
Extrusion-Based Additively Manufactured PAEK and PAEK/CF Polymer Composites Performance: Role of Process Parameters on Strength, Toughness and Deflection at Failure

Abstract
:1. Introduction
2. Offline Study Using Multiscale Modeling Framework
3. Design of Experiment with Down Selected Parameters
4. Experimental Method
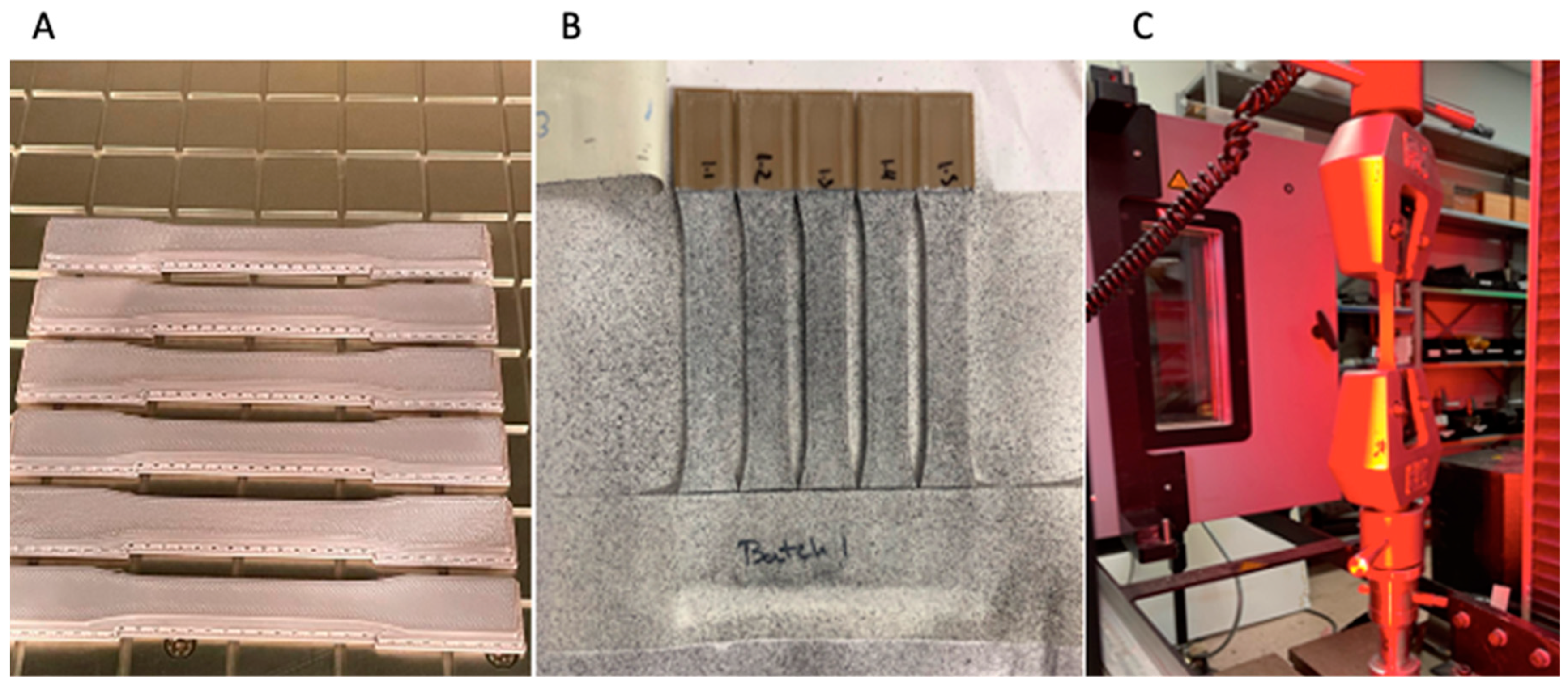
4.1. Preparation of PAEK and PAEK/CF (10% wt.) Samples
4.2. Material Characterization
4.2.1. PAEK and PAEK/CF Rheology
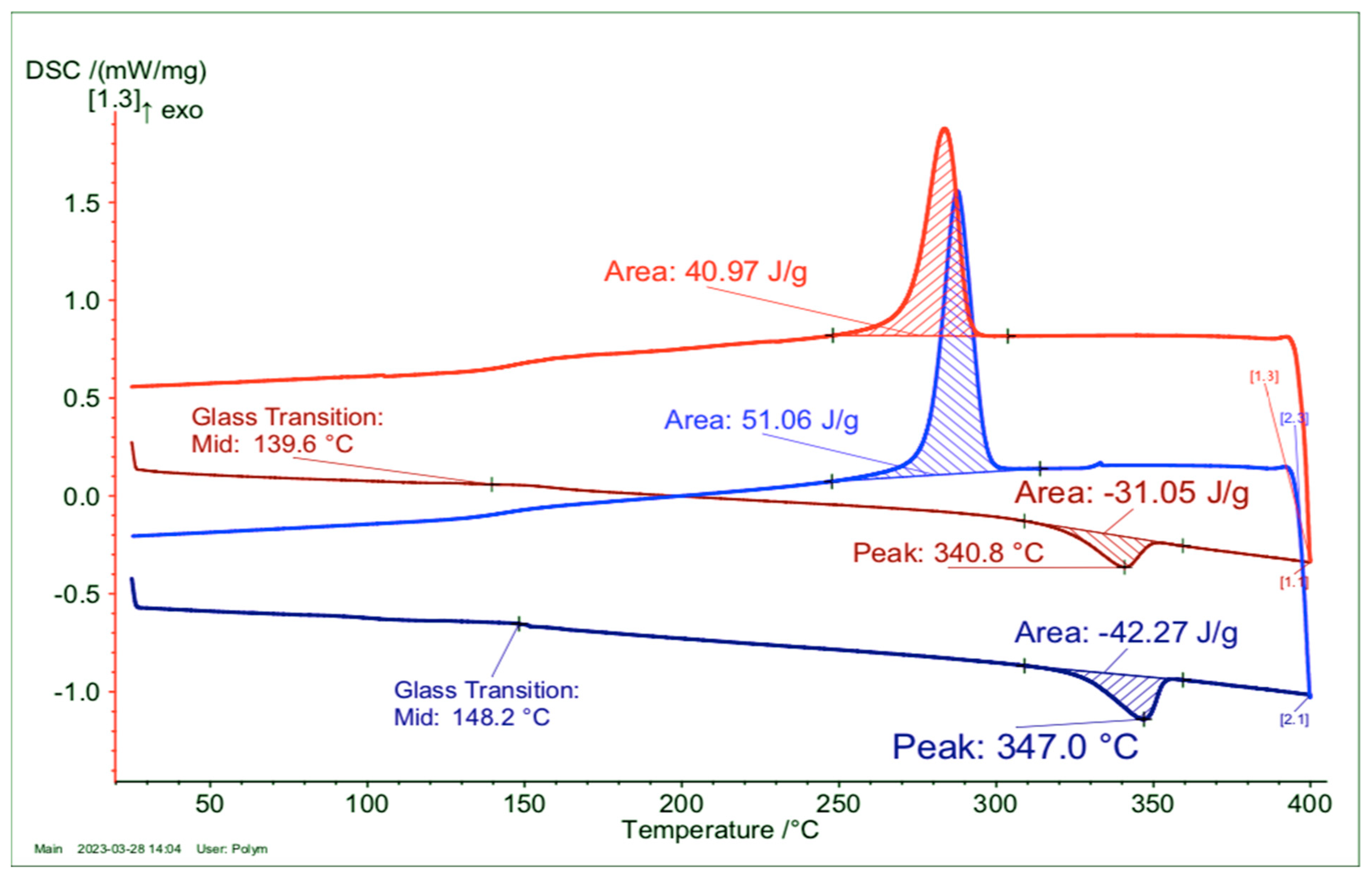
4.2.2. Thermal Analysis Using DSC
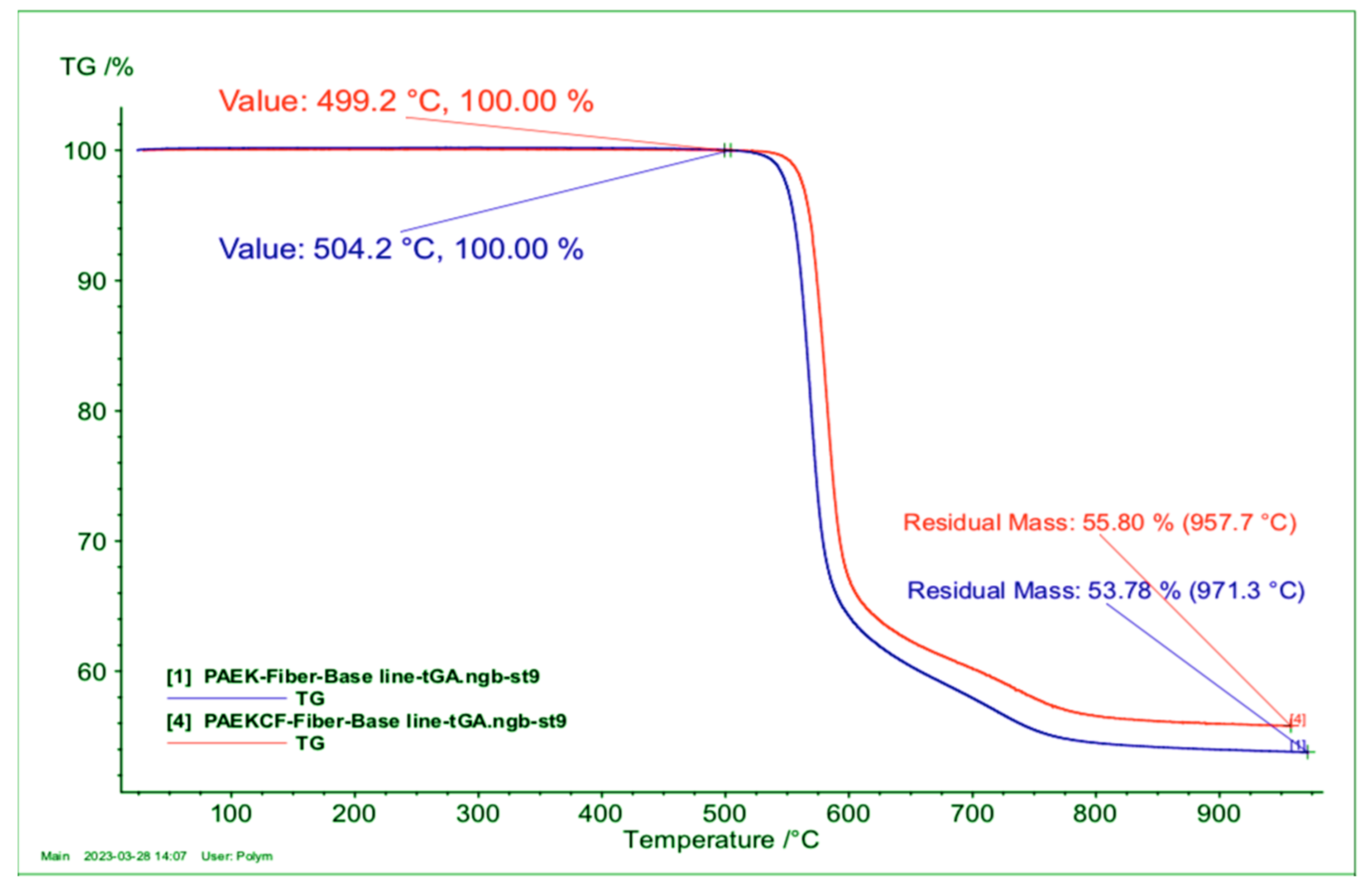
4.2.3. Thermogravimetric Analysis
4.3. Tensile Testing Using DIC-Equipped Instron
5. Results and Discussion
5.1. Effect of Temperature and Deposition Speed on PAEK Polymer Composites
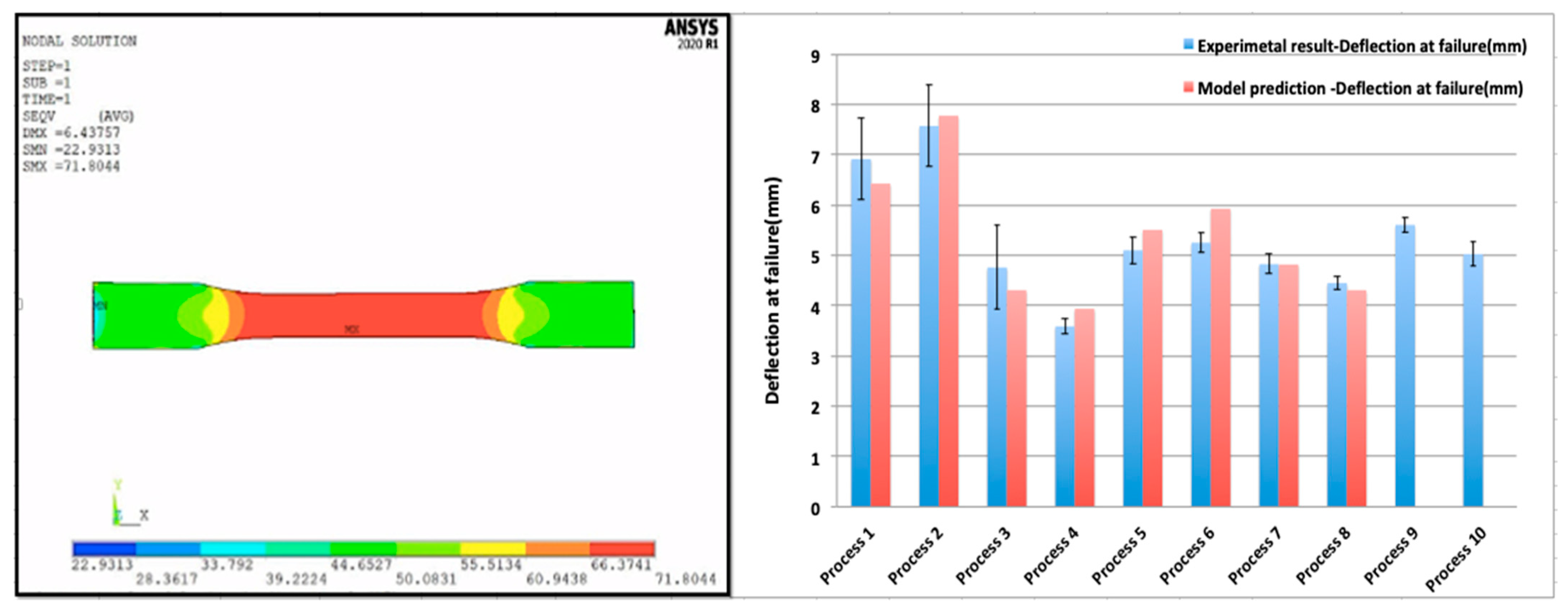
5.2. Multiscale Modeling for Layer Design Optimization
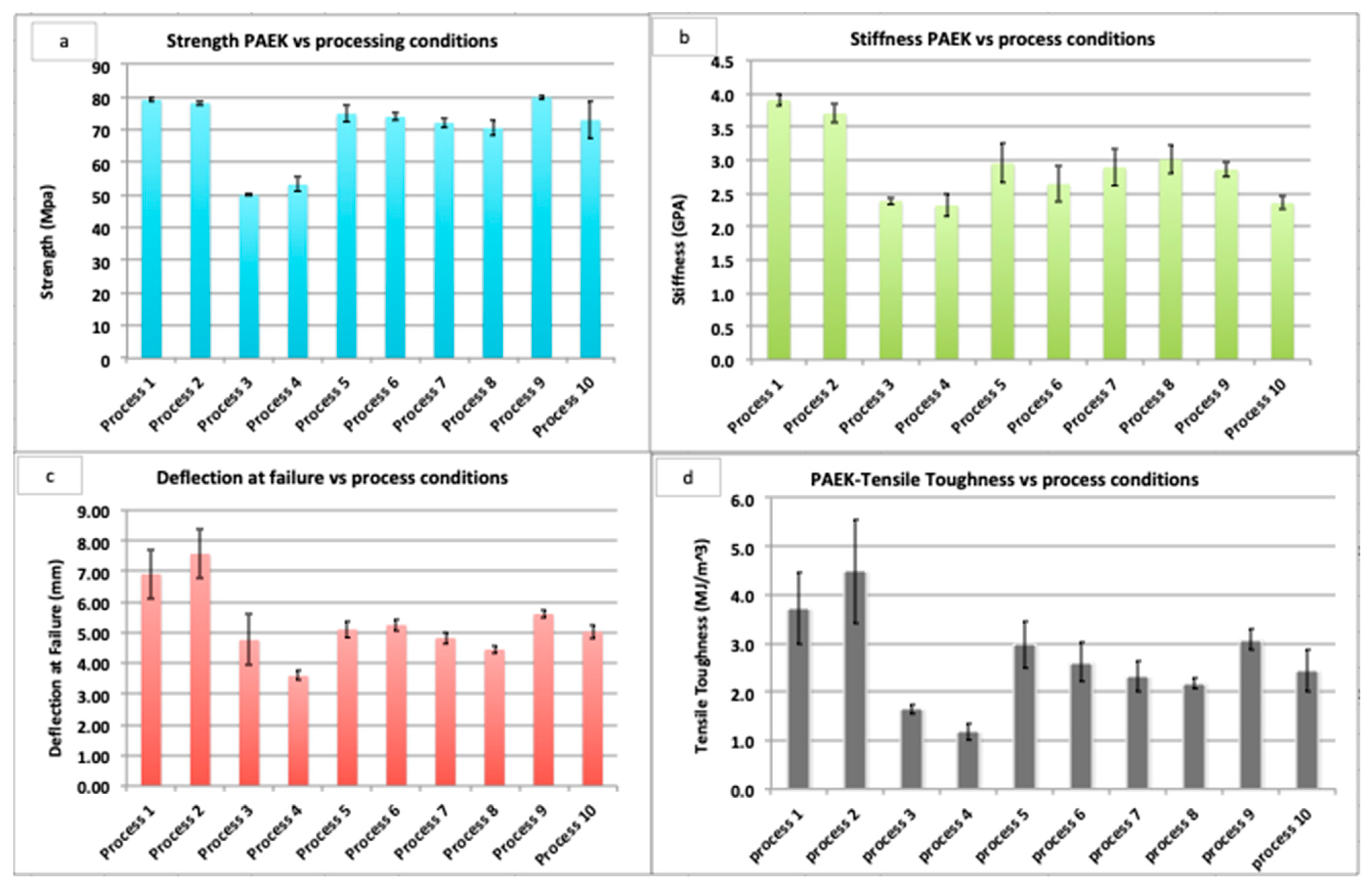
5.3. Change of Mechanical Properties with Layer Design Parameters
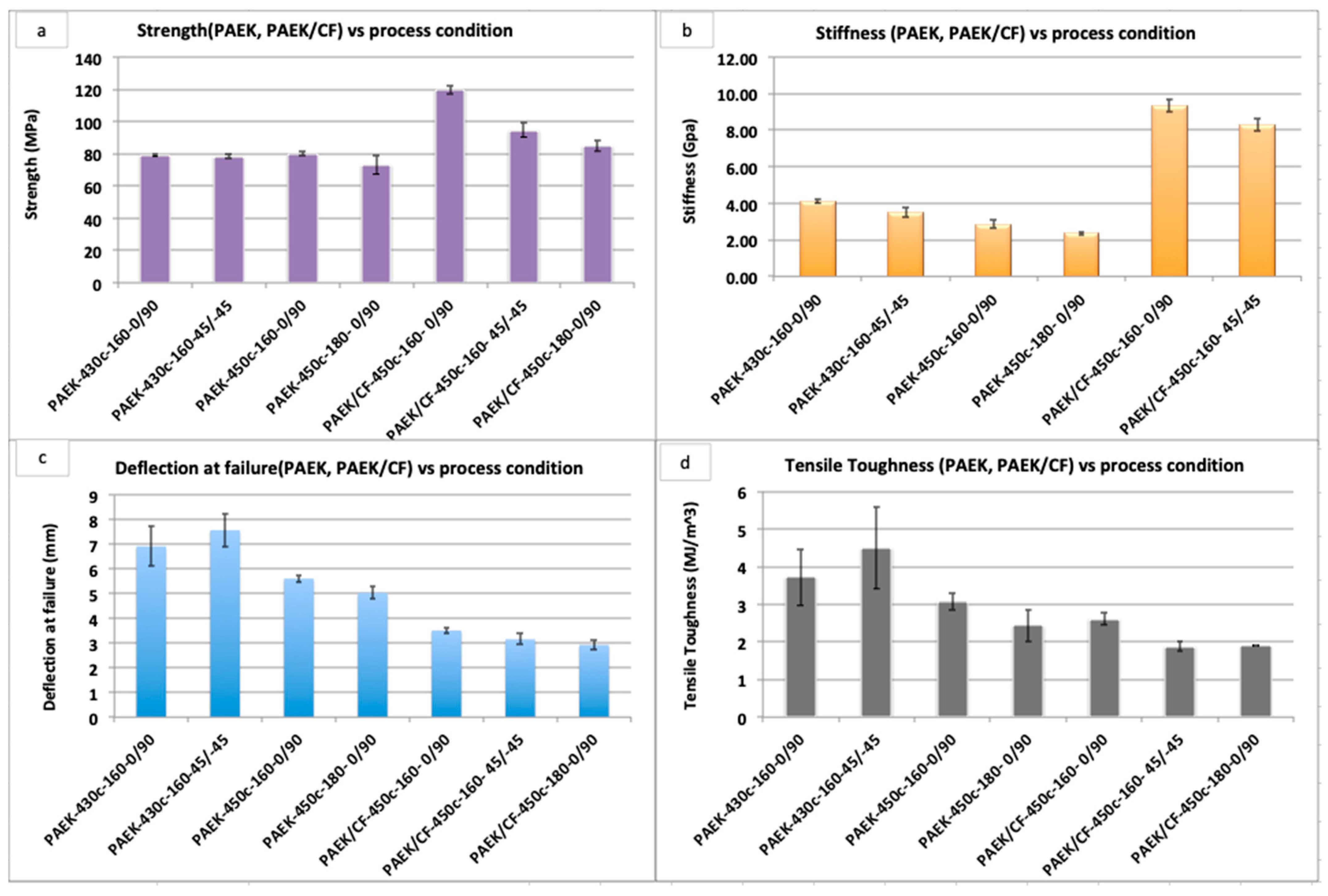
5.4. Change of Mechanical Properties with Addition of Carbon Fiber and Role of Temperature
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Honigmann, P.; Sharma, N.; Okolo, B.; Popp, U.; Msallem, B.; Thieringer, F.M. Patient-specific surgical implants made of 3D printed PEEK: Material, technology, and scope of surgical application. BioMed Res. Int. 2018, 2018, 4520636. [Google Scholar] [CrossRef] [Green Version]
- Harding, M.J.; Brady, S.; O’Connor, H.; Lopez-Rodriguez, R.; Edwards, M.D.; Tracy, S.; Dowling, D.; Gibson, G.; Girard, K.P.; Ferguson, S. 3D printing of PEEK reactors for flow chemistry and continuous chemical processing. React. Chem. Eng. 2020, 5, 728–735. [Google Scholar] [CrossRef]
- Vaezi, M.; Yang, S. Extrusion-based additive manufacturing of PEEK for biomedical applications. Virtual Phys. Prototyp. 2015, 10, 123–135. [Google Scholar] [CrossRef]
- Kurtz, S.M. Chapter 15—Development and Clinical Performance of PEEK Intervertebral Cages. In Plastics Design Library, 2nd ed.; Kurtz, S.M., Ed.; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 263–280. ISBN 978-0-12-812524-3. [Google Scholar]
- El Magri, A.; El Mabrouk, K.; Vaudreuil, S.; Chibane, H.; Touhami, M.E. Optimization of printing parameters for improvement of mechanical and thermal performances of 3D printed poly (ether ether ketone) parts. J. Appl. Polym. Sci. 2020, 137, 49087. [Google Scholar] [CrossRef]
- Liu, P.; Kunc, V. Effect of 3D printing conditions on the micro- and macrostructure and properties of high-performance thermoplastic composites. In Woodhead Publishing Series in Composites Science and Engineering; Friedrich, K., Walter, R., Soutis, C., Advani, S.G., Fiedler, I.H.B., Eds.; Woodhead Publishing: Sawston, CA, USA, 2020; pp. 65–86. ISBN 978-0-12-819535-2. [Google Scholar]
- Lepoivre, A.; Boyard, N.; Levy, A.; Sobotka, V. Heat Transfer and Adhesion Study for the FFF Additive Manufacturing Process. Procedia Manuf. 2020, 47, 948–955. [Google Scholar] [CrossRef]
- Yang, D.; Cao, Y.; Zhang, Z.; Yin, Y.; Li, D. Effects of crystallinity control on mechanical properties of 3D-printed short-carbon-fiber-reinforced polyether ether ketone composites. Polym. Test. 2021, 97, 107149. [Google Scholar] [CrossRef]
- Mackay, M.E. The importance of rheological behavior in the additive manufacturing technique material extrusion. J. Rheol. 2018, 62, 1549–1561. [Google Scholar] [CrossRef]
- Das, A.; Gilmer, E.L.; Biria, S.; Bortner, M.J. Importance of polymer rheology on material extrusion additive manufacturing: Correlating process physics to print properties. ACS Appl. Polym. Mater. 2021, 3, 1218–1249. [Google Scholar] [CrossRef]
- de Paula Santos, L.F.; Alderliesten, R.; Kok, W.; Ribeiro, B.; de Oliveira, J.B.; Costa, M.L.; Botelho, E.C. The influence of carbon nanotube buckypaper/poly (ether imide) mats on the thermal properties of poly (ether imide) and poly (aryl ether ketone)/carbon fiber laminates. Diam. Relat. Mater. 2021, 116, 108421. [Google Scholar] [CrossRef]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Bonmatin, M.; Chabert, F.; Bernhart, G.; Djilali, T. Rheological and crystallization behaviors of low processing temperature poly(aryl ether ketone). J. Appl. Polym. Sci. 2021, 138, 51402. [Google Scholar] [CrossRef]
- Yi, N.; Davies, R.; Chaplin, A.; McCutchion, P.; Ghita, O. Slow and fast crystallising poly aryl ether ketones (PAEKs) in 3D printing: Crystallisation kinetics, morphology, and mechanical properties. Addit. Manuf. 2021, 39, 101843. [Google Scholar] [CrossRef]
- Francis, J.N.; Banerjee, I.; Chugh, A.; Singh, J. Additive manufacturing of polyetheretherketone and its composites: A review. Polym. Compos. 2022, 43, 5802–5819. [Google Scholar] [CrossRef]
- Berg-Johansen, B.; Lovald, S.; Altiok, E.; Kurtz, S.M. Chapter 17—Applications of Polyetheretherketone in Arthroscopy. In Plastics Design Library, 2nd ed.; Kurtz, S.M., Ed.; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 291–300. ISBN 978-0-12-812524-3. [Google Scholar]
- Wang, P.; Zou, B.; Ding, S.; Li, L.; Huang, C. Effects of FDM-3D printing parameters on mechanical properties and microstructure of CF/PEEK and GF/PEEK. Chin. J. Aeronaut. 2021, 34, 236–246. [Google Scholar] [CrossRef]
- Miri, S.; Kalman, J.; Canart, J.-P.; Spangler, J.; Fayazbakhsh, K. Tensile and thermal properties of low-melt poly aryl ether ketone reinforced with continuous carbon fiber manufactured by robotic 3D printing. Int. J. Adv. Manuf. Technol. 2022, 122, 1041–1053. [Google Scholar] [CrossRef]
- Pazhamannil, R.V.; Edacherian, A. Property enhancement approaches of fused filament fabrication technology: A review. Polym. Eng. Sci. 2022, 62, 1356–1376. [Google Scholar] [CrossRef]
- Papon, M.E.A.; Haque, A.; Sharif, M.A.R. Effect of nozzle geometry on melt flow simulation and structural property of thermoplastic nanocomposites in fused deposition modeling. In Proceedings of the American Society for Composites, Thirty-Second Technical Conference, Tucson, AZ, USA, 22–25 October 2017. [Google Scholar]
- Samuels, M.L.; Witmer, J.A.; Schaffner, A.A. Statistics for the Life Sciences, 7th ed.; Pearson: London, UK, 2016. [Google Scholar]
- Mehmet-Alkan, A.A.; Hay, J.N. The crystallinity of poly (ether ether ketone). Polymer 1992, 33, 3527–3530. [Google Scholar] [CrossRef]
- Oehlert, G. A First Course in Design and Analysis of Experiments; W.H Freeman&Co: New York, NY, USA, 2000. [Google Scholar]
- Hasanov, S.; Gupta, A.; Alifui-Segbaya, F.; Fidan, I. Hierarchical homogenization and experimental evaluation of functionally graded materials manufactured by the fused filament fabrication process. Compos. Struct. 2021, 275, 114488. [Google Scholar] [CrossRef]
- Nasirov, A.; Hasanov, S.; Fidan, I. Prediction of mechanical properties of fused deposition modeling made parts using multiscale modeling and classical laminate theory. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019; Volume 1376. [Google Scholar]
- Nasirov, A.; Gupta, A.; Hasanov, S.; Fidan, I. Three-scale asymptotic homogenization of short fiber reinforced additively manufactured polymer composites. Compos. Part B Eng. 2020, 202, 108269. [Google Scholar] [CrossRef]
- Sharafi, S.; Santare, M.H.; Gerdes, J.; Advani, S.G. A multiscale modeling approach of the Fused Filament Fabrication process to predict the mechanical response of 3D printed parts. Addit. Manuf. 2022, 51, 102597. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- White, K.; Sue, H.-J.; Bremner, T. Rheological characterization and differentiation in PAEK materials. In Proceedings of the High Performance Thermoplastics and Composites for Oil and Gas Applications, Houston, TX, USA, 11–12 October 2011. [Google Scholar]
- Roboze. The Highest Performing Super Polymers and Composites in the World. Available online: https://www.roboze.com/en/3d-printing-materials/ (accessed on 10 October 2022).
- ASTM D6671/D6671M-19; Standard Test Method for Mixed Mode I-Mode II Interlaminar Fracture Toughness of Unidirectional Fiber Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2019. Available online: www.astm.org (accessed on 1 May 2021).
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Sharafi, S.; Santare, M.H.; Gerdes, J.; Advani, S.G. A review of factors that influence the fracture toughness of extrusion-based additively manufactured polymer and polymer composites. Addit. Manuf. 2021, 38, 101830. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Intensity | Defection at Failure (mm) |
|---|---|---|
| Extrusion width % | 60 | 6.25 |
| 105 | 7.5 | |
| 120 | 8.4 | |
| Infill overlap % | 10 | 12.7 |
| 90 | 7.5 | |
| 60 | 10.1 | |
| Layer height (nozzle size) mm | 0.1 | 7.98 |
| 0.25 | 7.58 | |
| 0.3 | 7.44 | |
| Infill shape | Wiggle | 6.95 |
| Rectilinear | 6.63 | |
| Full honeycomb | 7.83 | |
| Solid layers | 3 | 7.2 |
| 0 | 8.67 | |
| 2 | 7.82 | |
| No. of shells | 2 | 11.31 |
| 3 | 8.43 | |
| 0 | 13.12 |
| Condition Process | Temp Nozzle °C | Speed (mm/s) | Raster Angle (∠) | Density Infill (%) | Infill Shape | Layer Height (mm) | Infill Overlap | Extrusion Width (%) | Bed Temp °C | Number of Shells |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 430 °C | 2200 | 0/90 | 100% | Rectilinear | 0.21 | 90% | 105 | 160 °C | 3 |
| 2 | 430 °C | 2200 | +−45 | 100% | Rectilinear | 0.21 | 90% | 105 | 160 °C | 3 |
| 3 | 430 °C | 2200 | 0/90 | 70% | Rectilinear | 0.21 | 90% | 105 | 160 °C | 3 |
| 4 | 430 °C | 2200 | 0/90 | 100% | Full Honeycomb | 0.21 | 90% | 105 | 160 °C | 3 |
| 5 | 430 °C | 2200 | 0/90 | 100% | Rectilinear | 0.12 | 90% | 105 | 160 °C | 3 |
| 6 | 430 °C | 2200 | 0/90 | 100% | Rectilinear | 0.21 | 10% | 105 | 160 °C | 3 |
| 7 | 430 °C | 2200 | 0/90 | 100% | Rectilinear | 0.21 | 90% | 120 | 160 °C | 3 |
| 8 | 430 °C | 2200 | 0/90 | 100% | Rectilinear | 0.21 | 90% | 105 | 200 °C | 3 |
| 9 | 450 °C | 2200 | 0/90 | 100% | Rectilinear | 0.21 | 90% | 105 | 160 °C | 3 |
| 10 | 450 °C | 2200 | 0/90 | 100% | Rectilinear | 0.21 | 90% | 105 | 200 °C | 3 |
| # | Material Condition | Glass Transition | Melting Point | ΔHf (J/g) | χc (%) |
|---|---|---|---|---|---|
| 1 | PAEK Filament (1.75 mm diameter) | 146.0 °C | 338.0 °C | 42.3 | 32.0 |
| 2 | PAEK/CF Filament (10 wt%) (1.75 mm diameter) | 138.0 °C | 345.0 °C | 31.1 | 23.5 |
| 3 | Process 1-PAEK-sample | 146.2 °C | 339.5 °C | 35.3 | 26.7 |
| 4 | Process 1-PAEK-sample | 146.5 °C | 341.6 °C | 32.7 | 24.7 |
| 5 | Process 7-PAEK-sample | 149.3 °C | 341.7 °C | 40.5 | 30.7 |
| 6 | Process 9-PAEK-sample | 147.5 °C | 340.0 °C | 34.0 | 25.8 |
| 7 | Process 10-PAEK-sample | 148.2 °C | 340.8 °C | 36.9 | 28.0 |
| 8 | Process 9-PAEK/CF-sample | 143.5 °C | 340.1 °C | 36.0 | 27.2 |
| 9 | Process 10-PAEK/CF-sample | 143.9 °C | 340.8 °C | 38.2 | 29.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharafi, S.; Santare, M.H.; Gerdes, J.; Advani, S.G. Extrusion-Based Additively Manufactured PAEK and PAEK/CF Polymer Composites Performance: Role of Process Parameters on Strength, Toughness and Deflection at Failure. J. Compos. Sci. 2023, 7, 157. https://doi.org/10.3390/jcs7040157
Sharafi S, Santare MH, Gerdes J, Advani SG. Extrusion-Based Additively Manufactured PAEK and PAEK/CF Polymer Composites Performance: Role of Process Parameters on Strength, Toughness and Deflection at Failure. Journal of Composites Science. 2023; 7(4):157. https://doi.org/10.3390/jcs7040157
Chicago/Turabian StyleSharafi, S., M. H. Santare, J. Gerdes, and S. G. Advani. 2023. "Extrusion-Based Additively Manufactured PAEK and PAEK/CF Polymer Composites Performance: Role of Process Parameters on Strength, Toughness and Deflection at Failure" Journal of Composites Science 7, no. 4: 157. https://doi.org/10.3390/jcs7040157