3.1. Thermal Analysis
The thermal history analysis revealed significant insights into the relationship between the FSP parameters and the heat generation in the aluminum alloy matrix infused with Al
2O
3 nanoparticles [
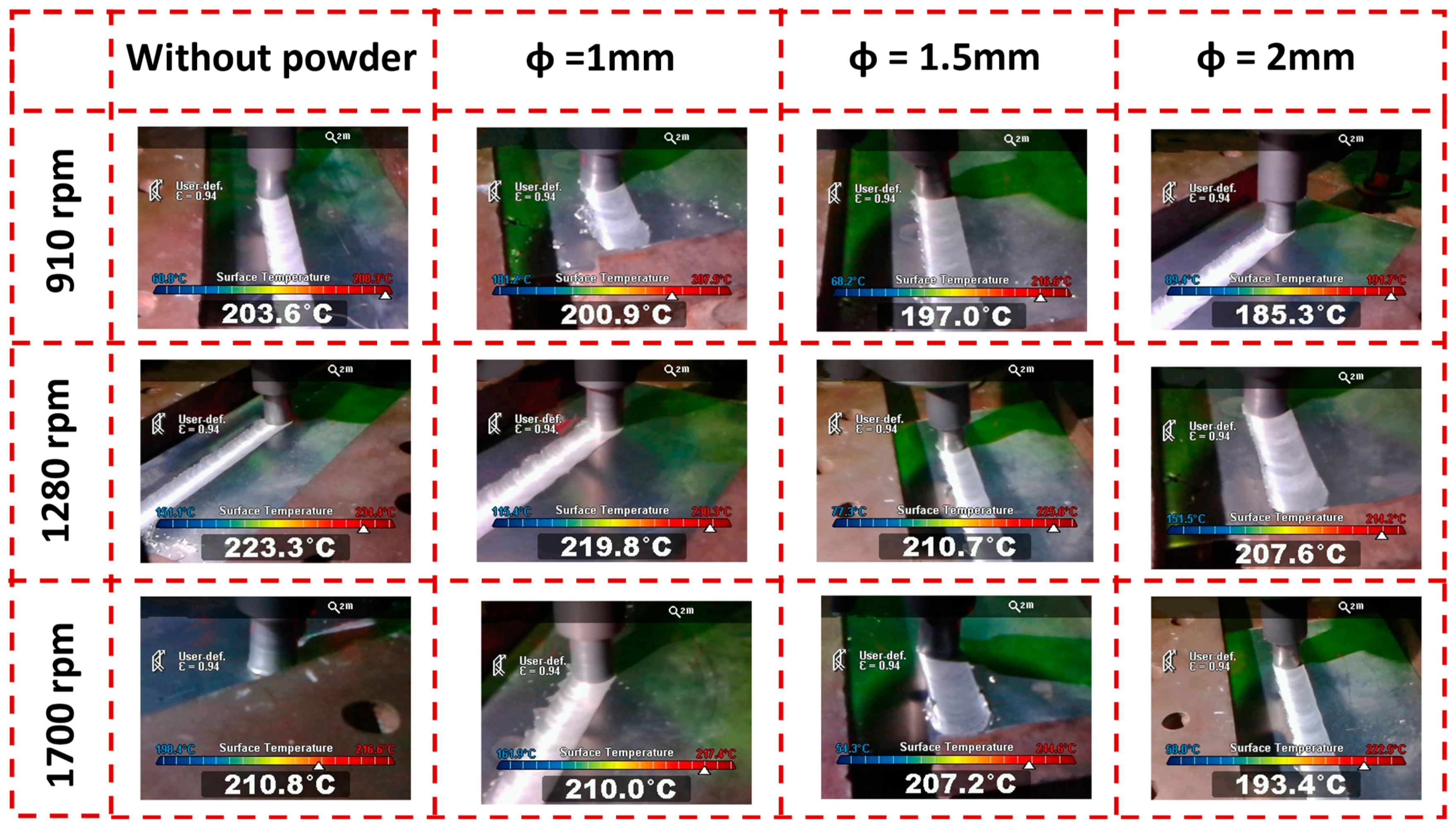
20]. Through thermo-visual camera observations, as shown in
Figure 3, alterations in surface heat flux during the process were monitored along the welding line.
The study approached the analysis from two angles: the influence of FSP tool rotational velocity and the impact of the weight of Al2O3 nanoparticles on the aluminum alloy matrix. Both factors were found to exert notable effects on heat generation during the FSP process. An expected trend emerged with increasing tool rotational velocity, wherein the maximum surface temperature on the aluminum matrix escalated. Specifically, without the presence of Al2O3 powder, the recorded minimum surface temperature was 203.6 °C at a tool speed of 910 rpm. Conversely, the maximum temperature registered at 210.8 °C occurred at 1700 rpm, indicating a 4% increase compared to the 910 rpm scenario. Incorporating Al2O3 nanopowder into the aluminum matrix led to a reduction in the maximum temperature across all the samples. A noteworthy observation was made regarding the impact of hole diameter on heat generation. As the surface hole diameter increased, a decrease in generated heat was observed. This phenomenon can be attributed to the increased insertion of Al2O3 nanopowder into the aluminum matrix with larger hole diameters, resulting in a greater reduction in heat generation and surface heat flux.
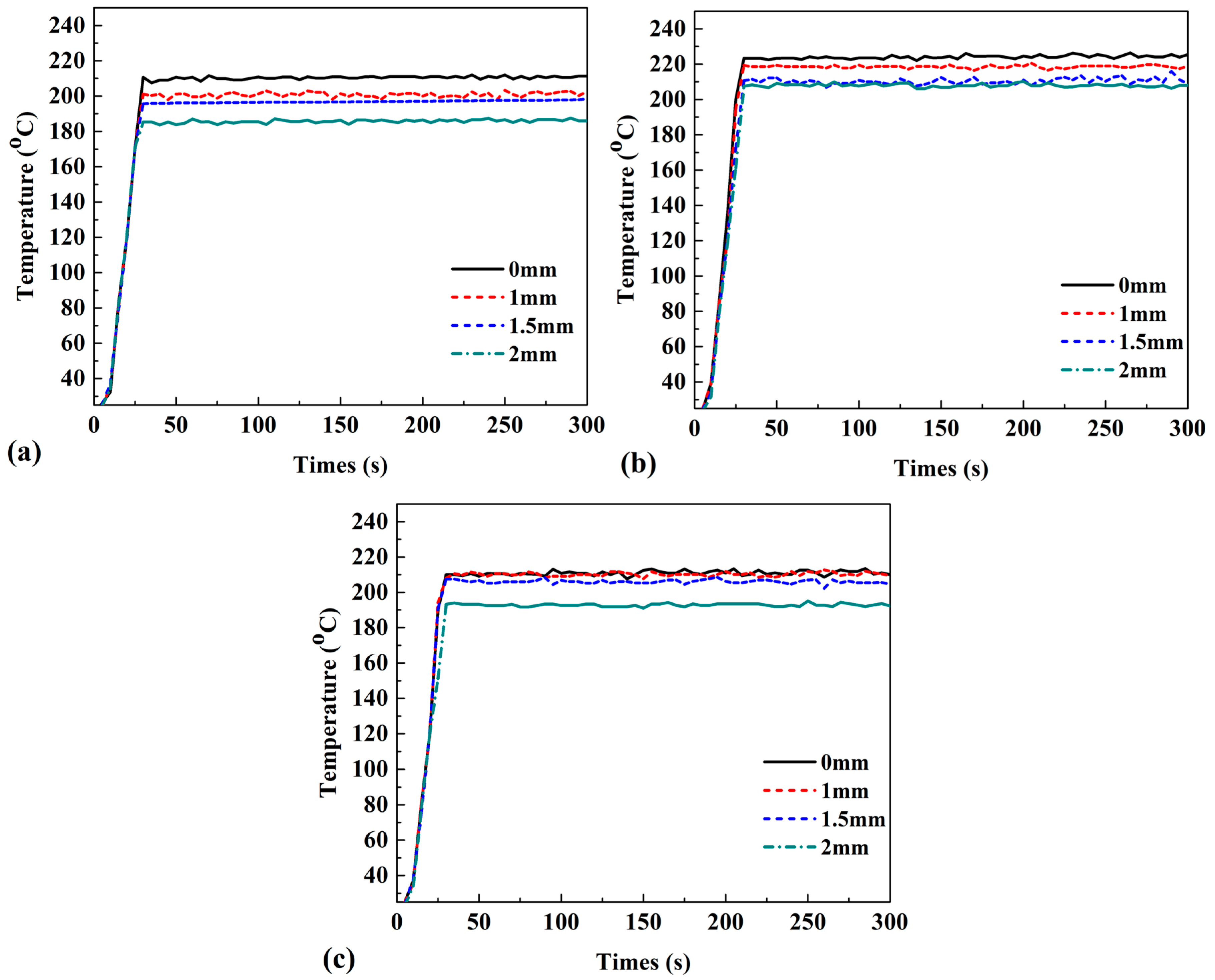
The thermal history tracking based on the A, B, and C case numbers are presented in
Figure 4a,
Figure 4b, and
Figure 4c, respectively. Further analysis, illustrated through thermal history tracking represented by the A, B, and C case numbers, delineated the nuanced variations in heat generation under different experimental conditions. The investigation pinpointed that the maximum heat production occurred with a 1 mm hole diameter at a rotational speed of 1280 rpm (223.3 °C), while the minimum heat generation was recorded with a 2 mm hole diameter at a tool rotational speed of 910 rpm (185.3 °C). These findings underscore the intricate interplay between FSP parameters, Al
2O
3 nanoparticle incorporation, and hole diameter on heat generation in aluminum alloy composites [
21].
3.2. Surface Flow Analysis
The evaluation of sample surfaces constituted a pivotal aspect of this study, providing crucial insights into the effects of FSP conditions and the incorporation of nanopowder on surface characteristics [
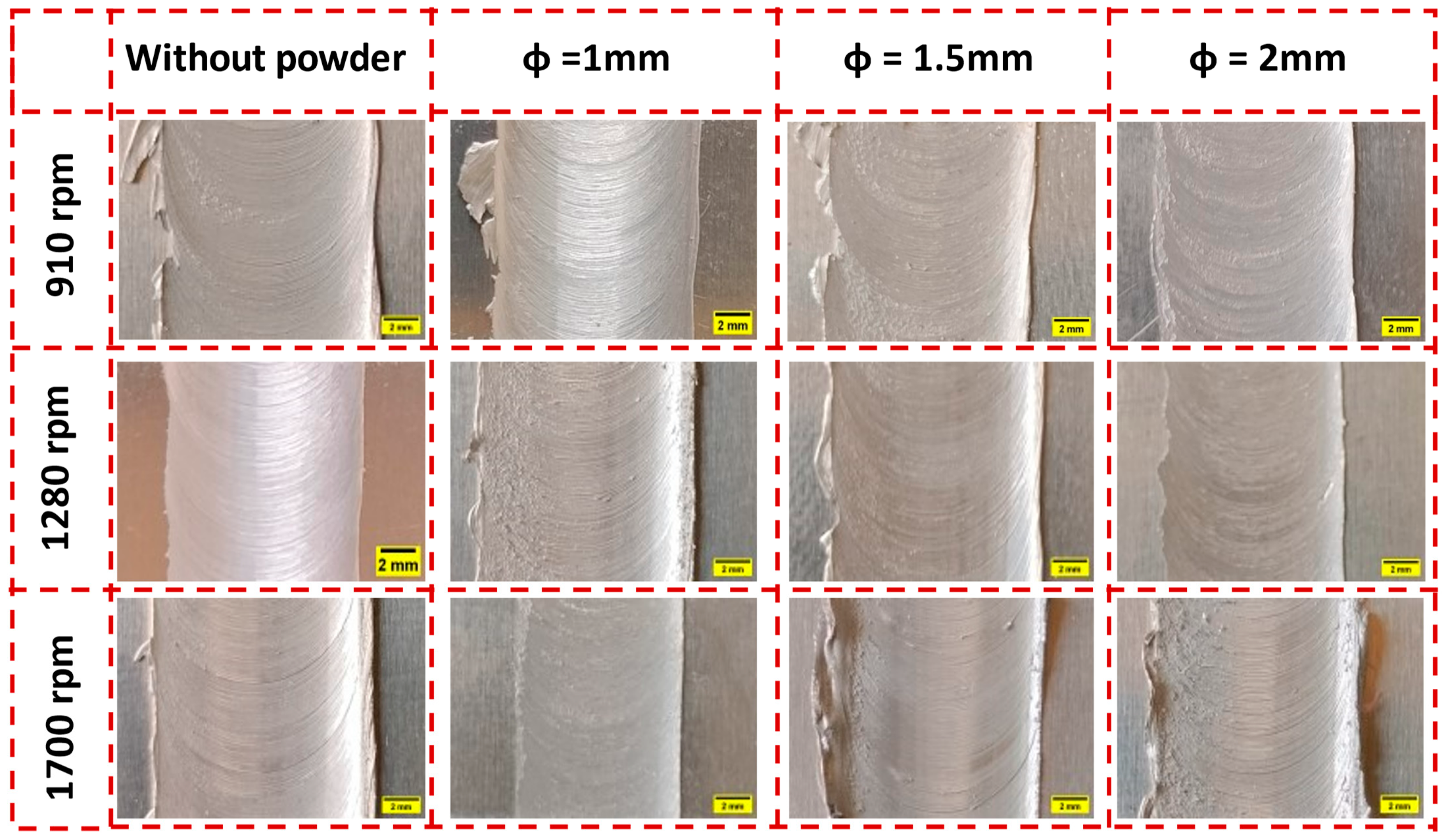
22]. Optical images of all the samples were meticulously examined, offering visual representations of surface features as depicted in
Figure 5. Analysis of surface characteristics was conducted across two distinct groups. First, the FSP conditions without nanopowder, and second, those with nanopowder. The results revealed a general absence of macroscopic defects or significant imperfections on the surfaces of the FSP samples. However, a prevalent surface anomaly identified as surface flash was observed in the proximity of the samples, particularly evident on the retreating side. The absence of substantial defects underscores the effectiveness of the FSP process in producing high-quality surfaces in both nanopowder-infused and non-infused scenarios. While surface flash emerged as the primary surface irregularity, its presence was localized and did not compromise the overall integrity of the samples. This analysis underscores the importance of surface examination in assessing the quality and reliability of FSP-produced components.
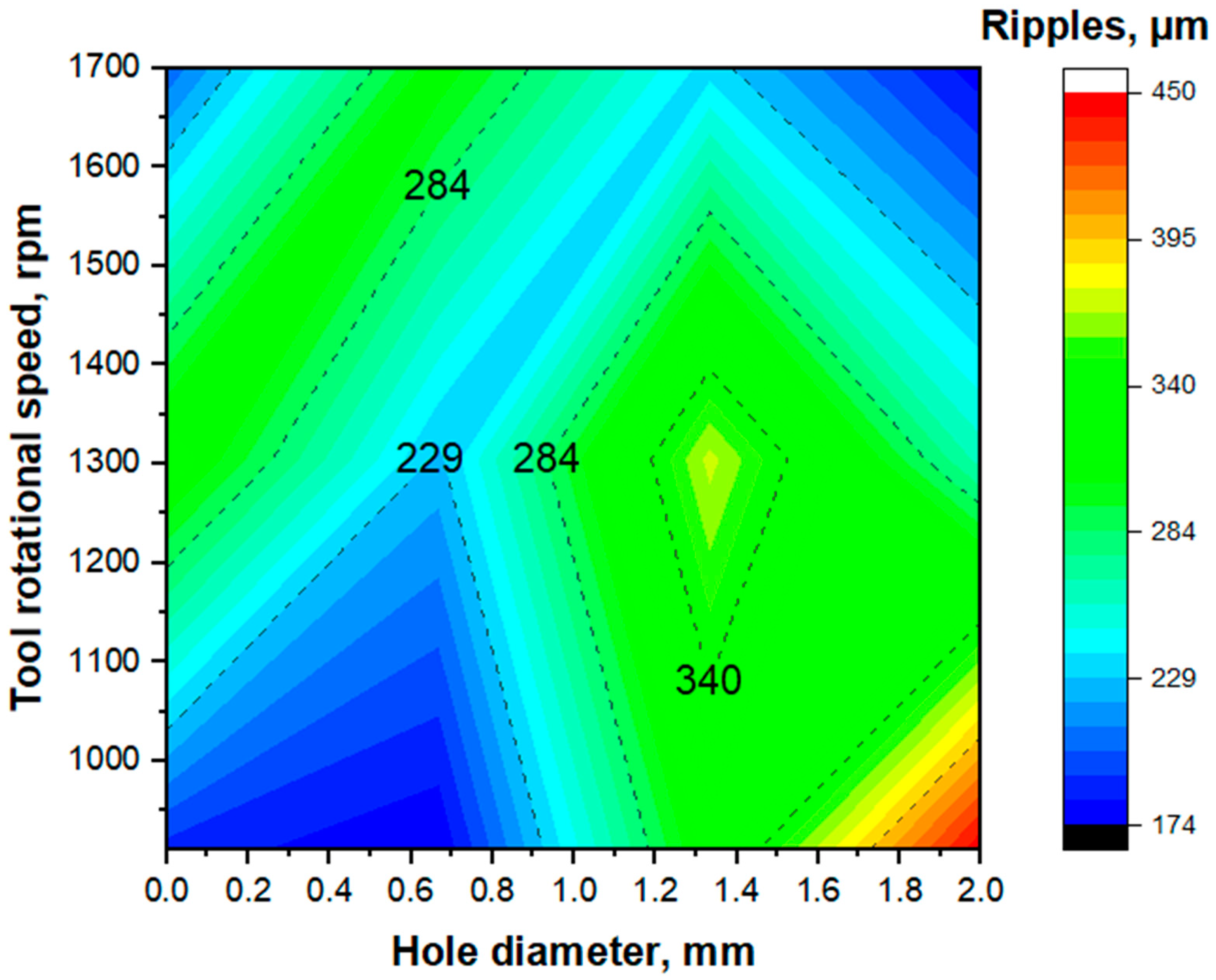
The surface analysis yielded critical insights into the characteristics of the sample surface flow, particularly focusing on the observation of surface flow rings, commonly referred to as ripples. The relationship between the distance between these ripples and both tool rotational velocity and hole diameter was systematically investigated and is graphically depicted in
Figure 6. It is conceivable to establish a correlation between the ripple distance, measured in micrometers, and the diameter of the holes, which serves as an indicator of the quantity of Al
2O
3 nanopowder dispersed within the aluminum matrix, as well as the rotational velocity of the FSP tool, expressed in revolutions per minute (rpm).
The research findings shed light on a compelling correlation existing among ripple distance, tool rotational velocity, and hole diameter. Specifically, the investigation revealed that higher ripple distances were invariably linked to more turbulent surface flows, whereas lower ripple distances consistently indicated smoother surface flows. This notable observation underscores the pivotal role played by FSP parameters in dictating surface morphology, with the formation of ripples serving as a tangible marker for evaluating surface texture and overall quality.
Table 4 displays the average ripple distances observed on the FSP samples. It is noted that the average ripple distances for samples A0, A1, A2, and A3 were measured at 188.181 μm, 147.949 μm, 316.046 μm, and 449.546 μm, respectively. Similarly, for samples B0, B1, B2, and B3, the average ripple distances were found to be 321.266 μm, 226.45 μm, 370.792 μm, and 261.99 μm, respectively. Furthermore, samples C0, C1, C2, and C3 exhibited average ripple distances of 201.697 μm, 309.761 μm, 233.859 μm, and 177.243 μm, respectively. The analysis of these results indicates distinct trends based on the combination of tool rotational velocity and hole diameter. For instance, at a tool speed of 910 rpm, utilizing a 1 mm hole diameter resulted in smoother surface profiles for samples A0, A1, A2, and A3. Similarly, at 1280 rpm, the combination of a 1 mm hole diameter yielded smoother surface profiles for samples B0, B1, B2, and B3. Conversely, at 1700 rpm, the use of a 2 mm hole diameter led to smoother surface profiles for samples C0, C1, C2, and C3.
The observations suggest a correlation between tool rotational velocity, hole diameter, and surface flow characteristics. Notably, lower tool rotational velocities coupled with smaller hole diameters tend to produce smoother surfaces, albeit potentially sacrificing mechanical properties. Conversely, to achieve optimal mechanical properties along with smooth surface quality, a balance between hole diameter (which determines nanoparticle content) and tool rotational velocity is deemed essential. Furthermore, it is observed that the recorded ripple distances span a wide range, from a minimum of 174.649 μm for sample A1 to a maximum of 4449.546 μm for sample A3. This emphasizes the variability in surface characteristics achievable through the manipulation of FSP parameters, underscoring the importance of precise parameter control in achieving desired surface properties. The results elucidate the intricate interplay between tool velocity, hole diameter, nanoparticle reinforcement, and resultant surface characteristics in FSP-treated AA5754 aluminum alloy specimens. These findings provide valuable insights for optimizing FSP parameters to tailor surface properties according to specific application requirements.
Further analysis unveiled that lower tool rotational velocities, particularly in the absence of Al2O3 nanopowder, resulted in the attainment of the smoothest surface finishes. Conversely, instances characterized by low rotational velocities in conjunction with a 2 mm hole diameter exhibited the formation of the most pronounced ripple structures, indicative of the roughest surface flows observed within the study. These discerning findings underscore the intricate interplay among various process parameters, notably the tool rotational velocity and hole diameter, in molding surface morphology during the FSP procedure.
3.3. Internal Flow Analysis
The internal flow analysis of the FSP samples provided valuable insights into the microstructural changes and distribution of materials within the cross-section view [
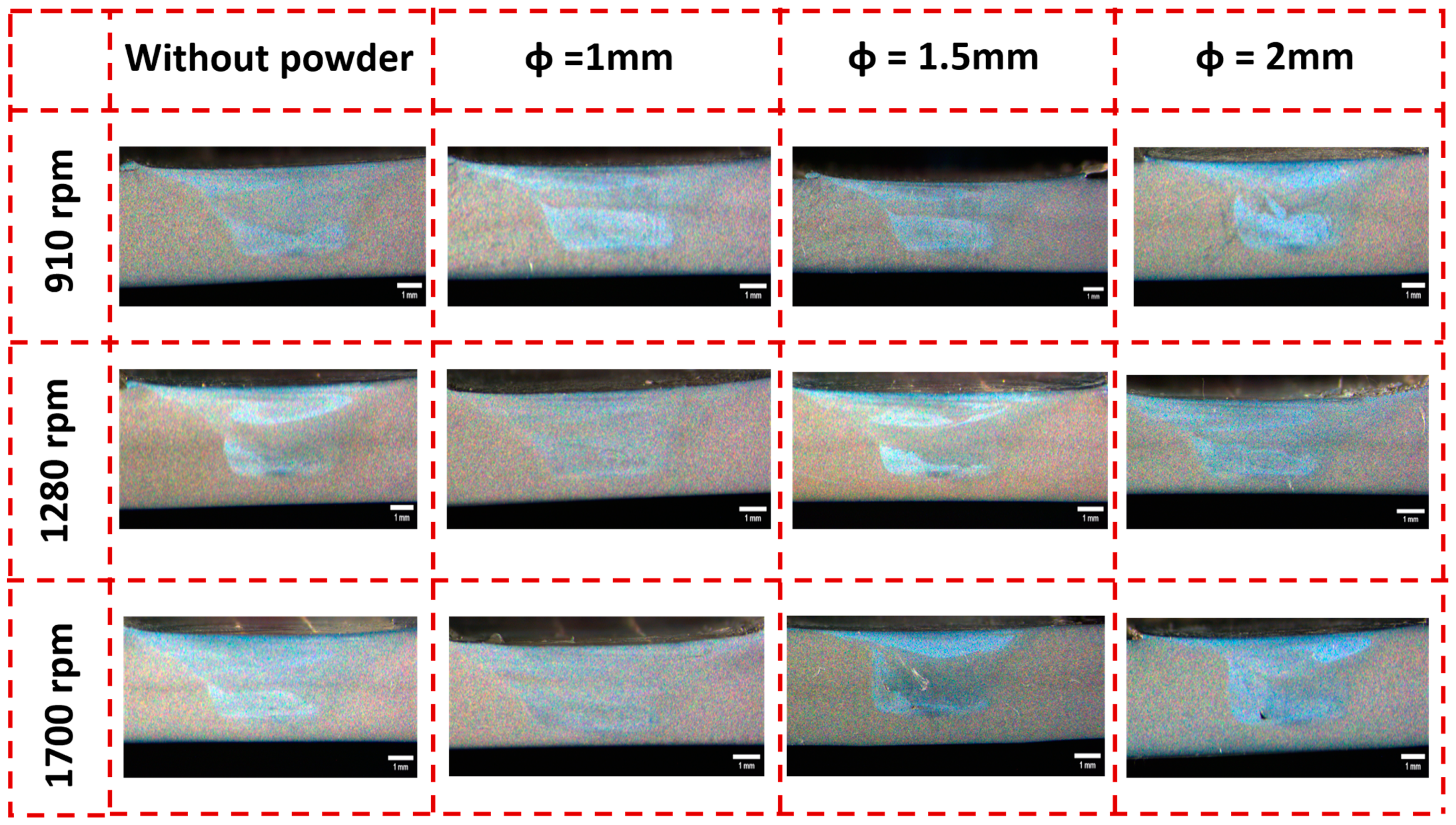
23]. This investigation, facilitated by cross-sectional examinations, as depicted in
Figure 7, shed light on various characteristics of the joint zone and the impact of process parameters on internal flow. Upon initial observation, the joint zone exhibited a distinct division into two areas. First, a central white region and second, a surrounding light brown region. This division indicates the presence of different microstructural compositions within the joint zone, likely influenced by the FSP process. The analysis revealed that the stirring zone induced notable changes in microstructure and coloration, indicative of alterations in material properties resulting from the FSP process. Specifically, the incorporation of Al
2O
3 nanoparticles into the aluminum matrix led to the formation of a shiny area, discernible under optical microscopy, highlighting the interaction between the nanoparticles and the matrix. Interestingly, variations in the stir zone shape were observed among the samples, with the shiny area in Al
2O
3 nanopowder-added samples concentrated at the upper and lower regions of the stir zone. This consistent behavior across all the samples underscores the influence of Al
2O
3 nanopowder addition on the distribution of material within the stir zone. The presence of microvoids was detected at the bottom area of specific samples, particularly in cases characterized by high Al
2O
3 nanopowder content and tool rotational velocity. This observation suggests that excessive Al
2O
3 nanopowder content coupled with high processing parameters may contribute to the formation of defects within the stir zone.
A comparative analysis between samples with and without nanopowder revealed differences in uniformity, with the stir zones in samples without powder exhibiting greater uniformity compared to those with powder. This finding suggests that the presence of nanoparticles may introduce variability in material distribution within the stir zone. The analysis highlighted the impact of Al2O3 nanopowder viscosity on the spread of particles within the samples, with agglomeration observed primarily at the upper and lower regions of the stir zone. This behavior indicates a change in viscosity induced by nanopowder presence during the FSP process. Specifically, in samples B1, B2, and B3, a greater spread of nanopowders was observed compared to other cases, indicating variations in nanopowder distribution influenced by processing parameters.
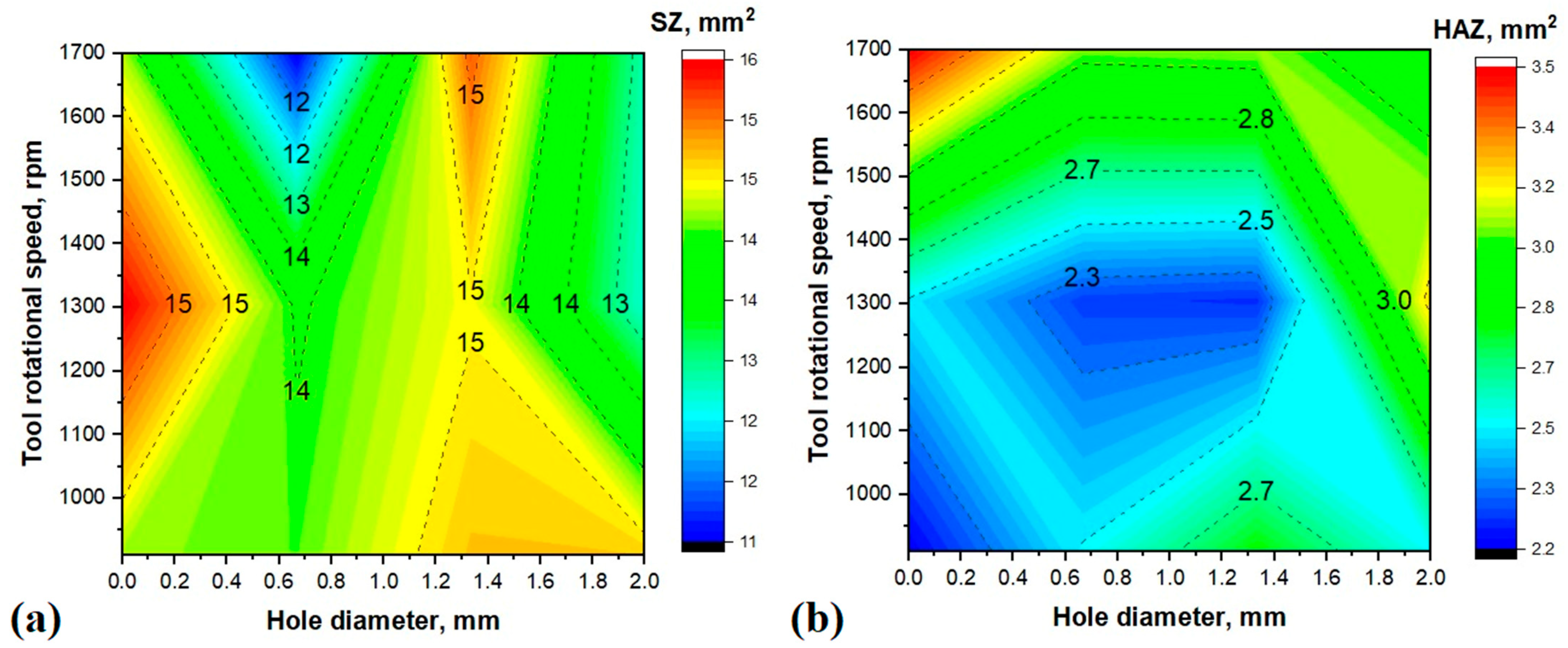
The analysis of the internal flow yielded vital insights into how the process parameters, such as tool rotation and hole diameter, relate to the properties of the SZ and HAZ, which are pivotal in heat generation during FSP. This study sought to clarify how these variables interact and affect material properties in processed samples. The results highlighted a direct link between tool rotation, hole diameter, and the dimensions of the SZ and HAZ regions.
Figure 8a,b visually depict these relationships, showing distinct trends in size changes based on process parameters. Across the samples analyzed, it was observed that both tool rotation and hole diameter exerted direct effects on the size of the SZ and HAZ areas. The range of the SZ areas spanned from 11 mm
2 (sample B0) to 16 mm
2 (sample C1), with the maximum SZ area recorded in sample B0, processed at 1280 rpm with a 0 mm hole diameter. Conversely, the smallest SZ area was attained at 1700 rpm with a 1 mm hole diameter. The hole diameter, indicative of the amount of Al
2O
3 in the aluminum matrix, played a significant role in influencing the SZ and HAZ dimensions. As discussed previously, an increase in hole diameter led to greater Al
2O
3 incorporation, consequently decreasing maximum heat generation during FSP. Interestingly, a distinct trend emerged in the dimension of the HAZ area, contrasting with the SZ area. It was observed that lower heat generation, attributed to increased Al
2O
3 incorporation, resulted in smaller HAZ areas in the FSP samples. The range of HAZ areas varied from 2.3 mm
2 to 3.5 mm
2 across the samples analyzed, with the minimum HAZ formed in sample A0 and the maximum in sample C0.
3.4. Tensile Strength of Joint
The ultimate tensile strength (UTS) analysis provided significant insights into the mechanical properties of the FSP samples, with the results summarized in
Table 5.
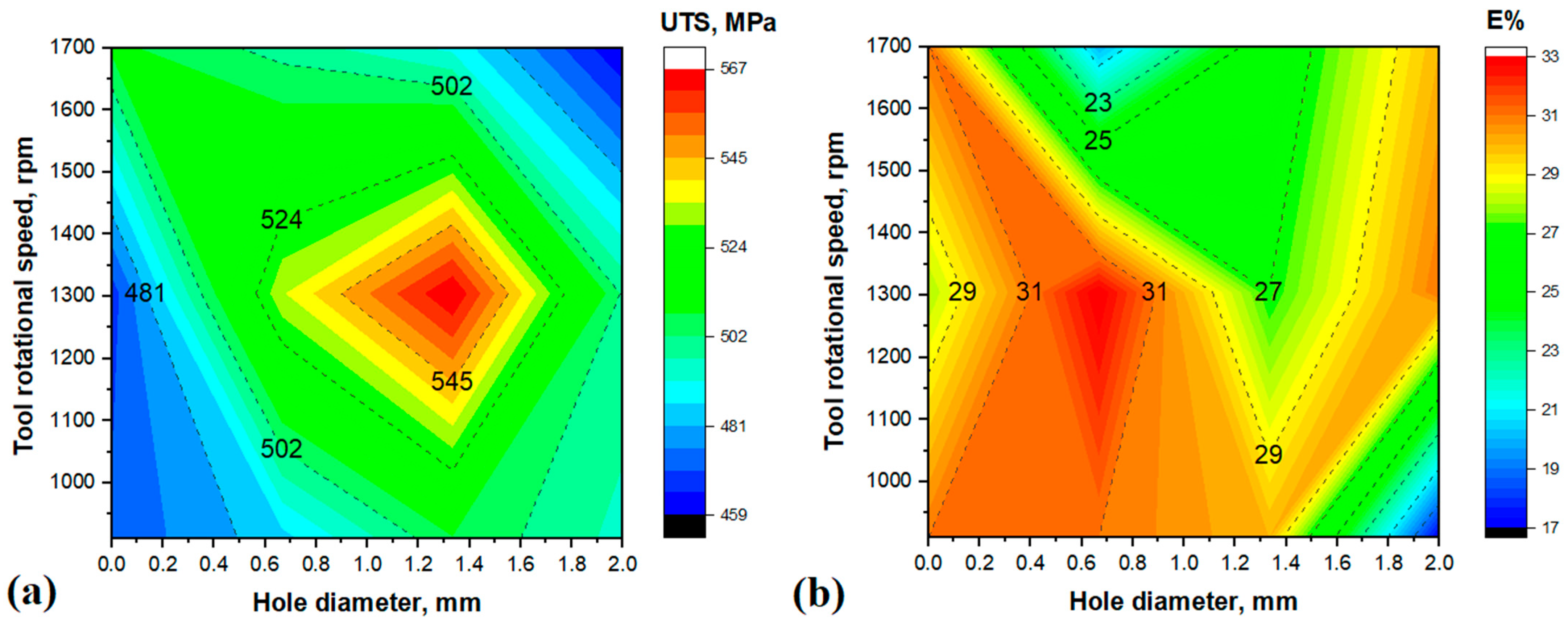
These findings highlighted the influence of process parameters, such as tool rotation and nanopowder incorporation, on the UTS of the fabricated samples. Across the A-series samples, UTS values ranged from 471 MPa for sample A0 to 507 MPa for sample A2, indicating variations in mechanical strength attributed to differing processing conditions. The maximum UTS in sample A2 surpassed the minimum UTS in sample A0 by 7.6%, underscoring the impact of process parameters on mechanical properties. Similarly, the B-series samples exhibited a wide range of UTS values, with strengths ranging from 476 MPa for sample B0 to 567 MPa for sample B2. The maximum UTS in sample B2 represented a significant increase of 21.4% compared to the minimum UTS in sample B0, emphasizing the substantial influence of processing parameters, particularly tool rotation and nanopowder addition. In the C-series samples, the UTS values ranged from 459 MPa for sample C3 to 509 MPa for sample C0. The maximum UTS in sample C0 exceeded the minimum UTS in sample C3 by 9.9%, further highlighting the variability in mechanical properties across different processing conditions.
Comparative analysis revealed that UTS and elongation were closely related to both tool rotation and the amount of added nanopowder. In samples without nanopowder, UTS increased with higher tool rotational velocities. However, with nanopowder addition, the UTS exhibited an optimal increase up to a 1.55 mm hole diameter, beyond which further nanopowder incorporation, particularly in 2 mm hole diameter samples, negatively impacted the UTS. Tool rotation velocity emerged as a critical factor influencing UTS, with an observed direct effect on mechanical strength when mixing Al
2O
3 with the aluminum matrix. The optimum processing parameters were identified as 1280 rpm tool velocity and a 1.5 mm hole diameter, yielding the highest UTS values in the study. Furthermore, nanopowder incorporation, as indicated by hole diameter, played a crucial role in UTS variation, with specific amounts of Al
2O
3 added to the aluminum alloy matrix corresponding to different hole diameters. Overall, the maximum UTS recorded in the study was 567 MPa in sample B2, while the minimum UTS was 471 MPa in sample A0, highlighting the significant influence of processing parameters on the mechanical strength of the FSP samples (
Figure 9a).
The analysis of elongation provided insights into the ductility of the FSP samples, elucidating the influence of process parameters, such as tool rotation and nanopowder addition, on material deformation properties [
24]. Across the A-series samples, elongation values ranged from 17% for sample A3 to 31% for samples A0, A1, and A2. This variation in elongation indicated differences in ductility attributed to distinct processing conditions. Notably, samples A0, A1, B3, and C0 exhibited identical elongation values of 31%, underscoring the consistency in ductility across these samples (
Figure 9b). Similarly, the B-series samples exhibited a range of elongation values, with strengths ranging from 27% for sample B2 to 33% for sample B1. The maximum elongation in sample B1 represented the highest ductility observed in the study, while the minimum elongation was found in sample B2. In the C-series samples, elongation values ranged from 20% for sample C1 to 31% for sample C0. The maximum elongation in sample C0 reflected a high level of ductility, whereas the minimum elongation in sample C1 indicated reduced deformation capacity under the tested conditions. Comparative analysis revealed a correlation between elongation and both tool rotation and nanopowder addition. In samples without nanopowder, elongation increased with higher tool rotational velocities, indicating enhanced ductility. However, with nanopowder addition, the relationship between elongation and processing parameters exhibited greater variability, suggesting additional factors influencing material deformation properties. Overall, the maximum elongation recorded in the study was 33% in sample B1, while the minimum elongation was 17% in sample A3. These findings highlight the significant influence of processing parameters on material ductility and deformation behavior in FSP-treated samples.
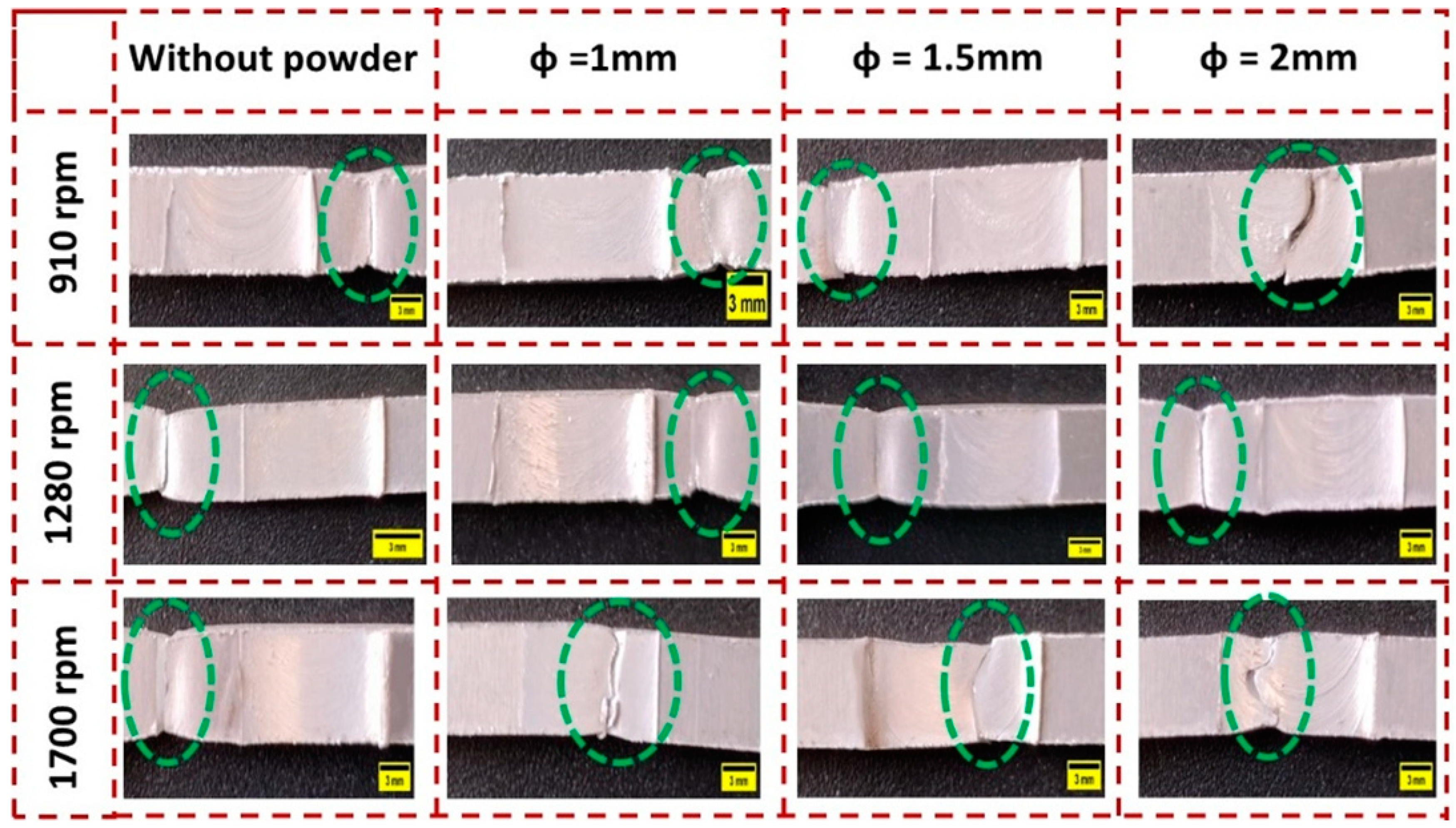
The examination of fracture locations during the tensile test provided valuable insights into the mechanical behavior and structural integrity of nanocomposite samples produced by FSP, offering indications of fracture initiation and propagation patterns. The fracture locations, as depicted in
Figure 10, revealed distinct fracture patterns across the different sample series. Specifically, the C-series samples exhibited fracture initiation and propagation from the side and middle of the stir zone. This fracture pattern suggests that the structural integrity of these samples was primarily maintained within the stir zone, indicating robust bonding and material consolidation in this region. Conversely, sample A3 displayed fracture characteristics similar to the C-series samples, with fracture occurring from the middle of the stir zone. However, in contrast to the C-series samples, the remaining A-series samples exhibited fracture initiation and propagation from the heat-affected zone area. This fracture pattern suggests that the structural integrity of these samples was predominantly influenced by the characteristics of the heat-affected zone, highlighting variations in material properties and bonding mechanisms across different processing conditions.
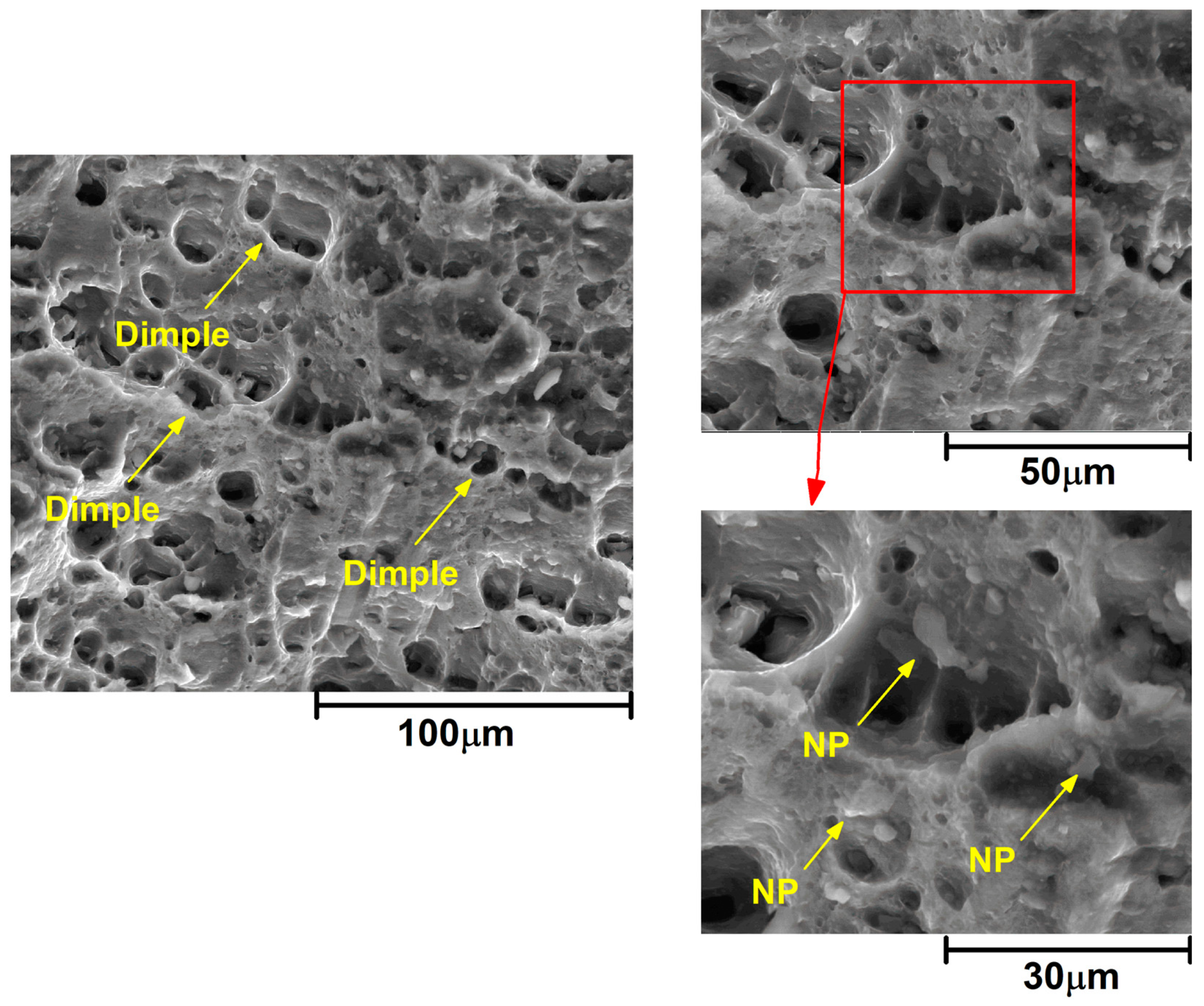
The examination of the fracture surfaces using SEM provided valuable insights into the failure mechanisms and microstructural features of the produced nanocomposite samples, particularly sample C3, which exhibited the lowest UTS, and sample B2, which demonstrated the highest UTS. The SEM images from the fracture surface of sample C3 after the tensile test, as presented in
Figure 11, revealed both low-magnification and high-magnification views. The low-magnification images provided an overview of the fracture surface, while the high-magnification images offered detailed insights into the microstructural features. Very small dimples with an irregular pattern observed on the fracture surface indicated a ductile fracture type, suggesting plastic deformation and energy absorption during the failure process. Moreover, high-magnification SEM images revealed the presence of agglomerated Al
2O
3 nanoparticles inside the dimples, indicating strong bonding between the nanoparticles and the aluminum alloy matrix. The presence of these agglomerated nanoparticles suggests that they may have served as crack initiation sites during the tensile test, influencing the fracture behavior and mechanical properties of the nanocomposite. Specifically, the agglomeration of nanoparticles may have compromised the uniform distribution of reinforcement within the matrix, leading to localized stress concentrations and reduced tensile strength. The observed agglomeration of Al
2O
3 nanoparticles at the interface of dimples may be attributed to the high rotational velocity during the friction stir processing, which promotes intense stirring action of the aluminum matrix and nanoparticles. Instead of uniformly dispersing throughout the stir zone, the nanoparticles agglomerated, potentially diminishing the effectiveness of reinforcement and adversely affecting the mechanical properties of the produced nanocomposite.
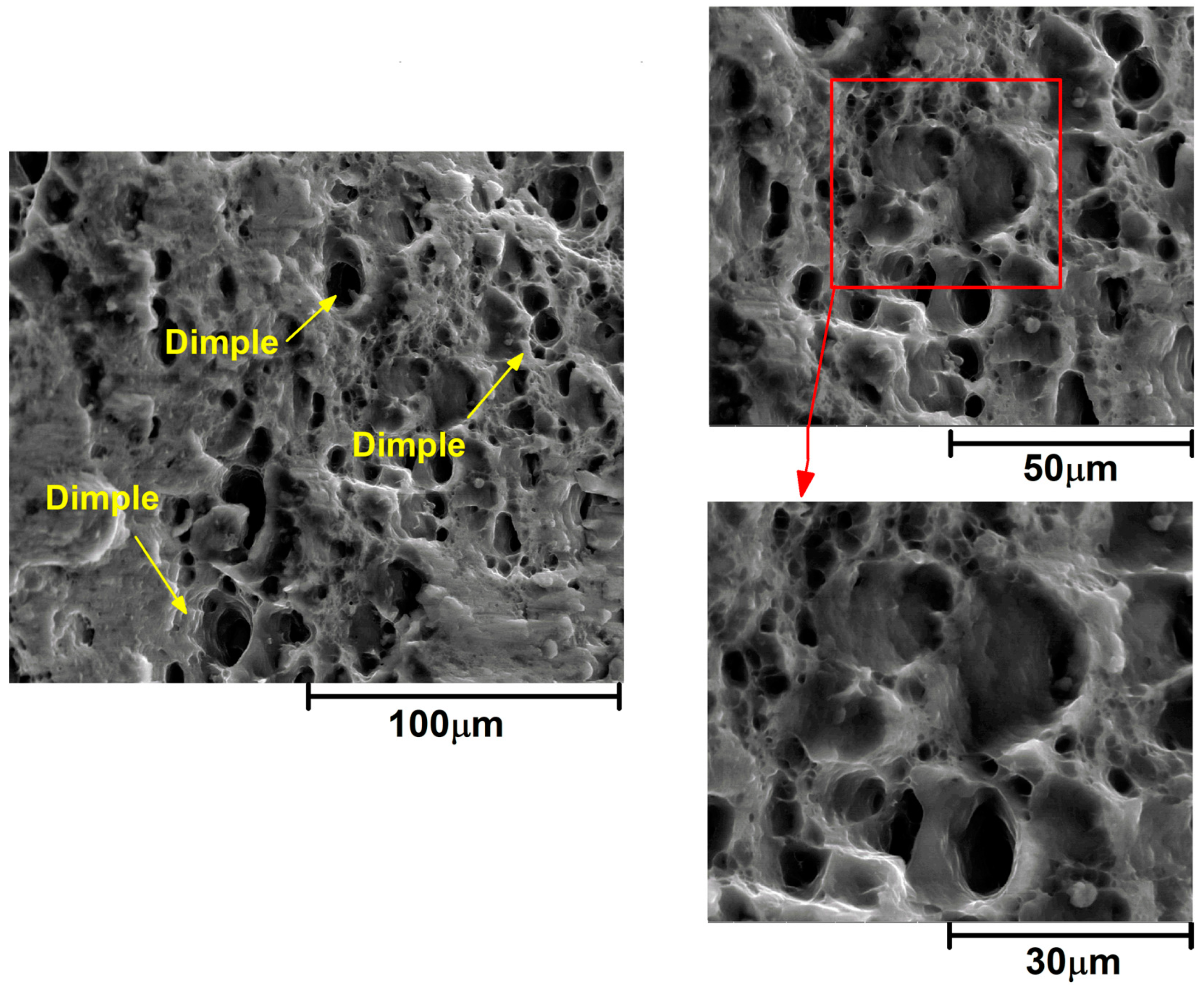
Interestingly, the presence of nanoparticles within the dimples suggests that they did not adversely affect crack initiation and growth during the tensile test. Instead, the aluminum matrix ruptured during the test, leaving the nanoparticles embedded within the fracture surface. This observation indicates that the nanoparticles may have reinforced the aluminum matrix, contributing to improved mechanical properties. The effectiveness of nanoparticle reinforcement may be attributed to the appropriate stirring action achieved at the 1280 rpm tool rotational velocity, which facilitated uniform dispersion of nanoparticles within the stir zone. This uniform distribution likely contributed to enhanced mechanical properties and minimized stress concentrations within the material (in
Figure 12).
3.5. Hardness Analysis
The hardness analysis provided valuable insights into the material properties of the produced nanocomposite samples, with the results presented in
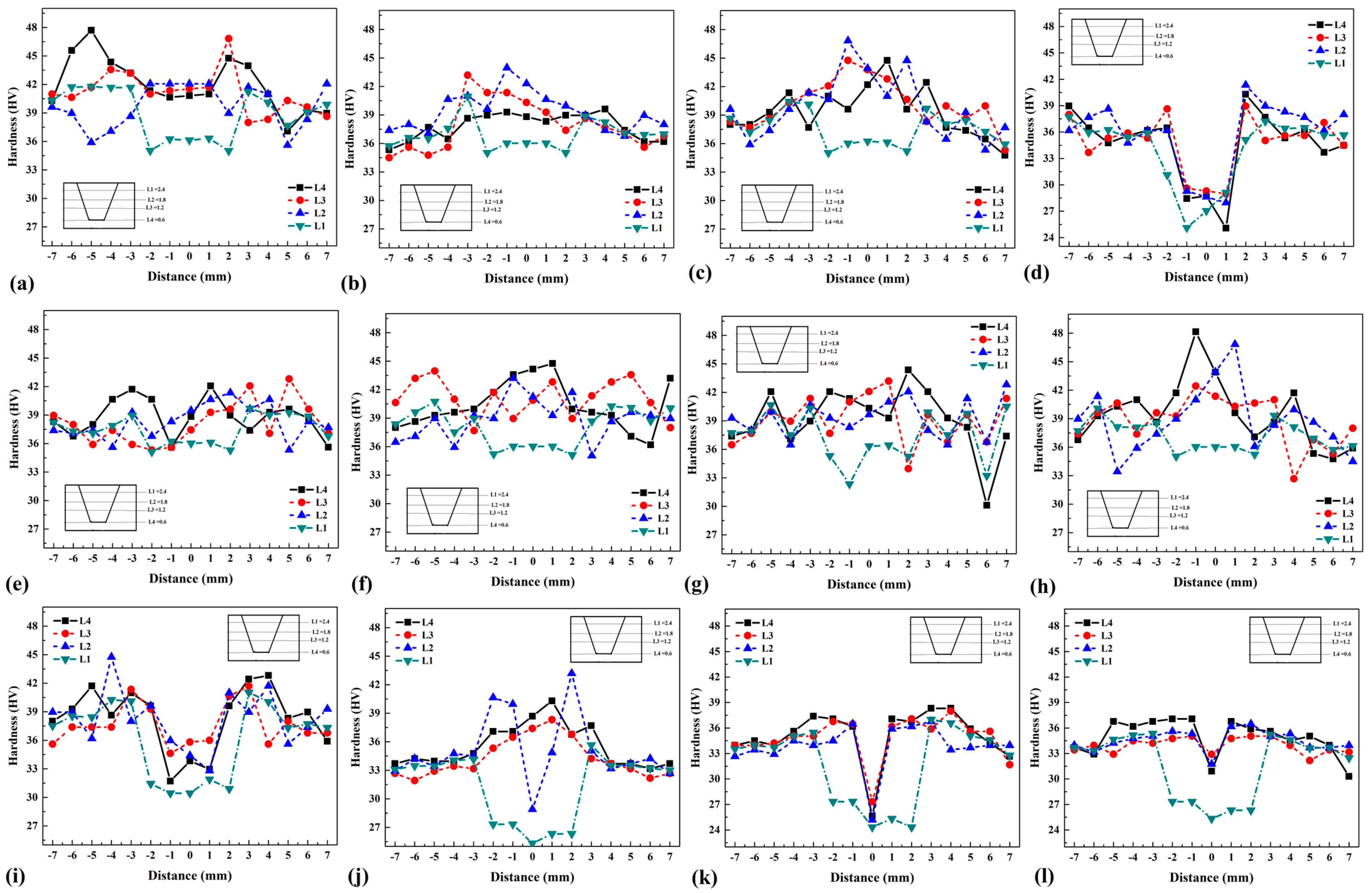
Figure 13. Each sample was divided into four sections, with hardness measurements taken at incremental depths from the bottom of the aluminum matrix. The hardness values of different sections were denoted as L4, L3, L2, and L1, corresponding to depths of 0.6 mm, 1.2 mm, 1.8 mm, and 2.4 mm, respectively, from the bottom of the processed surface. This approach enabled the evaluation of hardness variation across different depths within the nanocomposite structure. Hardness measurements were conducted using the Vickers hardness method, facilitating a precise characterization of material hardness.
Figure 13a–d present the hardness profiles of samples A0, A1, A2, and A3, respectively, across the joint line from the retreating side (−7 mm) to the advancing side (+7 mm). The results indicate that the average hardness at the center of the stir zone varied among the samples, with values of 40 HV, 41 HV, 43 HV, and 29 HV for samples A0, A1, A2, and A3, respectively. An inverse relationship was observed between FSP tool rotational velocity and SZ hardness, with increasing velocity correlating with decreased hardness. Similarly, for B-series samples (
Figure 13e–h), average hardness values at the center of the SZ were 39 HV, 42 HV, 43 HV, and 42 HV for samples B0, B1, B2, and B3, respectively. The results highlighted the highest hardness in sample B2, corresponding to the highest UTS observed in this series. In contrast, C-series samples (
Figure 13i–l) exhibited lower hardness values, with average readings of 29 HV, 33 HV, 24 HV, and 28 HV for samples C0, C1, C2, and C3, respectively. These findings indicate a detrimental effect of nanopowder addition on hardness, resulting in softening of the nanocomposite material. The hardness analysis revealed variations in material hardness across different processing conditions, with higher rotational velocities leading to decreased hardness in the SZ. The highest hardness was observed in B-series samples, correlating with the highest UTS values in this series, underscoring the importance of hardness in determining the mechanical properties of the nanocomposite.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}