
Clean Energy from Poplar and Plastic Mix Valorisation in a Gas Turbine with CO2 Capture Process

Abstract
:1. Introduction
2. Methods
2.1. Gasification Process Description
- Case 1. P–PP mix gasification without CO2 capture process;
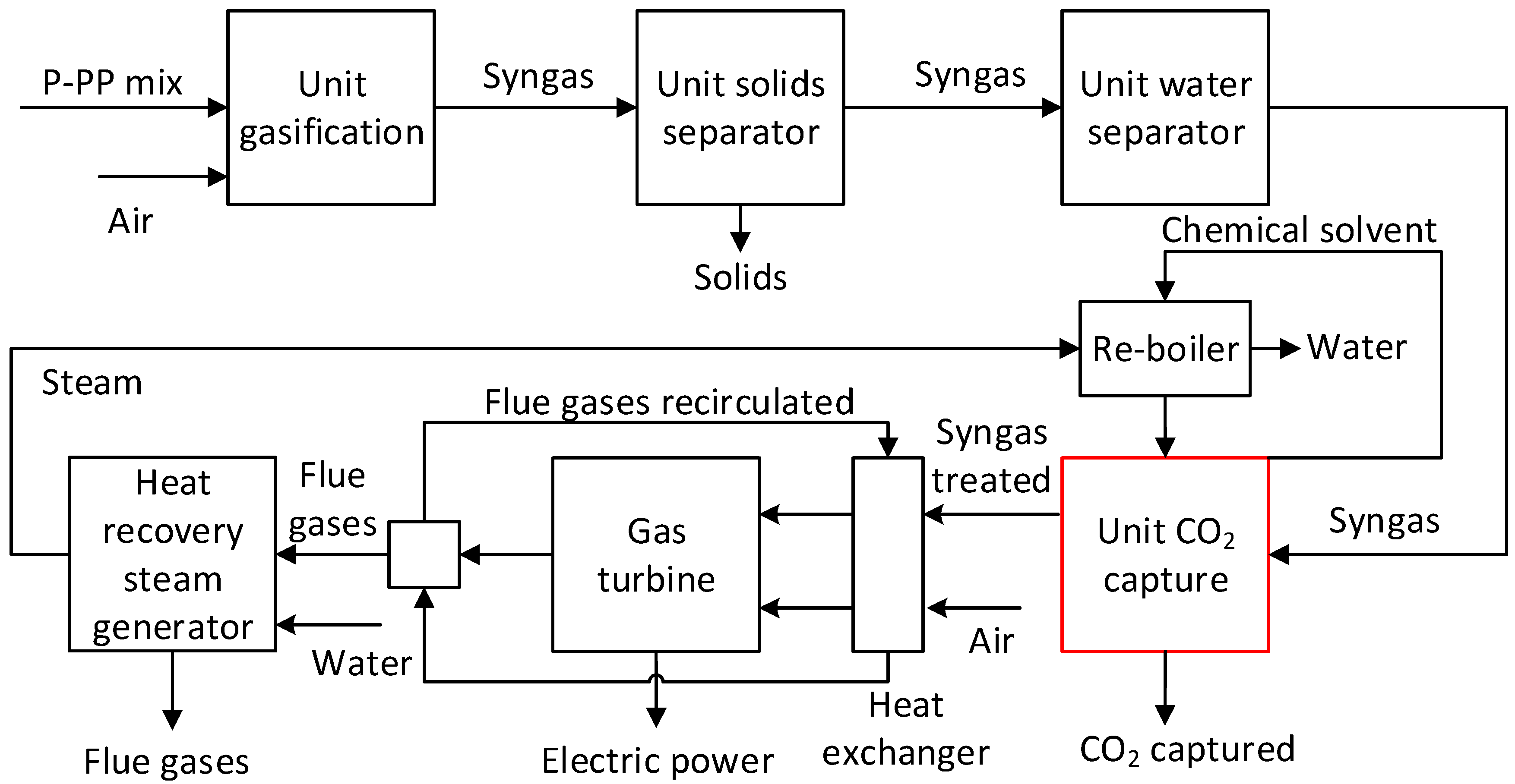
- Case 2. P–PP mix gasification with pre-combustion CO2 capture process;
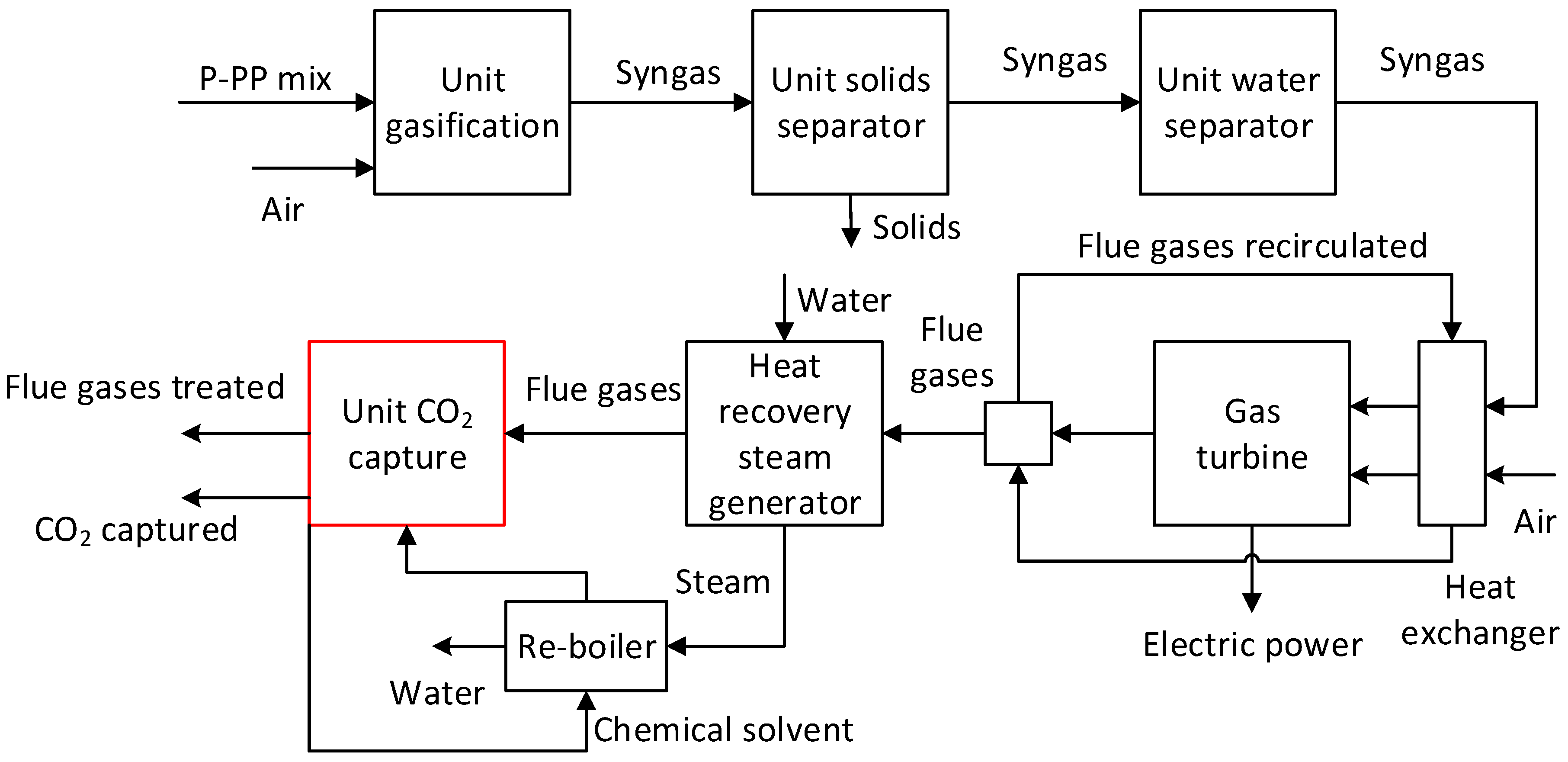
- Case 3. P–PP mix gasification with post-combustion CO2 capture process.
2.2. Syngas Decarbonisation
2.3. Syngas Conversion in Electricity
3. Results and Discussion
3.1. Influence of ER on the Gasification Process
3.2. Energetic Valorisation of Syngas in a Gas Turbine
3.3. Negative CO2 Emissions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Antal, M.J.; Grønli, M. The art, science, and technology of charcoal production. Ind. Eng. Chem. Res. 2003, 42, 1619–1640. [Google Scholar] [CrossRef]
- Varhegyi, G.; Antal, M.J., Jr.; Szekely, T.; Szabo, P. Kinetics of the thermal decomposition of cellulose, hemicellulose, and sugarcane bagasse. Energy Fuels 1989, 3, 329–335. [Google Scholar] [CrossRef]
- Vasile, C.; Brebu, M.A. Thermal valorisation of biomass and of synthetic polymer waste. Upgrading of pyrolysis oils. Cellul. Chem. Technol. 2006, 40, 489–512. [Google Scholar]
- Abnisa, F.; Daud, W.M.A.W. A review on co-pyrolysis of biomass: An optional technique to obtain a high-grade pyrolysis oil. Energy Convers. Manag. 2014, 87, 71–85. [Google Scholar] [CrossRef]
- Couhert, C.; Commandre, J.M.; Salvador, S. Is it possible to predict gas yields of any biomass after rapid pyrolysis at high temperature from its composition in cellulose, hemicellulose and lignin? Fuel 2009, 88, 408–417. [Google Scholar] [CrossRef]
- Brown, R.C. The Role of Pyrolysis and Gasification in a Carbon Negative Economy. Processes 2021, 9, 882. [Google Scholar] [CrossRef]
- Kumar, R. A review on the modelling of hydrothermal liquefaction of biomass and waste feedstocks. Energy Nexus 2022, 5, 100042. [Google Scholar] [CrossRef]
- Jalili, M.; Ghasempour, R.; Ahmadi, M.H.; Chitsaz, A.; Holagh, S.G. An integrated CCHP system based on biomass and natural gas co-firing: Exergetic and thermo-economic assessments in the framework of energy nexus. Energy Nexus 2022, 5, 100016. [Google Scholar] [CrossRef]
- Glushkov, D.; Nyashina, G.; Shvets, A.; Pereira, A.; Ramanathan, A. Current Status of the Pyrolysis and Gasification Mechanism of Biomass. Energies 2021, 14, 7541. [Google Scholar] [CrossRef]
- Ciuffi, B.; Chiaramonti, D.; Rizzo, A.M.; Frediani, M.; Rosi, L. A critical review of SCWG in the context of available gasification technologies for plastic waste. Appl. Sci. 2020, 10, 6307. [Google Scholar] [CrossRef]
- Maitlo, G.; Ali, I.; Mangi, K.H.; Ali, S.; Maitlo, H.A.; Unar, I.N.; Pirzada, A.M. Thermochemical Conversion of Biomass for Syngas Production: Current Status and Future Trends. Sustainability 2022, 14, 2596. [Google Scholar] [CrossRef]
- Segneri, V.; Ferrasse, J.H.; Trinca, A.; Vilardi, G. An Overview of Waste Gasification and Syngas Upgrading Processes. Energies 2022, 15, 6391. [Google Scholar] [CrossRef]
- Sarafraz, M.M.; Safaei, M.R.; Jafarian, M.; Goodarzi, M.; Arjomandi, M. High Quality Syngas Production with Supercritical Biomass Gasification Integrated with a Water–Gas Shift Reactor. Energies 2019, 12, 2591. [Google Scholar] [CrossRef]
- Al-Zareer, M.; Dincer, I.; Rosen, M.A. Influence of Selected Gasification Parameters on Syngas Composition from Biomass Gasification. ASME. J. Energy Resour. Technol. 2018, 140, 041803. [Google Scholar] [CrossRef]
- Gallucci, F.; Liberatore, R.; Sapegno, L.; Volponi, E.; Venturini, P.; Rispoli, F.; Paris, E.; Carnevale, M.; Colantoni, A. Influence of Oxidant Agent on Syngas Composition: Gasification of Hazelnut Shells through an Updraft Reactor. Energies 2020, 13, 102. [Google Scholar] [CrossRef]
- Block, C.; Ephraim, A.; Weiss-Hortala, E.; Minh, D.P.; Nzihou, A.; Vandecasteele, C. Co-pyrogasification of plastics and biomass, a review. Waste Biomass Valor. 2019, 10, 483–509. [Google Scholar] [CrossRef]
- Shah, H.H.; Amin, M.; Iqbal, A.; Nadeem, I.; Kalin, M.; Soomar, A.M.; Galal, A.M. A review on gasification and pyrolysis of waste plastics. Front. Chem. 2023, 10, 960894. [Google Scholar] [CrossRef]
- Salaudeen, S.A.; Arku, P.; Dutta, A. Gasification of Plastic Solid Waste and Competitive Technologies. In Plastics to Energy; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 269–293. [Google Scholar] [CrossRef]
- Cho, M.H.; Mun, T.Y.; Kim, J.S. Air gasification of mixed plastic wastes using calcined dolomite and activated carbon in a two-stage gasifier to reduce tar. Energy 2013, 53, 299–305. [Google Scholar] [CrossRef]
- Mishra, S.; Upadhyay, R.K. Review on biomass gasification: Gasifiers, gasifying mediums, and operational parameters. Mater. Sci. Energy Technol. 2021, 4, 329–340. [Google Scholar] [CrossRef]
- Zhang, Y.; Wan, L.; Guan, J.; Xiong, Q.A.; Zhang, S.; Jin, X. A review on biomass gasification: Effect of main parameters on char generation and reaction. Energy Fuels 2020, 34, 13438–13455. [Google Scholar] [CrossRef]
- Peres, C.B.; Resende, P.M.R.; Nunes, L.J.R.; Morais, L.C.D. Advances in Carbon Capture and Use (CCU) Technologies: A Comprehensive Review and CO2 Mitigation Potential Analysis. Clean Technol. 2022, 4, 1193–1207. [Google Scholar] [CrossRef]
- Ji, C.; Yuan, S.; Huffman, M.; El-Halwagi, M.M.; Wang, Q. Post-combustion carbon capture for tank to propeller via process modeling and simulation. J. CO2 Util. 2021, 51, 101655. [Google Scholar] [CrossRef]
- Vaz Jr, S.; de Souza, A.P.R.; Baeta, B.E.L. Technologies for carbon dioxide capture: A review applied to energy sectors. Clean. Eng. Technol. 2022, 8, 100456. [Google Scholar] [CrossRef]
- Ooi, Z.L.; Tan, P.Y.; Tan, L.S.; Yeap, S.P. Amine-based solvent for CO2 absorption and its impact on carbon steel corrosion: A perspective review. Chin. J. Chem. Eng. 2020, 28, 1357–1367. [Google Scholar] [CrossRef]
- Khonde, R.; Hedaoo, S.; Deshmukh, S. Prediction of product gas composition from biomass gasification by the method of Gibbs free energy minimization. Energy Sources Part A Recovery Util. Environ. Eff. 2021, 43, 371–380. [Google Scholar] [CrossRef]
- Sannigrahi, P.; Ragauskas, A.J.; Tuskan, G.A. Poplar as a feedstock for biofuels: A review of compositional characteristics. Biofuels Bioprod Bioref. 2010, 4, 209–226. [Google Scholar] [CrossRef]
- Yao, D.; Yang, H.; Chen, H.; Williams, P.T. Co-precipitation, impregnation and so-gel preparation of Ni catalysts for pyrolysis-catalytic steam reforming of waste plastics. Appl. Catal. B 2018, 239, 565–577. [Google Scholar] [CrossRef]
- Esmaeili, A.; Liu, Z.; Xiang, Y.; Yun, J.; Shao, L. Assessment of carbon dioxide separation by amine solutions using electrolyte non-random two-liquid and Peng-Robinson models: Carbon dioxide absorption efficiency. J. Constr. Mater. 2021, 2, 3–10. [Google Scholar] [CrossRef]
- Ababneh, H.; AlNouss, A.; Al-Muhtaseb, S.A. Carbon Capture from Post-Combustion Flue Gas Using a State-Of-The-Art, Anti-Sublimation, Solid–Vapor Separation Unit. Processes 2022, 10, 2406. [Google Scholar] [CrossRef]
- Khan, U.; Ogbaga, C.C.; Abiodun, O.A.O.; Adeleke, A.A.; Ikubanni, P.P.; Okoye, P.U.; Okolie, J.A. Assessing Absorption-Based CO2 Capture: Research Progress and Techno-Economic Assessment Overview. Carbon Capture Sci. Technol. 2023, 8, 100125. [Google Scholar] [CrossRef]
- Sifat, N.S.; Haseli, Y. A Critical Review of CO2 Capture Technologies and Prospects for Clean Power Generation. Energies 2019, 12, 4143. [Google Scholar] [CrossRef]
- Slavu, N.; Badea, A.; Dinca, C. Technical and Economical Assessment of CO2 Capture-Based Ammonia Aqueous. Processes 2022, 10, 859. [Google Scholar] [CrossRef]
- Dubey, A.; Arora, A. Advancements in carbon capture technologies: A review. J. Clean. Prod. 2022, 373, 133932. [Google Scholar] [CrossRef]
- Pascu, A.; Stoica, L.; Dinca, C.; Badea, A. The Package Type Influence on the Performance of the CO2 Capture Process by Chemical Absorption. UPB Sci. Bull. Ser. C 2016, 78, 259–270. Available online: https://www.scientificbulletin.upb.ro/rev_docs_arhiva/full409_910116.pdf (accessed on 6 June 2023).
- Peu, S.D.; Das, A.; Hossain, M.S.; Akanda, M.A.M.; Akanda, M.M.H.; Rahman, M.; Miah, M.N.; Das, B.K.; Islam, A.R.M.T.; Salah, M.M. A Comprehensive Review on Recent Advancements in Absorption-Based Post Combustion Carbon Capture Technologies to Obtain a Sustainable Energy Sector with Clean Environment. Sustainability 2023, 15, 5827. [Google Scholar] [CrossRef]
- Rajiman, V.; Hairul, N.A.H.; Shariff, A.M. Effect of CO2 Concentration and Liquid to Gas Ratio on CO2 Absorption from Simulated Biogas Using Monoethanolamine Solution. IOP Conf. Ser. Mater. Sci. Eng. 2020, 991, 012133. [Google Scholar] [CrossRef]
- SGT-100|Industrial Gas Turbine|Gas Turbines|Manufacturer|Siemens Energy Global. Available online: https://www.siemens-energy.com/global/en/offerings/power-generation/gas-turbines/sgt-100.html (accessed on 12 July 2023).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Biomass | Plastic | Mix of Poplar with Plastic (Polypropylene) P–PP, wt.% | |||||
|---|---|---|---|---|---|---|---|---|
| P ** | PP *** | 95–5 a | 90–10 b | 85–15 c | 80–20 d | 75–25 e | 70–30 f | |
| C—Carbon, wt.% | 50.02 | 83.74 | 51.71 | 53.39 | 55.08 | 56.76 | 58.45 | 60.14 |
| H—Hydrogen, wt.% | 6.28 | 13.71 | 6.65 | 7.02 | 7.39 | 7.77 | 8.14 | 8.51 |
| O—Oxygen, wt.% | 42.17 | 0.98 | 40.11 | 38.05 | 35.99 | 33.93 | 31.87 | 29.81 |
| N—Nitrogen, wt.% | 0.19 | 0.02 | 0.18 | 0.17 | 0.16 | 0.16 | 0.15 | 0.14 |
| S—Sulphur, wt.% | 0.02 | 0.08 | 0.02 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 |
| A—Ash, wt.% | 1.32 | 1.47 | 1.33 | 1.34 | 1.35 | 1.35 | 1.35 | 1.36 |
| LHV, MJ/kg | 18.95 | 42.34 | 20.12 | 21.29 | 22.46 | 23.63 | 24.80 | 25.97 |
| Process Type | Adiabatic |
|---|---|
| Oxidising agent | Air |
| P–PP flow mix, kg/h | 1 |
| Temperature, °C | 600–1200 |
| Pressure, bar | 1.013 |
| ER, - | 0.1; 0.15; 0.2; 0.25; 0.3; 0.35; 0.4; 0.45 |
| Type | SGT-100 |
|---|---|
| Power, MW | 5 |
| Speed, rpm | 17,384 |
| Pressure ratio, - | 14 |
| Flue gas temperature at the gas turbine inlet, °C | ~544 |
| Flue gas flow, kg/s | up to 19.5 |
| ER | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.35 | 0.4 | 0.45 |
|---|---|---|---|---|---|---|---|---|
| Syngas composition after gasification unit, mol fraction | ||||||||
| H2 | 0.1677 | 0.1761 | 0.1781 | 0.1772 | 0.1746 | 0.1672 | 0.1294 | 0.0942 |
| CH4 | 0.0206 | 0.0135 | 0.0096 | 0.0072 | 0.0055 | 0.0021 | 0.0000 | 0.0000 |
| N2 | 0.1987 | 0.2681 | 0.3262 | 0.3757 | 0.4183 | 0.4534 | 0.4847 | 0.5141 |
| CO | 0.0851 | 0.1319 | 0.1747 | 0.2127 | 0.2463 | 0.2670 | 0.2526 | 0.2357 |
| CO2 | 0.0657 | 0.0627 | 0.0578 | 0.0521 | 0.0464 | 0.0407 | 0.0373 | 0.0377 |
| H2O | 0.1544 | 0.1241 | 0.1014 | 0.0839 | 0.0699 | 0.0660 | 0.0927 | 0.1153 |
| H2S | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0000 | 0.0000 |
| Char | 0.3026 | 0.2188 | 0.1478 | 0.0873 | 0.0353 | 0.0000 | 0.0000 | 0.0000 |
| SiO2 | 0.0052 | 0.0047 | 0.0043 | 0.0039 | 0.0037 | 0.0034 | 0.0032 | 0.0030 |
| Syngas composition after solid separator unit, mol fraction | ||||||||
| H2 | 0.2423 | 0.2267 | 0.2101 | 0.1950 | 0.1817 | 0.1678 | 0.1298 | 0.0945 |
| CH4 | 0.0297 | 0.0174 | 0.0113 | 0.0079 | 0.0057 | 0.0021 | 0.0000 | 0.0000 |
| N2 | 0.2870 | 0.3453 | 0.3848 | 0.4134 | 0.4352 | 0.4550 | 0.4863 | 0.5157 |
| CO | 0.1230 | 0.1699 | 0.2060 | 0.2341 | 0.2563 | 0.2679 | 0.2534 | 0.2364 |
| CO2 | 0.0949 | 0.0808 | 0.0681 | 0.0573 | 0.0483 | 0.0409 | 0.0374 | 0.0378 |
| H2O | 0.2230 | 0.1598 | 0.1196 | 0.0923 | 0.0728 | 0.0662 | 0.0930 | 0.1156 |
| H2S | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0000 | 0.0000 |
| Syngas composition after solid separator unit, mol fraction | ||||||||
| H2 | 0.3119 | 0.2699 | 0.2386 | 0.2148 | 0.1959 | 0.1797 | 0.1431 | 0.1068 |
| CH4 | 0.0382 | 0.0207 | 0.0129 | 0.0087 | 0.0062 | 0.0023 | 0.0000 | 0.0000 |
| N2 | 0.3694 | 0.4109 | 0.4370 | 0.4554 | 0.4694 | 0.4872 | 0.5362 | 0.5831 |
| CO | 0.1583 | 0.2022 | 0.2340 | 0.2579 | 0.2764 | 0.2869 | 0.2794 | 0.2673 |
| CO2 | 0.1221 | 0.0962 | 0.0774 | 0.0632 | 0.0521 | 0.0438 | 0.0413 | 0.0427 |
| H2S | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 |
| Case | 1a | 1b | 1c | 1d | 1e | 1f |
|---|---|---|---|---|---|---|
| ER, - | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 |
| Gas temperature, °C | 40 | 40 | 40 | 40 | 40 | 40 |
| Syngas flow | 3.10 | 3.25 | 3.40 | 3.55 | 3.70 | 3.85 |
| LHV, kJ/kg | 5269 | 5333 | 5391 | 5443 | 5490 | 5532 |
| H2/CO, - | 0.63 | 0.65 | 0.67 | 0.69 | 0.71 | 0.73 |
| CGE, % | 81.30 | 81.47 | 81.63 | 81.77 | 81.89 | 81.98 |
| Syngas composition, mole % | ||||||
| H2 | 17.97 | 18.42 | 18.83 | 19.21 | 19.55 | 19.87 |
| CH4 | 0.23 | 0.25 | 0.28 | 0.30 | 0.32 | 0.34 |
| N2 | 48.72 | 49.03 | 49.29 | 49.53 | 49.74 | 49.94 |
| CO | 28.69 | 28.41 | 28.14 | 27.88 | 27.63 | 27.38 |
| CO2 | 4.38 | 3.88 | 3.45 | 3.08 | 2.75 | 2.46 |
| H2S | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| Case | 1a | 1b | 1c | 1d | 1e | 1f |
|---|---|---|---|---|---|---|
| Gas turbine power, MW | 5 | 5 | 5 | 5 | 5 | 5 |
| Syngas flow, kg/h | 4226.19 | 4166.87 | 4122.22 | 4079.09 | 4046.16 | 4011.36 |
| Air flow, kg/h | 18,105.73 | 18,166.44 | 18,181.29 | 18,213.95 | 18,214.20 | 18,243.19 |
| Combustion chamber temperature, °C | 1202.88 | 1201.25 | 1201.68 | 1201.06 | 1201.89 | 1201.19 |
| Flue gas temperature at the gas turbine outlet, °C | 543.71 | 542.15 | 541.99 | 541.20 | 541.38 | 540.62 |
| Flue gas flow, kg/h | 22,331.94 | 22,333.32 | 22,303.52 | 22,293.05 | 22,260.38 | 22,254.56 |
| ηGT, % | 41.01 | 41.04 | 41.04 | 41.05 | 41.05 | 41.06 |
| ηGGT, % | 33.34 | 33.44 | 33.51 | 33.57 | 33.61 | 33.66 |
| CO2 emission factor, kgCO2/MWh | 1016.55 | 989.18 | 965.43 | 943.92 | 924.98 | 907.44 |
| Flue gas composition, wt.% | ||||||
| H2 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 |
| O2 | 13.03 | 13.10 | 13.12 | 13.16 | 13.17 | 13.21 |
| N2 | 72.95 | 73.16 | 73.33 | 73.49 | 73.62 | 73.75 |
| CO2 | 11.55 | 11.22 | 10.97 | 10.72 | 10.52 | 10.32 |
| H2O | 2.45 | 2.50 | 2.56 | 2.61 | 2.66 | 2.70 |
| Case | 2a | 2b | 2c | 2d | 2e | 2f |
|---|---|---|---|---|---|---|
| Gas turbine power, MW | 5 | 5 | 5 | 5 | 5 | 5 |
| Syngas flow, kg/h | 3918.41 | 3906.34 | 3889.38 | 3880.25 | 3868.40 | 3856.88 |
| Air flow, kg/h | 18,374.05 | 18,359.46 | 18,371.19 | 18,357.30 | 18,357.26 | 18,363.23 |
| Combustion chamber temperature, °C | 1201.21 | 1201.80 | 1201.12 | 1201.61 | 1201.50 | 1201.02 |
| Flue gas temperature at the gas turbine outlet, °C | 539.97 | 540.18 | 539.57 | 539.75 | 539.54 | 539.11 |
| Flue gas flow, kg/h | 22,292.47 | 22,265.81 | 22,260.58 | 22,237.57 | 22,225.08 | 22,220.13 |
| L/G, kgsolvent/kgsyngas | 0.64 | 0.57 | 0.51 | 0.46 | 0.42 | 0.38 |
| Heat duty, GJ/tCO2 | 2.521 | 2.528 | 2.536 | 2.543 | 2.551 | 2.559 |
| Heat flow used for solvent regeneration, MJ/h | 776 | 683 | 610 | 542 | 485 | 434 |
| Water consumption for CO2 capture, kg/year | 6241.96 | 5480.06 | 4882.46 | 4327.74 | 3863.26 | 3442.72 |
| ηGT, % | 39.89 | 40.03 | 40.16 | 40.26 | 40.35 | 40.44 |
| ηGGT, % | 32.7 | 32.8 | 32.96 | 33.08 | 33.19 | 33.28 |
| Efficiency penalty, % | 2.05 | 1.87 | 1.63 | 1.47 | 1.28 | 1.13 |
| CO2 emission factor, kgCO2/MWh | 889.28 | 878.06 | 866.01 | 856.04 | 845.93 | 837.13 |
| Flue gas composition, wt.% | ||||||
| H2 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 |
| O2 | 13.32 | 13.32 | 133.3 | 13.32 | 13.32 | 13.33 |
| N2 | 74.00 | 74.07 | 74.14 | 74.20 | 74.27 | 74.32 |
| CO2 | 10.19 | 10.07 | 9.93 | 9.83 | 9.72 | 9.61 |
| H2O | 2.46 | 2.52 | 2.57 | 2.63 | 2.67 | 2.72 |
| Case | 3a | 3b | 3c | 3d | 3e | 3f |
|---|---|---|---|---|---|---|
| Gas turbine power, MW | 5 | 5 | 5 | 5 | 5 | 5 |
| Syngas flow, kg/h | 4226.19 | 4166.87 | 4122.22 | 4079.09 | 4046.16 | 4011.36 |
| Air flow, kg/h | 18,105.73 | 18,166.44 | 18,181.29 | 18,213.95 | 18,214.20 | 18,243.19 |
| Combustion chamber temperature, °C | 1202.88 | 1201.25 | 1201.68 | 1201.06 | 1201.89 | 1201.19 |
| Flue gas temperature at the gas turbine outlet, °C | 543.71 | 542.15 | 541.99 | 541.20 | 541.38 | 540.62 |
| Flue gas flow, kg/h | 21,849.09 | 21,863.24 | 21,840.66 | 21,837.35 | 21,811.32 | 21,812.57 |
| L/G, kgsolvent/kgflue_gases | 0.93 | 0.91 | 0.89 | 0.87 | 0.86 | 0.84 |
| Heat duty, GJ/tCO2 | 2.614 | 2.619 | 2.624 | 2.628 | 2.632 | 2.636 |
| Heat flow used for solvent regeneration, MJ/h | 6102 | 5930 | 5807 | 5692 | 5580 | 5317 |
| Water consumption for CO2 capture, kg/year | 47,332.05 | 45,925.13 | 44,893.42 | 43,926.56 | 42,998.89 | 42,099.81 |
| ηGT, % | 32.19 | 32.40 | 32.54 | 32.68 | 32.81 | 33.13 |
| ηGGT, % | 27.27 | 27.47 | 27.62 | 27.75 | 27.88 | 28.14 |
| Efficiency penalty, % | 18.22 | 17.86 | 17.58 | 17.33 | 17.06 | 16.42 |
| CO2 emission factor, kgCO2/MWh | 96.63 | 95.41 | 91.73 | 88.49 | 87.88 | 87.33 |
| Flue gas composition, wt.% | ||||||
| H2 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 |
| O2 | 13.32 | 13.38 | 13.40 | 13.44 | 13.44 | 13.47 |
| N2 | 74.56 | 74.73 | 74.88 | 75.02 | 75.14 | 75.24 |
| CO2 | 1.12 | 1.11 | 1.06 | 1.03 | 1.02 | 1.01 |
| H2O | 10.93 | 10.72 | 10.58 | 10.45 | 10.33 | 10.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slavu, N.; Dinca, C. Clean Energy from Poplar and Plastic Mix Valorisation in a Gas Turbine with CO2 Capture Process. Processes 2023, 11, 2922. https://doi.org/10.3390/pr11102922
Slavu N, Dinca C. Clean Energy from Poplar and Plastic Mix Valorisation in a Gas Turbine with CO2 Capture Process. Processes. 2023; 11(10):2922. https://doi.org/10.3390/pr11102922
Chicago/Turabian StyleSlavu, Nela, and Cristian Dinca. 2023. "Clean Energy from Poplar and Plastic Mix Valorisation in a Gas Turbine with CO2 Capture Process" Processes 11, no. 10: 2922. https://doi.org/10.3390/pr11102922