1. Introduction
Injection molding (IM) is a cost-effective way to mass-produce plastic parts with specific shapes [
1,
2,
3]. To maintain quality and ensure consistency, it is essential to carefully control the various stages of the process, including metering, filling, packing, and cooling [
4]. It is common to conduct initial studies on the material, the conditions, and the process parameters to achieve such consistency using various methods [
5]. In recent years, IM has found significant applications in the biomedical industry, for example, in microfluidics and lab-on-a-chip devices [
6]. Acoustic lab-on-a-chip systems, which utilize ultrasonic waves to manipulate biological samples, have increased in prominence due to their potential for non-invasive and accurate sample processing. Manufacturing these devices requires intricate designs and precise dimensional tolerances, which injection molding is ideally suited for. Given the critical nature of these applications, the relationship between the molding parameters and the material acoustic properties becomes paramount, providing the foundation for the present study [
7].
However, before diving deep into understanding these acoustic properties, it is essential to establish a robust and consistent IM process. Even minor inconsistencies in IM can introduce variations in material properties that can drastically affect the quality of the parts to be analyzed acoustically [
8]. In essence, and assuming that there is a relationship between the process settings of IM and the final acoustic properties, without proper optimization, there is a risk of compromising the repeatability and reliability of the acoustic tests on the IM parts, hindering accurate insights into the actual influence of IM on acoustic behaviors. Given the precision required in biomedical applications, particularly for acoustic lab-on-a-chip systems, ensuring the reliability of the IM process is a prerequisite for any substantive acoustic investigation [
9].
Optimizing the conditions and process parameters could prove challenging due to the number of factors involved [
10]. This process is paramount for getting the best out of IM as an effective manufacturing tool. Numerous studies have investigated the value of optimizing the IM process parameters and have led to the introduction of valuable methods from different perspectives. Numerical simulations using commercial software, analytical methods with mathematical tools, extracting data using production sensors, and post-production analysis represent some of these optimization paths [
11,
12,
13,
14].
Numerical simulation, as one of the robust tools for optimization, greatly supports companies in setting up their production quickly and easily.
Where the intricacies of injection molding and the resulting properties of molded parts have been studied, notable insights have been provided in previous works. In [
9], the acoustophoresis of microparticles in a polymer chip microchannel is detailed, highlighting the importance of resonance modes. The influence of the injection parameters on the mechanical properties of ABS moldings was investigated in [
15], utilizing Taguchi’s L9(34) orthogonal array design. Moreover, the challenges of recycling non-biodegradable materials and the impact of the processing parameters on the mechanical properties of recycled plastic parts were explored in [
16]. These studies emphasize the significance of the relationship between the molding parameters and the polymer properties.
Several commercial software tools are available nowadays that allow the reliable simulation of manufacturing processes. These take advantage of mathematical models based on given boundary conditions and relevant governing equations for predicting the real-life behavior of the component under production [
17]. Combined with the design of experiment (DOE) methodology, the simulation software offers deep insights into the process parameters and their interactions [
18].
Post-production data analysis is another crucial layer in optimizing injection-molded polymer parts. Quality assurance (QA) steps are a vital piece of this process. The data gathered from assessments of the dimensions, shrinkage, warpage, and tensile stress are always useful indicators [
19,
20,
21,
22,
23]. Conventionally, a correlation analysis of such parameters with the primary process parameters, such as the mold temperature, melt temperature, injection velocity, and packing pressure can provide insight into how the part can be manufactured with higher quality [
24]. In the work by Moon et al. [
25], this combination was put into practice with a case study, with an IM quality investigation method incorporating IM simulations, DOE, and post-production analysis. Inspired by the same methodology, a recent study was undertaken by our group where the focus was on the IM simulation, production, and QA analysis of an LOC molded with PMMA LG IG 840, as this grade was available both for production and in the archive of
MOLDEX3D software. This laid the groundwork for designing the experiments for the current study, where acoustic tests of the optimized IM parts were performed after QA and residual stress analysis using a novel test established by Bodé et al. [
26]. The incorporation of the acoustics of polymers in injection molding is an essential area of research due to its potential to improve the quality and consistency of parts produced through this manufacturing technique. To date, studies carried out have looked into the acoustic emission (AE) during molding and correlating these AE signals with the process parameters [
27,
28,
29].
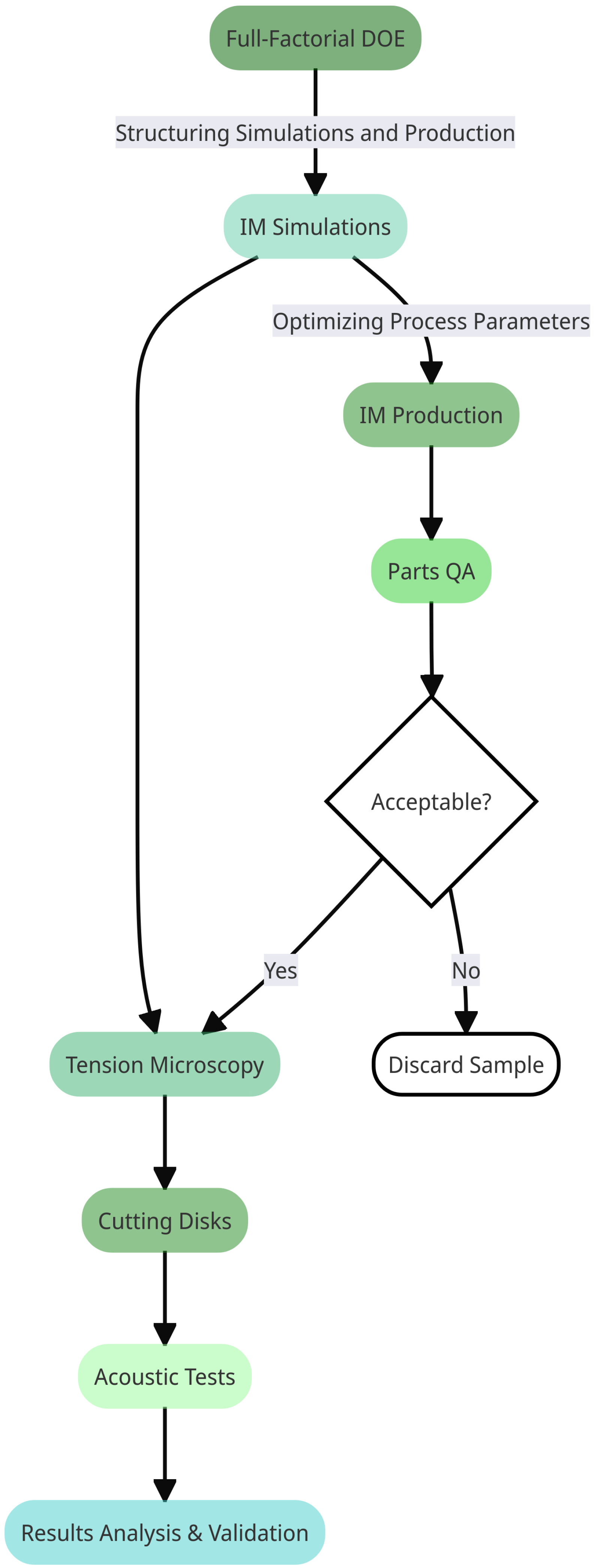
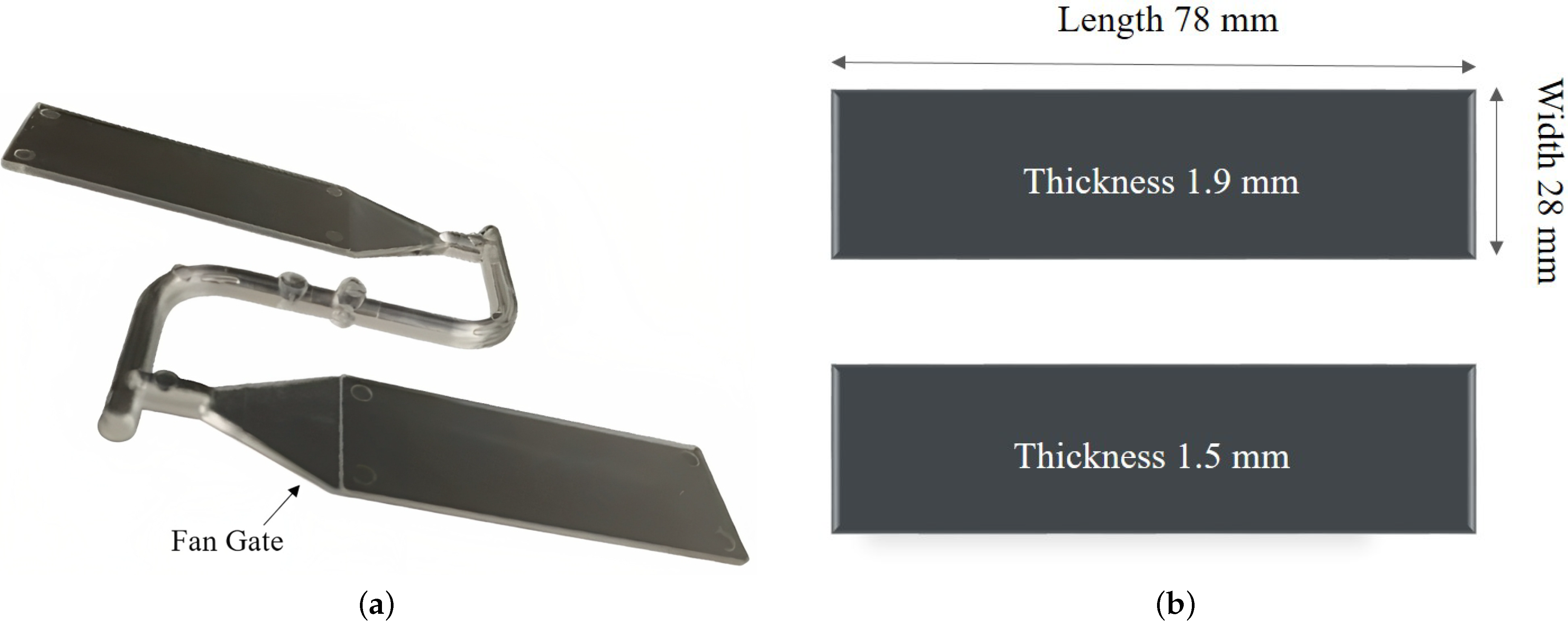
In the present work, the focus is turned towards testing the acoustic parameters of the parts after they are molded. A simple two-cavity design was selected for manufacture and analysis. To provide a structured and conclusive account of the simulations, a virtual DOE was established and used for establishing and optimizing the process settings [
30]. The parts were then molded and inspected to provide a preliminary account of the status. The polarized microscopy of the parts contributed to a deeper understanding of the residual stress in the parts. Together with the simulations, this enabled decision if a part was unsuitable for the acoustic analysis at a subsequent stage. Ultimately, the acoustic tests were carried out on the same parts to investigate the possible correlations and patterns between the acoustic parameters of the material and the IM process settings, information that a database of the materials typically lacks. The paper goes full circle from discussing the theories regarding the acoustics of the polymers to consideration of the experimental production, IM simulations, acoustic testing, and the correlation analysis using a DOE to provide a comprehensive view of each of the elements and examines how the novel acoustic test method’s data can present the field with new possibilities.
Figure 1 shows the sequential details of all the aforementioned steps, providing a summary of the study.
4. Results and Discussion
Before considering the characterization of the acoustic parameters through UEIS and examining the influence of the various IM process parameters, as outlined in the flowchart shown in
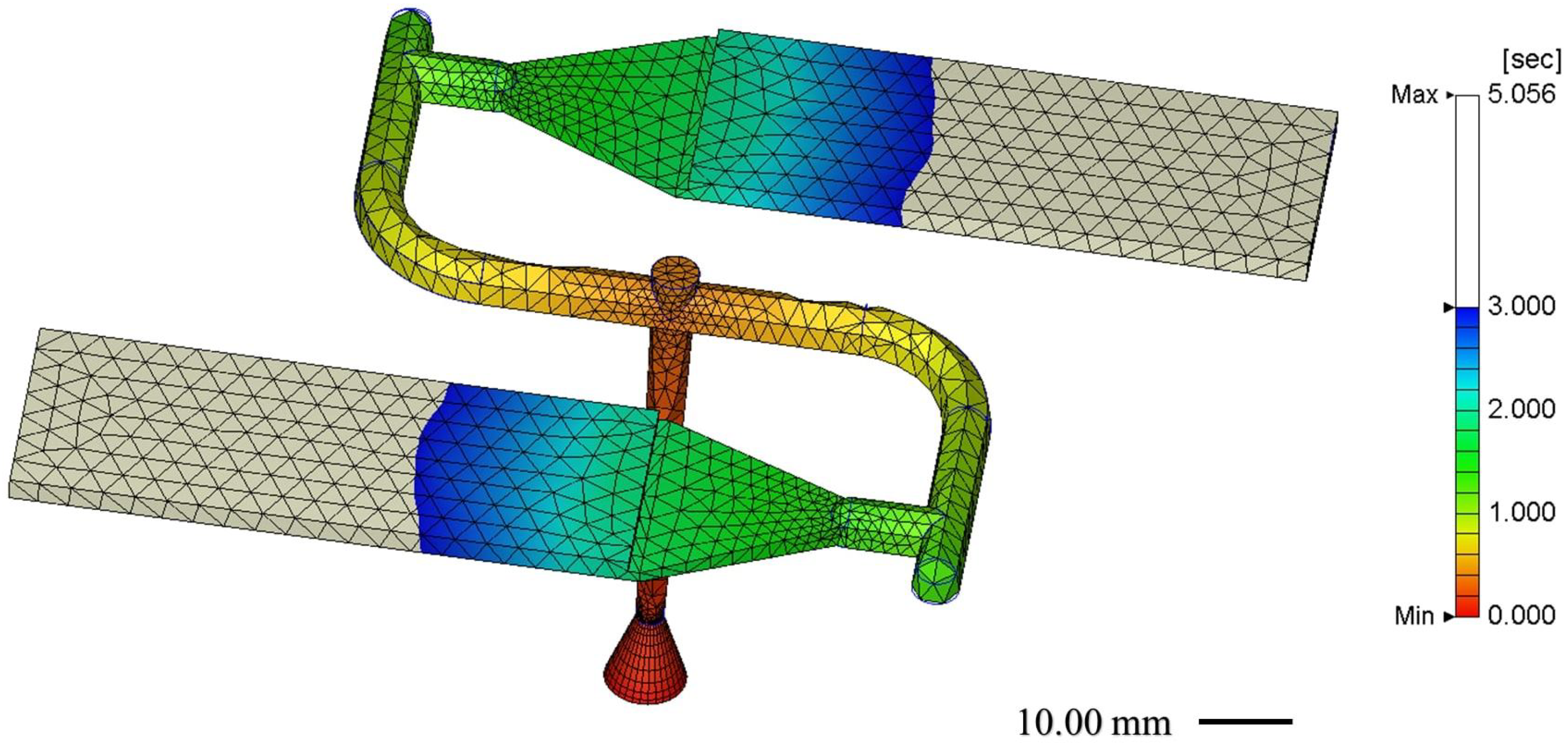
Figure 1, the parts underwent a thorough analysis using IM simulations and polarized imaging. The virtual DOE helped simulate the same molded process parameters applying in the production. The response of the simulations was stress. Then, using the polarized images of the parts and the sheer stress data acquired from the simulations, a pair of simulations and molded parts were formed, which helped to compare the residual stress and to verify the consistency of the results between the simulations and the experiments.
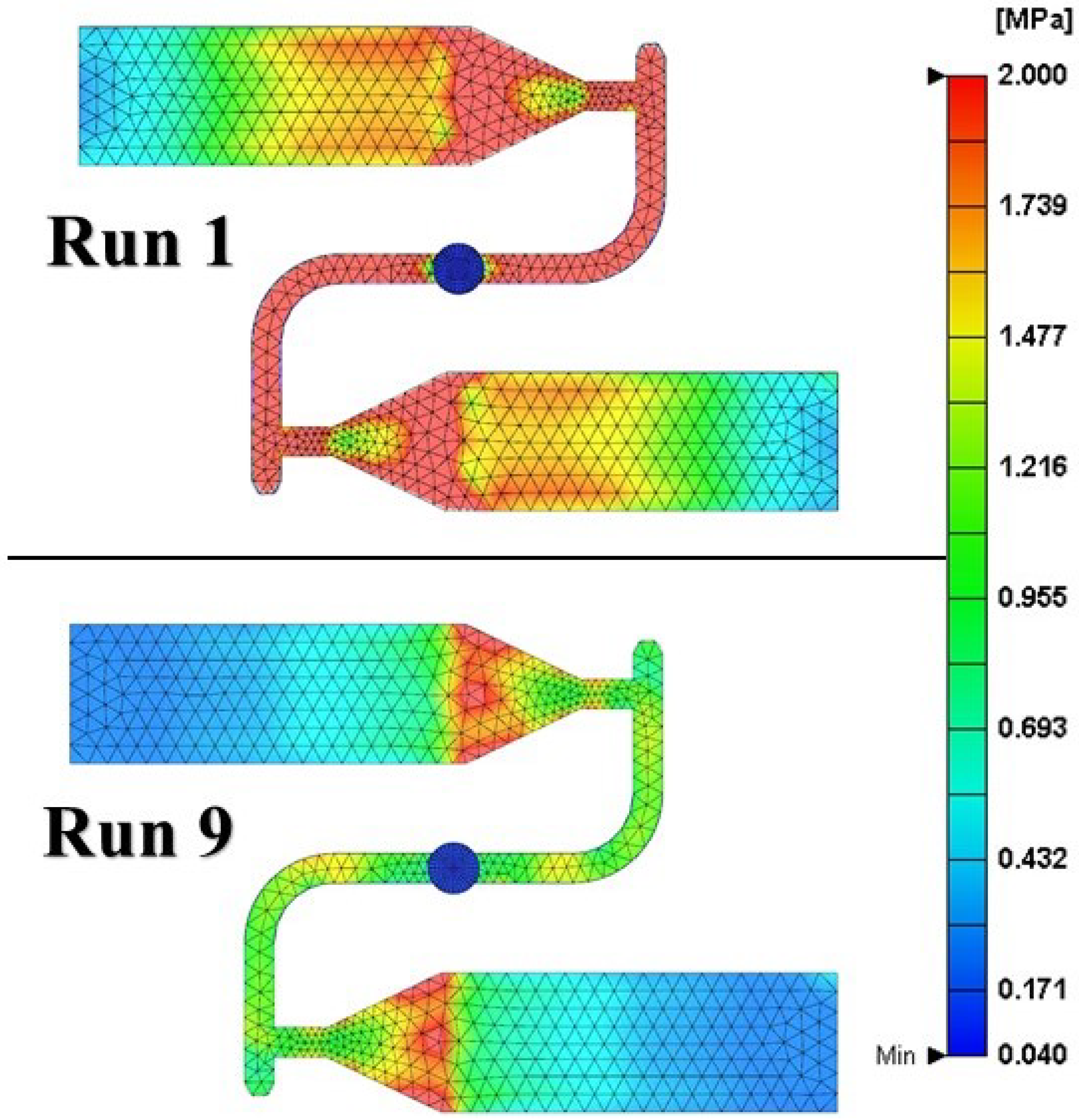
Figure 6, in particular, captures the difference between the highest recorded shear stress during the filling stage in the simulations using a DOE. As presented in
Table A2, the DOE employed a full-factorial design incorporating two critical factors that play a pivotal role in determining the shear stress during molding: the packing pressure and the injection velocity.
From
Table A2, it is clear that as the injection velocity increased from
to
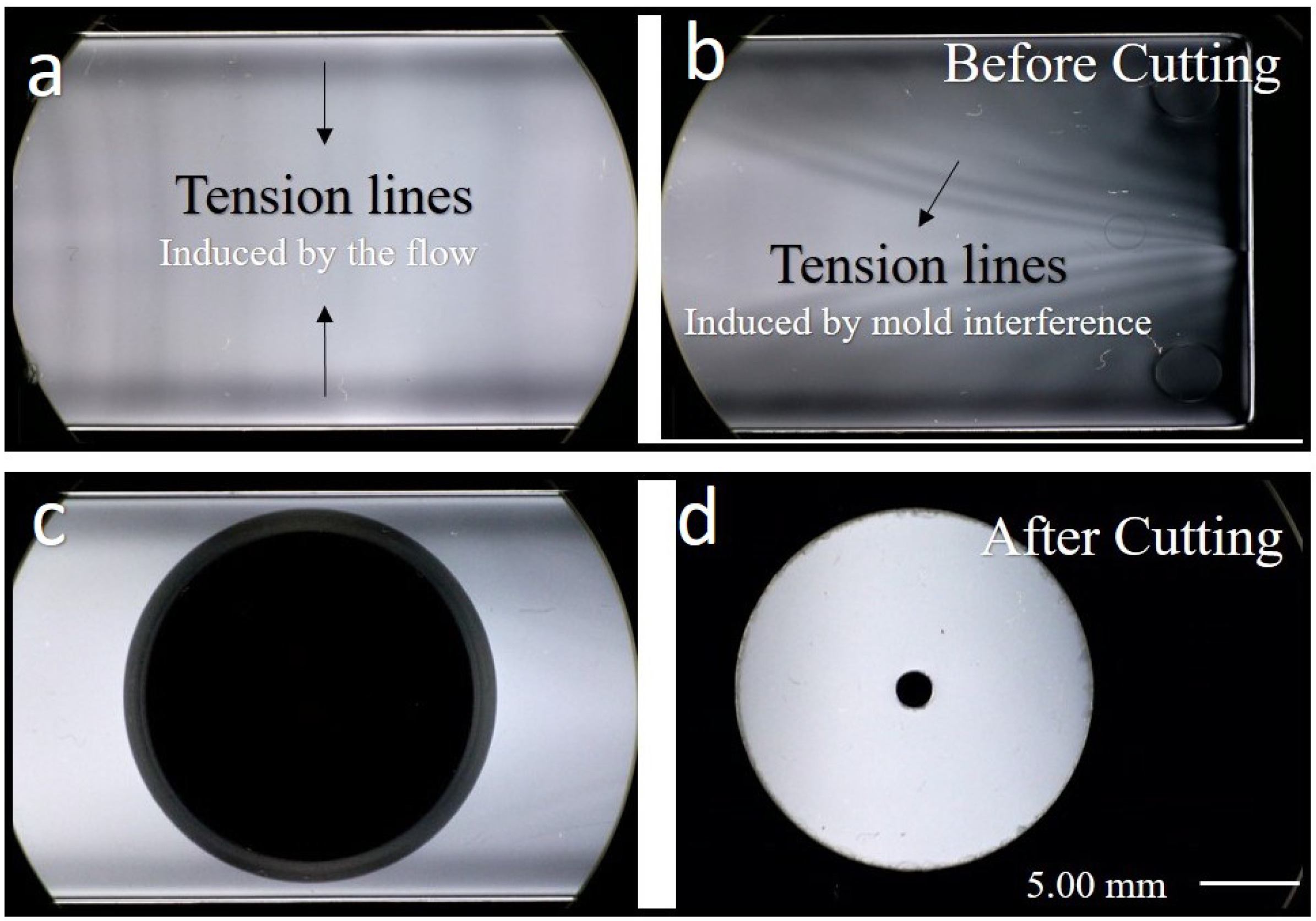
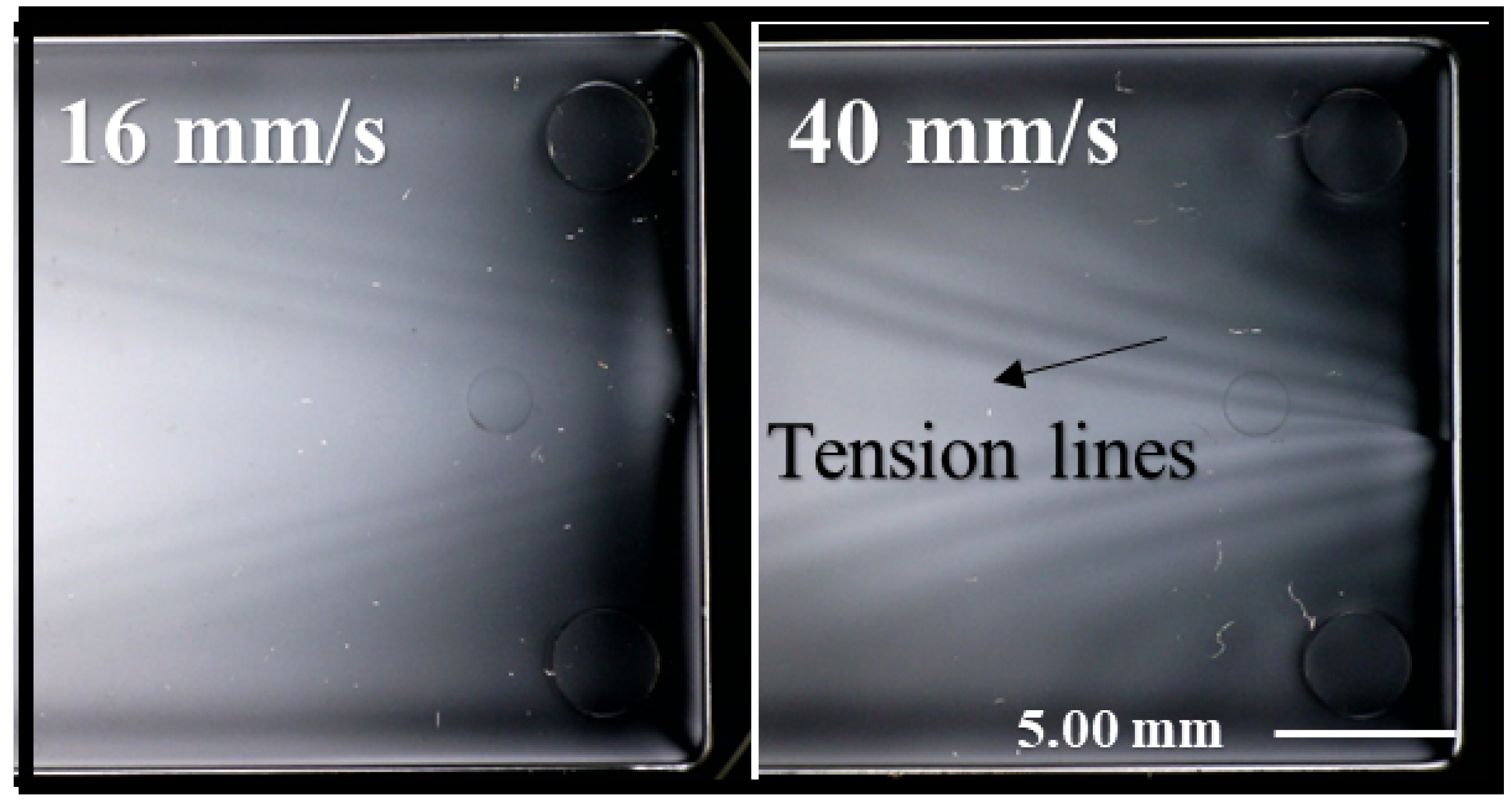
, there was a significant decrease in the average shear stress during the filling stage. This reduction in the shear stress due to higher injection velocities aligns well with the observations from
Figure 7, which shows contrasts in the residual stress lines of the two molded samples. These samples only differed in their injection velocities,
and
, further supporting the findings presented in
Figure 6.
Moreover, the points validated by the figures can be further expanded based on the DOE results:
The injection velocity has a pronounced impact on the shear stress of the parts, with higher velocities generally leading to reduced shear stresses during filling.
The central region of the part from which the rings were cut remains relatively unaffected by drastic changes in the residual stress, regardless of the varied injection velocities or other process parameters.
The consistency in the shear stresses across identical settings in different runs (like Run 1, Run 4, and Run 7) reinforces the reliability of our simulations and the process repeatability.
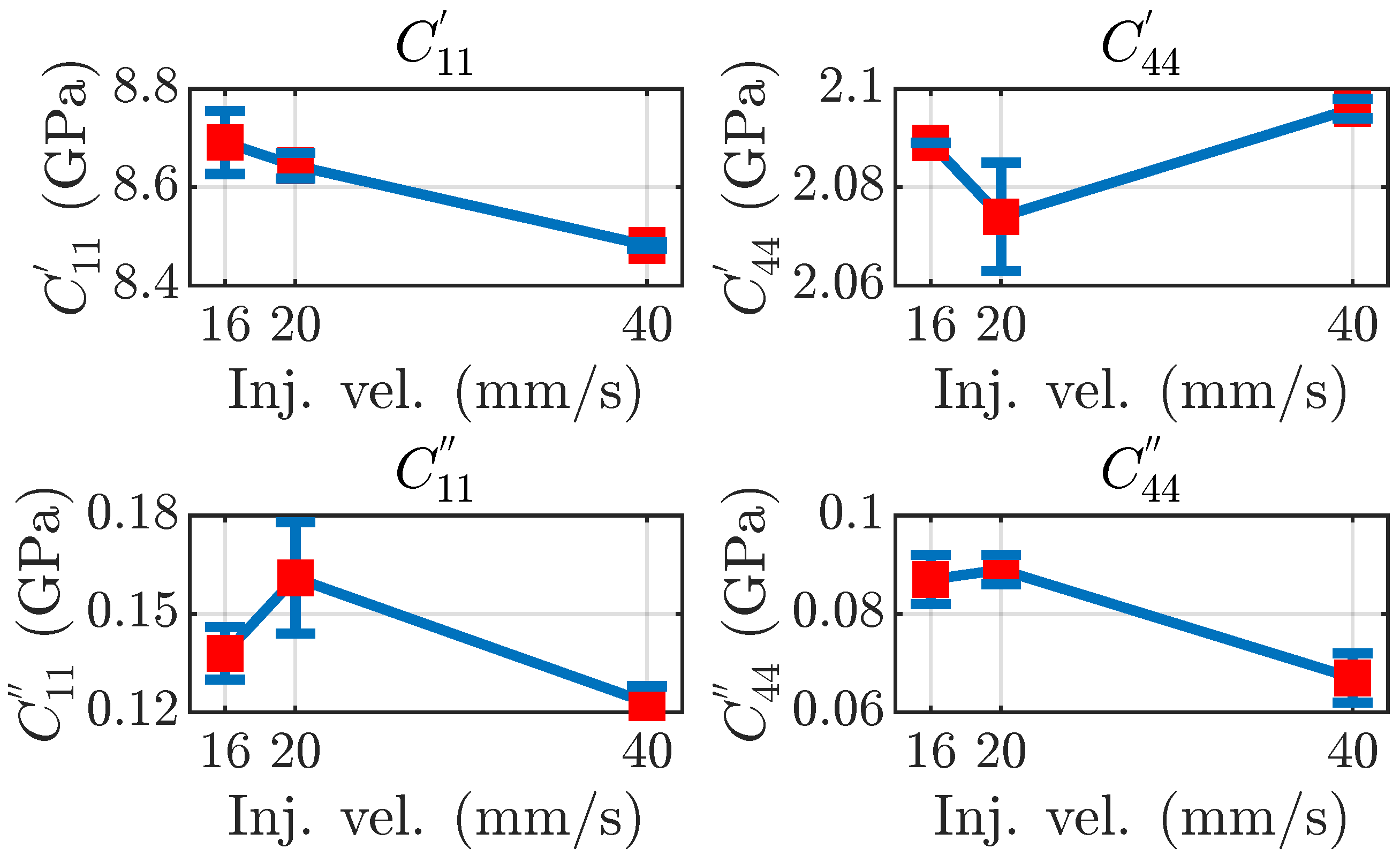
Moving on to the UEIS tests, the four elastic moduli
of the nine samples molded with the settings at
Table A2 were measured.
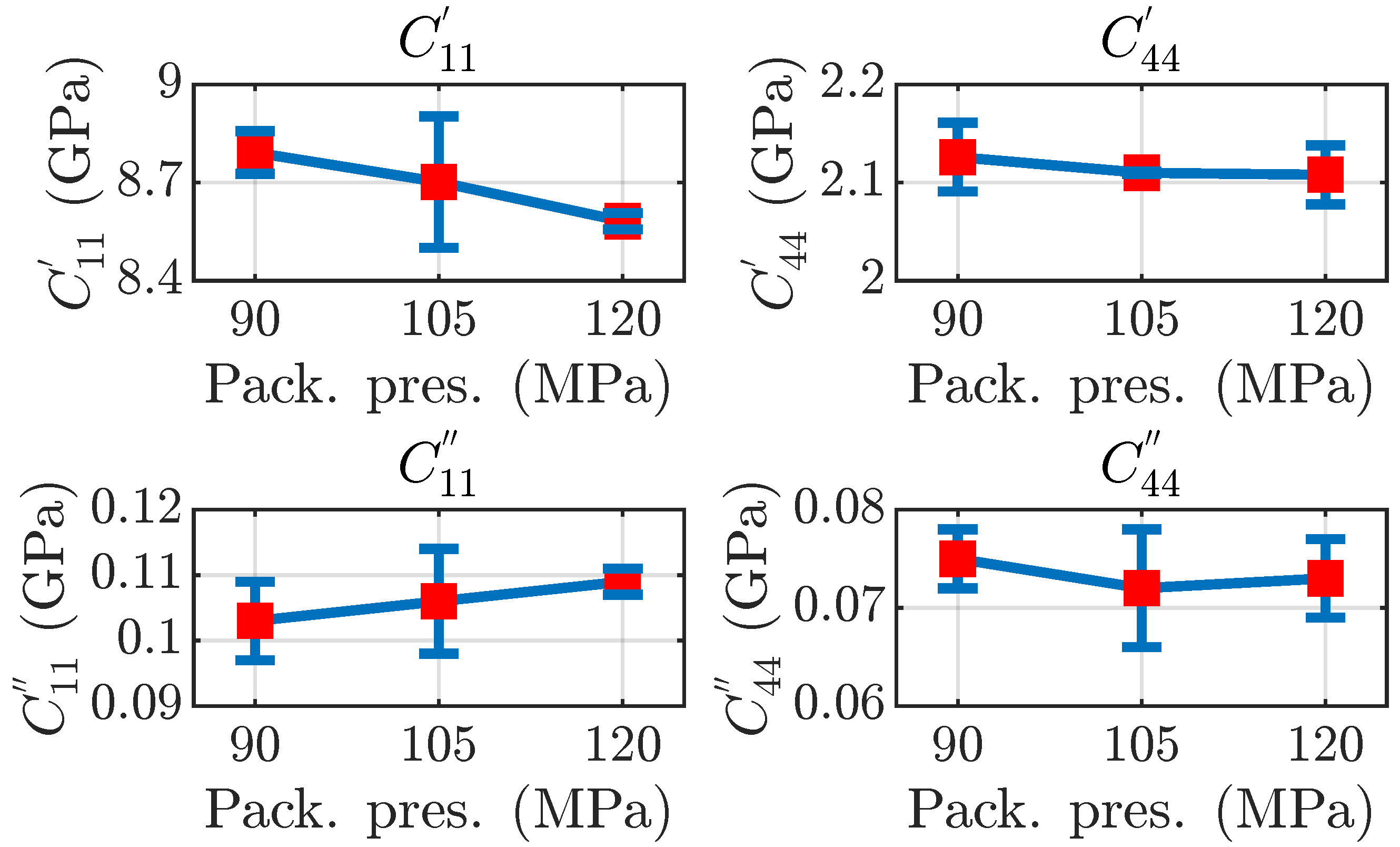
Figure 8 and
Figure 9 display the packing pressure effect plots and the injection velocity plots for the measured elastic moduli, respectively. The diagrams show a dependence between the elastic moduli and the process parameters. In particular,
in
Figure 9 indicates a clearly decreasing trend as the injection velocity increases.
Looking into the specifics of the packing pressure, as depicted in
Figure 8, an incremental increase in the packing pressure from 90 MPa to 120 MPa resulted in a discernible decrease in
and a slight decrease in
. Concurrently, the imaginary components of
and
displayed minor fluctuations. The consistency in the pattern suggests that rise in the packing pressure may have beeen responsible for the enhanced compressibility and rigidity of the material.
Focusing on the influence of the injection velocity, as illustrated in
Figure 9, an augmentation in the injection velocity from 16 m/s to 40 m/s was linked with a reduction in
while
remained relatively stable. The imaginary components for both the moduli exhibited some variances. It can be inferred that the injection velocity plays a pivotal role in determining the inherent acoustic properties of the molded parts.
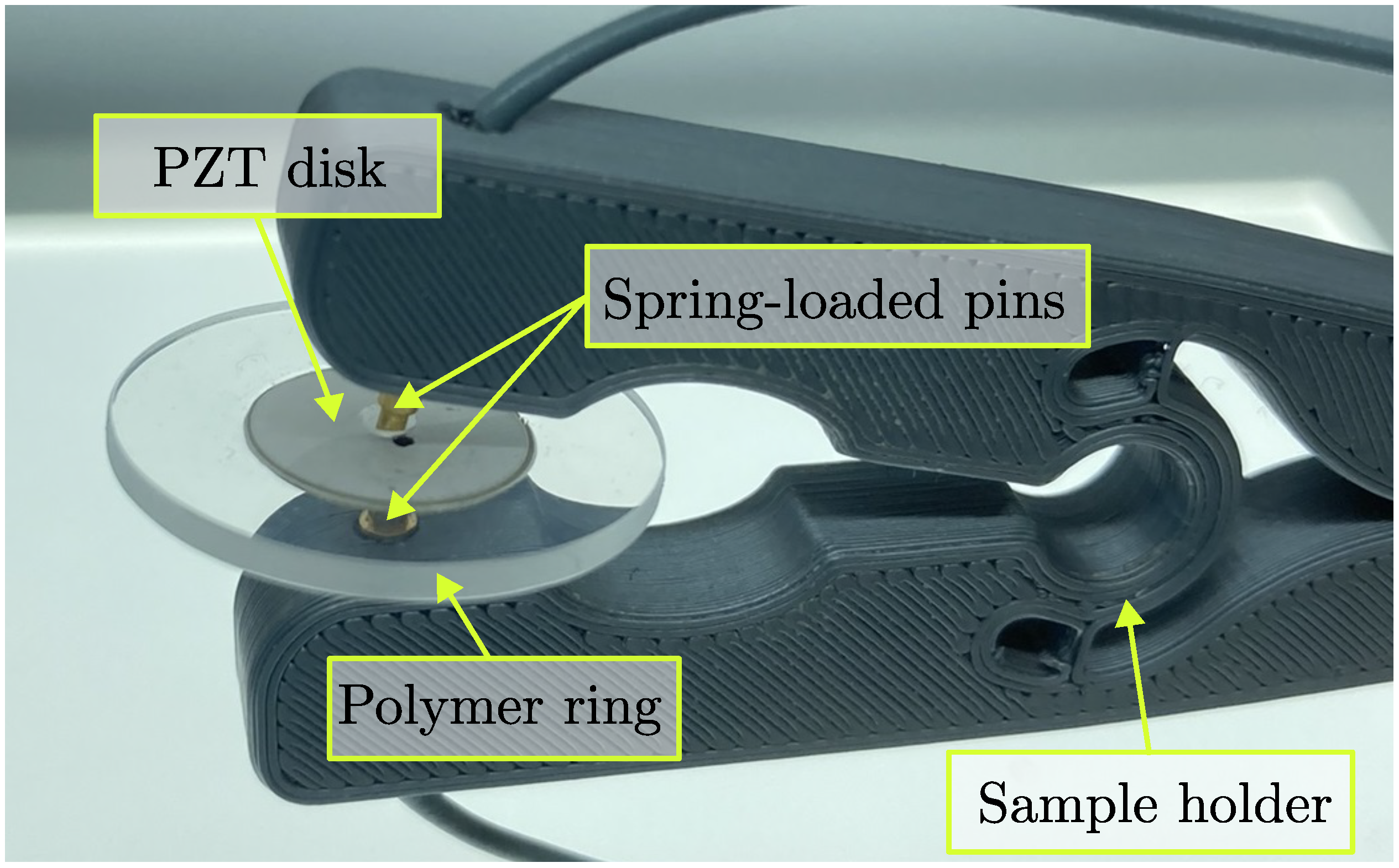
This study and the UEIS analysis demonstrate that this technique can be employed to examine the impacts of the IM process parameters on the acoustic parameters of the materials much faster and more easily than the available measurement techniques, such as resonant ultrasound spectroscopy [
33,
38] or laser vibrometry and triangulation [
39], to name a few. For example, this methodology and the presented technique could be immensely beneficial to the field of acoustofluidics [
9], where researchers can tune their material parameter data to more precise values. Conventionally, the research community uses the polymer acoustic data provided by the manufacturers that are generic and not available for each specific grade of that material. This technique helps with an agile characterization of these parameters, i.e., the Young’s modulus and Poisson’s ratio, which generally are presented as an overall value for the polymer category.
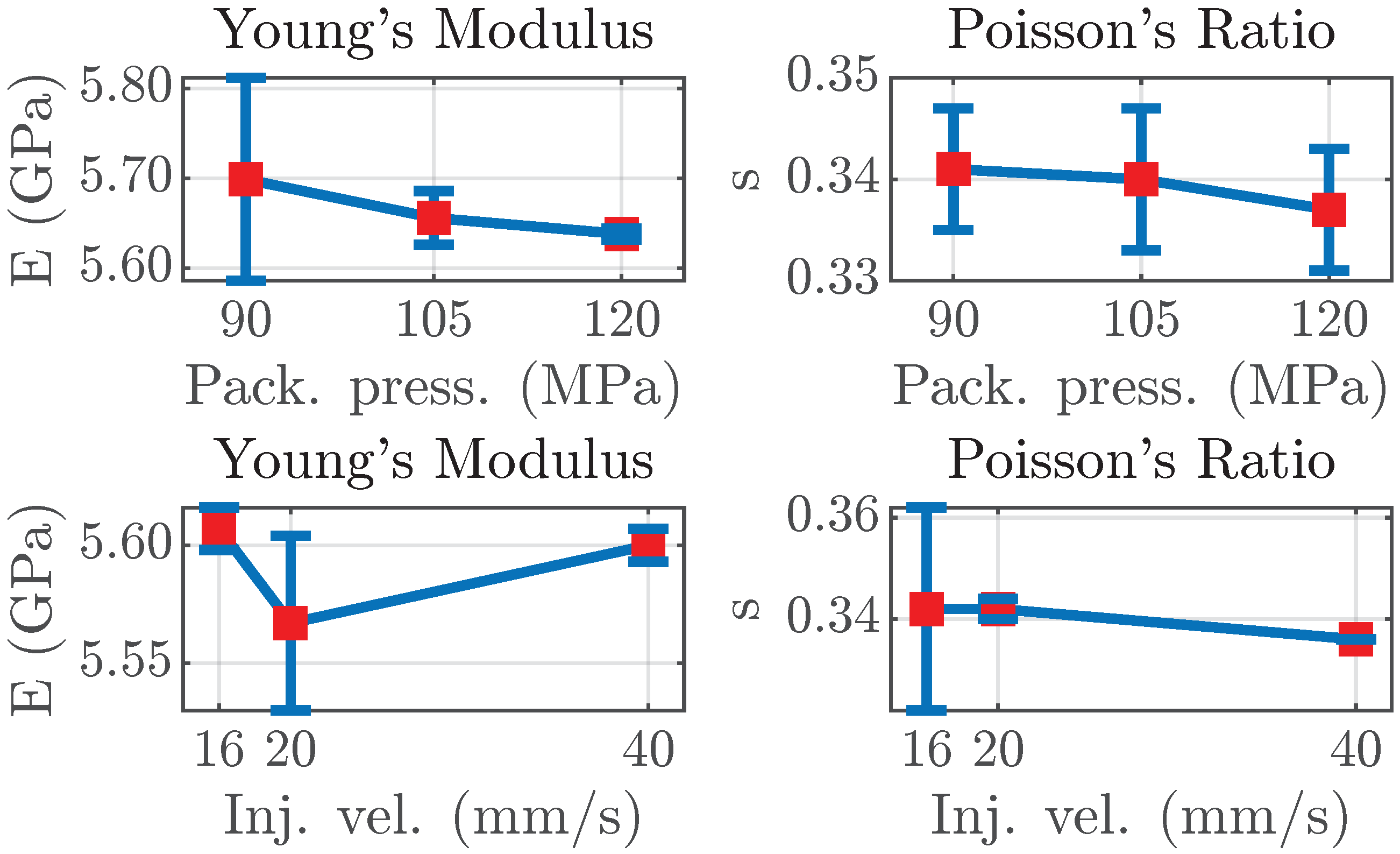
As shown in
Figure 10, by using the real parts of
that were measured in the previous step, the Young’s moduli and Poisson’s ratios were calculated for each of the six tested samples. Upon first look, the measurements coincide with the given range of values for PMMA [
26]. In the case of varying the packing pressure (
Figure 10), the Young’s moduli show a strong linear correlation with an
value of approximately 0.96, indicating a significant relationship between the packing pressure and the Young’s modulus. The Poisson’s ratios exhibit a moderate correlation, with an
value of 0.75. The maximum relative percentage difference (RPD) for the Young’s modulus is 1%, and for the Poisson’s ratios, it is 2.9%. The increased standard error for the Young’s modulus and the Poisson’s ratio at the lowest packing pressure and injection velocity, respectively, were likely a result of increased variation in the glue layer thickness for the corresponding measurements, as seen in
Table A1 in
Appendix A. The Young’s modulus demonstrates a lower correlation, with an
of 0.12, suggesting a weak linear relationship regarding the samples where the injection velocity was changed. At the same time, the Poisson’s ratio showed a very high correlation, with an
of approximately 0.97. A maximum RPD of 0.7% for the Young’s modulus and 2.9% for the Poisson’s ratios was observed in this case. (See
Table 2 and
Table 3 for the detailed RPD data.)
Conventional methods, like the “dog-bone” tensile test, measure parameters such as the Young’s modulus through static measurements, failing to provide insights into frequency-dependent behavior. In contrast, the UEIS technique characterizes these parameters in the high-frequency domain, reaching several mega-Hertz. This approach offers a unique way to determine the acoustic properties of IM parts. The UEIS method is anticipated to be instrumental in various ultrasound applications related to polymers, including polymer characterization [
26], studying aging and degradation [
40], and evaluating ultrasonically welded joints [
41], to name a few. Such advancements will further bolster the use of IM in high-frequency applications, notably in systems like LOC.
5. Conclusions
The objective of this paper was to deliver a breakdown analysis of the effects of the process parameters of IM on the acoustic properties of polymers. As such, PMMA LG IG 840 parts were molded with nine sets of process parameters where the mold and melt temperature were kept constant, and the packing pressure and the injection velocity were changed with the help of a full-factorial DOE. The exact process settings were utilized to simulate the parts and provide a deeper analysis. To prepare the parts for UEIS tests, rings with identical radii were cut from the nine different chips, and the exact location on the surface in terms of how the distance from the gate in the IM affects the mechanical characteristics was determined.
The UEIS tests were performed on each chip, and the elastic moduli were measured. The effects of the packing pressure and the injection velocity, as changing factors, on the moduli were analyzed and discussed. The results showed a dependence between the elastic moduli and the process parameters. In particular, indicated a clearly decreasing trend with increase in the injection velocity value, while increase in the packing pressure from 90 MPa to 120 MPa resulted in a noticeable decrease in and a slight decrease in . The two essential properties of the Young’s modulus and the Poisson’s ratio, which are generally measured with tensile tests, such as the dog-bone test, were calculated using the real parts of . To establish more robust correlations, future studies on more polymer materials using this methodology could be undertaken to substantiate the findings. Nevertheless, the study has demonstrated that this technique offers a novel and agile method to characterize the acoustic parameters of polymer materials in high-frequency domains. Secondly, a clear dependence between the IM process settings and the acoustic parameters was demonstrated, which opens a new gate for researchers to characterize the polymer parts more quickly and efficiently for high-frequency applications, such as acoustic LOCs.
The real parts of the elastic moduli allow for tuning of the polymer resonances, while the imaginary parts define the attenuation of the polymer. For applications within acoustofluidics, it is highly beneficial to decrease the acoustic attenuation in the microfluidic chip to obtain higher energy densities within the fluidic channels. This work has demonstrated that the injection molding parameters offer precise control over these acoustic parameters, and, therefore, allow engineering of the polymer sample towards the desired acoustic properties.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









