
Stress Measurement of Stainless Steel Piping Welds by Complementary Use of High-Energy Synchrotron X-rays and Neutrons


Abstract
:1. Introduction
2. Materials and Methods
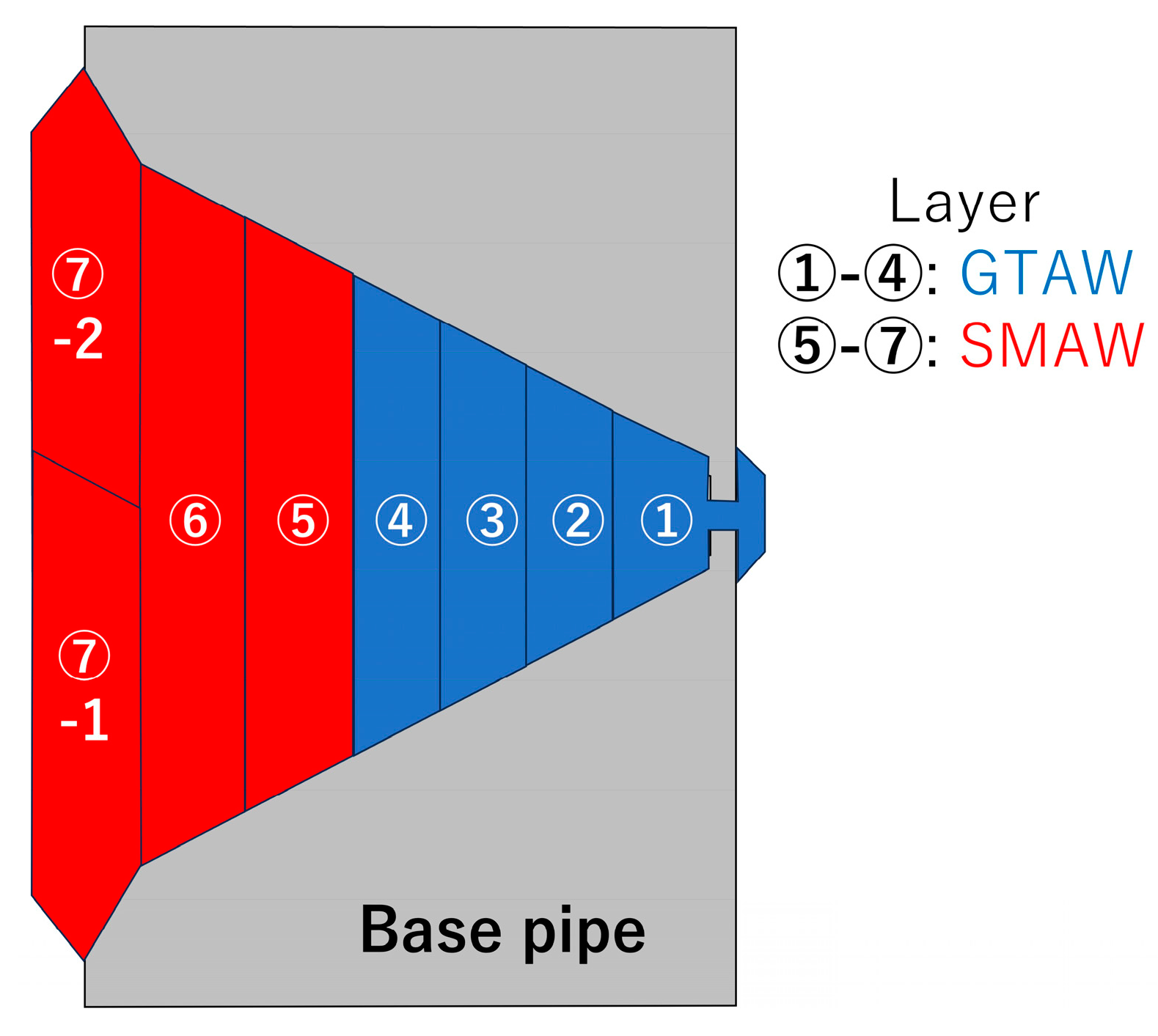
2.1. Test Material
2.2. Specimens
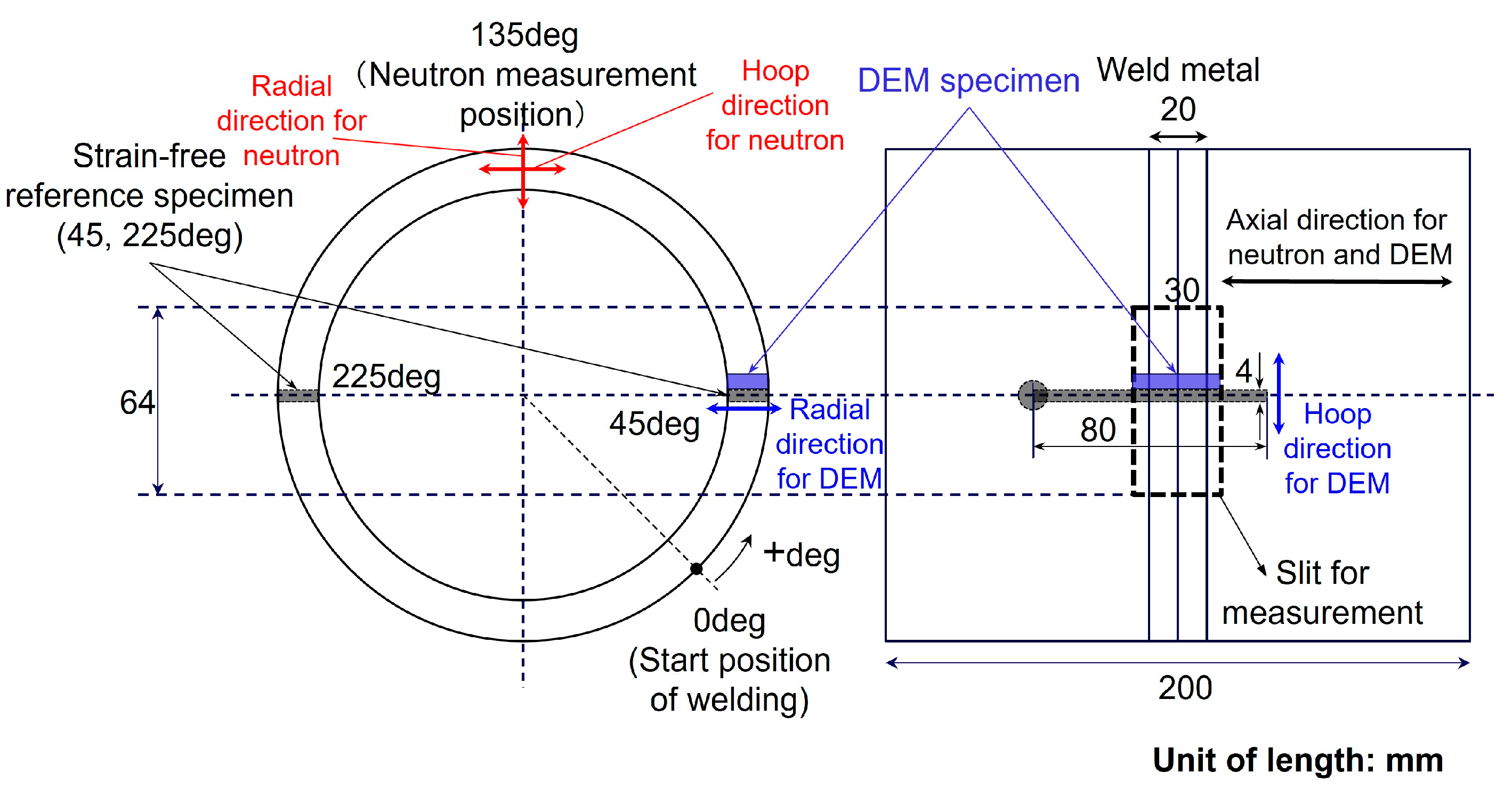
2.2.1. Strain-Free Reference Specimen
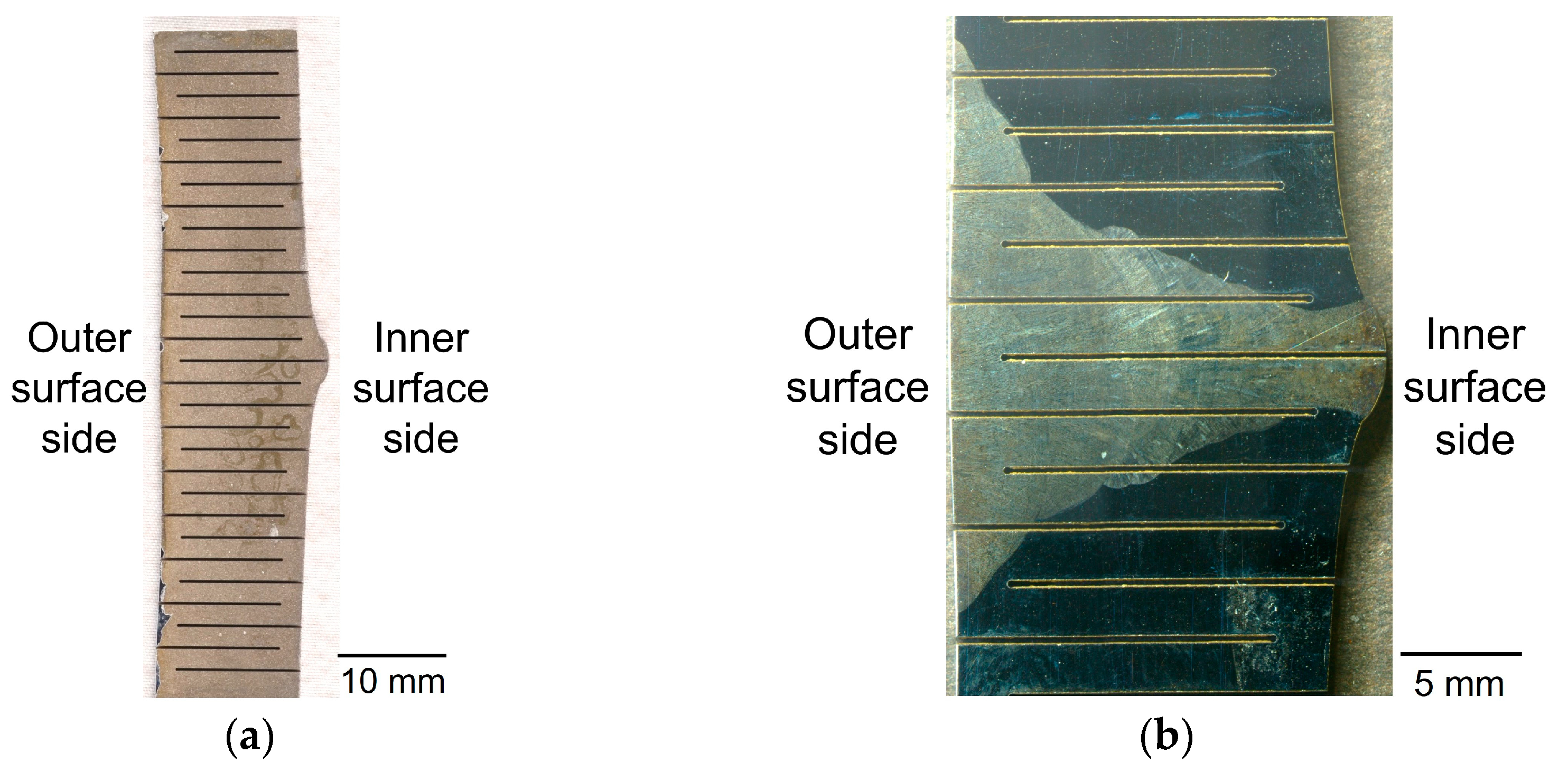
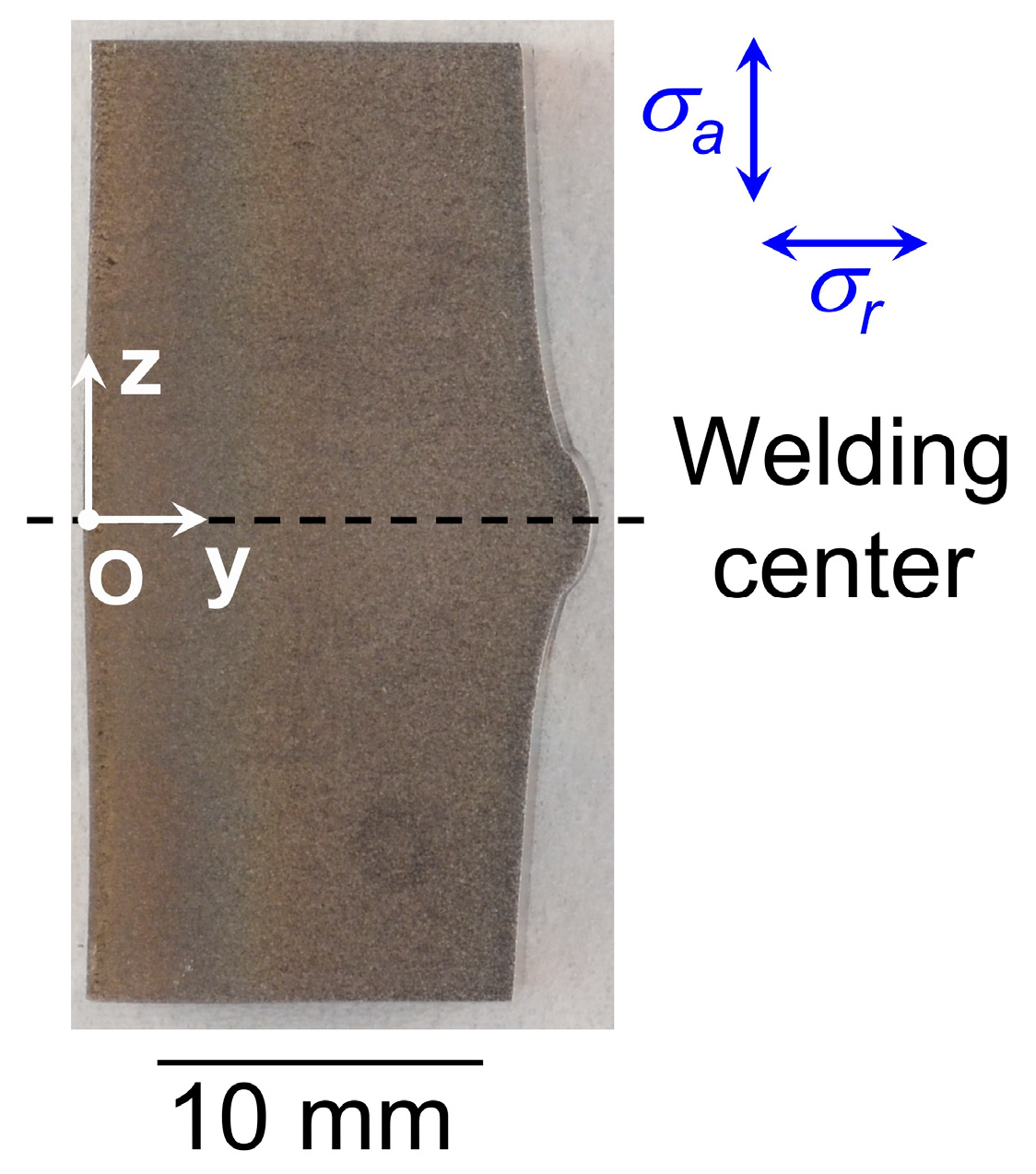
2.2.2. DEM Specimen
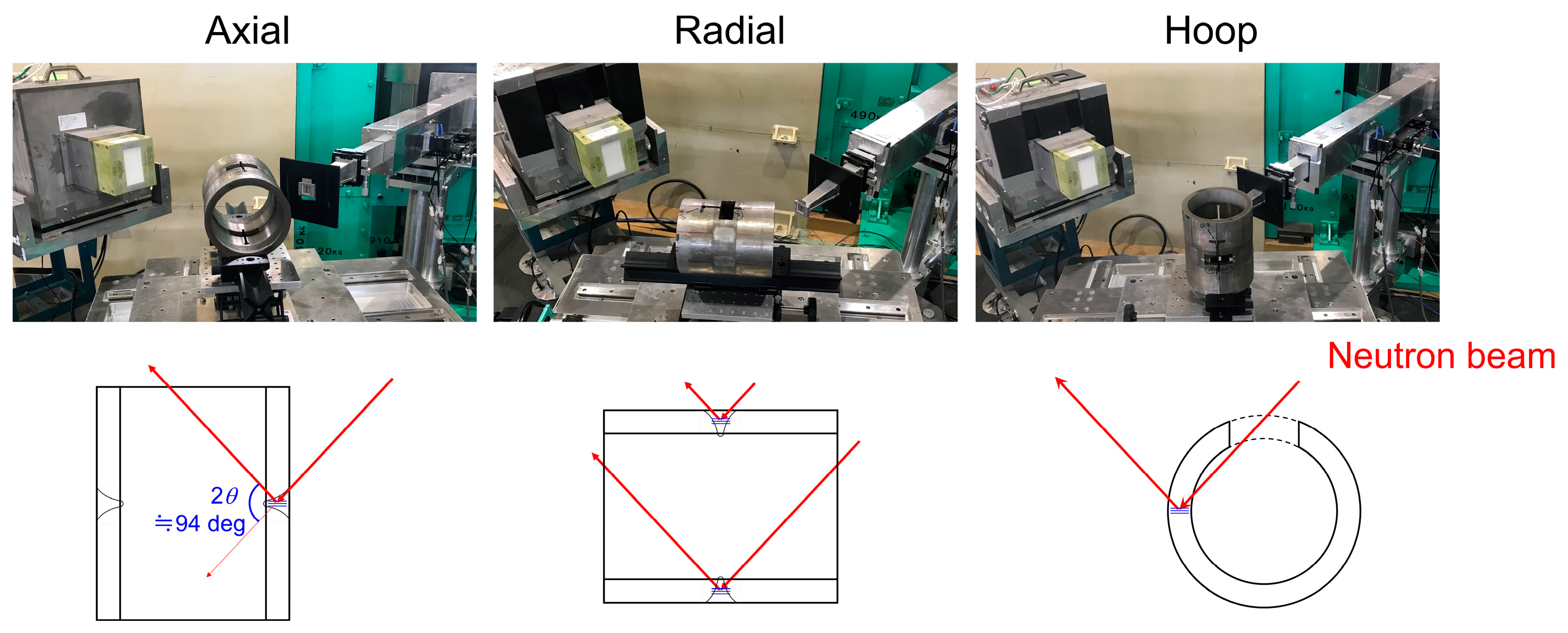
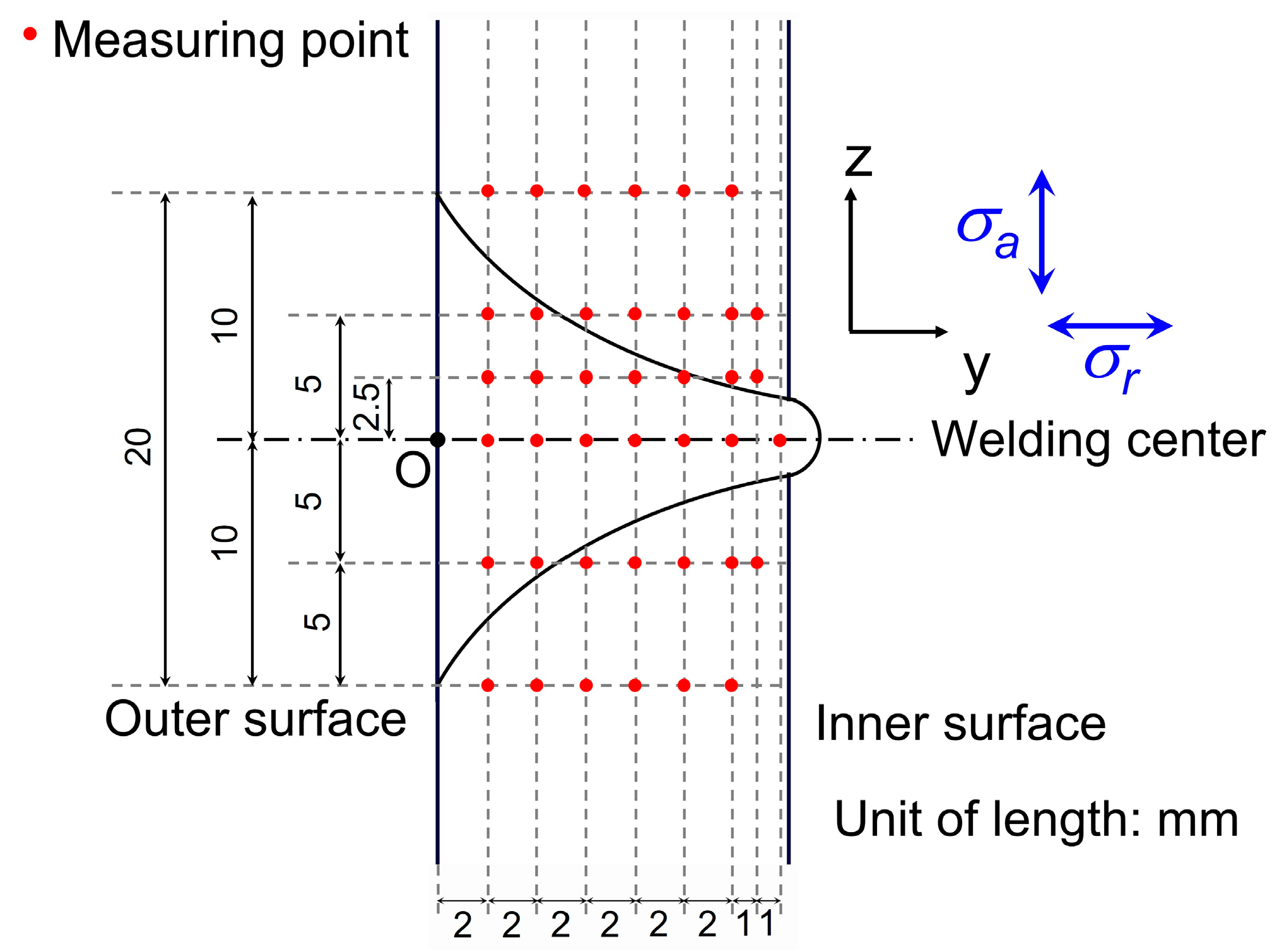
2.3. Neutron Stress Measurements
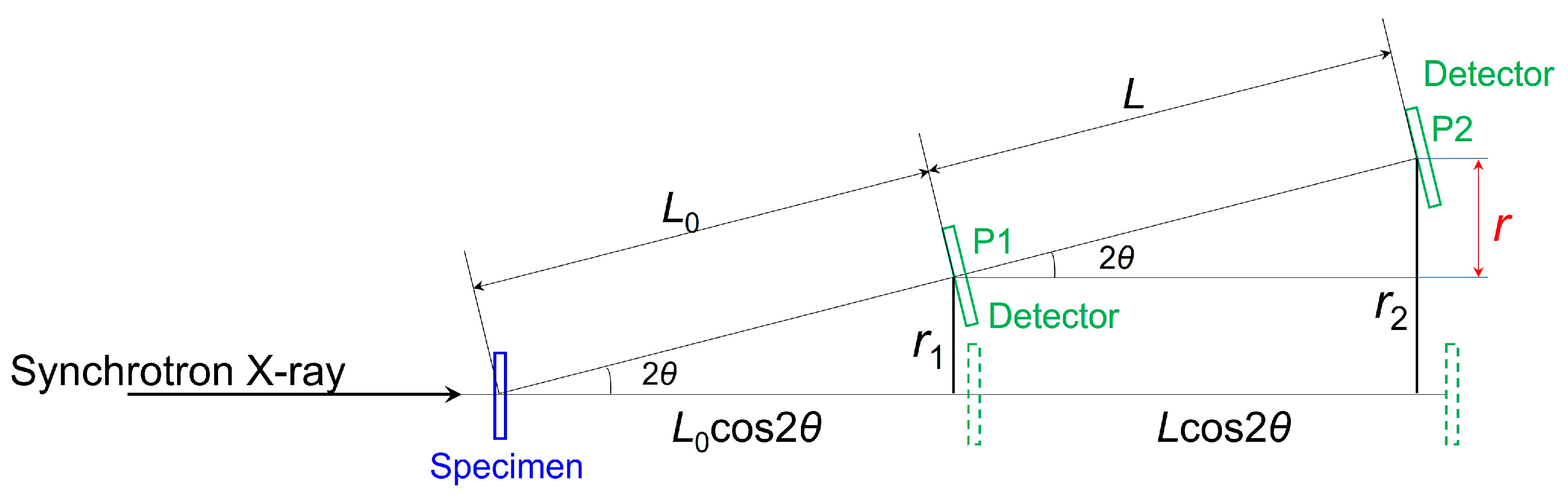
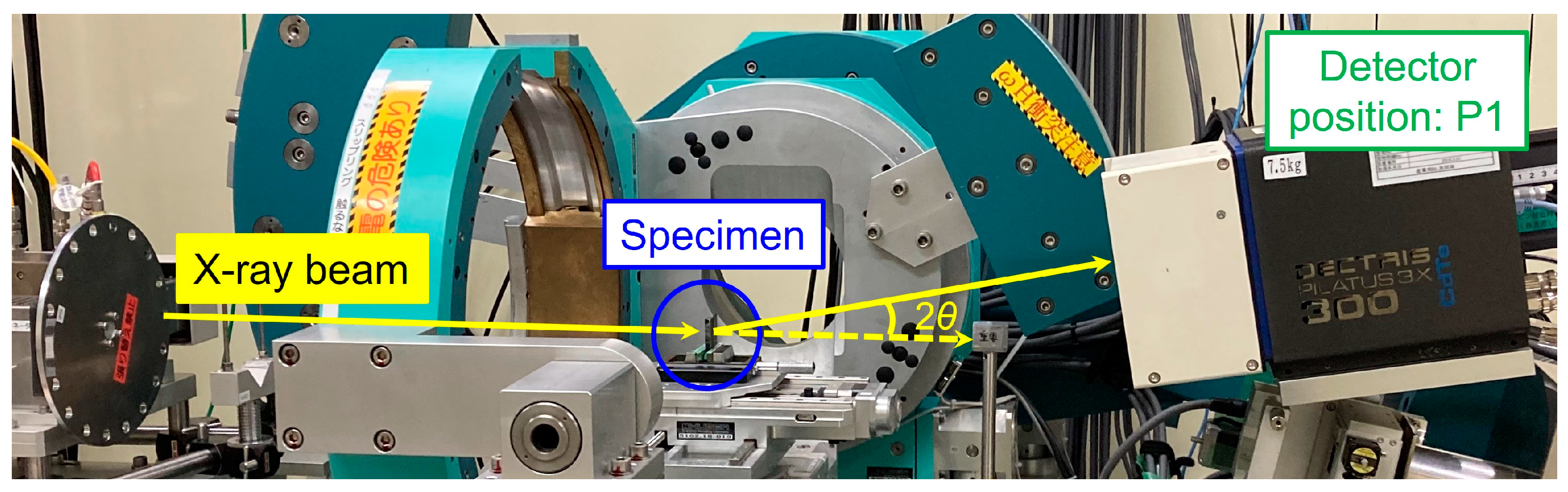
2.4. DEM with Synchrotron X-rays
3. Results and Discussion
3.1. Residual Stress Distribution Measured by Neutron Diffraction
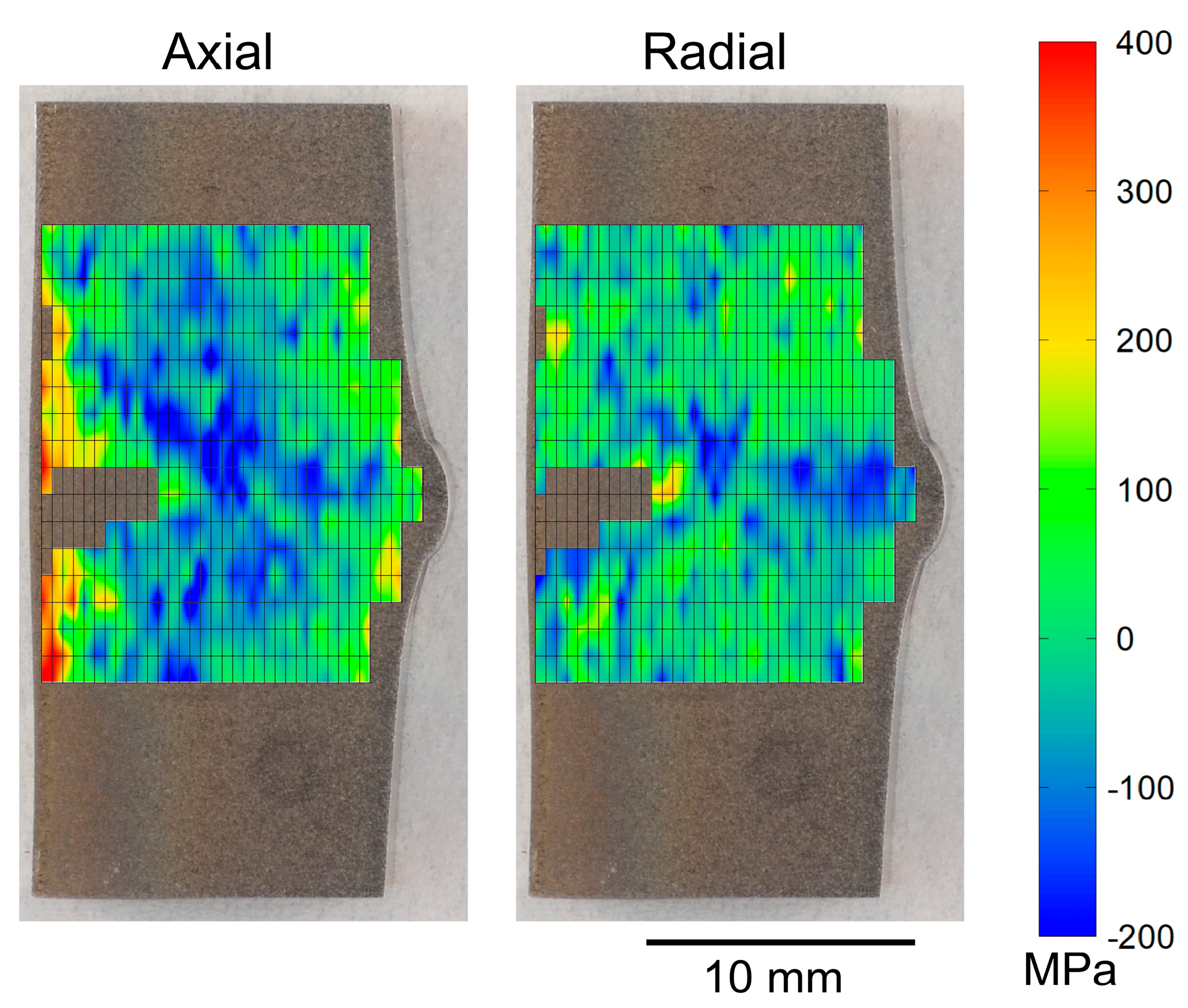
3.2. 2D Stress Distributions Measured by DEM
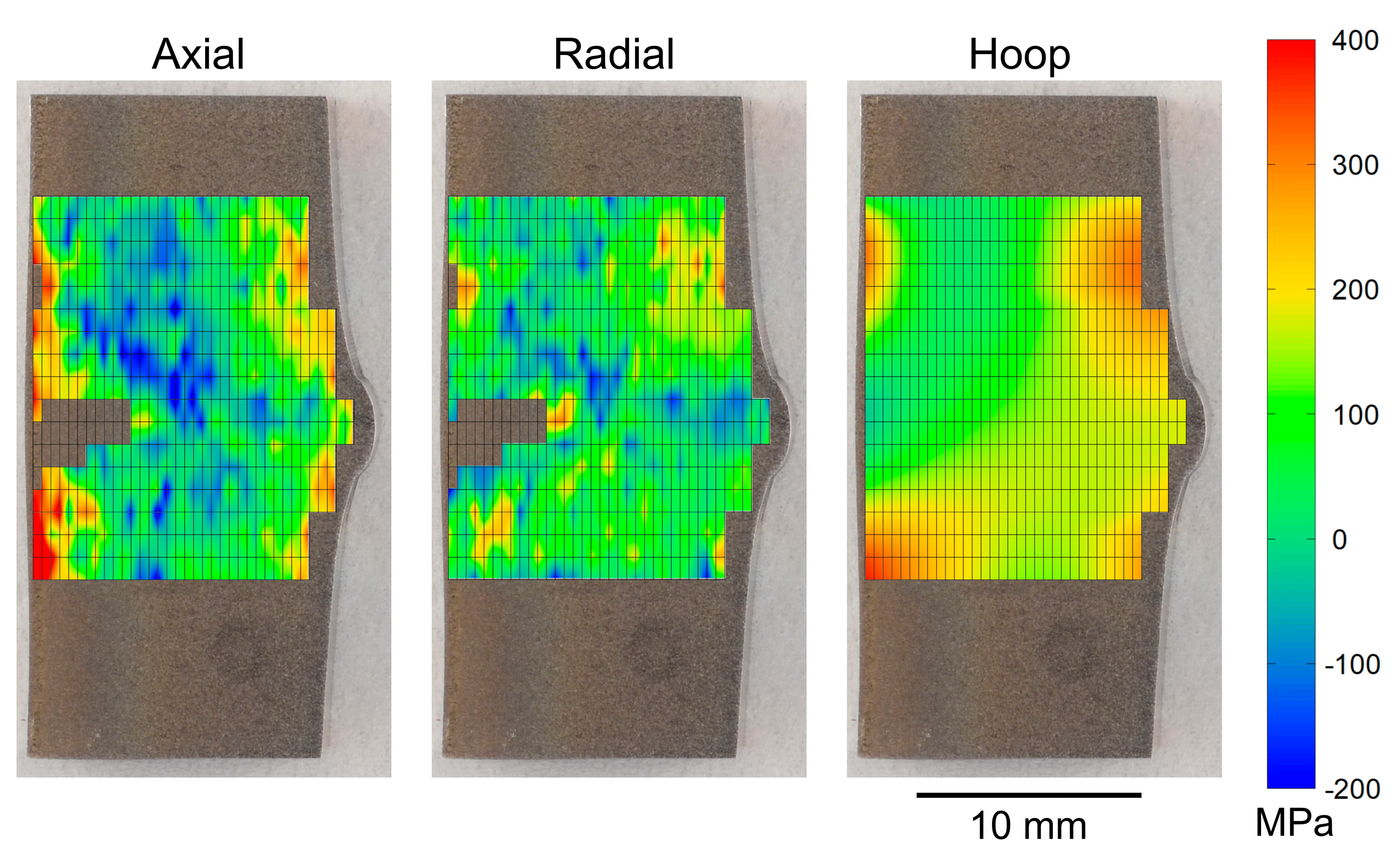
3.3. Evaluation of Triaxial Residual Stress by Combination of Neutron Diffraction and DEM
4. Conclusions
- The DEM is an effective tool for stress evaluation in welds and coarse grains using high-energy synchrotron X-rays. Its effectiveness is primarily due to its low susceptibility to errors arising from the diffraction positions of the coarse grains in the weld.
- Residual stresses in welded piping were quantified using the strain scanning method with neutron diffraction. The triaxial stress distribution, as determined by this method, was modeled using a polynomial equation, enabling the creation of a hoop stress map.
- The axial and radial stresses, obtained from the DEM using high-energy synchrotron X-ray radiation, were integrated with the hoop stresses measured via neutron diffraction. This integration, based on a plane strain assumption, facilitated the development of a comprehensive residual stress map for the weld in a triaxial stress state.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suzuki, S.; Takamori, K.; Kumagai, K.; Sakashita, A.; Yamashita, N.; Shitara, C.; Okumura, Y. Stress Corrosion Cracking in Low Carbon Stainless Steel Components in BWRs. E-J. Adv. Maint. 2009, 1, 1–29. [Google Scholar]
- JSME S NAI-2020; Codes for Nuclear Power Generation Facilities—Rules on Fitness-for-Service for Nuclear Power Plants. Japan Society of Mechanical Engineers: Tokyo, Japan, 2020.
- Rudland, D.; Harrington, D.; Dingreville, R. Development of the Low Probability of Rupture (xLPR) Version 2.0 Code. In Proceedings of the ASME Pressure Vessel and Piping Conference PVP2015, PVP2015-45134, Boston, MA, USA, 19–23 July 2015. [Google Scholar]
- Homiack, M.; Facco, G.; Benson, M.; Erikcson, M.; Harrington, C. Extremely Low Probability of Rupture Version 2 Probabilistic Fracture Mechanics Code; NUREG-2247; U.S. Nuclear Regulatory Commission: Washington, DC, USA, 2021; p. 20555-0001. [Google Scholar]
- Mano, A.; Yanaguchi, Y.; Katsuyama, J.; Li, Y. Improvement of Probabilistic Fracture Mechanics Analysis Code PASCAL-SP with Regards to PWSCC. J. Nucl. Eng. Radiat. Sci. 2019, 5, 31501. [Google Scholar] [CrossRef]
- Machida, H.; Arakawa, M.; Yamashita, N.; Yoshimura, S. Development of Probabilistic Fracture Mechanics Analysis Code for Pipes with Stress Corrosion Cracks. J. Power Energy Syst. 2009, 3, 103–113. [Google Scholar] [CrossRef]
- JSMS-SD-5-02; Standard Method for Stress Measurement—Steels. The Society of Materials Science: Kyoto, Japan, 2005.
- Allen, A.J.; Hutchings, M.T.; Windsor, C.G.; Andreani, C. Neutron diffraction methods for study of residual stress fields. Adv. Phys. 1985, 34, 445–473. [Google Scholar] [CrossRef]
- Suzuki, H.; Katsuyama, J.; Tobita, T.; Morii, Y. Residual stress measurement of large scaled welded pipe using neutron diffraction method—Effect of SCC crack propagation and repair weld on residual stress distribution. Q. J. Jpn. Weld. Soc. 2011, 29, 294–304. [Google Scholar] [CrossRef]
- Bouchard, P.J.; George, D.; Santisteban, J.R.; Bruno, G.; Dutta, M.; Edwards, L.; Kingston, E.; Smith, D.J. Measurement of the stresses in stainless steel pipe girth weld containing long and short repair. Int. J. Press. Vessel. Pip. 2005, 82, 299–310. [Google Scholar] [CrossRef]
- Machida, H. Influence of Non-Destructive Examination Performance on Reliability of Pipes Having Stress Corrosion Cracks. Trans. JSME 2011, 77, 1798–1813. [Google Scholar] [CrossRef]
- Maekawa, A.; Serizawa, H.; Nakacho, K.; Murakawa, H. Fast Finite Element Analysis of Weld Residual Stress in Larg-Diameter Thick-Walled Stainless Steel Pipe Joints and Its Experimental Validation. Q. J. Jpn. Weld. Soc. 2013, 31, 129s–133s. [Google Scholar] [CrossRef]
- Dai, P.; Wang, Y.; Li, S.; Lu, S.; Feng, G.; Deng, D. FEM analysis of residual stress induced by repair welding in SUS304 stainless steel pipe butt-welded joint. J. Manuf. Process. 2020, 58, 975–983. [Google Scholar] [CrossRef]
- George, D.; Smith, D.J. Through thickness measurement of residual stresses in a stainless steel cylinder containing shallow and deep weld repairs. Int. J. Press. Vessel. Pip. 2005, 82, 279–287. [Google Scholar] [CrossRef]
- Hilson, G.; Simandjuntak, S.; Flewitt, P.E.J.; Hallam, K.R.; Pavier, M.J.; Smith, D.J. Spatial variation of residual stresses in a welded pipe for high temperature applications. Int. J. Press. Vessel. Pip. 2009, 86, 748–756. [Google Scholar] [CrossRef]
- Suzuki, K.; Shiro, A.; Toyokawa, H.; Saji, C.; Shobu, T. Double-Exposure Method with Synchrotron White X-ray for Stress Evaluation of Coarse-Grain Materials. Quantum Beam Sci. 2020, 4, 25. [Google Scholar] [CrossRef]
- Suzuki, K.; Kura, K.; Miura, Y.; Shiro, A.; Toyokawa, H.; Kajiwara, K.; Shobu, T. A study on Stress Measurement if Weld Part using Double Exposure Method. J. Soc. Mater. Sci. Jpn. 2022, 71, 1005–1012. [Google Scholar] [CrossRef]
- Holmberg, J.; Steuwer, A.; Stormvinter, A.; Kristoffersen, H.; Haakanen, M.; Berglund, J. Residual stress state in an induction hardened steel bar determined by synchrotron and neutron diffraction compared to results from lab-XRD. Mater. Sci. Eng. A 2016, 667, 199–207. [Google Scholar] [CrossRef]
- Chopra, O.K. Effects of Thermal Aging on Fracture Toughness and Charpy-Impact Strength of Stainless Steel Pipe Welds. NUREG/CR-6428, Rev. 1; U.S. Nuclear Regulatory Commission: Washington, DC, USA, 2018; p. 20555-0001. [Google Scholar]
- Kröner, E. Berechnung der elastischen Konstanten des Vierkristalls aus den Konstanten des Einkristalls. Z. Physik 1958, 151, 504–518. [Google Scholar] [CrossRef]
- Suzuki, K. X-ray and Mechanical Elastic Constants for Cubic System by Kröner Model. Available online: https://x-ray.jsms.jp/kroner/kroner_c.html (accessed on 16 May 2023).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Ni | Cr | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Base pipe | 0.05 | 0.37 | 1.43 | 0.033 | 0.004 | 10.25 | 16.53 | 2.06 | - | Bal. |
| Insert ring | 0.012 | 0.36 | 1.78 | 0.023 | 0.001 | 12.09 | 19.44 | 2.36 | 0.27 | Bal. |
| GTAW | 0.017 | 0.41 | 1.88 | 0.005 | 0.002 | 11.38 | 19.61 | 2.31 | 0.01 | Bal. |
| SMAW | 0.055 | 0.41 | 1.40 | 0.029 | 0.009 | 12.08 | 19.22 | 2.33 | 0.26 | Bal. |
| y Range (0.4 mm Pitch) | z Range (1.0 mm Pitch) |
|---|---|
| 0.4~12.8 | −7~−5, 6~10 |
| 0.4~14.0 | −4~−2, 2~5 |
| 0.4~14.8 | −1, ~1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miura, Y.; Suzuki, K.; Morooka, S.; Shobu, T. Stress Measurement of Stainless Steel Piping Welds by Complementary Use of High-Energy Synchrotron X-rays and Neutrons. Quantum Beam Sci. 2024, 8, 1. https://doi.org/10.3390/qubs8010001
Miura Y, Suzuki K, Morooka S, Shobu T. Stress Measurement of Stainless Steel Piping Welds by Complementary Use of High-Energy Synchrotron X-rays and Neutrons. Quantum Beam Science. 2024; 8(1):1. https://doi.org/10.3390/qubs8010001
Chicago/Turabian StyleMiura, Yasufumi, Kenji Suzuki, Satoshi Morooka, and Takahisa Shobu. 2024. "Stress Measurement of Stainless Steel Piping Welds by Complementary Use of High-Energy Synchrotron X-rays and Neutrons" Quantum Beam Science 8, no. 1: 1. https://doi.org/10.3390/qubs8010001