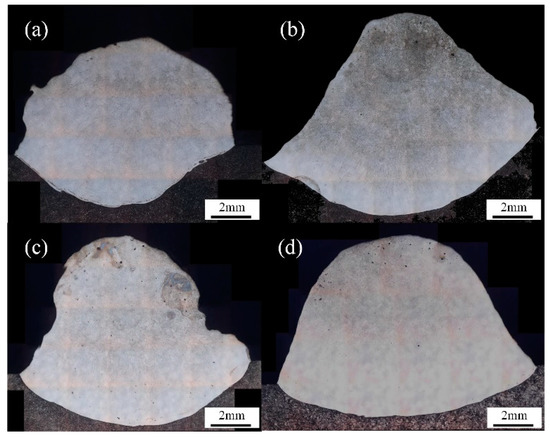{kind=link}
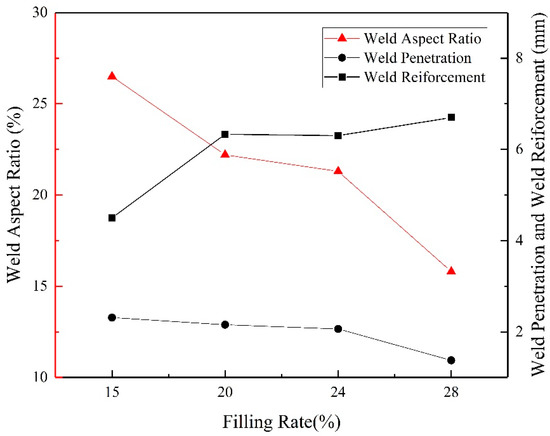{kind=link}
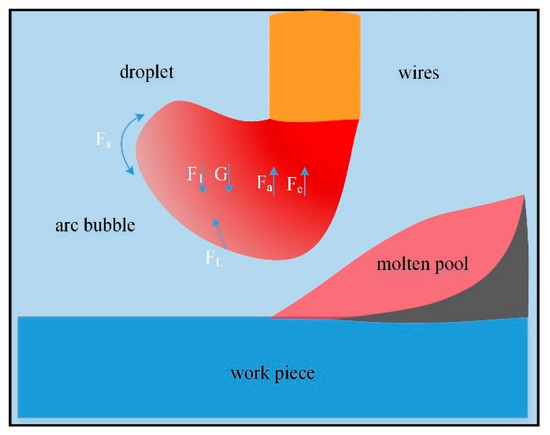{kind=link}
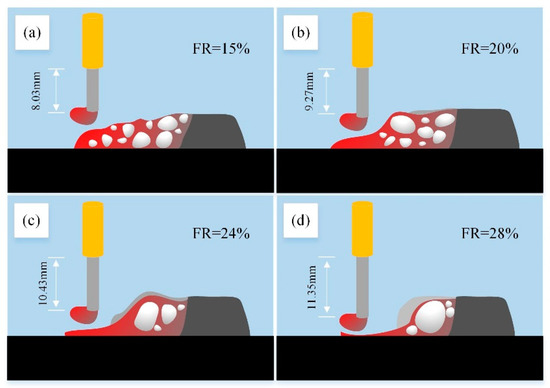{kind=link}
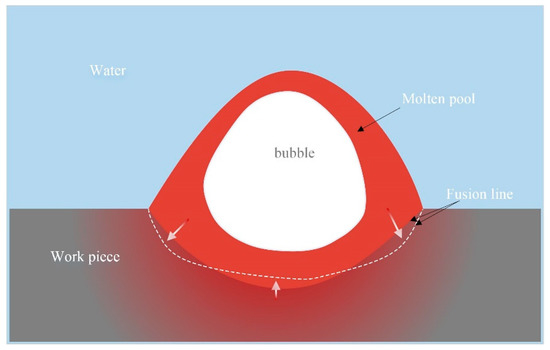{kind=link}
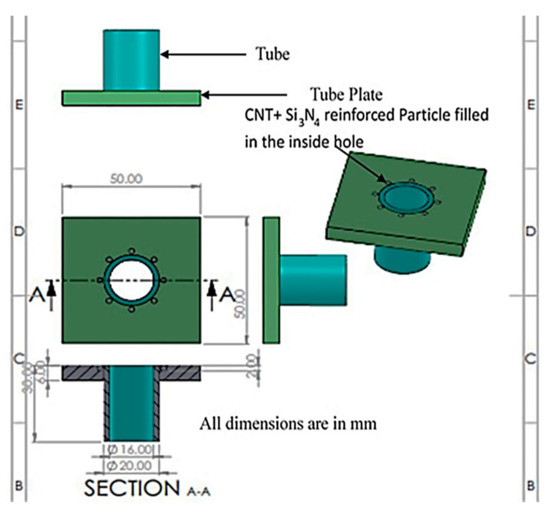{kind=link}
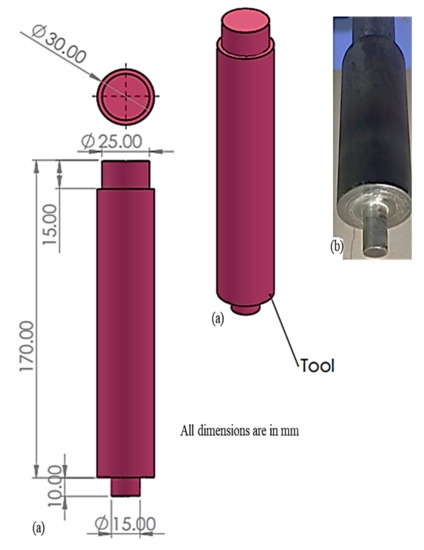{kind=link}
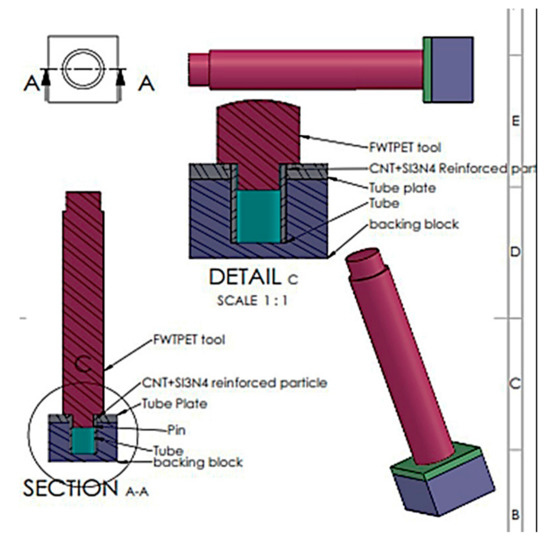{kind=link}
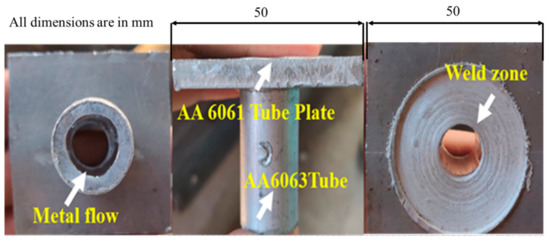{kind=link}
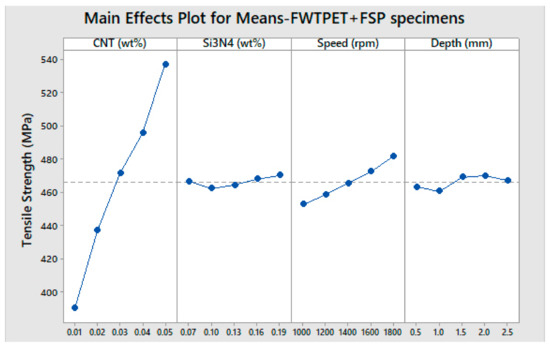{kind=link}
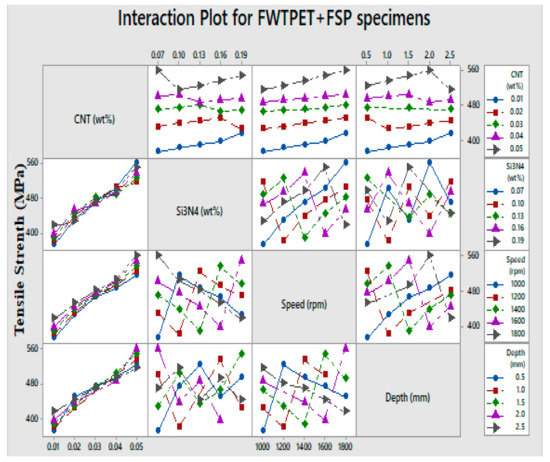{kind=link}
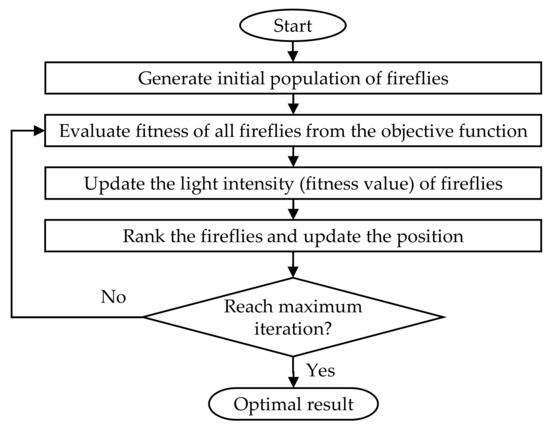{kind=link}
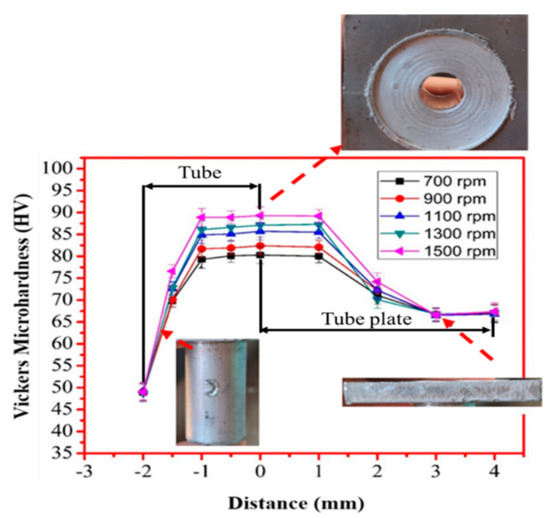{kind=link}
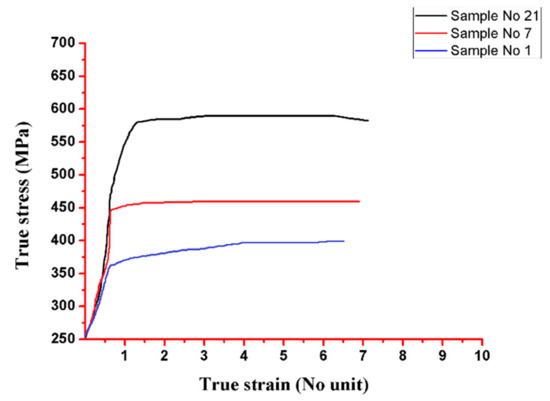{kind=link}
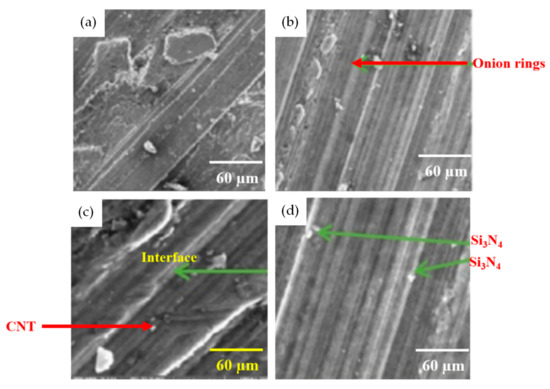{kind=link}
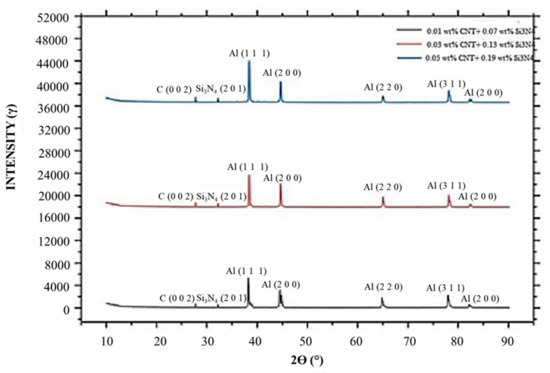{kind=link}
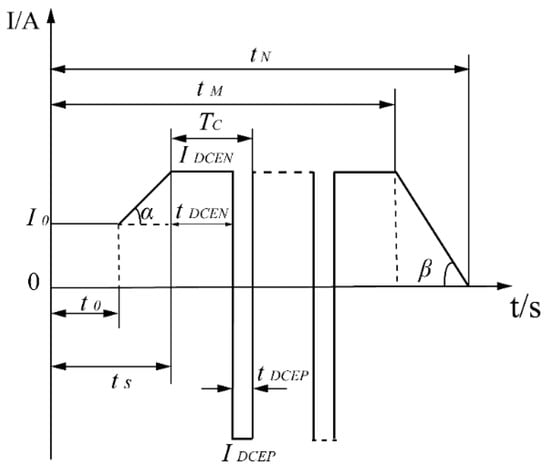{kind=link}
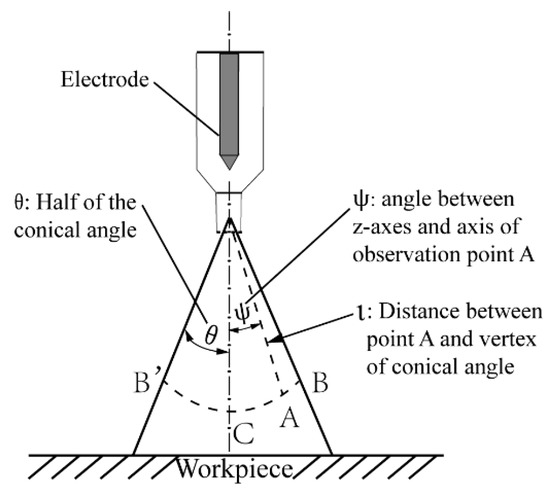{kind=link}
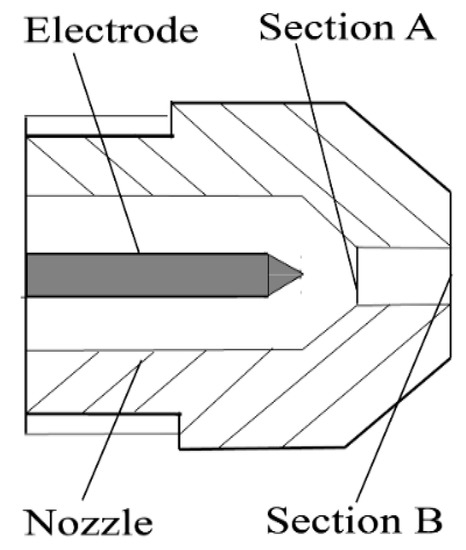{kind=link}
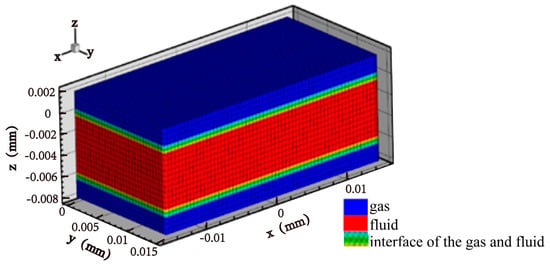{kind=link}
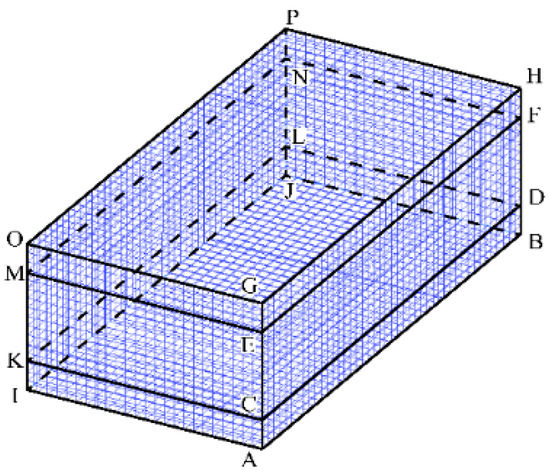{kind=link}
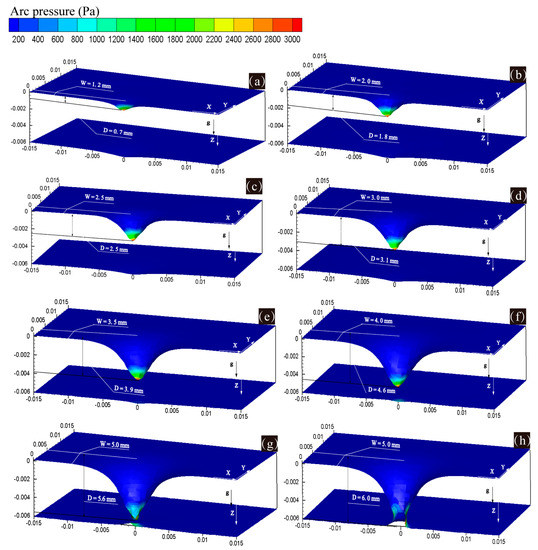{kind=link}
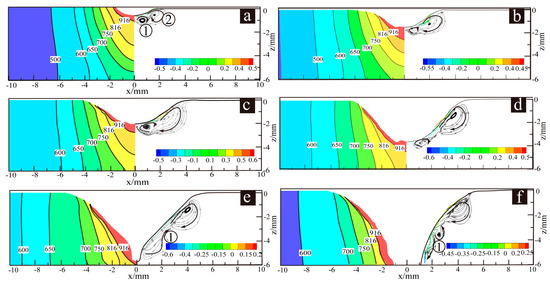{kind=link}
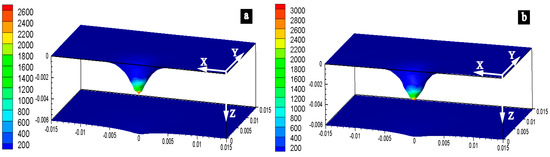{kind=link}
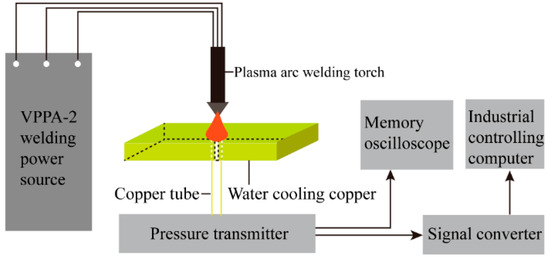{kind=link}
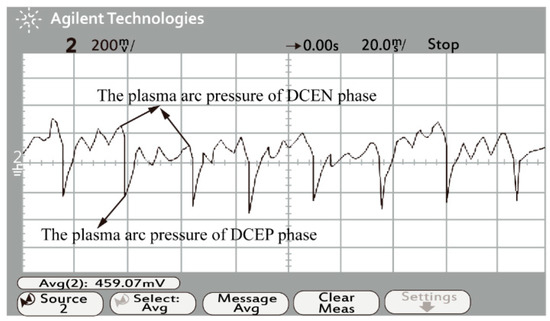{kind=link}
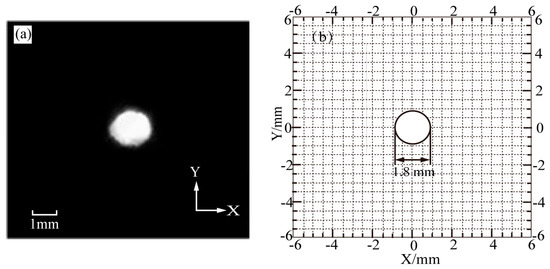{kind=link}
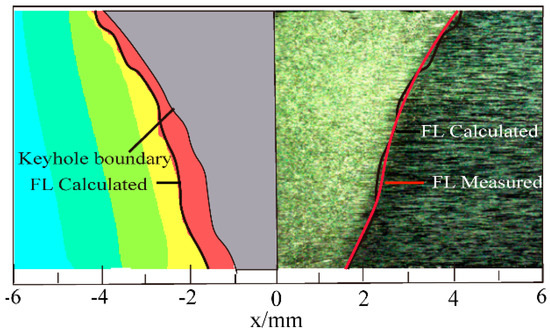{kind=link}
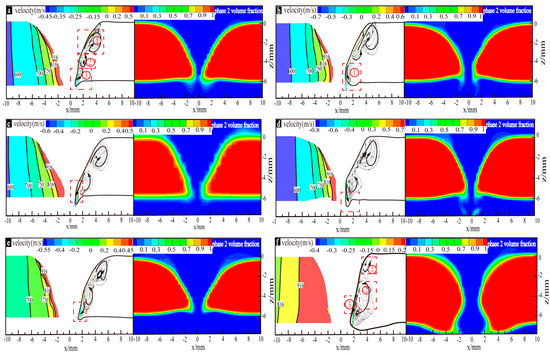{kind=link}
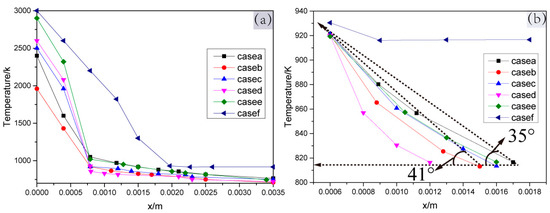{kind=link}
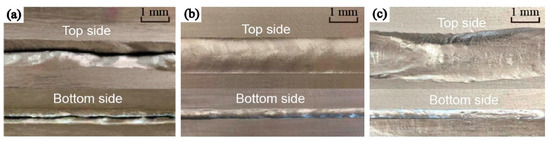{kind=link}
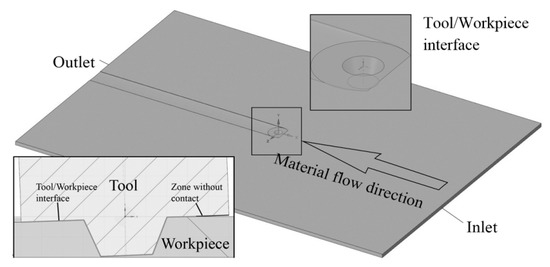{kind=link}
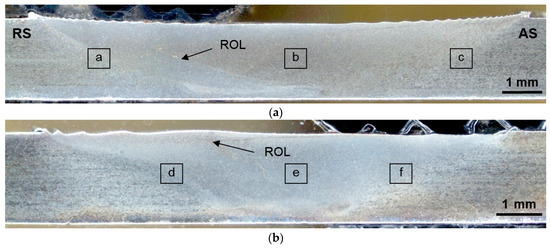{kind=link}
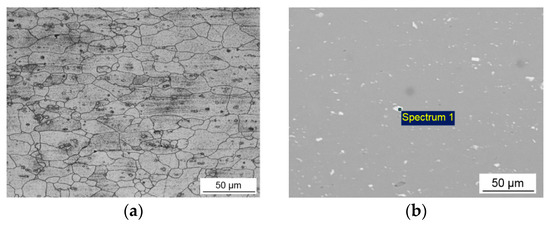{kind=link}
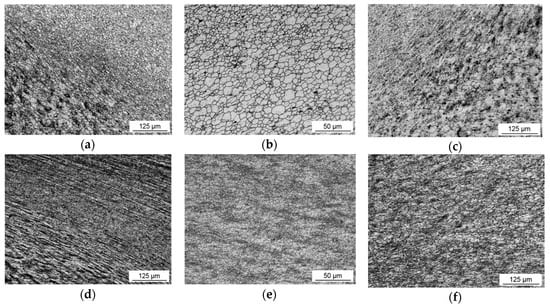{kind=link}
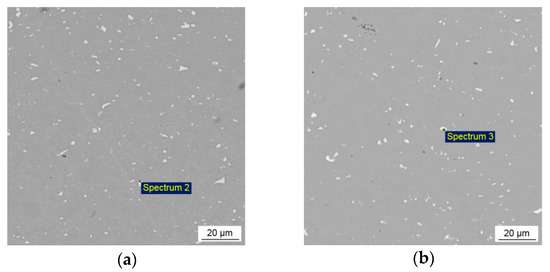{kind=link}
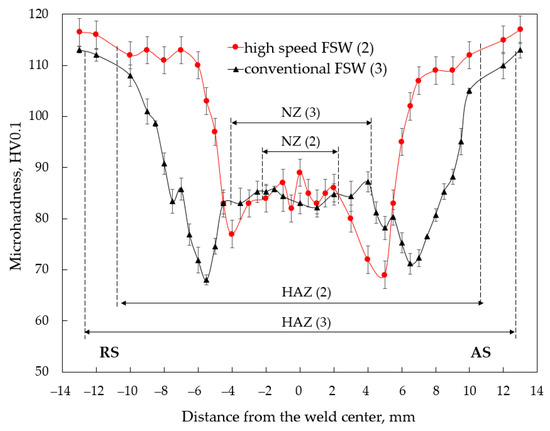{kind=link}
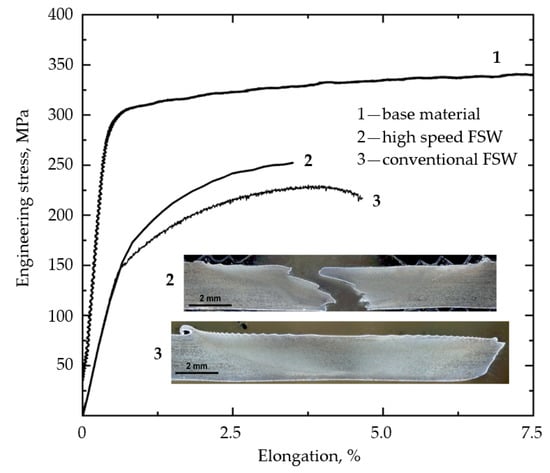{kind=link}
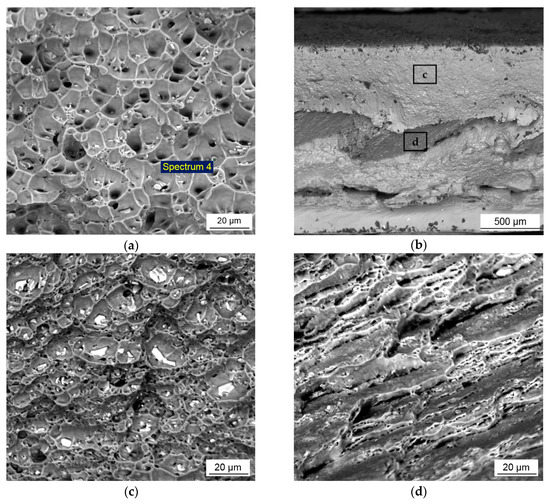{kind=link}
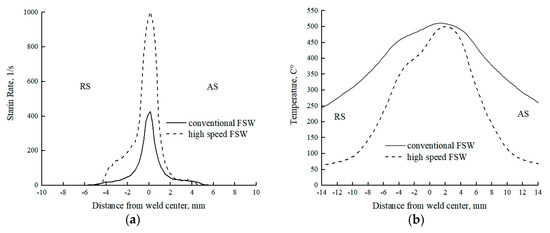{kind=link}
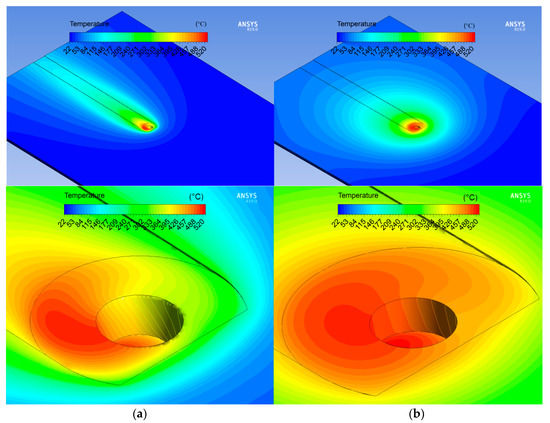{kind=link}
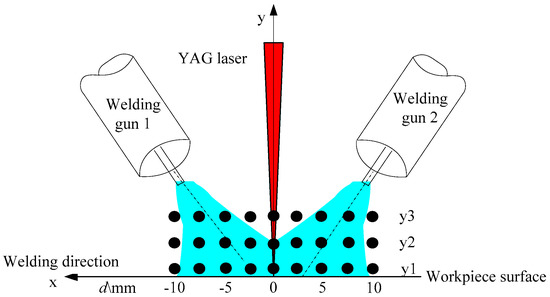{kind=link}
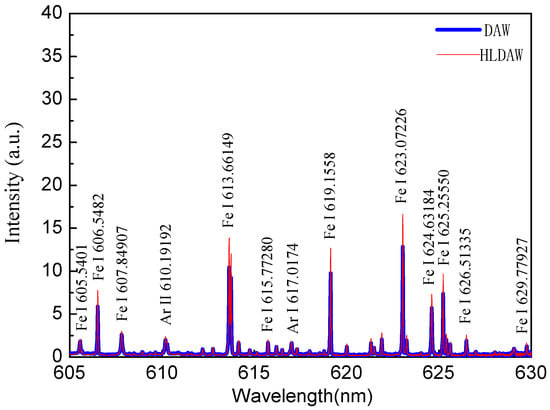{kind=link}
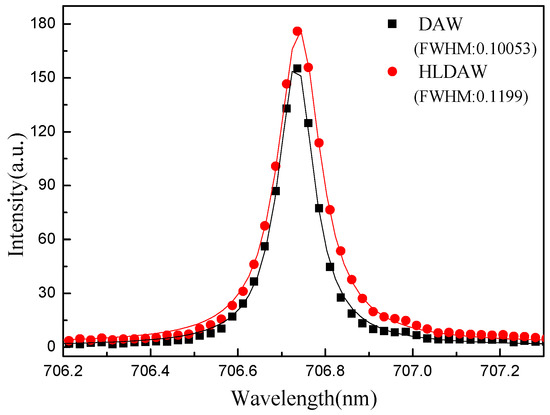{kind=link}
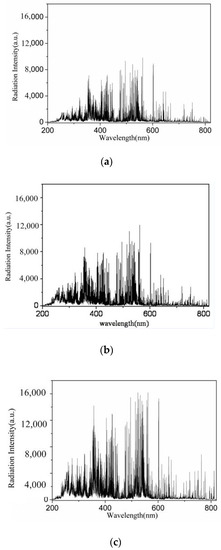{kind=link}
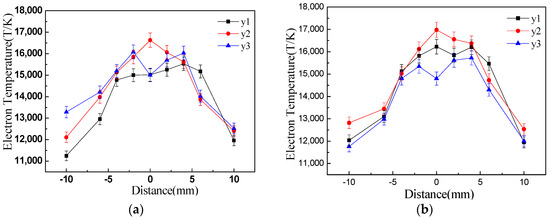{kind=link}
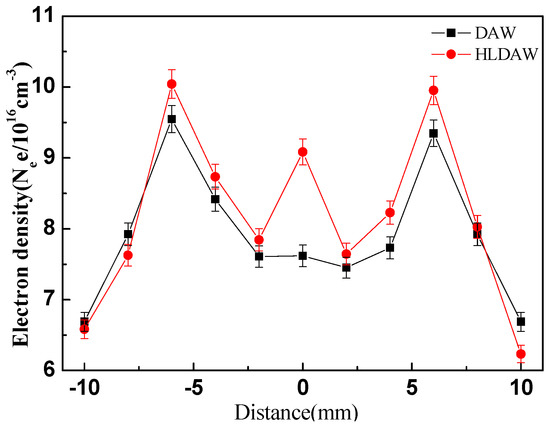{kind=link}
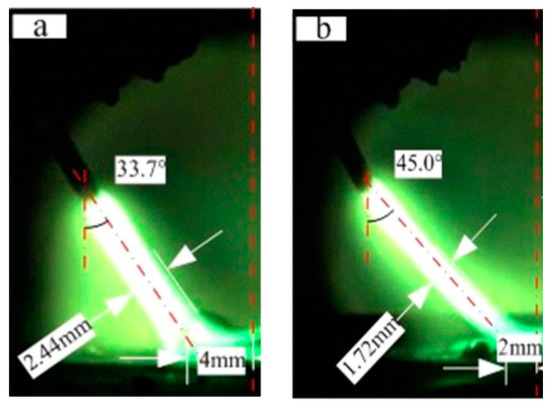{kind=link}
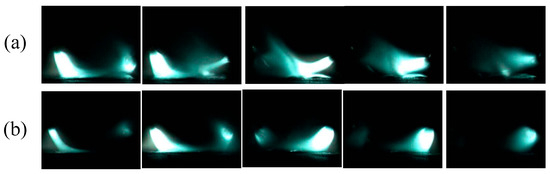{kind=link}
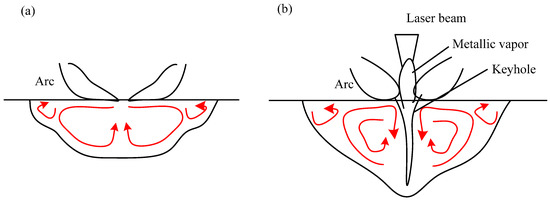{kind=link}
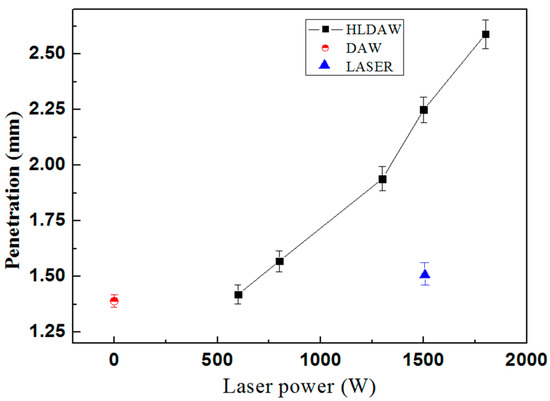{kind=link}
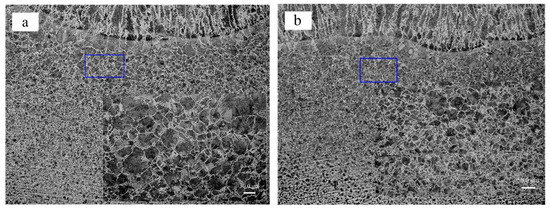{kind=link}
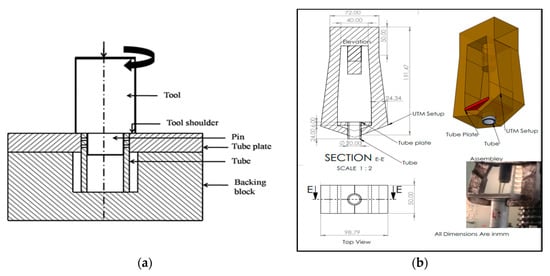{kind=link}
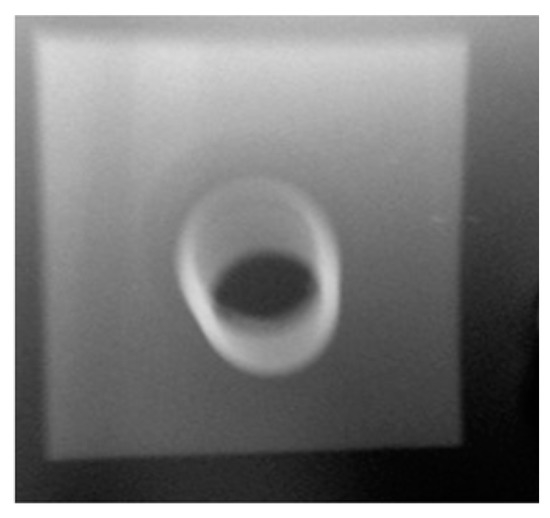{kind=link}
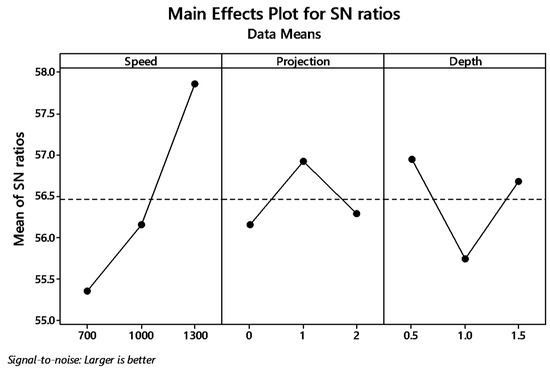{kind=link}
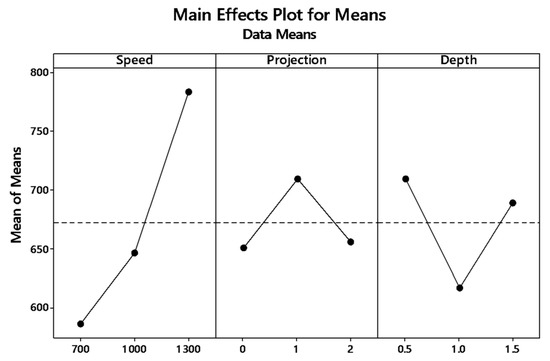{kind=link}
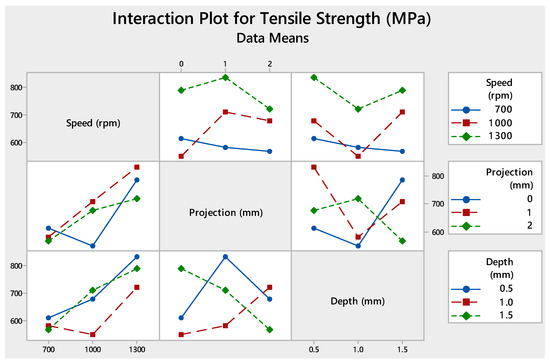{kind=link}
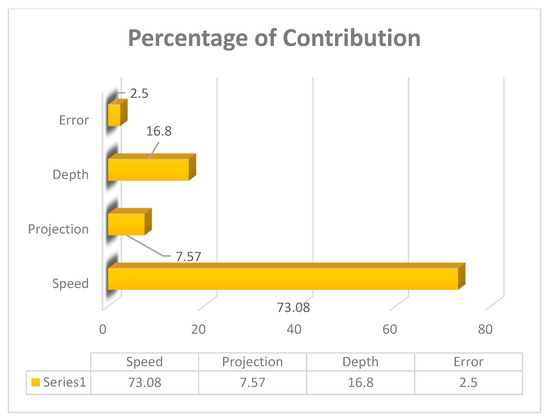{kind=link}
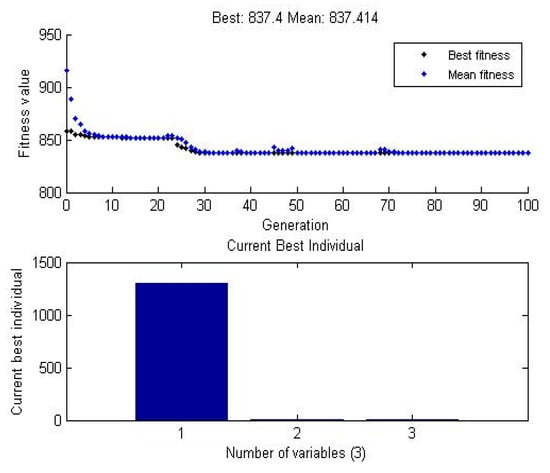{kind=link}
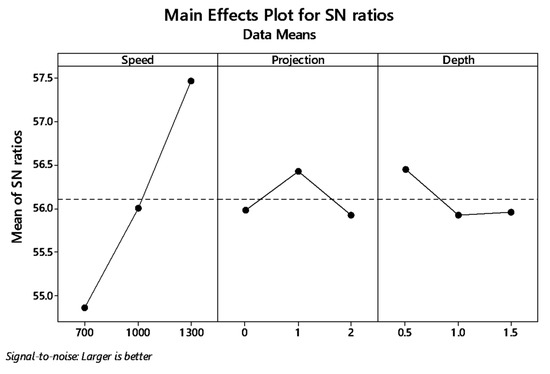{kind=link}
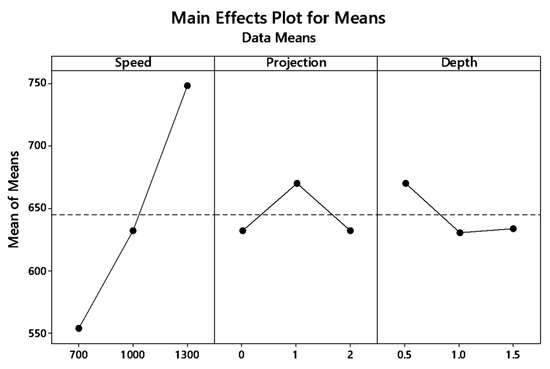{kind=link}
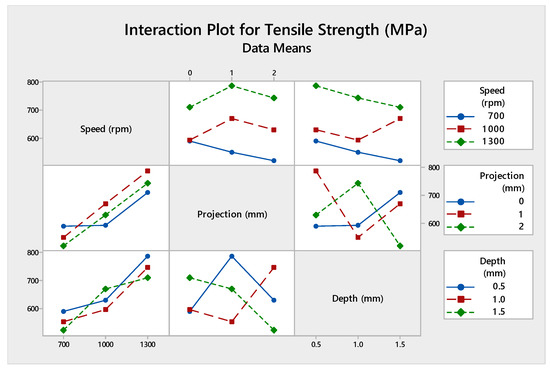{kind=link}
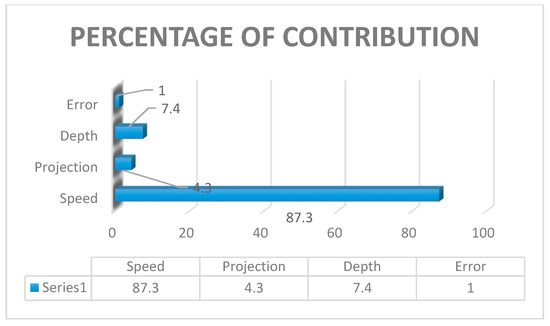{kind=link}
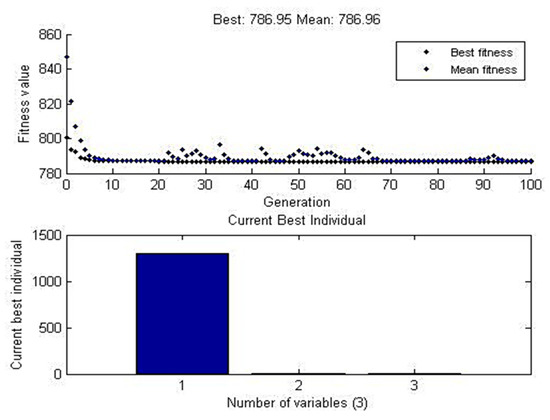{kind=link}
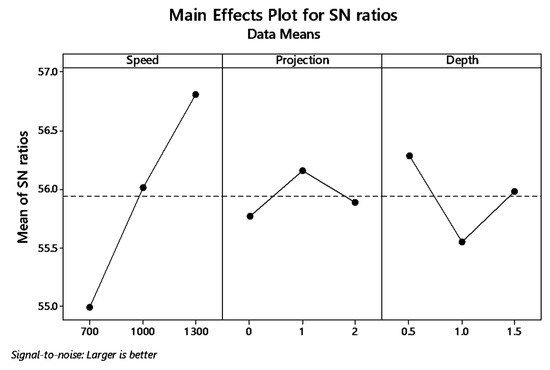{kind=link}
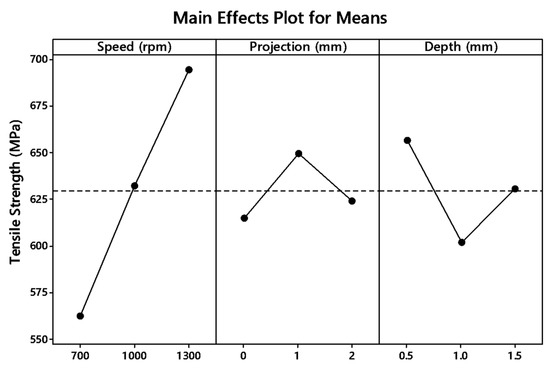{kind=link}
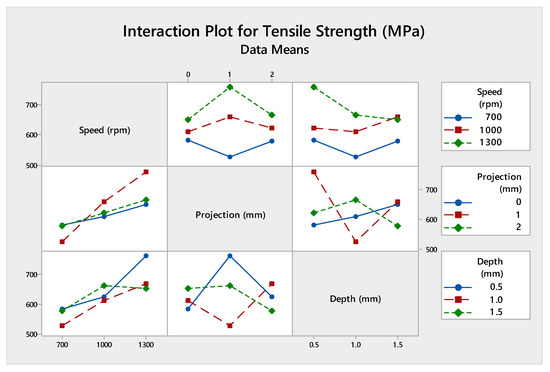{kind=link}
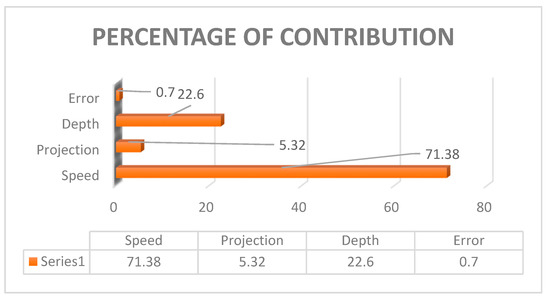{kind=link}
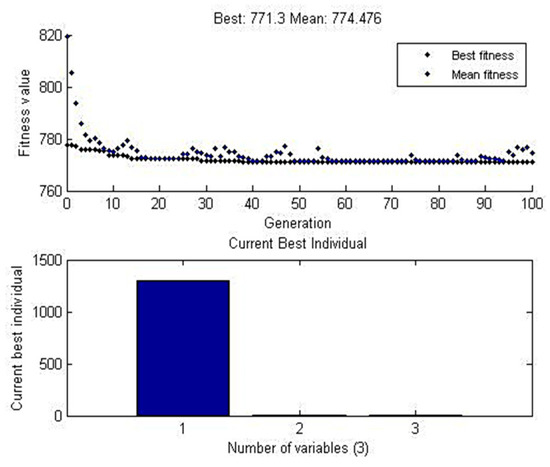{kind=link}
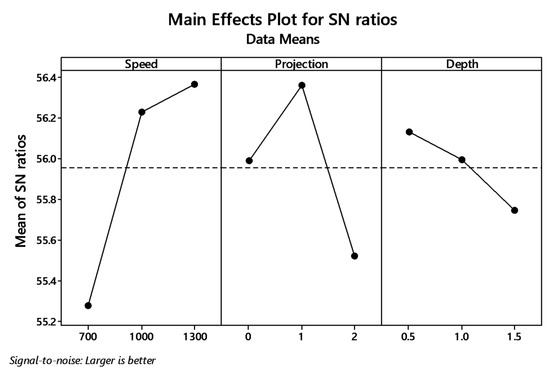{kind=link}
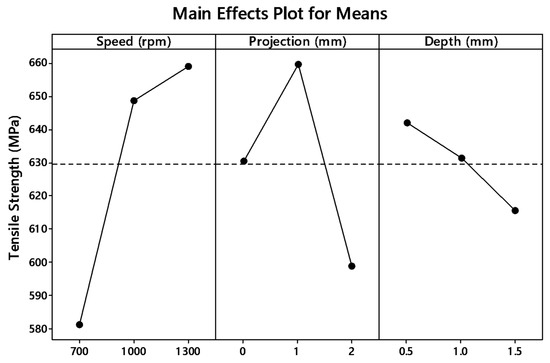{kind=link}
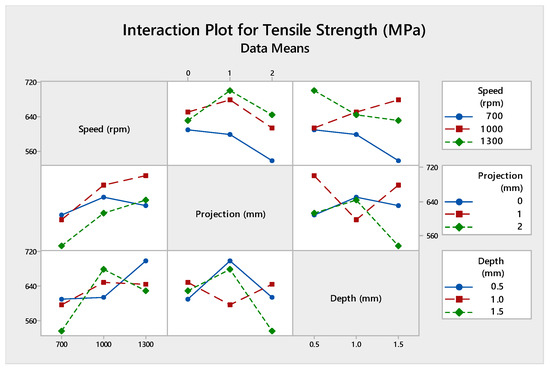{kind=link}
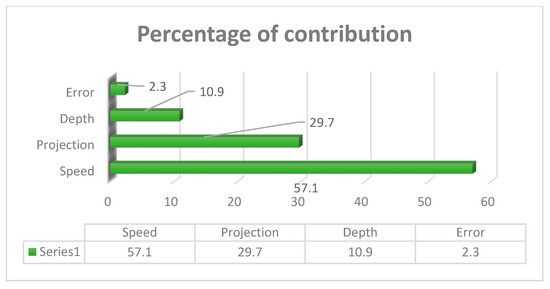{kind=link}
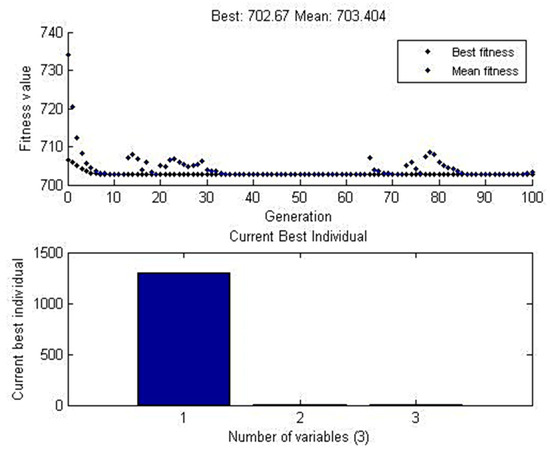{kind=link}
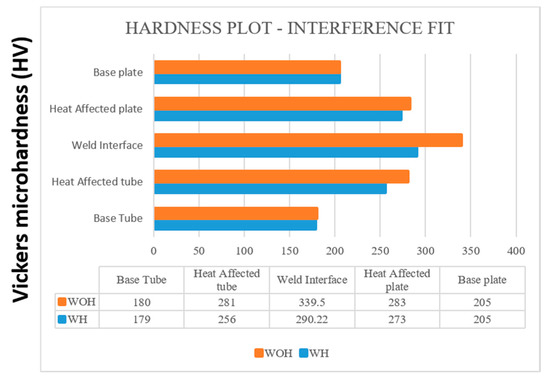{kind=link}
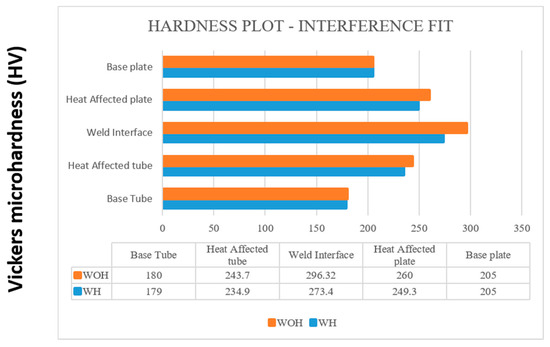{kind=link}
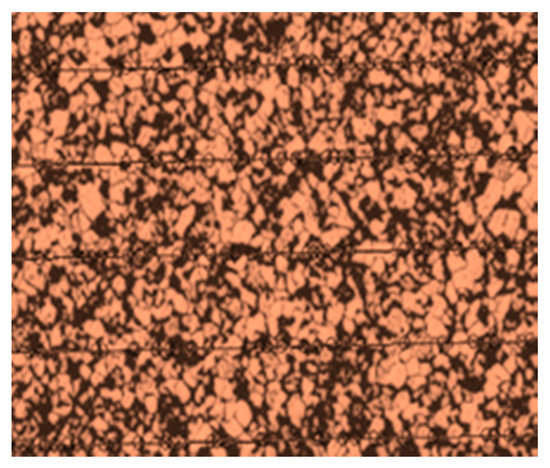{kind=link}
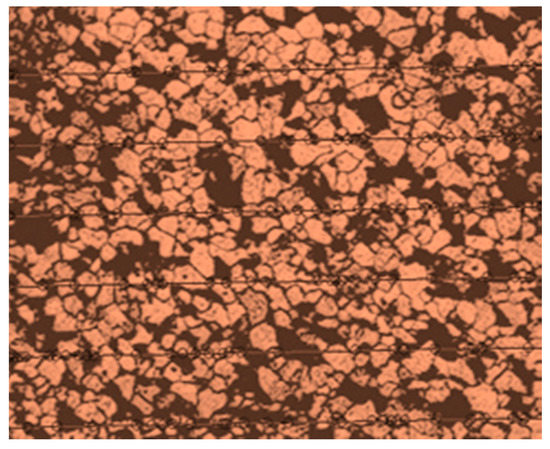{kind=link}
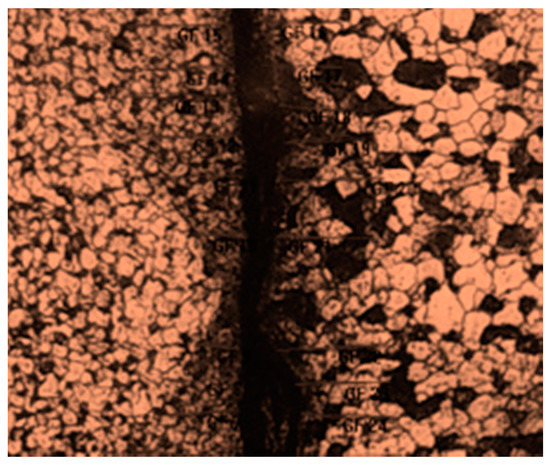{kind=link}
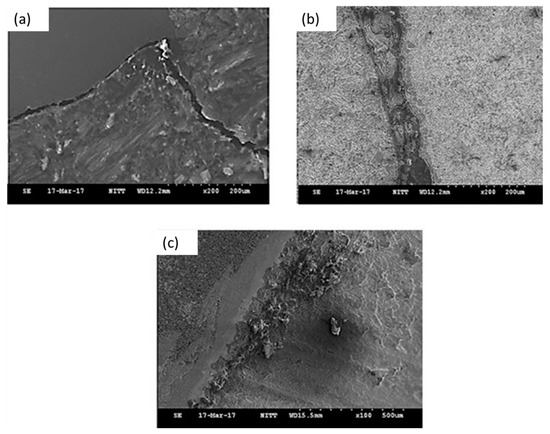{kind=link}
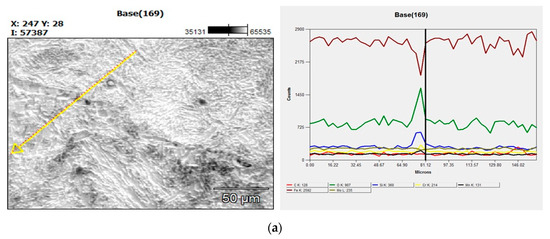{kind=link}
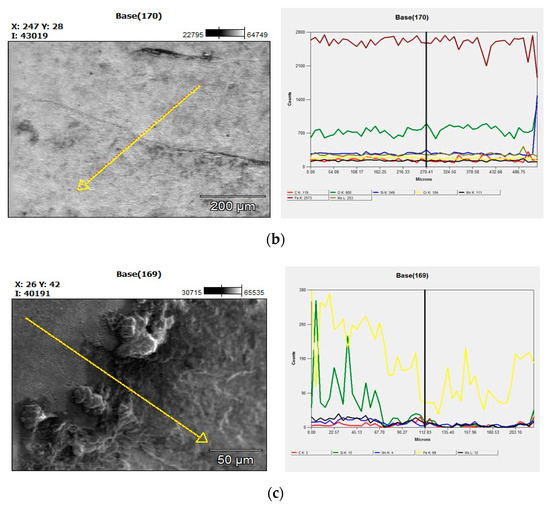{kind=link}
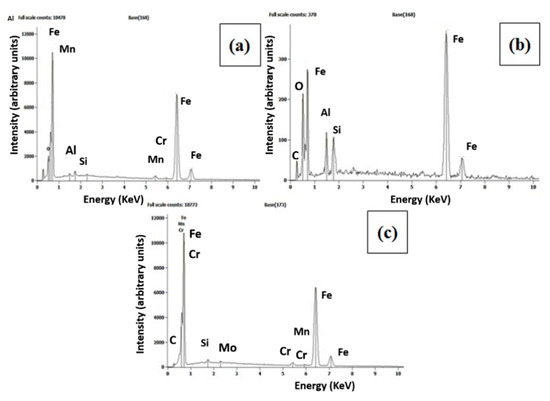{kind=link}
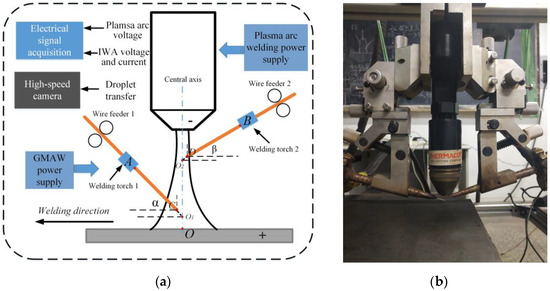{kind=link}
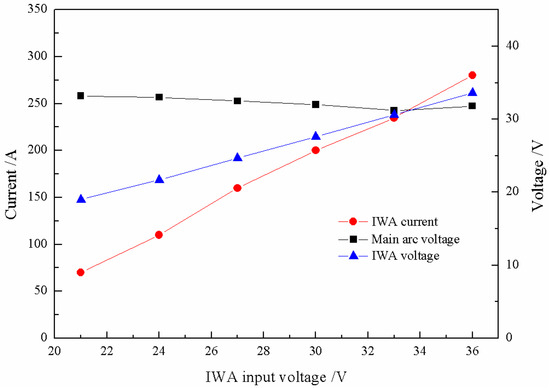{kind=link}
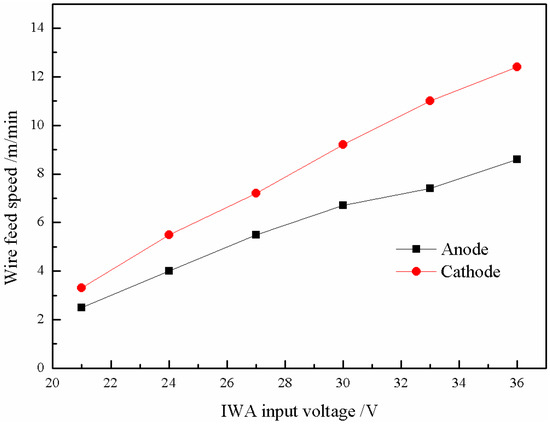{kind=link}
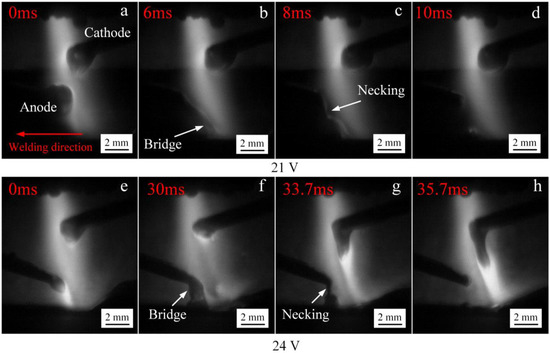{kind=link}
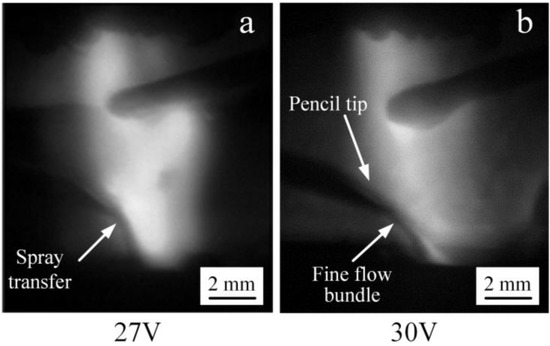{kind=link}
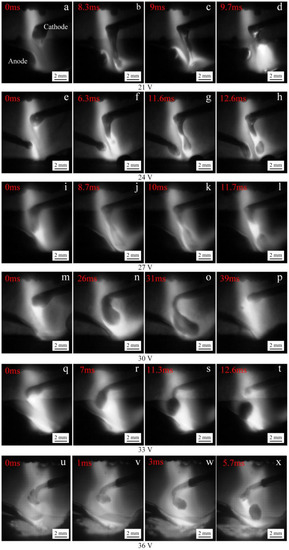{kind=link}
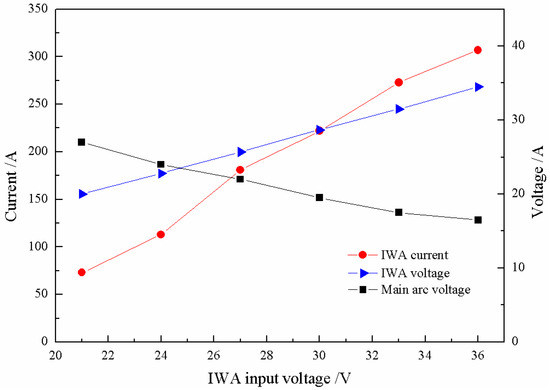{kind=link}
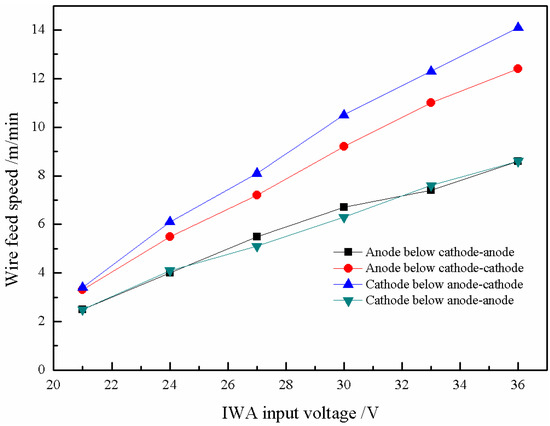{kind=link}
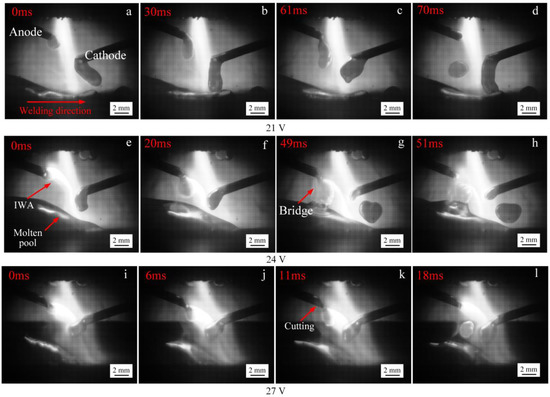{kind=link}
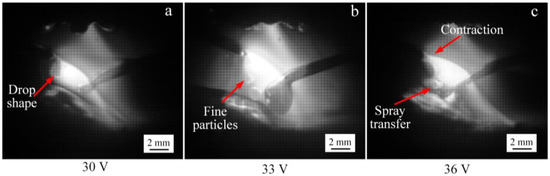{kind=link}
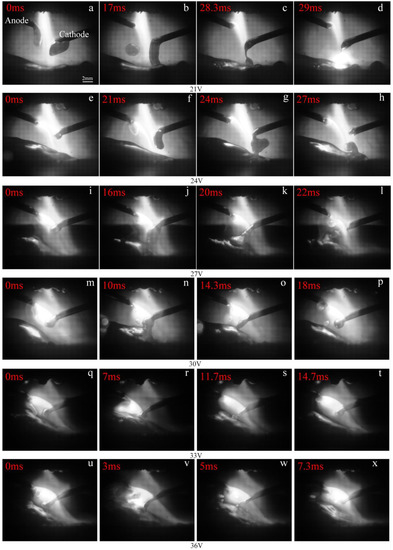{kind=link}
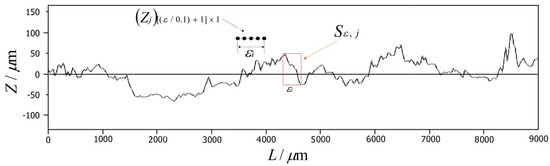{kind=link}
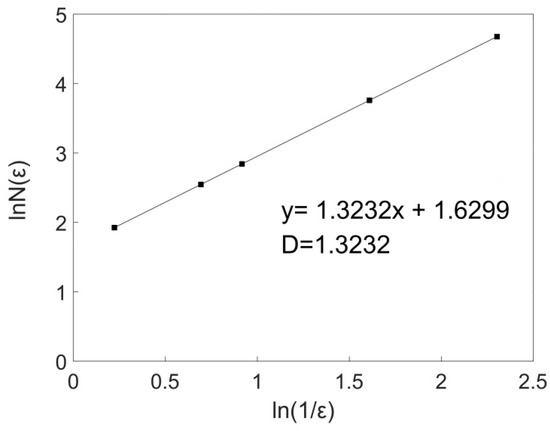{kind=link}
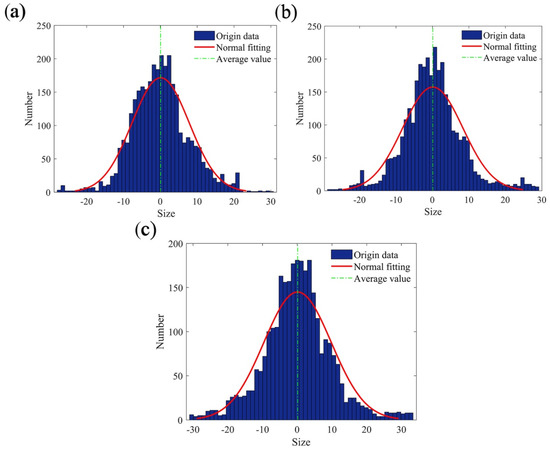{kind=link}
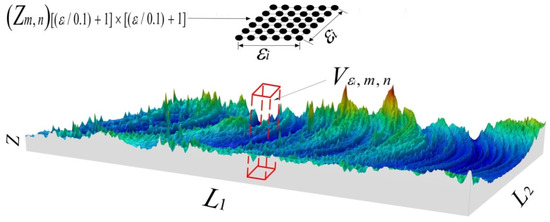{kind=link}
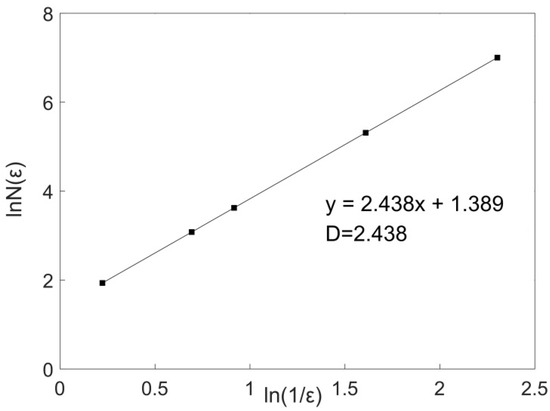{kind=link}
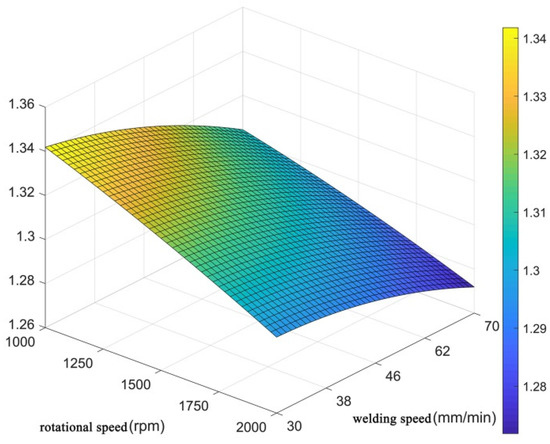{kind=link}
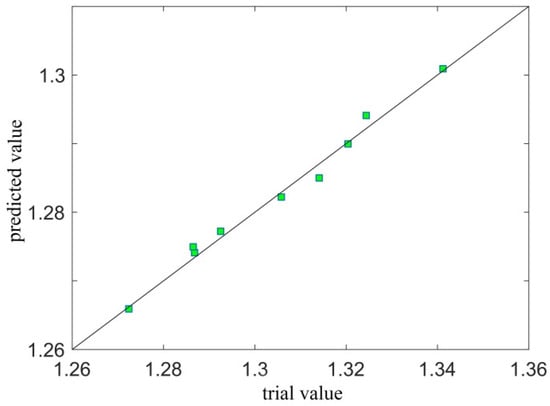{kind=link}
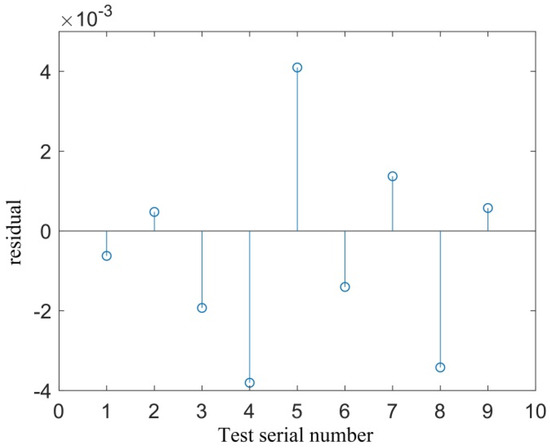{kind=link}
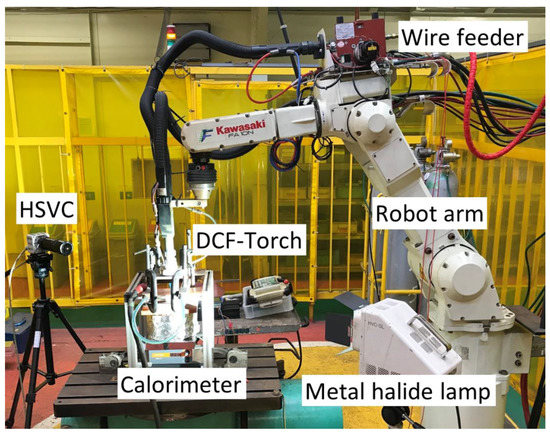{kind=link}
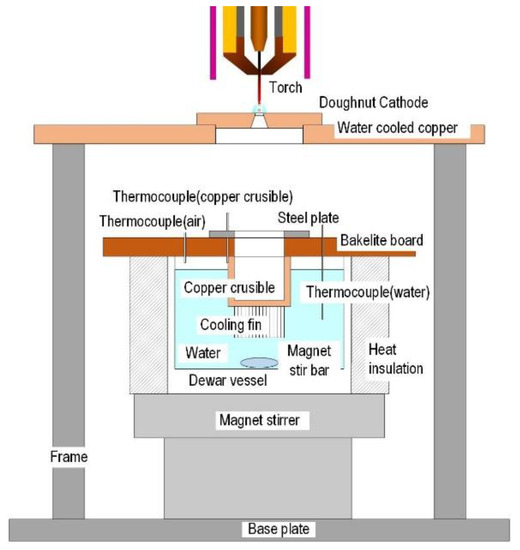{kind=link}
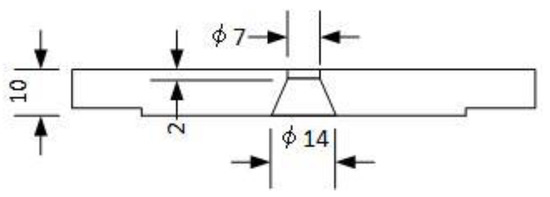{kind=link}
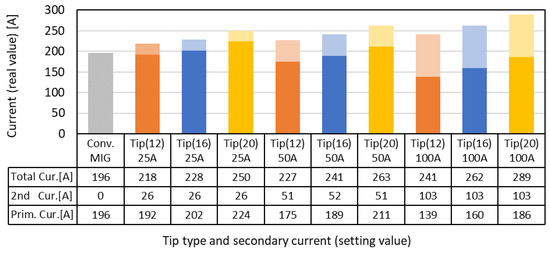{kind=link}
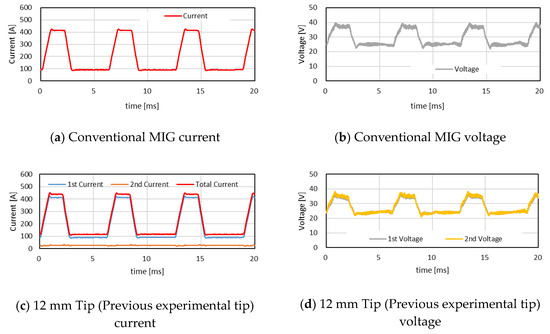{kind=link}
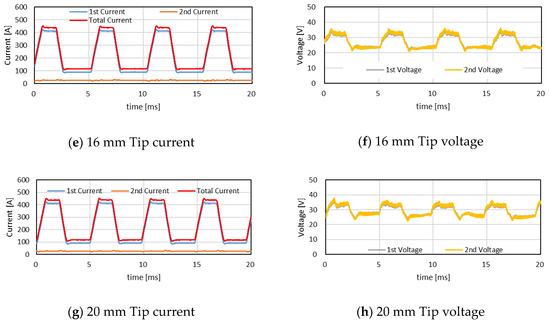{kind=link}
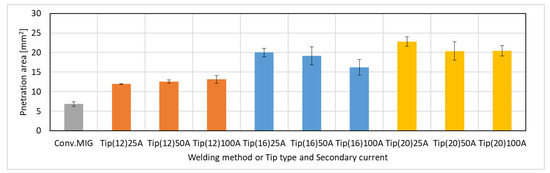{kind=link}
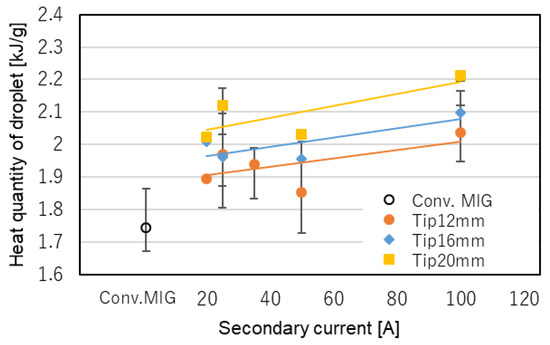{kind=link}
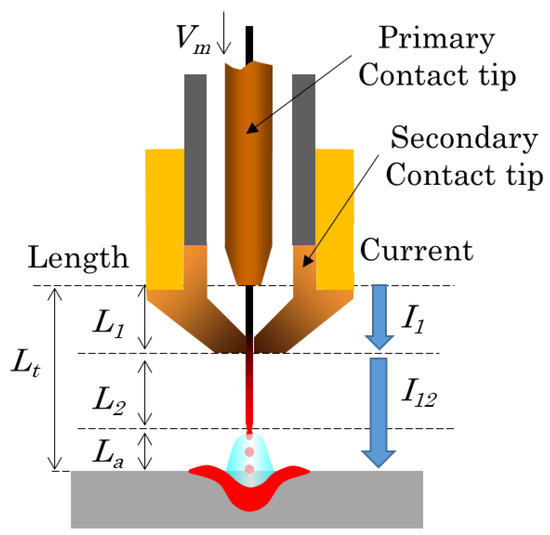{kind=link}
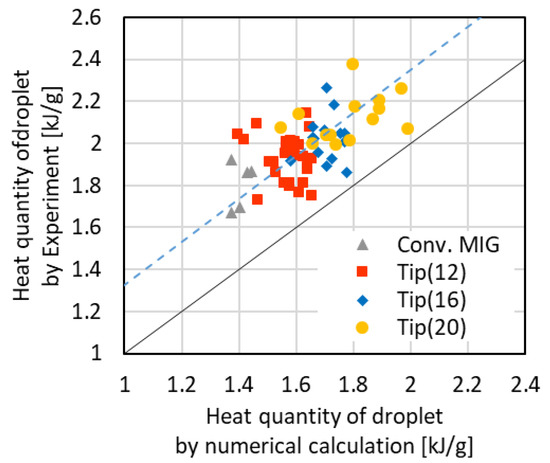{kind=link}
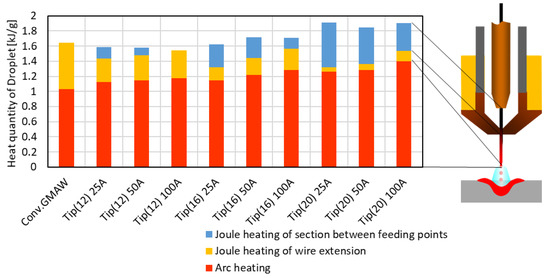{kind=link}