
Numerical Prediction of Strength of Socket Welded Pipes Taking into Account Computer Simulated Welding Stresses and Deformations

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
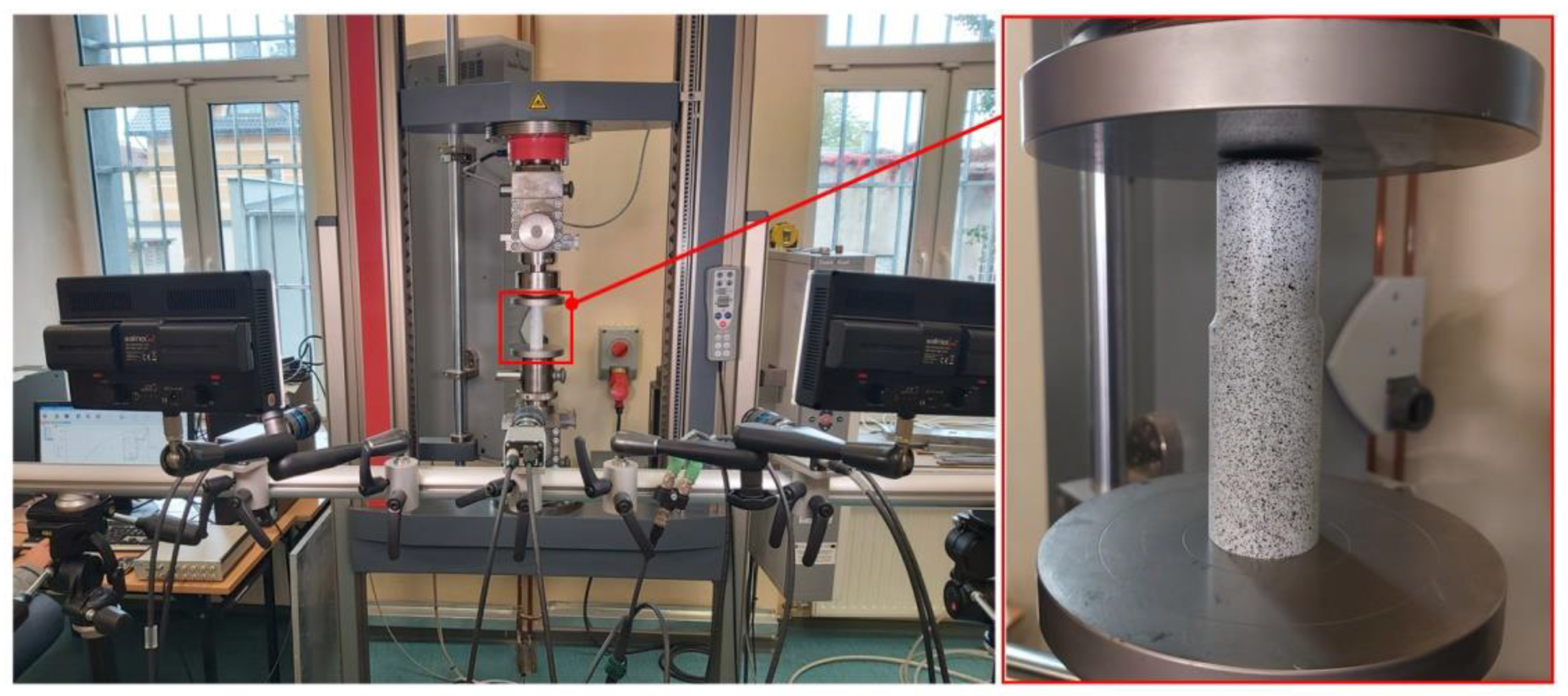
2. Experiment
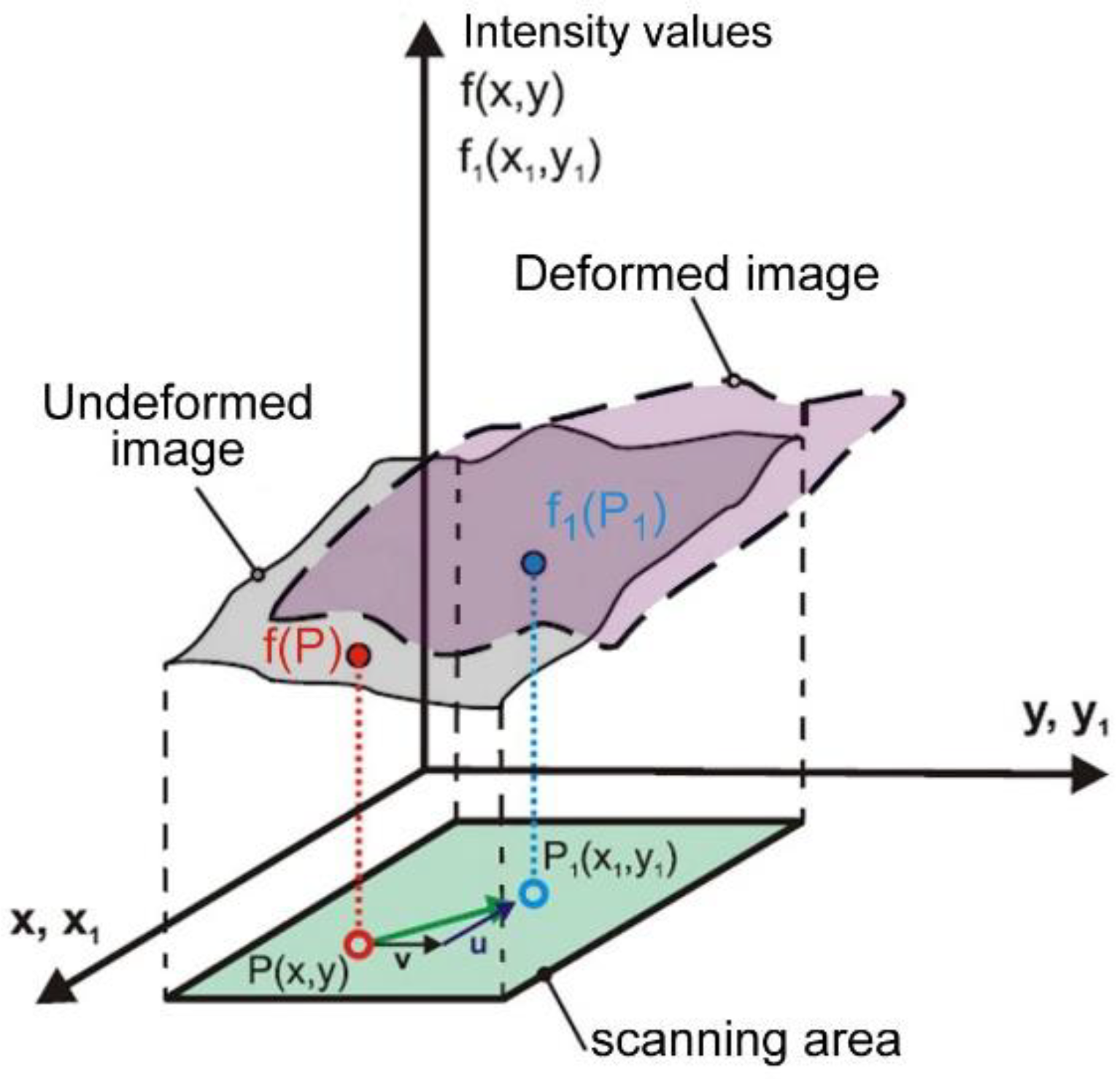
3. Image Correlation System
3.1. Measurement System
3.2. Results of Measurements
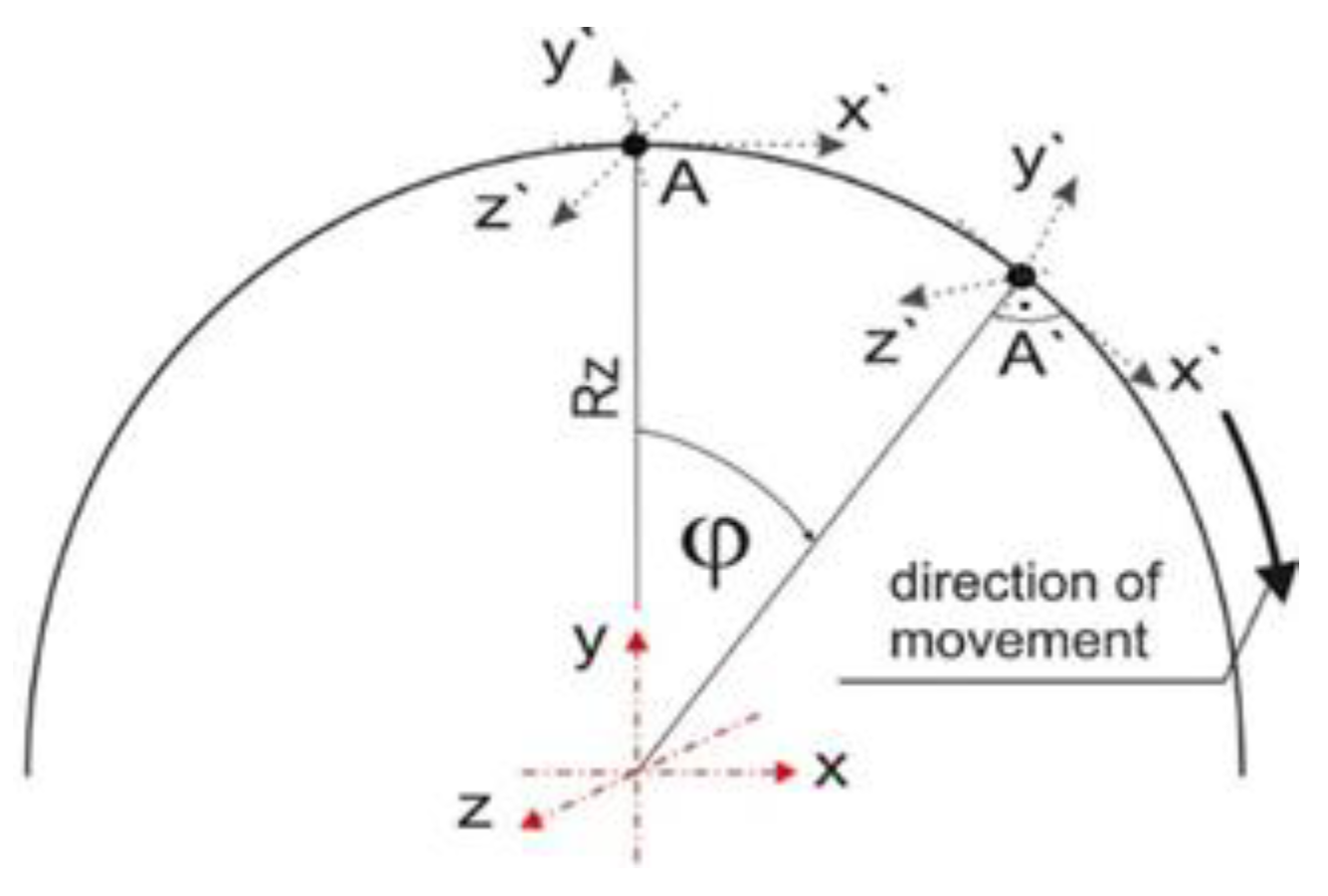
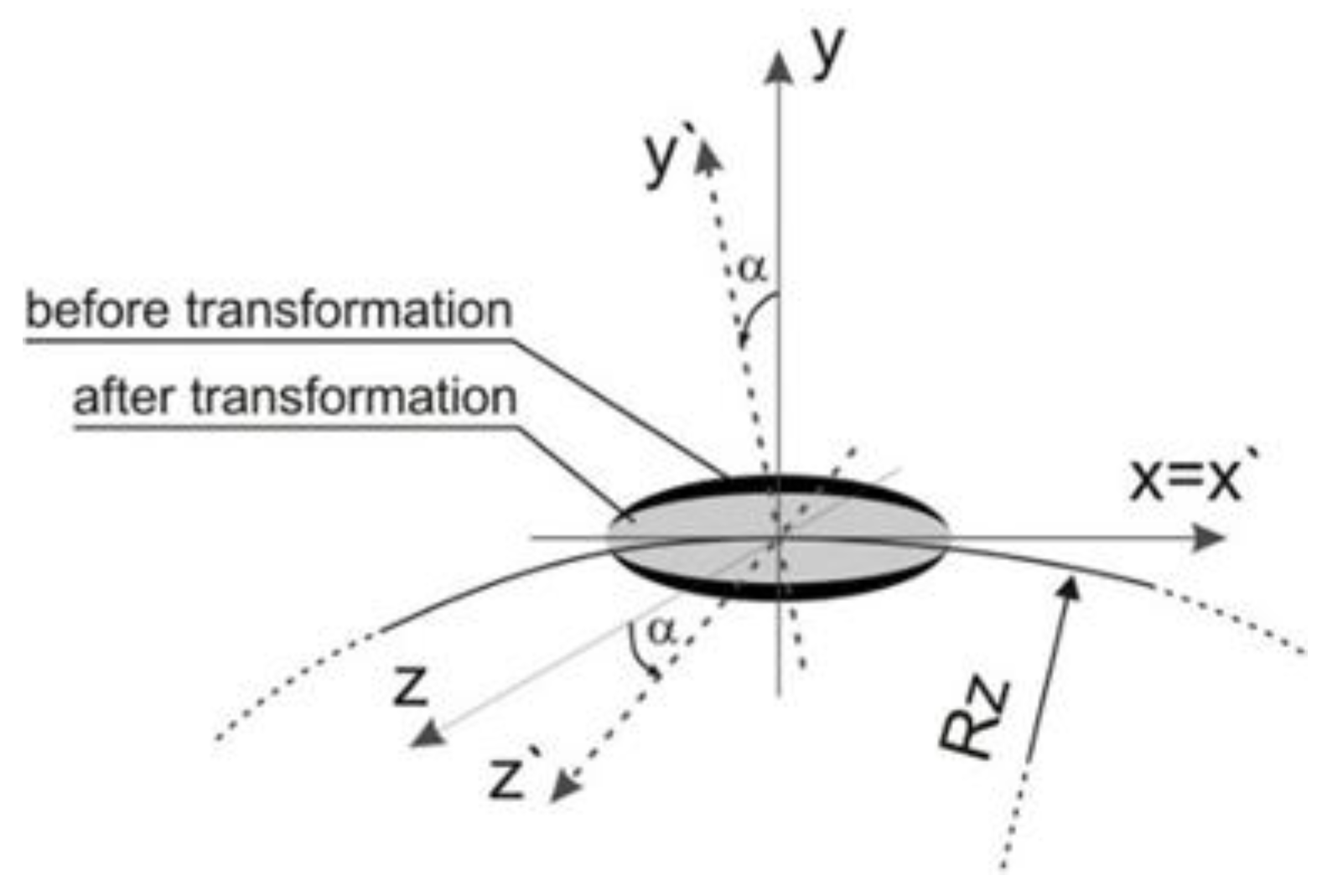
4. Mathematical and Numerical Modeling of Circumferential Welding of Pipes
4.1. Mathematical Models of Thermomechanical Phenomena
4.2. Modelling of the Heat Source
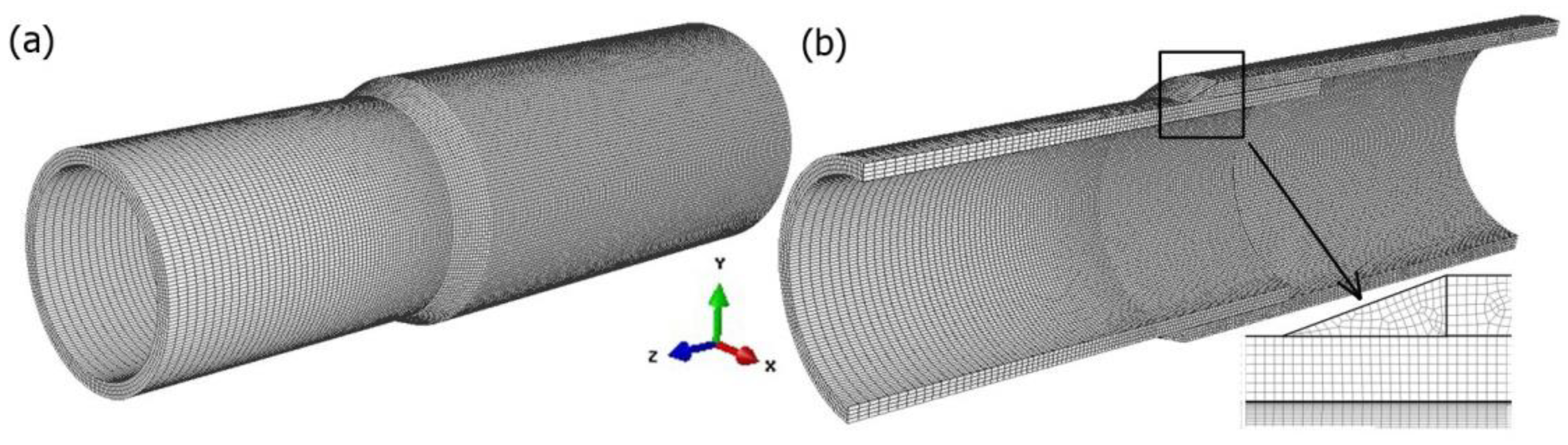
4.3. Numerical Model
5. Results and Discussion
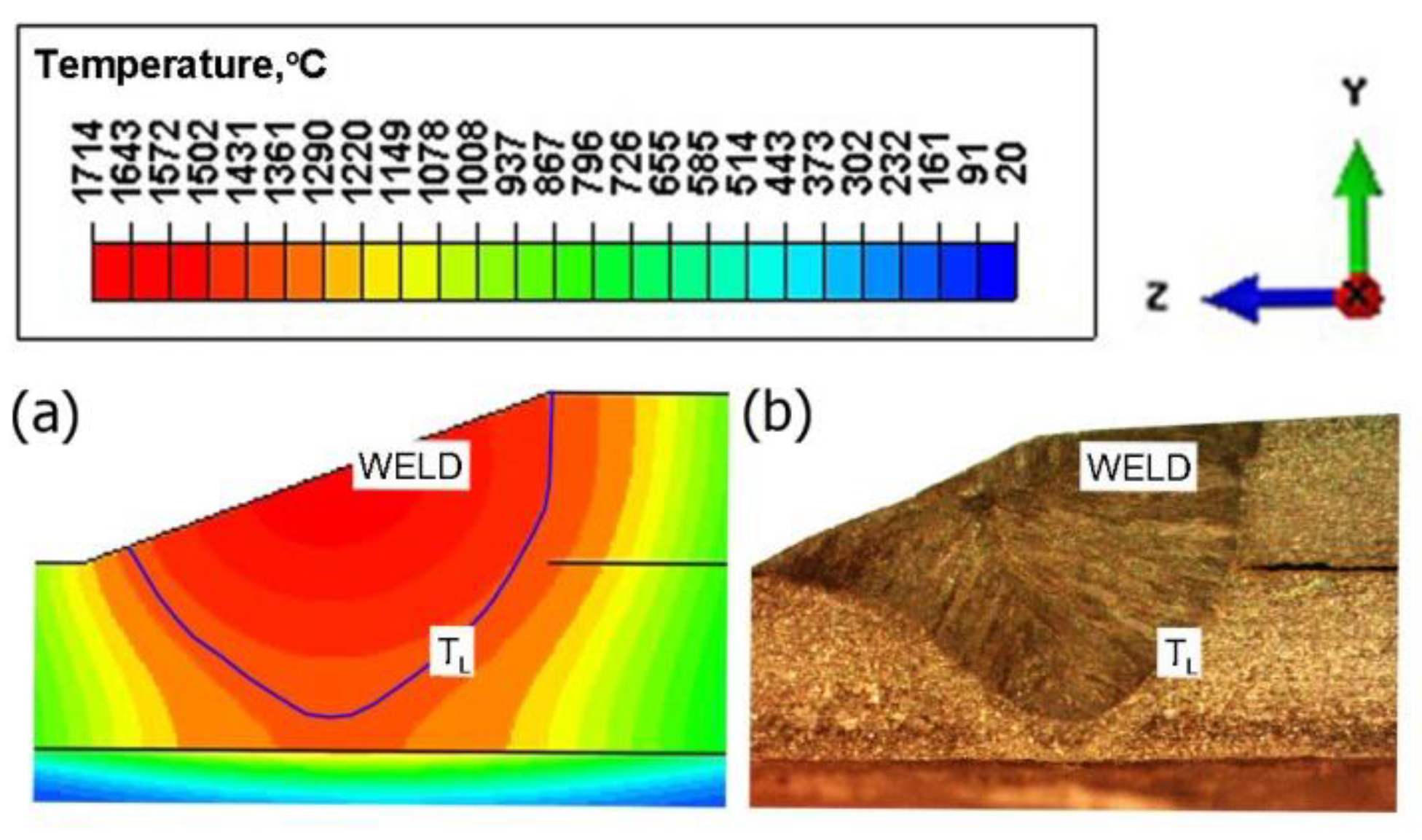
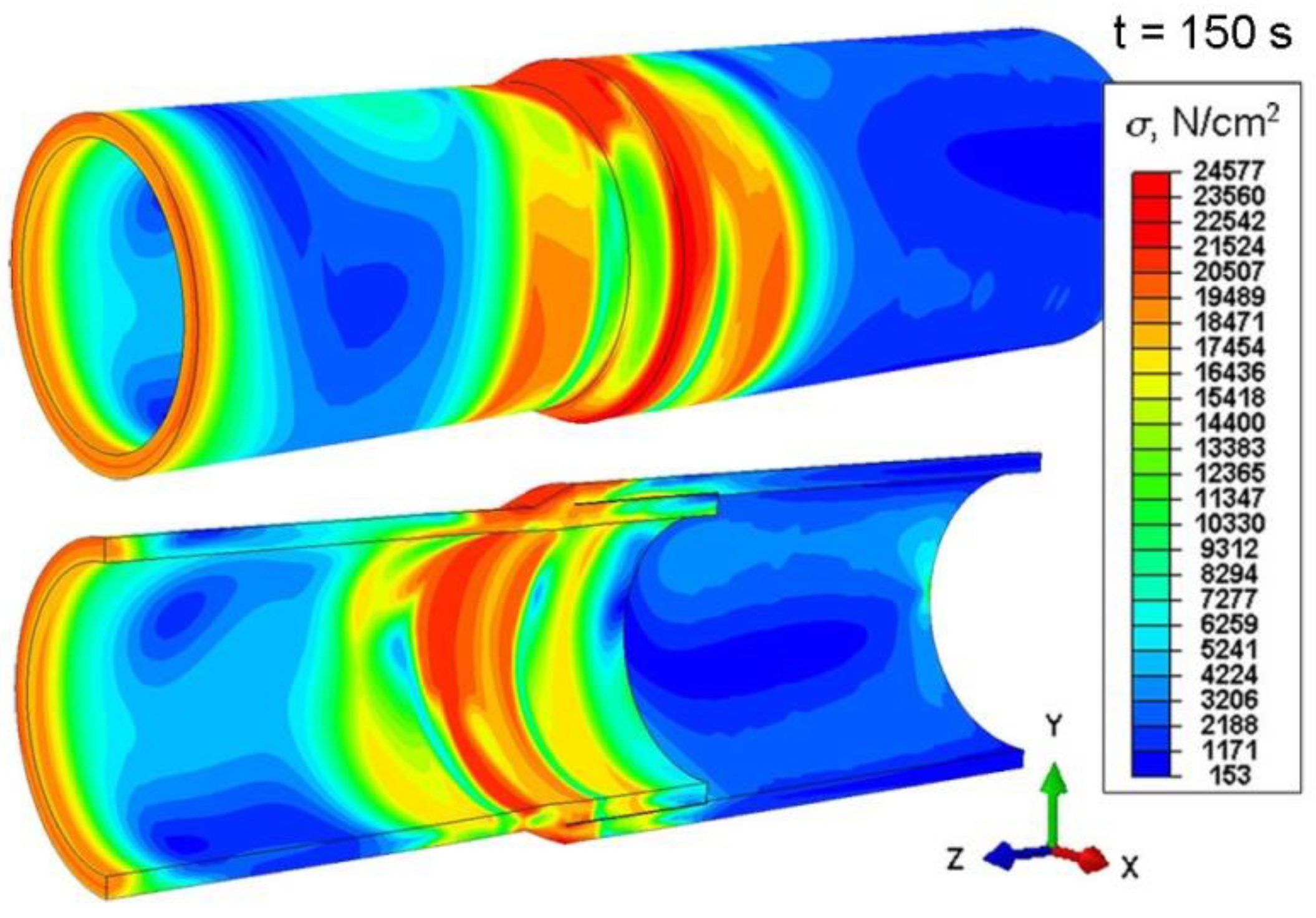
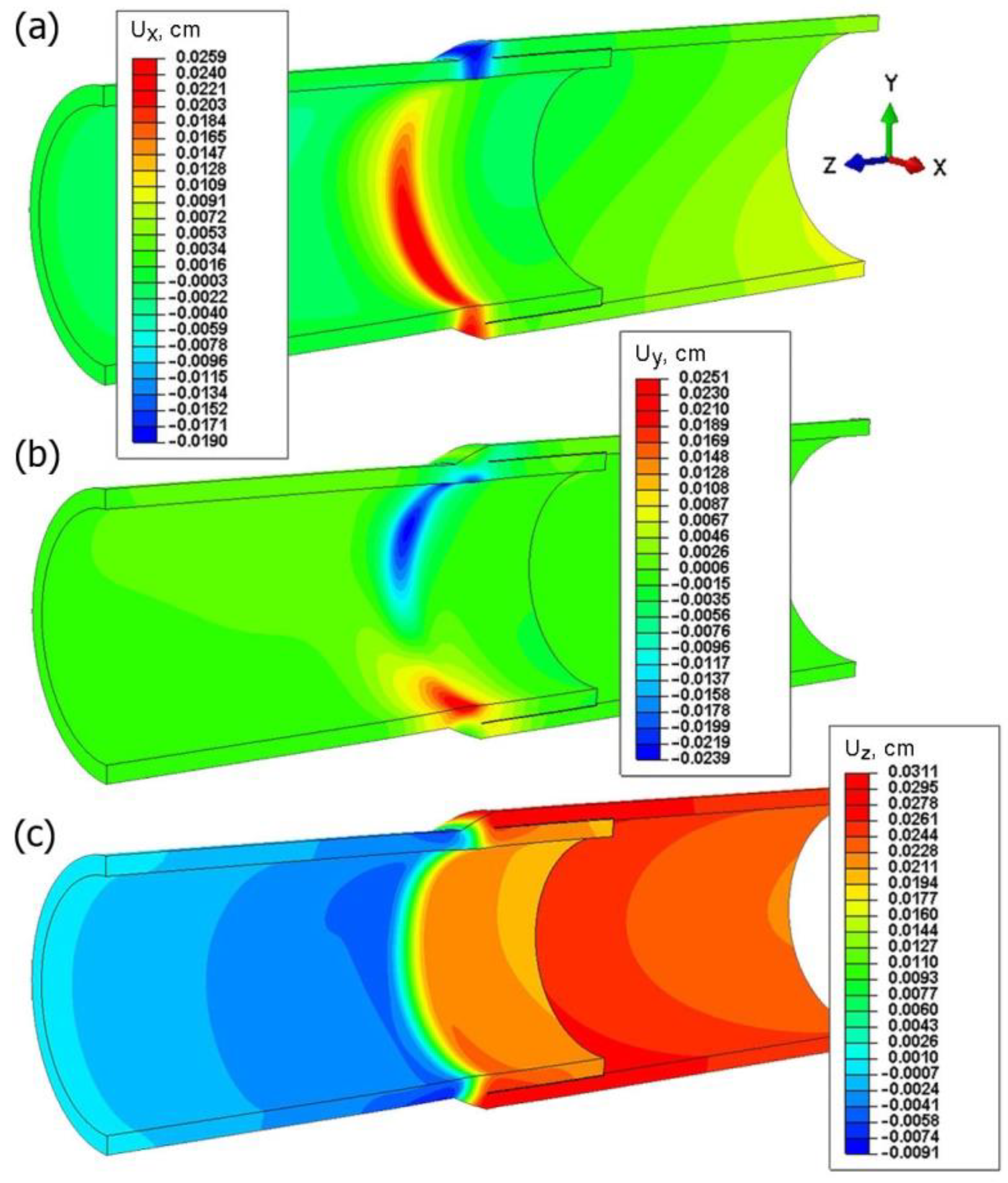
5.1. Results of Numerical Simulations of Thermomechanical Phenomena during Welding Processes
5.2. Results of Numerical Simulations of Compression Tests
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Webster, S.E.; Tkach, Y.; Langenberg, P.; Nonn, A.; Kucharcyzk, P.; Kristensen, J.K.; Courtade, P.; Debin, L.; Petring, D. Hyblas: Economical and Safe Laser Hybrid Welding of Structural Steel; Office for Official Publications of the European Communities: Luxembourg, 2009. [Google Scholar] [CrossRef]
- James, M.N.; Matthews, L.; Hattingh, D.G. Weld solidification cracking in a 304L stainless steel water tank. Eng. Fail. Anal. 2020, 115, 104614. [Google Scholar] [CrossRef]
- Caccese, V.; Yorulmaz, S. Laser Welded Steel Sandwich Panel Bridge Deck Development: Finite Element Analysis and Stake Weld Strength Tests; The University of Maine: Orono, ME, USA, 2009. [Google Scholar]
- Čapek, J.; Trojan, K.; Kec, J.; Černý, I.; Ganev, N.; Němeček, S. On the Weldability of thick P355NL1 pressure vessel steel plates using laser welding. Materials 2021, 14, 131. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Shuai, J.; Ren, W.; Lv, Z. Investigation of the tensile strain response of the girth weld of high-strength steel pipeline. J. Constr. Steel Res. 2022, 188, 107047. [Google Scholar] [CrossRef]
- Park, J.H.; Moon, H.S. Advanced automatic welding system for offshore pipeline system with seam tracking function. Appl. Sci. 2020, 10, 324. [Google Scholar] [CrossRef] [Green Version]
- Dobrotă, D.; Rotaru, I.; Bondrea, I. Welded Construction Design of Transition Fittings from Metal Pipes to Plastic Pipes. Metals 2020, 10, 1231. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Numerical simulation of temperature field and residual stress in multi–pass welds in stainless steel pipe and comparison with experimental measurements. Comput. Mater. Sci. 2006, 37, 269–277. [Google Scholar] [CrossRef]
- Baek, J.; Jang, Y.; Kim, I.; Yoo, J.; Kim, C.; Kim, J. Influence of welding processes and weld configurationon fatigue failure of natural gas branch pipe. Int. J. Pres. Ves. Pip. 2021, 193, 104474. [Google Scholar] [CrossRef]
- Choi, Y.H.; Choi, S.Y. Socket weld integrity in nuclear piping under fatigue loading condition. Nucl. Eng. Des. 2007, 237, 213–218. [Google Scholar] [CrossRef]
- Oh, C.Y.; Lee, J.H.; Kim, D.W.; Lee, S.H. Experimental evaluation of fatigue strength for small diameter socket welded joints under vibration loading condition. Nucl. Eng. Technol. 2021, 53, 3837–3851. [Google Scholar] [CrossRef]
- Alian, A.R.; Shazly, M.; Megahed, M.M. 3D finite element modeling of in-service sleeve repair welding of gas pipelines. Int. J. Pres. Ves. Pip. 2019, 146, 216–229. [Google Scholar] [CrossRef]
- Lee, D.M.; Kim, S.J.; Lee, H.J.; Kim, Y.J. Fatigue life evaluation of socket welded pipe with incomplete penetration defect: I-test and FE analysis. Nucl. Eng. Technol. 2021, 53, 3852–3859. [Google Scholar] [CrossRef]
- Komizo, Y. Overview of recent welding technology relating to pipeline construction. Trans JWRI 2008, 37, 1–5. [Google Scholar]
- Riffel, K.C.; Silva, R.H.G.; Dalpiaz, G.; Marques, C.; Schwedersky, M.B. Keyhole GTAW with dynamic wire feeding applied to orbital welding of 304L SS pipes. Soldagem Inspeçã 2019, 24, 18. [Google Scholar] [CrossRef] [Green Version]
- Akbari, D.; Sattari-Far, I. Effect of the welding heat input on residual stresses in butt-welds of dissimilar pipe joints. Int. J. Pres. Ves. Pip. 2009, 86, 769–776. [Google Scholar] [CrossRef]
- Obeid, O.; Alfano, G.; Bahai, H.; Jouhara, H. A parametric study of thermal and residual stress fields in lined pipe welding. Therm. Sci. Eng. Prog. 2017, 4, 205–218. [Google Scholar] [CrossRef]
- Xu, J.; Jia, X.; Fan, Y.; Liu, A.; Zhang, C. Residual stress analyses in a pipe welding simulation: 3D pipe versus axi-symmetric models. Procedia Mater. Sci. 2014, 3, 511–516. [Google Scholar] [CrossRef] [Green Version]
- Saternus, Z.; Piekarska, W.; Kubiak, M.; Domański, T. The Influence of Welding Heat Source Inclination on the Melted Zone Shape, Deformations and Stress State of Laser Welded T-Joints. Materials 2021, 14, 5303. [Google Scholar] [CrossRef] [PubMed]
- Hengesh, J.V.; Angell, M.; Lettis, W.R.; Bachhuber, J.L. A systematic approach for mitigating geohazards in pipeline design and construction. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 4–8 October 2004; Volume 47166, pp. 2567–2576, IPC2004-0147. [Google Scholar] [CrossRef]
- Ashrafi, H.; Vasseghi, A.; Hosseini, M.; Bazli, M. Development of fragility functions for natural gas transmission pipelines at anchor block interface. Eng. Struct. 2019, 186, 216–226. [Google Scholar] [CrossRef]
- Asadi, P.; Alimohammadi, S.; Kohantorabi, O.; Fazli, A.; Akbari, M. Effects of material type, preheating and weld pass number on residual stress of welded steel pipes by multi-pass TIG welding (C-Mn, SUS304, SUS316). Therm. Sci. Eng. Prog. 2020, 16, 100462. [Google Scholar] [CrossRef]
- Varma Prasad, V.M.; Joy Varghese, V.M.; Suresh, M.R.; Siva Kumar, D. 3D simulation of residual stress developed during TIG welding of stainless steel pipes. Procedia Technol. 2016, 24, 364–371. [Google Scholar] [CrossRef] [Green Version]
- Arif, A.F.M.; Al-Omari, A.S.; Yilbas, B.S.; Al-Nassar, Y.N. Thermal stress analysis of spiral laser-welded tube. J. Mater. Process. Tech. 2011, 211, 675–687. [Google Scholar] [CrossRef]
- Afzaal Malik, M.; Ejaz Qureshi, M.; Naeem Ullah, D.; Iqbal, K. Analysis of circumferentially arc welded thin-walled cylinders to investigate the residual stress fields. J. Thin-Walled Struct. 2008, 46, 1391–1401. [Google Scholar] [CrossRef]
- Yaghi, A.; Hyde, T.H.; Becker, A.A.; Sun, W.; Williams, J.A. Residual stress simulation in thin and thick-walled stainless steel pipe welds including pipe diameter effects. Int. J. Pres. Ves. Pip. 2006, 83, 864–874. [Google Scholar] [CrossRef]
- Xu, S.; Wang, W.; Chang, Y. Using FEM to predict residual stresses in girth welding joint of layered cylindrical vessels. Int. J. Press. Vessel. Pip. 2014, 119, 1–7. [Google Scholar] [CrossRef]
- Górka, J.; Stano, S. Microstructure and properties of hybrid laser arc welded joints (Laser Beam-MAG) in thermo-mechanical control processed S700MC Steel. Metals 2018, 8, 132. [Google Scholar] [CrossRef] [Green Version]
- Sapieta, M.; Sapietova, A.; Dekys, V. Comparison of the thermoelastic phenomenon expressions in stainless steels during cyclic loading. Metalurgija 2017, 56, 203–206. [Google Scholar]
- Walesa, K.; Malujda, I.; Talaska, K.; Wilczynski, D. Process analysis of the hot plate welding of drive belts. Acta Mech. Et Autom. 2020, 14, 84–90. [Google Scholar]
- Hu, X.; Yang, Y.; Song, M. Experimental and Numerical Investigations on the Thermomechanical Behavior of 304 Stainless Steel/Q345R Composite Plate Weld Joint. Materials 2019, 12, 3489. [Google Scholar] [CrossRef] [Green Version]
- Jafarzadegan, M.; Taghiabadi, R.; Mofid, M.A. Using double ellipsoid heat source model for prediction of HAZ grain growth in GTAW of stainless steel 304. Mater. Today Commun. 2022, 31, 103411. [Google Scholar] [CrossRef]
- Saternus, Z.; Piekarska, W. Numerical analysis of thermomechanical phenomena in laser welded pipe-to-flat. Procedia Eng. 2017, 177, 196–203. [Google Scholar] [CrossRef]
- Chu, T.C.; Ranson, W.F.; Sutton, M.A.; Peters, W.H. Application of digital-imagecorrelation techniques to experimental mechanics. Exp. Mech. 1985, 25, 232–244. [Google Scholar] [CrossRef]
- Kubiak, M.; Domański, T.; Dekýš, V.; Sapietová, A. Measurement of Strain during Tension Test of Welded Joint Using Multi-camera 3D Correlation System. Procedia Eng. 2017, 177, 107–113. [Google Scholar] [CrossRef]
- Dan, X.; Li, J.; Zhao, Q.; Sun, F.; Wang, Y.; Yang, L. A Cross-Dichroic-Prism-Based Multi-Perspective Digital Image Correlation System. Appl. Sci. 2019, 9, 673. [Google Scholar] [CrossRef] [Green Version]
- Siebert, T.; Wang, W.; Mottershead, J.E.; Pipino, A. Application of High Speed Image Correlation for Measurement of Mode Shapes of a Car Bonnet. Appl. Mech. Mater. 2011, 70, 45–50. [Google Scholar] [CrossRef]
- Trebuňa, F.; Huňady, R.; Bobovský, Z.; Hagara, M. Results and Experiences from the Application of Digital Image Correlation in Operational Modal Analysis. Acta Polytech. Hungarica. 2013, 10, 159–174. [Google Scholar]
- Feng, L.-J.; Wu, L.-Z.; Yu, G.-C. The optimum layer number of multi-layer pyramidal core sandwich columns under in-plane compression. Theor. App. Mech. Lett. 2016, 6, 65–68. [Google Scholar] [CrossRef] [Green Version]
- Wojtkowiak, D.; Talaska, K.; Wilczynski, D. Evaluation of the belt punching process efficiency based on the resistance force of the compressed material. Int. J. Adv. Manuf. Technol. 2020, 110, 717–727. [Google Scholar] [CrossRef]
- Dowden, J.M. The Mathematics of Thermal Modeling; Taylor & Francis Group: New York, NY, USA, 2001. [Google Scholar]
- Dassault System. Abaqus Theory Manual; Version 6.7, SIMULIA; Dassault System: Vélizy-Villacoublay, France, 2007. [Google Scholar]
- Koric, S.; Thomas, B. Thermo-mechanical model of solidification processes with ABAQUS. In Proceedings of the Abaqus Users’ Conference, Paris, France, 22–24 May 2007. [Google Scholar]
- Ghafouri, M.; Ahn, J.; Mourujärvi, J.; Björk, T.; Larkiola, J. Finite element simulation of welding distortions in ultra-high strength steel S960 MC including comprehensive thermal and solid-state phase transformation models. Eng. Struct. 2020, 219, 110804. [Google Scholar] [CrossRef]
- Xu, G.; Wu, C.; Ma, X.; Wang, X. Numerical analysis of welding residual stress and distortion in laser+ GMAW hybrid welding of aluminum alloy T-joint. Acta Metall. Sin. Engl. Lett. 2013, 26, 352–360. [Google Scholar] [CrossRef]
- Goldak, J.A. Computational Welding Mechanics; Springer: New York, NY, USA, 2005. [Google Scholar]
- Ghafouri, M.; Ahola, A.; Ahn, J.; Björk, T. Welding-induced stresses and distortion in high-strength steel T-joints: Numerical and experimental study. J. Constr. Steel Res. 2022, 189, 107088. [Google Scholar] [CrossRef]
- Rodriguez-Martinez, J.A.; Rusinek, A.; Pesci, R. Experimental survey on the behavior of AISI 304 steel sheets subjected to perforation. Thin-Walled Struct. 2010, 48, 966–978. [Google Scholar] [CrossRef] [Green Version]























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Domański, T.; Piekarska, W.; Saternus, Z.; Kubiak, M.; Stano, S. Numerical Prediction of Strength of Socket Welded Pipes Taking into Account Computer Simulated Welding Stresses and Deformations. Materials 2022, 15, 3243. https://doi.org/10.3390/ma15093243
Domański T, Piekarska W, Saternus Z, Kubiak M, Stano S. Numerical Prediction of Strength of Socket Welded Pipes Taking into Account Computer Simulated Welding Stresses and Deformations. Materials. 2022; 15(9):3243. https://doi.org/10.3390/ma15093243
Chicago/Turabian StyleDomański, Tomasz, Wiesława Piekarska, Zbigniew Saternus, Marcin Kubiak, and Sebastian Stano. 2022. "Numerical Prediction of Strength of Socket Welded Pipes Taking into Account Computer Simulated Welding Stresses and Deformations" Materials 15, no. 9: 3243. https://doi.org/10.3390/ma15093243