
Dissimilar Friction Stir Lap Welding of Aluminium to Steel: Influence of Alloy Type and Sheet Thickness on Strain Distribution and Failure Location



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- Regardless of which combinations of base materials were used, similar values of maximum load per width (Pmax/W) were registered for the different joints analysed.
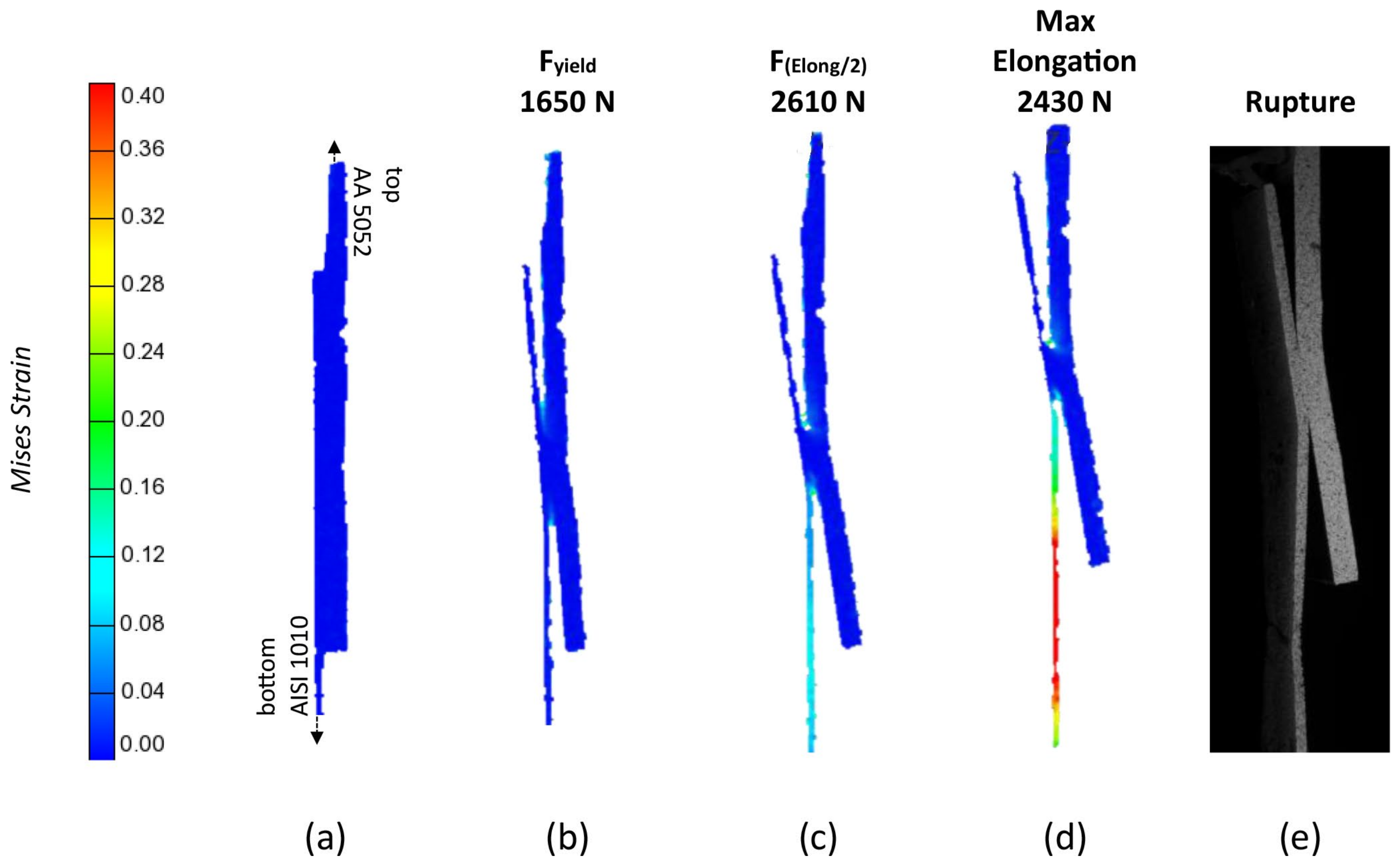
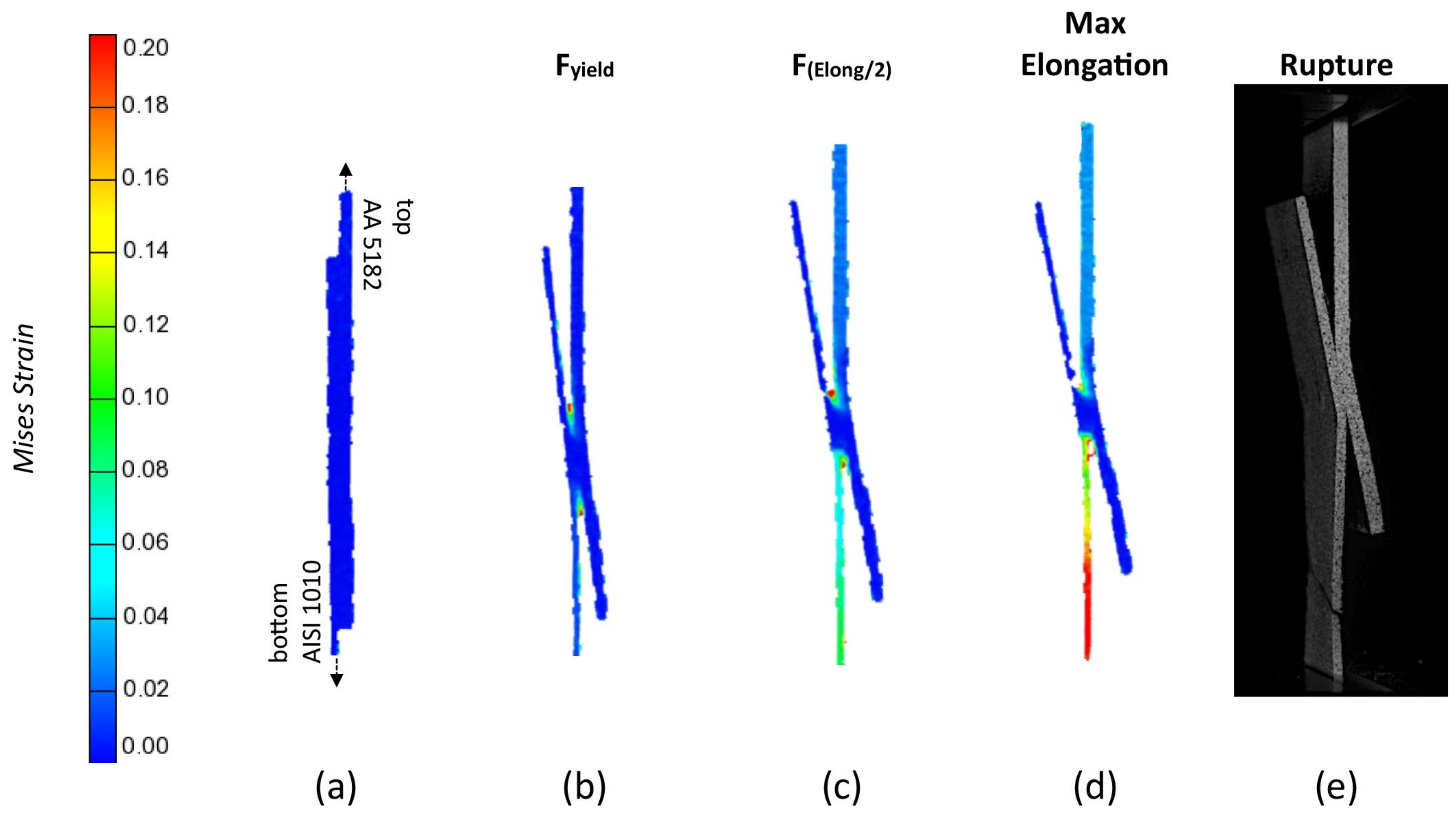
- Despite the similarities in strength of the FSLW Al-Fe joints, the differences in base material strength and thickness modified the failure location, producing failures at the weld nugget, steel base metal, or interface.
- For Al-Fe joints made of base materials with a similar yield strength, and the small mismatch in thickness, the failure takes place in the weld nugget, where the stress concentration may take place at the hook tip. Consequently, in this case, the strength of the joint is determined by the hook size, the thickness reduction, and the local microhardness evolution.
- For Al-Fe joints made of base materials with similar yield strength, but with a strong mismatch in thickness, failure takes place through necking of the lower-thickness base material, after severe plastic deformation. Increasing the thickness of the upper plate avoids stress concentration at the tip of the hook.
- For joints with an important mismatch in yield strength and thickness, different failure modes may take place, according to the specific material combination. When the higher thickness of the aluminium alloy results in an even match in strength between the base materials, failure may take place via debonding through the Al-Fe interface or via necking of the thinner plate, after severe plastic deformation of both base materials. When the mismatch in strength and thickness between the base materials is very high, failure takes place via debonding through the Al-Fe interface, for very low displacement values.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-To-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef]
- Borgert, T.; Neuser, M.; Hoyer, K.-P.; Homberg, W.; Schaper, M. Thermomechanical Joining of Hypoeutectic Aluminium Cast Plates. J. Manuf. Mater. Process. 2023, 7, 169. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Simar, A.; Avettand-Fènoël, M.N. State of the art about dissimilar metal friction stir welding. Sci. Technol. Weld. Join. 2017, 22, 389. [Google Scholar] [CrossRef]
- Hussein, S.; Tahir, A.; Hadzley, A. Characteristics of aluminum-to-steel joint made by friction stir welding: A review. Mater. Today Commun. 2015, 5, 32–49. [Google Scholar] [CrossRef]
- Kumar, N.; Yuan, W.; Mishra, R.S. Friction Stir Welding of Dissimilar Alloys and Materials, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Kar, A.; Vicharapu, B.; Morisada, Y.; Fujii, H. Elucidation of interfacial microstructure and properties in friction stir lap welding of aluminium alloy and mild steel. Mater. Charact. 2020, 168, 110572. [Google Scholar] [CrossRef]
- Sorger, G.; Wang, H.; Vilaça, P.; Santos, T.G. FSW of aluminum AA5754 to steel DX54 with innovative overlap joint. Weld World 2017, 61, 257–268. [Google Scholar] [CrossRef]
- Beygi, R.; Carbas, R.J.C.; Barbosa, A.Q.; Marques, E.A.S.; da Silva, L.F.M. A comprehensive analysis of a pseudo-brittle fracture at the interface of intermetallic of η and steel in aluminum/steel joints made by FSW: Microstructure and fracture behavior. Mater. Sci. Eng. A 2021, 824, 141812. [Google Scholar] [CrossRef]
- Wang, X.; Lados, D. Optimization of aluminum-to-steel friction stir lap welding for the fabrication of high-integrity structural components. J. Adv. Join. Process. 2022, 5, 100114. [Google Scholar] [CrossRef]
- Fuller, C.B. Friction Stir Tooling: Tool Materials and Designs. In Friction Stir Welding and Processing, 1st ed.; Mishra, R.S., Mahoney, M.W., Eds.; ASM International: Materials Park, OH, USA, 2007. [Google Scholar]
- Chen, Z.W.; Yazdanian, S.; Littlefair, G. Effects of tool positioning on joint interface microstructure and fracture strength of friction stir lap Al-to-steel welds. J. Mater. Sci. 2013, 48, 2624–2634. [Google Scholar] [CrossRef]
- Tufaro, L.N.; Svoboda, H.G. Effect of Welding Parameters on Mechanical Properties of Dissimilar Friction Stir Lap Welds of AA5052 and AISI 1010. In Selected Contributions of AJP 2021, Proceedings of the 2nd International Conference on Advanced Joining Processes (AJP 2021), Sintra, Portugal, 21–22 October 2021; da Silva, L.F.M., Martins, P.A.F., Reisgen, U., Eds.; Springer International Publishing: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Movahedi, M.; Kokabi, A.H.; Reihani, S.S.; Najafi, H. Mechanical and microstructural characterization of Al-5083/St-12 lap joints made by friction stir welding. J. Proc. Eng. 2011, 10, 3297–3303. [Google Scholar] [CrossRef]
- Movahedi, M.; Kokabi, A.H.; Reihani, S.S.; Najafi, H. Effect of tool travel and rotation speeds on weld zone defects and joint strength of aluminium steel lap joints made by friction stir welding. Sci. Technol. Weld. Join. 2012, 17, 162–167. [Google Scholar] [CrossRef]
- Leitao, C.; Arruti, E.; Aldanondo, E.; Rodrigues, D.M. Aluminium-steel lap joining by multipass friction stir welding. Mater. Des. 2016, 106, 153–160. [Google Scholar] [CrossRef]
- Kimapong, K.; Watanabe, T. Lap joint of A5083 aluminum alloy and SS400 steel by friction stir welding. Mater. Trans. JIM 2005, 46, 835–841. [Google Scholar] [CrossRef]
- Kimapong, K.; Watanabe, T. Effect of welding process parameters on mechanical property of FSW lap joint between aluminum alloy and steel. Mater. Trans. JIM 2005, 46, 2211–2217. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y. Microstructure and mechanical properties of Al/Steel friction stir lap weld. Metals 2017, 7, 542. [Google Scholar] [CrossRef]
- Coelho, R.S.; Kostka, A.; Sheikhi, S.; Dos Santos, J.; Pyzalla, A.R. Microstructure and mechanical properties of anAA6181-T4 aluminium alloy to HC340LA high strength steel friction stir overlap weld. Adv. Eng. Mater. 2008, 10, 961–972. [Google Scholar] [CrossRef]
- Leitao, C.; Galvao, I.; Leal, R.M.; Rodrigues, D.M. Determination of local constitutive properties of aluminium friction stir welds using digital image correlation. Mater. Des. 2012, 33, 69–74. [Google Scholar] [CrossRef]
- Leitao, C.; Costa, M.I.; Khanijomdi, K.; Rodrigues, D.M. Assessing strength and local plastic behaviour of welds by shear testing. Mater. Des. 2013, 51, 968–974. [Google Scholar] [CrossRef]
- Mira-Aguiar, T.; Verdera, D.; Leitão, C.; Rodrigues, D.M. Tool assisted friction welding: A FSW related technique for the linear lap welding of very thin steel plates. J. Mater. Process. Technol. 2016, 238, 73–80. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Materials | Tensile Properties | Pmáx/w | Hardness | |||
|---|---|---|---|---|---|---|
| Alloy Type | Thickness (mm) | YS (MPa) | UTS (MPa) | ef (%) | (N/mm) | HV (0.3) |
| AA 5052-H32 | 1 | 198 | 260 | 13.4 | 260 | 65 |
| AA 5052-H32 | 2 | 187 | 245 | 20.4 | 490 | 68 |
| AA 5182-H11 | 1.2 | 150 | 293 | 30.4 | 350 | 72 |
| AISI 1010 | 0.8 | 170 | 308 | 60.3 | 246 | 96 |
| DP 1000 | 1.2 | 753 | 1032 | 10 | 1238 | 309 |
| Material | C | Mg | Si | Cu | Mn | Cr | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| AA 5052-H32 | - | 2.6 | <0.25 | <0.10 | <0.10 | 0.20 | <0.40 | Bal. |
| AA 5182-H11 | - | 4.5 | <0.20 | <0.15 | 0.35 | <0.10 | <0.35 | Bal. |
| AISI 1010 | 0.10 | - | 0.1 | - | 0.45 | - | Bal. | - |
| DP 1000 | 0.15 | - | 0.50 | 0.01 | 1.50 | 0.03 | Bal. | 0.04 |
| Joint ID | Upper Sheet | Lower Sheet | Tool | Rotational Speed (rpm) | Traverse Speed (mm/min) | Pin Length (mm) |
|---|---|---|---|---|---|---|
| A | AA5052-H32-1 | AISI 1010-0.8 | H1 | 680 | 98 | 0.95 |
| B | AA5052-H32-2 | AISI 1010-0.8 | H2 | 680 | 98 | 2.0 |
| C | AA5182-H11-1.2 | AISI 1010-0.8 | H1 | 680 | 98 | 0.95 |
| D | AA5052-H32-2 | DP1000-1.2 | H2 | 680 | 98 | 2.0 |
| DIC Hardware Parameters | |
|---|---|
| Camera Manufacturer | Not specified—part of the package |
| Lens Manufacturer | Schneider |
| Lens Focal Length | 23 mm |
| FOV | 55 × 40 mm |
| Stereo-Angle | 27° |
| SOD | 250 mm |
| Image Acquisition Rate | 1 fps |
| Patterning Technique | Black spackle pattern applied over matte-white-pre-painted surface, using Lack Spray |
| Approximate Pattern Feature Size | <0.2 mm (optical microscopy aided by generic measurement software) |
| DIC Analysis Parameters | |
| Software Package | GOM Aramis Linux (V6.02) |
| Subset Size | 11 pixels |
| Step Size | 5 pixels |
| Subset Shape Function | Affine |
| Strain Formulation | Logarithmic |
| Joint | A | B | C | D |
|---|---|---|---|---|
| Pmax/W (N/mm) | 200 ± 8 | 232 ± 2 | 219 ± 19 | 207 ± 1 |
| Failure location | WN (Hook) | BM (Steel) | IF/BM (Steel) | IF |
| Hook Height (mm) | 0.07 | 0.07 | 0.17 | 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Svoboda, H.G.; Tufaro, L.N.; Leitão, C.; Rodrigues, D.M. Dissimilar Friction Stir Lap Welding of Aluminium to Steel: Influence of Alloy Type and Sheet Thickness on Strain Distribution and Failure Location. J. Manuf. Mater. Process. 2023, 7, 221. https://doi.org/10.3390/jmmp7060221
Svoboda HG, Tufaro LN, Leitão C, Rodrigues DM. Dissimilar Friction Stir Lap Welding of Aluminium to Steel: Influence of Alloy Type and Sheet Thickness on Strain Distribution and Failure Location. Journal of Manufacturing and Materials Processing. 2023; 7(6):221. https://doi.org/10.3390/jmmp7060221
Chicago/Turabian StyleSvoboda, Hernán G., Leonardo N. Tufaro, Carlos Leitão, and Dulce M. Rodrigues. 2023. "Dissimilar Friction Stir Lap Welding of Aluminium to Steel: Influence of Alloy Type and Sheet Thickness on Strain Distribution and Failure Location" Journal of Manufacturing and Materials Processing 7, no. 6: 221. https://doi.org/10.3390/jmmp7060221