
Design and Test of Dislocation Baffle Roller Bionic Picking Device for Fresh Corn
Abstract
:1. Introduction
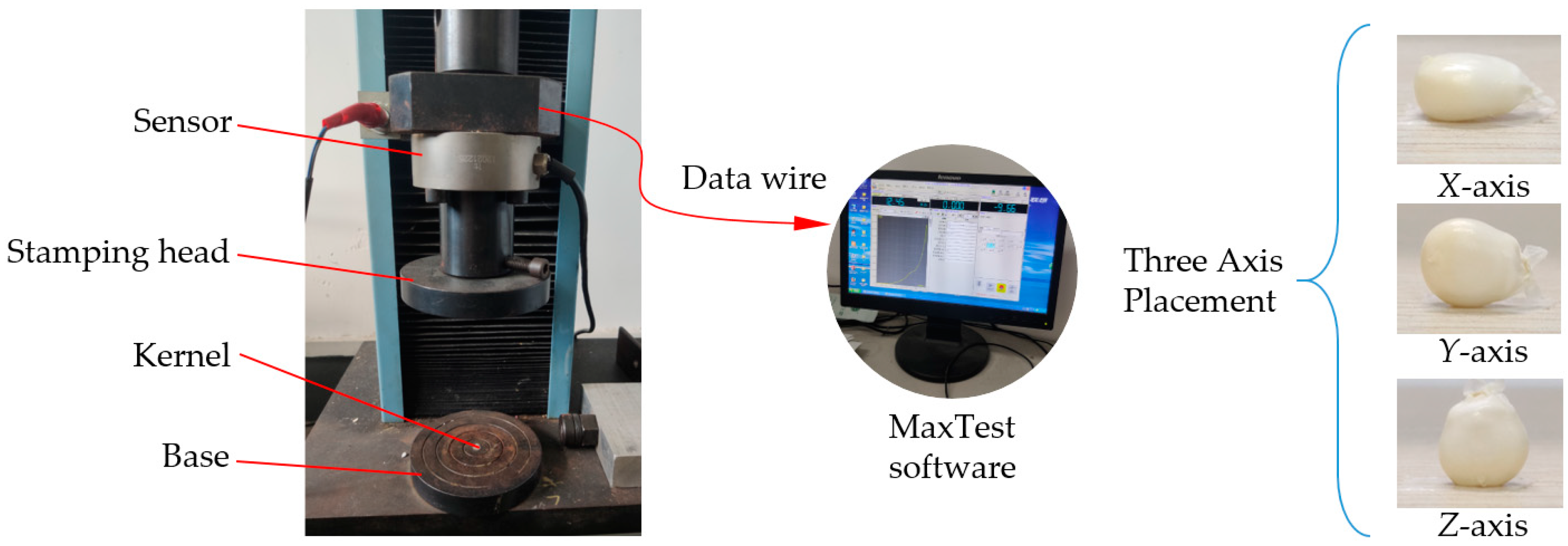
2. Mechanical Tests on Fresh Corn Kernel Crushing
3. Design and Analysis of Dislocation Baffle Roller Bionic Picking Device
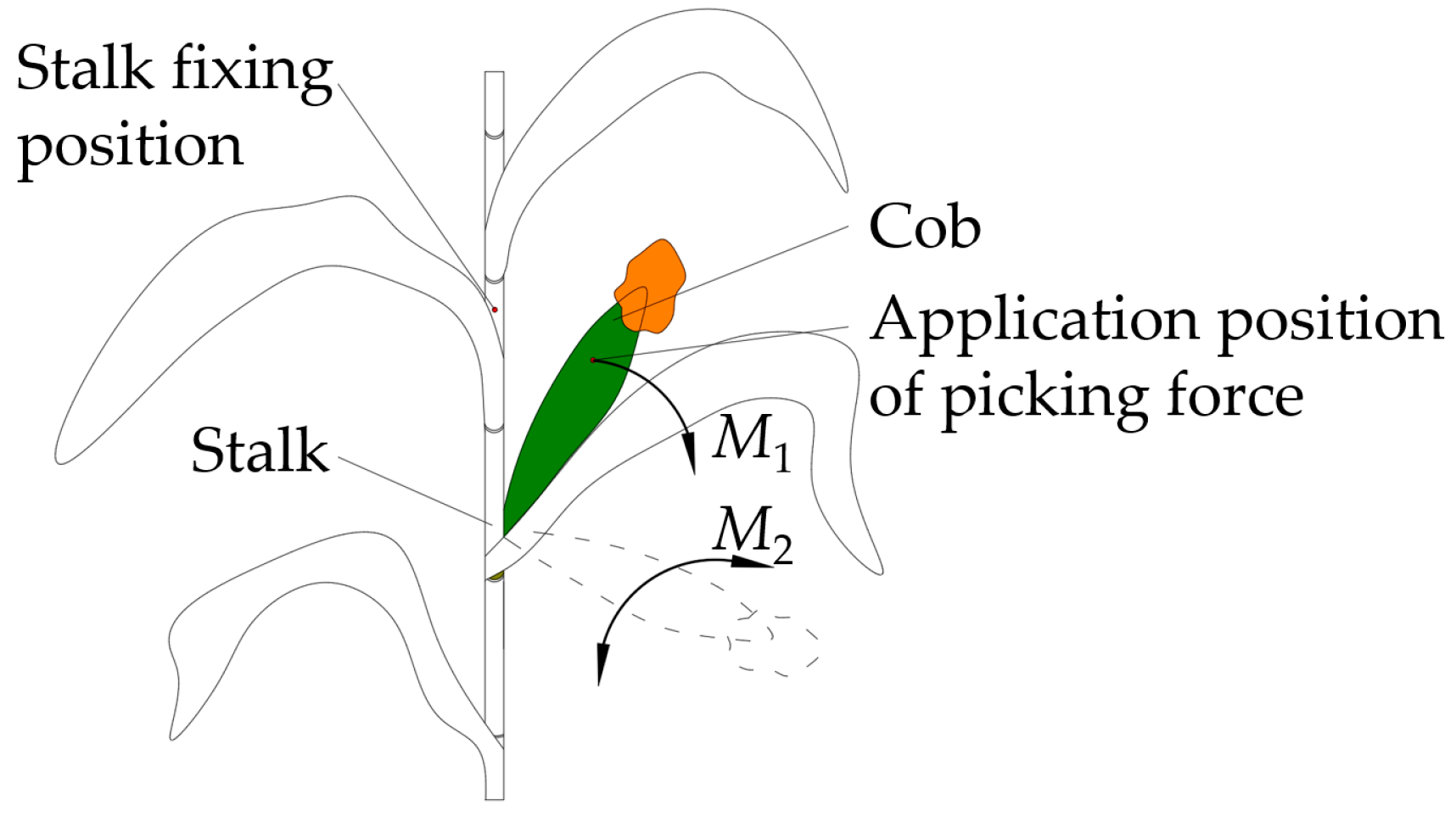
3.1. Analysis of Bionic Picking Principle
3.2. Structure Design of Dislocation Baffle Roller Picking Device
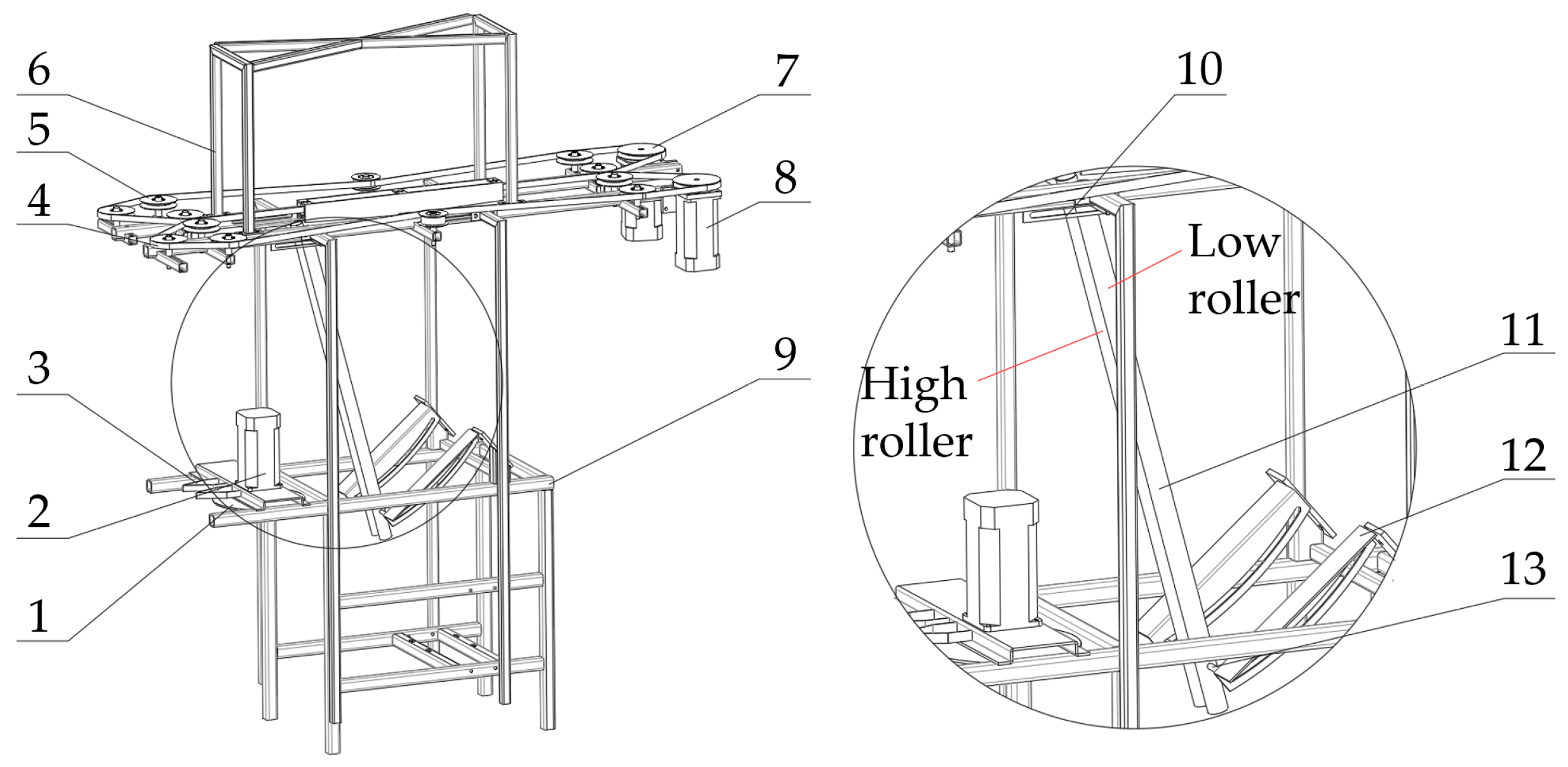
3.2.1. Overall Structural Design
3.2.2. Working Principle
3.3. Design of Key Components
3.3.1. Design of Clamper
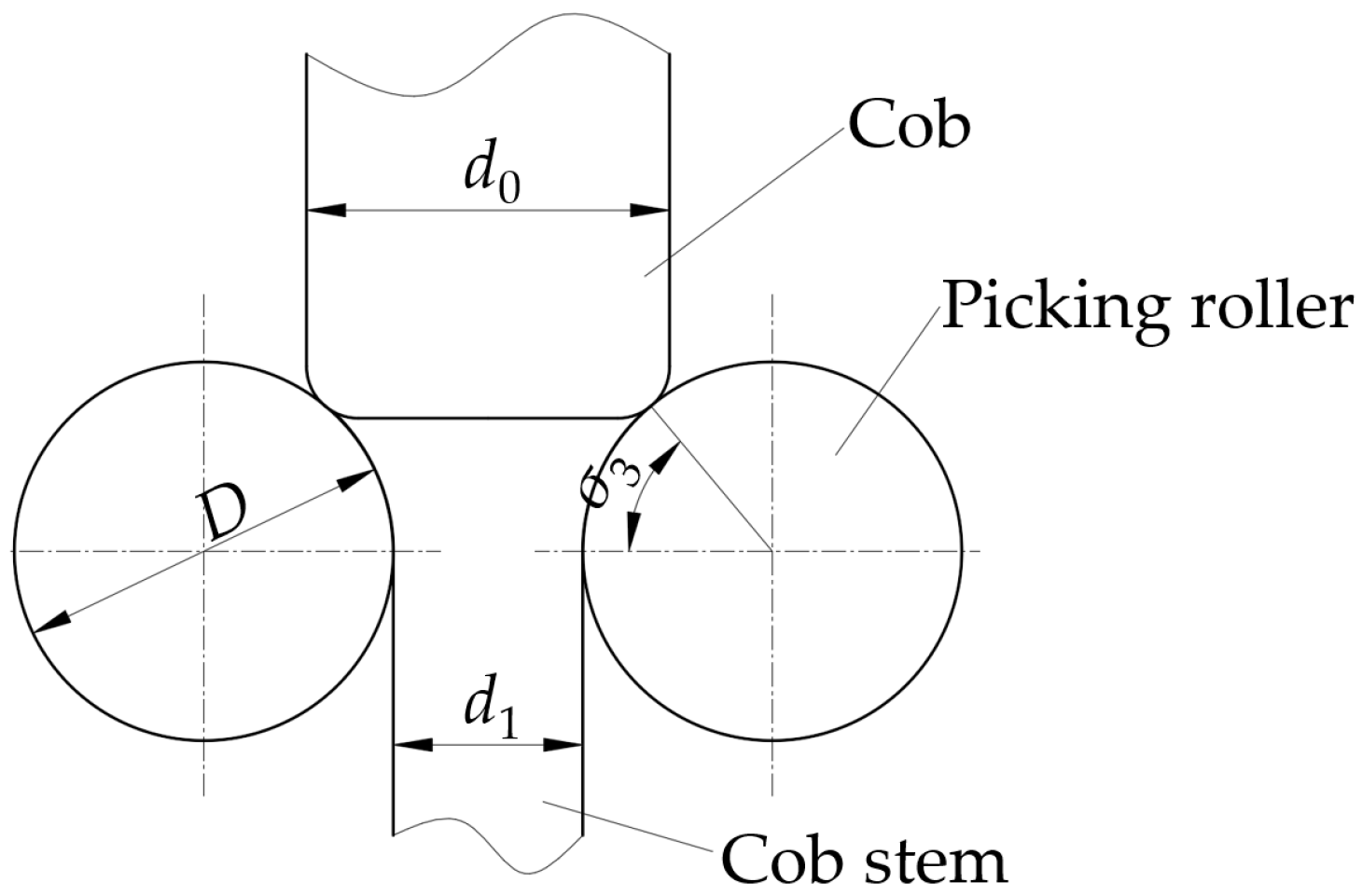
3.3.2. Design of Picking Baffle Roller
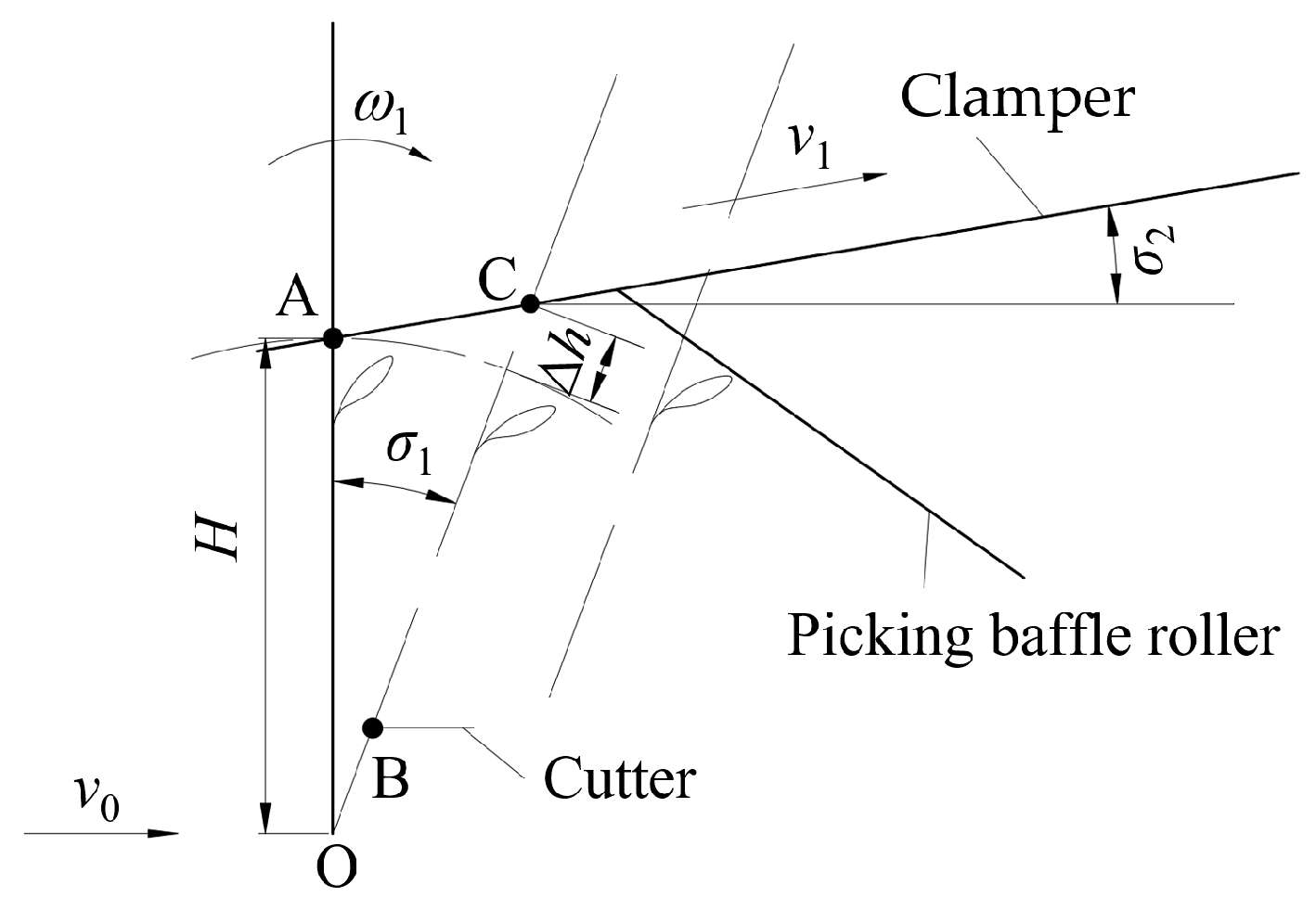
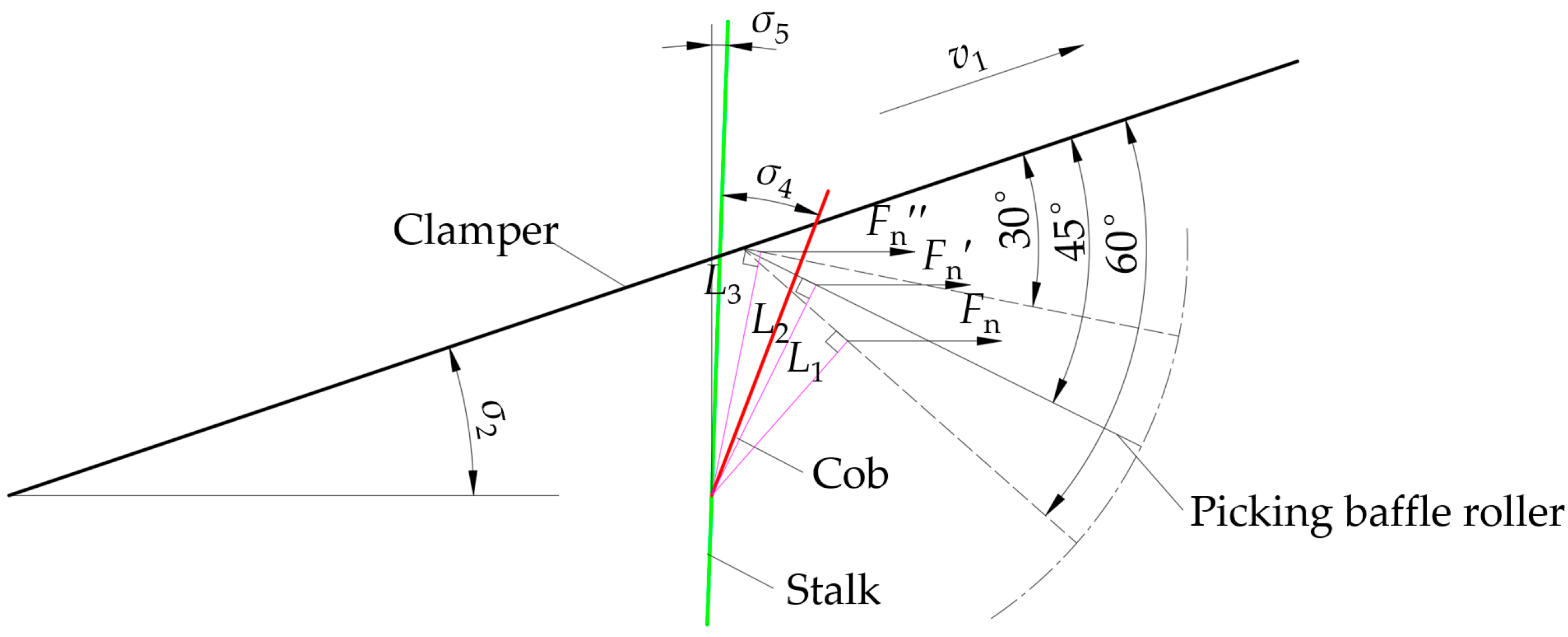
3.3.3. Analysis of the Picking Baffle Roller Tilt Angle
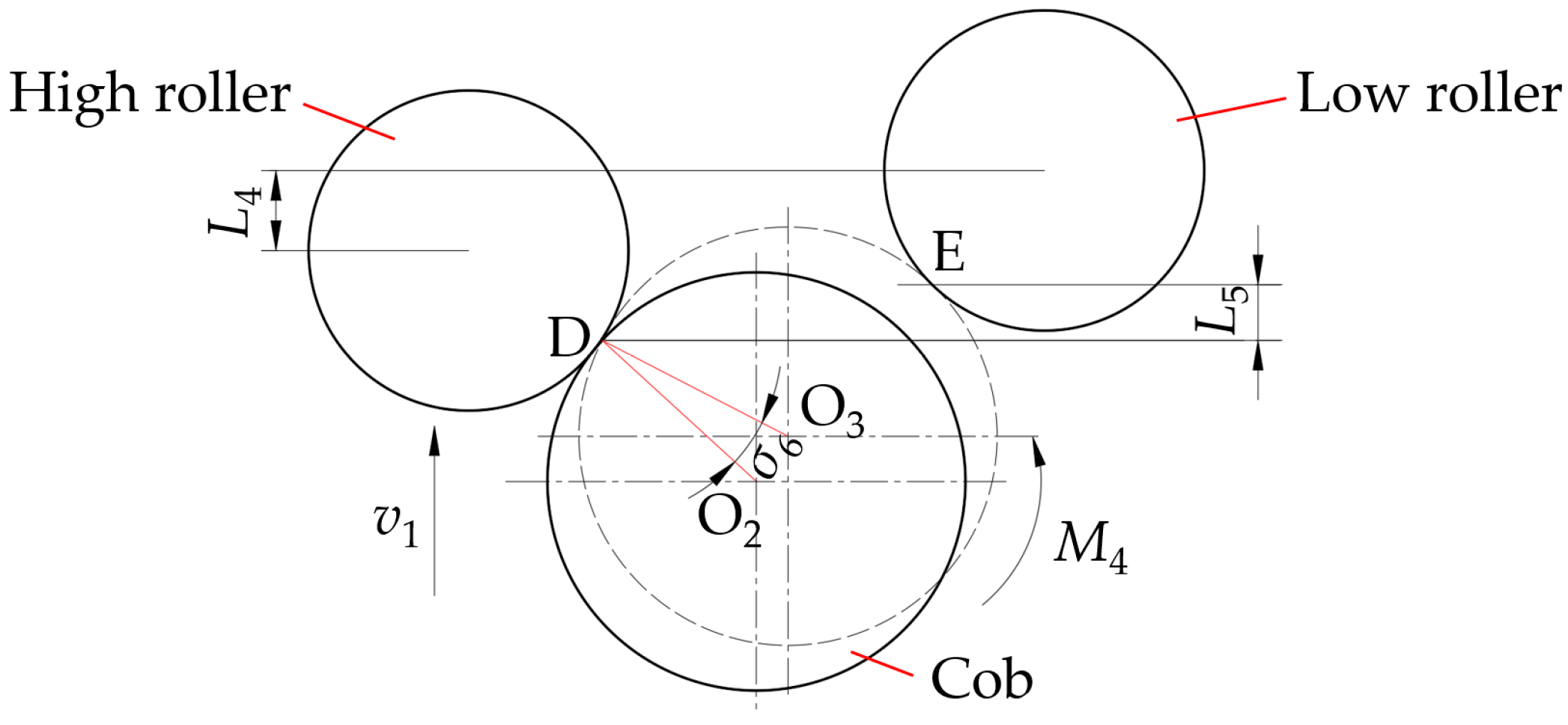
3.3.4. Force Analysis of Cob-Roller
4. Bionic Corn Cob Picking Simulation Test
4.1. Simulation Model Building and Constraint Handling
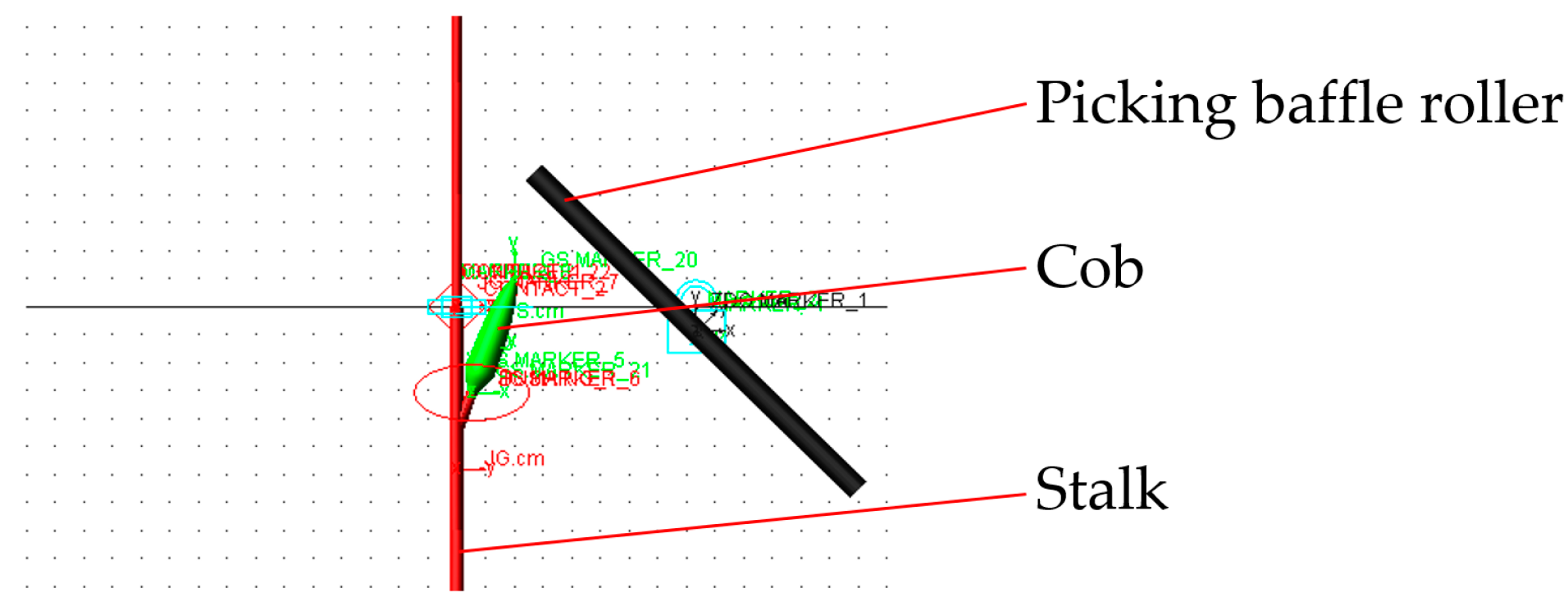
4.1.1. Simulation Model
4.1.2. Analytical Model Pre-Processing Settings
- (1)
- (2)
- Set the bushing force between the cob and the stalk, with the core of the cob stem end face as the center of the bushing force. The parameters of the bushing force are shown in Table 5.
- (3)
- Add a translational motion for the stalk. Add a translation drive for the stalk to the moving pair, and the driving speed is the linear speed of the clamping belt, and the X direction is the travel direction. The clamping belt’s linear speed satisfies the following:
- (4)
- Create a new force measuring tool. Measure the combined force on the bushing force.
- (5)
- Create a new sensor. When the total force of the bushing force exceeds 500 N, the bushing force fails, and the cob-picking activity is finished.
4.2. Single Factor Virtual Simulation Test
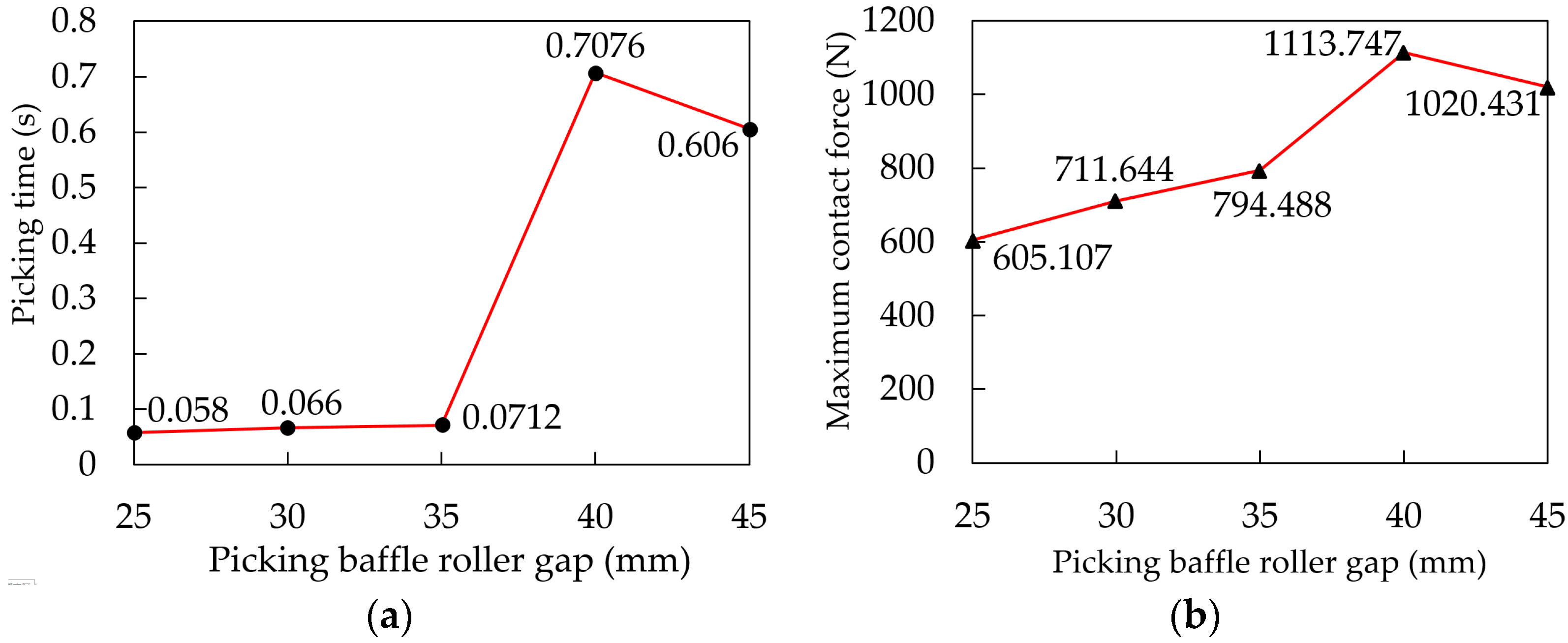
4.2.1. Single Factor Virtual Simulation Test of Picking Baffle Roller Gap
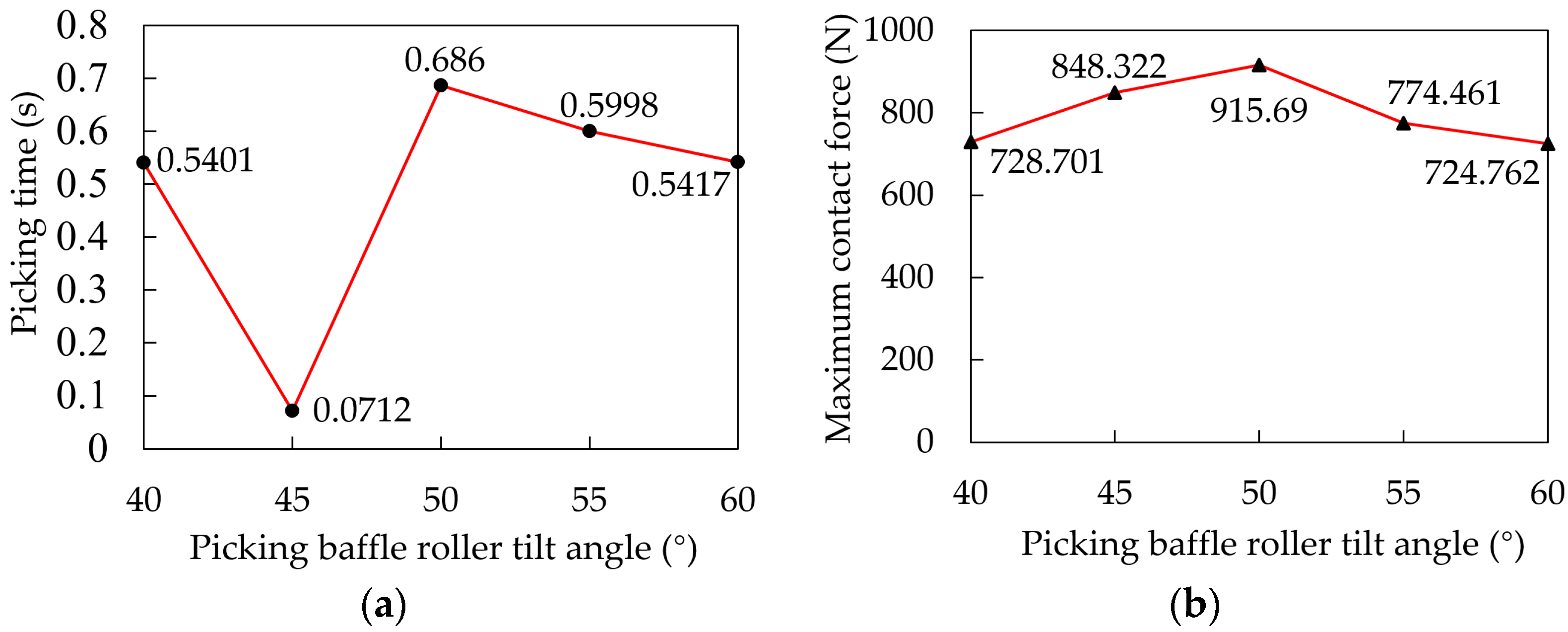
4.2.2. Single Factor Virtual Simulation Test of Picking Baffle Roller Tilt Angle
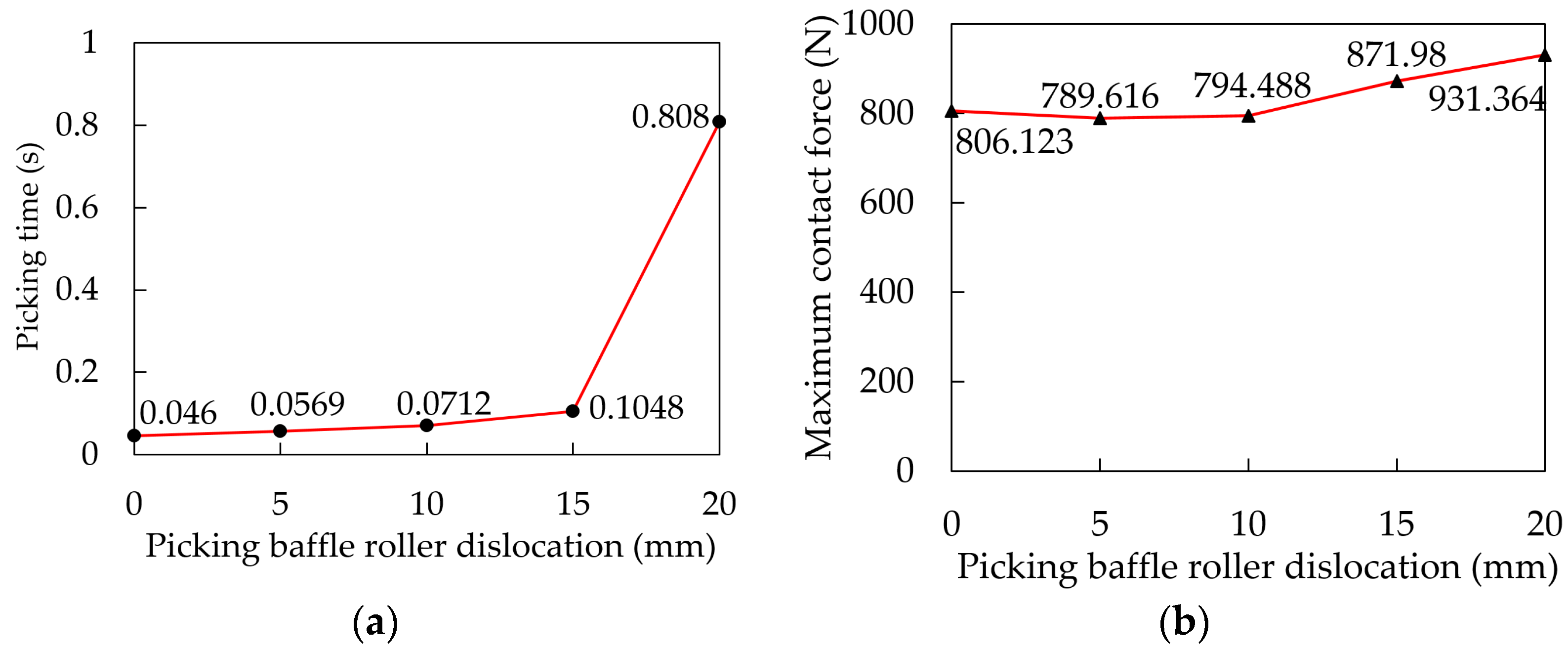
4.2.3. Single Factor Virtual Simulation Test of Picking Baffle Roller Dislocation
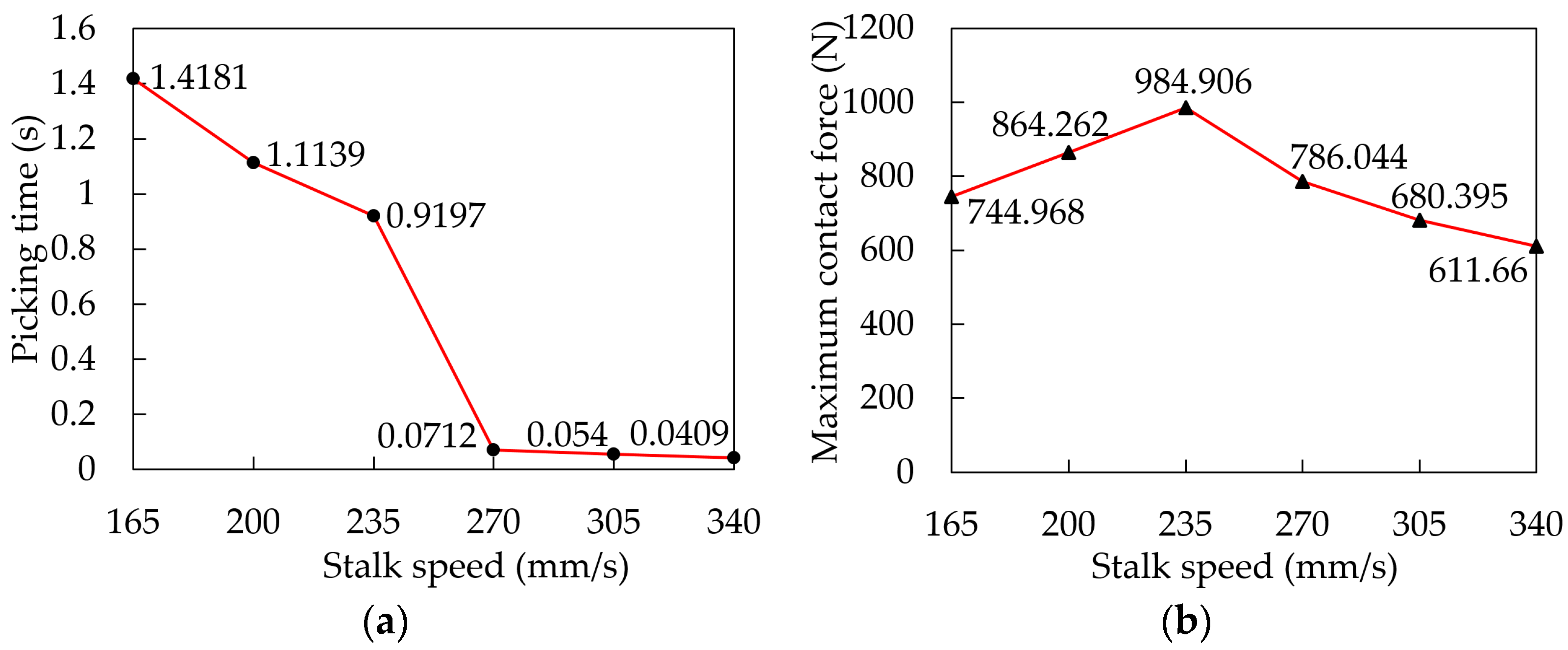
4.2.4. Single Factor Virtual Simulation Test of Picking Baffle Roller Stalk Speed
4.3. Cob Bionic Picking Virtual Response Surface Test
4.3.1. Test Design and Results
4.3.2. Result Analysis
5. Bench Verification Test
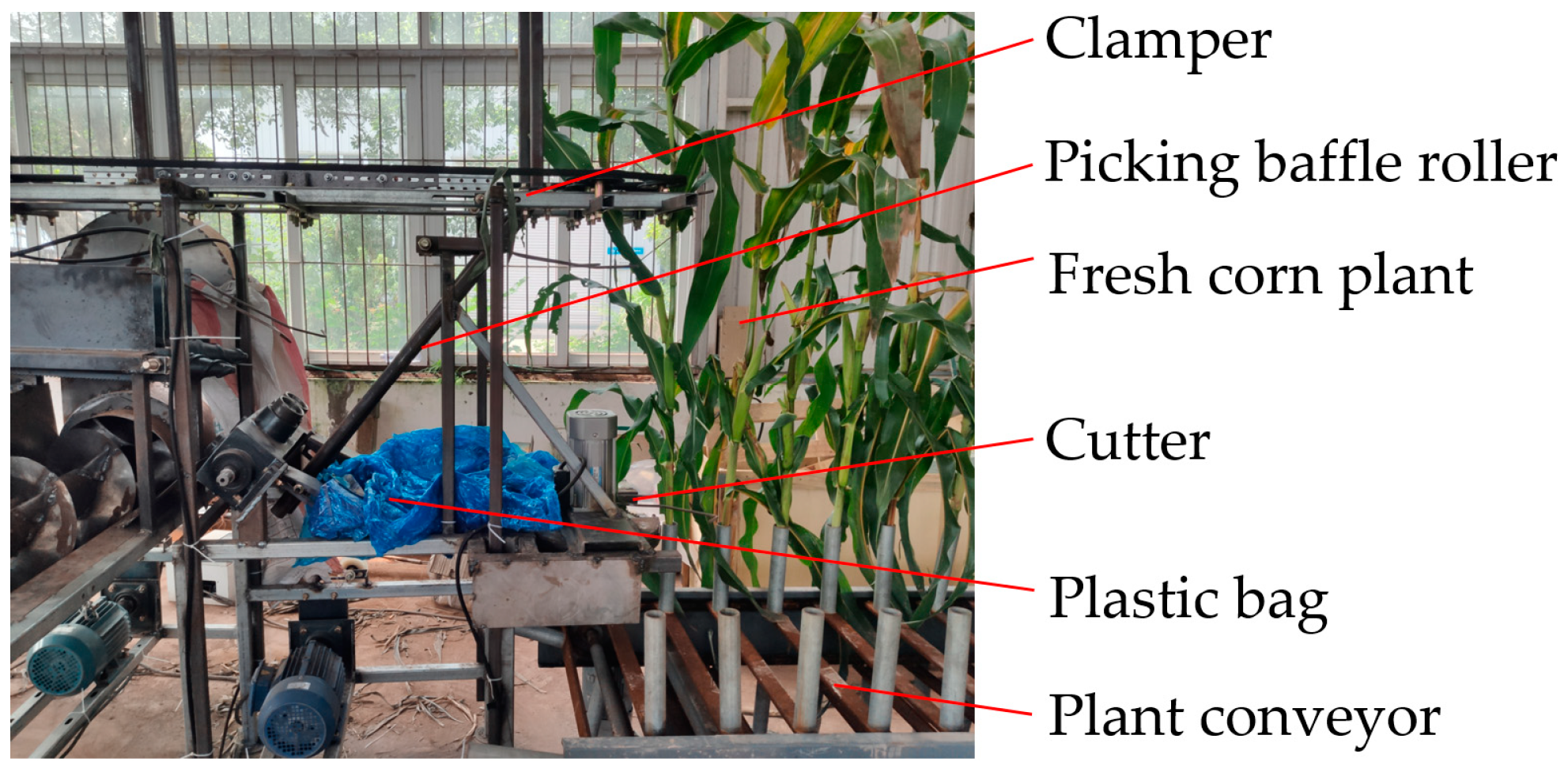
5.1. Test Materials and Devices
5.2. Test Parameter and Indicator
5.3. Test Results and Phenomenon Analysis
6. Conclusions
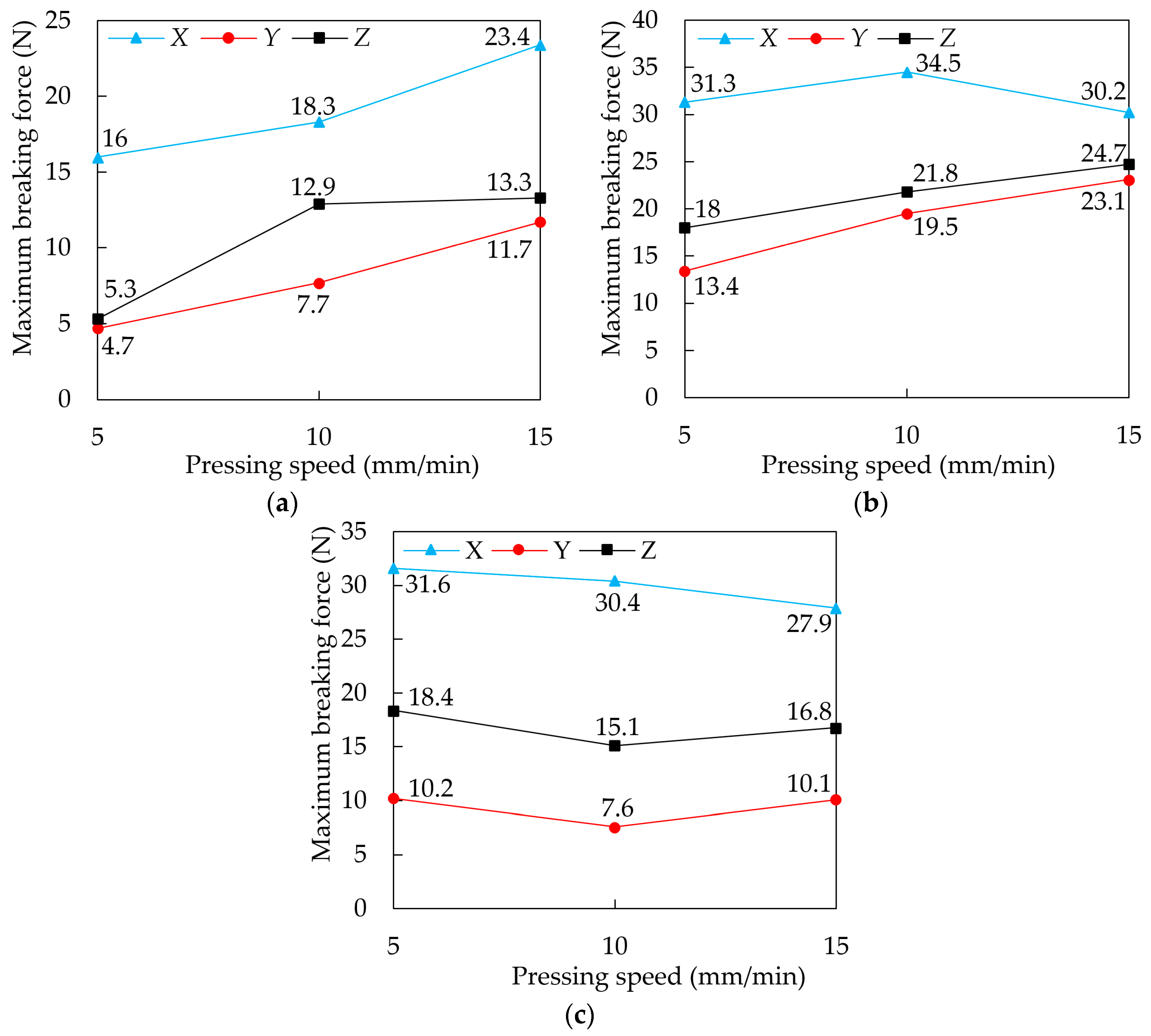
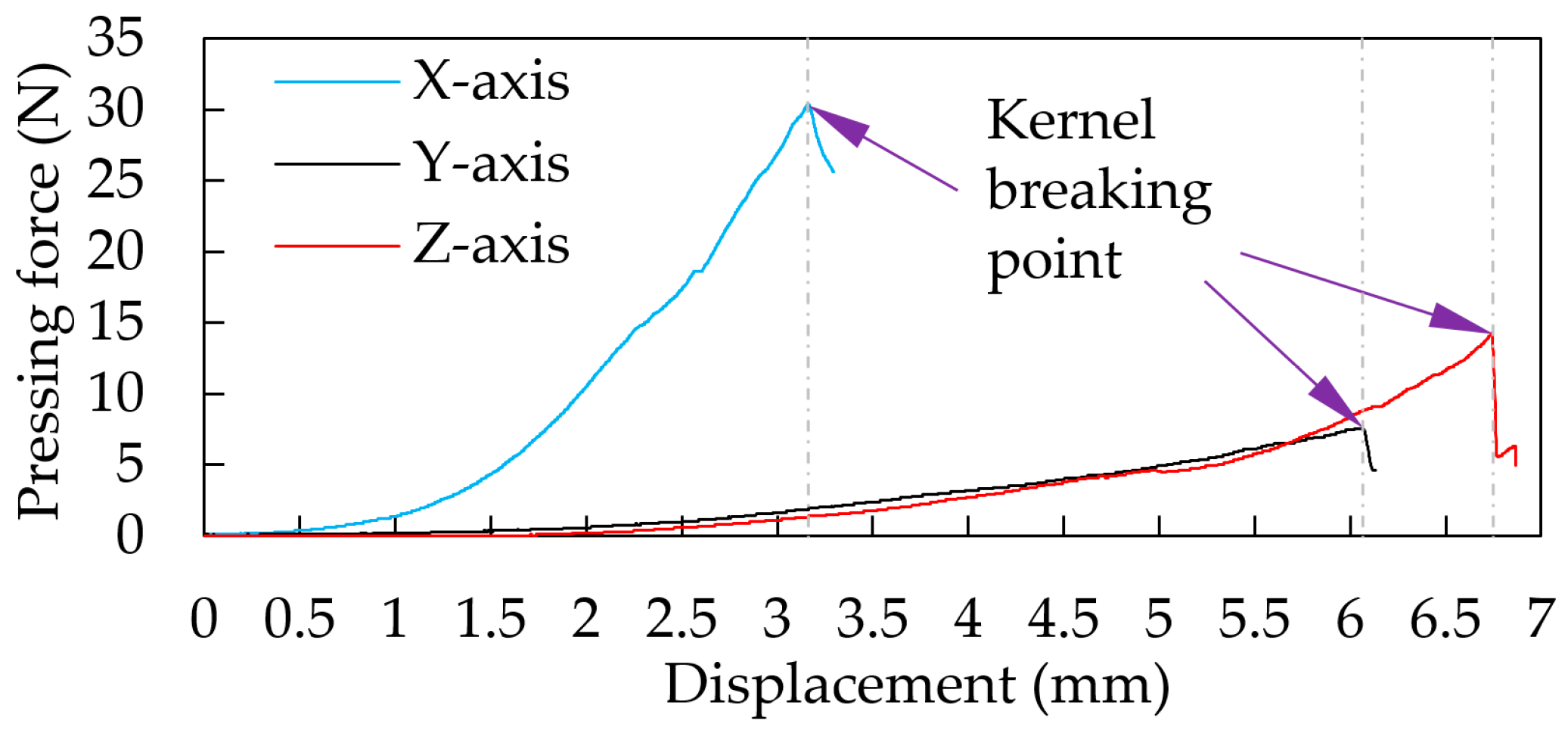
- (1)
- The triaxial compression test on fresh Lu Cainuo No. 8 corn cob revealed that the highest crushing forces of the bottom, middle, and top kernels were 31.55 N, 34.45 N, and 23.40 N, respectively. The bottom kernel had the greatest compression strength along the X-axis, whereas the kernel had the lowest compression strength along the Y-axis. The bionic picking device contacts the kernel from the X direction, which can effectively reduce the cob-picking damage.
- (2)
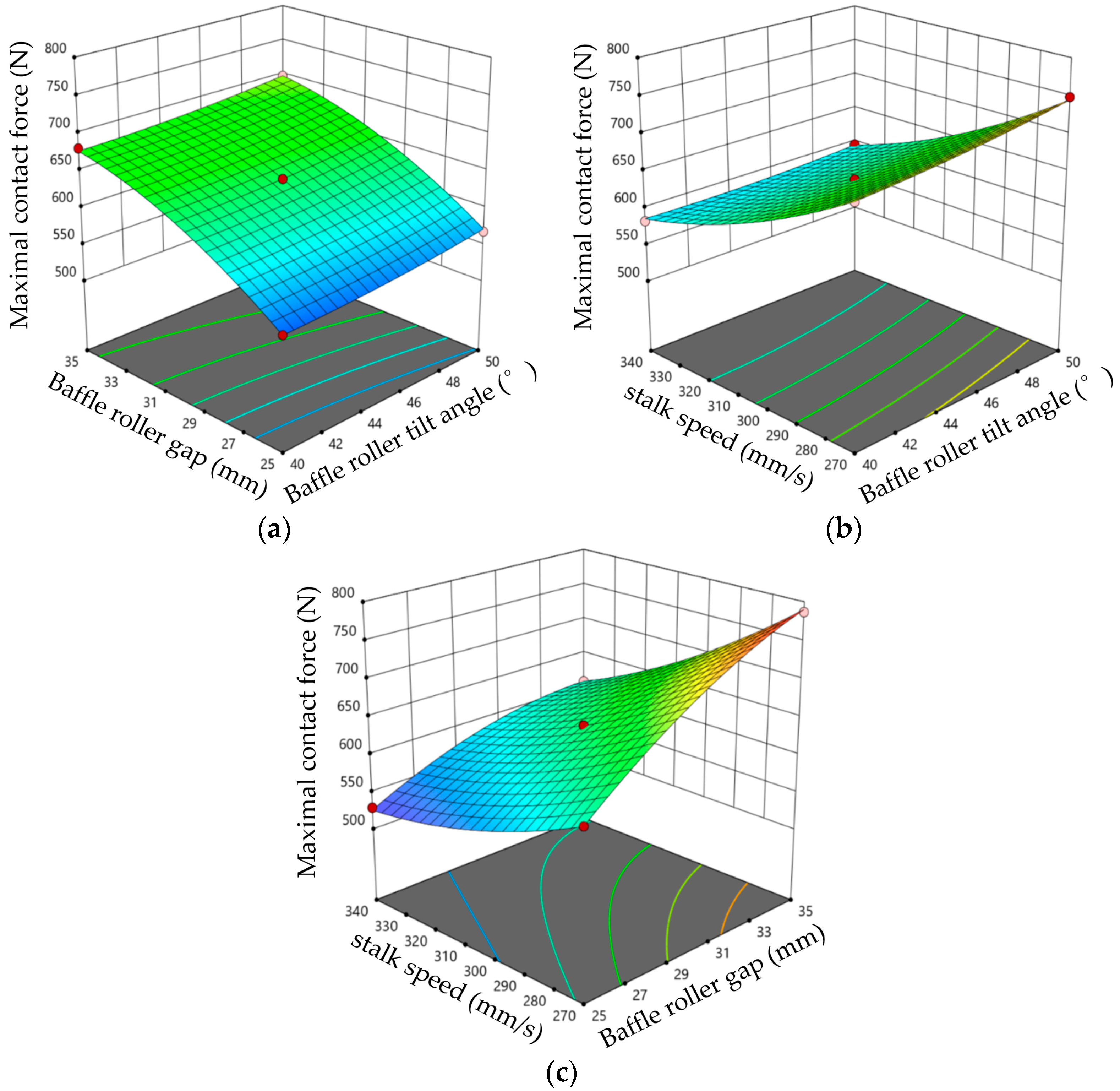
- Based on ADAMS software, a three-factor, three-level response surface test was conducted, using the maximum contact force as the test index and the baffle roller tilt angle, baffle roller gap, and stalk speed as test variables. With the minimum maximum contact force as the constraint condition, the regression equation Y1 is solved to obtain the parameter combination of the baffle roller tilt angle of 40.6°, the baffle roller gap of 25.0 mm, and the stalk speed of 338.1 mm/s. At this time, the maximum contact force of the corn cob was 525.4 N, which ensured the minimization of cob-picking damage.
- (3)
- According to the theoretical analysis results, the dislocation picking baffle roller bionic picking test bench was trial-produced, and a bench verification test was carried out after rounding off the optimal parameter combination. The test results show that a baffle roller dislocation of 5 mm, a baffle roller tilt angle of 41°, a baffle roller gap of 25 mm, a stalk speed of 338 mm/s parameter combinations, a picking damage rate of 0.32%, is obviously lower than the optimization target of 4.7% and the national standards, meeting the requirements of low-damage picking operation of fresh corn.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Agackesen, M.N.; Oktem, A.G.; Oktem, A. Effect of Harvest at Different Maturation Stages on Fresh Ear Yield and Ear Characteristics of Sweet Corn (Zea mays L. saccharata) Genotypes. Appl. Ecol. Environ. Res. 2022, 20, 3335–3351. [Google Scholar] [CrossRef]
- Chen, X.; Rong, M.; Guo, Y.; Xu, Z.; Wang, Q.; Yu, X.; Xin, Y.; Jia, X.; Jiang, L. Qualitative Dynamics of Waxy Maize (Jikenuo 19) in Different Harvest Times. Bangladesh J. Bot. 2021, 50, 987–992. [Google Scholar] [CrossRef]
- Lu, B.; Dong, H.; Xu, L.; Shi, Y.; Zhao, J.; Fan, Y.; Yu, A. Relationship Between Water Content and Physical Properties and Quality of Sweet Corn at Different Harvesting Periods. Acta Agric. Boreali-Sin. 2019, 34, 69–77. [Google Scholar]
- Zhang, Z.; Chi, R.; Du, Y.; Pan, X.; Dong, N.; Xie, B. Experiments and Modeling of Mechanism Analysis of Maize Picking Loss. Int. J. Agric. Biol. Eng. 2021, 14, 11–19. [Google Scholar] [CrossRef]
- Wang, X.; Geng, L.; Li, X.; Pang, J.; Zhou, H. Design and Experiment of Low-injury Picking Test Table for Fresh-eating Maize. Agric. Eng. 2017, 7, 68–71. [Google Scholar]
- Paulson, B.S.; Paulson, B.H. Fresh Market Sweet Corn Harvester. U.S. Patent 5661964, 2 September 1997. [Google Scholar]
- Wolf, I.; Alper, Y.; Michai, G. Development of a Harvester for Fresh-market Sweet Corn. Hassadeh Q. 1990, 1, 32–34. [Google Scholar]
- CP100-Oxbo International Corp [EB/OL]. Available online: https://oxbo.com/products/oxbo-cp100/ (accessed on 21 February 2023).
- CP400-Oxbo International Corp [EB/OL]. Available online: https://oxbo.com/products/oxbo-cp400/ (accessed on 21 February 2023).
- Sweet Corn Harvest Machine|OSADA Agricultural Machinery Company [EB/OL]. Available online: http://www.osada-nouki.co.jp/corn.html (accessed on 22 February 2023).
- Liu, C.; Zhang, X.; Liu, T.; Liu, T.; Wu, P. Development Status of Sweet Corn Harvesting Machinery in China. Intern. Combust. Engine Parts 2018, 224–226. [Google Scholar]
- Liu, C. Research and Study on Key Technology of Fresh Corn Harvesting Header. Master’s Thesis, Jilin University, Changchun, China, 2019. [Google Scholar]
- Zhang, L.; Yu, J.; Zhang, Q.; Liu, C.; Fang, X. Design and Experimental Study of Bionic Reverse Picking Header for Fresh Corn. Agriculture 2023, 13, 93. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, J.; Zhang, Q.; Fang, X. Design and Testing of a New Bionic Corn-Ear-Picking Test Device. Appl. Sci. 2023, 13, 838. [Google Scholar] [CrossRef]
- Zhu, G.; Li, T.; Zhou, F. Design and Experiment of Flexible Clamping and Conveying Device for Bionic Ear Picking of Fresh Corn. J. Jilin Univ. Eng. Technol. Ed. 2022, 52, 2486–2500. [Google Scholar]
- Zhu, G.; Li, T.; Zhou, F.; Wang, W. Design and Experiment of Bionic Ear Picking Device for Fresh Corn. J. Jilin Univ. Eng. Technol. Ed. 2022, 12, 1953. [Google Scholar]
- Zhang, X.; Wu, P.; Wang, K.; Li, Y.; Shang, S.; Zhang, X. Design and Experiment of 4YZT-2 Type Self-propelled Fresh Corn Double Ridges Harvester. Trans. Chin. Soc. Agric. Eng. 2019, 35, 1–9. [Google Scholar]
- Zhang, H.; Chen, B.; Li, Z.; Zhu, C.; Jin, E.; Qu, Z. Design and Simulation Analysis of a Reverse Flexible Harvesting Device for Fresh Corn. Agriculture 2022, 12, 1953. [Google Scholar] [CrossRef]
- Chen, M.; Cheng, X.; Jia, X.; Zhang, L.; Li, Q. Optimization of Operating Parameter and Structure for Corn Ear Picking Device by Bionic Breaking Ear Hand. Trans. Chin. Soc. Agric. Eng. 2018, 34, 15–22. [Google Scholar]
- Zhang, L.; Li, Q. Speed of Bionic Breaking Corn Ear Hand and Experiment on Power Consumption. Trans. Chin. Soc. Agric. Eng. 2015, 31, 9–14. [Google Scholar]
- Zhang, T.; Liang, T.; Li, P.; Liu, K.; Zhang, X.; Tang, X.; Li, Y. Study on Basic Physical Properties and Mechanical Damage Rule of Maize Seeds. Seed 2021, 40, 46–53. [Google Scholar]
- Zhang, G.; Wei, Y.; Ju, C.; He, S. Multiobjective Optimization of Vehicle Handling and Stability Based on ADAMS. Math. Probl. Eng. 2022, 2022, 3245251. [Google Scholar] [CrossRef]
- Shu, C.; Cao, S.; Liao, Y.; Liao, Q.; Wan, X.; Li, Y. Parameter Optimization and Experiment of Forward Laying Device for Rape Windrower Based on ADAMS. Trans. Chin. Soc. Agric. Mach. 2022, 53, 11–19. [Google Scholar]
- Cheng, H.; Gao, L.; Liu, Z.; Liu, Q. Dynamic Modeling and Braking Performance Optimization of Multi-axle Special Vehicle. J. Vib. Shock. 2021, 40, 241–248. [Google Scholar]
- Kanchwala, H.; Chatterjee, A. ADAMS model validation for an all-terrain vehicle using test track data. Adv. Mech. Eng. 2019, 11, 2072155066. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L. Theoretical Analysis and Simulation Research on Novel Corn-Ear Snapping Mechanism. Master’s Thesis, Jilin University, Changchun, China, 2015. [Google Scholar]
- Du, Y.; Mao, E.; Song, Z.; Zhu, Z.; Gao, J. Simulation on Corn Plants at Harvesting Process Based on ADAMS. Trans. Chin. Soc. Agric. Mach. 2012, 43, 106–111. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project | Plant Height | Cob Growth Height | Cob Stem Diameter | Cob Length | Cob Diameter | Stalk Diameter |
|---|---|---|---|---|---|---|
| Value | 2047 | 740 | 23 | 288 | 51 | 23 |
| No. | Parameter | Value |
|---|---|---|
| 1 | Cutter motor power (W) | 750 |
| 2 | Clamp motor power (W) | 750 |
| 3 | Cutter speed (r/min) | 0–1100 |
| 4 | Clamper speed (r/min) | 0–600 |
| Name | Density (kg/m3) | Elastic Modulus (Pa) | Poisson’s Ratio |
|---|---|---|---|
| Corn plant | 0.45 × 103 | 1.1 × 1010 | 0.33 |
| Picking baffle roller | 7.80 × 103 | 2.07 × 1011 | 0.29 |
| Contact Material | Stiffness (N/m) | Force Exponent | Damping (Nm/s) | Penetration Depth (mm) | Static Coefficient | Dynamic Coefficient |
|---|---|---|---|---|---|---|
| Cob-roller | 2855 | 1.5 | 0.57 | 0.1 | 0.3 | 0.25 |
| Name | Translational Characteristic (X, Y, Z Components) | Rotational Characteristic (X, Y, Z Components) | ||
|---|---|---|---|---|
| Stiffness (N/m) | Damping (Nm/s) | Stiffness (N/m) | Damping (Nm/s) | |
| Parameter | 20, 20, 20 | 10, 10, 10 | 30, 30, 30 | 100, 100, 100 |
| Level | Factor | ||
|---|---|---|---|
| Baffle Roller Tilt Angle A (°) | Baffle Roller Gap B (mm) | Stalk Speed C (mm/s) | |
| −1 | 40 | 25 | 270 |
| 0 | 45 | 30 | 305 |
| 1 | 50 | 35 | 340 |
| Test Serial Number | Baffle Roller Tilt Angle A (°) | Baffle Roller Gap B (mm) | Stalk Speed C (mm/s) | Maximum Contact Force (N) |
|---|---|---|---|---|
| 1 | 45 | 30 | 305 | 640 |
| 2 | 45 | 35 | 270 | 787 |
| 3 | 45 | 30 | 305 | 640 |
| 4 | 40 | 25 | 305 | 550 |
| 5 | 45 | 35 | 340 | 609 |
| 6 | 40 | 30 | 340 | 583 |
| 7 | 45 | 30 | 305 | 640 |
| 8 | 50 | 30 | 340 | 596 |
| 9 | 45 | 25 | 340 | 529 |
| 10 | 45 | 30 | 305 | 640 |
| 11 | 45 | 30 | 305 | 640 |
| 12 | 45 | 25 | 270 | 620 |
| 13 | 50 | 30 | 270 | 749 |
| 14 | 50 | 25 | 305 | 568 |
| 15 | 40 | 35 | 305 | 681 |
| 16 | 40 | 30 | 270 | 711 |
| 17 | 50 | 35 | 305 | 698 |
| Source | Maximum Contact Force | ||||
|---|---|---|---|---|---|
| Sum of Squares | Freedom | Mean Square | F-Values | p-Values | |
| Model | 75,652.44 | 9 | 8405.83 | 789.81 | <0.0001 ** |
| A | 924.50 | 1 | 924.50 | 86.87 | <0.0001 ** |
| B | 32,258.00 | 1 | 32,258.00 | 3030.95 | <0.0001 ** |
| C | 37,812.50 | 1 | 37,812.50 | 3552.85 | <0.0001 ** |
| AB | 0.2500 | 1 | 0.2500 | 0.0235 | 0.8825 |
| AC | 156.25 | 1 | 156.25 | 14.68 | 0.0064 ** |
| BC | 1892.25 | 1 | 1892.25 | 177.80 | <0.0001 ** |
| A2 | 63.22 | 1 | 63.22 | 5.94 | 0.0449 * |
| B2 | 1621.64 | 1 | 1621.64 | 152.37 | <0.0001 ** |
| C2 | 1061.12 | 1 | 1061.12 | 99.70 | <0.0001 ** |
| Residual | 74.50 | 7 | 10.64 | ||
| Spurious term | 74.50 | 3 | 24.83 | ||
| Error | 0.0000 | 4 | 0.0000 | ||
| Total | 75,726.94 | 16 | |||
| NO. | 1 | 2 | 3 | 4 | 5 | Average Value |
|---|---|---|---|---|---|---|
| Cob picking damage rate (%) | 0.53 | 0 | 0.89 | 0.18 | 0 | 0.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, H.; Nie, J.; Zhang, L. Design and Test of Dislocation Baffle Roller Bionic Picking Device for Fresh Corn. Agriculture 2023, 13, 991. https://doi.org/10.3390/agriculture13050991
Luo H, Nie J, Zhang L. Design and Test of Dislocation Baffle Roller Bionic Picking Device for Fresh Corn. Agriculture. 2023; 13(5):991. https://doi.org/10.3390/agriculture13050991
Chicago/Turabian StyleLuo, Huizhong, Junshan Nie, and Lihua Zhang. 2023. "Design and Test of Dislocation Baffle Roller Bionic Picking Device for Fresh Corn" Agriculture 13, no. 5: 991. https://doi.org/10.3390/agriculture13050991