1. Introduction
Hybrid reinforcement is a novel and significant strategy, the core idea of which is the use of hybrid reinforcements to exert respective advantages and fabricate advanced MMCs that are currently motivated by the purpose of overcoming the strength–ductility trade-off [
1,
2,
3,
4,
5]. Due to the higher efficiency of nano-sized reinforcements compared to the counterpart micron-sized reinforcements [
6], a step forward has been taken in the pursuit of simultaneous improvement of strength and ductility. Although the use of ex situ non-reinforcement always brings the dilemma of uniform dispersion in MMCs [
7,
8]. Along with all of the advantages of using ex situ reinforcements, deleterious aspects, such as the formation of incoherent interfaces between the reinforcement-matrix, problems such as stress concentration and deformation discontinuity at the microscale scale during the deformation process emerge [
9,
10]. Therefore, it seems that the simultaneous use of the benefits of in situ and ex situ reinforcements as part of a hybrid reinforcement strategy would be one of the optimal ways to realize the simultaneous improvement of strength and ductility in MMCs.
Recently, the laminated structures that imitate the structure of nacre were noticeably succussed to provide materials that were both strong and damage tolerant [
11,
12]. Furthermore, a reinforcement strategy based on the core idea of using hybrid reinforcements to exert their respective advantages to achieve synergistic effects, leading to excellent overall performance, has been demonstrated [
4,
5]. In addition, the grain refinement of the matrix grains, which is apparently one of the best ways of simultaneously improving the strength–ductility relationship, could not overcome the dislocation annihilation at grain boundaries (GBs), which leads to fast exhaustion of the strain-hardening capacity [
13]. To cope with this issue, by employing a graphene (GNS)–copper (Cu) hybrid material, exceptional tensile strength and ductility has been achieved using a heterogenous structure [
14]. Creating a laminated structure accompanied by hybrid reinforcement significantly contributes to hetero-deformation-induced (HDI) stress strengthening and sustained strain hardening, generating the key mechanical properties of GNS-Cu/Al. Moreover, high-performance reinforcement and a tailored architecture has been gained using a reduced graphene oxide (RGO)–CNT hybrid/Al composite prepared through a composite flake assembly process due to the formation of a planar network of RGO and CNT, which improves the load transfer efficiency between the matrix and the reinforcement in composites [
5]. Recently, a strong and tough AMC reinforcement with graphene oxide (GO)–CNT hybrid was prepared via powder metallurgy [
4]. The strength of the composites was improved via the synergistic effect of carbon nanotubes using in situ Al
4C
3 and GO. More recently, superior tensile properties of AMC reinforced using both in situ Al
2O
3 nanoparticles and ex situ GNSs, which were developed by manipulating the PM route [
15]. The composite possesses a high tensile strength of 464 MPa and appreciable amount of ductility (8.9%), which result from the combination effect of grain refinement, in situ Al
2O
3 nanoparticles, and ex situ GNSs. It was inferred that the presence of a synergetic strategy between in situ and ex situ reinforcements, accompanied by a tailored architecture, could provide a significant contribution to both strengthening and toughening mechanisms to achieve the best combination of strength and ductility. Promisingly, the configuration of a microstructure in mesoscale and uniform spatial distribution of hybrid reinforcements offers great potential regarding the tuning of the mechanical properties of advanced AMCs [
16]. Motivated by the above considerations, an easy and innovative route on the basis of elemental powder strategy via in situ synthesis was employed to introduce nano-Al
3BC into Al matrix composite reinforced with CNTs to attain a significant synergy of high strength and toughness. This method differs from those used by other researchers in several ways: 1—High-speed cutting and coating: High-speed cutting is used to break the CNT group, and B is used as a new step in manufacturing. This step allows carbon nanotubes to be dispersed within the Al matrix, which can improve the mechanical properties. 2—Micro–micro rolling (MMR) process: The MMR process involves micro-scale rolling of composite materials and appears to be a unique and innovative process used in the production of laminated composites. This process will introduce microstructures and textures that can help improve the properties of (Al
3BC, CNT)/Al composites. 3—In Situ Formation of Al
3BC: The in situ formation of Al
3BC particles in composites through the reaction of Al particles with B and carbon elements and subsequent annealing distinguishes this method from another method based on the addition of preformed particles. This in situ synthesis provides better control of the size, distribution, and coupling between the material and the matrix. 4—Low growth of Al
3BC: This method relies on using a solid-state reaction to produce low-growth Al
3BC particles, resulting in nanoscale Al
3BC particles with unique properties being produced. The presence of Al
4C
3 can also assist in the formation of submicron-sized heterogeneous core layers, such as Al
3BC particles. 5—Minimal damage to CNTs: Experiments show that CNTs suffer little or no major damage during pre-dispersion, extrusion, and MMR, which suggests that a careful and well-optimized approach is used to preserve the integrity of CNTs in composites. We demonstrated that a synergetic strengthening of intragranular and intergranular occurs in (Al
3BC, CNT)/Al laminated composites via in situ nano-Al
3BC, CNTs, Al
4C
3, and Al
2O
3, respectively. Specifically, strong bonding between Al
3BC and Al inside of the Al grain’s interior with its uniform dispersion, as well as a significant decrease in the dislocation annihilation at GBs due to the CNTs, leads to the significant storage capability of dislocations with increased strain hardening and, consequently, uniform tensile ductility at high flow stresses.
The fabrication of (Al
3BC,CNT)/Al composites includes the high-speed shearing process for breaking CNTs clusters and B agglomerations using a molar ratio of Al/B/CNT = 3/1/1, which uniformly coats the surface of the Al flakes (
Figure 1a) and the micro–micro rolling (MMR) process (
Figure 1b) [
17,
18] produces the laminated composites (details of the experimental process are given in the
Supplementary Materials). Diffraction peaks of Al
3BC and Al were detected using (Al
3BC,CNT)/Al composites (
Figure 2b), while only Al peaks were found in (B,CNT)/Al composites (
Figure 2a). The formation of Al
3BC was mostly caused by the reaction Al particles with the B element and the carbon formed due to the decomposition of stearic acid during the fabrication process, as well as subsequent annealing [
19]. Indeed, due to the appearance of some areas in which boron and carbon atoms are supersaturated, Al
3BC particles are in situ homogeneously nucleated in a solid state with a limited growth rate. In fact, due to the very low solubility of boron and carbon atoms in Al, especially during solid-state reactions [
20,
21], the growth processes of Al
3BC particles are soon compromised by the deficiency in carbon and boron atoms; consequently, nanoscale Al
3BC particle are formed. However, the presence of Al
4C
3 effectively contributes to heterogeneously nucleated platelet Al
3BC particles of submicron size via the liquid–solid reaction method [
22,
23]. For this concept, it should be noted that the characteristic peaks of the Al
4C
3 phase have not been observed in (CNT,B)/Al composite powder due to either very low relative content or a lack of formation.
In addition, no specific peak of Al
4C
3 was detected in either the (CNT,B)/Al composite or the (Al
3BC, CNT)/Al laminated composite. This observation is likely due to there being either no reaction between broken CNTs or a low relative content. Comparing the intensities of the peaks, it can be observed that the ratio of {111} intensity to {200} intensity increased after the MMR process, indicating the development of a strong <111> fiber texture. This belief was verified using a typical (001) pole figure, as shown in
Figure 2d. As shown in
Figure 2c, the relative intensity ratio of the
/
of the (Al
3BC,CNT)/Al composite increased to 0.72, while the ratio was 0.7, 0.69, and 0.68 for (CNT,B)/Al composite, (CNT,B)/Al composite powder, and raw CNTs, respectively. These results imply that there was almost no serious damage to the CNTs during the pre-dispersion, extrusion, and MMR processes. Additionally, only a peak shift of G-band from
1580 cm
−1 to
1594 cm
−1 was semi-quantitatively detected in the (Al
3BC, CNT)/Al composite, indicating that it might have originated from the infiltration of Al atoms in CNTs, causing a slight distortion of the sp
2 bonding structures of CNTs. The characteristic peaks of Al
4C
3 [
24,
25] were not detected in either the (CNT,B)/Al composite or the (Al
3BC,CNT)/Al composite. However, a few sluggish humps appeared in the composites, indicating that slight interface reaction may still exist. Indeed, the formation of Al
4C
3 can result from CNTs that have undergone partial damage, as well as atomic carbon originating from stearic acid when subjected to elevated sintering temperatures. It seems that thanks to the flaky-shaped Al building blocks and the increased available effective surface, the deeper the CNTs are embedded into the Al particles, the smaller the growth value of the
/
ratio, indicating better protection of the CNTs in both the (CNT,B)/Al composite and the (Al
3BC,CNT)/Al composite [
8,
26]. Additionally, the TEM image in
Figure 2e is provided to demonstrate the distribution of Al
3BC particles within the UFG Al. The criteria used to evaluate uniformity encompassed the absence of localized clustering or agglomeration of Al
3BC particles, ensuring that their distribution was not sporadic but homogeneously spread across the UFG Al. Uniformity was assessed through various characterization techniques, including the TEM image shown in
Figure 2e, which, despite its limitations in representing the entire sample, provides a visual indication of the general distribution trend. Furthermore, the uniform distribution of Al
3BC particles contributed to consistent mechanical reinforcement across the composite material. This result occurred because the interactions between dislocations and Al
3BC particles were optimized when particles were evenly distributed, leading to enhanced strengthening effects.
Figure 3a demonstrates an obvious laminated structure with measured grain sizes of approximately 190 and 545 nm. Such an observation is more likely to be associated with the reduced mobility of GB and the subsequent restriction of grain growth caused by the presence of CNTs at the GBs. Furthermore, a significant number of elongated grains exhibited a strong <111> texture, with only a few grains being oriented in the <001> direction. This finding indicates a pronounced restriction of slip, both within the Al grains and at the GBs. The microstructure reveals the presence of a laminated structure with approximately 40% LAGB content. Among these LAGBs, approximately 12% had an angle of θ < 3°, while 28% had an angle of 3° < θ < 15°. These LAGBs played a crucial role in strengthening the material through dislocations and the specific strengthening mechanism associated with LAGBs. This outcome is illustrated in
Figure 3b. Additionally, approximately 60% of HAGBs were present, most of which were decorated by CNTs, along with some γ-Al
2O
3 nanoparticles. These HAGBs were highly effective in impeding the movement of dislocations, forcing them to tangle and accumulate within the grain interior and near the boundaries. This process resulted in a very high dislocation density of about 1.5 × 10
16 , as indicated by the dashed ovals shown in
Figure 3c.
Upon closer examination of
Figure 3c, numerous spherical gray particles in the size range of 15–25 nm can be observed. These particles have been identified as Al
3BC based on the STEM image provided in
Figure 3d,j. In thermodynamic terms, it is important to note that Al
3BC has a negative formation enthalpy of approximately −56.34 KJ/mol [
27], which is lower than that of Al
4C
3 (~−36 KJ/mol [
27]). This observation, coupled with the availability of boron atoms that can form bonds with carbon atoms at damaged CNT tips and the presence of amorphous carbon coating on CNTs, suggests that annealing heat treatment at 800 °C for 3 h in a flowing argon environment would be ideal for the in situ synthesis of Al
3BC nanoparticles. It is expected that the formation of Al
3BC is primarily influenced by the diffusion rate of carbon and boron in the Al matrix. This diffusion rate typically increases in line with temperature in the solid state. Therefore, it is more likely that no Al
3BC would form during hot extrusion, as the high temperature would enhance the diffusion and potentially deplete the available boron atoms. In such a scenario, it is possible that a small number of nanorod-shaped Al
4C
3 particles may form due to exposure to high temperatures when boron atoms become scarce. In other words, the content of Al
4C
3 in this study is not only influenced by temperature, as previously reported by [
21], but also strongly depends on the availability of free boron and carbon atoms. The lattice fringes observed in individual Al
3BC, CNT, Al
4C
3, and Al
2O
3 particles in the composites had approximate spacing values of 0.175 nm, 0.34 nm, 0.89 nm, and 0.24 nm, respectively. These spacing values roughly correspond to the (110) plane of Al
3BC, the (1120) plane of graphite, the (003) plane of Al
4C
3, and the (311) plane of γ-Al
2O
3, as shown in
Figure 3d–g. In conclusion, nanoscale Al
3BC particles with sizes ranging from 6 to 25 nm have been successfully synthesized in the composites. The size range of the Al
3BC nanoparticles is comparable to those previously synthesized via liquid–solid reaction [
23] and self-propagating high-temperature synthesis [
28]. In contrast to the complexity and costliness of other proposed routes, the synthesis route proposed in this study is feasible and simple. It involves the direct formation of nanoscale Al
3BC through the reaction between dissolved boron and carbon atoms and the Al matrix, which is achieved through the ball milling, rolling, and annealing processes. The resulting nanorods of in situ Al
4C
3 exhibit strong interfacial bonding, good dispersion within the aluminum grain interior, and a complete single-crystal structure. In the (Al
3BC, CNT)/Al composite, the Al
3BC particles are in situ synthesized and embedded within the Al matrix. The orientation relationship between the Al
3BC particles and the Al matrix is represented by (0111) Al
3BC/(111) Al, which means that the crystallographic planes of Al
3BC align with those of the Al matrix. This alignment allows a better fit between the two materials, resulting in fewer mismatch dislocations at the interface. Thus, the in situ-Al
3BC/Al interface demonstrates a strong bonding effect, which effectively minimizes the presence of mismatch dislocations at the interface (
Figure 3h), corroborating the findings reported in previous studies [
29,
30]. The strong bonding strength, along with the preferred orientation of the elongated Al grains, significantly contributes to the intragranular strengthening effects of Al
3BC on the Al matrix. The majority of CNTs are embedded in the Al matrix and aligned in the RD, indicating a strong and firm bond between the CNTs and the Al matrix. The presence of a clean interface between the CNTs and Al, which lacks any voids or interfacial products (
Figure 3e), suggests that both the preservation of the CNT structure and a strong bonding between Al and CNTs occur, which contribute to load transfer and strengthening. However, a small amount of nanoscale rod-like Al
4C
3 is formed in situ through the reaction of partially damaged CNTs with the Al matrix (indicated via the red arrows shown in
Figure 3c). The preferential nucleation of interfacial Al
4C
3 at the open edges of the CNTs suggests that these open edges are more reactive than other parts of the CNTs, and these results are consistent with previous studies’ findings [
31,
32]. It appears that the formation of Al
4C
3 could be related to the shortening and breaking of CNTs, which, in turn, increases the number of carbon atoms available to react with Al and B, leading to the production of in situ Al
3BC nanoparticles. The presence of Al
3C
4 in the composite has an effect on the strength and ductility of the product. Al
3C
4 is a special phase with its own mechanical properties that contribute to all composite materials. The presence of Al
3C
4 nanorods can act as an additional reinforcement in the composite. These nanorods may impede dislocation motion and contribute to forest hardening, thus enhancing the strength of the composite. In addition, strong interfacial bonding can be achieved via the formation of an appropriate amount of Al
4C
3, which can promote load transfer and enhance the fracture elongation of the CNT/Al composite. The size of Al
4C
3 is the most important factor affecting the mechanical properties of the composite. In this study, the interfacial bond was improved, while the mean diameters of the short Al
4C
3 rods in composite were as small as ~30–35 nm; therefore, it causes more outstanding elongation (19.7%). As it is a strong combination, it is not easy for microcracks to form and propagate at the interface during plastic deformation. The effect of Al
3C
4 on curing is more complex and needs further analysis and research. However, since Al
4C
3 is a brittle phase, excess Al
4C
3 negatively affects the mechanical properties of the composite.
Additionally, spherical nanoparticles of γ-Al
2O
3 can be observed within both the interior of the Al grains and at the grain boundaries (indicated via yellow arrows, as shown in
Figure 3c). These nanoparticles are the result of the transformation of the native amorphous (am)–Al
2O
3 skin that is broken during processing at temperatures above 450 °C [
33]. Therefore, the oxygen introduced during the fabrication process predominantly exists in the form of oxides, specifically γ-Al
2O
3. Considering that the native Al
2O
3 skin on the surface of the nanoflakes is approximately 4 nm thick, the volume fraction of Al
2O
3 is estimated to be about 2.6% (8/300 × 100%) of the total volume of the 300-nanometer nanoflake Al powder, which aligns with the value reported in [
33]. By assuming that all oxygen present in am–Al
2O
3 is completely transformed into
-Al
2O
3 after annealing at 800 °C, it is found that the oxygen content also remains virtually unchanged after annealing. The nano-Al
3BC and Al
4C
3 play important roles in generating high effective stress via forest dislocation cutting and Orowan strengthening, while the CNTs and nano-Al
2O
3 effectively provide high back stress via the accumulation and hindering of dislocation annihilation at the interfaces and GBs. Enhanced strength in composites can be achieved through promoted movable dislocation–reinforcement interactions, leading to improved performance based on the Orowan strengthening phenomenon [
34]. The Orowan strengthening occurs a result of the force exerted on a dislocation to bypass particles within the matrix [
35]. In this context, Al
3BC nanoparticles are uniformly dispersed throughout the laminated UFG Al grain, with the interparticle spacing estimated to be approximately 170–190 nm, which is close to the particle diameter of about 190 nm. The intragranular Al
3BC nanoparticles and Al
4C
3 in nanorod form could store mobile dislocations in the form of Orowan loops in the internal regions of Al grains during straining, which more effectively provides HDI stress hardening and forest dislocation hardening. This result is consistent with those reported by Liu et al. [
35]. This outcome can reduce the ratio of Orowan strengthening to total strengthening. Considering the overall ultimate tensile strength, other strengthening mechanisms come into play. These mechanisms include forest hardening, which arises from dislocation–dislocation interactions that occur due to the relatively higher dislocation density present, and GB strengthening, which results from the presence of UFG Al grains. Both of these factors significantly contribute to the overall enhancement of the strength of material. The presence of nanoparticles (Al
3BC, Al
2O
3) or even Al
4C
3 nanorods causes mechanical incompatibility and promotes dislocation formation (mostly misorientation at less than 3°, which is taken into account as dislocations [
36,
37]), resulting in stronger dislocation–dislocation interactions and forest dislocation strengthening. Also, during deformation, GBs prevent dislocation movement due to the misorientation of adjacent grains. Higher misorientation causes resistance to movement [
38,
39]. In addition, UFG Al has a large GB relative to the grain size, resulting in greater resistance to movement and higher stress. Dislocations from LAGBs (approximately 28%) result in a combination of easy sliding and depositing in the Al lamella, resulting in a combination of high elongation while maintaining high tensile strength. This finding is consistent with the literature mentioned above. Indeed, the presence of a high dislocation density, which is estimated to be approximately 8.13 × 10
15 , is primarily attributed to the inhomogeneous deformation between the matrix and the reinforcements. This high dislocation density plays a significant role in generating non-directional short-range local stresses, which facilitate dislocation movement. Moreover, it leads to long-range interactions with mobile dislocations, thereby exerting a directional long-range back stress that opposes the applied stress, especially during forward loading (as illustrated in
Figure 4).
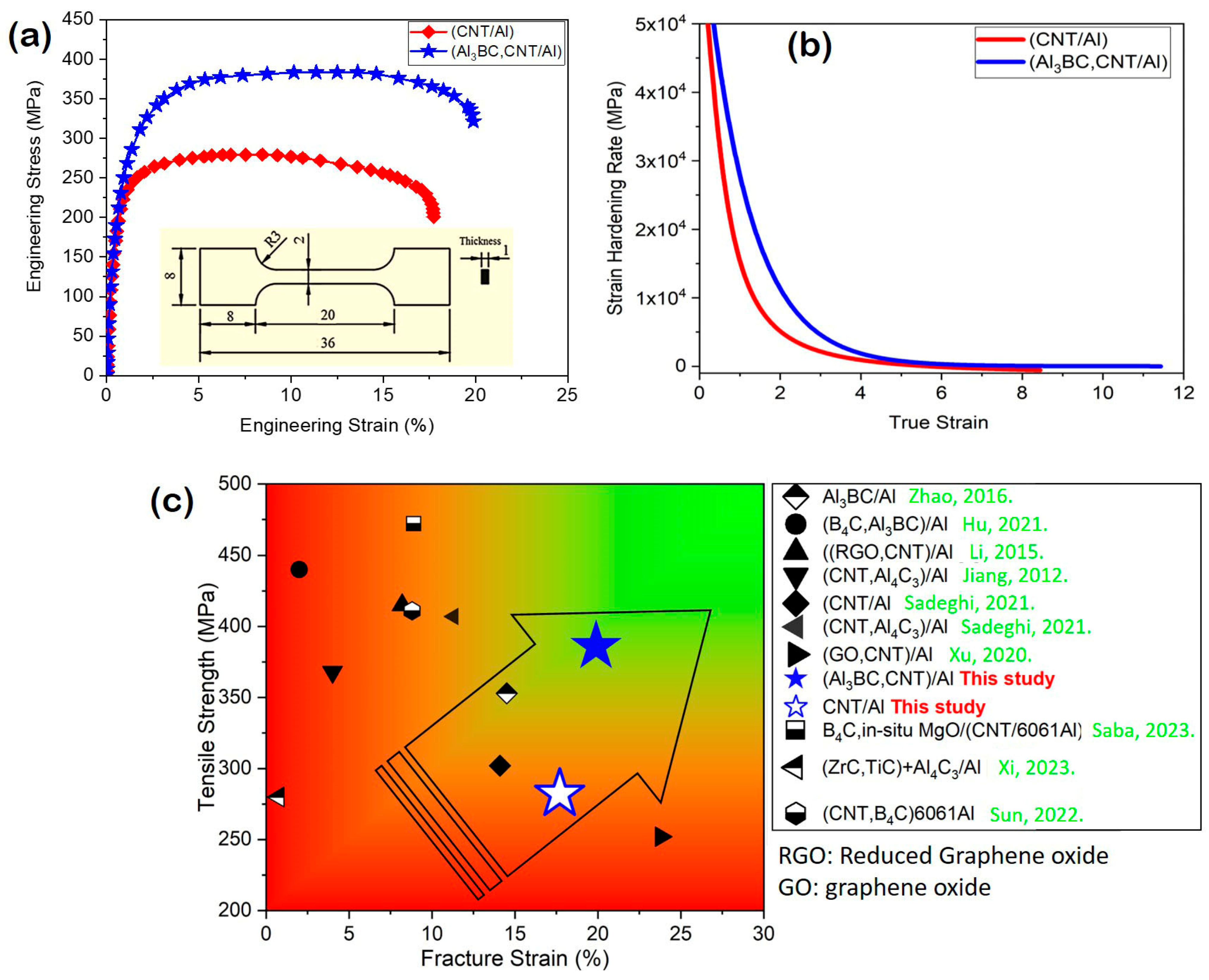
Figure 5a presents the tensile stress–strain curves of the (Al
3BC,CNT)/Al laminated composites and CNT/Al composites. It is evident that the (Al
3BC,CNT)/Al laminated composites exhibit significantly higher strength than the CNT/Al composites. This result can be attributed to the combined intra- and inter-granular effects of the reinforcements, as well as the laminated structure of the composites. Furthermore,
Figure 5b illustrates the variation in the strain-hardening rate as a function of true strain, demonstrating the superior maintenance of a high strain-hardening rate in the (Al
3BC,CNT)/Al laminated composites. The improved dislocation storage capability of ultra-fine-grained (UFG) Al in the (Al
3BC,CNT)/Al laminated composites is attributed to the laminated structure and the in situ formation of intragranular Al
3BC nanoparticles. Specifically, the (Al
3BC,CNT)/Al laminated composites exhibit a strength of 394 MPa, a uniform elongation of 13.2%, and a total elongation of 19.7%, which is approximately 29% higher in strength and shows an increase in the total elongation from 17.7 to 19.5% compared to the CNT/Al composites. Moreover, the uniform elongation of the (Al
3BC,CNT)/Al laminated composites is 13.2%, whereas for PM (powder metallurgy) 16 vol.% B4C/UFG Al with an average grain size of 500 nm, it is only 3.5% [
40]. Additionally, for PM (0.5 wt.% CNT, 2 vol.% γ-Al
2O
3)/UFG Al with a unique intragranular dispersion of ultra-short CNTs, the uniform elongation is approximately 5.9% [
41]. Considering the similarity of the in situ reinforcements found in the (Al
3BC,CNT)/UFG Al and the 15 vol.% Al
3BC/UFG Al composites [
29], the superior strength and ductility of the (Al
3BC,CNT)/UFG Al laminated composite can be attributed to the synergistic contribution of intra- (e.g., in situ formed Al
3BC, partially formed Al
4C
3) and inter-granular strengthening (e.g., CNT, γ-Al
2O
3). The presence of in situ formed nano-dispersoids, particularly the spherical nanoparticles of Al
3BC (
Figure 5c), contributes to the synergetic intra- and inter-granular reinforcements within the elongated Al grains. This finding highlights the promising strengthening effects of Al
3BC, which benefits from the strong interface with the matrix. The GBs decorated by CNTs and some γ-Al
2O
3 (~2 wt.%) effectively lose their efficiency through dislocation annihilation, as dislocations nucleate in the neighboring matrix grain near the GBs. This process reduces the magnitude of stress concentration [
42] and results in an increase in the critical resolved shear stress due to harder dislocation motion. This finding supports the notion that dislocation multiplication and accumulation, rather than annihilation through recovery, are the governing mechanisms. This result can be attributed to the profound role of in situ reinforcements, which mostly formed a strong interface in the Al grain interior. Recently, a significant high combination of ultimate tensile strength and ductility as a consequence of the presence of CNTs and Al
4C
3, as well as a high dislocation density (
8.13 ×
), was demonstrated [
43]. Most importantly, these dislocations were mostly caused by inhomogeneous deformation between the matrix and the reinforcements; significantly, both produce the non-directional short-range local stress required for a dislocation to move and dramatically provide long-range interactions via mobile dislocations, exerting a directional long-range back stress opposed to the stress applied in the case of forward loading.
Incorporating both Al
3BC and Al
2O
3 improves the mechanical properties of the composite material. This improvement is mostly achieved through Zener drag, which occurs when dispersed particles are randomly distributed within the material matrix. The effectiveness of Zener drag depends on various factors, such as the nature, geometry, size, spacing, and volume fraction of the particles [
44]. In our composite, the presence of these nanoparticles effectively prevents the migration of both HAGBs and LAGBs. As a result, dynamic and static recrystallization is hindered, and grain growth is restrained. This characteristic allows the composite to retain its mechanical properties in advanced Al-based MMCs. The introduction of CNTs and some γ-Al
2O
3 to GBs significantly reduces the dislocation annihilation efficiency, thereby contributing to the occurrence of back stress hardening. On the other hand, reinforcements embedded within the grain interior of Al enhance dislocation blocking and forest hardening, leading to the creation of an advanced approach to achieving ultra-high strengthening and toughening efficiency through intragranlar/intergranular dispersion engineering.
Additionally, the integration of CNTs within the GBs significantly hinders the movement of dislocations across the interface between Al and CNTs [
45]. This obstruction of GB motion is more effective when using CNTs due to their elongated nanofiber-shaped structure compared to nearly spherical nature of nanoparticles [
46]. The unique morphology of CNTs provides a strong impediment to dislocation movement within the composite. By reinforcing the material, CNTs synergistically enhance its strength through related mechanisms, such as load distribution and dislocation inhibition, while preserving the inherent ductility of the Al matrix.
Therefore, the combined effects of Al
3BC, Al
2O
3, and CNTs contribute significantly to the overall improvement in the strength and ductility of the composite. These materials work together through various mechanisms, including Zener drag, dislocation inhibition, and load distribution, to enhance the mechanical properties of the composite while maintaining the malleability of the Al matrix. This multifaceted enhancement strategy offers possibilities to create advanced materials with superior mechanical performances that make them suitable for a wide range of applications. This advancement represents a progression beyond the work of Jiang et al. [
10]. The presence of a well-arranged array of in situ-formed hybrid nanoparticle-rich zones, surrounded by CNT-decorated GBs, synergistically enhances both the strength and ductility of the composite material.
Figure 5.
(
a) Engineering tensile stress–strain curves, (
b) strain-hardening rate curves of (Al
3BC,CNT/Al) and CNT/Al composites and (
c) tensile properties of Al composites fabricated via various solid state-based approaches [
2,
5,
27,
29,
43,
47,
48,
49,
50]. The arrow shows the direction of the development of the stronger and tougher composites.
Figure 5.
(
a) Engineering tensile stress–strain curves, (
b) strain-hardening rate curves of (Al
3BC,CNT/Al) and CNT/Al composites and (
c) tensile properties of Al composites fabricated via various solid state-based approaches [
2,
5,
27,
29,
43,
47,
48,
49,
50]. The arrow shows the direction of the development of the stronger and tougher composites.
Several future directions and potential applications can be explored. Composite materials have a good combination of high strength and ductility, as well as applications in many industries. They are used in lightweight, aerospace, and automotive performance applications to improve fuel efficiency and reduce emissions. In addition, the mechanical properties of composite materials in the medical field facilitate the production of implants and medical devices. To further advance the practical applications of the (Al3BC, CNT)/Al composite, more research can focus on improving the manufacturing process to develop products using better technology. Exploring the differences and combinations between Al3BC and CNTs can provide composite materials with unique properties for different applications. Additionally, studying the behavior of composites in different environments, such as high-temperature or corrosive environments, will provide insights into specific applications.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




