3.1. Chemical Component and Solubility of Lignin
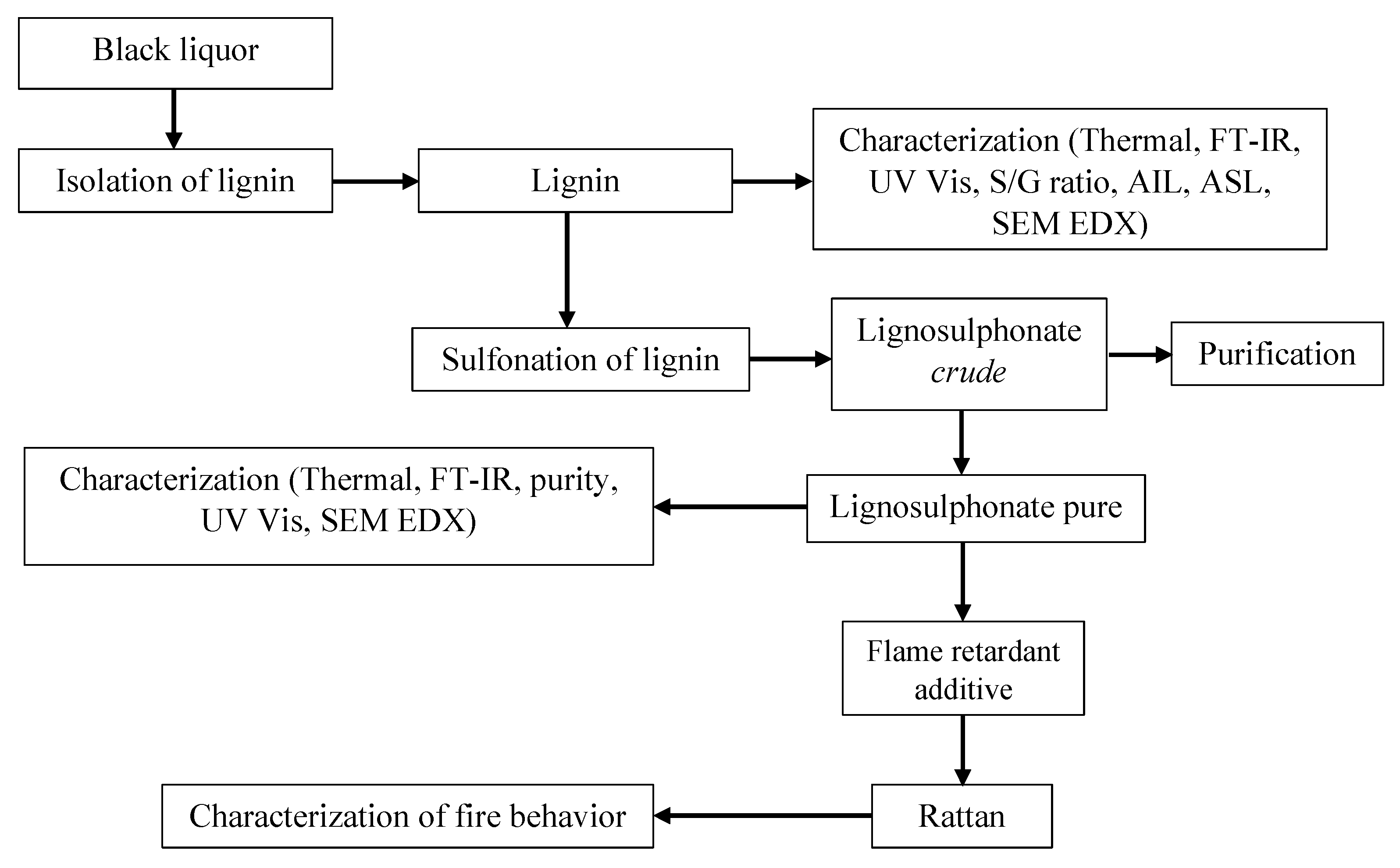
Kraft pulping is an effective method to delignify wood as raw materials in the pulp and paper industry for pulp production. Through this process, black liquor is generated, which contains a rich lignin content. Depending on the properties of black liquor in alkaline or acid conditions, lignin can be extracted from this source by precipitation or isolation techniques. During the lignin isolation process, acids, bases, or organic solvents have been known to precipitate lignin [
7]. Lignin might begin to break down into low-molecular-weight fragments, altering its physico-chemical characteristics [
39]. Precipitation occurs when acidic substances are added to alkaline black liquor because of the rise in proton [H
+] concentration and protonation of ionized phenolic groups in lignin macromolecules. In alkaline environments, strong acids dissociate to create lignin with a very high hydroxyl group concentration [
40]. Also, strong acids such as HCl, which has a pKa of −7, lower the pH of alkaline liquor until it reaches the pKa of phenolic hydroxyl groups, which is around pKa−10. In this reaction, the photoionization of phenolic groups increases, causing lignin molecules to assume a neutral condition, reducing the electrostatic repulsive force between lignin molecules and precipitating part of the lignin molecules [
41]. Hidayati et al. [
42] added that a decrease in this force creates less hydrophilic lignin molecules, while lignin solubility decreases, and lignin deposits increase.
As Solihat et al. [
35], Hermiati et al. [
33], and Salsabila et al. [
43] studied, the isolation method, including the frequency of washing treatment during lignin isolation of
Acacia magium kraft black liquor, influences the lignin characteristics. Washing treatment is one method to increase the purity of lignin; therefore, in this study, an investigation of the washing treatment during acid isolation of black liquor has been observed on lignin characteristics and then lignosulphonate properties.
As demonstrated in
Table 1, the yield of lignin extracted from black liquor is affected by differences in the frequency of washing. It supports the preceding finding [
33,
35,
43], where the higher the frequency of washing with distilled water, the lower the yield, and vice versa. This treatment also affects lignin’s purity, which is a total of AIL and ASL. Increasing washing frequency tends to increase the lignin purity. Compared to the purity of
A. mangium isolated lignin [
33,
35], the isolated Eucalyptus kraft lignin has lower purity but was still higher than commercial lignin. It is proved that the different sources of biomass and isolation methods affected this finding.
Lignin isolated by 3× and 5× washing treatments has a low water content of 1.58 and 2.5%. Suhartati et al. [
44] believe that the inability of lignin to readily bind to water is to blame for its relatively low water content (hydrophobic). Agustiany [
45] also stated that lignin has hydrophobic properties, which prevent moisture content changes and make it difficult to bind with water molecules. This content is nearly similar to that of Sameni et al. [
46], with the water content of isolated lignin from black liquor being 1.13%. However, this water content is lower than Solihat et al. [
35] and commercial lignin as references. The ash content of isolated lignin after 3× and 5× washing treatments was 4.20%–3.43%. This might be related to the lignin leached during the isolation procedure. The loss of impurities or inorganic materials during the isolation process may be the source of the low ash content in lignin [
46]. Suhartati et al. [
44] claim that the black liquor’s starting material impacts variations in lignin ash content. The ash content affects the lignin purity, whereas a high ash content causes low lignin purity [
47] Therefore, there was a lower lignin purity in the Eucalyptus isolated lignin than that of Solihat et al. [
35] and Acacia kraft lignin can also be affected by lower ash content. The high ash content in lignin is caused by dirty raw materials, and the type of acid used in the lignin isolation process influences the impurities produced [
48]. The presence of impurities such as silica and inorganic components (sulfur, potassium, and sodium) is often difficult to remove, thus affecting the resulting yield [
47]. Eucalyptus lignin after 3× washing treatment contains higher sulfur, chlorine, natrium, and silica elements than Eucalyptus after 5× washing treatments based on elemental analysis that will discussed later in
Section 3.5 (morphological and elemental analysis), these elements can be identified as ash in lignin. Therefore, washing treatment is necessary in the isolation process. Kraft pulping is included in the sulfur-bearing process [
7,
26], in which chemicals for delignification contain sulfur; therefore, this element is found in ash determination.
One important consideration while choosing an economically viable lignin isolation process was lignin recovery [
35]. The lignin yield isolated from black liquor is up to 39.28%, which is in the expected yield range (20%–40%), as reported by Vishtal and Kraslawski [
8]. This yield is higher than Acacia lignin isolated with single and fractionated steps [
35] and oil palm empty fruit bunch lignin, as reported by Hidayati et al. [
42]. Hidayati et al. employed the lignin isolation with hydrochloric acid of 15.61% resulting in the highest lignin yield. The protonation of the phenolic groups in lignin results in a decrease in the electrostatic repulsion between lignin molecules generating lignin deposition in the isolation process [
41]. As a result, the solubility of lignin decreases, and the lignin molecules become less hydrophilic.
The total phenolic hydroxyl content of isolated lignin after 3× washing treatment is higher than that of 5× washing treatment. These values are lower than phenolic hydroxyl content in Acacia kraft lignin and also in the lignin reference. The isolation method, source of biomass, and kraft pulping conditions contribute to this difference. Kraft pulping and precipitation of lignin with HCl contribute to creating a condensed structure in lignin and phenolic hydroxyl groups [
49,
50]. Several chemical groups found in lignin, including hydroxyl (phenolic or aliphatic), hydrolyzed ether bonds, carboxyl, methoxy, carbonyl, benzyl alcohol, and condensing units in C2, C5, and C6, influence lignin’s reactivity [
51]. Additionally, as a larger degree of condensation promotes the thermal degradation of the polymer, the total phenolic hydroxyl content is connected with the Tg value [
52].
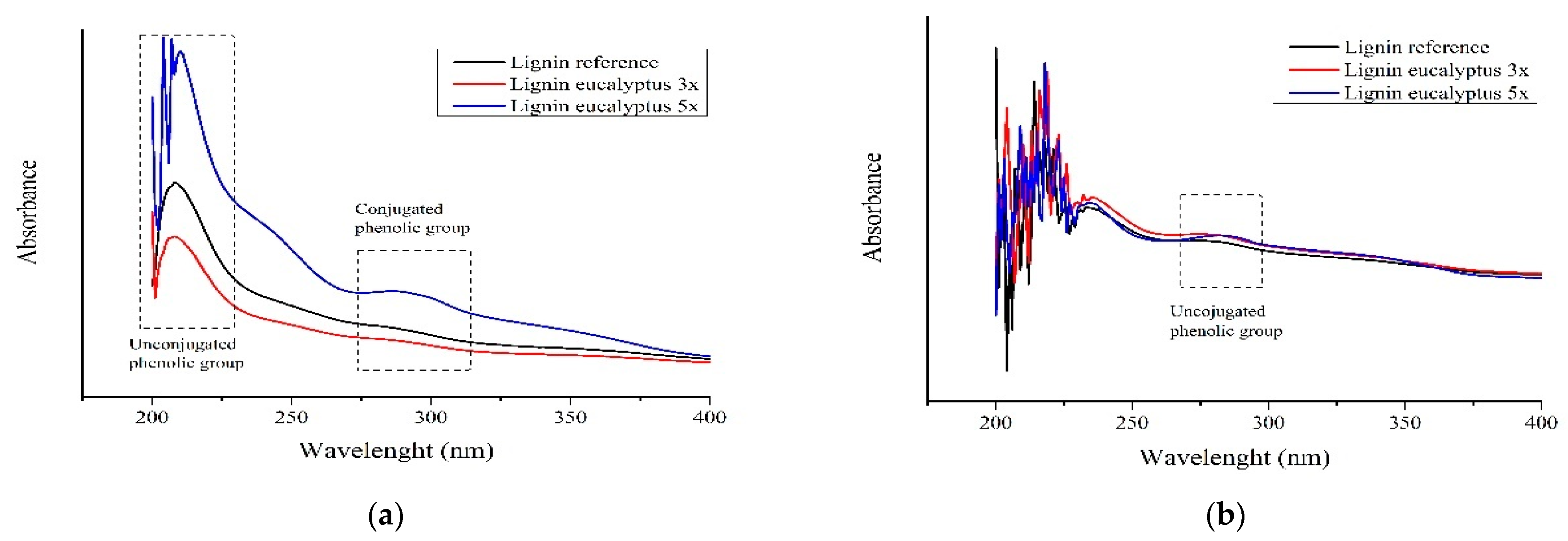
This study used UV spectrophotometry dissolved in dioxane-distilled water and NaOH to analyze lignin isolated by 3× and 5× washing as well as a lignin reference to determine the purity of the lignin with semi-quantitative results and molecular distribution [
35].
Figure 4b shows that the dioxane-distilled water solution has two prominent peaks for lignin after 3× and 5× washing treatment at around 240 nm and 280 nm, respectively. The difference in washing frequency treatment does not influence the UV spectra pattern that is similar to the lignin reference. Each kind of lignin emits light in the visible range, with the intensity varying just slightly. The absorption coefficients of isolated lignins are nearly identical even though the purity of the lignin 5× washing treatment is higher than that of the lignin reference. Ibrahim et al. [
53] assert that this results in the bonding of the unconjugated phenolic group (aromatic ring). Ammar et al. [
54] also found that the presence of unconjugated phenolic groups in the lignin structure is indicated by the visible peak in the wavelength of 280 nm. Lignin was also soluble in NaOH, as presented in
Figure 4a. Two peaks appeared in the spectra identified as unconjugated phenolic groups (excitation of π-π*) with absorption at 215–222 nm as the first peak. This band is the effect of hypsochromic NaOH [
35]. In the wavelength of 296–303 nm, conjugated phenolic groups can correspond to the conjugated phenolic group due to π-π* excitation [
55]. Similar spectra were also found in Acacia lignin [
35] when dissolving in NaOH and dioxane. The highest peak belongs to the lignin reference that correlates with the highest phenolic hydroxyl groups, as presented in
Table 1.
Isolated lignin from Eucalyptus sp was then subjected to sulfonation to produce lignosulphonate. Lignosulphonate derived from lignin after 3× washing treatment (lignosulphonate 3×) presents a higher yield than lignosulphonate 5× (
Table 2). Huang et al. [
56] stated that the material, duration, and temperature utilized during the sulfonation process affect the yield of lignosulphonate. The yield increases as the material-to-lignin ratio used increases. The appropriate time for the sulfonation process is around 4 h; even if done longer, the yield does not increase significantly.
Furthermore, the sulfonation process can only be carried out at a maximum temperature of 110 °C; higher temperatures would result in lower yields. Lignin becomes water-soluble when it is converted into lignosulphonate, losing its hydrophobic properties. Lignosulphonate includes water-soluble polyelectrolytes because they have anions in the form HSO
3− and SO
32− and have a broad molecular weight distribution [
10].
Lignosulphonate after 3× washing has the highest purity of 71.89% compared to lignosulphonate with 5× washing and commercial lignosulphonate. It may be affected by the higher ASL content of lignin after 3× washing treatment. Nawawi et al. [
57] suggested that a significant proportion of ASL has a high β-O-4 structure, making it more reactive. The purification procedure and the lignin origin as raw materials influence the lignosulphonate purity. According to Muharom et al. [
58], a small number of contaminants, the majority of which are sodium bisulfite, are responsible for the high purity of lignosulphonates. Andriani and Nasrudin [
37] reported that the high purity of lignosulphonates results from employing lignin in isolation, including other compound components, which can lower the purity.
The yield of the lignosulphonate after 3× washing treatment was higher than the yield of the lignosulphonate with 5× washing treatment, at 93.39 and 91.95%, respectively. Huang et al. [
56] reported that the material, duration, and temperature utilized have an impact on the yield of lignosulphonate produced during the sulfonation process. The yield increases with the utilization of the material-to-lignin ratio. The sulfonation procedure should be completed within a maximum of 4 h. The yield does not greatly increase even when it is performed for up to 4 h. Furthermore, a temperature above the sulfonation process’s maximum operating temperature of 110 °C will simply decrease the yield that is obtained. When lignosulphonate is generated from lignin, it transforms the substance so that it is soluble in water. Because they contain HSO
3−, and SO
32− anions, and have a broad molecular weight range, lignosulphonates are polyelectrolytes that are able to dissolve in water [
59].
3.2. Functional Group of Lignin and Lignosulphonate
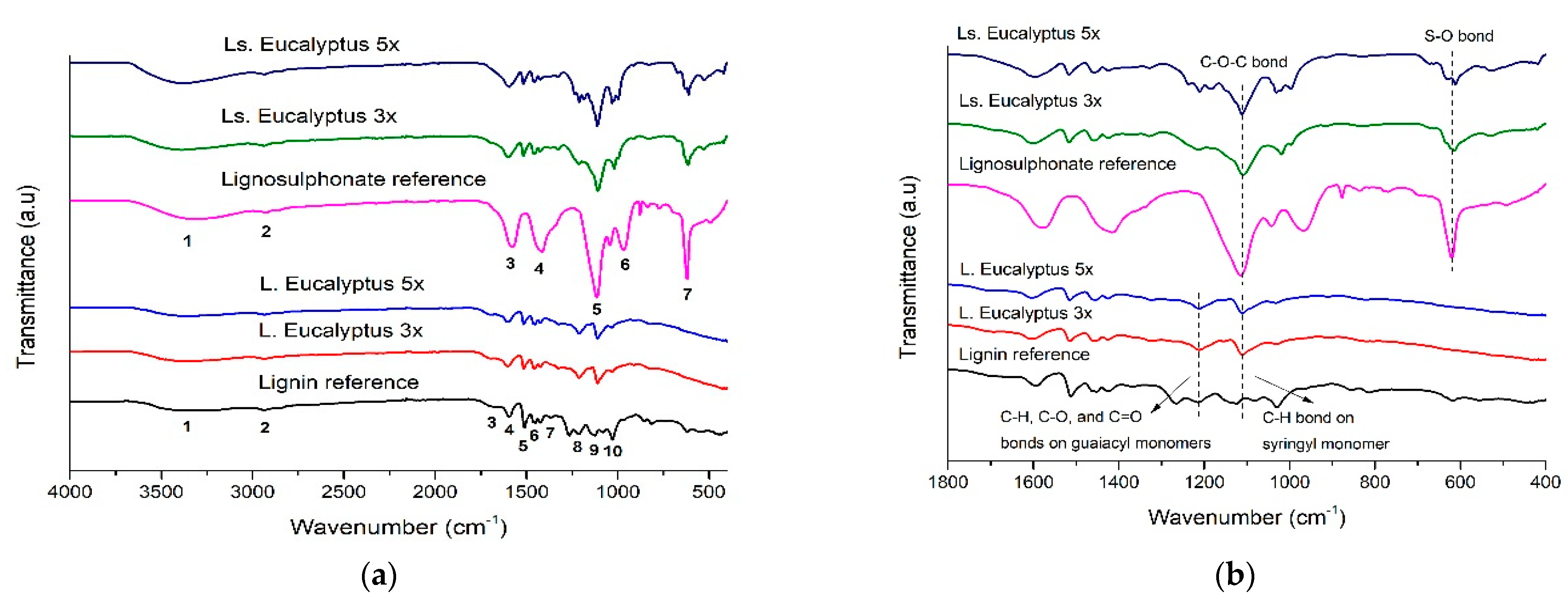
FTIR analysis is used to characterize functional groups of obtained lignin, as well as to evaluate the structure of isolated lignin in general and compare it to lignin reference structures.
Figure 5 shows the structure of isolated lignin after 3× and 5× washing treatment, and commercial lignin as a reference. The spectrum at wavenumbers around 3300 cm
−1 (no 1) corresponds to hydroxyl group (O–H) vibrations in phenolic and aliphatic structures. Jeong et al. [
60] reported that the hydroxyl group occurs at 3362 cm
−1. Muharom et al. [
58] report that a large band associated with the OH group was found at wavenumbers around 3200–3400 cm
−1, while Solihat et al. [
35] identified it at 3500–3400 cm
−1. The presence of a wide band at the peak (no 1) indicates the presence of a higher phenolic O-H content due to the breaking of the C–O bond during the lignin extraction process resulting in the formation of phenolic rings. The larger molar mass is most likely the cause of the lower O−H spectrum intensity, which was linked to an increase in lignin concentration [
61]. The presence of a small peak in the spectrum at 2928 cm
−1 indicates C−H stretching in methylene from the side chain and aromatic methoxy group [
62,
63] or aliphatic and aromatic C−H groups [
58]. In the lignin structure, wave numbers 1688, 1588, and 1503 cm
−1 show the presence of a conjugated carbonyl with a benzene ring and a benzene ring vibration [
64]. It is in agreement with a previous study in which vibration of the aromatic skeleton in lignin in the wave number of 1460–1590 cm
−1 [
65] also appeared in Acacia kraft lignin [
35]. The aromatic skeletal vibration with deformation in C−H asymmetric bonds on methyl groups [
61,
66], C−O bonds on syringyl monomers [
67], and C−C, C−O, and C=O bonds on guaiacyl monomers [
68] were displayed in the spectra of wavenumbers 1453, 1368, and 1211 cm
−1, respectively. The spectra 1125 and 1089 cm
−1 indicate the deformation of the C–H bond in the syringyl monomer [
68] and the aromatic deformation of C–H, the presence of strains of the C–O and C–C bonds [
67].
The lignosulphonate synthesized from the Eucalyptus lignin is very similar to that of the lignosulphonate reference (
Figure 4). The O-H bonds are also found in spectra with the wide band that is visible in wave number 3312 cm
−1. The small peak in the wavenumber of 2921 cm
−1 is associated with C-H stretching vibration on the methyl and methylene groups. The peaks at the wavenumber of 1581 and 1420 cm
−1 revealed the backbone vibration of the C=C bond on the aromatic ring and the symmetrical and asymmetrical bending vibrations of the C-H bond on the methyl group. Sharp peaks at 1111 and 1040 cm
−1 corresponded to the presence of the C-O-C bond strain and the C-O and S=O bond strain, respectively. The transformation of lignin into lignosulphonates can be identified as successful because of the presence of a new spectrum peak at wave number 627 cm
−1, which denotes an S-O bond [
69,
70].
3.3. Lignin Composition
PyGCMS is a versatile method for determining lignin degradation products and other components such as carbohydrates or additives [
71]. The elemental composition, amount of produced products, nature of lignins, and isolation technique can all be clarified using the PyGCMS approach [
72]. The Eucalyptus lignin employed in this research is derived from hardwood. Due to the different raw materials used in the isolated lignin, the syringyl (S)/guiacyl (G) ratio of isolated lignin could not be compared to the reference lignin. The abundance of lignin monomers may vary depending on the raw material, such as hardwood, softwood, or grass. Hardwood lignin contains S and G units in specific ratios. Like Acacia lignin [
35], which is included in hardwood lignin, the S unit dominates the pyrolysis composition. Meanwhile, the lignin reference contains more G units which are typical for softwood lignin, with fewer p-hydroxyl phenyl (H) units [
73]. In addition, Solihat et al. [
35] reported that reference lignin is rich in G-lignin, and proposed that it is a kind of softwood lignin. Compared to Acacia lignin, the S/G ratio of Eucalyptus lignin is higher. It is demonstrated that the difference in lignin sources, as well as a method for lignin isolation, contributes to this finding. Because of the presence of the C-5 position, which binds to C-C, lignin with a high percentage of G units is less reactive [
51]. However, the two isolated lignins have more S units than G units, making them more reactive due to the methoxy groups found in the structure of S-type lignin [
74]. The S/G ratio of Eucalyptus lignin after 3× washing treatment is 4.49, which is higher than Eucalyptus lignin after 5× washing treatment (
Table 3) suggesting that lignin after 3× washing treatment is more reactive than lignin with 5× washing treatment. This finding is related to the fact that the amount of ASL present is directly proportional to the high S ratio [
75]. Because the pulping process with a high S ratio reduces the condensation reaction, lignin reactivity and condensation levels are inversely related. As C-C linkages are more difficult to break down into aromatic monomers than ether bonds, condensed structures can reduce yield [
76].
3.4. Thermal Behavior of Lignin and Lignosulphonate
As a fire retardant, the investigation of thermal characteristics such as Tg and mass loss is the most critical assessment that must be performed. Besides the burning test, TGA and DSC have been reported as methods for assessing the thermal and flammability of natural fiber-reinforced composites [
16]. The ability of lignin with a phenolic structure to suppress fire depends on the origin of the lignin and the extraction technique. This ability as a flame retardant is influenced by its thermal properties, which include glass transition temperature (Tg), thermal degradation, molecular weight, lignin purity, and phenolic concentration [
26]. The varied Tg values were due to the heterogeneous structures and the broad molecular weight of isolated lignin samples [
76]. These factors also affect interchain hydrogen bonding, cross-linking density, and rigid phenyl groups [
77]. Although several studies reported an increase in char residue with higher Tg values, the results may be inconsistent due to the plant sources and extraction conditions [
46].
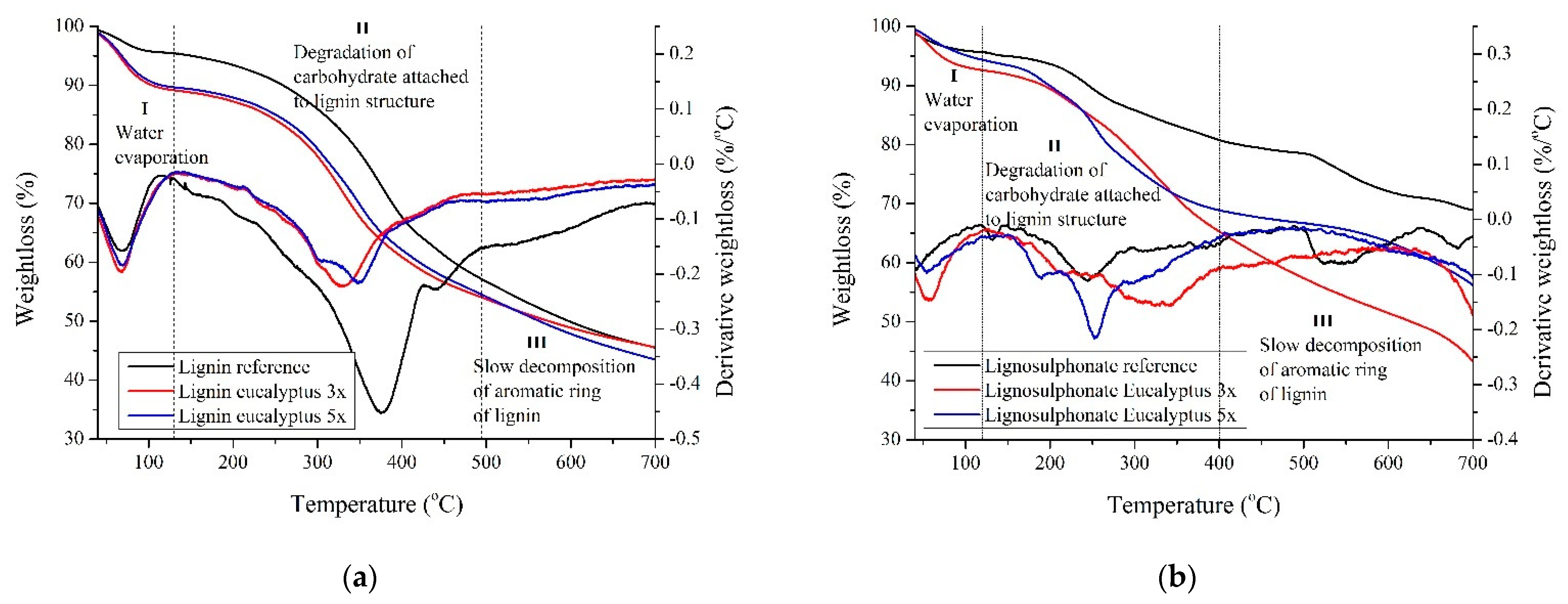
As can be seen from the study in
Figure 6, there are three distinct steps to the degradation of the mass loss process in the lignin and lignosulphonate samples. There was a steady weight loss in the first stage when the temperature ranged from 40–130 °C. This indicates that the water content of the lignin sample had been evaporated [
78]. Li et al. [
79] reported that water evaporation begins at a temperature of 55 °C while Kazak et al. [
80] argue that chemically bonded water can be released at temperatures as low as 400 °C. It is suggested that water molecules are bound tightly in the lignin structure of the lignin reference, and it is possible that the lignin reference loses its free water at a temperature of 60–70 °C. This mass loss occurred in the lignin samples at 60–70 °C, with weight loss percentages of 4, 11, and 10% for the reference lignin, Eucalyptus after 3× and 5× washing treatment, respectively. At 50–60 °C, the weight loss of the lignosulphonate reference, and eucalyptus after 3×, and 5× washing treatment are 4, 8, and 7%, respectively. The second stage involves the carbohydrate breakdown attached to the lignin structure, which begins between 150–250 °C [
81]. In this stage, the decomposition of lignin into degradation products, such as aromatic decomposition as a phenolic compound, including ether linkages among the C9 units, might occur [
82]. The mass loss of lignin and lignosulphonate peaks in both figures at a temperature of 300–400 °C, brought on by the release of CO and CO
2 from the lignin structure [
83]. Compared to isolated lignin after 3× and 5× washing treatment, which both have a mass loss of 34%, the lignin reference had a mass loss at the rate of 43%. Lignosulphonate reference, Eucalyptus lignin after 3× and 5× washing treatment results in less mass loss than lignin, which loses mass at rates of 15, 28, and 35%.
The beginning degradation temperatures for the third stages of the lignin and lignosulphonate samples were 500 °C and 400 °C, respectively. However, these steps demonstrated the degradation of the lignin’s aromatic ring [
84]. The proportion of residues produced by the three distinct lignins at temperatures over 700 °C was nearly the same, with residues of the reference lignin, Eucalyptus lignin after 3× and 5× washing treatment being 44, 44, and 42%, respectively. The three lignosulphonate samples had varying amounts of residue. The lignosulphonate reference, Eucalyptus lignin after 3× and 5× washing treatments were 68, 32, and 48%, respectively. The proportion of isolated lignin residue is similar to the research by Handika et al. [
81], which demonstrated that when isolated lignin is combined with hydrochloric acid, it yields 46% residue, allowing it to be used at high temperatures. According to Gordobil et al. [
52], The presence of aromatic phenyl groups and hydroxyl groups increases the durability of the aromatic structure in lignin and protects it from temperature damage. As a result, lignin has high thermal stability. Based on the results of the TGA thermal analysis, the synthesized lignin into lignosulphonates can improve thermal stability and be used as a refractory additive.
DSC analysis of lignin thermal properties can provide the Tg value of lignin and lignosulphonate, which benefits future strategy utilization [
52]. Eucalyptus lignin’s Tg values after 3× and 5× washing treatments are higher than the Tg of the reference lignin at 141, 147, and 141 °C (
Table 4), respectively. These Tg are lower compared to the Tg of Acacia lignin [
35,
43] and the Tg of
Eucalyptus grandis lignin at about 161 °C [
85]. However, Tg obtained in this study is higher than the Tg value of kraft lignin from Eucalyptus, which is 133 °C [
86]. The difference in Tg is influenced by molecular weight, thermal history, lignin isolation method, adsorbed water [
87], and ash content. Solihat et al. [
35] discovered that single-step lignin with lower ash content has a higher Tg than lignin fractioned step. This Tg value influences the stability of lignin at high temperatures; thus, single-step lignin is more stable and suitable for high-temperature process conditions [
35].
The Eucalyptus lignosulphonate with 5× washing treatment shows a higher Tg value (174 °C) than the reference lignosulphonate (158 °C). It is proposed that the char residue of lignosulphonate with 5× washing treatment be increased. Different value ranges represent variations in the lignin structure’s flexibility or stiffness, affecting elements such as molecular mass, cross-link density, and hydrogen connections between chains [
46]. Solihat et al. [
88] claimed that the Tg value shows that the endothermic process changed the lignin structure from a glass-like state to a rubbery (plastic) state. The Tg value of lignosulphonate with 5× washing treatment compared to that of Eucalyptus lignin with the same water treatment frequency, indicating improvement in thermal properties, char residue, and flammability behavior.
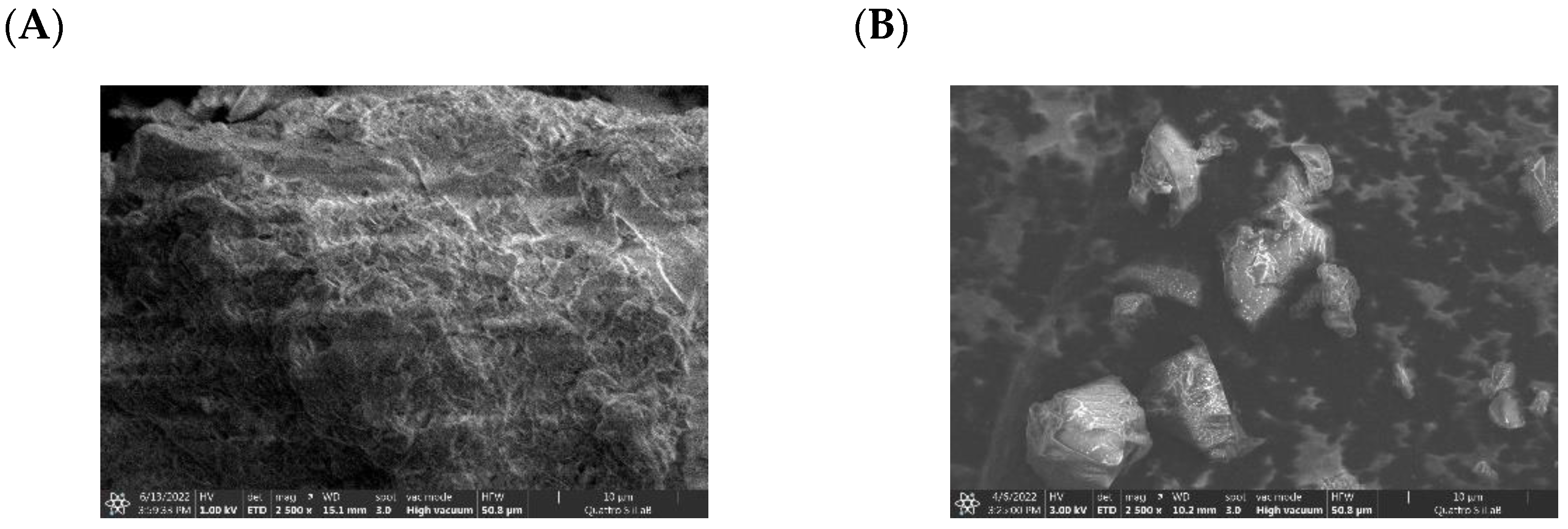
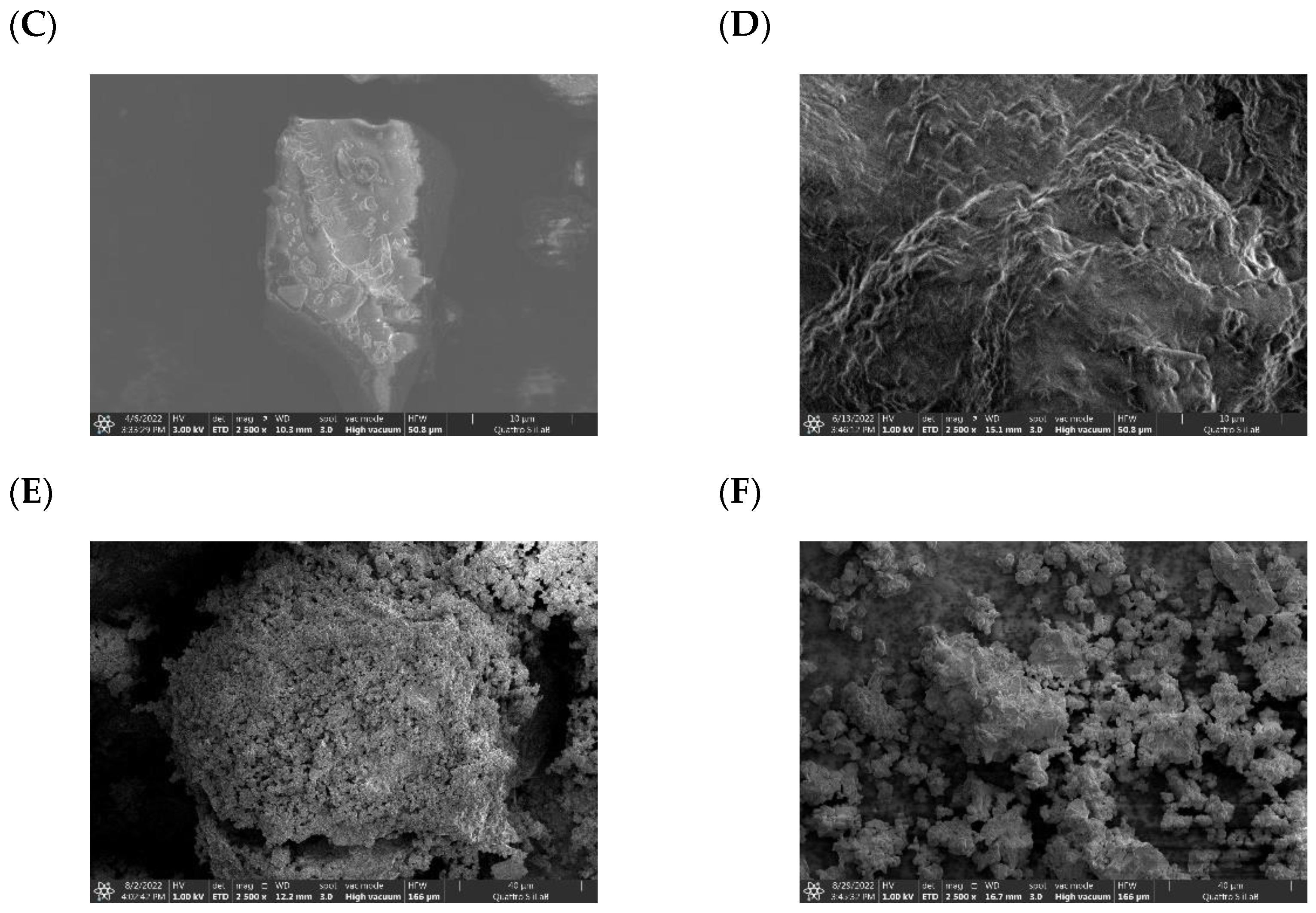
3.5. Morphological and Elemental Analysis of Lignin
FESEM EDX was used to determine the morphological characteristics and the elemental constituents of isolated lignin after 3× and 5× washing treatments (
Figure 7). In order to assess and identify the materials and impurities present in a sample, EDS analysis may detect elemental content with a minimum concentration of 0.1% [
89]. The types of lignin that influence the elemental analysis of kraft lignin can be seen in
Table 5. After 3× washing treatment, lignin is still composed of Na and S elemental content (
Table 5). This is affected by the kraft pulping process, which uses chemicals such as sodium hydroxide and, sodium sulfide as white liquor [
7]. The Cl elemental content was found in isolated lignin caused by the utilization of hydrochloric acid in the lignin isolation process. It cannot be removed by washing treatment. Due to its abundance of functional groups and benzene rings, lignin is a prime candidate as a precursor for carbon-based products (
Table 6 and
Table 7) and has a high carbon value [
90]. Double bond equivalents (DBE) in lignin and lignosulfonate can be calculated using elemental analysis. DBE denotes a double bond in a structure that can be used to predict the possibility of an unconjugated bond, which is more reactive to other substances. A C=C bond can be found in the aromatic ring of lignin, which may be less than a single bond in an aliphatic structure. An additional reaction is easily promoted by the reactive site in the unsaturated bond. DBE also indicates the degree of lignin condensation as well as the presence of aromatic ring structures in lignin molecules [
47].
The DBE numbers of the Eucalyptus lignin after 3× and 5× washing treatments were also comparable with a value of 55.56 and 55.11, respectively. The DBE values of isolated lignin are similar to that of the reference lignin. The DBE values for the lignosulphonate Eucalyptus with 3× and 5× washing treatment were 33.53 and 30.37, respectively. Compared to the DBE of lignin, the DBE of lignosulfonate is lower. It is suggested that some OH groups in the aromatic structure of lignin are replaced by SO
3H in electrophilic aromatic substitution. This significant difference in DBE also shows structural changes in molecules by sulfonation of lignin into lignosulfonate. However, washing did not change the structure of the lignin, as evidenced by similar DBE between lignin washed 3× and 5×. A similar statement has been reported by Hermiati et al. [
33].
Ultimate analysis (
Table 7) shows the presence of N element, a protein-lignin complex that might be formed during the pulping process [
91] and its existence in the lignin indicated that isolation and washing treatment cannot remove the N element. The amount of N in the lignosulfonate increased dramatically, indicating that N was tightly bound to the lignin molecules as a protein-lignin complex and could not be lost during sulfonation. The lignin washing treatment has the potential to reduce contaminants. Sodium metabisulfite converts lignin into lignosulphonates, raising the elemental content of S for both lignosulphonates. In contrast, sodium hydroxide elevates the solution’s pH to 7 to produce the elemental content of Na.
Ultimate analysis (
Table 7) presents the empirical formula of lignin and lignosulfonate that is deducted from the elemental component in the samples. Eucalyptus lignin after 3× and 5× washing treatment has a relatively similar formula because of the non-significant difference in the content of C, H, N, and O in lignins. This formula is also similar to the reference lignin indicating that the isolation process successfully produced lignin with a similar structure. The computation was carried out similarly for H and O, producing a chemical formula for lignin (C
9H
xO
y) [
92].
The empirical formula of lignosulfonate differs from that of lignin, indicating that different structures are formed after lignin is sulfonated to form lignosulfonate. It is strengthened by the presence of a new peak in lignosulfonate FTIR spectra at wave number 627 cm
−1, which is known as an S-O bond. As stated by Sameni et al. [
93], a lower weight percentage of carbon and a greater weight percentage of oxygen are present in lignins with a greater amount of methoxyl groups. The Eucalyptus lignin has higher syringyl content than guiacyl as calculated in the S/G ratio from PyGCMS analysis (
Table 3).
3.6. Flammability Behaviour
Fire retardants can reduce the danger of fire in products while extending their useful lives and safeguarding the environment by reducing local pollutants and long-term environmental consequences by avoiding ignition, slowing fire propagation, and reducing flashover time [
14]. Time to ignition, heat release rate, spontaneous ignition and flash point temperature, thermal stability index, smoke toxicity, mass loss, extinction flammability index, limiting oxygen index (LOI), fire resistance, and flame propagation on the surface are the most crucial factors.
Previously, Solihat et al. [
26] noted that even though lignin can reach better thermal properties of polymeric material, the complex structure, source difference, and isolation method can influence the resulting performance as a bio-based flame retardant. As a result, the functionalization of lignin is a method of improving performance. The sulfonation of kraft lignin into lignosulphonate was used in this study. Angelini et al. [
25] tried to use unmodified lignosulphonate to improve the fire retardancy of particleboard. The peak heat release rate (HRR) and total smoke production were successfully decreased, while char formation increased by using 15% wt.% of lignosulphonates.
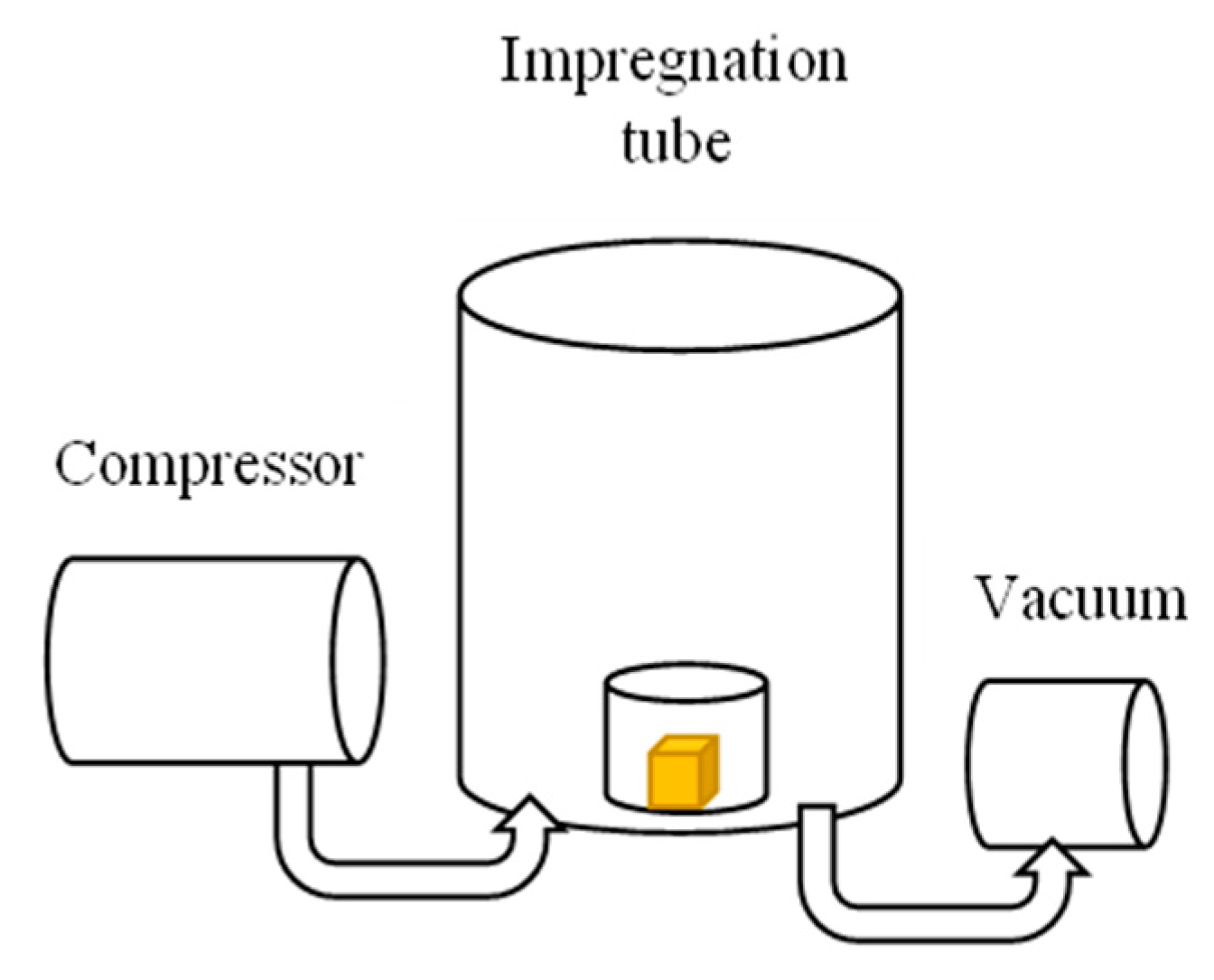
Oven-dried rattan was impregnated with a 40% (
w/
v) lignosulphonate-distilled water solution. The impregnation procedure yielded a WPG that varied between 20%–23% as can be seen in
Table 8. There was no significant difference between rattan impregnated with the lignosulfonate reference and lignosulfonate synthesized from Eucalyptus lignin. The leachability test was performed after the rattan had been impregnated by submerging the specimen in water for 24 h. The proportion of leachability ranges from 94 to 98% (
Table 8). The easily soluble in water nature of lignosulphonates [
94] contributes to the high percentage of leachability in impregnated rattan by causing significant loss of lignosulphonates from rattan during water submersion. Because impregnated rattan is not waterproof, it will have an impact on its future use for indoor purposes. In the future, lignosulfonate can be used as a fire retardant in exterior applications such as coating the material after impregnation or combining it with adhesive while preparing boards. Incorporating lignosulfonate with commercial hydrophobic polymers in the preparation of composites can improve both water and fire resistance. According to Lubis et al. [
95], impregnating ramie fibre with lignin-based polyurethane can increase heat stability by 6%.
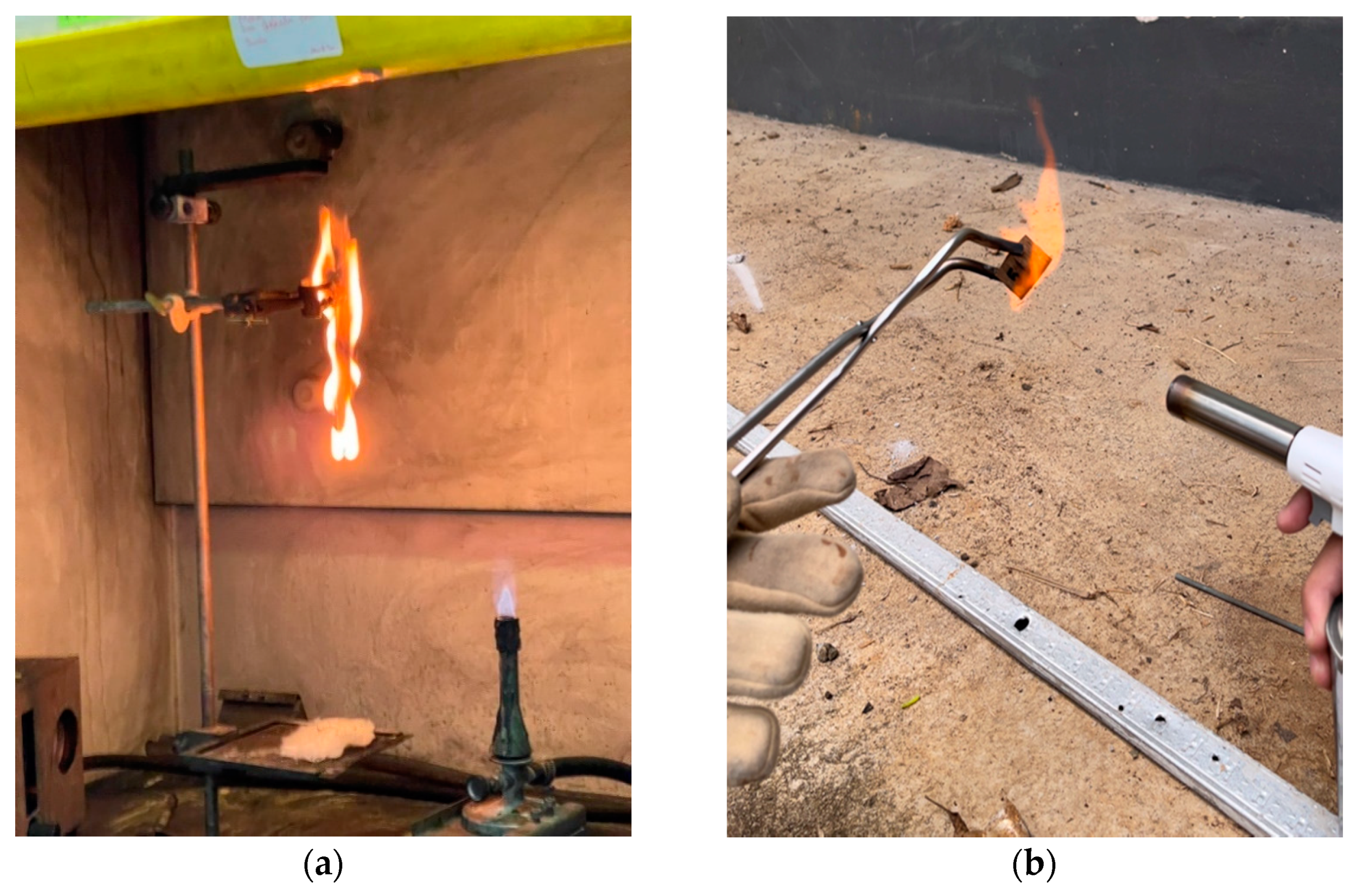
Flammability behavior on impregnated rattan was initially assessed using UL-94 with the vertical burning mode (
Figure 3a) and manual burning observations by gas torch (
Figure 3b). The untreated rattan did not receive a UL-94 rating and burned out in 2 min when tested with a gas torch. One of the three impregnated rattans failed to meet the UL-94 V-0 rating. The received ratings of all samples are displayed in
Table 9. After a burning test with a gas torch, the samples lost the weight in which the lignosulfonate impregnation has been successfully prevented in high weight loss of rattan (
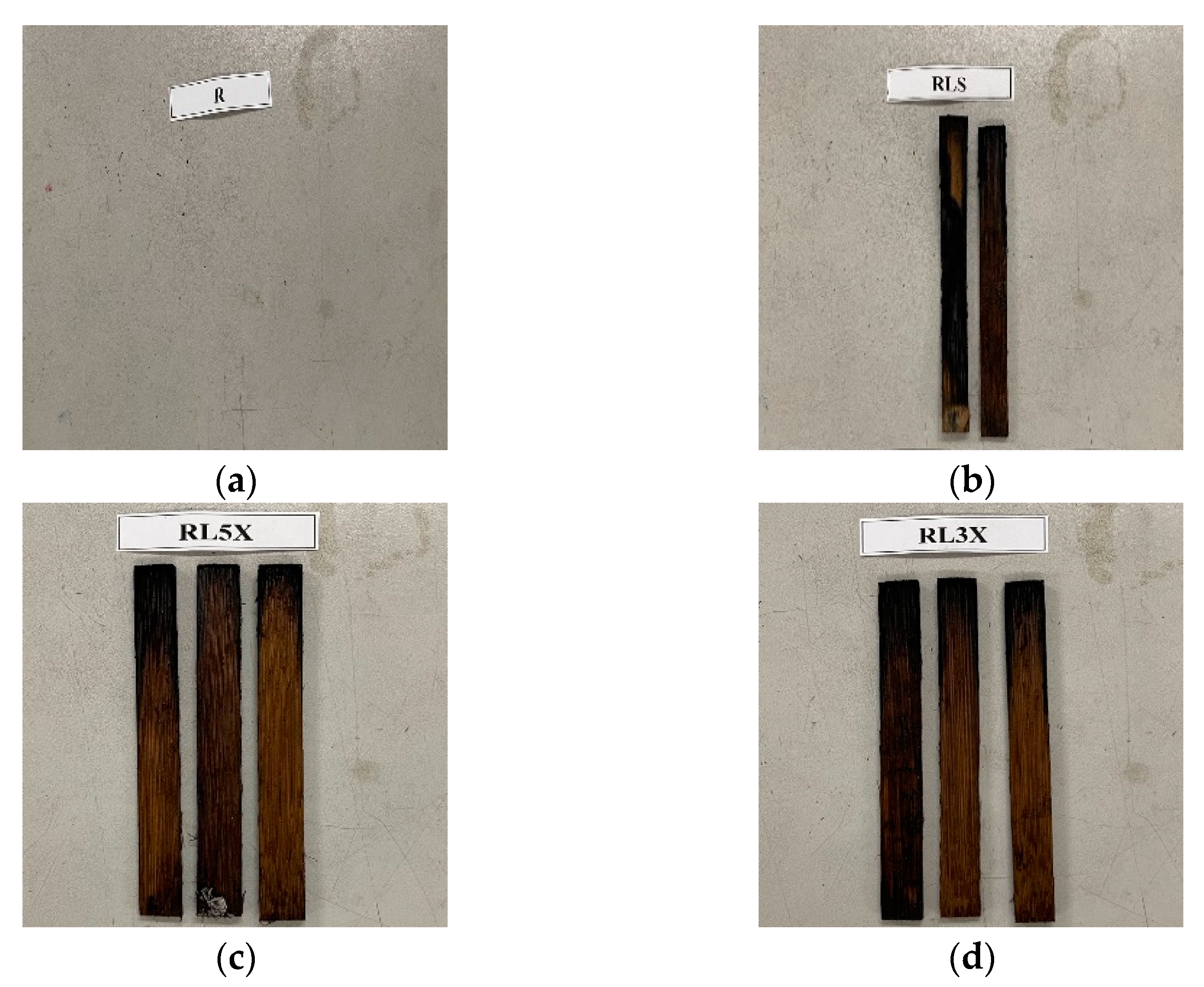
Table 10). The time after burning for impregnated rattan by lignosulphonate after 3× and 5× washing treatments was less than 6 s, classifying it as V-0. The untreated rattan shows robust burning without molten droplets after the sample was burned for 10 s. In comparison, under the same circumstances, lignosulphonate-impregnated rattan may put out a fire in less than 6 s without dripping. The untreated rattan was totally burned until all samples were lost (
Figure 8a) or burned out in the manual burning test, while impregnated rattan had the ability to reduce the burning rate. This can be proved by the fact that the impregnated rattan was still partially intact after burning (
Figure 8b–d). The impregnation of rattan with lignosulfonate resulted in a higher UL-94 rating classification than the lignosulfonate reference-treated rattan. Consequently, this result has demonstrated that the impregnation of lignosulphonates into rattan successfully improves the fire resistance of rattan. This treatment helps to improve flammability performance and meet industrial requirements, in which achieving a V-0 rating [
26].


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















