
Solid State Joining of a Cold Rolled Zr-Based Bulk Metallic Glass to a Wrought Aluminum Alloy by Power Ultrasonics

 , and
, and 
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- Optimization of the process parameters with the welding energy WUS = 2000 Ws, the displacement amplitude u = 41 µm and the welding force FUS = 740 N, results in Al/BMG joints that exhibit tensile shear forces of FTS = 4509 ± 174 N, equal to the Al base metal. The joint itself is not the weakest link, as plastic deformation (PLC-effect) and failure occurs in the crystalline Al sheet.
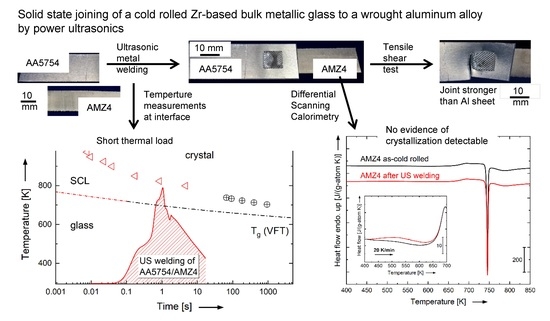
- Considering the TTT diagram of the AMZ4, the thermal load during ultrasonic welding enables AMZ4 to undergo glass transition and to reach the supercooled liquid region (SCL), resulting in the joining of the two alloys without any crystallization in the BMG occurring during the welding process.
- Differential scanning calorimetry (DSC) reveals that the enthalpy of crystallization after welding is comparable to the as-rolled condition. This is due to the low and short thermal loading of the joining process, which prevents the crystallization of AMZ4. In addition, the released enthalpy of relaxation of the weld spot in the DSC is smaller than in the as-cold rolled condition, because the temperature rise above the glass transition and the subsequent quench of the weld spot leads to a more relaxed state as the as-rolled BMG sheet. Morphology stability and microstructural investigations by XRD, LOM and SEM/EDX reveal no evidence of crystallization of AMZ4 in the bulk material.
- Future investigations could achieve further improvement in joint performance through detailed parameter studies and through improved mechanical properties of the crystalline joining partners (e.g., AA7075, Ti64). The limits of ultrasonic metal welding for this combination of materials could be determined if the strength of the crystalline joining partner is large enough so that the joint fails at the weld interface during shear loading.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, J.; Liang, X.; Wu, X.; Liu, Z.; Gong, F. Sub-second thermoplastic forming of bulk metallic glasses by ultrasonic beating. Sci. Rep. 2015, 5, 17844. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, Z.; Li, Z.; Zhong, S.; Ma, Z.; Yan, J. Wetting mechanism of Sn to Zr50.7Cu28Ni9Al12.3 bulk metallic glass assisted by ultrasonic treatment. Ultrason. Sonochemistry 2018, 48, 207–217. [Google Scholar] [CrossRef] [PubMed]
- Nishikawa, H.; WongPiromsarn, K.; Abe, H.; Takemoto, T.; Fukuhara, M.; Inoue, A. Solderability of bulk metallic glasses using lead-free solders. Mater. Trans. 2009, 50, 1326–1329. [Google Scholar] [CrossRef] [Green Version]
- Nishikawa, H.; WongPiromsarn, K.; Abe, H.; Takemoto, T.; Kubo, M.; Sanagawa, Y.; Sakai, T.; Fukuhara, M.; Inoue, A. Low temperature bonding of bulk metallic glass using an ultrasonic process. In Characterization and Control of Interfaces for High Quality Advanced Materials III; Ewsuk, K., Naito, M., Kakeshita, T., Kirihara, S., Uematsu, K., Abe, H., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; pp. 29–35. ISBN 9780470917145. [Google Scholar]
- Sohrabi, N.; Jhabvala, J.; Kurtuldu, G.; Stoica, M.; Parrilli, A.; Berns, S.; Polatidis, E.; van Petegem, S.; Hugon, S.; Neels, A.; et al. Characterization, mechanical properties and dimensional accuracy of a Zr-based bulk metallic glass manufactured via laser powder-bed fusion. Mater. Des. 2021, 199, 109400. [Google Scholar] [CrossRef]
- Wegner, J.; Frey, M.; Stiglmair, P.; Kleszczynski, S.; Witt, G.; Busch, R. Mechanical properties of honeycomb structured Zr-based bulk metallic glass specimens fabricated by laser powder bed fusion. S. Afr. J. Ind. Eng. 2019, 30, 32–40. [Google Scholar] [CrossRef]
- Peng, Q.; Xie, Y.; Zhu, B.; Chen, W.; Schroers, J.; Chen, M.; Liu, Z. Joining mechanism of bulk metallic glasses in their supercooled liquid region. J. Mater. Process. Technol. 2020, 279, 116583. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, M.; Li, N.; Liu, L. Metal frame reinforced bulk metallic glass composites. Mater. Res. Lett. 2020, 8, 60–67. [Google Scholar] [CrossRef]
- Zhang, W.; Ao, S.; Oliveira, J.P.; Li, C.; Zeng, Z.; Wang, A.; Luo, Z. On the metallurgical joining mechanism during ultrasonic spot welding of NiTi using a Cu interlayer. Scr. Mater. 2020, 178, 414–417. [Google Scholar] [CrossRef]
- Zhang, W.; Ao, S.S.; Oliveira, J.P.; Zeng, Z.; Luo, Z.; Hao, Z.Z. Effect of ultrasonic spot welding on the mechanical behaviour of NiTi shape memory alloys. Smart Mater. Struct. 2018, 27, 85020. [Google Scholar] [CrossRef]
- Ni, Z.L.; Ye, F.X. Ultrasonic spot welding of aluminum alloys: A review. J. Manuf. Process. 2018, 35, 580–594. [Google Scholar] [CrossRef]
- Shakil, M.; Tariq, N.H.; Ahmad, M.; Choudhary, M.A.; Akhter, J.I.; Babu, S.S. Effect of ultrasonic welding parameters on microstructure and mechanical properties of dissimilar joints. Mater. Des. 2014, 55, 263–273. [Google Scholar] [CrossRef]
- Lou, Y.; Xv, S.; Liu, Z.; Ma, J. Rejuvenation of Zr-based bulk metallic glasses by ultrasonic vibration-assisted elastic deformation. Materials 2020, 13, 4397. [Google Scholar] [CrossRef] [PubMed]
- Lou, Y.; Liu, X.; Yang, X.; Ge, Y.; Zhao, D.; Wang, H.; Zhang, L.-C.; Liu, Z. Fast rejuvenation in bulk metallic glass induced by ultrasonic vibration precompression. Intermetallics 2020, 118, 106687. [Google Scholar] [CrossRef]
- Wu, W.; Jiang, J.; Li, G.; Fuh, J.Y.H.; Jiang, H.; Gou, P.; Zhang, L.; Liu, W.; Zhao, J. Ultrasonic additive manufacturing of bulk Ni-based metallic glass. J. Non-Cryst. Solids 2019, 506, 1–5. [Google Scholar] [CrossRef]
- Li, X.; Liang, X.; Zhang, Z.; Ma, J.; Shen, J. Cold joining to fabricate large size metallic glasses by the ultrasonic vibrations. Scr. Mater. 2020, 185, 100–104. [Google Scholar] [CrossRef]
- Huang, Z.; Fu, J.; Li, X.; Wen, W.; Lin, H.; Lou, Y.; Luo, F.; Zhang, Z.; Liang, X.; Ma, J. Ultrasonic-assisted rapid cold welding of bulk metallic glasses. Sci. China Mater. 2021, 65, 255–262. [Google Scholar] [CrossRef]
- Kim, J. Weldability of Cu54Zr22Ti18Ni6 bulk metallic glass by ultrasonic welding processing. Mater. Lett. 2014, 130, 160–163. [Google Scholar] [CrossRef]
- Nicolaescu, M.; Codrean, C.; Binchiciu, E.; Radu, B. Production of bulk metallic glasses by ultrasonic welding of nickel based amorphous ribbons. Adv. Mater. Res. 2020, 1157, 123–129. [Google Scholar] [CrossRef]
- Song, X.C.; Zhu, Z.Q.; Chen, Y.F. Ultrasonic welding of Fe78Si9B13 metallic glass. Mater. Sci. Forum 2014, 809–810, 348–353. [Google Scholar] [CrossRef]
- Maeda, M.; Takahashi, Y.; Fukuhara, M.; Wang, X.; Inoue, A. Ultrasonic bonding of Zr55Cu30Ni5Al10 metallic glass. Mater. Sci. Eng. B 2008, 148, 141–144. [Google Scholar] [CrossRef]
- Hididis, P.; Nicolaescu, M.; Opris, C.; Buzdugan, D.; Codrean, C.; Geanta, V.; Serban, V.-A. Ultrasonic welding on Cu-Zr based glassy ribbons. Sci. Bull. Ser. B Chem. Mater. Sci. 2022, 84, 199–206. [Google Scholar]
- Maeda, M.; Yamasaki, T.; Takahashi, Y.; Inoue, A. Interfacial microstructure and thermal stability of Zr55Cu30Ni5Al10 metallic glass joints formed by ultrasonic bonding. Mater. Trans. 2009, 50, 1263–1268. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Yang, Q.; Liu, X.; Liu, Y.; Liu, B.; Misra, R.; Xu, H.; Bai, P. Microstructure and mechanical properties of amorphous strip/aluminum laminated composites fabricated by ultrasonic additive consolidation. Mater. Sci. Eng. A 2019, 749, 74–78. [Google Scholar] [CrossRef]
- Li, Z.; Huang, Z.; Sun, F.; Li, X.; Ma, J. Forming of metallic glasses: Mechanisms and processes. Mater. Today Adv. 2020, 7, 100077. [Google Scholar] [CrossRef]
- Kreye, H.; Hammerschmidt, M.; Reiners, G. Ultrasonic welding of metallic alloy glass to copper. Scr. Metall. 1978, 12, 1059–1061. [Google Scholar] [CrossRef]
- Li, G.; Zhao, J.; Fuh, J.Y.H.; Wu, W.; Jiang, J.; Wang, T.; Chang, S. Experiments on the ultrasonic bonding additive manufacturing of metallic glass and crystalline metal composite. Materials 2019, 12, 2975. [Google Scholar] [CrossRef] [Green Version]
- Heinrich, J.; Busch, R.; Nonnenmacher, B. Processing of a bulk metallic glass forming alloy based on industrial grade Zr. Intermetallics 2012, 25, 1–4. [Google Scholar] [CrossRef]
- Fratz, M.; Seyler, T.; Bertz, A.; Carl, D. Digital holography in production: An overview. Light: Adv. Manuf. 2021, 2, 283–295. [Google Scholar] [CrossRef]
- Seyler, T.; Engler, J.; Fuchs, M.; Beckmann, T.; Fratz, M.; Bertz, A.; Carl, D.; Grün, V.; Börret, R.; Ströer, F.; et al. HoloPort– Submikrometergenau 3D-Messen in der Werkzeugmaschine. tm-Tech. Mess. 2020, 87, 210–221. [Google Scholar] [CrossRef]
- Gallego-Juárez, J.A.; Graff, K.F. Power Ultrasonics: Applications of High-Intensity Ultrasound; Gallego-Juárez, J.A., Graff, K.F., Eds.; Woodhead Publishing: Cambridge, UK, 2015; ISBN 978-1-78242-028-6. [Google Scholar]
- Okada, M.; Shin, S.; Miyagi, M.; Matsuda, H. On the joint mechanism of ultrasonic welding. J. Jpn. Inst. Met. Mater. 1962, 26, 585–590. [Google Scholar] [CrossRef] [Green Version]
- Ensminger, D.; Bond, L.J. Ultrasonics: Fundamentals, Technologies, and Applications, 3rd ed.; Ensminger, D., Bond, L.J., Eds.; Taylor & Francis: Boca Raton, FL, USA, 2011; ISBN 978-1-4200-2027-4. [Google Scholar]
- Neppiras, E.A. Ultrasonic welding of metals. Ultrasonics 1965, 3, 128–135. [Google Scholar] [CrossRef]
- Bakish, R.; Rieppel, P.J.; Bahun, C.J.; Engquist, R.D.; Nippes, E.; Jones, J.B. New techniques for: Metals joining in the space age. JOM 1964, 16, 238–245. [Google Scholar] [CrossRef]
- Brockelsby, C.F. Some applications of ultrasonics. J. Sci. Instrum. 1963, 40, 153–157. [Google Scholar] [CrossRef]
- Rozenberg, L.D. Physical Principles of Ultrasonic Technology; Springer: Boston, MA, USA, 1973; ISBN 978-1-4684-8219-5. [Google Scholar]
- Gupta, K. Advanced Manufacturing Technologies: Modern Machining, Advanced Joining, Sustainable Manufacturing; Gupta, K., Ed.; Springer: Cham, Switzerland, 2017; ISBN 978-3-319-56098-4. [Google Scholar]
- Wen, W.; Morris, J.G. An investigation of serrated yielding in 5000 series aluminum alloys. Mater. Sci. Eng. A 2003, 354, 279–285. [Google Scholar] [CrossRef]
- Sohrabi, N.; Schawe, J.E.; Jhabvala, J.; Löffler, J.F.; Logé, R.E. Critical crystallization properties of an industrial-grade Zr-based metallic glass used in additive manufacturing. Scr. Mater. 2021, 199, 113861. [Google Scholar] [CrossRef]
- Ericsson, A.; Pacheco, V.; Sahlberg, M.; Lindwall, J.; Hallberg, H.; Fisk, M. Transient nucleation in selective laser melting of Zr-based bulk metallic glass. Mater. Des. 2020, 195, 108958. [Google Scholar] [CrossRef]
- Bochtler, B.; Stolpe, M.; Reiplinger, B.; Busch, R. Consolidation of amorphous powder by thermoplastic forming and subsequent mechanical testing. Mater. Des. 2018, 140, 188–195. [Google Scholar] [CrossRef]
- Uhlmann, D.R. A kinetic treatment of glass formation. J. Non-Cryst. Solids 1972, 7, 337–348. [Google Scholar] [CrossRef]
- Monnier, X.; Cangialosi, D.; Ruta, B.; Busch, R.; Gallino, I. Vitrification decoupling from α-relaxation in a metallic glass. Sci. Adv. 2020, 6, eaay1454. [Google Scholar] [CrossRef] [Green Version]
- Gallino, I.; Cangialosi, D.; Evenson, Z.; Schmitt, L.; Hechler, S.; Stolpe, M.; Ruta, B. Hierarchical aging pathways and reversible fragile-to-strong transition upon annealing of a metallic glass former. Acta Mater. 2018, 144, 400–410. [Google Scholar] [CrossRef]
- Busch, R.; Gallino, I. Kinetics, thermodynamics, and structure of bulk metallic glass forming liquids. JOM 2017, 69, 2178–2186. [Google Scholar] [CrossRef]
- Gallino, I.; Busch, R. Relaxation pathways in metallic glasses. JOM 2017, 69, 2171–2177. [Google Scholar] [CrossRef]
- Gallino, I.; Shah, M.B.; Busch, R. Enthalpy relaxation and its relation to the thermodynamics and crystallization of the Zr58.5Cu15.6Ni12.8Al10.3Nb2.8 bulk metallic glass-forming alloy. Acta Mater. 2007, 55, 1367–1376. [Google Scholar] [CrossRef]
- Stolpe, M.; Kruzic, J.J.; Busch, R. Evolution of shear bands, free volume and hardness during cold rolling of a Zr-based bulk metallic glass. Acta Mater. 2014, 64, 231–240. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Tensile Properties | |||||
| σy [GPa] | UTS [GPa] | E [GPa] | A [%] | |||
| AA5754-H22 | 0.178 | 0.250 | 70 | 13.5 | ||
| Compression Properties | Bending Properties | |||||
| σyieldcompr. [GPa] | σmaxcompr. [GPa] | Ecompr. [GPa] | σyieldbending [GPa] | σmaxbending [GPa] | Ebending [GPa] | |
| AMZ4 | 1.6 | 1.7 | 90 | 2.1 | 2.7 | 78 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Becker, M.; Kuball, A.; Ghavimi, A.; Adam, B.; Busch, R.; Gallino, I.; Balle, F. Solid State Joining of a Cold Rolled Zr-Based Bulk Metallic Glass to a Wrought Aluminum Alloy by Power Ultrasonics. Materials 2022, 15, 7673. https://doi.org/10.3390/ma15217673
Becker M, Kuball A, Ghavimi A, Adam B, Busch R, Gallino I, Balle F. Solid State Joining of a Cold Rolled Zr-Based Bulk Metallic Glass to a Wrought Aluminum Alloy by Power Ultrasonics. Materials. 2022; 15(21):7673. https://doi.org/10.3390/ma15217673
Chicago/Turabian StyleBecker, Michael, Alexander Kuball, Amirhossein Ghavimi, Bastian Adam, Ralf Busch, Isabella Gallino, and Frank Balle. 2022. "Solid State Joining of a Cold Rolled Zr-Based Bulk Metallic Glass to a Wrought Aluminum Alloy by Power Ultrasonics" Materials 15, no. 21: 7673. https://doi.org/10.3390/ma15217673