1. Introduction
In recent decades, additive manufacturing (AM) technology, commonly known as 3D printing, has gained a lot of interest as it offers an excellent alternative to conventional manufacturing methods. It allows the creation of parts with complex structures without the need for post-processing, which ensures a more flexible production process. It results in economic benefits [
1,
2,
3,
4].
Additive manufacturing enables the fabrication of three-dimensional parts based on previously designed digital CAD models [
5]. The finished object is divided into layers and the path of the tool that builds the subsequent layers is determined. The process is repeated layer by layer until the designed part is completed [
6]. Three-dimensional-printing manufacturing ensures greater accuracy and precision of the designed geometries. In addition, recycling raw materials promotes the reduction in material waste [
6,
7,
8,
9]. The additive manufacturing process is used, e.g., in the automotive [
10,
11], aerospace [
12,
13], construction [
14,
15], medical [
16,
17], and food processing [
18] industries.
Among additive manufacturing techniques, one can distinguish 3D printing methods involving extrusion and techniques based on the use of powder materials with binders [
8]. Three-dimensional printing technologies involving powder materials include Electron Beam Melting (EBM) [
19], Laser Powder Bed Fusion (LPBF) [
20], and Binder Jetting (BJ) [
21]. The LPBF technique uses a laser beam to melt the powder, while EBM uses an electron beam [
7]. However, the energy beam can result in anisotropy and significant hot deformation, resulting in lower dimensional accuracy and worse product properties [
22]. Therefore, a great alternative to these methods is a Binder Jetting technology, which does not use fusion but relies on a conglomeration of powder particles with a binding agent [
3,
7]. This method, unlike fusion-based methods, consists of shaping and a densification stage separately, resulting in reduced residual stresses and anisotropy [
22,
23,
24].
Binder Jetting technology was developed in the early 1990s [
21,
25,
26]. According to ASTM F2792-12a [
27], BJ belongs to one of the seven additive manufacturing technologies [
28]. The process starts with spreading the powdered material on the working area in the form of thin layers [
29,
30]. Then, droplets of the binder are selectively deposited on the surface of the powder bed to bond the powder particles together. The binder is cured using ultraviolet radiation or heating. The object is built layer by layer until the process is completed and a green part of the desired geometry is obtained [
30,
31,
32,
33]. The powder surrounding the printed item acts as a support structure. Moreover, the 3D-printing process takes place at ambient temperature, which eliminates thermal defects. However, after the 3D printing process, the part is brittle and has significant porosity, so it requires thermal treatment to improve mechanical properties. First, it undergoes a burning step to pyrolyze the binding agent. It is then subjected to a sintering stage in high-temperature furnaces [
26,
29,
31,
34].
Binder Jetting technology has found applications in the aerospace [
35], automotive [
36], biomedical [
37], and casting [
38] sectors. This type of manufacturing is also used in the electronics industry. Gaytan et al. [
39] in their work presented the possibility of producing 3D-printed dielectric structures, sensors, or ceramic capacitors. Also, Rojas-Nastrucci et al. [
40] described the possibility of fabricating electronic components such as filters or antennas using the Binder Jetting method. Against the background of other additive manufacturing technologies, BJ excels as a method for printing parts with geometrically complex shapes [
41]. In addition, the fact that there is no need for heat, in this case, means that there are no high-temperature gradients that could result in parts with anisotropic properties [
25,
42]. Moreover, Binder Jetting is a highly scalable process because it does not require special gas removal chambers [
7]. BJ technology allows parts to be built up to 10 times faster than other AM methods. The advantage of this 3D printing technique is its high compatibility with a large number of powder materials, such as metals [
43], ceramics [
44], polymers [
45], and biomaterials [
46]. However, in the literature, only limited information can be found on the use of pure aluminum powders in Binder Jetting technology. There are only reports on the use of aluminum alloys as, for example, infiltration material [
47]. Therefore, in the previous work [
48], for the first time, research on the optimization of printing parameters from irregular aluminum powder using BJ technology was presented. Aluminum is a lightweight metal that performs phenomenally in automotive and aerospace applications. Al is characterized not only by its low weight, but also by its high specific strength and stiffness, and good corrosion and wear resistance [
49,
50]. Pure aluminum has good thermal and electrical conductivity. Its electrical conductivity depends on the purity and the amount of impurities. Higher purity provides higher conductivity [
51]. For this reason, aluminum is suitable for applications in electronic devices [
52].
A key feature of Binder Jetting is the powder packing density, which has a significant impact on green part density [
29]. Powder with a spheroidal shape and a monomodal particle size distribution ranging from 15 µm to 45 µm is exquisite for additive manufacturing. One of the basic requirements for 3D printing is also powder flowability. Coarse powders are characterized by higher flowability and thus promote better packing. In contrast, there are higher intermolecular forces between fine powder particles, resulting in poorer packing [
6,
30,
53]. However, smaller particles provide a smoother surface after the 3D printing process. Moreover, they can also be advantageous from a sintering point of view, since fine powder particles, due to their larger specific surface area, have a higher compaction driving force [
54].
The packing density of a powder bed can also be favorably affected by using powders with a bimodal particle size distribution. Blending powders of different sizes causes the fine particles to fill the gaps created between the large particles [
55]. Bai et al. [
56] in their work compared parts made from powders of constant particle size with parts printed from powder blends. They noted that the use of bimodal blends improved the flowability and packing density of the powder and the density of the sintered parts, and reduced the shrinkage after sintering. The density of parts made from bimodal powders will also be significantly affected by the ratio of coarse to fine particle size. Such a powder blend not only improves packing in the powder bed compared to fine powder but also, through the presence of coarse powder particles, reduces the cost of the material [
56]. A high packing density can be achieved when the proportion of fine particles in the powder blend is between 0.2 and 0.4 [
57]. For example, Du et al. [
58] in their paper used a bimodal blend consisting of 30 µm and 5 µm powders, which were combined in a 73:27 ratio. As a result, they obtained an 8% higher density compared to the base powder.
The purpose of this paper was to determine the influence of the particle size of irregular aluminum powder on the properties of parts printed in the Binder Jetting technology. Powders of various particle sizes as well as blends in the ratio of 73–27 wt.% or 27–73 wt.% of coarse to fine powder particles were investigated. This ratio was selected based on a literature analysis [
56,
59,
60].
In summary, there is a growing demand from the electronics industry for high-performance electronic components that dissipate heat. Parts for such applications are often characterized by a complex construction, and in order to increase cooling efficiency, it is necessary to use materials with high thermal conductivity for their manufacture [
61]. Since parts with complex geometries are difficult to obtain by conventional methods, additive manufacturing technologies are proving unrivaled in this case. Accordingly, this paper considers the feasibility of using 3D-printed aluminum parts as electronic components. For this purpose, the research was conducted in order to obtain a powder blend with a particle size distribution that allows for receiving optimal properties of the manufactured parts in terms of their potential applications in electronics.
2. Materials and Experimental Procedure
2.1. Materials
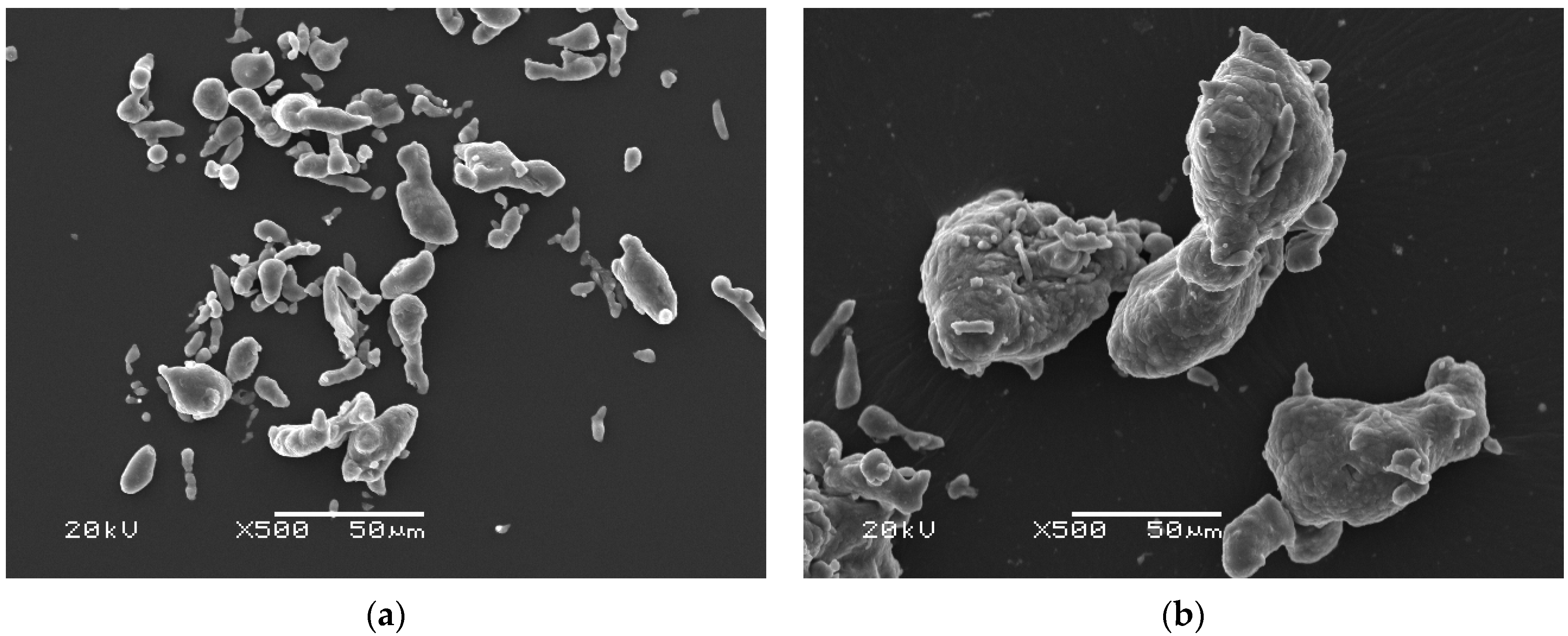
Atomized in an inert gas atmosphere, irregular aluminum powder with CAS number 7429-90-5 (SELKAT, Cracow, Poland) with a purity of 99.7% was used for sample preparation by Binder Jetting technology. The elemental composition of Al powders is shown in
Table 1. Powders in the delivery state, non-sieved (ALC100 and AL160), with mean particle sizes of about 20 µm and 55 µm, respectively, were used (
Figure 1). It was observed that the surface of aluminum powders was rough and irregular with the presence of an oxide layer.
The binding material of the powder was a solvent-type Aqueous Binder (BA005) from ExOne (The ExOne Company, North Huntingdon Township, PA, USA) with a pH of 3.5–5.5. The composition of the binder is ethynediol (CAS No.: 107-21-1) and 2-butoxyethanol (CAS No.: 111-76-2) contained in amounts from 2 to 20%.
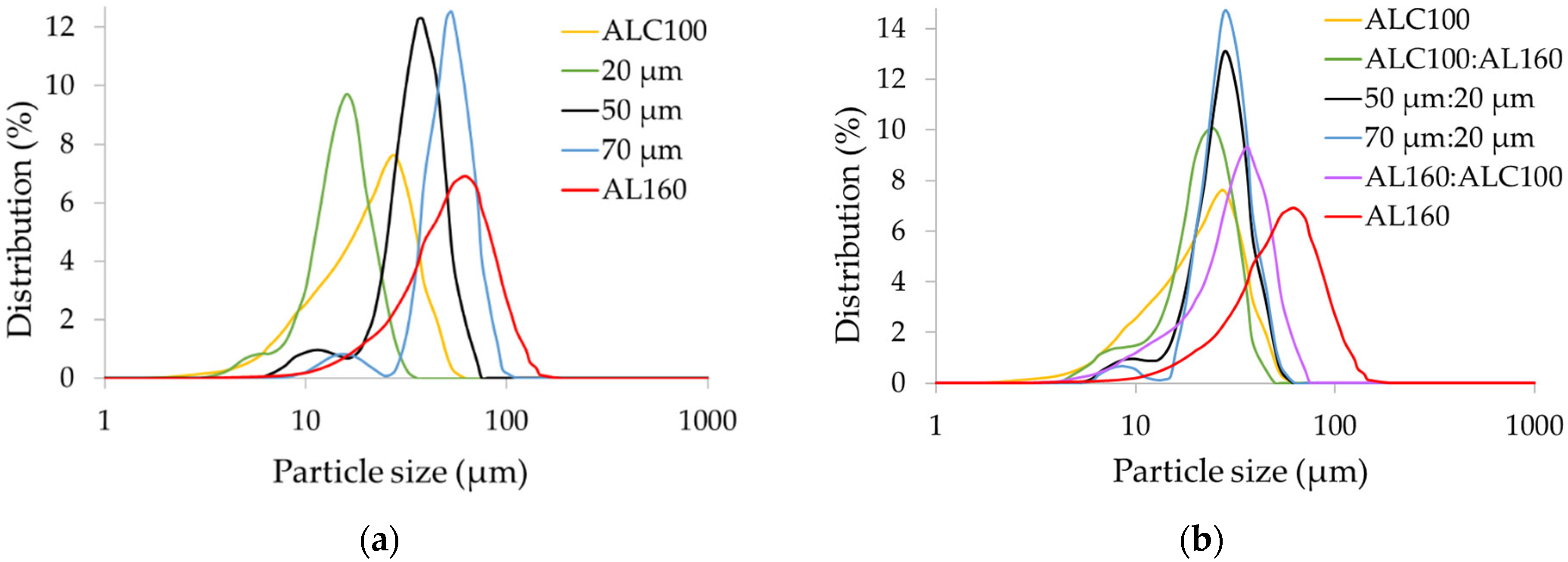
Samples were prepared from powders as supplied (ALC100 and AL160) and from powder blends of different fractions. The aluminum powder was sieved using a laboratory-shaker-type LPzE-2e Ø200 mm (MULTISERW-Morek, Marcyporęba, Poland), and fractions from 80 µm, 75 µm, 63 µm, 50 µm, 45 µm, 40 µm, and <40 µm sieves were separated. Fractions of 75 µm, 50 µm, and <40 µm (based on D
90 from the particle size distribution results, designed as 70 µm, 50 µm, and 20 µm, respectively) were selected for the preparation of the blends, due to their different particle sizes with the largest volume share at the same time. The powders were blended under dry conditions in a TURBULA
® shaker-mixer model T2F for 16 h. Three blends were prepared by blending the coarse powder with fine powder in a weight ratio of 73:27 and one in a weight ratio of 27:73. The composition of individual blends is presented in
Table 2.
2.2. Parts’ Fabrication
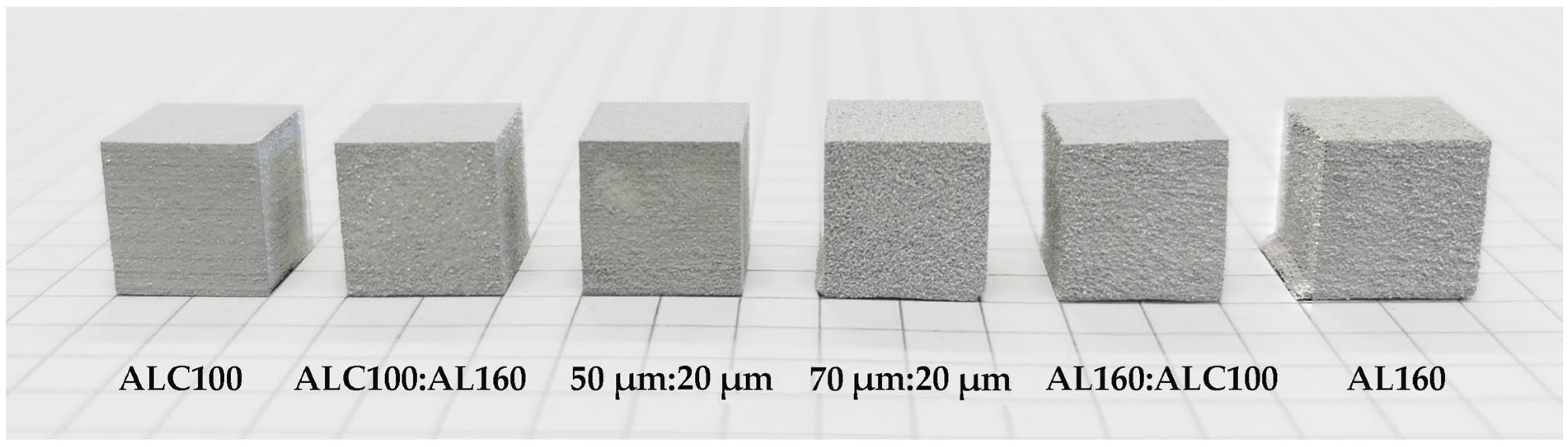
The parts were printed on an Innovent+
® 3D printer (The ExOne Company, North Huntingdon Township, PA, USA) operating with Binder Jetting technology with a working area of 160 mm × 65 mm × 65 mm. A CAD model in the shape of a cube with a side of 10 mm was prepared. The parts were built up layer by layer in the XY plane along the Z direction. Fixed values of binder saturation (80%) and roller traverse speed (10 mm/s) were used for printing, which was selected as optimized in the research for the previous work [
48]. To reliably compare the results, a constant layer thickness of 120 µm was used for all variants. The layer thickness was determined based on previously conducted print tests on AL160 powder at layer thicknesses of 60 µm, 120 µm, 150 µm, 180 µm, 200 µm, and 240 µm (
Figure S1). The analysis showed that using a layer thickness of 120 µm eliminates the shifting of unanchored layers during printing. Moreover, among the layer thicknesses used, 120 µm gives the highest density and the lowest porosity of the part after the sintering process (
Figure S2). In general, the layer thickness should be greater than the maximum size of the printed particles [
6]. In the literature, authors usually recommend doubling the thickness of the average particle diameter [
62,
63]. The decision to use a layer thickness of 120 µm coincides with the above suggestion since the mean particle size of AL160 powder is 55 µm. This layer thickness allowed for maintaining the stability of the layers and the designed shape of the part. The parts were printed with the rest of the same fixed parameters as recoat speed—150 mm/s, roller speed—300 rpm, binder set time—2 s, drying time—15 s, and bed temperature—50 °C.
Immediately after the 3D printing process, the samples were cured in a dryer (BINDER FD 56, Tuttlingen, Germany) at 200 °C for 4 h. The annealing process serves to remove volatile binding solvents [
64]. After this step, it was possible to effectively separate the printed brown parts from the surrounding powder. The samples were then sintered in a horizontal tube furnace (Nabertherm RHTH 120-600/17, Lilienthal, Germany). The parts were sintered under vacuum according to the following temperature profile: heating at a rate of 1 °C/min to 300 °C, then 450 °C and 620 °C and holding for 1 h each time. The parts along with the furnace were cooled to room temperature.
2.3. Characterization Methods
The chemical composition was analyzed using an EDX-7200 Energy-Dispersive X-ray Fluorescence Spectrometer (Shimadzu Europa GmbH, Duisburg, Germany) in an air atmosphere.
Characterization of the particle size distribution of powder blends was performed by the wet method using an Anton-Paar PSA 1190LD laser particle size analyzer (Anton-Paar, Graz, Austria). The volume-size distribution was expressed as D10, D50, and D90.
The morphology of the powder particles was analyzed using a scanning electron microscope (JEOL JSM5510LV, JEOL, Tokyo, Japan) at an accelerating voltage of 20 kV.
The specific surface area was measured using the Quantachrome Autosorb iQ-MP physical sorption analyzer (Anton Paar, Graz, Austria). The powder degassing process was carried out in three steps: (1) heating from ambient temperature to the degassing temperature of 80 °C at a rate of 2 °C/min with a soaking time of 30 min; (2) heating to 120 °C at a rate of 2 °C/min and soaking for 30 min; (3) heating to the degassing temperature of 350 °C at a rate of 5 °C/min and soaking time of 400 min. Specific surface area measurements were determined using the Brunauer–Emmett–Teller (BET) method. The results were analyzed using Quantachrome ASiQwin software (version 5.21).
The phase composition of the samples was determined by X-ray diffraction (XRD). Diffraction patterns were recorded on an Aeris apparatus (Malvern Panalytical) using CuKα1 radiation (λ = 1.540598 Å). The samples were scanned over an angular range of 30° to 100° (2θ) with a step size of 0.003° (2θ) and a time per step of 340 s. Qualitative analysis was carried out using HighScore Plus software (version: 4.8, Malvern Panalytical B.V., Almelo, The Netherlands) based on data in the PDF-4+ catalog of the International Centre for Diffraction Data (ICDD).
Samples were weighed on a PS 1000.X2 precision balance (RADWAG Wagi Elektroniczne, Radom, Poland), and dimensions were measured with a digital caliper both to determine dimensional changes in the X, Y, and Z axes and to calculate geometric density. The dimensions of the parts after annealing were compared with those of the designed CAD model (10 mm × 10 mm × 10 mm). The samples were then weighed and measured after the sintering process. The linear shrinkage of the samples after the sintering process was calculated according to Equation (1), where
L is the linear shrinkage,
l1 is the original side length, and
l2 is the side length after heat treatment [
65]:
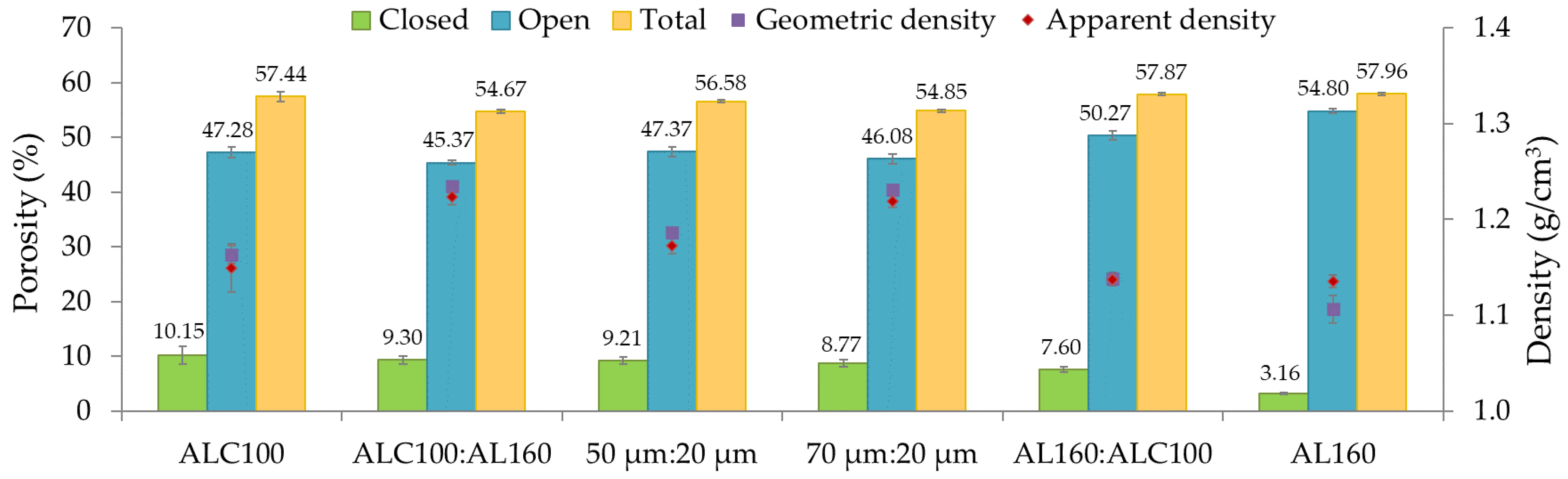
Geometric density was calculated as the ratio of mass to volume of the part. Relative density was determined as the ratio of the apparent density of the sample to the theoretical density (ρt) of aluminum (2.7 g/cm3) and expressed as a percentage.
The apparent density and apparent porosity of the parts were determined in accordance with the ASTM 373 standard based on Archimedes’ principle. Water with a density of 0.99 g/cm
3 (at 20 °C) was used as the immersion medium. The dry mass of the sample (
m1) was determined. Subsequently, the sample was immersed in water and its mass in immersion (
m2) was measured. Next, the sample was removed from the water and the mass of the wet sample in the air (
m3) was determined [
65]. The weighing was performed on a RADWAG balance with an accuracy of 0.001 g. The result was estimated from three repetitions of the measurement.
The apparent density (
ρ) was calculated according to Equation (2), where
ρw is the density of water:
The open porosity (
OP) was determined according to Equation (3):
The total porosity (
TP) was determined according to Equation (4), where
ρ is the apparent density:
The closed porosity (
CP), which is the difference between total porosity and open porosity, was calculated according to Equation (5):
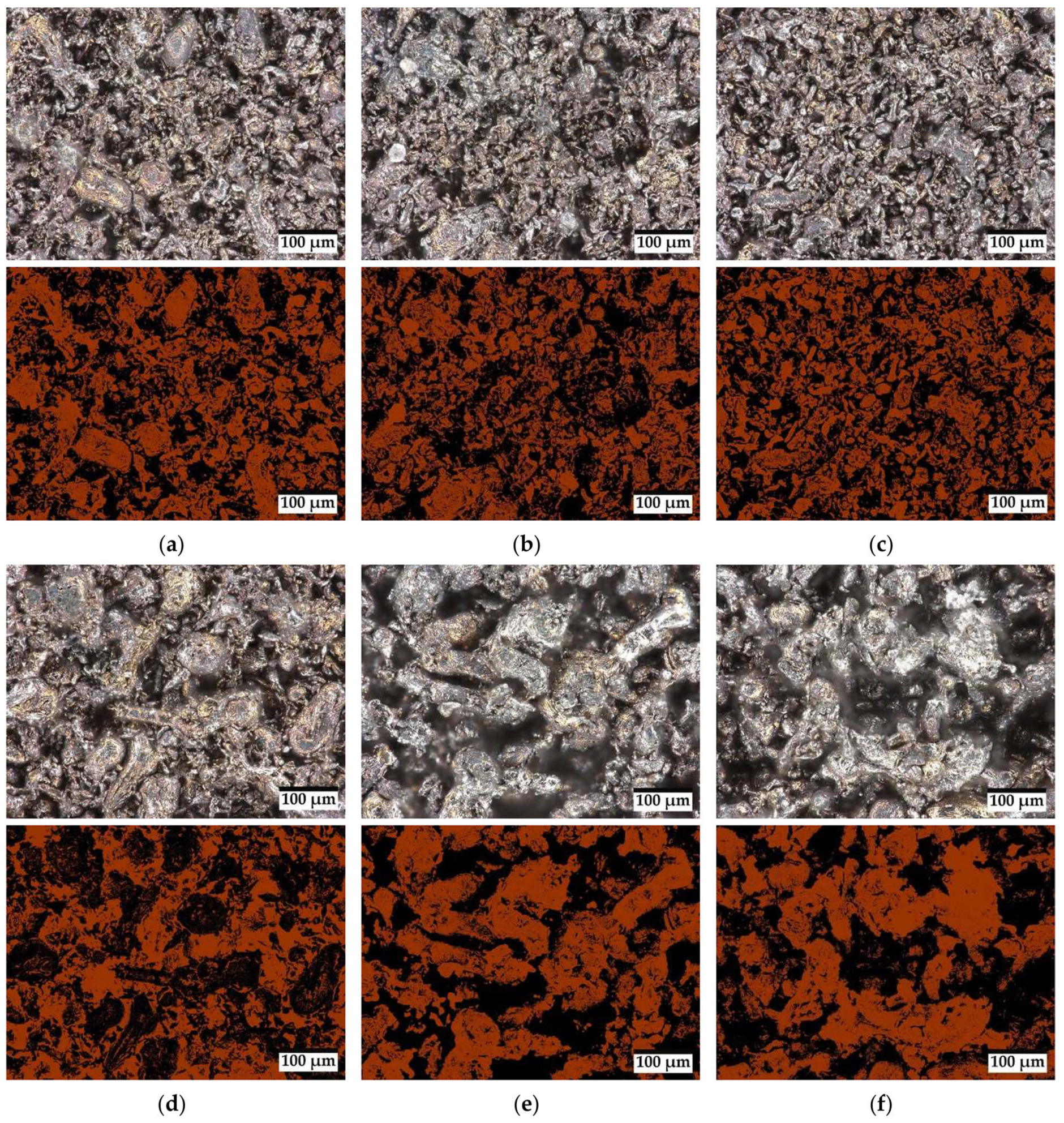
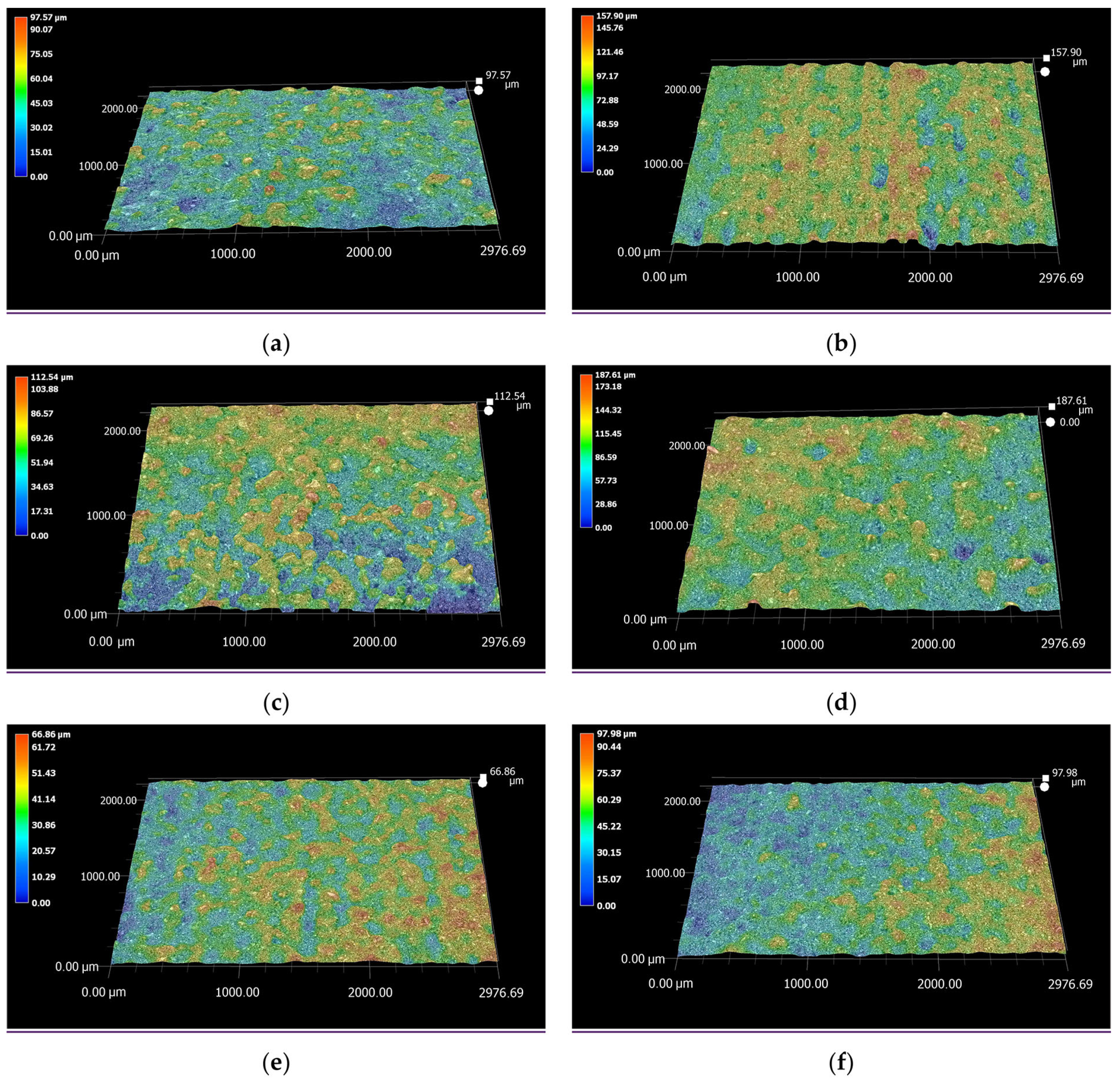
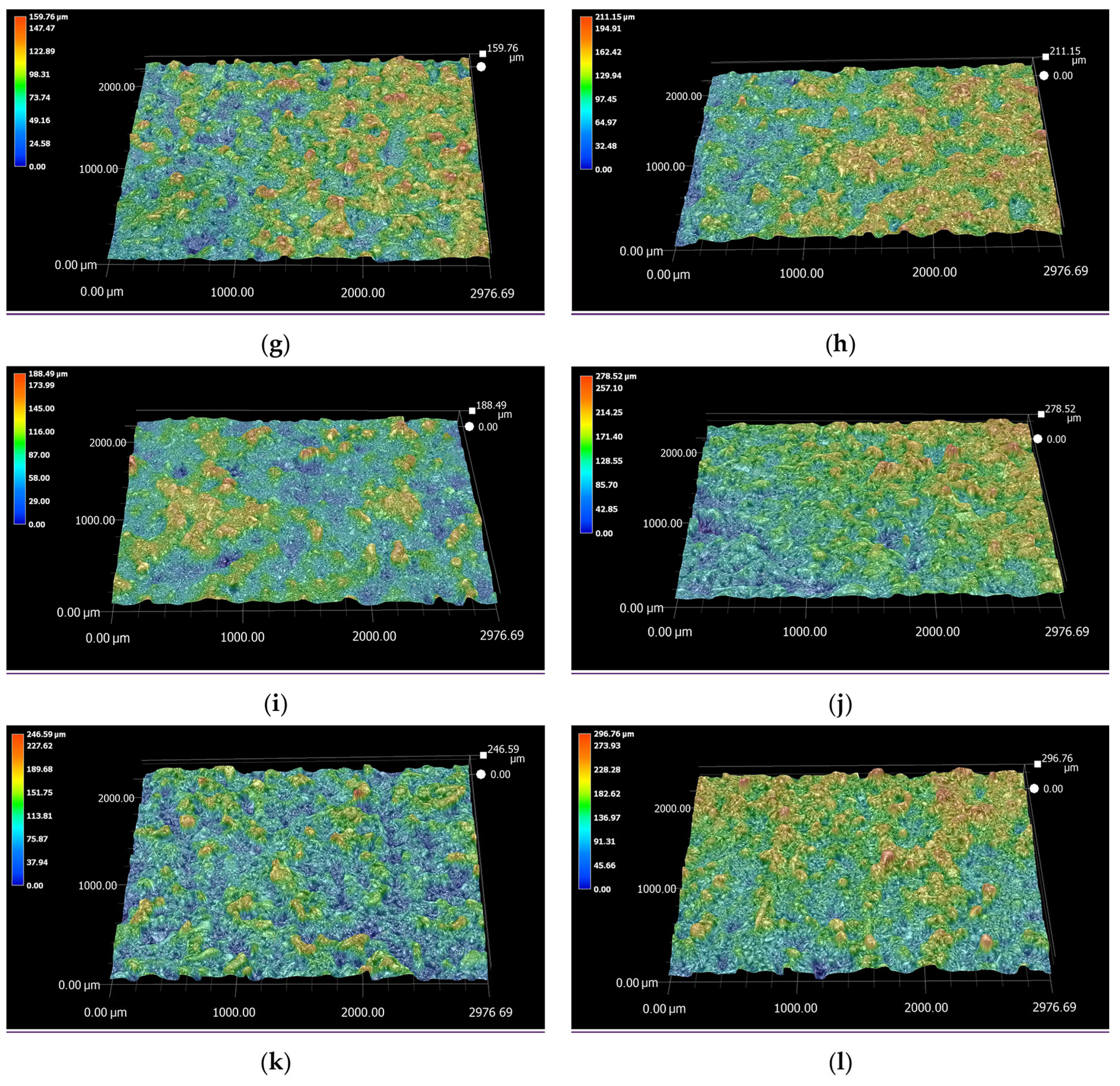
The surface images of the samples, the porosity, and the surface roughness of the cubes were determined using a digital microscope (Keyence VHX-7000, KEYENCE International, Mechelen, Belgium). Porosity was determined from images taken on the surface of the sample. Topographic images were taken on the area of 2.98 × 2.00 mm
2 area. Various works reported in the literature also assumed similar area dimensions, for example: 2.5 × 3.0 mm
2 by Koutiri et al. [
66], 2.9 × 2.9 mm
2 by Thompson et al. [
67], and 2.0 × 2.0 mm
2 by Zhu et al. [
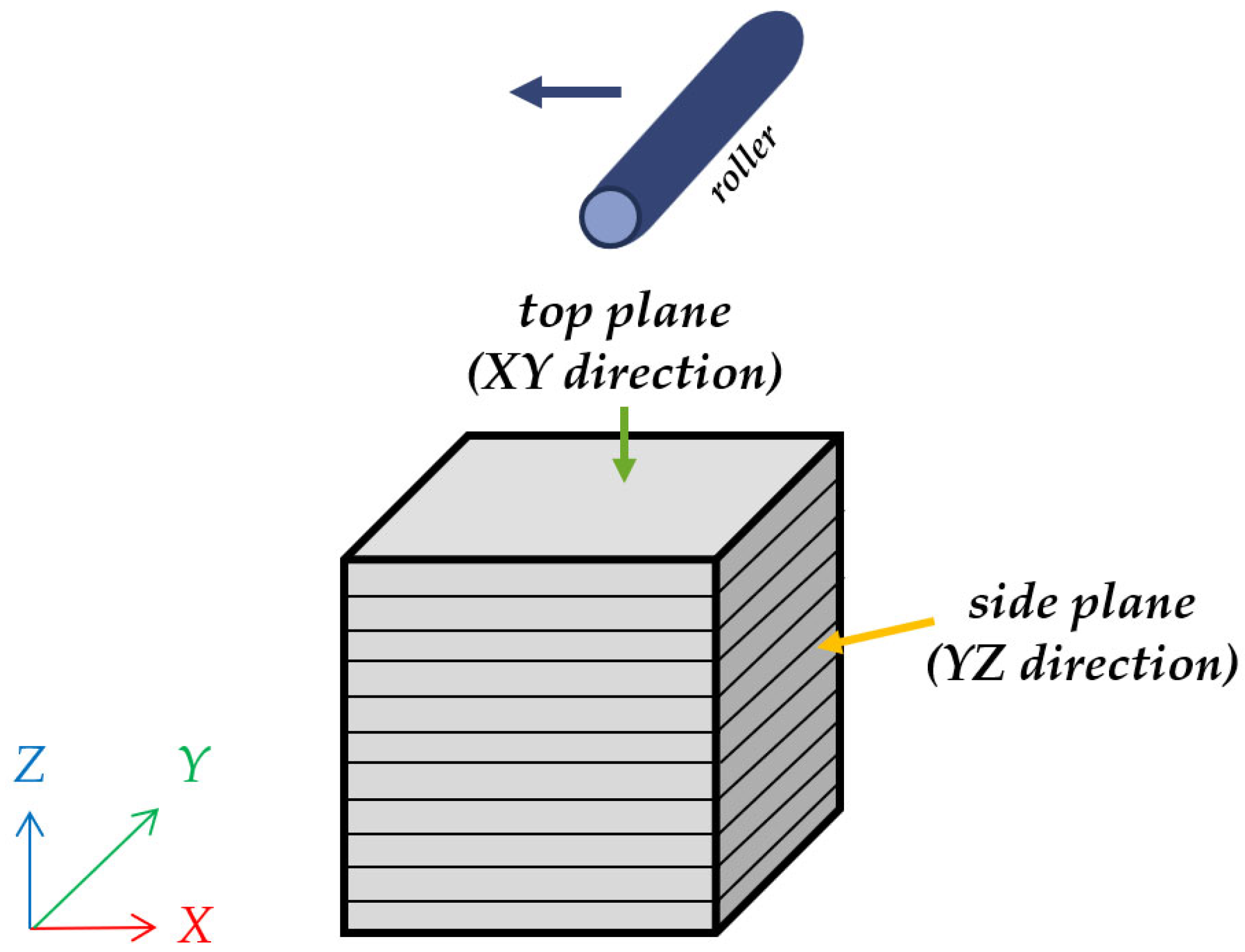
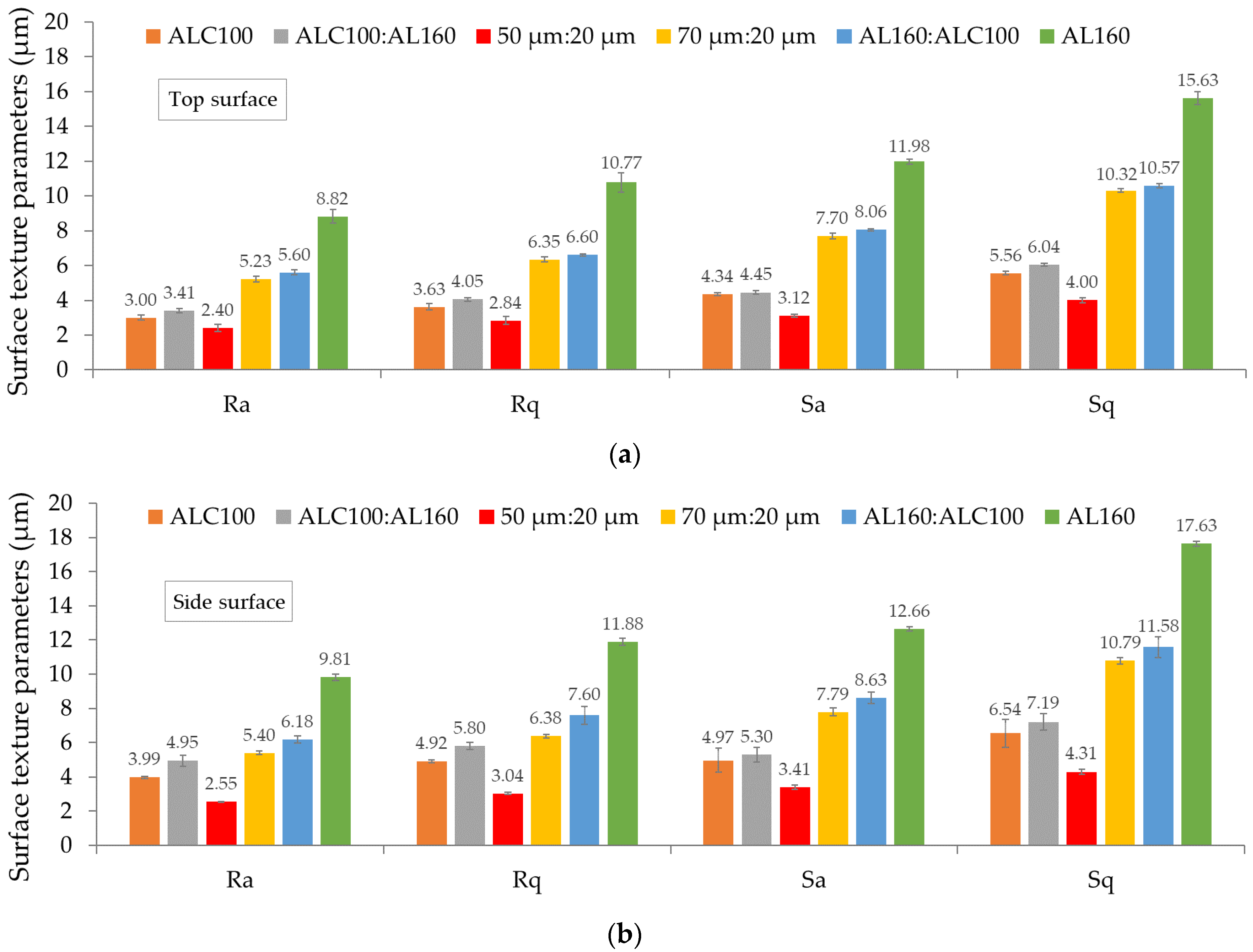
68]. Roughness measurements were made on two surfaces with different orientations in relation to the 3D printing direction, on the surface parallel to the direction of travel of the rotation roller (XY plane) and along the side surface (YZ plane). A schematic of the tested surfaces is shown in
Figure 2.
A Gaussian filter was used to test the roughness. The cut-off wavelength λ
c corresponded to 0.25 mm and was selected according to ISO 3274:1996 [
69]. The tests were conducted on a 1.0 × 1.0 mm
2 surface. Three measurements were taken for each surface tested, from which the average was then determined. Surface roughness (for lines) was evaluated using the R
a parameter (arithmetic average height, µm) and R
q parameter (root-mean-square roughness, µm) according to ISO 4287 [
70]. Selected surface roughness parameters (for the area) were determined with reference to ISO 25178, which defines the parameters for determining the surface texture, such as S
a (area-average roughness, µm), S
q (area-root-mean-squared height, µm), S
sk (area height distribution skewness), and S
ku (area height distribution kurtosis) [
71,
72]. The parameters S
sk and S
ku are recommended for characterizing surfaces produced by additive manufacturing [
68].
5. Conclusions
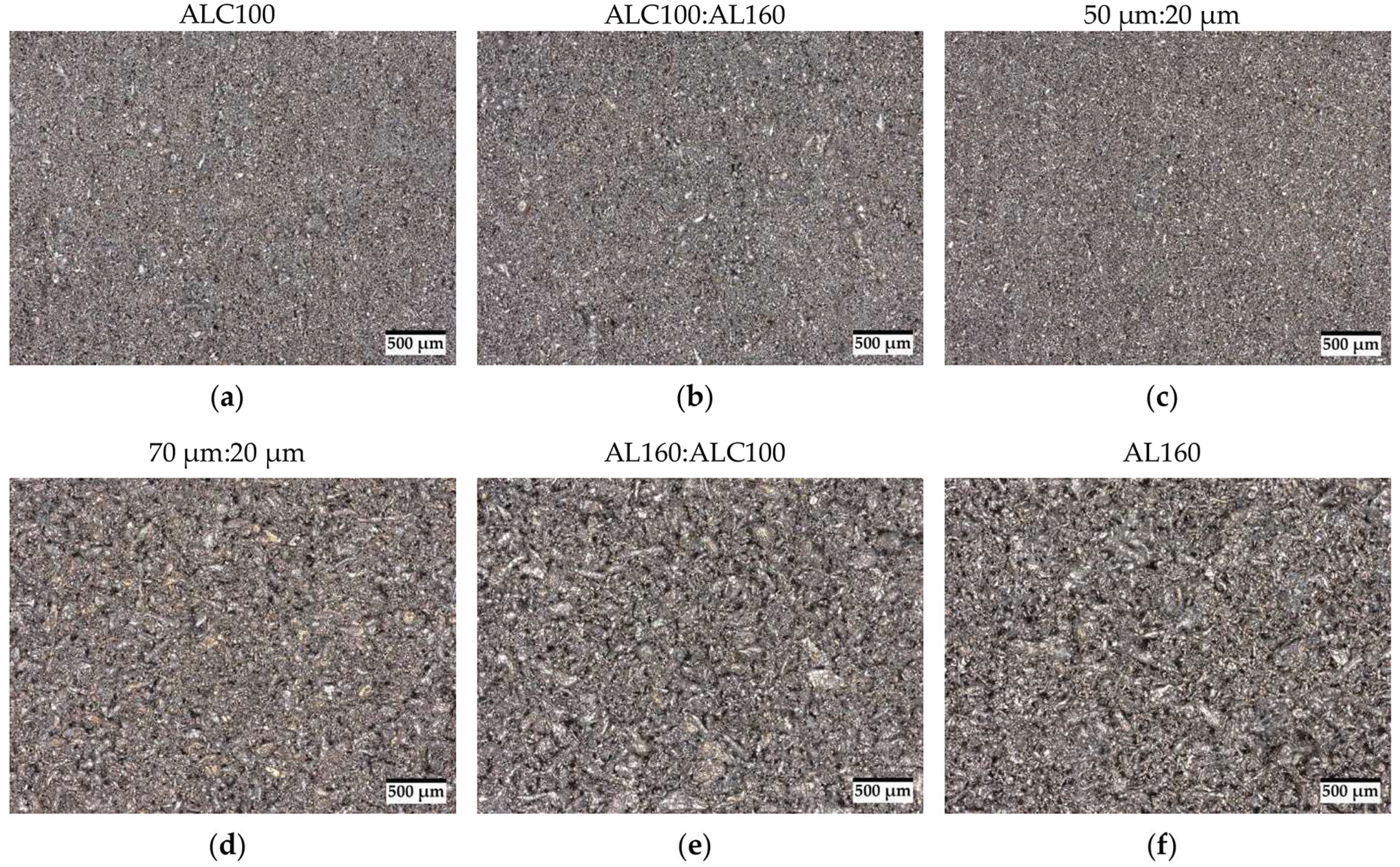
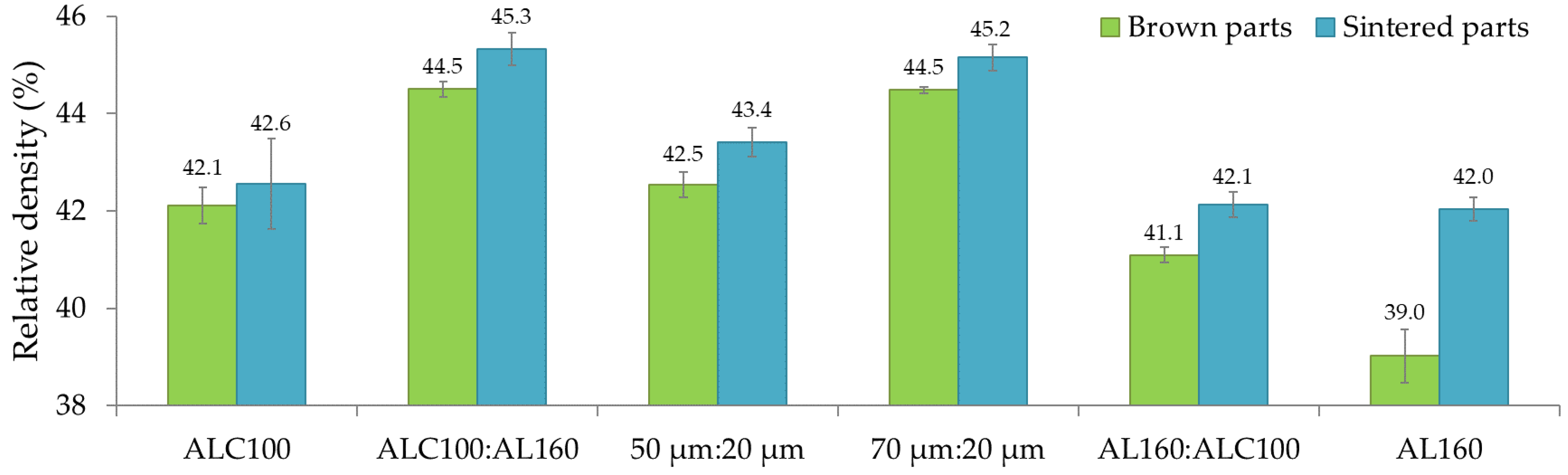
The main objective of this study was to evaluate the effect of the particle size of irregular aluminum powder on the properties of Binder Jetting 3D-printed parts. Powders as delivered and blends with a coarse-to-fine particle ratio of 73–27 wt.% or 27–73 wt.% were analyzed. Based on the obtained results, the following conclusions were formulated:
(1) The three-dimensional printing of aluminum powder blends in the Binder Jetting method allowed for relative densities after sintering from 42% to 45% of the theoretical density. This density may be due to the use of irregularly shaped powder particles. As a rule, the spherical shape of the particles promotes better densification. It was observed that parts made from ALC100:AL160 and 70 µm:20 µm powder blends had the highest density. In particular, the incorporation of 27 wt.% of the coarse powder into the base composed of fine powder contributed to significant densification.
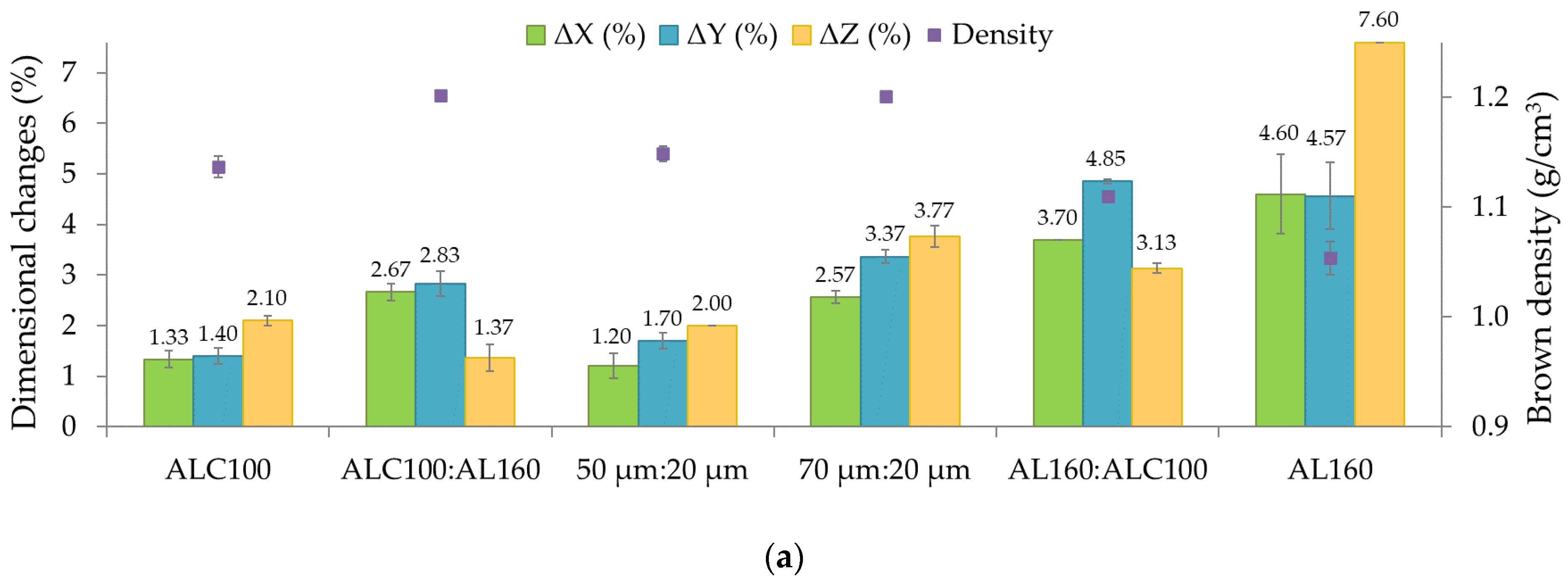
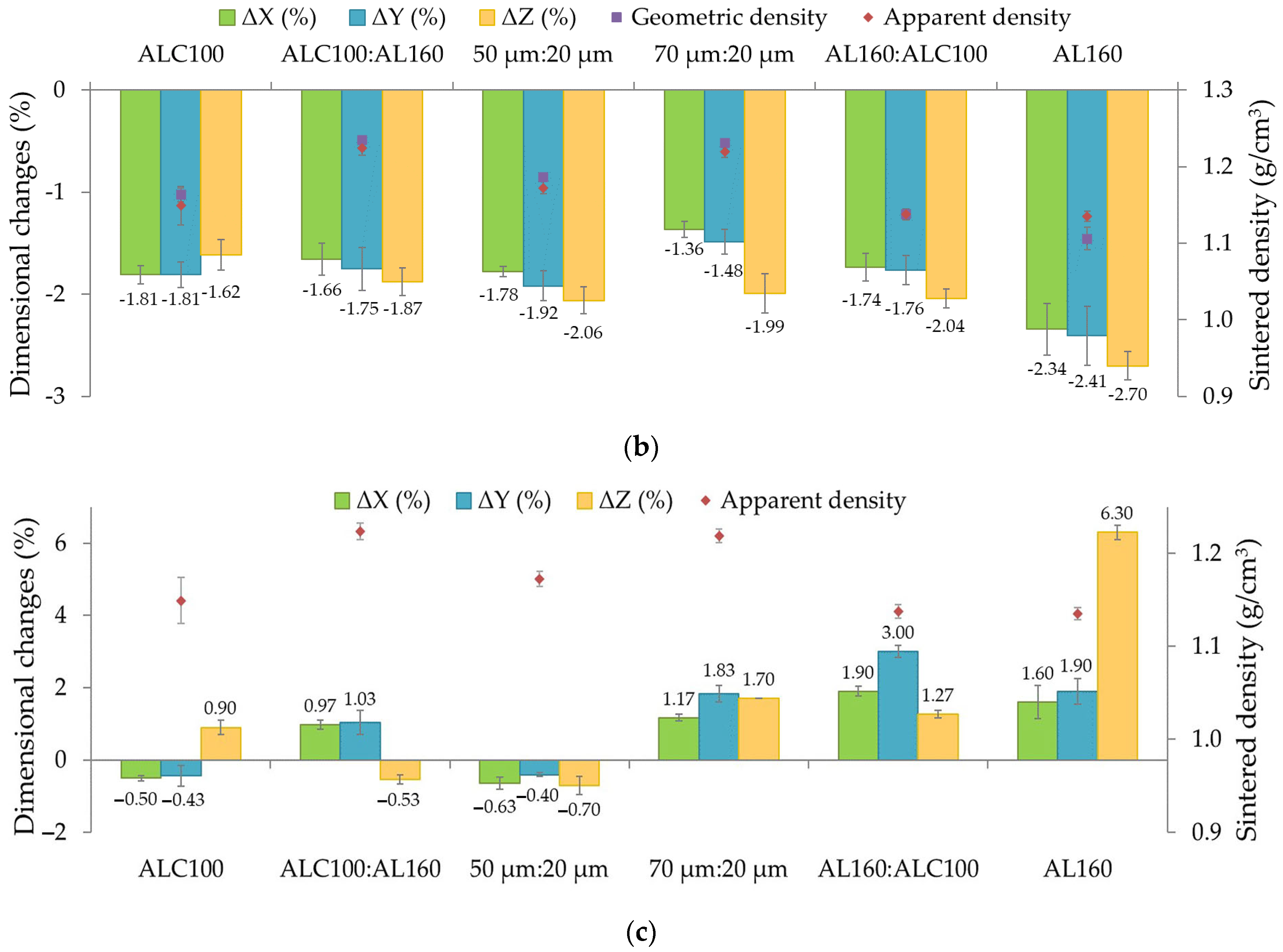
(2) Densification of the printed parts after sintering resulted in shrinkage anisotropy in the X, Y, and Z axes. The largest dimensional changes were observed in the build direction (Z axis). As the mean particle size of the powder blends increased, there was a higher shrinkage after the heat treatment process. Nevertheless, the sintering shrinkage did not exceed 3%.
(3) The printed parts achieved quite a high total porosity, reaching 58%. Pressure is not applied during BJ printing, resulting in inferior powder packing. Powder blends composed of finer powders made it possible to produce parts with a lower total porosity compared to the ALC100 base powder. The use of large powder particles (55 µm) for 3D printing resulted in increased porosity.
(4) The top surfaces (XY plane) of the obtained parts were characterized by up to about 15% lower roughness than the side surfaces (YZ plane). As the mean particle size increased, the values of the roughness parameters increased, excluding the 50 µm:20 µm blend. The combination of these two particle sizes showed a beneficial effect of filling voids with small powder particles, which translated into a reduction in surface roughness. An increase in roughness causes higher part porosity and can promote the formation of interlayer pores. Analysis of the surface topography showed that the surface of the 3D-printed parts was dominated by sharp peaks.
Summarizing the experimental results obtained for all analyzed Al blends, it can be observed that finer powders have a more favorable effect on the final properties of parts printed by Binder Jetting technology. The introduction of large powder particles at 27 wt.% into the fine base caused an increase in density and a decrease in part porosity compared to other Al blends. On the other hand, the addition of fine powder to the coarse particle blend (constituting 73 wt.%) contributed to the reduction in surface roughness. In terms of all the results analyzed, the most promising results were obtained for a blend consisting of 73 wt.% of ALC100 powder and 27 wt.% of AL160 powder.
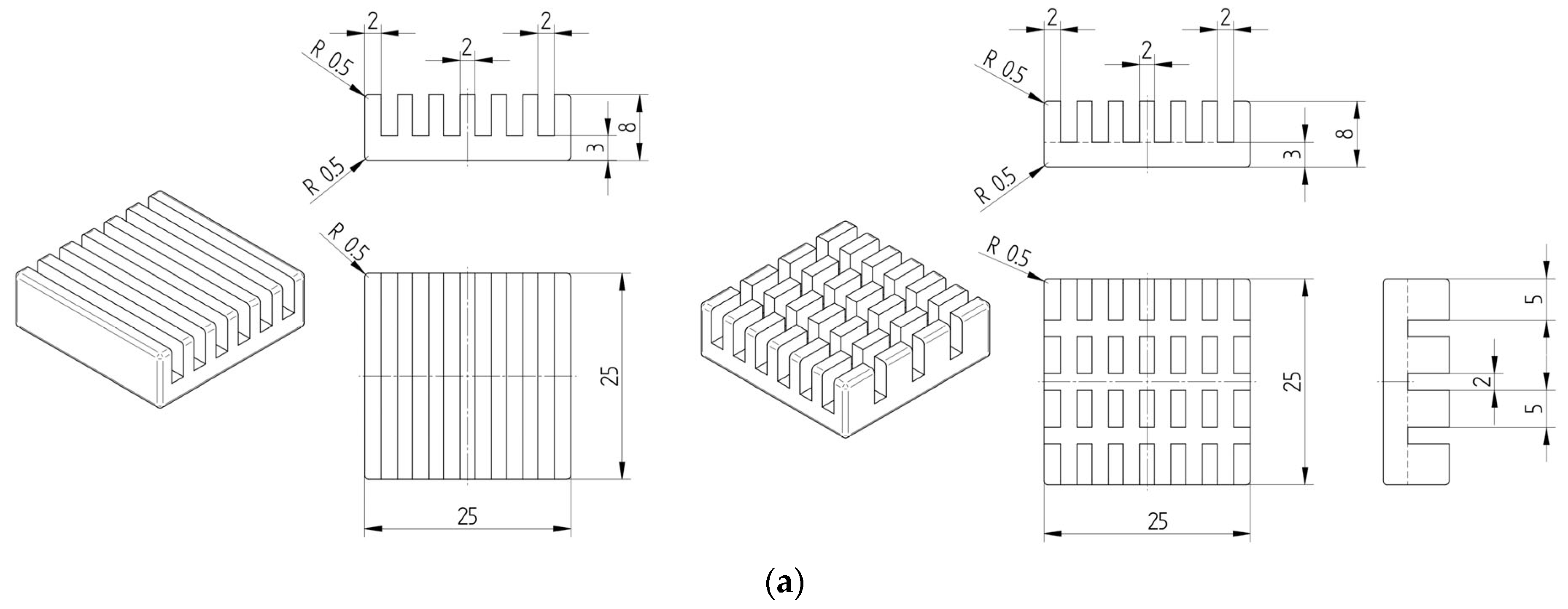
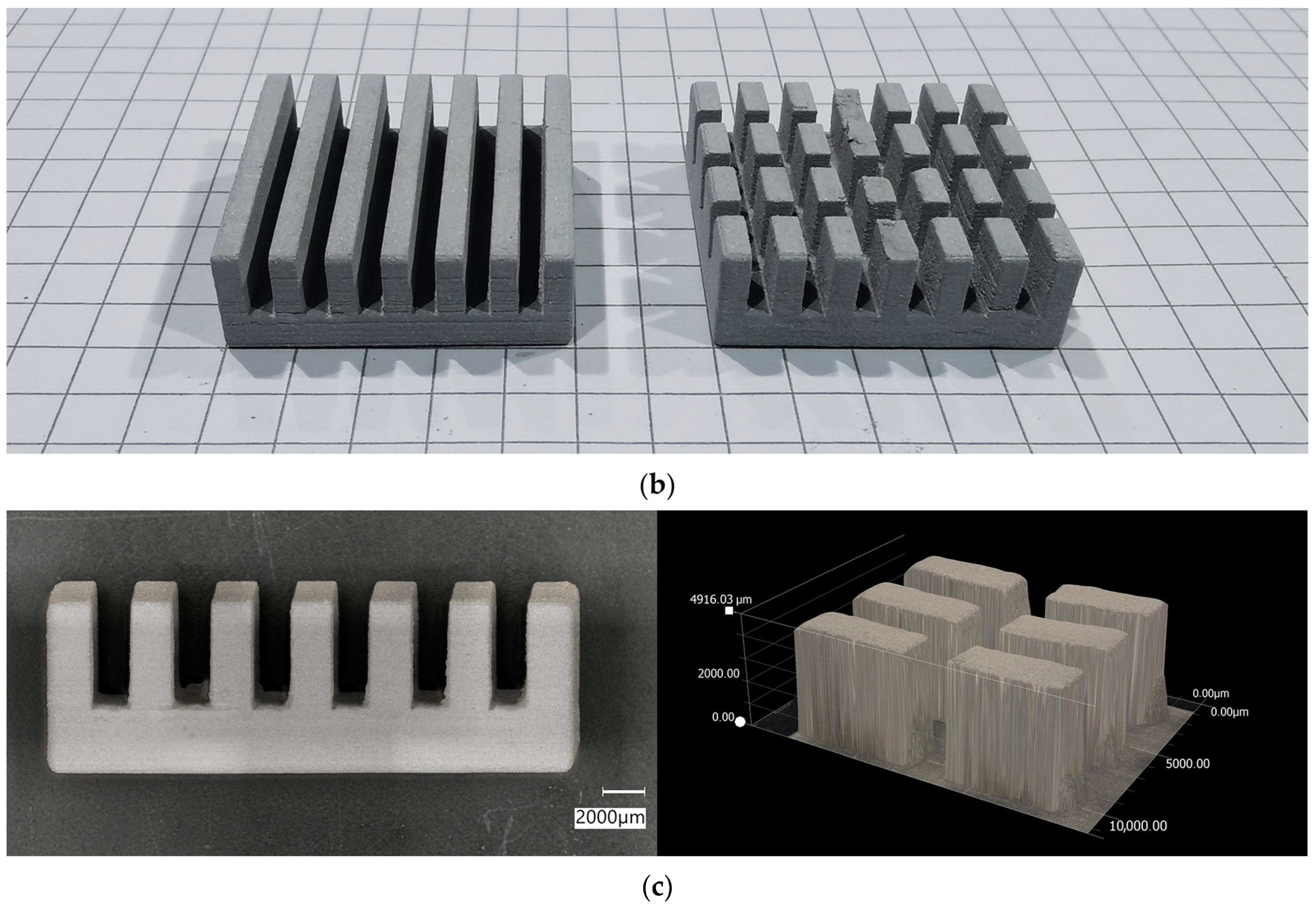
The research carried out in this work has confirmed the possibility of fabricating aluminum parts from powders with varying particle size distributions using Binder Jetting technology. Additive manufacturing methods are an advantage over conventional methods in the case of the possibility of producing constructions with geometrically complex shapes. The promising capabilities of Binder Jetting technology, coupled with a material that acts as a conductor, provide a combination with significant potential for producing 3D-printed parts for electronics applications. Aluminum, through its non-magnetic nature, does not interfere with the sensitive magnets found inside devices. For this reason, it can be used in the branch of computer components, such as transistor housing components or heat sinks, which are dedicated to dissipating the heat generated by electronic circuits.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}