
A Review of Dimension Stone Extraction Methods

 ,
, 

Abstract
:1. Introduction
2. Dimension Stone Extraction Methods
2.1. Primitive Techniques
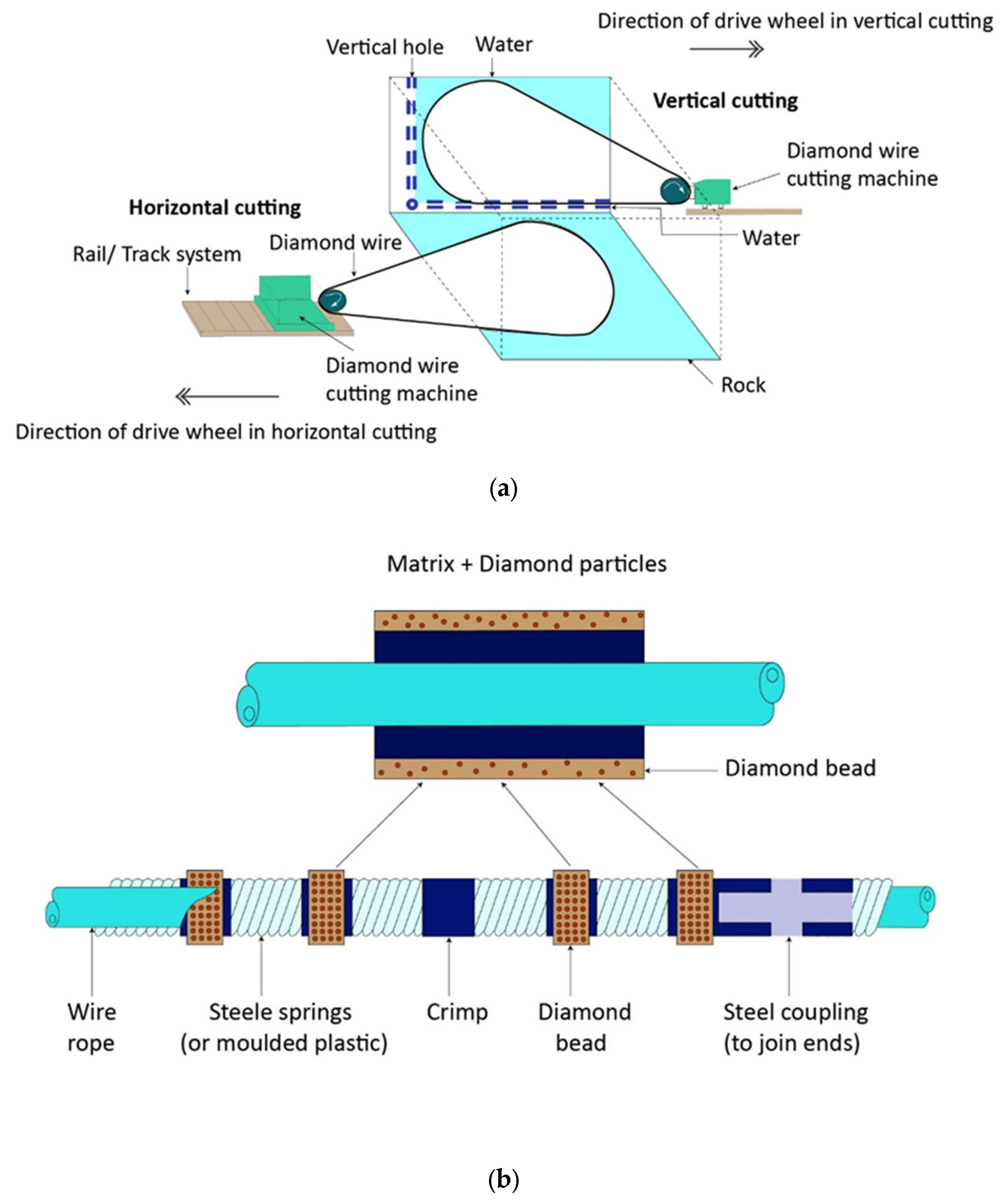
2.2. Diamond Wire Cutting
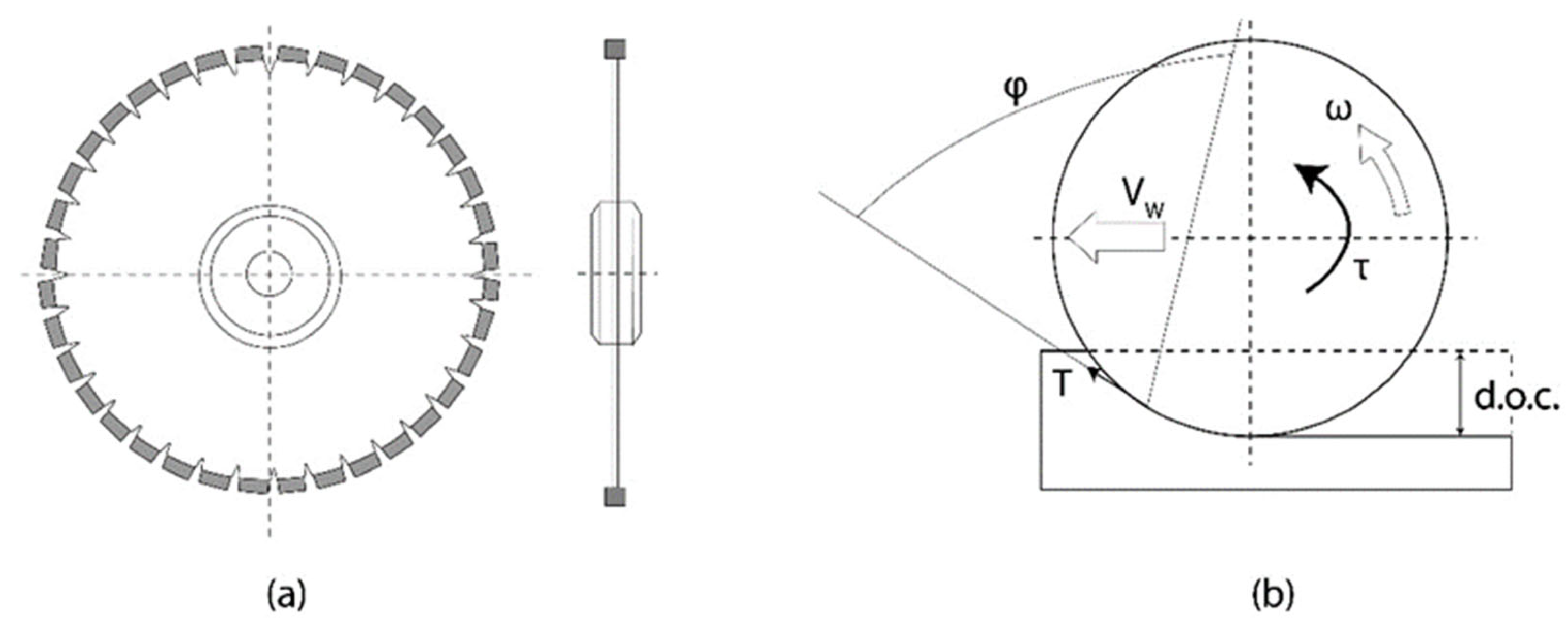
2.3. Diamond Saw Cutting/Circular Saw Cutting
2.4. Expansive Mortar
3. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thrush, P.W. A Dictionary of Mining, Mineral, and Related Terms; US Bureau of Mines: Washington, DC, USA, 1968.
- Wei, X.; Wang, C.Y.; Zhou, Z.H. Study on the fuzzy ranking of granite sawability. J. Mater. Process. Technol. 2003, 139, 277–280. [Google Scholar] [CrossRef]
- Kahraman, S.; Ulker, U.; Delibalta, M.S. A quality classification of building stones from P-wave velocity and its application to stone cutting with gang saws. J. South. Afr. Inst. Min. Metall. 2007, 107, 427–430. [Google Scholar]
- Tutmez, B.; Kahraman, S.; Gunaydin, O. Multifactorial fuzzy approach to the sawability classification of building stones. Constr. Build. Mater. 2007, 21, 1672–1679. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Ataie, M.; Aghababaie, H. A laboratory study of rock properties affecting the penetration rate of pneumatic top hammer drills. J. Min. Environ. 2014, 5, 25–34. [Google Scholar]
- Ghaysari, N.; Ataei, M.; Sereshki, F.; Mikaiel, R. Prediction of performance of diamond wire saw with respect to texture characteristics of rock. Arch. Min. Sci. 2012, 57, 887–900. [Google Scholar]
- Ashmole, I.; Motloung, M. Dimension stone: The latest trends in exploration and production technology. In Proceedings of the International Conference on Surface Mining, Johannesburg, South Africa, 5–8 August 2008. [Google Scholar]
- Tumac, D.; Shaterpour-Mamaghani, A. Estimating the sawability of large diameter circular saws based on classification of natural stone types according to the geological origin. Int. J. Rock Mech. Min. Sci. 2018, 101, 18–32. [Google Scholar] [CrossRef]
- Çevim, K.C. Doğal Taş Fabrikalarında Kullanılan Dairesel Testereli Blok Kesme (s/t) Makineleri İçin Performans Tahmin Modelinin Geliştirilmesi. Ph.D. Thesis, Fen Bilimleri Enstitüsü, Istanbul, Türkiye, 2016. [Google Scholar]
- Polini, W.; Turchetta, S. Force and specific energy in stone cutting by diamond mill. Int. J. Mach. Tools Manuf. 2004, 44, 1189–1196. [Google Scholar] [CrossRef]
- Jalalian, M.H.; Bagherpour, R.; Khoshouei, M. Wastes production in dimension stones industry: Resources, factors, and solutions to reduce them. Environ. Earth Sci. 2021, 80, 560. [Google Scholar] [CrossRef]
- Esmailzadeh, A.; Mikaeil, R.; Sadegheslam, G.; Aryafar, A.; Hosseinzadeh Gharehgheshlagh, H. Selection of an appropriate method to extract the dimensional stones using FDAHP & TOPSIS techniques. J. Soft Comput. Civ. Eng. 2018, 2, 101–116. [Google Scholar]
- Ozcelik, Y.; Polat, E.; Bayram, F.; Ay, A.M. Investigation of the effects of textural properties on marble cutting with diamond wire. Int. J. Rock Mech. Min. Sci. 2004, 41, 228–234. [Google Scholar] [CrossRef]
- Mosch, S.; Nikolayew, D.; Ewiak, O.; Siegesmund, S. Optimized extraction of dimension stone blocks. Environ. Earth Sci. 2011, 63, 1911–1924. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, J.; Wang, Z.; Sun, Q.; Fang, J. A new frame saw machine by diamond segmented blade for cutting granite. Diam. Relat. Mater. 2016, 69, 40–48. [Google Scholar] [CrossRef]
- Yarahmadi, R.; Bagherpour, R.; Khademian, A. Safety risk assessment of Iran’s dimension stone quarries (Exploited by diamond wire cutting method). Saf. Sci. 2014, 63, 146–150. [Google Scholar] [CrossRef]
- Saliu, M.A.; Shehu, S.A. Bench Blasting Design for Optimum Recovery of Blocks in Dimension Stone Quarries: A Case Study of Crushed Rock Industry, Supare-Nigeria. Glob. J. Eng. Res. 2013, 12, 85–92. [Google Scholar] [CrossRef]
- Ozcelik, Y.; Yilmazkaya, E. The effect of the rock anisotropy on the efficiency of diamond wire cutting machines. Int. J. Rock Mech. Min. Sci. 2011, 48, 626–636. [Google Scholar] [CrossRef]
- Benafan, O.; Noebe, R.D.; Halsmer, T.J. Static rock splitters based on high temperature shape memory alloys for planetary explorations. Acta Astronaut. 2016, 118, 137–157. [Google Scholar] [CrossRef]
- Yılmazkaya, E. Investigation of Some Factors Affecting Block Production with Diamond Wire Cutting Method. Master’s Thesis, Hacettepe University, Ankara, Turkey, 2007. (In Turkish). [Google Scholar]
- Konstanty, J.S. The mechanics of sawing granite with diamond wire. Int. J. Adv. Manuf. Technol. 2021, 116, 2591–2597. [Google Scholar] [CrossRef]
- Wright, D.N.; Engels, J.A. The environmental and cost benefits of using diamond wire for quarrying and processing of natural stone. Ind. Diam. Rev. 2003, 4, 16–17. [Google Scholar]
- Korobiichuk, I.; Korobiichuk, V.; Iskov, S.; Nowicki, M.; Szewczyk, R. Peculiarites of Natural Stone Extraction Technology with the Help of Diamond Wire Machines. Int. Multidiscip. Sci. Geoconf. SGEM 2016, 2, 649–656. [Google Scholar]
- Ozcelik, Y. Investigation of the Working Conditions of Diamond Wire Cutting Machines in Marble Industry. Ph.D. Thesis, Hacettepe University, Ankara, Turkey, 1999. (In Turkish). [Google Scholar]
- Ataei, M.; Mikaiel, R.; Sereshki, F.; Ghaysari, N. Predicting the production rate of diamond wire saw using statistical analysis. Arab. J. Geosci. 2012, 5, 1289–1295. [Google Scholar] [CrossRef]
- Cardu, M.; Patrucco, M.; Lovera, E.; Michelotti, E. Quarrying by explosive and diamond wire in hard dimension stones. In Proceedings of the Conference Proceedings 2005, European Federation of Explosives, 2005. Available online: https://www.researchgate.net/publication/283325491_Quarrying_by_explosive_and_diamond_wire_in_hard_dimension_stones (accessed on 9 August 2023).
- Mikaeil, R.; Ozcelik, Y.; Ataei, M.; Shaffiee Haghshenas, S. Application of harmony search algorithm to evaluate performance of diamond wire saw. J. Min. Environ. 2019, 10, 27–36. [Google Scholar]
- Norling, R.G. Mechanical properties and the composition of some Swedish natural stone types and their effect on cutting results. In Presentation at the Conference on Diamond in the Construction and Stone Industry, 1971; p. 1.
- Yilmazkaya, E.; Ozcelik, Y. The effects of operational parameters on a mono-wire cutting system: Efficiency in marble processing. Rock Mech. Rock Eng. 2016, 49, 523–539. [Google Scholar] [CrossRef]
- Najmedin Almasi, S.; Bagherpour, R.; Mikaeil, R.; Ozcelik, Y. Analysis of bead wear in diamond wire sawing considering the rock properties and production rate. Bull. Eng. Geol. Environ. 2017, 76, 1593–1607. [Google Scholar] [CrossRef]
- Mikaeil, R.; Shaffiee Haghshenas, S.; Ozcelik, Y.; Shaffiee Haghshenas, S. Development of intelligent systems to predict diamond wire saw performance. J. Soft Comput. Civ. Eng. 2017, 1, 52–69. [Google Scholar]
- Turchetta, S.; Sorrentino, L.; Bellini, C. A method to optimize the diamond wire cutting process. Diam. Relat. Mater. 2017, 71, 90–97. [Google Scholar] [CrossRef]
- Xu, X.; Li, Y.; Malkin, S. Forces and energy in circular sawing and grinding of granite. J. Manuf. Sci. Eng. 2001, 123, 13–22. [Google Scholar] [CrossRef]
- Ersoy, A.; Atıcı, U. Performance characteristics of circular diamond saws in cutting different types of rocks. Diam. Relat. Mater. 2004, 13, 22–37. [Google Scholar] [CrossRef]
- Konstanty, J. Theoretical analysis of stone sawing with diamonds. J. Mater. Process. Technol. 2002, 123, 146–154. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Büyüksagis, İ.S.; Tasgetiren, S. An investigation on the effect of diamond concentration and matrix material composition in the circular sawing process of granites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2011, 225, 17–27. [Google Scholar] [CrossRef]
- Tumac, D. Artificial neural network application to predict the sawability performance of large diameter circular saws. Measurement 2016, 80, 12–20. [Google Scholar] [CrossRef]
- Tumac, D. Predicting the performance of large diameter circular saws based on Schmidt hammer and other properties for some Turkish carbonate rocks. Int. J. Rock Mech. Min. Sci. 2015, 75, 159–168. [Google Scholar] [CrossRef]
- Di Ilio, A.; Togna, A. A theoretical wear model for diamond tools in stone cutting. Int. J. Mach. Tools Manuf. 2003, 43, 1171–1177. [Google Scholar] [CrossRef]
- Tönshoff, H.K.; Hillmann-Apmann, H.; Asche, J. Diamond tools in stone and civil engineering industry: Cutting principles, wear and applications. Diam. Relat. Mater. 2002, 11, 736–741. [Google Scholar] [CrossRef]
- Ertingshausen, W. Zerspanung von Granit mit Diamanttrennscheiben. Ph.D. Thesis, University of Hannover, Hannover, Germany, 1984. [Google Scholar]
- Dong, P.; Zhang, J.; Wu, J.; Wang, J. Performance investigation of traditional diamond frame saw in processing granite. Int. J. Refract. Met. Hard Mater. 2021, 99, 105601. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, J.; Kang, J.; Zhang, H. Analysis of diamond wear morphology and segment wear evolution during the process of hard granite sawing. Int. J. Refract. Met. Hard Mater. 2023, 110, 106040. [Google Scholar] [CrossRef]
- Sengun, N.; Altindag, R. Prediction of specific energy of carbonate rock in industrial stones cutting process. Arab. J. Geosci. 2013, 6, 1183–1190. [Google Scholar] [CrossRef]
- Fener, M.; Kahraman, S.; Ozder, M.O. Performance prediction of circular diamond saws from mechanical rock properties in cutting carbonate rocks. Rock Mech. Rock Eng. 2007, 40, 505–517. [Google Scholar] [CrossRef]
- Zhang, S.H.; Lu, F. A new method of grading the sawability of natural rock materials. Key Eng. Mater. 2003, 250, 293–296. [Google Scholar] [CrossRef]
- Turchetta, S.; Polini, W.; Gelfusa, G.; Venafro, E. A new sawing machine by diamond wire. Int. J. Adv. Manuf. Technol. 2014, 70, 73–78. [Google Scholar] [CrossRef]
- De Silva, R.V.; Pathegama Gamage, R.; Anne Perera, M.S. An alternative to conventional rock fragmentation methods using SCDA: A review. Energies 2016, 9, 958. [Google Scholar] [CrossRef]
- De Silva, V.R.S.; Ranjith, P.G.; Perera, M.S.A.; Wu, B.; Rathnaweera, T.D. A modified, hydrophobic soundless cracking demolition agent for non-explosive demolition and fracturing applications. Process Saf. Environ. Prot. 2018, 119, 1–13. [Google Scholar] [CrossRef]
- Engin, I.C. A correlation for predicting the abrasive water jet cutting depth for natural stones. South Afr. J. Sci. 2012, 108, 1–11. [Google Scholar] [CrossRef]
- Kamiya, O.; Takahashi, M.; Miyano, Y.; Ito, S.; Murata, K.; Kawano, M.; Maisawa, A.; Nanao, J.; Kazumi, T.; Nakatsu, M. Dismantling of Reinforced Concrete Using Steam Pressure Cracking System: Drilling and Crack Propagation. Materials 2023, 16, 1398. [Google Scholar] [CrossRef]
- Takeuchi, Y.; Hayakawa, H.; Murakami, T.; Fukuda, T.; Hoshino, A. Plasma Cutting Apparatus for Concrete Structures. U.S. Patent 5,773,785, 30 June 1998. [Google Scholar]
- Młynarczuk, M.; Skiba, M.; Sitek, L.; Hlavacek, P.; Kozusnikova, A. The research into the quality of rock surfaces obtained by abrasive water jet cutting. Arch. Min. Sci. 2014, 59, 925–940. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Objective of this Study | Results and Conclusions |
|---|---|---|
| [28] | Investigation of the correlation between sawability and the petrographic properties of the rock | The efficiency of the sawing process was found to be more significantly influenced by the grain size of the rock rather than the quartz content. |
| [24] | Working conditions of diamond wire cutting machines in the industry | The cutting efficiency regarding rock is contingent upon a combination of non-controlled parameters, including hardness, strength, moisture content, discontinuities, and textural properties, as well as partially or fully controlled parameters, such as machine power, machine positioning (vertical or horizontal cutting), and the number of beads per meter. |
| [25] | Prediction of production rates of diamond wire operation using statistical analysis | There is a strong negative correlation observed between the production rates and the increasing values of parameters, such as uniaxial compressive strength (UCS), Brazilian tensile strength, and Schmidt hammer values. Conversely, there is a weak positive relationship between the production rates and the increasing values of the Los Angeles abrasion test. |
| [18] | Investigation of rock anisotropy, with the bedding planes of the rock tested against the efficiency of diamond wire cutting machines | The influence of the rock’s bedding plane anisotropy on the cutting efficiency of diamond wire has been unveiled. For optimal cutting efficiency, it is recommended to conduct operations parallel to the bedding planes, or as closely aligned as feasible, considering other prevailing constraints. |
| [29] | Effects of operational parameters (peripheral speed and cutting speed) in mono-diamond wire cutting systems in of marble processing | A cubic model was introduced as the most suitable fit for predicting the wear of beads and unit energy values. The results indicated that the optimum peripheral speed exhibited an increasing trend while cutting speed and unit wear values demonstrated a decreasing trend with the progressive enlargement of the average crystal size. |
| [30] | Bead wear in diamond wire sawing considering rock properties and production rate | The wear rate of diamond beads exhibits an upward trend as the values of uniaxial compressive strength (UCS) and abrasive factors increase. |
| [27,31] | Evaluation of performance in diamond wire sawing using a harmony search algorithm | A novel, adaptive soft-computing algorithm was developed to assess the cutting efficiency of diamond wire. This algorithm possesses the capability to be customized for various quarries that involve different rock types, utilizing their distinctive mechanical and physical properties, such as uniaxial compressive strength (UCS), Young’s modulus, abrasive factor, and hardness. |
| Researcher/Reference | Objective of this Study | Results and Conclusions |
|---|---|---|
| [38] | Prediction of large diameter circular diamond saws (LCDS) in cutting carbonate rocks | A multiple regression model was introduced to predict the performance of the laser-induced crack desorption system (LCDS) using data obtained from the Schmidt hammer test conducted on the stones prepared for cutting. |
| [37] | Prediction of sawability and the performance of the LCDS using an artificial neural network | A prediction model was presented to evaluate the performance of the LCDS, taking into account factors such as Brazilian tensile strength, Cerchar abrasivity index, UCS, porosity, and density. |
| [44] | Prediction of specific energy consumption in carbonate stone processing by circular diamond saws | The specific energy (SE) value in cutting was compared with various rock properties, including bulk density, apparent porosity, UCS, Brazilian tensile strength, flexural strength, Schmidt rebound hardness, shore hardness, point load strength index, Los Angeles abrasion, and P-wave velocity, for 12 different carbonate rocks. Through regression analysis, it was observed that rocks with higher density, compressive strength, flexural strength, Schmidt and shore hardness, point load index, and P-wave velocity exhibited higher SE values during cutting. |
| [34] | Performance characteristics of circular diamond saws with different rocks | The performance of diamond saw blades is influenced by a combination of intricate factors, with the most significant parameters being the depth of cut, SE, and feed rate. These parameters play a critical role in controlling the rate of material removal during cutting operations. |
| [42] | Investigation of the performance of traditional diamond saws in granite cutting | The performance of wireframe saws demonstrates an improvement as the feed rate and cutting length increase; meanwhile, it shows a decline with the speed of the main shaft and the chip thickness per diamond crystal. Additionally, a larger contact arc and the consistent formation of longer chips contribute to enhancing the overall performance of the saw. |
| [45] | Performance prediction of circular diamond saw machines cutting carbonate rocks | The predictability of sawability and cutting performance can be achieved by utilizing the values of compressive strength, tensile strength, and Los Angeles (LA) abrasion. Simple and multiple regression analyses can be employed to establish relationships and make predictions based on these parameters. |
| Uncontrollable Rock Mass Properties | Partially or Fully Controlled Parameters | |
|---|---|---|
| Properties Related to Machines and Tools | Operating Conditions | |
|
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samarakoon, K.G.A.U.; Chaminda, S.P.; Jayawardena, C.L.; Dassanayake, A.B.N.; Kondage, Y.S.; Kannangara, K.A.T.T. A Review of Dimension Stone Extraction Methods. Mining 2023, 3, 516-531. https://doi.org/10.3390/mining3030029
Samarakoon KGAU, Chaminda SP, Jayawardena CL, Dassanayake ABN, Kondage YS, Kannangara KATT. A Review of Dimension Stone Extraction Methods. Mining. 2023; 3(3):516-531. https://doi.org/10.3390/mining3030029
Chicago/Turabian StyleSamarakoon, Karandagoda Gamage Anjana Udara, Samarasuriya Patabendige Chaminda, Chulantha Lakmal Jayawardena, Anjula Buddhika Nayomi Dassanayake, Yasanga Suduweli Kondage, and Kannangara Appuhamilage Tharindu Theekshana Kannangara. 2023. "A Review of Dimension Stone Extraction Methods" Mining 3, no. 3: 516-531. https://doi.org/10.3390/mining3030029