1. Introduction
The Moatize coal mine, Mozambique, holds one of the largest coal reserves worldwide, with estimated recoverable reserves of 2.4 billion tons of coking and thermal coal [
1]. The Moatize basin is concentrated within the Karoo Supergroup, in the Zambezi graben located in the Tete Province of Mozambique, which is characterized by the occurrence of numerous patterns of igneous activity [
2,
3]. Igneous intrusions occur mainly as doleritic dykes and sills, the local heating effects of which may significantly influence coal metamorphism. Due to this, it is not uncommon to discard coal extracted near igneous intrusions together with waste to avoid high variations in the characteristics of concentration plant feed streams.
When located near coal seams, igneous intrusions may significantly alter their physical and chemical properties due to the intense heating associated with the magmatic intrusion. Among the main factors influencing coal alteration, one can cite the temperature of the magmatic intrusive rock, the dominating heat transfer mechanism (convection and/or diffusion), the shape and volume/thickness of the intrusion, and the distance of the geological contact from the coal seam [
4,
5]. In general, altered coal suffers a decrease in the volatile matter and an increase in ash content and vitrinite reflectance in zones adjacent to an intrusion [
6,
7]. However, previous works also reported localized increasing in coal rank [
8] and even the generation of natural coke due to the heating effect [
9].
The Moatize mine produces both thermal and metallurgical coal. Although initially designed to produce up to 22 Mt per annum (Mtpa), the mine experienced a production decrease to 5.87 Mtpa in 2020 due to the impacts of the COVID-19 pandemic [
10]. Despite this drawback, new operational improvements are planned to be implemented, including the incorporation of a new mining plan and the refurbishment of the Nacala Corridor railway, which transports beneficiated coal from Moatize to the Port of Nacala. In particular, delimiting and prioritizing ore bodies of higher quality to yield better products are among the primary goals of this improvement strategy.
In the mine, the Chipanga seam is the most important productive series, with 30–36 m thickness. There, run-of-mine (ROM) coal extracted from the open-pit mine is delivered to the processing plant, in which the feed is initially crushed in three stages and classified into three size fractions: −50 + 1 mm (coarse coal, yield 80%), −1 + 0.25 mm (fine coal, yield 10%), and −0.25 mm (ultrafine coal, yield 10%). The coarse fraction is subsequently beneficiated in two dense media cyclones using a rougher–cleaner configuration, whereas the fine fraction is processed in spirals or hindered-bed separators. More information about the gravity concentration circuit of the plant, with emphasis on the coarse coal treatment, can be found in a recent work by the authors [
11].
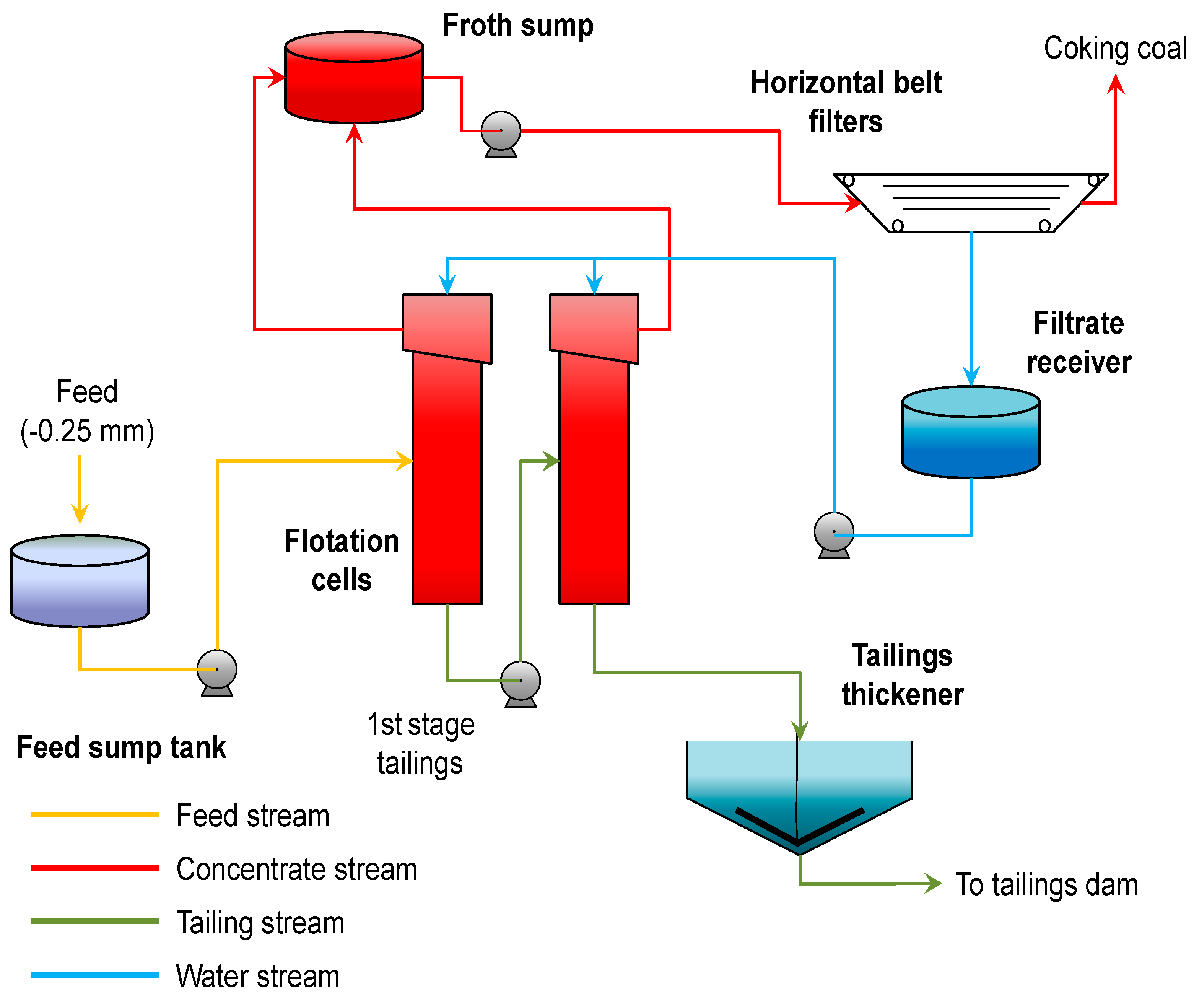
The ultrafine size fraction is processed in two flotation columns operating in rougher–scavenger mode (
Figure 1). Coal flotation is an established and widely documented technology, consisting of the separation of carbonaceous-rich particles (hydrophobic) from gangue minerals (hydrophilic) using air bubbles, which forms bubble/particle aggregates that are subsequently removed from the separating system [
12]. During the process, flotation selectivity arises as a critical parameter due to the importance of obtaining coal with low ash content for the coking process. Thus, collector and frother reagents are commonly added to the pulp to facilitate bubble attachments and to help the maintenance of a stable froth, respectively [
13]. The froth reagents currently used in the Moatize mine are Betacol 3 (BC3, a kerosene-based collector) and Betafroth 3 (BF3, an alcohol-based frother), but a second flotation plant using diesel oil as a collector agent and Methyl Isobutyl Carbinol (MIBC) as a frother agent has been planned to be built.
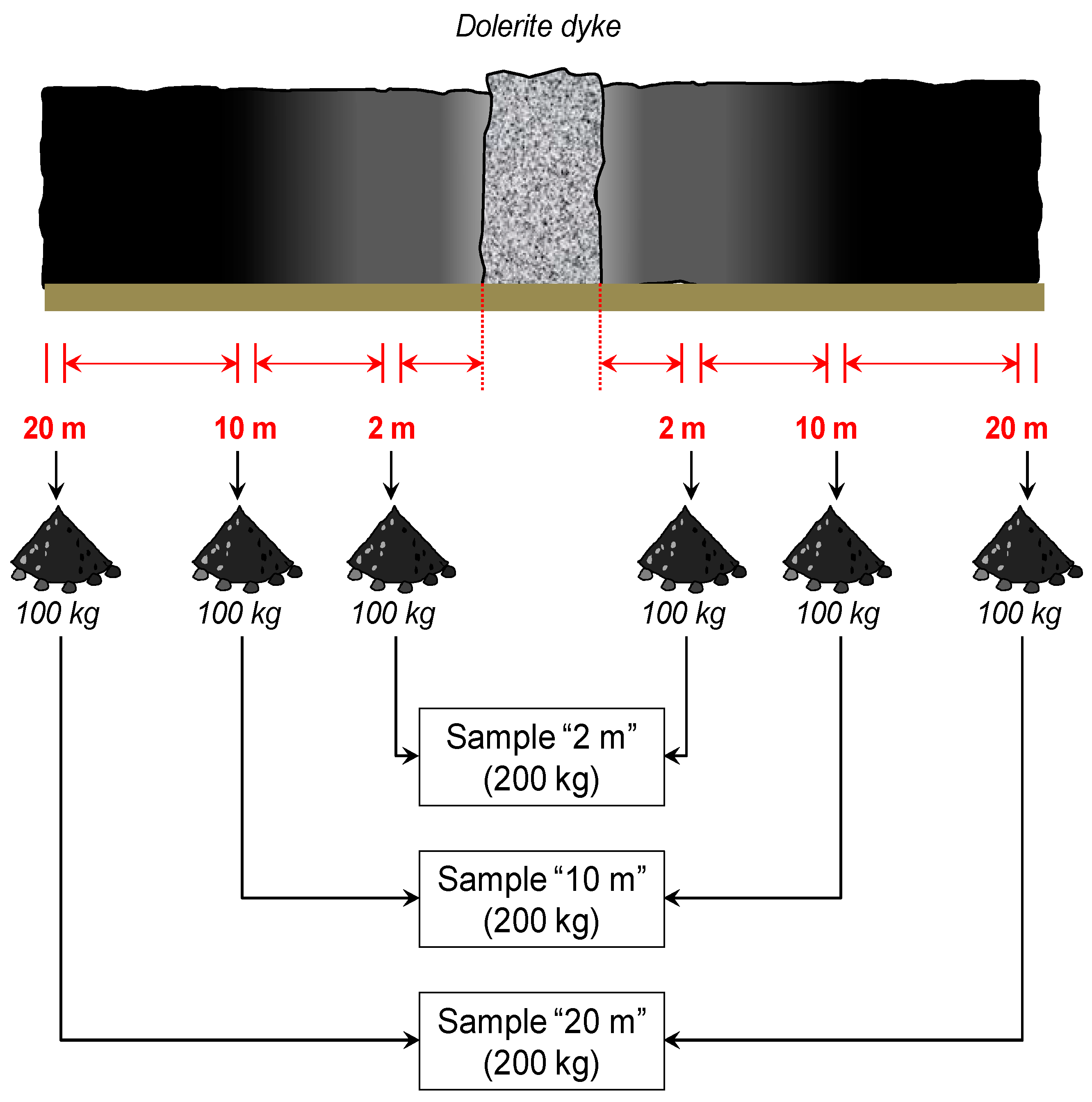
Within the aforementioned context and as part of a wider project aiming to analyze the influence of igneous intrusions on Moatize coal, this work aimed to investigate the suitability of beneficiation via the flotation of coal samples located at different distances from the contacts with an igneous intrusive structure in the mine. For this purpose, extensive characterizations of samples collected at different distances from the intrusion were carried out, followed by a lab-scale replication and analysis of the flotation conditions used in the Moatize plant. On the whole, the obtained results suggest it is not feasible to beneficiate coal too near the geological contact, but, depending on the reagent system, it is possible to obtain a concentrate with ash content lower than 10% when beneficiating coal extracted from a 20 m distance.
3. Results
3.1. Raw Samples Characterization
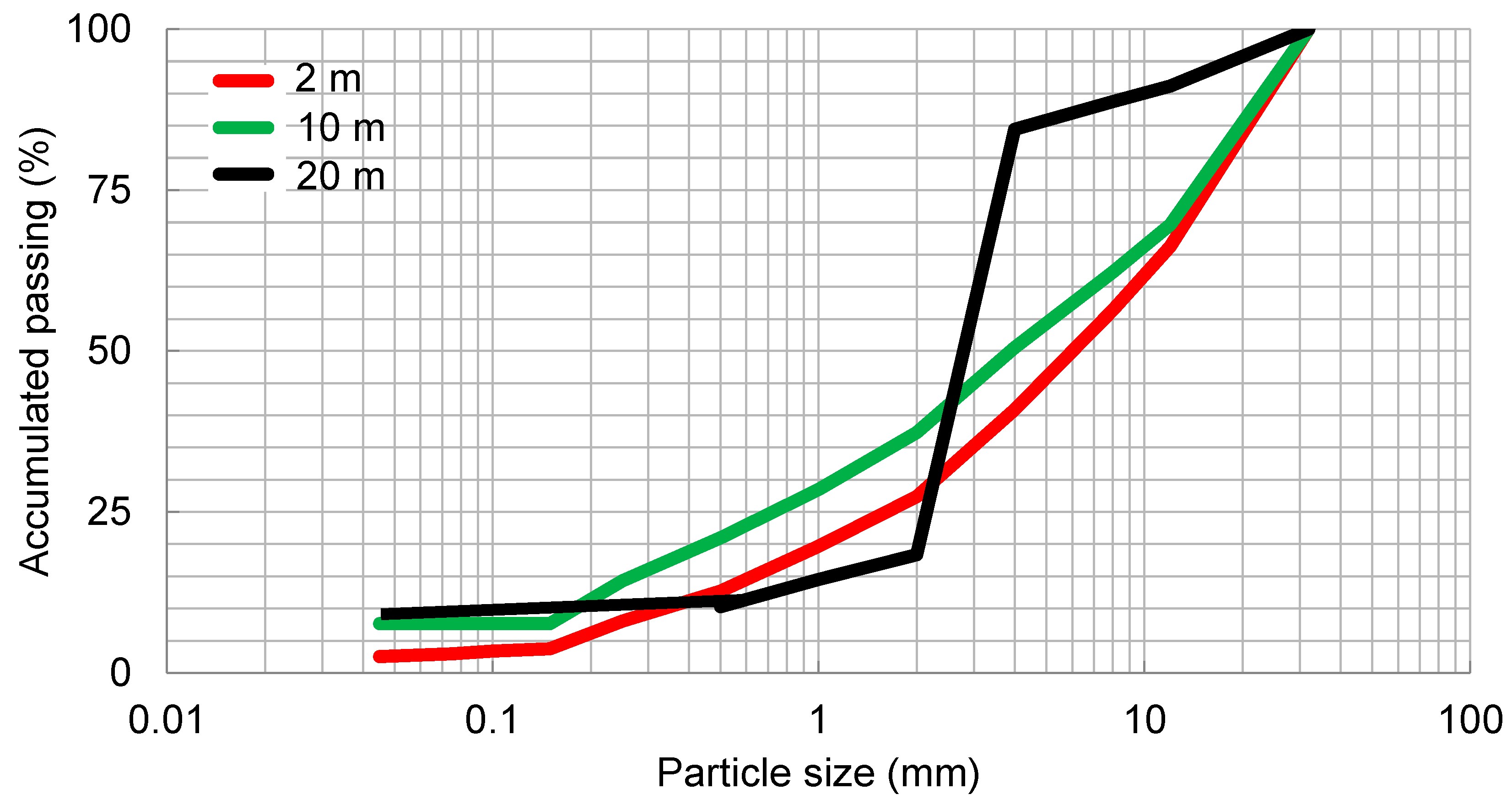
Figure 5 shows the size distribution of the raw coal samples. As can be seen, those closer to the dyke (2 and 10 m) displayed smoother distribution curves compared to the farther sample (20 m), which was expected to have properties more similar to the coal presently processed in the plant. Indeed, this sample presented 10.3% in mass of material below 0.25 mm, practically the same ROM coal fraction currently feeding the flotation circuit (
Section 1). On the other hand, samples collected at 10 m and 2 m had only 7.6% and 3.7% in mass of coal in that fraction, indicating that a lower yield should be obtained when processing these portions under the current conditions or that additional comminution steps could be needed.
The properties of the raw coal samples for the different distances from the dyke are shown in
Table 1. In general, the proximity with the dyke caused an overall reduction in coal quality, as can be noted by the progressive increase in ash and decrease in fixed carbon contents when approaching the dyke, thus reproducing the prevailing heating effect reported in the literature [
6,
7]. The higher ash contents, together with the already-mentioned lower amounts of material below 0.25 mm for samples nearby the dyke (especially 2 m), demonstrate that lower yields should be obtained as the result of feeding the plant with coal extracted closer to the geological contact. Notwithstanding, the inferior coal properties adjacent to the dyke do not necessarily impair its possibility of beneficiation, since its characteristics (for instance, 48% ash content for 2 m distance) are not much different from those observed in coal from other seams in the Moatize basin [
11].
3.2. Preliminary Flotation Tests
Preliminary tests aimed to delineate the reagent dosage limits for the flotation of samples in each reagent system.
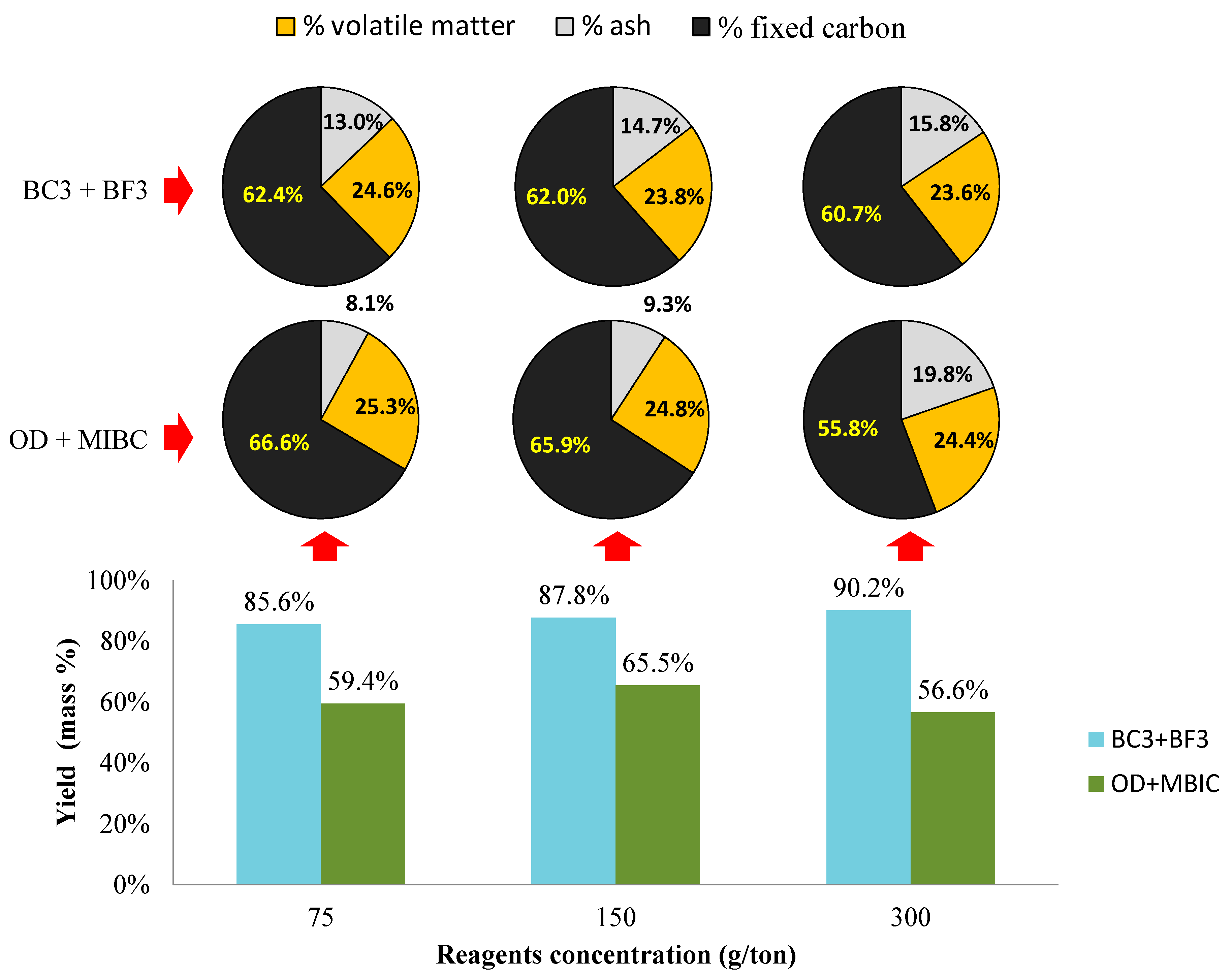
Figure 6 shows the results obtained for 20 m sample considering the two reagent systems analyzed. On the whole, the BC3 + BF3 reagent system exhibited greater stability, here interpreted as the capacity to maintain near-steady separation efficiency even under varied operational conditions. For instance, considering all tested conditions, the average yield and ash content for the BC3 + BF3 system was 87.8% (±2.3%) and 14.5% (±1.4%), respectively, whereas for the OD + MIBC system, these values were 60.5% (±4.5%) and 12.4% (±6.4%). These results also indicate that, in general, a considerably higher yield could be obtained with the BC3 + BF3 system, although at the cost of slightly higher ash content in the froth.
Regarding the reagent dosage, the concentration of 300 g/ton exhibited the lowest selectivity (i.e., the preferential concentration of the desired fraction in the froth) in both systems, especially for the OD + MIBC combination in which the froth presented relatively high amounts of ash. On the other hand, the use of dosages of 75 and 150 g/ton showed fairly similar results in terms of selectivity, but using the last concentration resulted in somewhat higher yields.
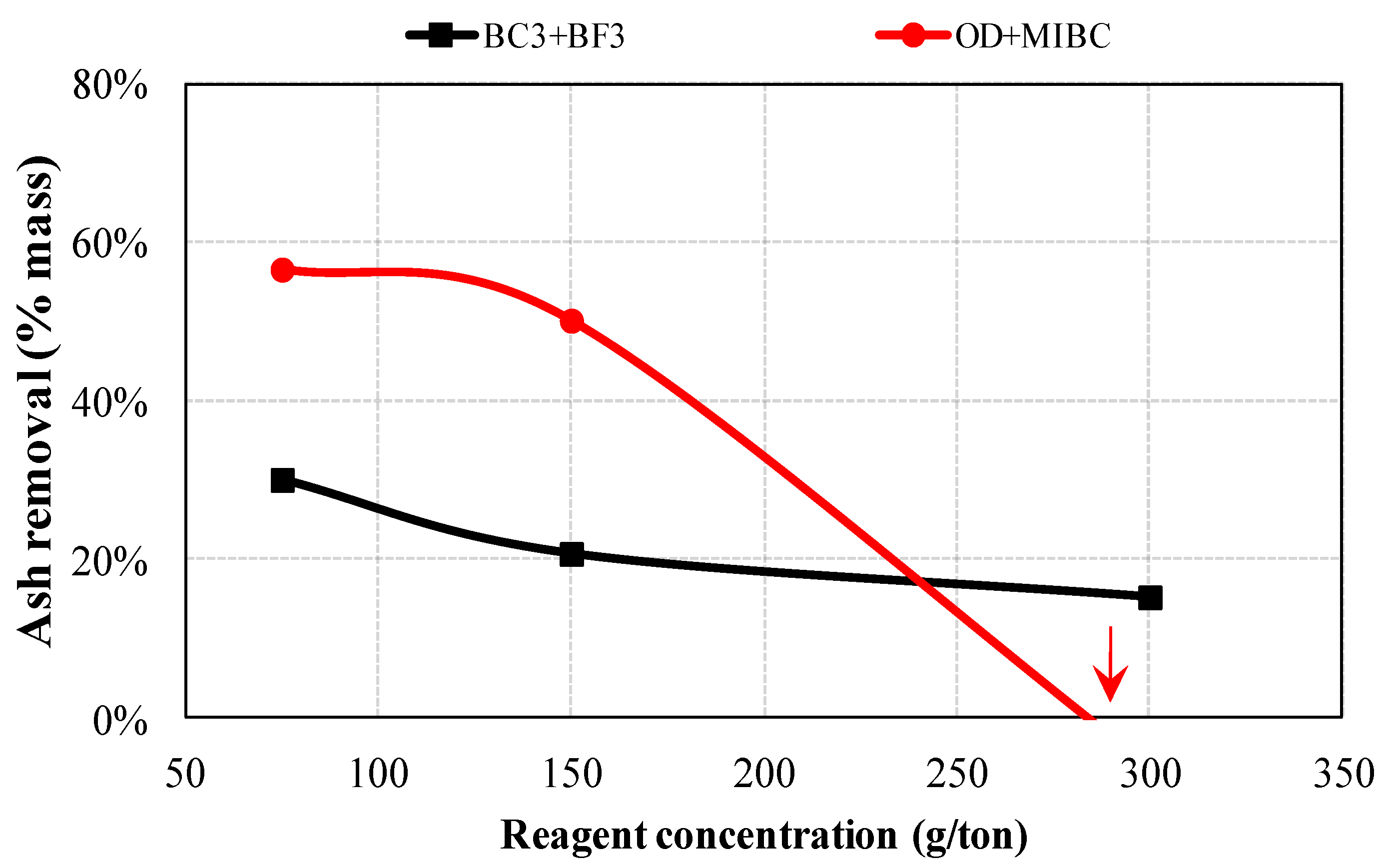
The ash removal indexes resulting from each test are shown in
Figure 7. As can be seen, a higher reagent concentration deteriorated the separation performance, which was reduced to a great extent for 300 g/ton. Ash removal for the OD + MIBC system was a negative value (−6.0%) for this dosage, indicating that the concentrate was even richer in ash than the feed. This tendency is in agreement with the recent work of Huang et al. [
14], who found that higher frother concentrations (in this case, BF3 and MIBC) harm performance in terms of both froth recovery and separation efficiency. On the other hand, for the lower concentrations, the OD + MIBC system led to significantly higher ash removals, resulting in cleaner products with ash contents below 10%.
Thus, despite not being conclusive, the preliminary results for the 20 m sample indicated the overall performance was noticeably better for the BC3 + BF3 system in terms of yield, but better ash removal was achieved when using the OD + MIBC system. Additionally, the results point out that the optimum reagent dosage should probably be situated closer to the intermediary concentration (150 g/ton) and below 300 g/ton, with special attention to the froth concentrations. Considering these outcomes, and knowing that the 20 m sample was composed of coal of better quality than the others nearer the dyke (
Table 1), the preliminary tests were limited to samples from that distance. In other words, it was assumed a priori that the general behavior displayed during the flotation of the higher-quality feed would be reproduced (with equal or lower efficiencies) when testing the other two cases. On this basis, the conditions for the final flotation experiments in the large cell (4L) were established as described in the following section.
3.3. Final Flotation Tests
Based on the results obtained in the preliminary experiments, the following conditions were adopted in the flotation essays: (a) the collector concentration was delimited in the range of 100–250 g/ton (nominal values: 100, 150, 200, and 250 g/ton) to minimize the undesired reduction in performance detected in the preliminary experiments and to test dosages closer to the intermediary concentration value (150 g/ton); (b) the frother concentrations (BF3 and MIBC) were fixed in 100 g/ton in an attempt to diminish their deleterious influence on separation when in excess.
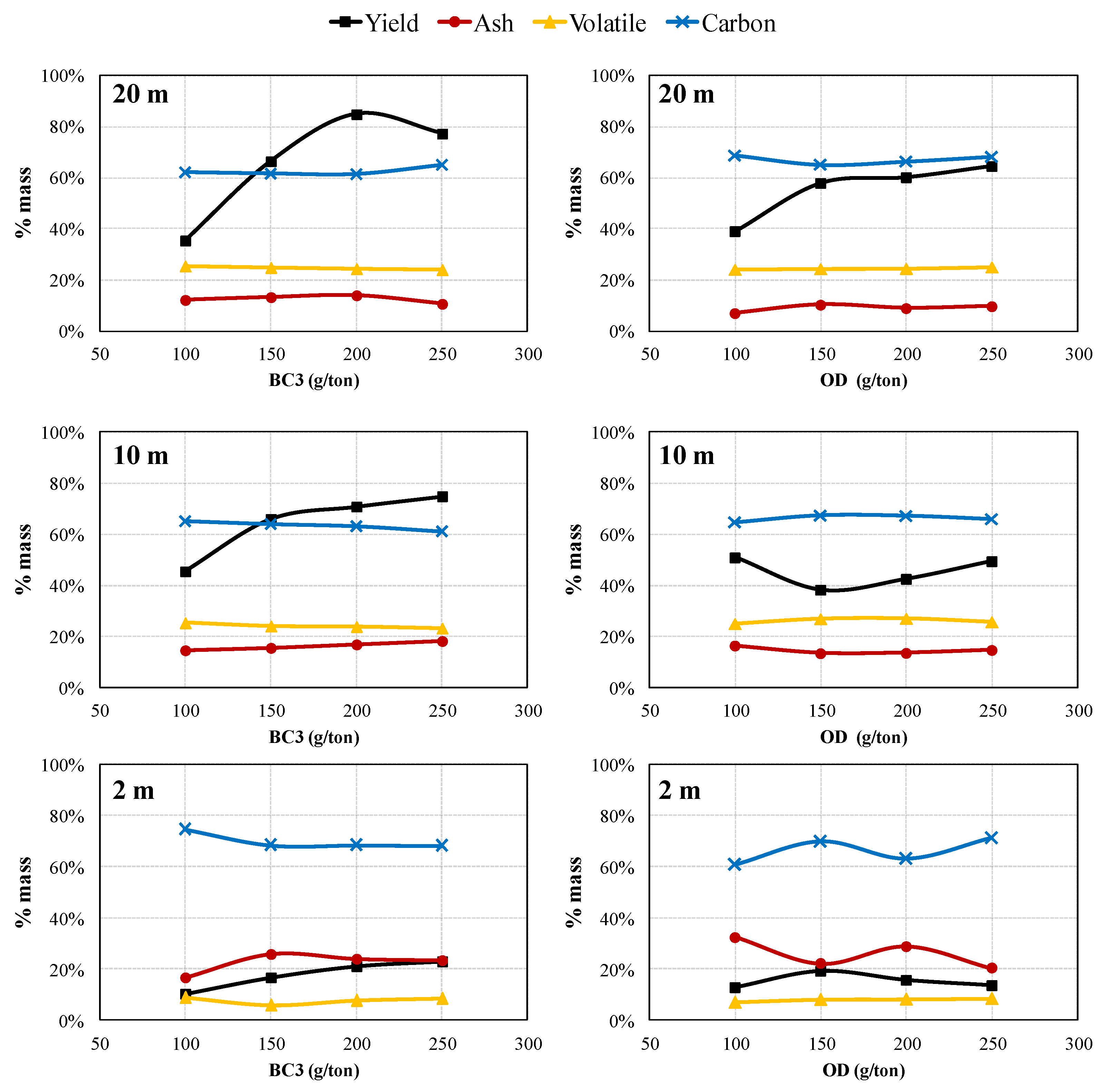
Figure 8 summarizes the results showing the yield, ash, volatile matter, and fixed carbon (% mass) of the obtained concentrates as a function of the dyke’s distance, reagent system, and collector dosage. In general, the yield was the most sensitive parameter, noticeably varying over different conditions. The average yields for the 20, 10, and 2 m samples were 60.8% (±16.9%), 54.8% (±13.8%), and 16.4% (±4.2%), respectively, demonstrating that, as a rule, the closer to the dyke the sample was, the lower the obtained yield was. The BC3 + BF3 system also displayed higher yields than the OD + MIBC one, with the average values (considering all distances) of 49.3% (±27.0%) and 38.7% (±19.0%), respectively. The relations between yield and collector dosages were less manifest, but some general trends could also be observed. With the exception of 10 m, OD + MIBC, relatively higher yields were obtained when using collector dosages above 100 g/ton, with peaks occurring in the range 150–250 g/ton depending on the distance and reagent system.
In contrast to the yield, the concentrate composition was relatively unaffected by the different tested conditions. For instance, the average carbon content in each distance and considering both reagent systems was 64.8% (±2.8%) for 20 m, 64.7% (±2.0%) for 10 m, and 68.0% (±4.3%) for 2 m. On the whole, the 20 and 10 m samples exhibited very similar concentrate compositions, whereas the 2 m sample presented some concentration peaks (e.g., 74% carbon content using BC3 + BF3) with overall higher ash content in the product.
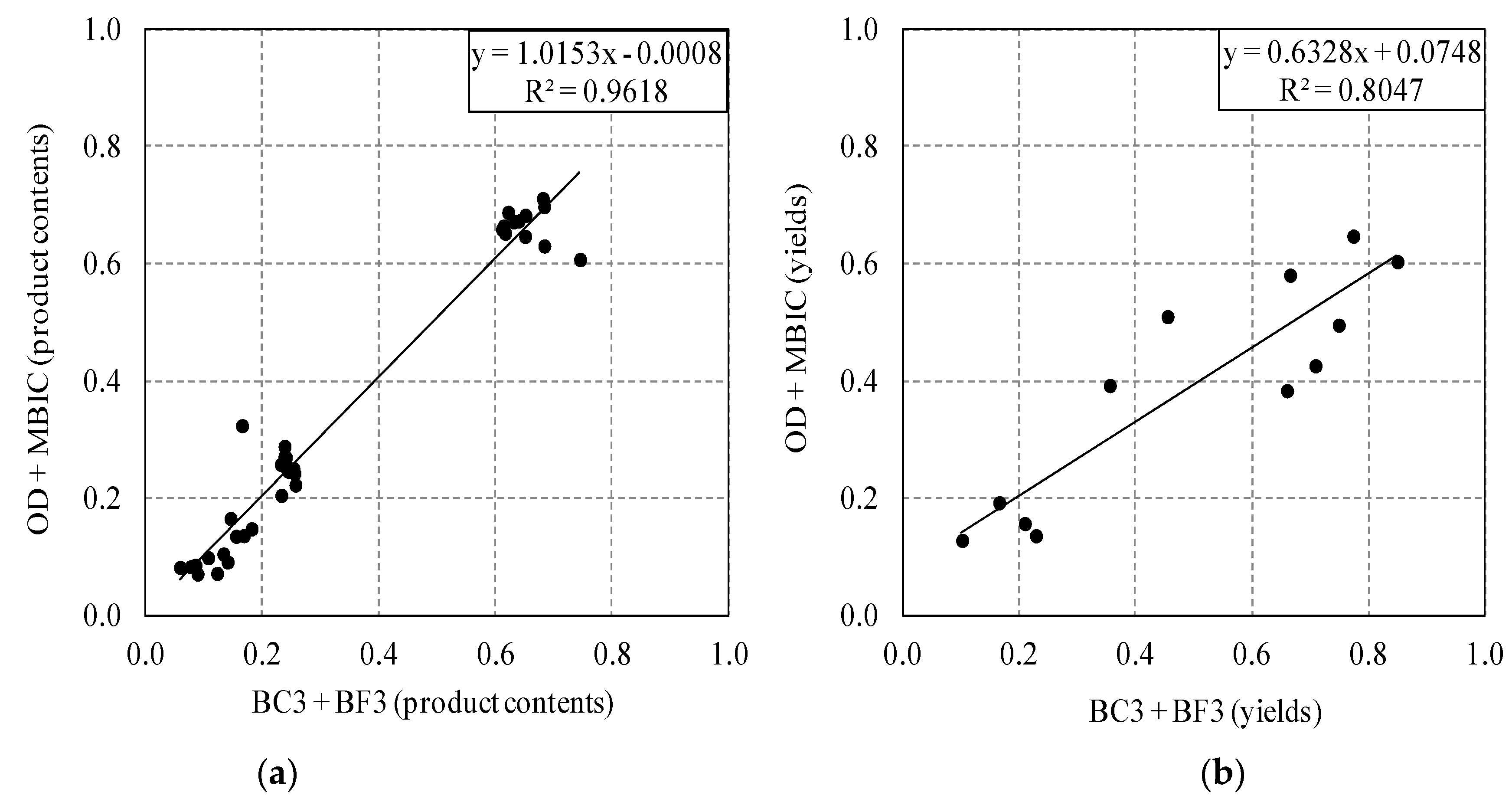
Even less influential than the distance from the dyke was the reagent system used. In order to illustrate it,
Figure 9a shows the correlation between product contents obtained when using the BC3 + BF3 system and the corresponding values for the OD + MIBC system. As can be noted, the high R
2 value (equal to 0.96) suggests that the concentrate compositions in both systems were virtually the same, differing from the lower correlation existing between yields (
Figure 9b). In summary, the results point out that the composition of the concentrate was not significantly influenced by the reagent system, but the yield was, thus making it advantageous to use the BC3 + BF3 system in this regard.
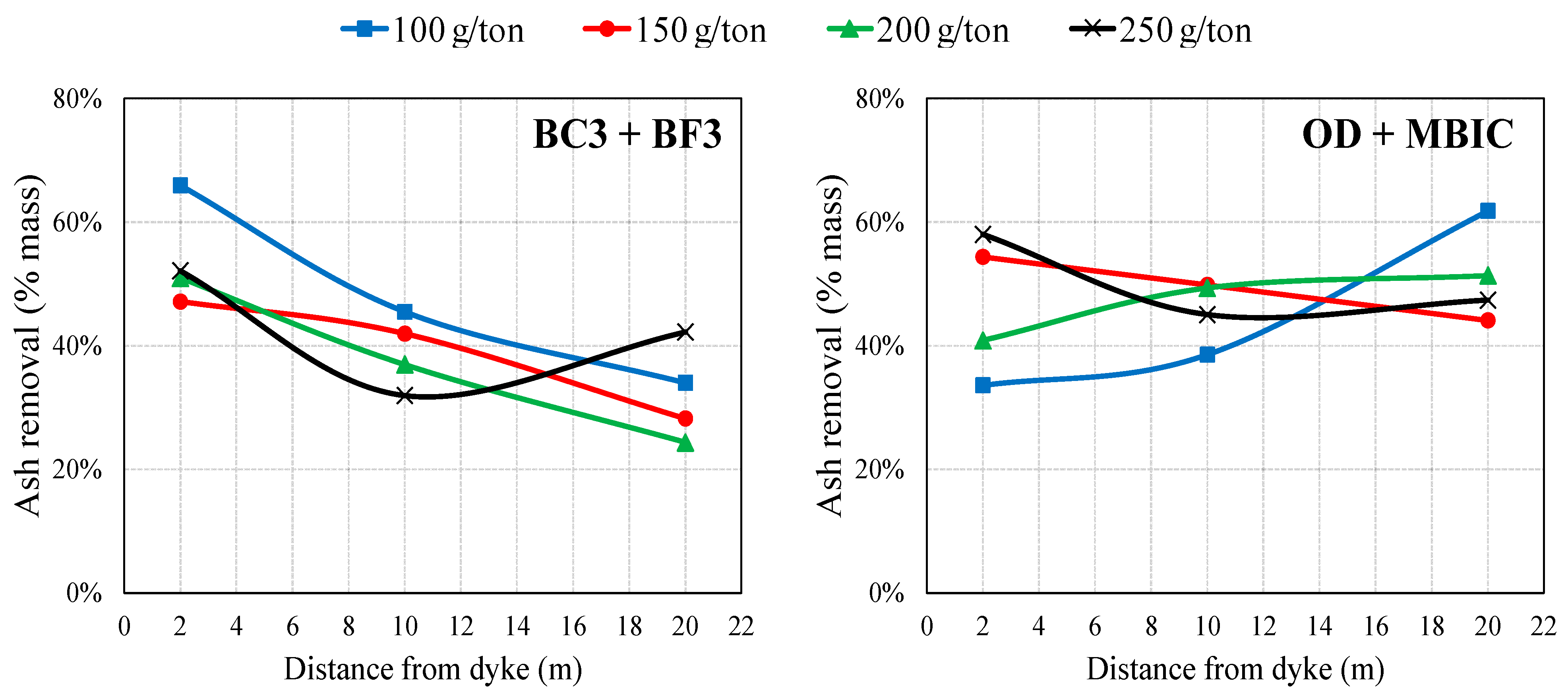
However, merely comparing the product’s yield and composition is not sufficient to evaluate the separation as a whole, as it also depends on the composition of the coal feed to the flotation system. In this regard, the proposed ash removal index (Equation (1)) can be useful, since reducing the ash content of coking and thermal coal underlies coal beneficiation processes.
Figure 10 shows the evolution of ash removal indexes for the different conditions tested. The OD + MIBC system exhibited slightly higher selectivity, with an overall average ash removal of 48.0% (±8.0%) compared to 41.8% (±11.6%) in the BC3 + BF3 system. For low and intermediary reagent dosages (100 to 200 g/ton), opposite trends could be observed concerning the distance from the dyke: while the BC3 + BF3 system showed higher removals when approaching the dyke, the OD + MIBC system displayed better cleaning at larger distances.
4. Discussion
As previously referenced, the data obtained indicate that the distance from the dyke seems to play a greater role in influencing the flotation performance than the reagent system and collector dosage (considering the concentration ranges adopted). Thus,
Table 2 summarizes the average characteristics of the products (frothers) obtained in all the tests for each dyke’s distance. Considering the yield and ash content as the major parameters to quantify separation efficiency, it can be seen that separation quality decreases with the dyke’s proximity. The beneficiation of ROM coal only 2 m away from the dyke would result in recovery 3.7 times lower and a product 2.4 times higher in ash than beneficiating coal 20 m away, indicating that the heat of formation of the dyke has negatively affected coal formation in that zone.
Additionally, taking into account the very low fraction of material below 0.25 mm for the 2 m sample (3.7% in mass; see
Section 3.1), it is reasonable to presume that the beneficiation of coal too close (2 m) to the dyke is currently unfeasible since significantly extra costs for milling and beneficiation could be needed to guarantee production and/or concentration quality, with it perhaps even being unpractical to obtain the low ash contents (below 10%) currently practiced in the plant.
On the other hand, the flotation of coal 10 m from the dyke would not affect the yield much (considering the high standard deviation of the yield values) but would result in a product with higher ash content than processing coal extracted from 20 m. Notwithstanding, it may be assumed that feeding the plant with blends of coal layers situated at 20 and 10 m from the dyke could be considered as an option if the processing can be adapted to deal with the increment in the ash amount to be removed.
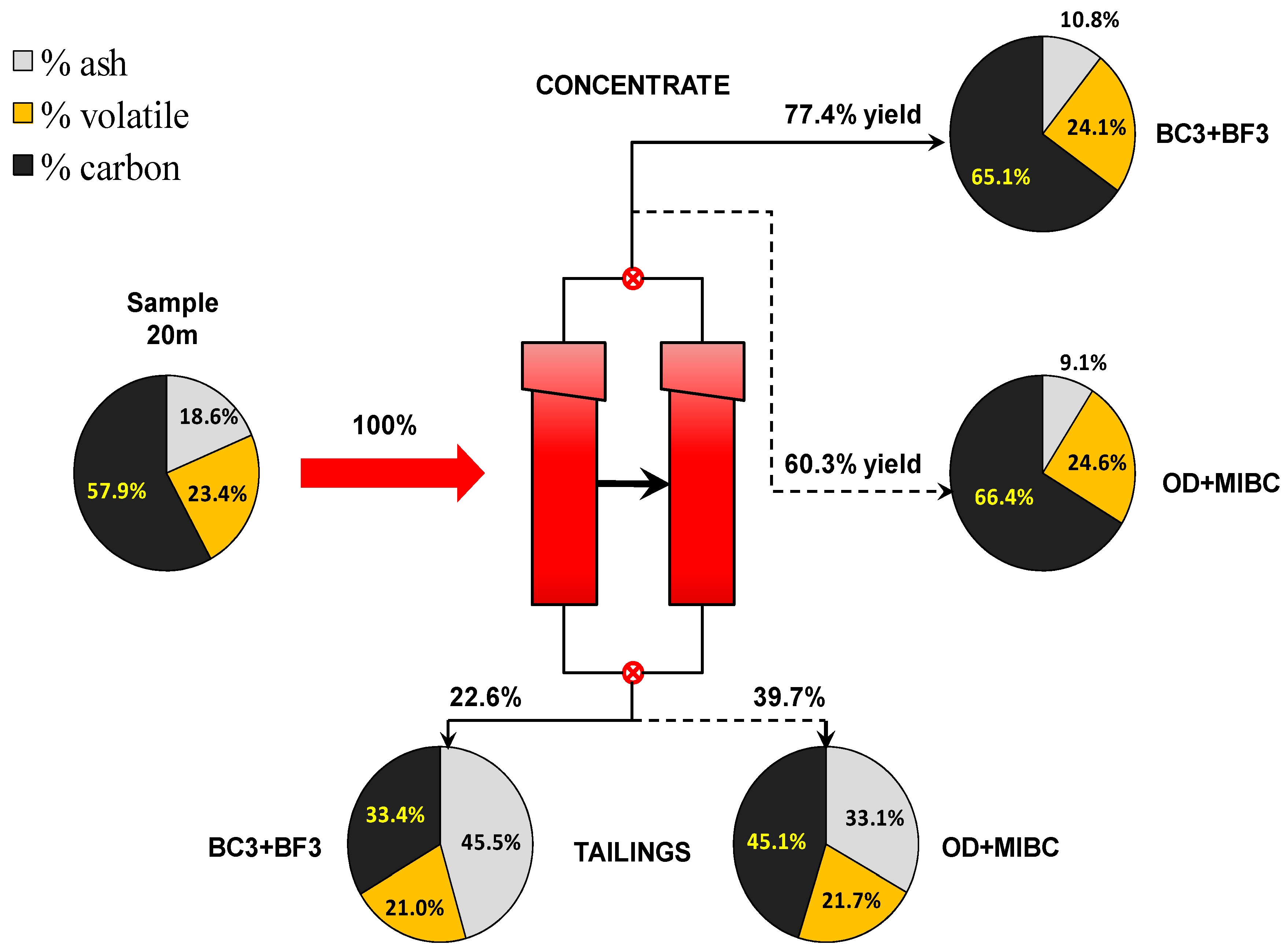
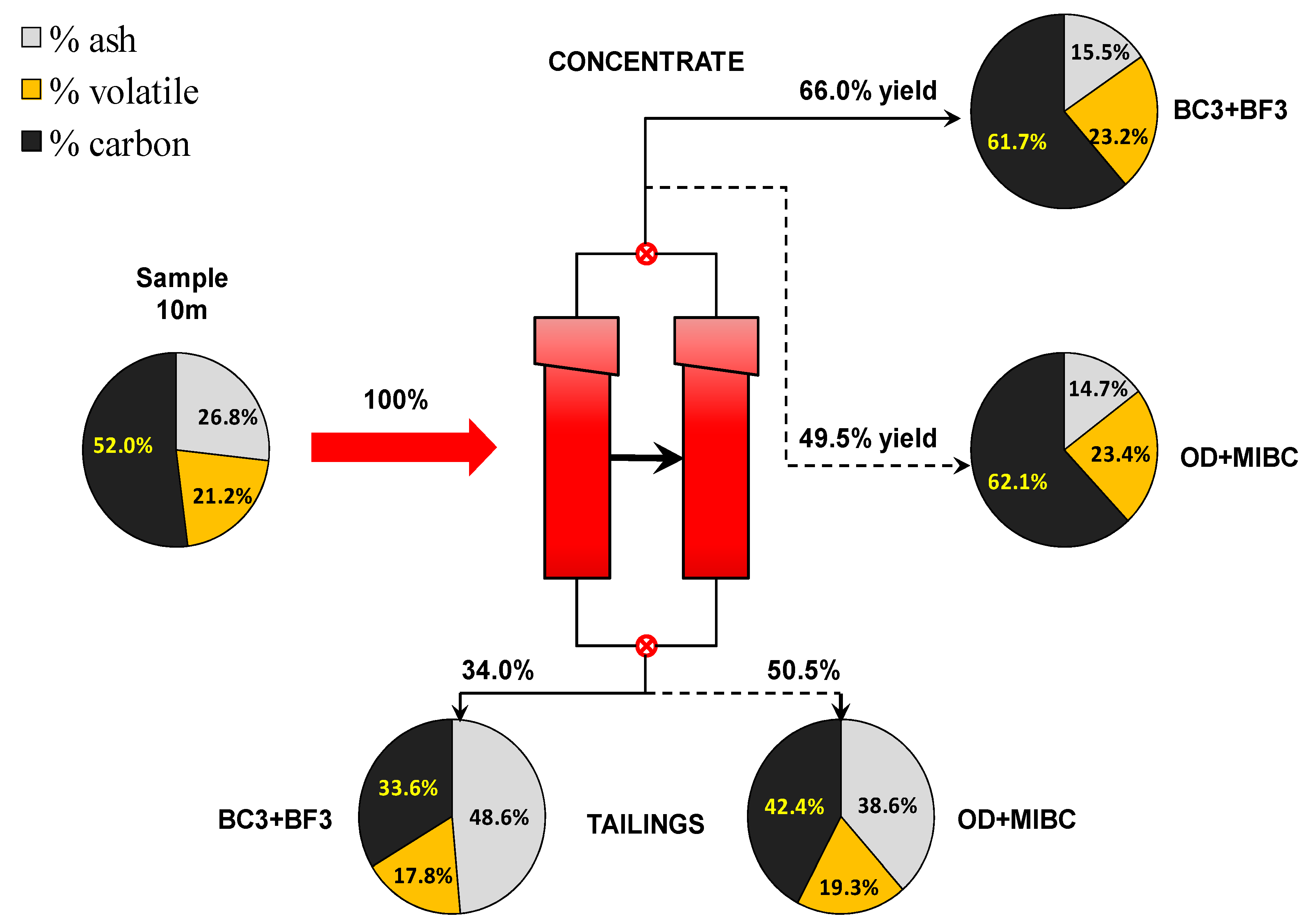
Figure 11 and
Figure 12 illustrate the mass balances referring to the better separation scenarios experimentally obtained for each reagent system. Within the framework of this study, the best dosages were considered as those with generated concentrates that showed the lowest ash contents with yields of about 50% or more. As can be seen, the BC3 + BF3 system generated yields considerably higher than the OD + MIBC system (+17% in mass), although the last produced concentrates had slightly lower ash contents. In this sense, using the OD + MIBC system to process coal 20 m away from the dyke allowed us to obtain the lowest ash content of all concentrates (=9.1%), which was relatively close to the average content currently obtained in the Moatize plant (=7.5%).
It is reasonable to suppose that the comparably higher yield related to the use of the BC3 + BF3 system could make it a preferential choice, but the discreet gain in selectivity provided by the OD + MIBC system could be decisive when trying to produce a high-quality concentrate. Notwithstanding, deciding upon the most suitable reagent system for each set distance requires economic considerations that are beyond the scope of the current work. Finally, despite being considered unfeasible to process due to the reasons previously mentioned, it was demonstrated to be possible to achieve ash contents lower than 17% when beneficiating coal only 2 m away from the dyke, although the maximum yield achieved for this case was below 23% in mass for all tested cases.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}