
Dissimilar Probeless Friction Stir Spot Welding of Aluminum Alloy and USIBOR®1500-AS Steel Thin Plates
 , ,
, ,
Abstract
:1. Introduction
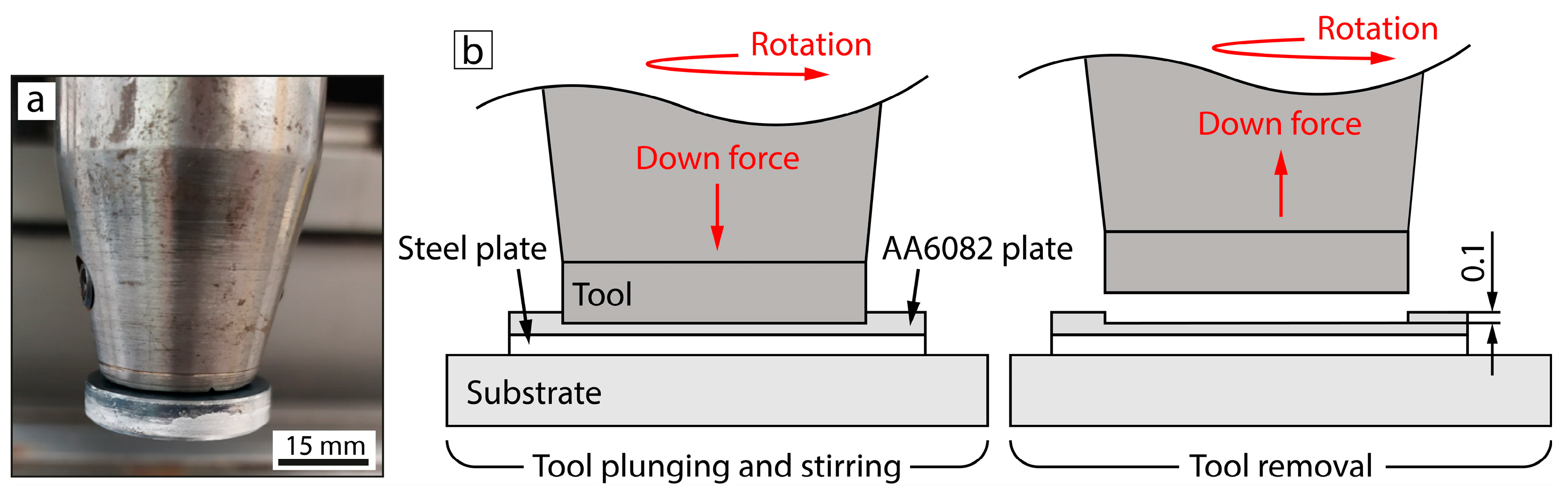
2. Materials and Methods
3. Results and Discission
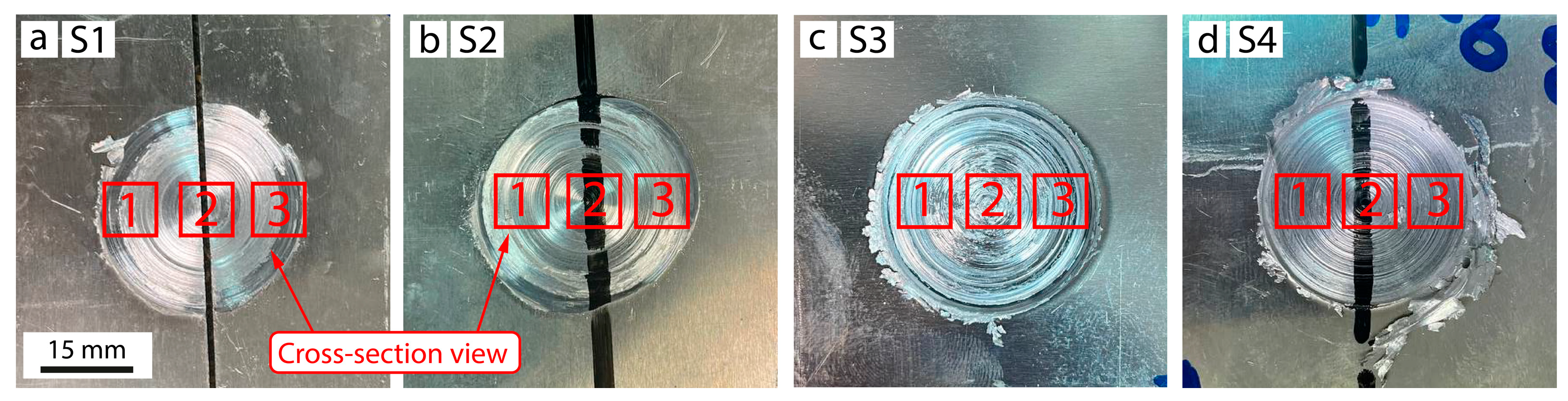
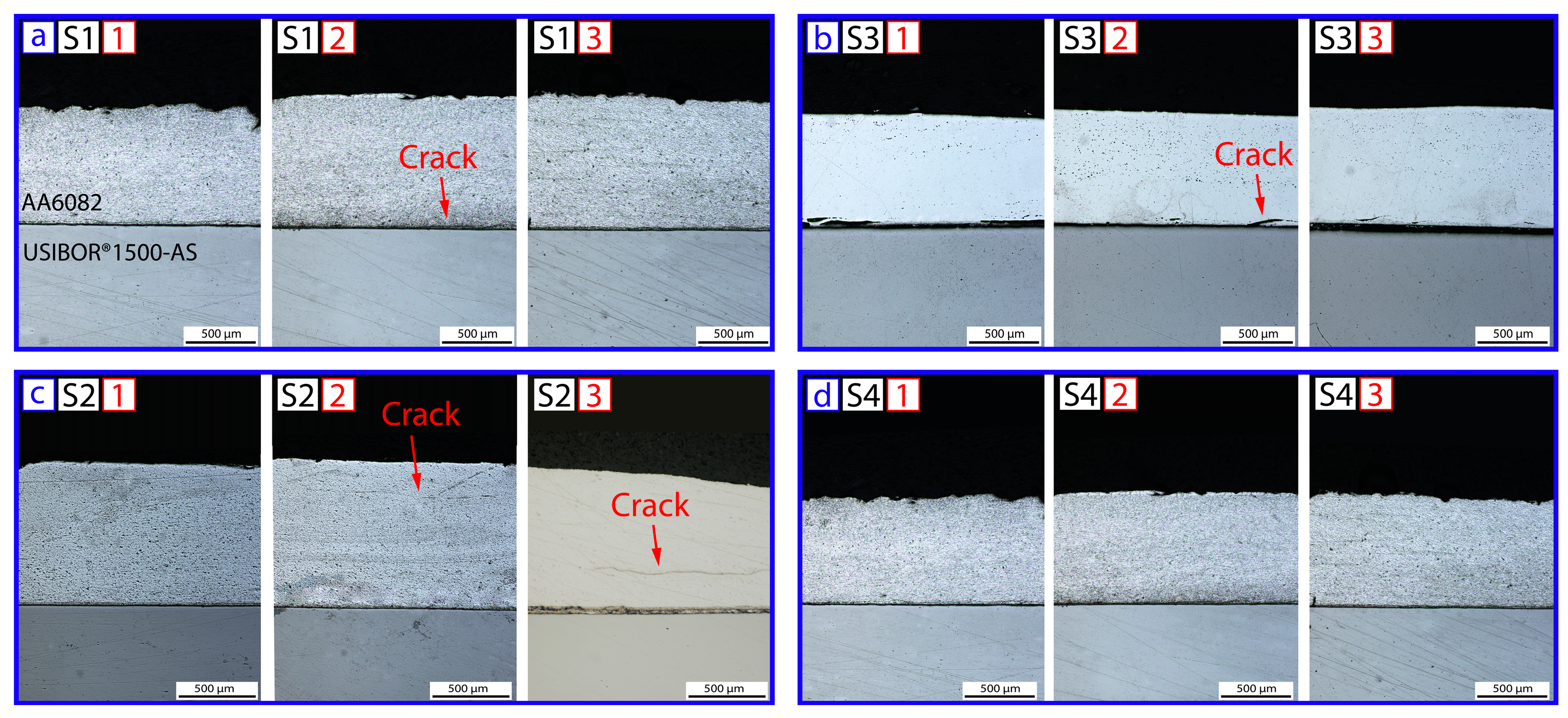
3.1. Weld Appearance and Macrostructure
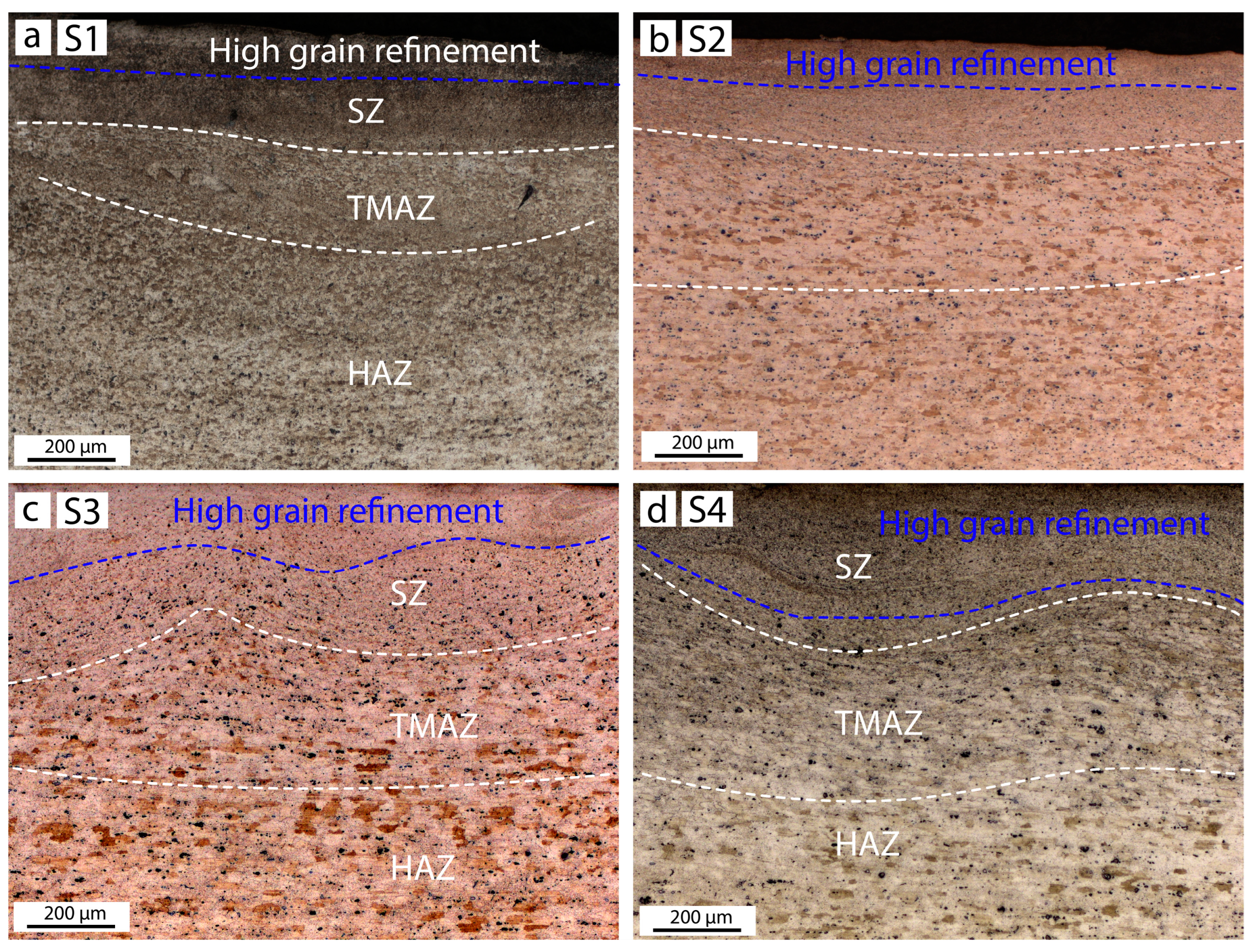
3.2. Microstructure of the Upper Plate
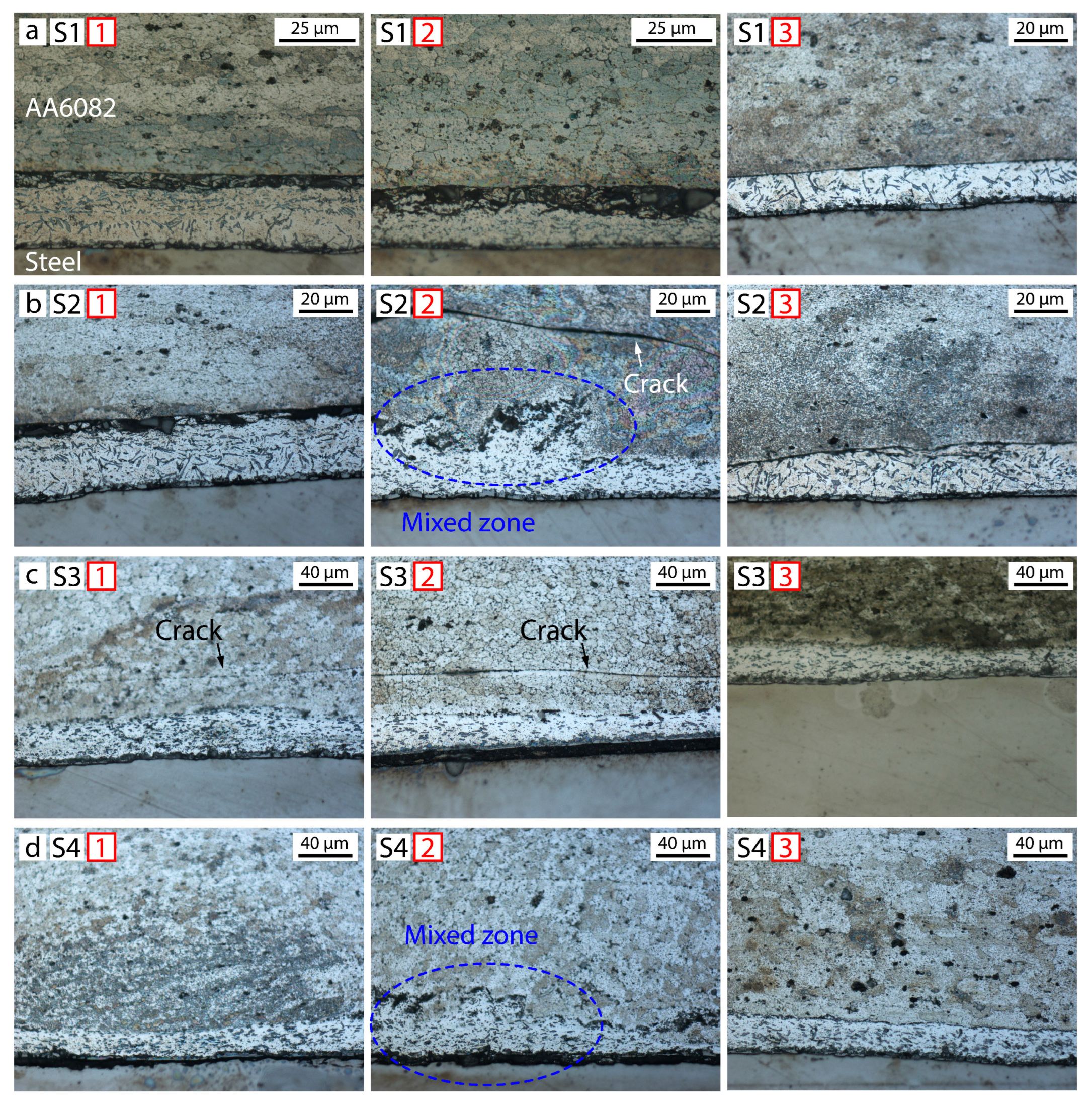
3.3. Microstructure of the Joining Interface
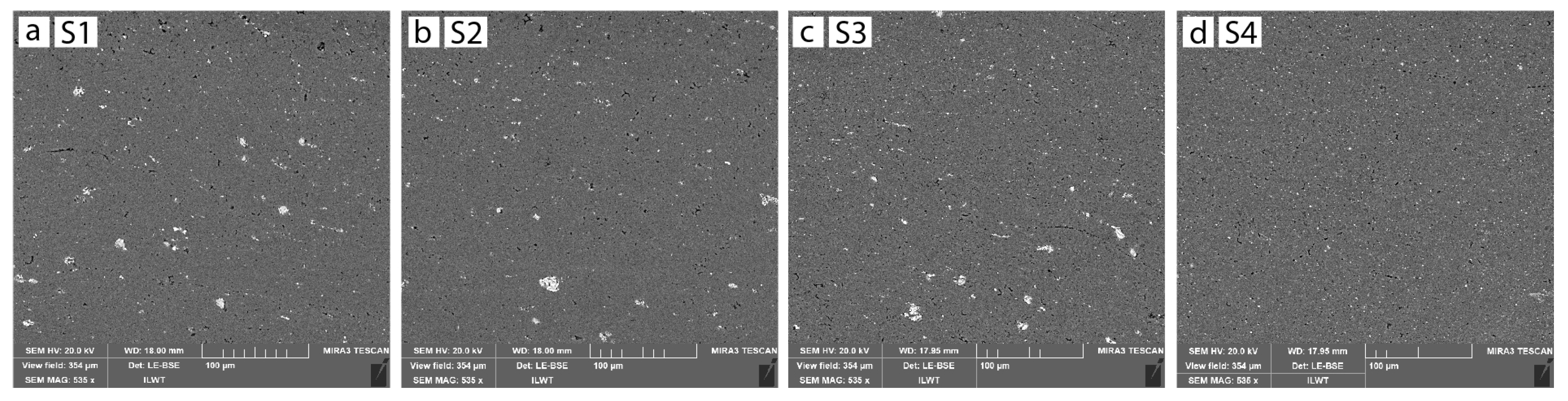
3.3.1. Al-Si Matrix
3.3.2. Joining Interface between the Aluminum and the Al-Si Coating
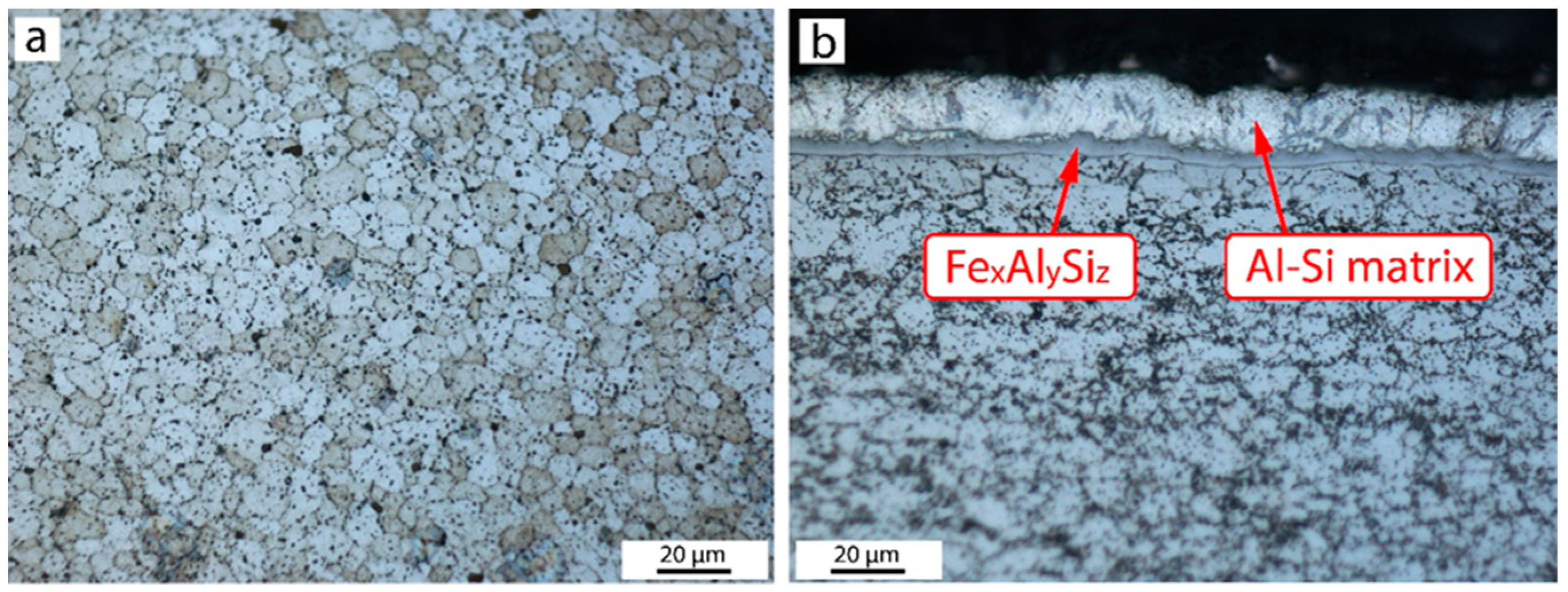
3.3.3. Interface between the Steel and the Al-Si Coating
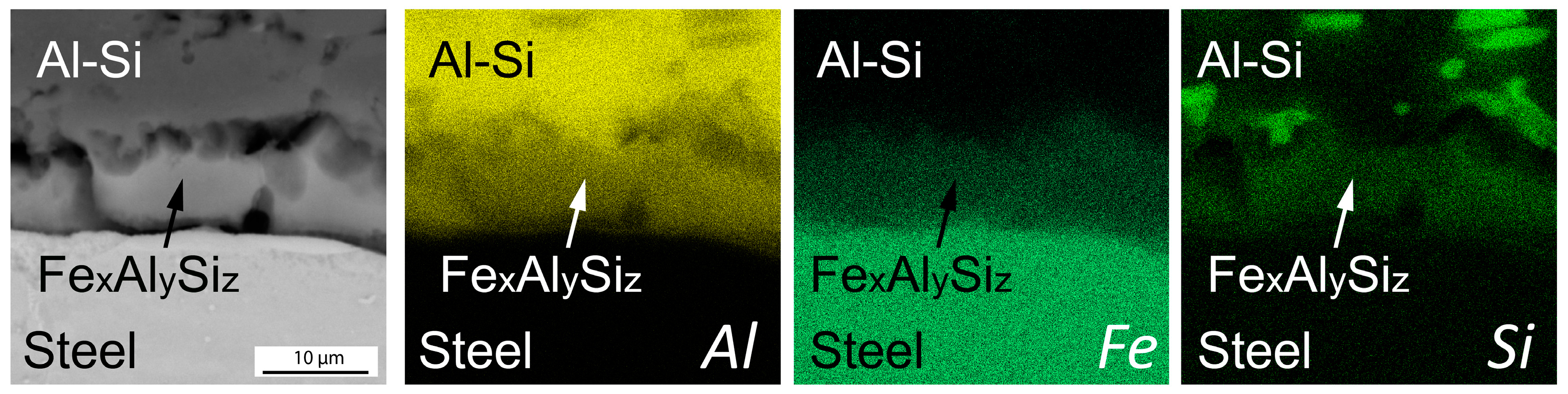
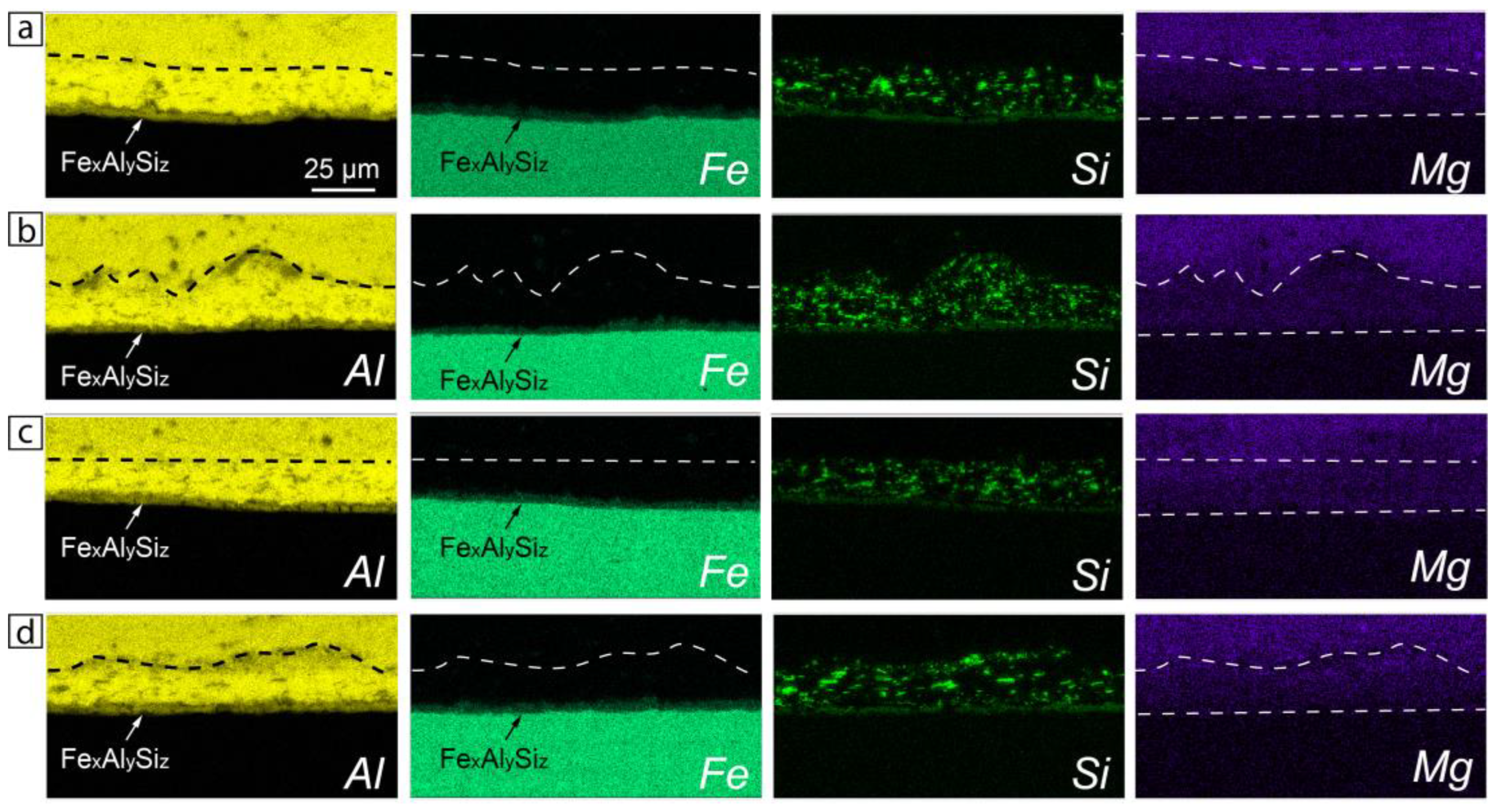
3.4. Elemental Distribution across the Joining Line
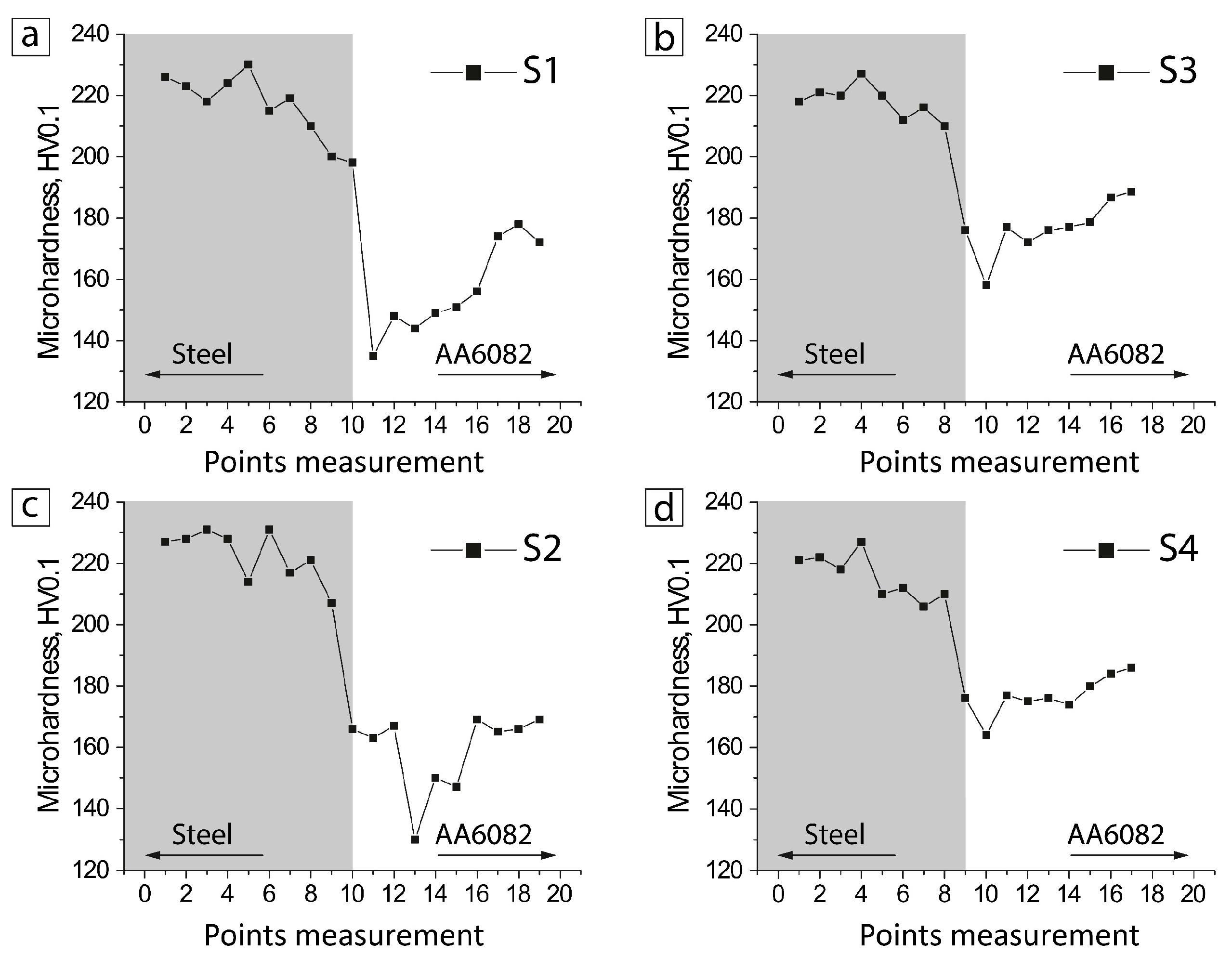
3.5. Microhardness of the Joining Interface
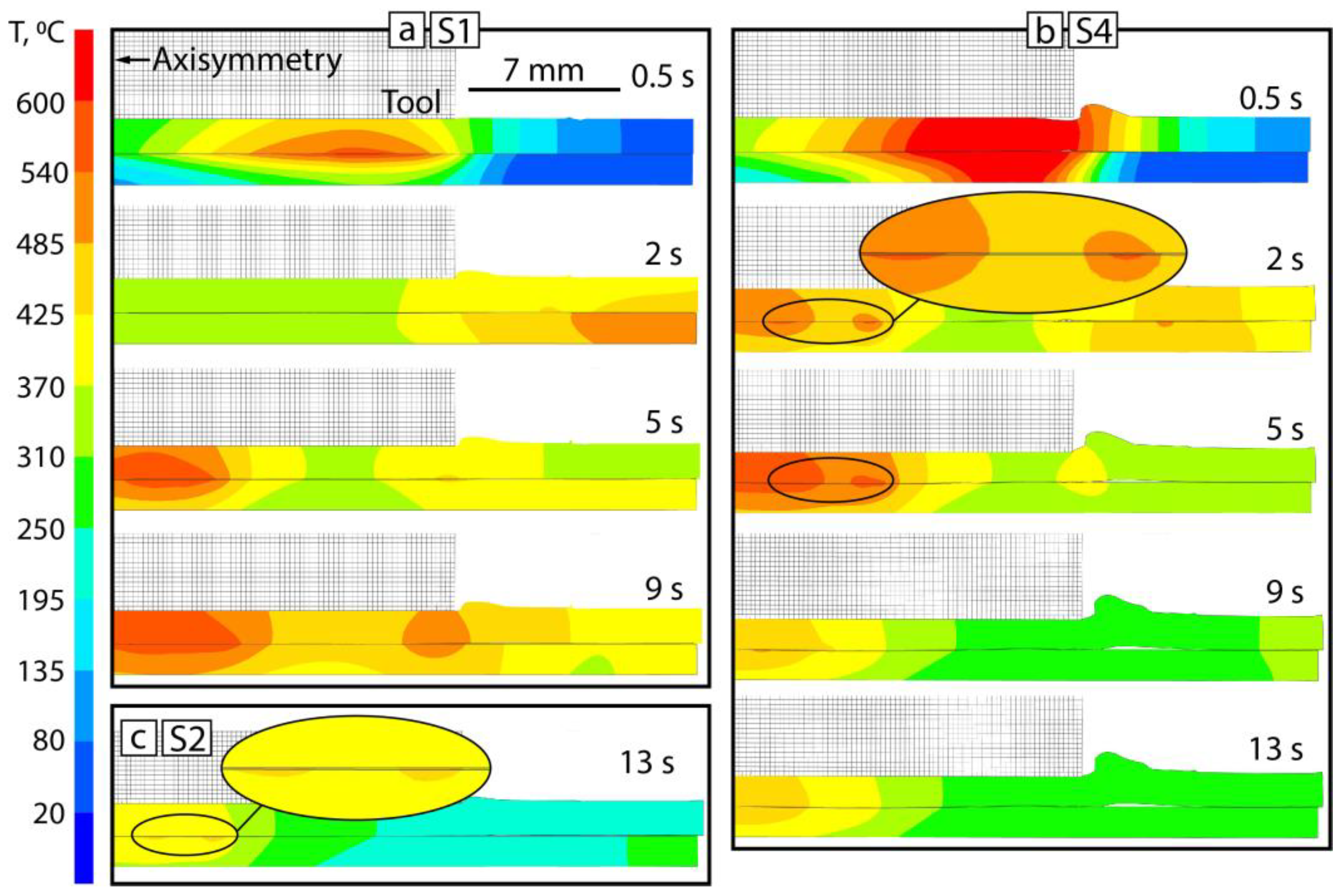
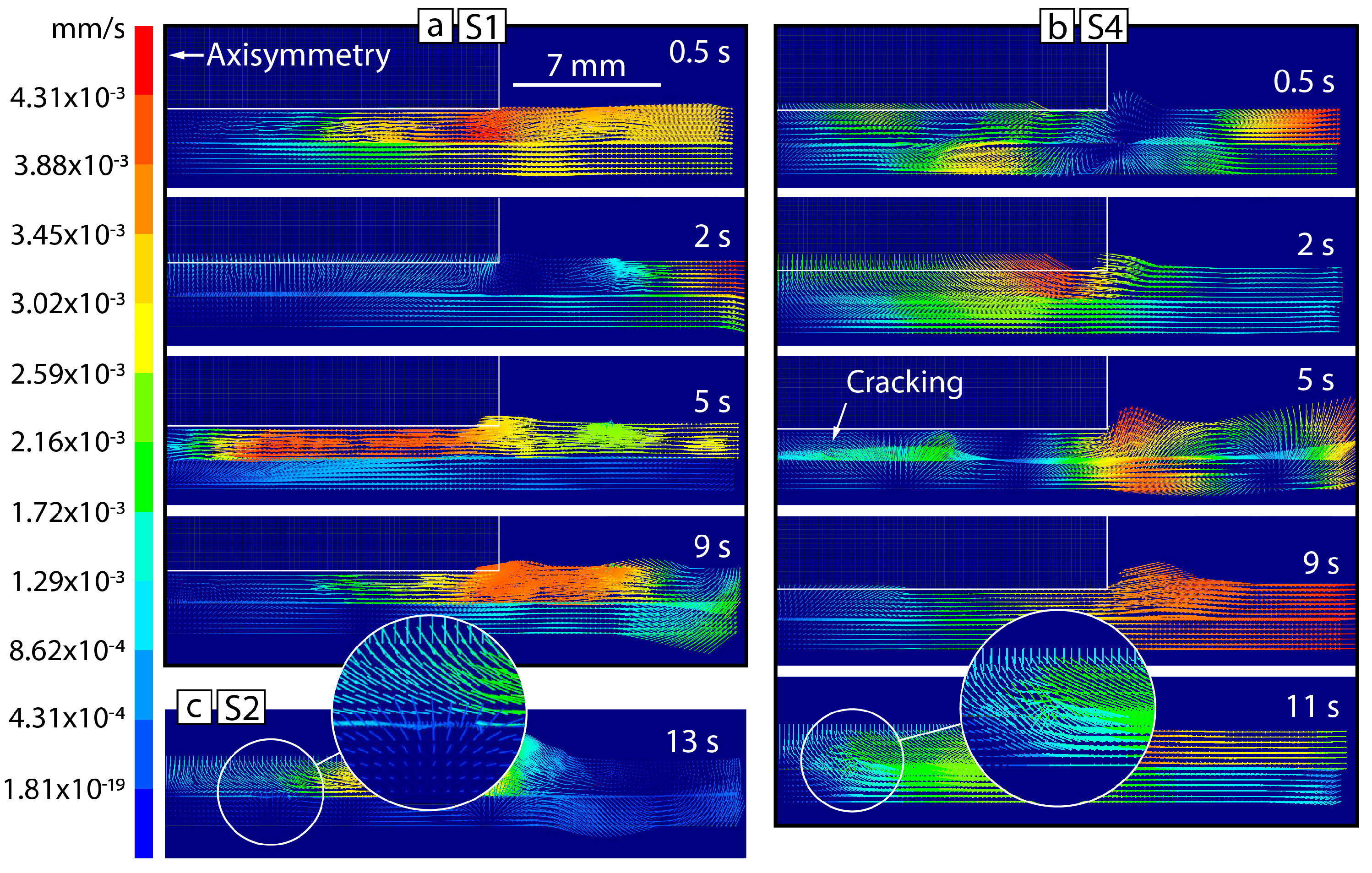
3.6. Temperature Field and Material Flow Simulation
4. Conclusions
- The adoption of an Al-Si coating on the UHSS steel promoted the interfacial bonding between the aluminum plate and the coated steel under a higher rotational speed of 1500 rpm, preventing oxidative coating wear. In the samples obtained at 1000 rpm, interfacial bonding was barely observed due to the presence of surface oxides.
- Thermo-mechanical deformation occurred solely within the upper aluminum plate. The amount of heat input was mostly influenced by the rotational speed, resulting in a wider grain refinement area within the aluminum plate.
- A dwell time of 15 s at rotational speeds of both 1000 rpm and 1500 rpm was responsible for a partial temperature concentration, which represents the formation of a mixed area between the aluminum plate and Al-Si coating.
- Coupling the numerical results on the temperature and material flow, employing both dwell times of 10 s and 15 s and a rotational speed of 1000 rpm created cracks in the upper aluminum plate due to insufficient material plastitization. The formation of cracks also occurred at a rotational speed of 1500 rpm with a shorter dwell time of 10 s owing to less intensity of the material flow being concentrated at the center of the weld spot at 5 s of P-FSSW process. In contrast, an extended dwell time under 1500 rpm promoted a more vigorous material flow at 11 s through the process, effectively eliminating the incidence of cracking.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Czerwinski, F. Current trends in automotive lightweighting strategies and materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef]
- Yang, J.; Oliveira, J.P.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. J. Mater. Process. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- Fan, D.W.; De Cooman, B.C. State-of-the-Knowledge on Coating Systems for Hot Stamped Parts. Steel Res. Int. 2012, 83, 412–433. [Google Scholar] [CrossRef]
- Kucera, V.; Cabibbo, M.; Prusa, F.; Fojt, J.; Petr-Soini, J.; Pilvousek, T.; Kolarikova, M.; Vojtech, D. Phase Composition of Al-Si Coating from the Initial State to the Hot-Stamped Condition. Materials 2021, 14, 1125. [Google Scholar] [CrossRef] [PubMed]
- Zheng, M.; Yang, J.; Xu, J.; Jiang, J.; Zhang, H.; Oliveira, J.P.; Lv, X.; Xue, J.; Li, Z. Interfacial microstructure and strengthening mechanism of dissimilar laser al/steel joint via a porous high entropy alloy coating. J. Mater. Res. Technol. 2023, 23, 3997–4011. [Google Scholar] [CrossRef]
- Fedorov, V.; Uhlig, T.; Wagner, G. Joining of aluminum and stainless steel using AlSi10 brazing filler: Microstructure and mechanical properties. AIP Conf. Proc. 2017, 1, 1858. [Google Scholar] [CrossRef]
- Zhang, W.; Sun, D.; Han, L.; Liu, D. Interfacial microstructure and mechanical property of resistance spot welded joint of high strength steel and aluminium alloy with 4047 AlSi12 interlayer. Mater. Des. 2014, 57, 186–194. [Google Scholar] [CrossRef]
- Zheng, M.; Zhang, H.; Gao, Y.; Zhao, Y.; Tan, C.; Song, X.; Yang, J. Influence of porous high entropy alloy coating on wetting behavior and interfacial microstructure of Al-Si alloy on steel substrate. J. Alloys Compd. 2022, 912, 165154. [Google Scholar] [CrossRef]
- Dheerendra, K.D. Dissimilar Metal Joining; Springer Nature Singapore Pte Ltd.: Singapore, 2023. [Google Scholar] [CrossRef]
- Tarasov, S.; Rubtsov, V.; Kolubaev, E. A proposed diffusion-controlled wear mechanism of alloy steel friction stir welding (FSW) tools used on an aluminum alloy. Wear 2014, 318, 130–134. [Google Scholar] [CrossRef]
- Sahlot, P.; Arora, A. Numerical model for prediction of tool wear and worn-out pin profile during friction stir welding. Wear 2018, 408, 96–107. [Google Scholar] [CrossRef]
- Li, S.; Chen, Y.; Kang, J.; Amirkhiz, B.S.; Nadeau, F. Friction stir lap welding of aluminum alloy to advanced high strength steel using a cold-spray deposition as an interlayer. Mater. Lett. 2019, 239, 212–215. [Google Scholar] [CrossRef]
- Schilling, C.; Dos Santos, J. Method and Device for Joining at Least Two Adjoining Work Pieces by Friction Welding. Google Patents US20020179682A1, 5 December 2002. [Google Scholar]
- Silva, B.H.; Zepon, G.; Bolfarini, C.; Dos Santos, J.F. Refill friction stir spot welding of AA6082-T6 alloy: Hook defect formation and its influence on the mechanical properties and fracture behavior. Mater. Sci. Eng. 2020, 773, 138724. [Google Scholar] [CrossRef]
- Tozaki, Y.; Uematsu, Y.; Tokaji, K. A newly developed tool without probe for friction stir spot welding and its performance. J. Mater. Process. Technol. 2010, 210, 844–851. [Google Scholar] [CrossRef]
- Li, W.; Li, J.; Zhang, Z.; Gao, D.; Wang, W.; Dong, C. Improving mechanical properties of pinless friction stir spot welded joints by eliminating hook defect. Mater. Des. 2014, 62, 247–254. [Google Scholar] [CrossRef]
- Lee, W.B.; Schmuecker, M.; Mercardo, U.A.; Biallas, G.; Jung, S.B. Interfacial reaction in steel–aluminum joints made by friction stir welding. Scr. Mater. 2006, 55, 355–358. [Google Scholar] [CrossRef]
- Da Silva, A.A.M.; Aldanondo, E.; Alvarez, P.; Arrurti, E.; Echeverría, A. Friction stir spot welding of AA 1050 Al alloy and hot stamped boron steel (22MnB5). Sci. Technol. Weld. Join. 2010, 15, 682–687. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Chen, J.; Shalch Amirkhiz, B.; Wen, J.Z.; Fu, L.; Gerlich, A.P. Interfacial bonding mechanism in Al/coated steel dissimilar refill friction stir spot welds. J. Mater. Sci. Technol. 2019, 35, 1027–1038. [Google Scholar] [CrossRef]
- Watanabe, M.; Feng, K.; Nakamura, Y.; Kumai, Y. Growth manner of intermetallic compound layer produced at welding interface of friction stir spot welded aluminum/steel lap joint. Mater. Trans. 2011, 52, 953–959. [Google Scholar] [CrossRef]
- Ishak, I.; Uematsu, Y.; Kakiuchi, T.; Tozaki, Y.; Mizutani, Y. Fatigue behaviour of dissimilar Al alloy/galvanised steel friction stir spot welds fabricated by scroll grooved tool without probe. Sci. Technol. Weld. Join. 2015, 20, 670–678. [Google Scholar] [CrossRef]
- Contuzzi, N.; Rashkovets, M.; Casalino, G. Numerical and experimental investigation of probeless friction stir spot welding of a multilayer aluminium alloy compound. Sci. Technol. Weld. Join. 2023, 1, 653–661. [Google Scholar] [CrossRef]
- Simufact Forming Manual Guide. 2021. Available online: https://nexus.hexagon.com/documentationcenter/bundle/Simufact_Forming_2021_Basics/resource/Simufact_Forming_2021_Basics.pdf (accessed on 30 December 2023).
- Chu, Q.; Yang, X.; Li, W. Microstructure and mechanical behaviour of pinless friction stir spot welded AA2198 joints. Sci. Technol. Weld. Join. 2016, 21, 164–170. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E.; Kaluc, E. Understanding the role of welding parameters and tool profile on the morphology and properties of expelled flash of spot welds. Mater. Des. 2016, 108, 518–528. [Google Scholar] [CrossRef]
- Rashkovets, M.; Contuzzi, N.; Casalino, G. Modeling of probeless friction stir spot welding of AA2024/AISI304 steel lap joint. Materials 2022, 15, 8205. [Google Scholar] [CrossRef]
- Reilly, A.; Shercliff, H.; Chen, Y.; Prangnel, P. Modelling and visualisation of material flow in friction stir spot welding. J. Mater. Process. Technol. 2015, 225, 473–484. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S. Microstructural evolution of 6063 aluminum during friction-stir welding. Metall. Mater. Trans. A Phys. 1999, 30, 2429–2437. [Google Scholar] [CrossRef]
- Buckley, D.H. Surface films and metallurgy related to lubrication and wear. Prog. Surf. Sci. 1982, 12, 1–153. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Cu | Mg | Mn | Si | Fe | Cr | Zn | Ti | C |
|---|---|---|---|---|---|---|---|---|---|---|
| AA 6082–T6 | Bal. | ≤0.1 | 0.6–1.2 | 0.4–1.0 | 0.7–1.3 | ≤0.5 | ≤0.25 | ≤0.2 | ≤0.1 | - |
| USIBOR®1500-AS | ≤0.1 | ≤0.2 | - | ≤1.4 | ≤0.4 | Bal. | ≤0.35 | - | ≤0.05 | ≤0.25 |
| Al-Si coating | Bal. | - | - | - | 10 | - | - | - | - | - |
| Sample | Rotational Speed, rpm | Down Force, N | Dwell Time, s |
|---|---|---|---|
| S1 | 1000 | 7350 | 10 |
| S2 | 1000 | 15 | |
| S3 | 1500 | 10 | |
| S4 | 1500 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rashkovets, M.; Palmieri, M.E.; Contuzzi, N.; Tricarico, L.; Casalino, G. Dissimilar Probeless Friction Stir Spot Welding of Aluminum Alloy and USIBOR®1500-AS Steel Thin Plates. J. Manuf. Mater. Process. 2024, 8, 55. https://doi.org/10.3390/jmmp8020055
Rashkovets M, Palmieri ME, Contuzzi N, Tricarico L, Casalino G. Dissimilar Probeless Friction Stir Spot Welding of Aluminum Alloy and USIBOR®1500-AS Steel Thin Plates. Journal of Manufacturing and Materials Processing. 2024; 8(2):55. https://doi.org/10.3390/jmmp8020055
Chicago/Turabian StyleRashkovets, Mariia, Maria Emanuela Palmieri, Nicola Contuzzi, Luigi Tricarico, and Giuseppe Casalino. 2024. "Dissimilar Probeless Friction Stir Spot Welding of Aluminum Alloy and USIBOR®1500-AS Steel Thin Plates" Journal of Manufacturing and Materials Processing 8, no. 2: 55. https://doi.org/10.3390/jmmp8020055