


Cross-Laminated Timber and Glulam from Low-Density Paraserianthes falcataria: A Look into Densification and Shear Strength

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material Preparation
2.1.1. Alkaline Pre-Treatment
2.1.2. Steam Pre-Treatment
2.1.3. No Pre-treatment
2.2. Glulam and CLT Panel Manufacturing
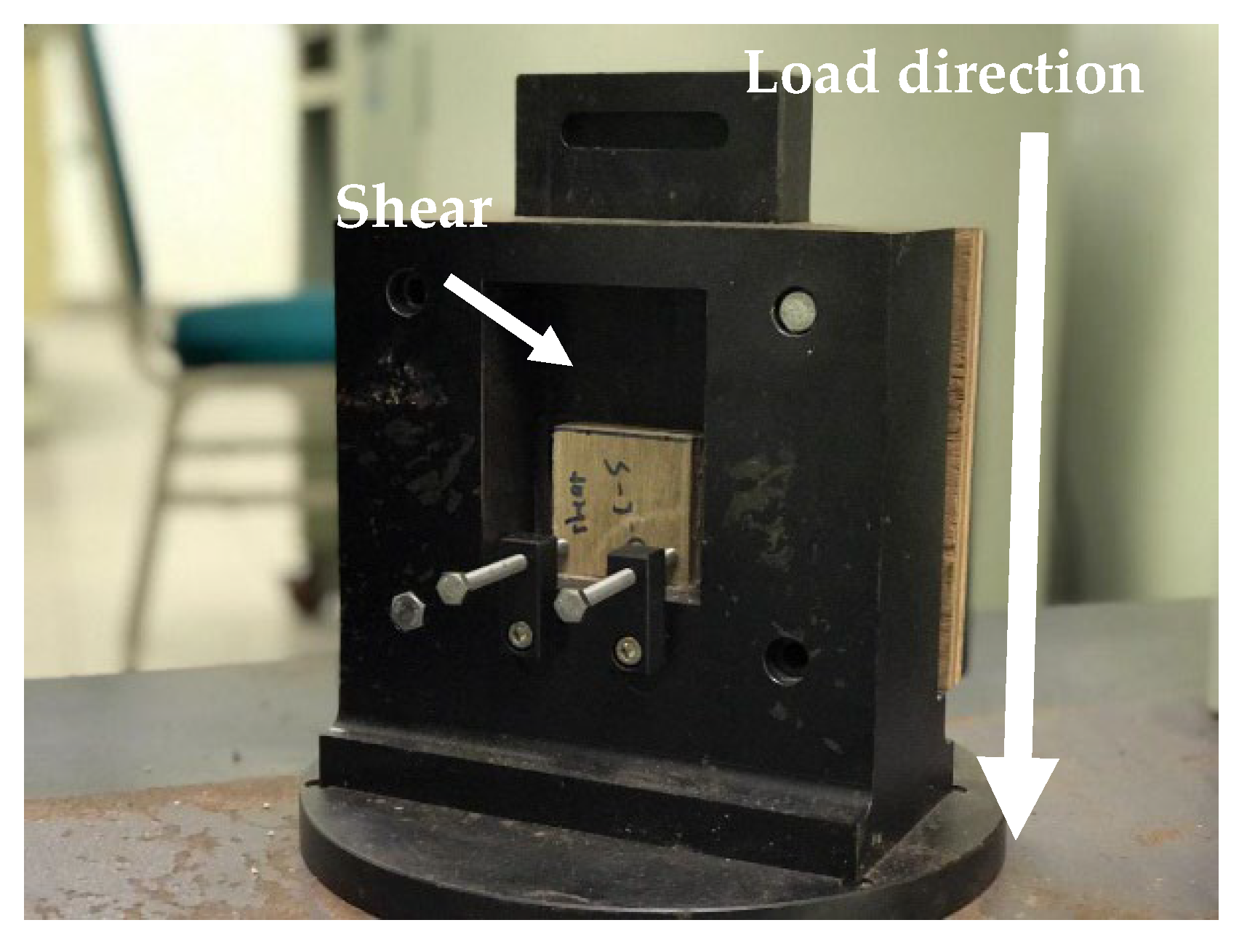
2.3. Shear Strength Test
2.4. Statistical Analysis
3. Results and Discussion
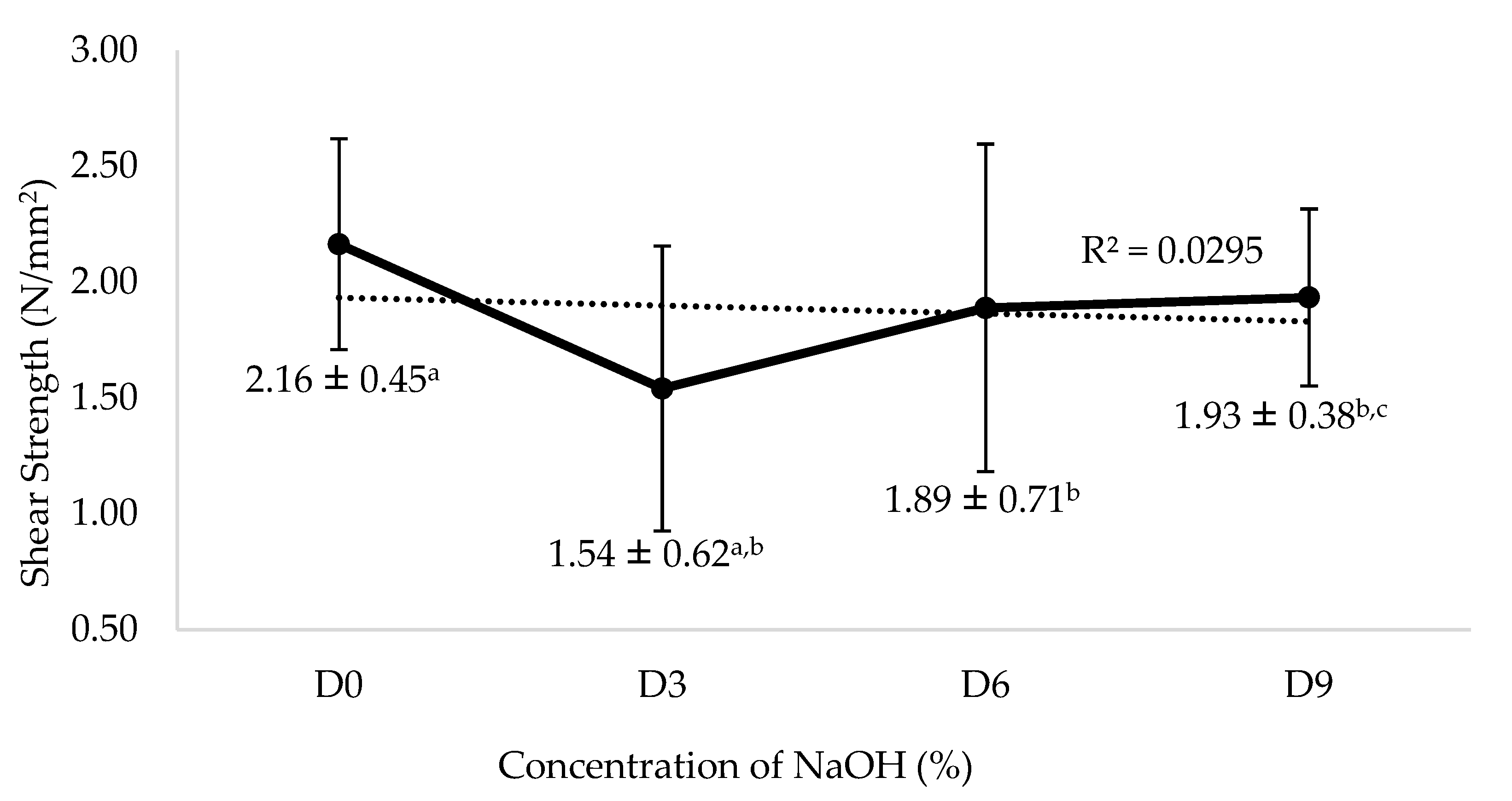
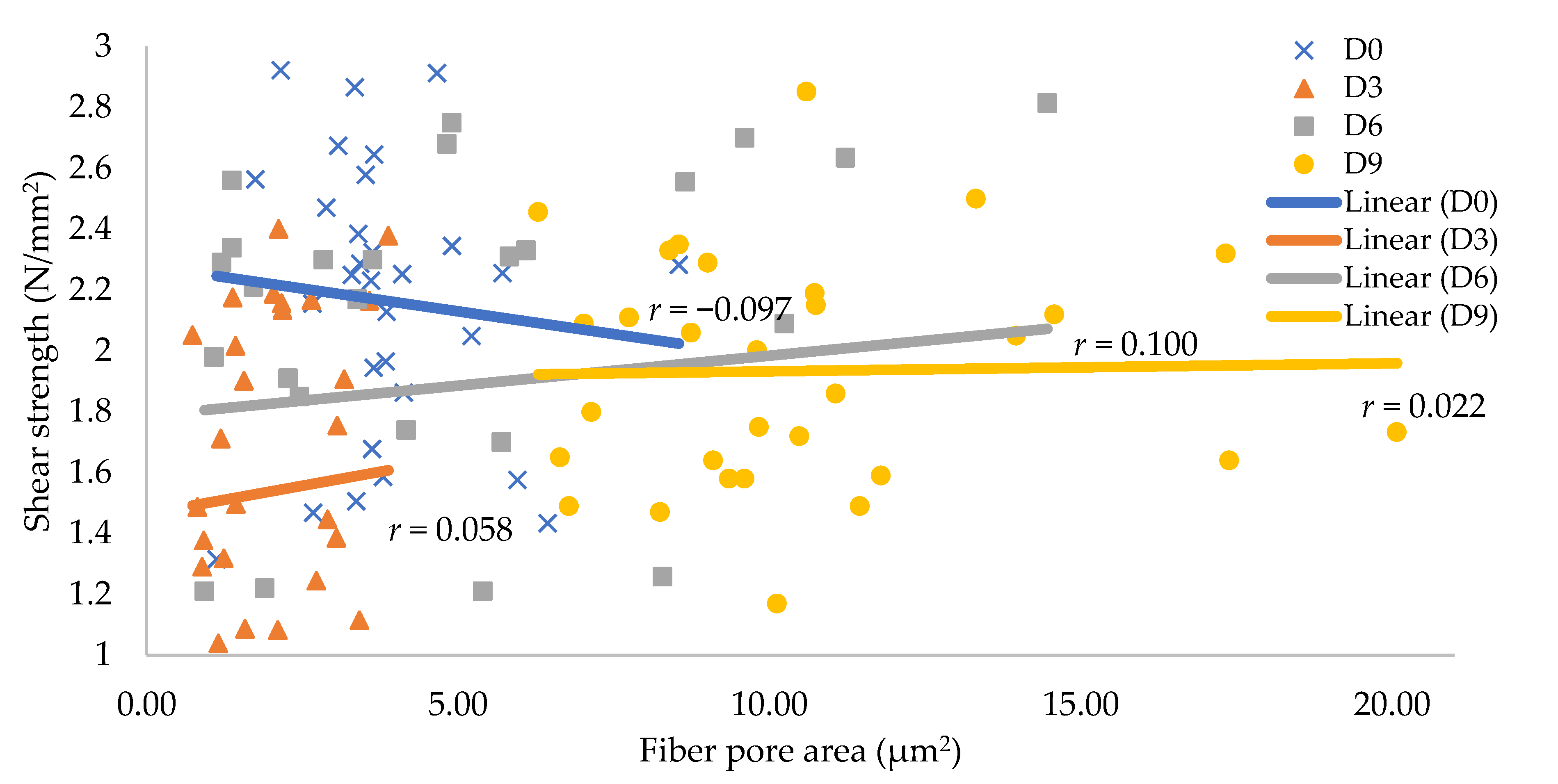
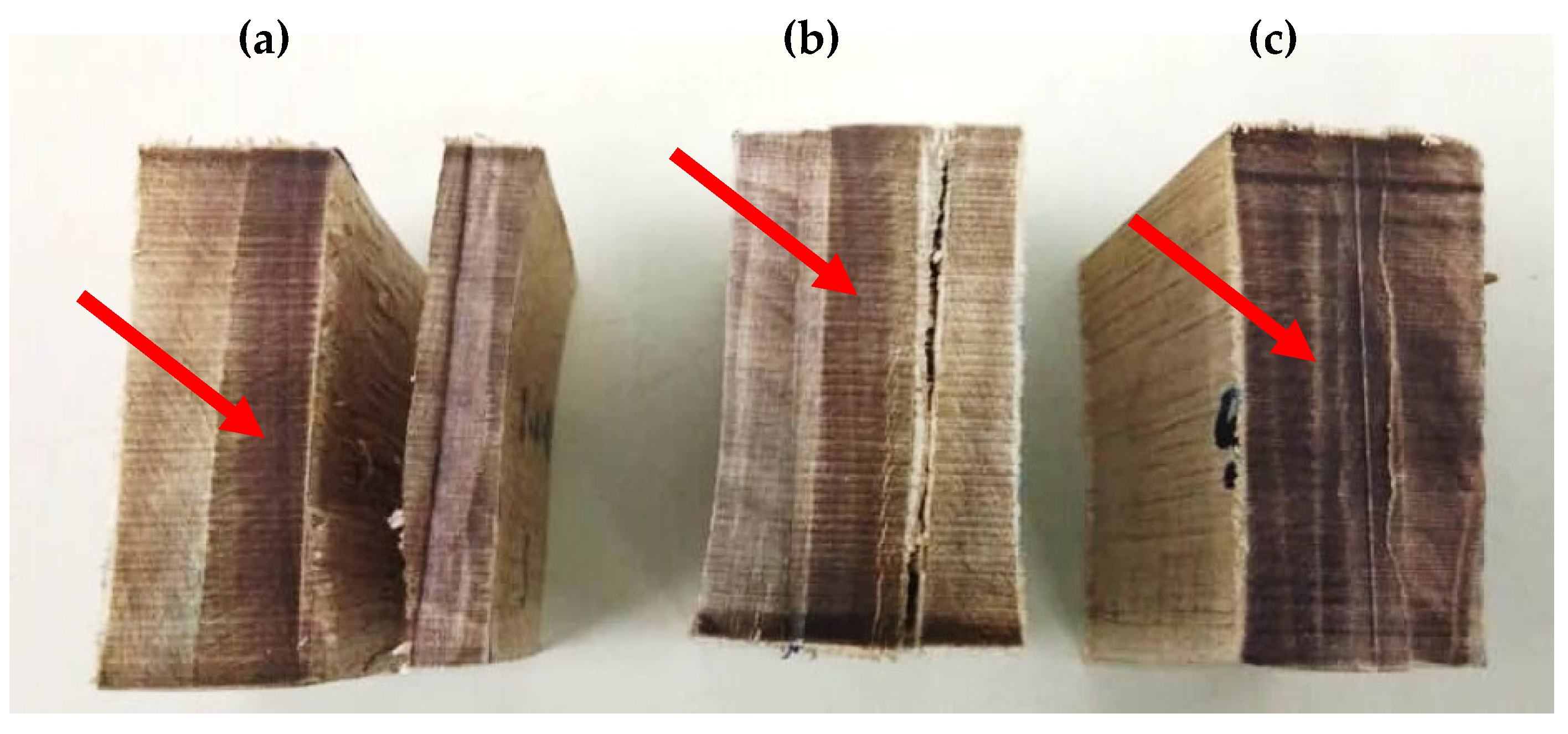
3.1. Shear Strength of Alkaline-Treated Densified Glulam and Correlation with the Fiber Pore Area
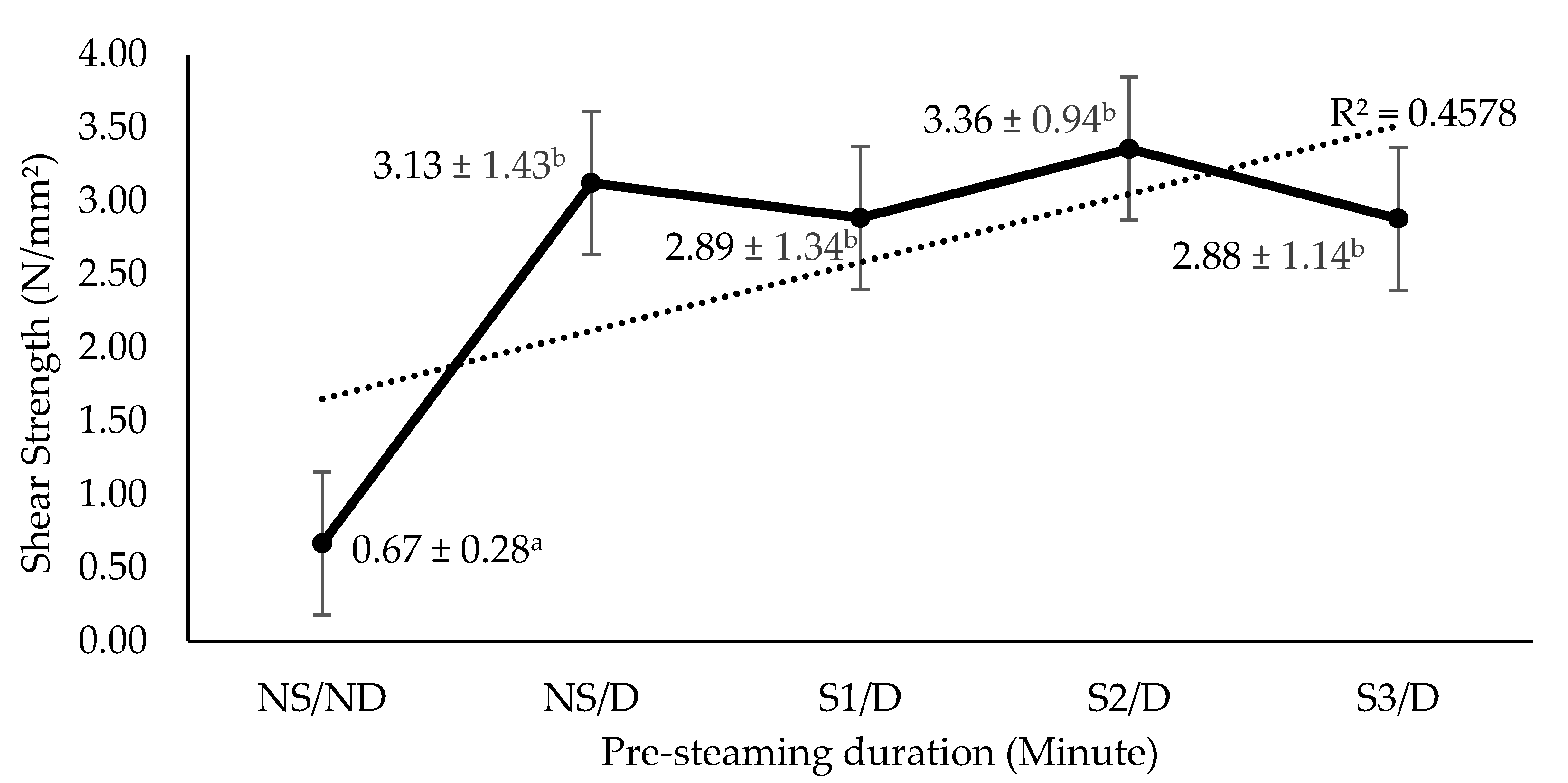
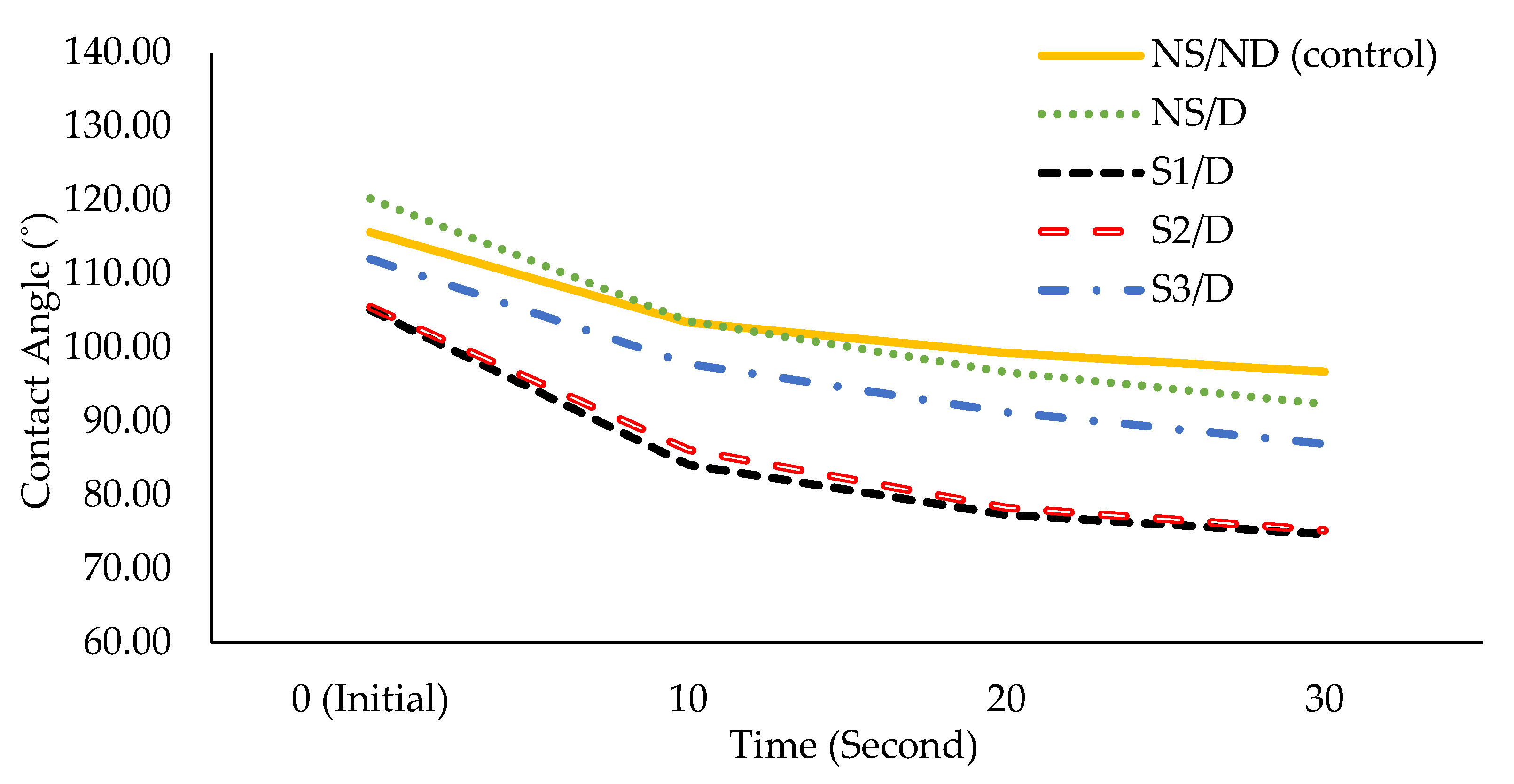
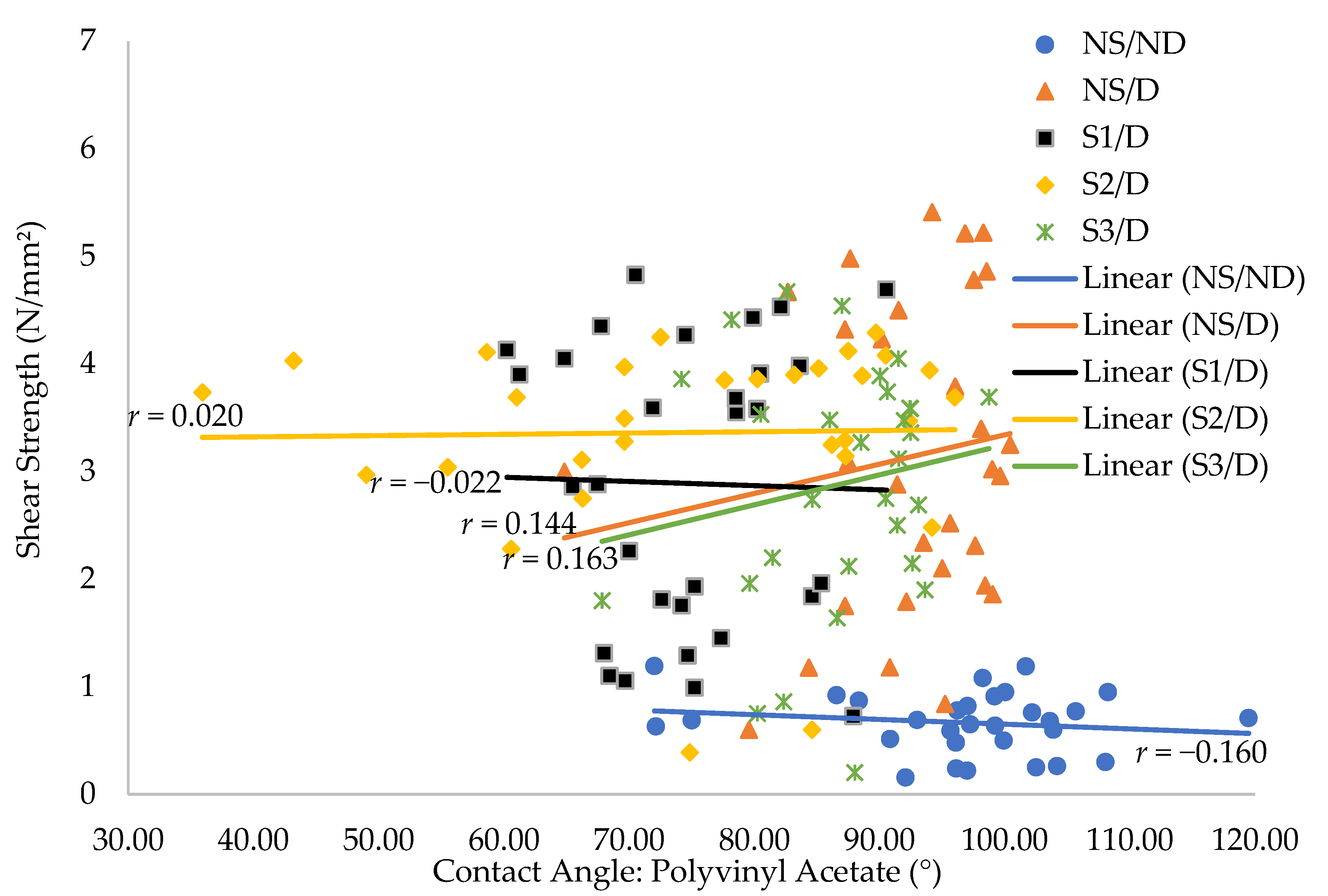
3.2. Shear Strength of Glulam and Correlation with the Contact Angles
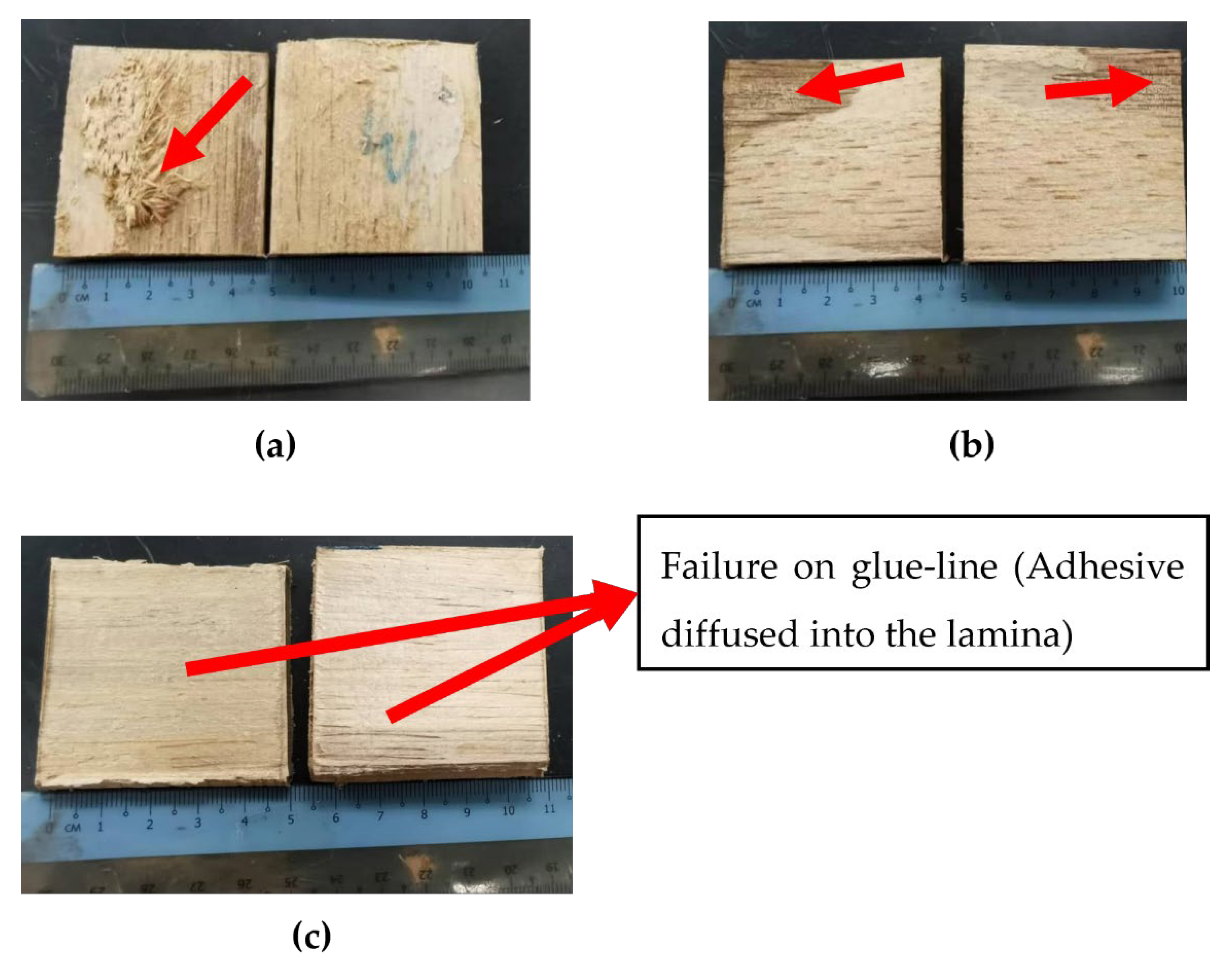
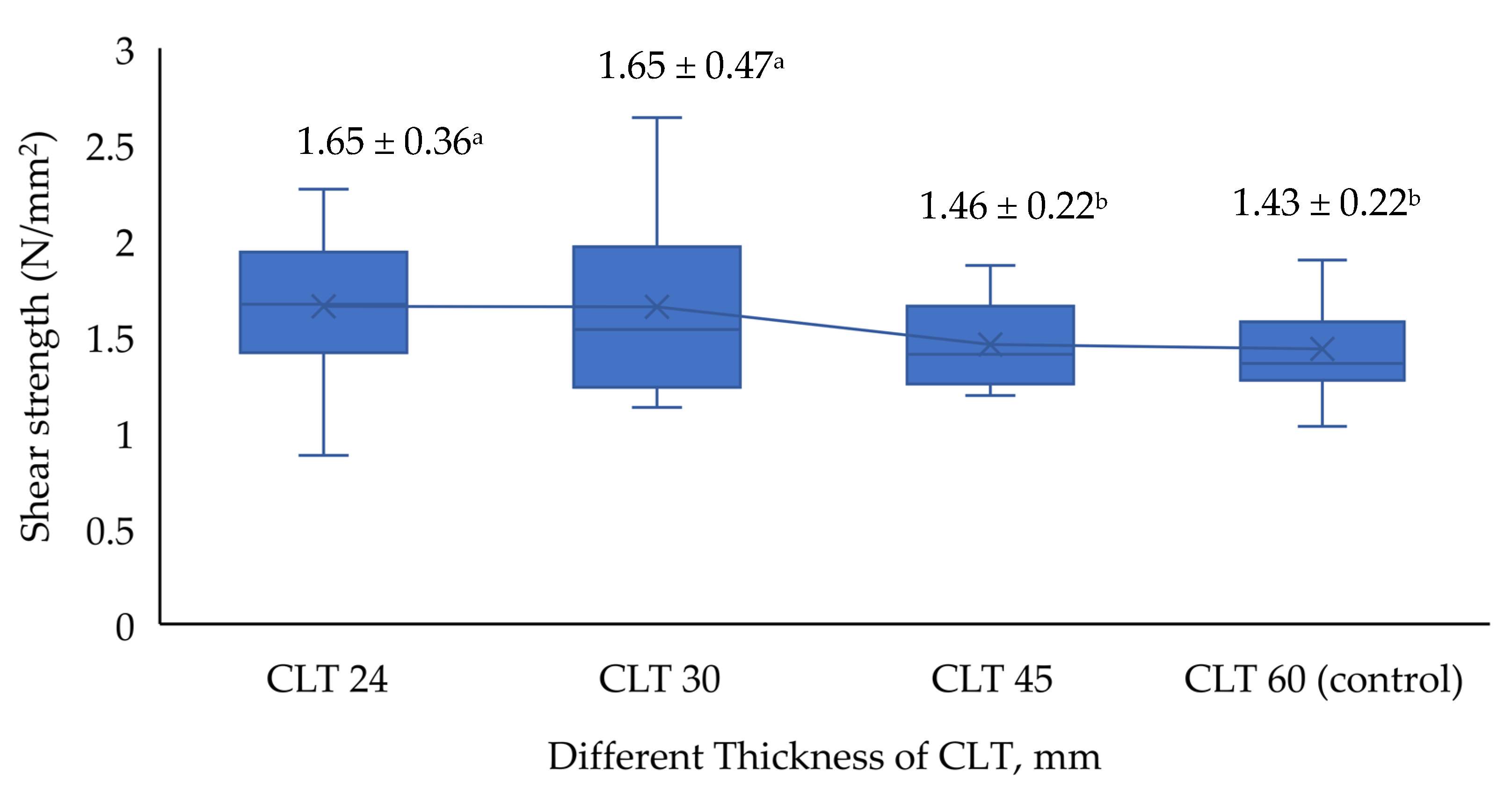
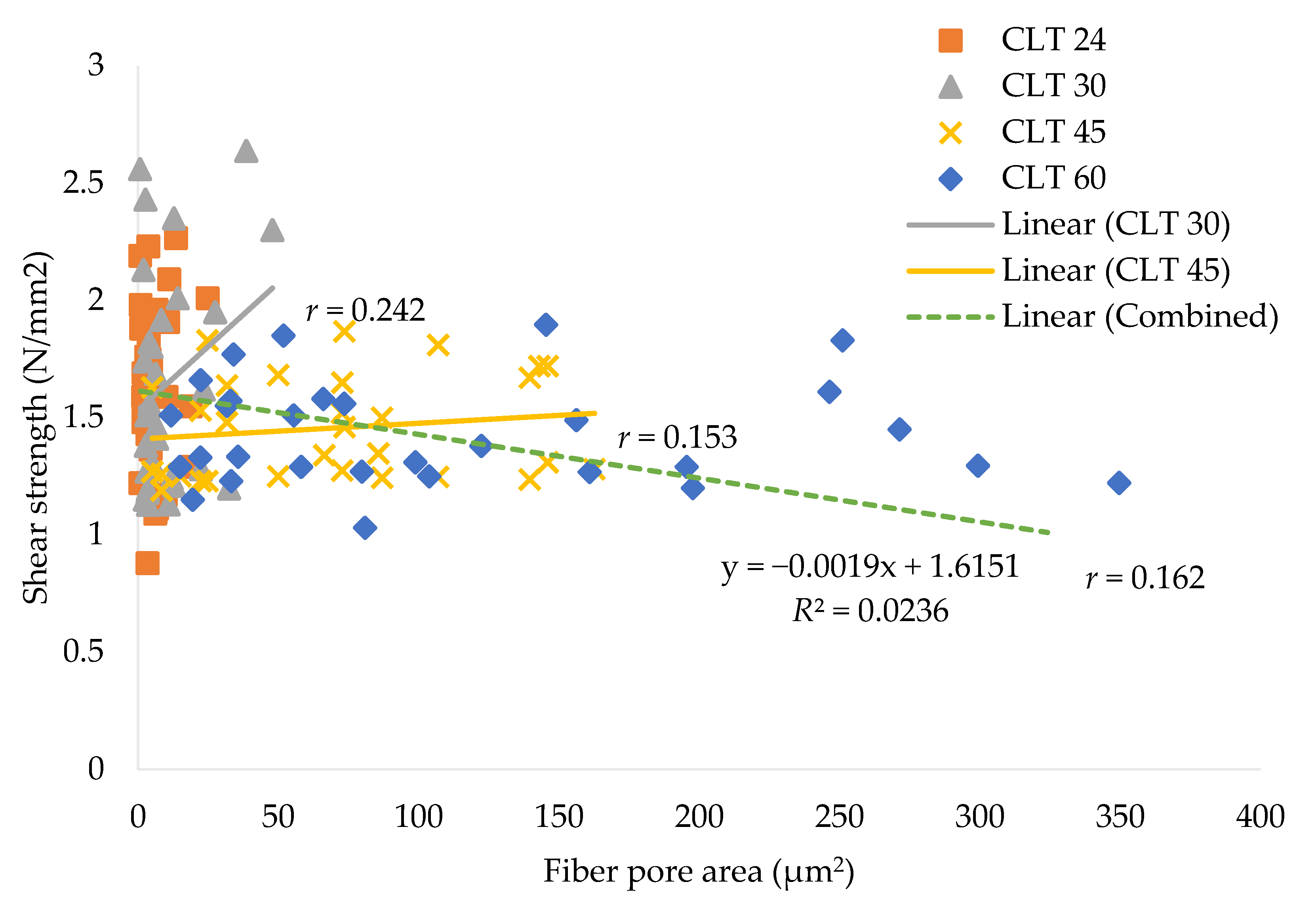
3.3. Shear Strength of CLT and Correlation with the Fiber Pore Areas
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krisnawati, H.; Varis, E.; Kallio, M.; Kanninen, M. Paraserianthes falcataria (L.) Nielsen: Ecology, Silviculture and Productivity; CIFOR: Bogor, Indonesia, 2011. [Google Scholar]
- Nordahlia, A.S.; Lim, S.C.; Hamdan, H.; Anwar, U.M.K. Wood Properties of Selected Plantation Species: Tectona grandis (Teak), Neolamarckia cadamba (Kelempayan/Laran), Octomeles sumatrana (Binuang) and Paraserianthes falcataria (Batai); Timber Technology Bulletin No. 54; Forest Research Institute Malaysia: Kuala Lumpur, Malaysia, 2014. [Google Scholar]
- Jones, D.; Sandberg, D.; Giacomo, G.; Todaro, L. Wood Modification in Europe: A State-of-the-Art about Processes, Products, Applications; Firenze University Press: Firenze, Italy, 2019. [Google Scholar]
- Şenol, S.; Budakçi, M. Mechanical wood modification methods. Mugla J. Sci. Technol. 2016, 1, 53–59. [Google Scholar] [CrossRef]
- Albert, C.M.; Liew, K.C. Contact angles of viscoelastic-thermal compression (VTC) modified Paraserianthes falcataria (L.) laminas. IOP Conf. Ser. Earth Environ. Sci. 2020, 549, 12–29. [Google Scholar] [CrossRef]
- Raman, V.; Liew, K.C.; Salim, R.M. Relationship between cell lumen area and lignin content of alkaline-treated densified timber of Paraserianthes falcataria. Wood Res. 2022, 67, 393–401. [Google Scholar] [CrossRef]
- Tan, Y.F.; Liew, K.C. Morphological and bending properties of lab-scaled prototype Cross-laminated timber manufactured with densified layered composite from fast-growing tree. IOP Conf. Ser. Earth Environ. Sci. 2022, 1053, 012033. [Google Scholar] [CrossRef]
- Pelit, H.; Budakçi, M.; Sönmez, A. Effects of heat post-treatment on dimensional stability and water absorption behaviours of mechanically densified Uludağ Fir and Black poplar woods. BioResources 2016, 11, 3215–3229. [Google Scholar] [CrossRef]
- Kutnar, A.; Humar, M.; Kamke, F.A.; Sernek, M. Fungal decay of viscoelastic thermal compressed (VTC) wood. Eur. J. Wood Wood Prod. 2011, 69, 325–328. [Google Scholar] [CrossRef]
- Söğütlü, C. Determination of the effect of surface roughness on the bonding strength of wooden materials. BioResources 2017, 12, 1417–1429. [Google Scholar] [CrossRef]
- Liu, H.; Shang, J.; Kamke, F.A.; Guo, K. Bonding performance and mechanism of thermo-hydro-mechanical modified veneer. Wood Sci. Technol. 2018, 52, 343–363. [Google Scholar] [CrossRef]
- Bekhta, P.; Sedliacik, J. Environmetally-friendly high-density polyethylene-bonded plywood panels. Polymers 2019, 11, 1166. [Google Scholar] [CrossRef]
- Salca, E.A.; Bekhta, P.; Seblii, Y. The effect of veneer densification temperature and wood species on the plywood properties made from alternate layers of densified and non-densified veneers. Forests 2020, 11, 700. [Google Scholar] [CrossRef]
- Fang, C.H.; Blanchet, P.; Cloutier, A.; Barbuta, C. Engineered wood flooring with a densified surface layer for heavy-duty use. BioResources 2012, 7, 5843–5854. [Google Scholar] [CrossRef]
- Hajihassani, R.; Mohebby, B.; Najafi, A.K.; Navi, P. Influence of combined hygro-thermomechanical treatment on technical characteristics of poplar wood. Maderas. Cienc. Y Tecnol. 2018, 20, 117–128. [Google Scholar]
- Gaff, M.; Ruman, D.; Gašparík, M.; Štícha, V.; Boška, P. Tensile-shear strength of glued line of laminated veneer lumber. BioResources 2016, 11, 1382–1392. [Google Scholar] [CrossRef]
- Iždinský, J.; Reinprecht, L.; Sedliačik, J.; Kúdela, J.; Kučerová, V. Bonding of selected hardwoods with PVAc adhesive. Appl. Sci. 2021, 11, 67. [Google Scholar] [CrossRef]
- Song, J.; Chen, C.; Zhu, S.; Zhu, M.; Dai, J.; Ray, U.; Li, Y.; Kuang, Y.; Li, Y.; Quispe, N.; et al. Processing bulk natural wood into a high-performance structural material. Nature 2018, 554, 224–228. [Google Scholar] [CrossRef] [PubMed]
- Jahan Latibari, A.; Hossein, M.A.; Hosseinpour, R. Application of alkaline sulfite pulping on corn stalks. BioResources 2011, 6, 48–58. [Google Scholar] [CrossRef]
- Fu, Q.; Cloutier, A.; Laghdir, A. Effects of heat and steam on mechanical properties and dimensional stability of thermo-hygromechanically-densified sugar maple wood. BioResources 2017, 12, 9212–9226. [Google Scholar] [CrossRef]
- ASTM D 7334-08; Standard Practice for Surface Wettability of Coatings, Substrates and Pigments by Advancing Contact Angle Measurement. ASTM International: West Conshohocken, PA, USA, 2008.
- JAS. Japanese Agricultural Standard for Glued-Laminated Timber; Japanese Agricultural Standard: Tokyo, Japan, 2007; Volume 1152, pp. 1–5. [Google Scholar]
- BS EN 16351; Timber Structures—Cross Laminated Timber–Requirements. BSI Standards Limited: London, UK, 2015.
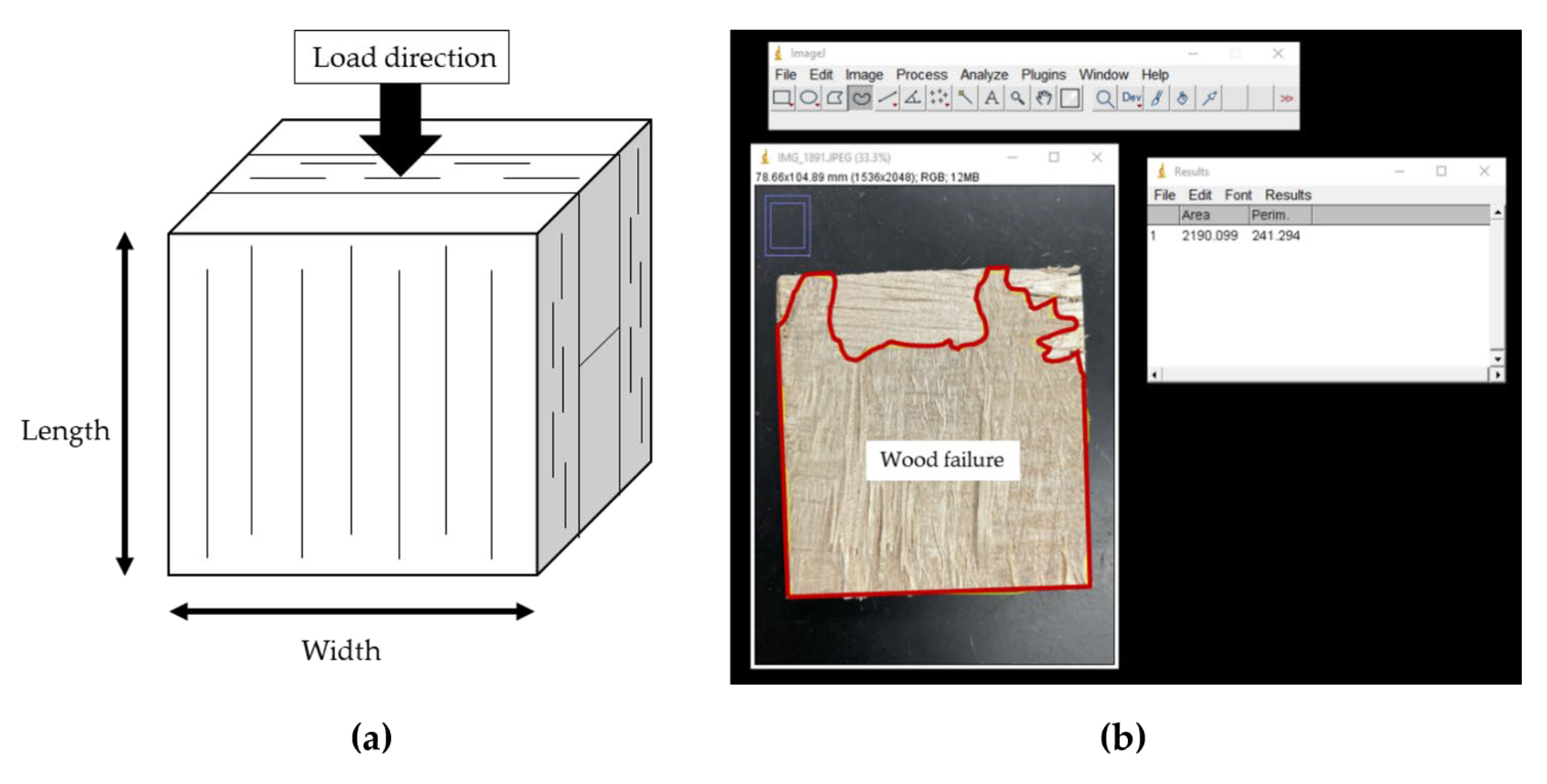
- ASTM D 5266; Standard Practice for Estimating the Percentage of Wood Failure in Adhesive Bonded Joints. ASTM International: West Conshohocken, PA, USA, 2013.
- Huang, C.L. Industry perspective of delamination in wood and wood products. In Delamination in Wood, Wood Products and Wood-Based Composites; Springer: Dordrecht, The Netherlands, 2010; pp. 215–236. [Google Scholar]
- Steiger, R.; Richter, K. Glued Laminated Timber: Shear Test of Gluelines. Wood Adhes. 2009, 5B, 389–398. [Google Scholar]
- Lin, L.; Fu, F.; Qin, L. Cellulose fiber-based high strength composites. In Advanced High Strength Natural Fibre Composites in Construction; Woodhead Publishing: Sawston, UK, 2017; pp. 179–203. [Google Scholar]
- Darmawan, W.; Nandika, D.; Noviyanti, E.; Alipraja, I.; Lumongga, D.; Gardner, D.; Gérardin, P. Wettability and bonding 1uality of exterior coatings on Jabon and Sengon wood surfaces. J. Coat. Technol. Res. 2018, 15, 95–104. [Google Scholar] [CrossRef]
- Vnucec, D.; Žigon, J.; Mikuljan, M.; Kamke, F.A.; Šernek, M.; Kutnar, A.; Goršek, A. Bonding of densified beech wood using adhesives based on thermally modified soy proteins. Eur. J. Wood Wood Prod. 2017, 75, 767–776. [Google Scholar] [CrossRef]
- Fajriani, E.; Ruelle, J.; Dlouha, J.; Fournier, M.; Hadi, Y.S.; Darmawan, W. Radial variation of wood properties of sengon (Paraserianthes falcataria) and jabon (Anthocephalus cadamba). J. Indian Acad. Wood Sci. 2013, 10, 110–117. [Google Scholar] [CrossRef]
- Sucipto, T.; Hartono, R.; Dwianto, W. Determination of wood wettability properties of oil palm trunk, Shorea sp. and Paraserianthes falcataria by contact angle method. IOP Conf. Ser. Earth Environ. Sci. 2018, 122, 12141. [Google Scholar] [CrossRef]
- Ishiguri, F.; Eizawa, J.; Saito, Y.; Iizuka, K.; Yokota, S.; Priadi, D.; Sumiasri, N.; Yoshizawa, N. Variation in the wood properties of Paraserianthes falcataria planted in Indonesia. IAWA J. 2007, 28, 339–348. [Google Scholar] [CrossRef]
- Mirzaei, G.; Mohebby, B.; Ebrahimi, G. Technological properties of glulam beams made from hydrothermally treated poplar wood. Wood Mater. Sci. Eng. 2018, 13, 36–44. [Google Scholar] [CrossRef]
- Wei, Y.; Tomkowski, R.; Archenti, A. Numerical study of the influence of geometric features of dimple texture on hydrodynamic pressure generation. Metals 2020, 10, 361. [Google Scholar] [CrossRef]
- Luo, B.; Zhang, J.; Bao, X.; Liu, H.; Li, L. The effect of granularity on surface roughness and contact angle in wood sanding process. Measurement 2020, 165, 108–133. [Google Scholar] [CrossRef]
- Santoni, I.; Pizzo, B. Effect of surface conditions related to machining and air exposure on wettability of different Mediterranean wood species. Int. J. Adhes. Adhes. 2011, 31, 743–753. [Google Scholar] [CrossRef]
- Hamdan, H.; Nordahlia, A.S.; Anwar, U.M.K.; Mohd Iskandar, M.; Mohamad Omar, M.K.; Tumirah, K. Anatomical, physical, and mechanical properties of four pioneer species in Malaysia. J. Wood Sci. 2020, 66, 59. [Google Scholar] [CrossRef]
- Tenorio, C.; Moya, R.; Navarro-Moya, A. Flooring characteristics of thermo-mechanical densified wood from three hardwood tropical species in Costa Rica. Maderas. Ciencia Tecnol. 2021, 23, 16. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Coding | Pre-Steaming Duration | Pressing Temperature and Pressure | Pressing Duration [9,20] |
|---|---|---|---|
| NS/ND (control) | - | - | - |
| NS/D | - | 105 °C, 6 MPa | 10 min (Hot-pressing) + 1 min 40 s (Venting) + 10 min (Hot-Pressing) + 1 min 40 s (Venting) + 5 min (Hot-Pressing) + 10 min (Annealing Phase) |
| S1/D | 10 min | 105 °C, 6 MPa | |
| S2/D | 20 min | 105 °C, 6 MPa | |
| S3/D | 30 min | 105 °C, 6 MPa |
| CLT Panel | Wood Failure Percentage (Median) | Moisture Content (MC) (%) |
|---|---|---|
| CLT 24 | 94.72 | 10.38 |
| CLT 30 | 96.67 | 9.49 |
| CLT 45 | 66.46 | 9.82 |
| CLT 60 | 93.34 | 11.38 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liew, K.C.; Tan, Y.F.; Albert, C.M.; Raman, V. Cross-Laminated Timber and Glulam from Low-Density Paraserianthes falcataria: A Look into Densification and Shear Strength. Forests 2022, 13, 1540. https://doi.org/10.3390/f13101540
Liew KC, Tan YF, Albert CM, Raman V. Cross-Laminated Timber and Glulam from Low-Density Paraserianthes falcataria: A Look into Densification and Shear Strength. Forests. 2022; 13(10):1540. https://doi.org/10.3390/f13101540
Chicago/Turabian StyleLiew, Kang Chiang, Yu Feng Tan, Charles Michael Albert, and Vinodini Raman. 2022. "Cross-Laminated Timber and Glulam from Low-Density Paraserianthes falcataria: A Look into Densification and Shear Strength" Forests 13, no. 10: 1540. https://doi.org/10.3390/f13101540