
Experimental Uncertainty Evaluation in Optical Measurements of Micro-Injection Molded Products


Abstract
:1. Introduction
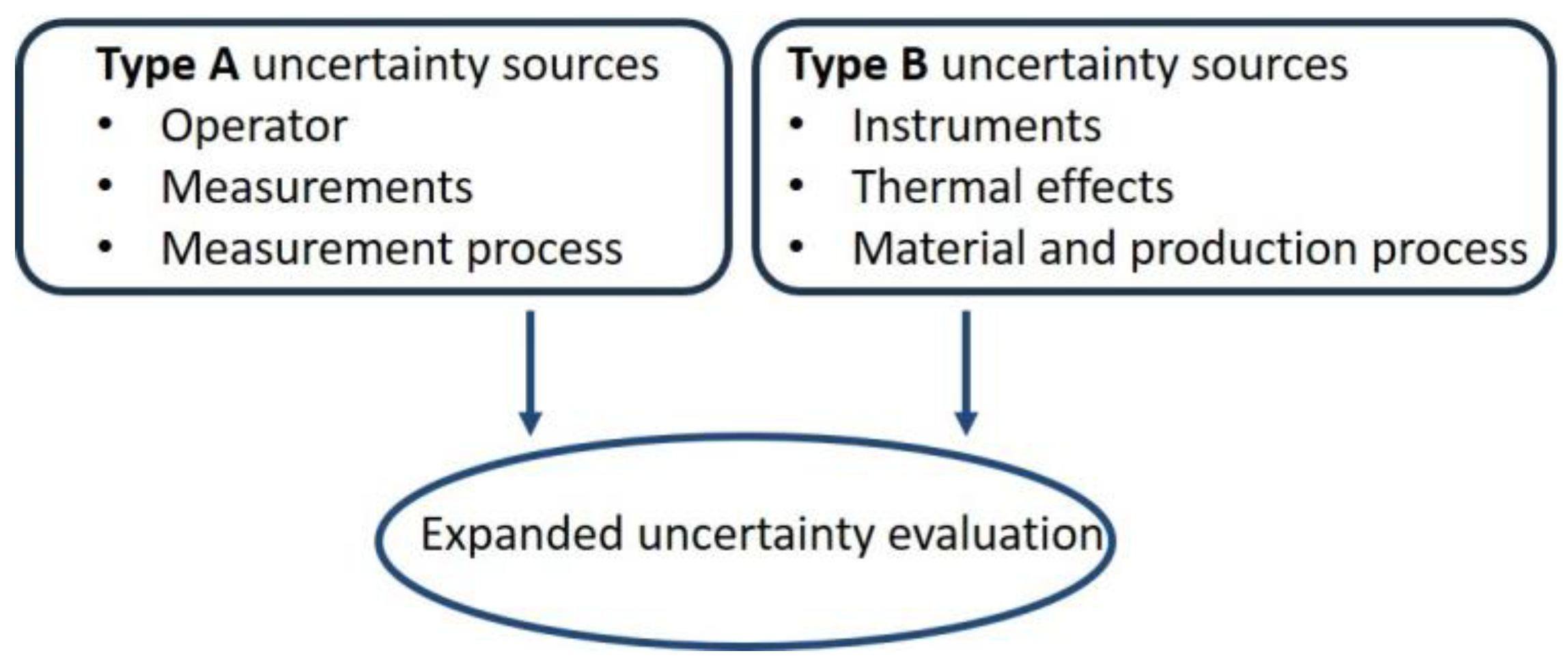
2. Elements of Uncertainty
3. Materials and Methods
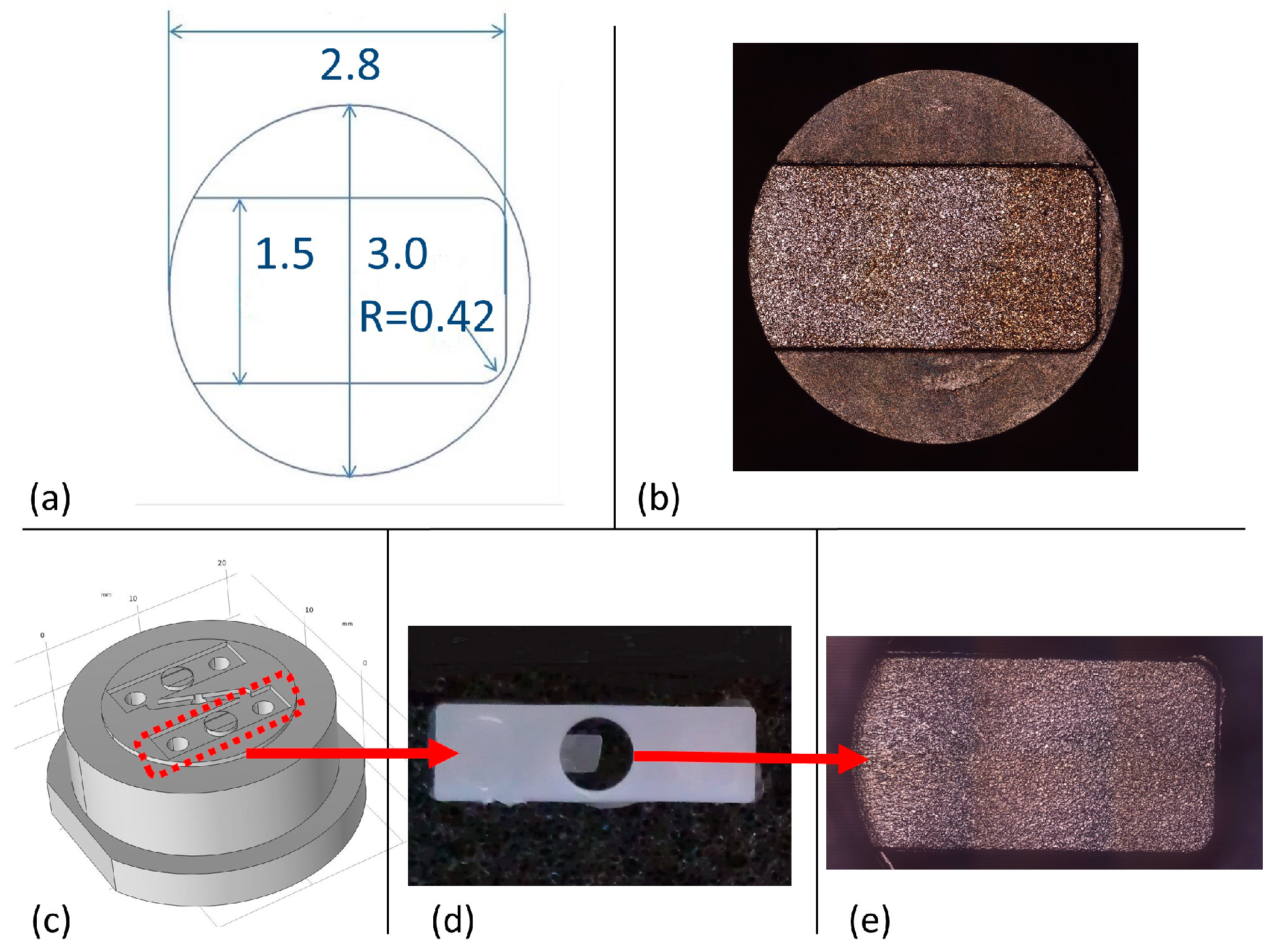
3.1. Machine, Material, and Instrument
3.2. Methods of Measurements and Uncertainty Evaluation for One-Dimensional Measurement
- u0, generally associated with the operator;
- ux, due to the operator relative to the specific geometry to measure, and it is associated with the variable positions of the vertical lines (l and r Figure 2) needed for length measurements;
- um, due to the length values measurement;
- 4.
- ures, associated with the instrument resolution;
- 5.
- ucal is the standard calibration uncertainty of the length standard;
- 6.
- up represents the standard uncertainty related to the reference standard measurement;
- 7.
- ut and uT, due to thermal effects;
- 8.
- uL is associated with variation in the used material or production process.
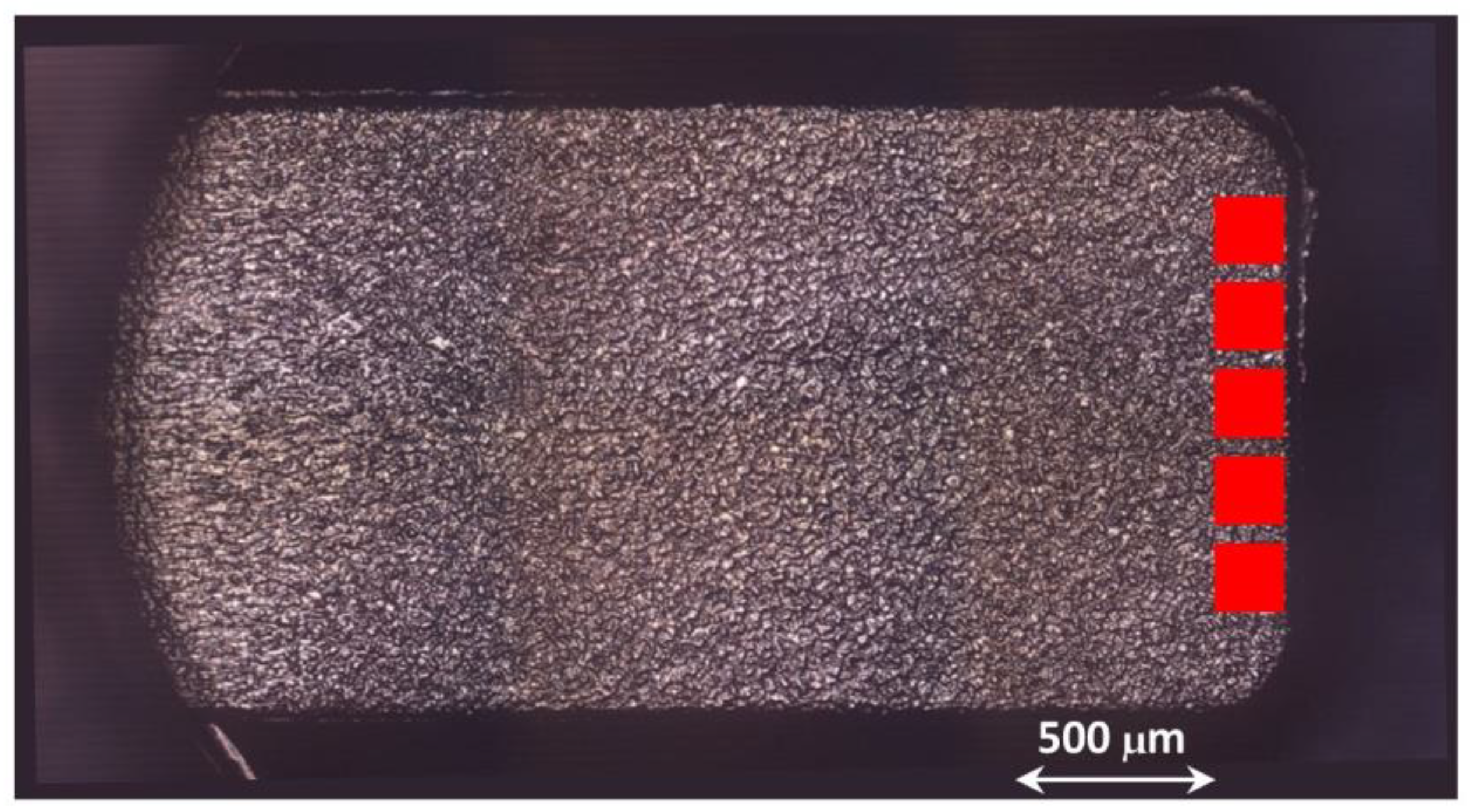
3.3. Method of Measurements and Uncertainty Evaluation for Surface Measurement
- ucal is the standard calibration uncertainty of the roughness standard;
- up represents the standard uncertainty related to the measurement procedure and is calculated as the standard deviation of ten repeated measurements on the calibrated standard;
- ures is the resolution uncertainty related to the confocal microscope’s declared 1 nm vertical resolution.
4. Results and Discussion
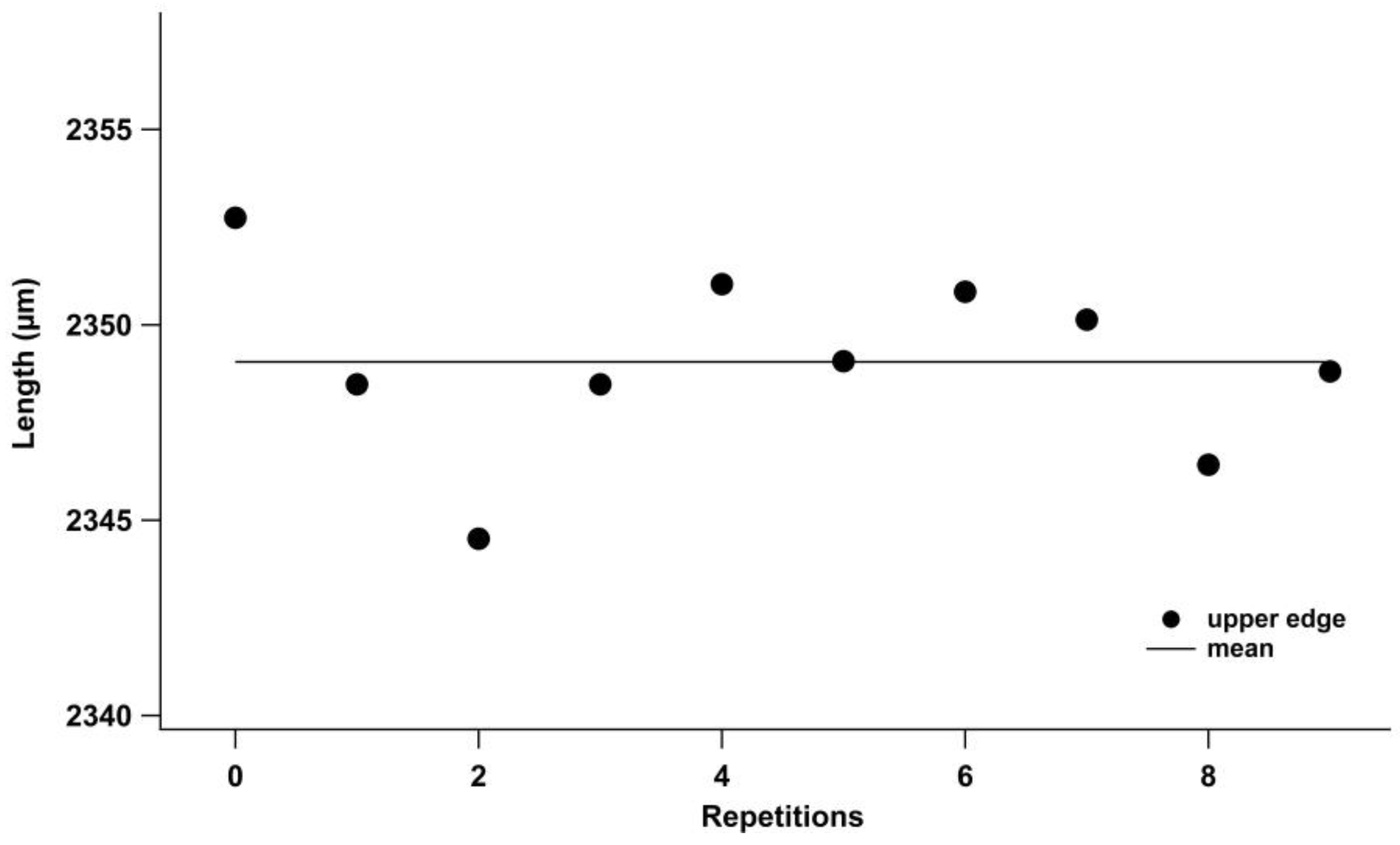
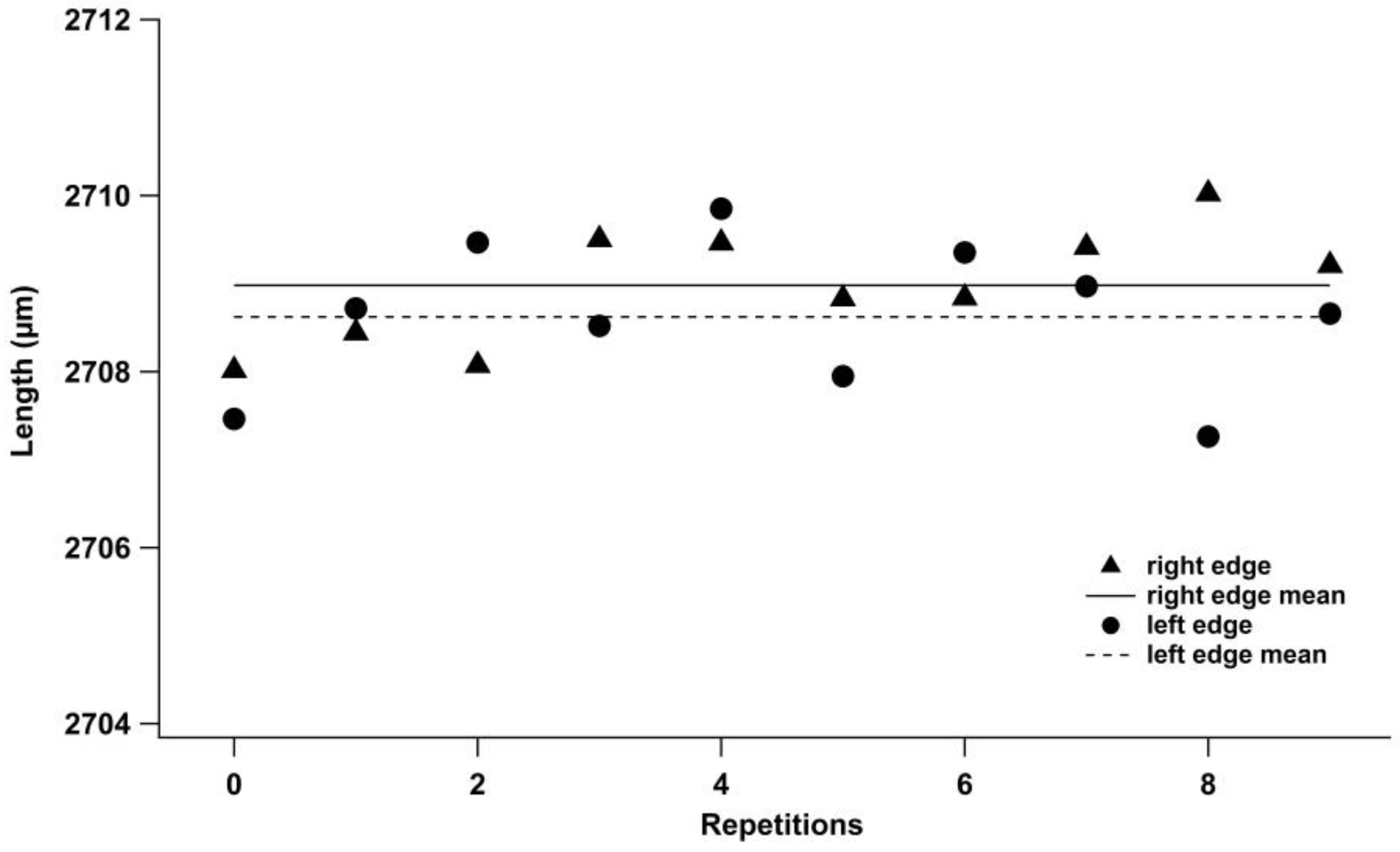
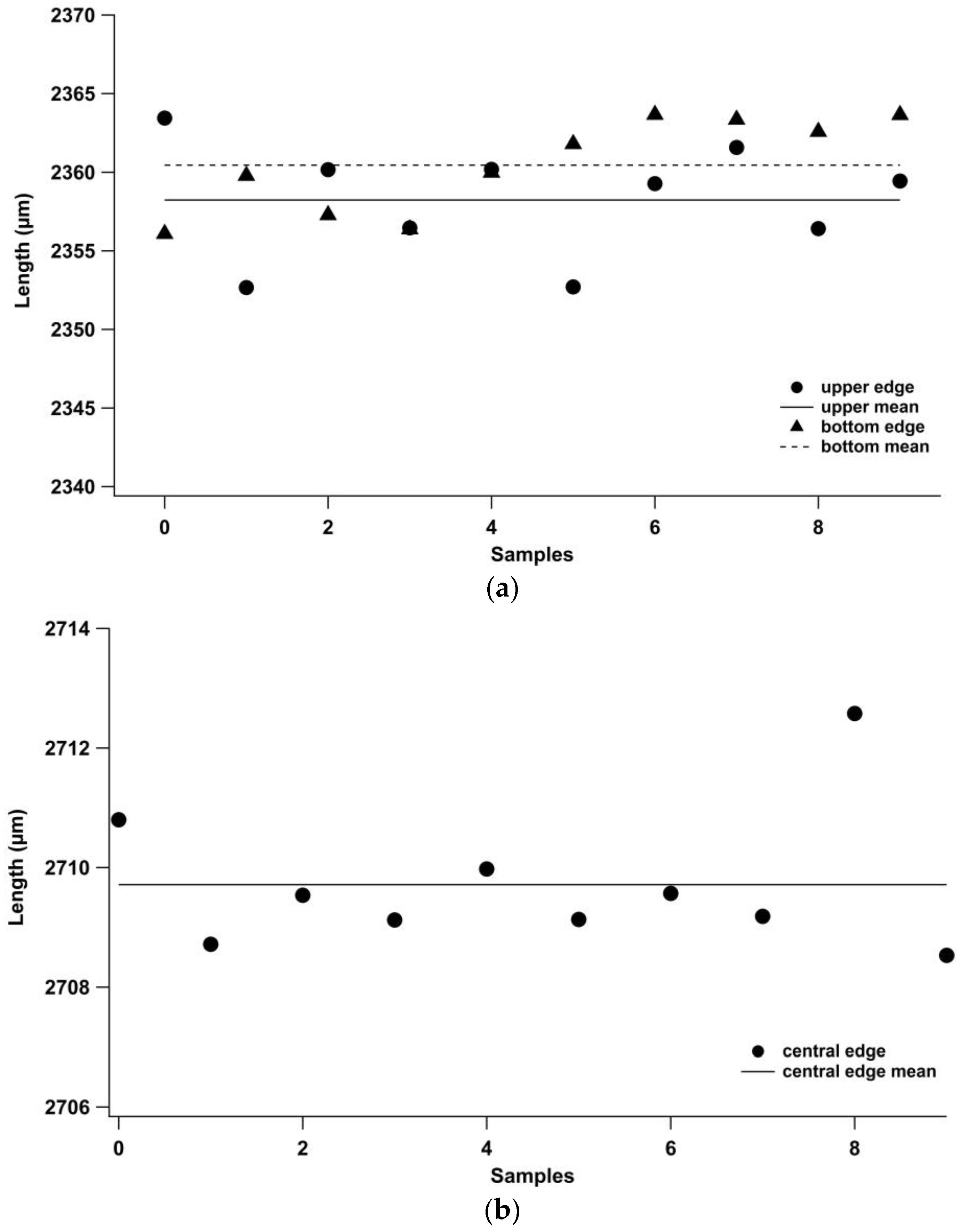
4.1. Uncertainties in Length Measurements, Type A
4.2. Uncertainties in Length Measurements, Type B
4.3. Expanded Uncertainty
- upper line: U = 7.8 µm;
- bottom line U = 6.3 µm;
- central line U = 4.8 µm.
- Lupper = 2358 ± 8 μm;
- Lbottom = 2360 ± 6 μm;
- Lcenter = 2708 ± 5 μm.
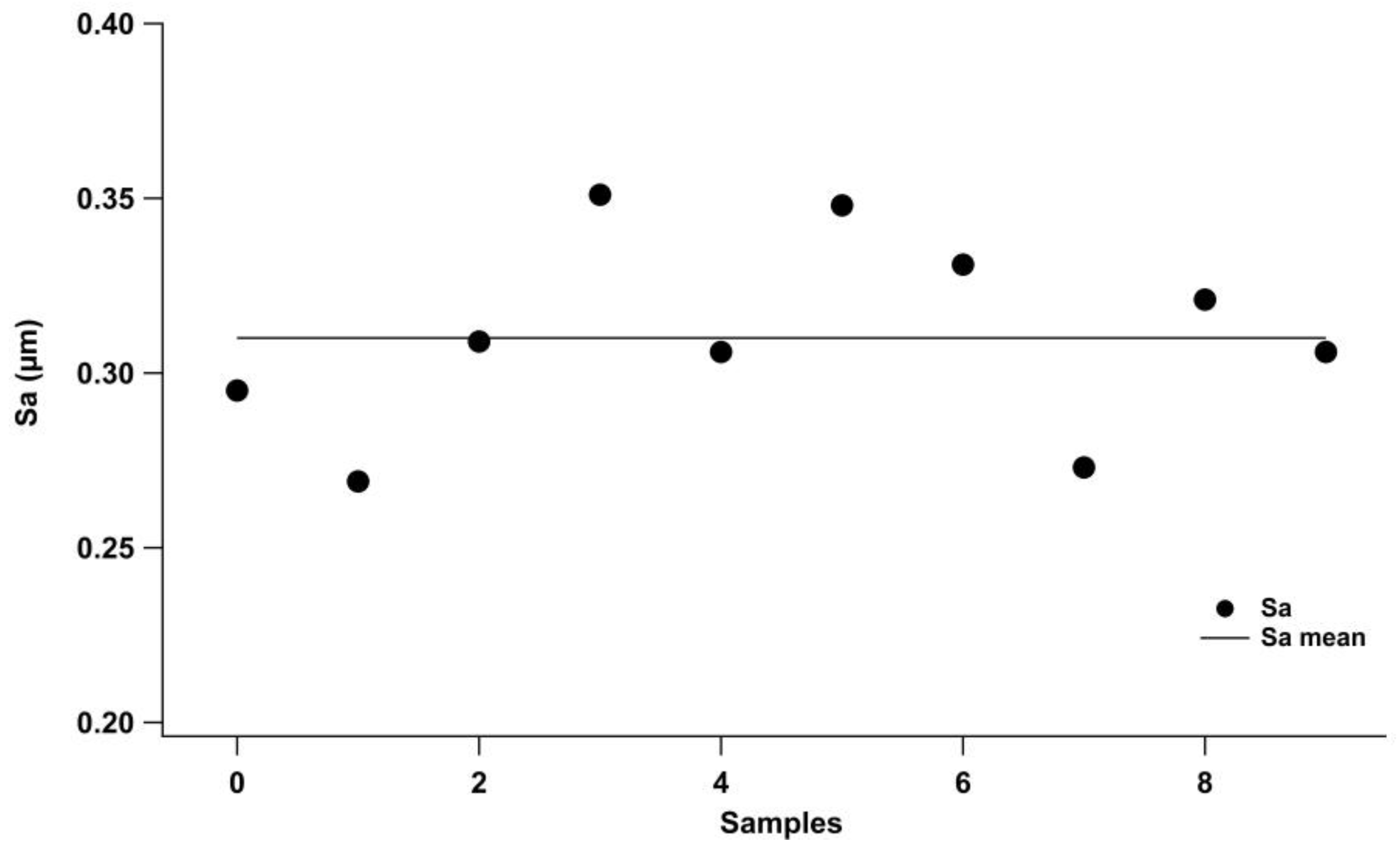
4.4. Uncertainties in Surface Measurements
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.; Liu, H.; Zhang, N. A Review of Microinjection Moulding of Polymeric Micro Devices. Micromachines 2022, 13, 1530. [Google Scholar] [CrossRef]
- Alting, L.; Kimura, F.; Hansen, H.N.; Bissacco, G. Micro Engineering. CIRP Ann.-Manuf. Technol. 2003, 52, 635–657. [Google Scholar] [CrossRef]
- Mussatayev, M.; Huang, M.; Beshleyev, S. Thermal Influences as an Uncertainty Contributor of the Coordinate Measuring Machine (CMM). Int. J. Adv. Manuf. Technol. 2020, 111, 537–547. [Google Scholar] [CrossRef]
- Cheng, Y.; Wang, Z.; Chen, X.; Li, Y.; Li, H.; Li, H.; Wang, H. Evaluation and Optimization of Task-Oriented Measurement Uncertainty for Coordinate Measuring Machines Based on Geometrical Product Specifications. Appl. Sci. 2018, 9, 6. [Google Scholar] [CrossRef]
- Gąska, A.; Harmatys, W.; Gąska, P.; Gruza, M.; Gromczak, K.; Ostrowska, K. Virtual CMM-Based Model for Uncertainty Estimation of Coordinate Measurements Performed in Industrial Conditions. Meas. J. Int. Meas. Confed. 2017, 98, 361–371. [Google Scholar] [CrossRef]
- Weckenmann, A.; Knauer, M.; Kunzmann, H. The Influence of Measurement Strategy on the Uncertainty of CMM-Measurements. CIRP Ann.-Manuf. Technol. 1998, 47, 451–454. [Google Scholar] [CrossRef]
- Lin, H.; Keller, F.; Stein, M. Influence and Compensation of CMM Geometric Errors on 3D Gear Measurements. Meas. J. Int. Meas. Confed. 2020, 151, 107110. [Google Scholar] [CrossRef]
- Gonda, S.; Doi, T.; Kurosawa, T.; Tanimura, Y.; Hisata, N.; Yamagishi, T.; Fujimoto, H.; Yukawa, H. Accurate Topographic Images Using a Measuring Atomic Force Microscope. Appl. Surf. Sci. 1999, 144–145, 505–509. [Google Scholar] [CrossRef]
- Poon, C.Y.; Bhushan, B. Comparison of Surface Roughness Measurements by Stylus Profiler, AFM and Non-Contact Optical Profiler. Wear 1995, 190, 76–88. [Google Scholar] [CrossRef]
- Vorburger, T.V.; Rhee, H.G.; Renegar, T.B.; Song, J.F.; Zheng, A. Comparison of Optical and Stylus Methods for Measurement of Surface Texture. Int. J. Adv. Manuf. Technol. 2007, 33, 110–118. [Google Scholar] [CrossRef]
- García, J.C.; Lobera, A.S.; Maresca, P.; Pareja, T.F.; Wang, C. Some Considerations about the Use of Contact and Confocal Microscopy Methods in Surface Texture Measurement. Materials 2018, 11, 1484. [Google Scholar] [CrossRef] [PubMed]
- Leach, R. Optical Measurement of Surfacte Topography; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 9783642120114. [Google Scholar]
- Leach, R. Characterisation of Areal Surface Texture; Springer: Berlin/Heidelberg, Germany, 2013; Volume 9783642364, ISBN 9783642364587. [Google Scholar]
- Schwenke, H.; Neuschaefer-Rube, U.; Pfeifer, T.; Kunzmann, H. Optical Methods for Dimensional Metrology in Production Engineering. CIRP Ann.-Manuf. Technol. 2002, 51, 685–699. [Google Scholar] [CrossRef]
- Tosello, G.; Haitjema, H.; Leach, R.K.; Quagliotti, D.; Gasparin, S.; Hansen, H.N. An International Comparison of Surface Texture Parameters Quantification on Polymer Artefacts Using Optical Instruments. CIRP Ann.-Manuf. Technol. 2016, 65, 529–532. [Google Scholar] [CrossRef]
- ISO 25178-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Areal Part 2: Terms, Definitions and Surface. British Standards Institution BSI Standards Publication: London, UK, 2012.
- Leach, R.K.; Giusca, C.L.; Haitjema, H.; Evans, C.; Jiang, X. Calibration and Verification of Areal Surface Texture Measuring Instruments. CIRP Ann.-Manuf. Technol. 2015, 64, 797–813. [Google Scholar] [CrossRef]
- Bernstein, J.; Weckenmann, A. Measurement Uncertainty Evaluation of Optical Multi-Sensor-Measurements. Meas. J. Int. Meas. Confed. 2012, 45, 2309–2320. [Google Scholar] [CrossRef]
- Ye, L.; Qian, J.; Haitjema, H.; Reynaerts, D. Uncertainty Evaluation of an On-Machine Chromatic Confocal Measurement System. Measurement 2023, 216, 112995. [Google Scholar] [CrossRef]
- Grochalski, K.; Wieczorowski, M.; H’Roura, J.; Le Goic, G. The Optical Aspect of Errors in Measurements of Surface Asperities Using the Optical Profilometry Method. Front. Mech. Eng. 2020, 6, 12. [Google Scholar] [CrossRef]
- Walczak, D.; Krolczyk, J.B.; Chudy, R.; Gupta, M.K.; Pruncu, C.; Krolczyk, G.M. Role of Optical Measurement Systems in Analysing the Surface Topography of an Industry Standard Component. Optik 2023, 283, 170919. [Google Scholar] [CrossRef]
- Wang, S.; Cheung, B.; Ren, M. Uncertainty Analysis of a Fiducial-Aided Calibration and Positioning System for Precision Manufacturing of Optical Freeform Optics. Meas. Sci. Technol. 2020, 31, 065012. [Google Scholar] [CrossRef]
- Genta, G.; Maculotti, G. Uncertainty Evaluation of Small Wear Measurements on Complex Technological Surfaces by Machine Vision-Aided Topographical Methods. CIRP Ann. 2021, 70, 451–454. [Google Scholar] [CrossRef]
- Haitjema, H. Uncertainty in Measurement of Surface Topography. Surf. Topogr. Metrol. Prop. 2015, 3, 035004. [Google Scholar] [CrossRef]
- Leach, R.; Haitjema, H.; Su, R.; Thompson, A. Metrological Characteristics for the Calibration of Surface Topography Measuring Instruments: A Review. Meas. Sci. Technol. 2020, 32, 032001. [Google Scholar] [CrossRef]
- Baruffi, F.; Parenti, P.; Cacciatore, F.; Annoni, M.; Tosello, G. On the Application of Replica Molding Technology for the Indirect Measurement of Surface and Geometry of Micromilled Components. Micromachines 2017, 8, 195. [Google Scholar] [CrossRef]
- ISO 15530-3:2011; Geometrical Product Specifications (GPS)—Coordinate Measuring Machines (CMM): Technique for Determining the Uncertainty of Measurement, Part 3: Use of Calibrated Workpieces or Measurement Standards. BSI Standards Publication: London, UK, 2022.
- Baruffi, F.; Calaon, M.; Tosello, G. Effects of Micro-Injection Moulding Process Parameters on Accuracy and Precision of Thermoplastic Elastomer Micro Rings. Precis. Eng. 2018, 51, 353–361. [Google Scholar] [CrossRef]
- JCGM100:2008; Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement (GUM). JCGM: Sèvres, France, 2020.
- Bellantone, V.; Surace, R.; Modica, F.; Fassi, I. Evaluation of Mold Roughness Influence on Injected Thin Micro-Cavities. Int. J. Adv. Manuf. Technol. 2018, 94, 4565–4575. [Google Scholar] [CrossRef]
- Taylor, J.R. An Introduction to Error Analysis: The Study of Uncertainties in Physical Measurements; ASMSU/Spartans.4.Spartans Textbook; University Science Books: Melville, NY, USA, 1997; ISBN 9780935702422. [Google Scholar]
- Bellantone, V.; Surace, R.; Fassi, I. Quality Definition in Micro Injection Molding Process by Means of Surface Characterization Parameters. Polymers 2022, 14, 3775. [Google Scholar] [CrossRef] [PubMed]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; Wiley: Hoboken, NJ, USA, 2012; ISBN 978-1118-14692-7. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Trade Name | Grade | Manufacturer | MVR (cm3/10 min) | Density (kg/m3) |
|---|---|---|---|---|---|
| Polyoxymethylene | Ultraform | N2320 003 | Basf | 7.5 | 1.4 |
| Length | Upper Edge | Bottom Edge | Center |
|---|---|---|---|
| Mean value (µm) | 2358.2 | 2360.4 | 2709.7 |
| Standard deviation (µm) | 3.6 | 3.0 | 1.195 |
| Uncertainty um | 1.14 | 0.95 | 0.38 |
| Mean L (μm) | ∆T (°C) | α (°C−1) | ∆L (μm) | Uncertainty uT (μm) | |
|---|---|---|---|---|---|
| Upper | 2358.2 | 1 | 0.00011 | 0.26 | 0.150 |
| Bottom | 2360.4 | 1 | 0.00011 | 0.26 | 0.150 |
| Center | 2709.7 | 1 | 0.00011 | 0.3 | 0.042 |
| L Max (μm) | L Min(µm) | Uncertainty uL (μm) | |
|---|---|---|---|
| Upper | 2363.4 | 2352.6 | 3.1 |
| Bottom | 2363.6 | 2356.1 | 2.2 |
| Center | 2712.6 | 2708.5 | 1.2 |
| Upper | Bottom | Center | |
|---|---|---|---|
| uo | 0.7 | 0.7 | 0.7 |
| um | 1.1 | 1.0 | 0.4 |
| ux | 0.3 | ||
| ures | 0.3 | 0.3 | 0.3 |
| ucal | 1 | 1 | 1 |
| up | 3 | 3 | 3 |
| uT | 0.15 | 0.15 | 0.2 |
| uL | 3.1 | 2.2 | 1.2 |
| uc | 3.9 | 3.2 | 2.4 |
| Uncertainty Contribution | Value (nm) |
|---|---|
| ucal | 10 |
| up | 1.6 |
| ures | 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bellantone, V.; Surace, R.; Fassi, I. Experimental Uncertainty Evaluation in Optical Measurements of Micro-Injection Molded Products. J. Manuf. Mater. Process. 2024, 8, 21. https://doi.org/10.3390/jmmp8010021
Bellantone V, Surace R, Fassi I. Experimental Uncertainty Evaluation in Optical Measurements of Micro-Injection Molded Products. Journal of Manufacturing and Materials Processing. 2024; 8(1):21. https://doi.org/10.3390/jmmp8010021
Chicago/Turabian StyleBellantone, Vincenzo, Rossella Surace, and Irene Fassi. 2024. "Experimental Uncertainty Evaluation in Optical Measurements of Micro-Injection Molded Products" Journal of Manufacturing and Materials Processing 8, no. 1: 21. https://doi.org/10.3390/jmmp8010021