
Design and Testing of a Directional Clamping and Reverse Breaking Device for Corn Straw
 ,
,
Abstract
:1. Introduction
2. Design of Directional Clamping Corn Ear-Breaking Device
2.1. Design Requirement
- Reduce or avoid the possibility of mechanical collision between fresh corn ears and operating components, reduce the probability of mechanical damage to ears, and ensure that the crushing rate of fresh corn seeds is less than 1%.
- Avoid cutting off the stems of fresh corn plants by the ear-picking device, ensure that the impurity content of fresh corn ears is less than 1.5%, and avoid blockage of the ear-picking device.
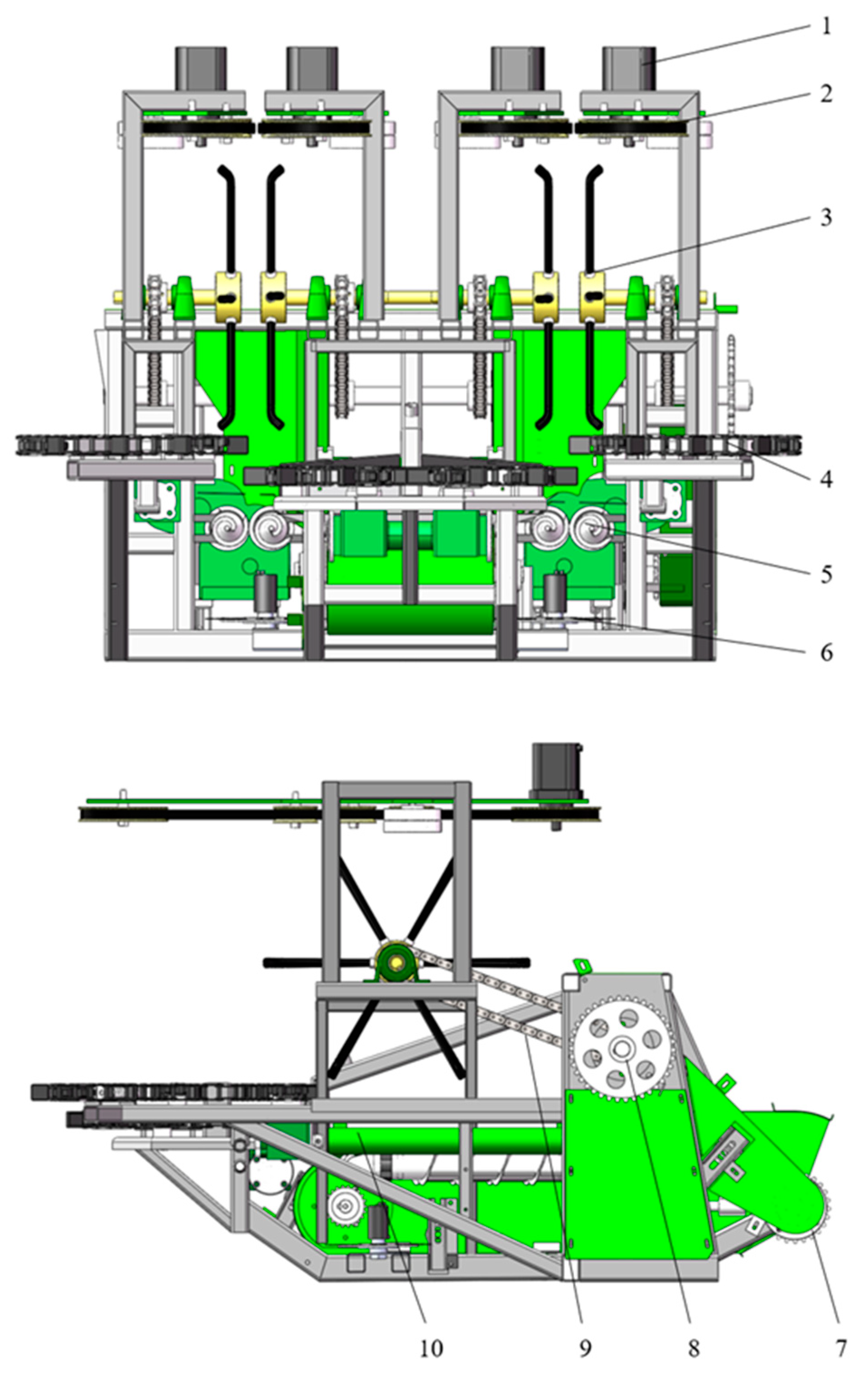
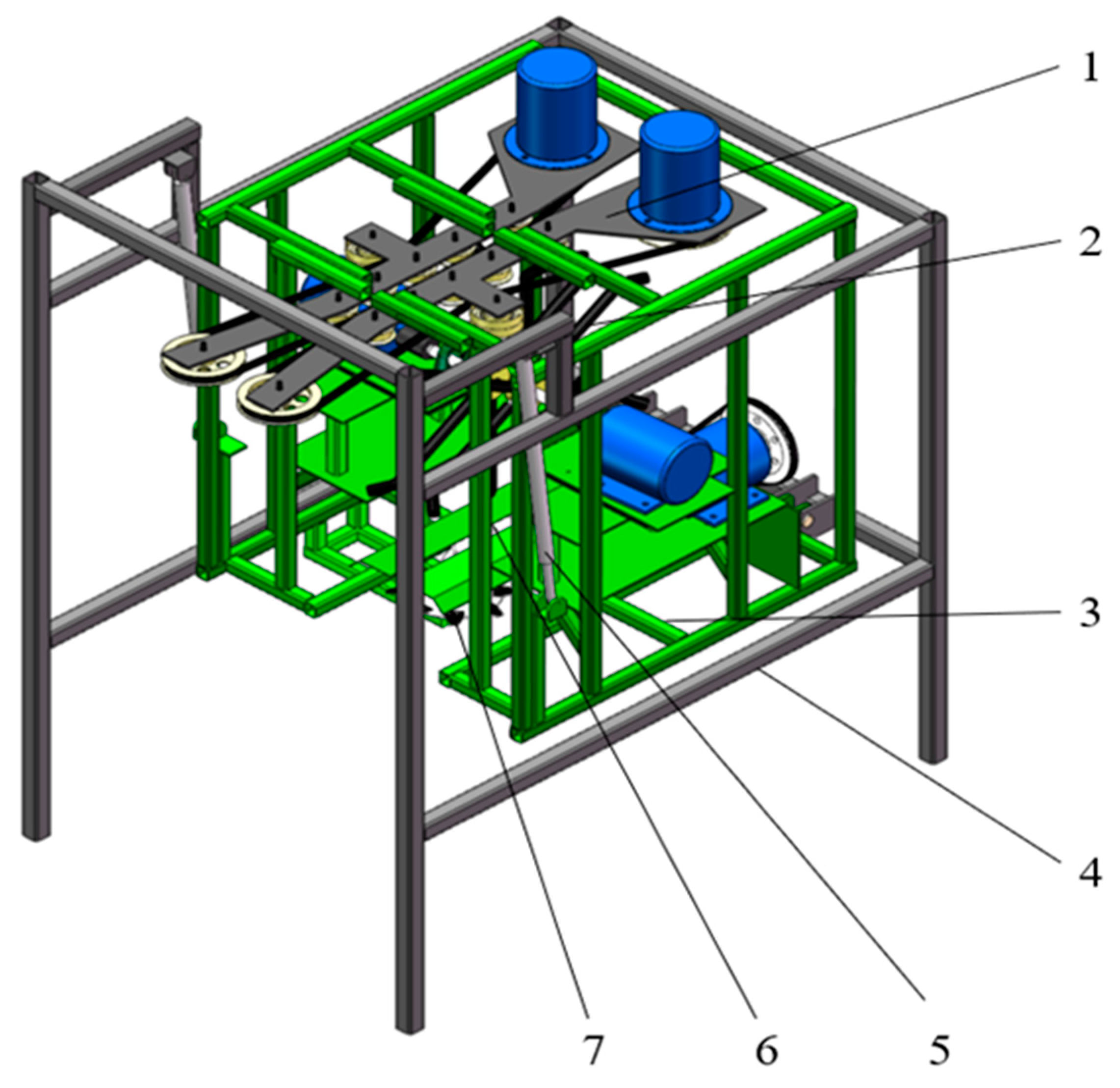
2.2. Structure and Working Principle
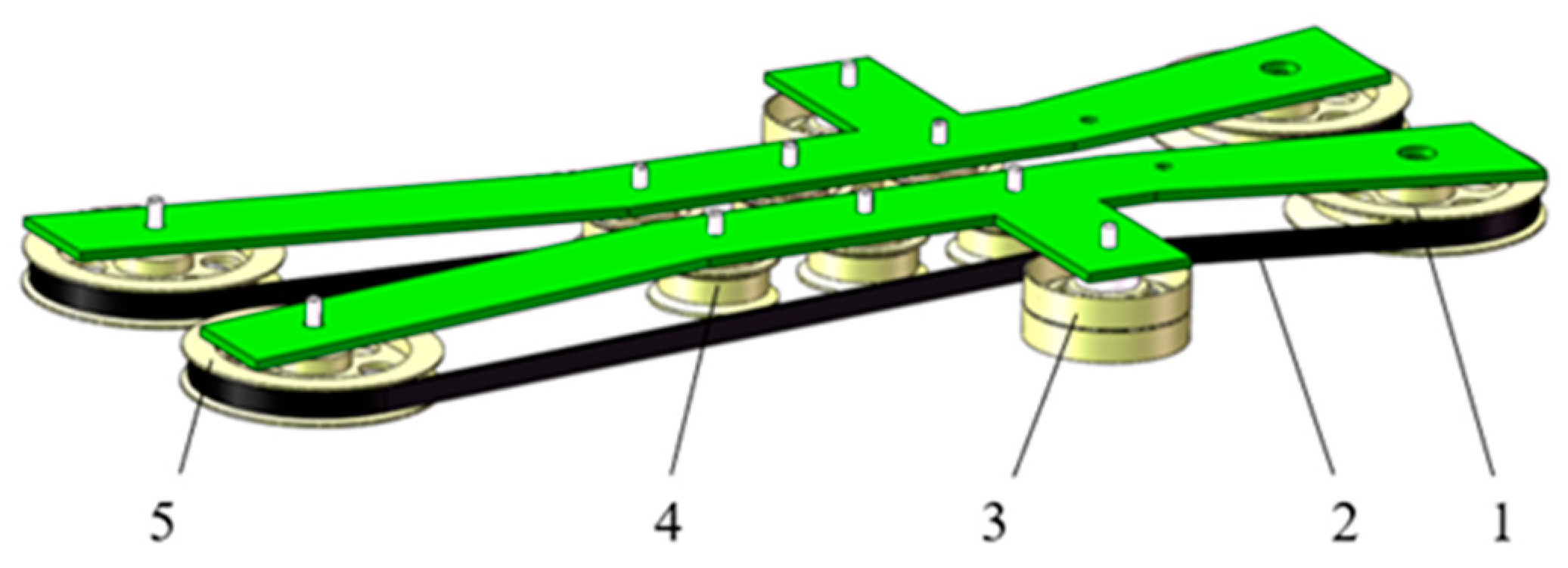
2.3. Directional Clamping Mechanism
2.4. Design and Analysis of the Ear-Breaking Mechanism
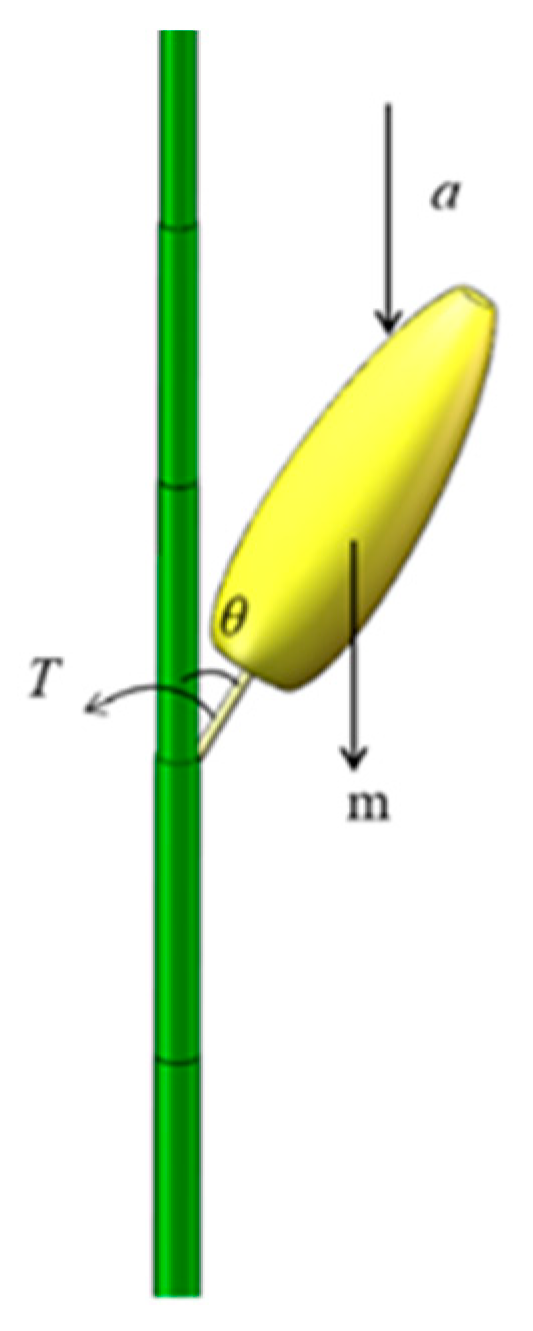
2.4.1. Stress Analysis of Fresh Corn Ears
2.4.2. Design of the Ear-Breaking Mechanism
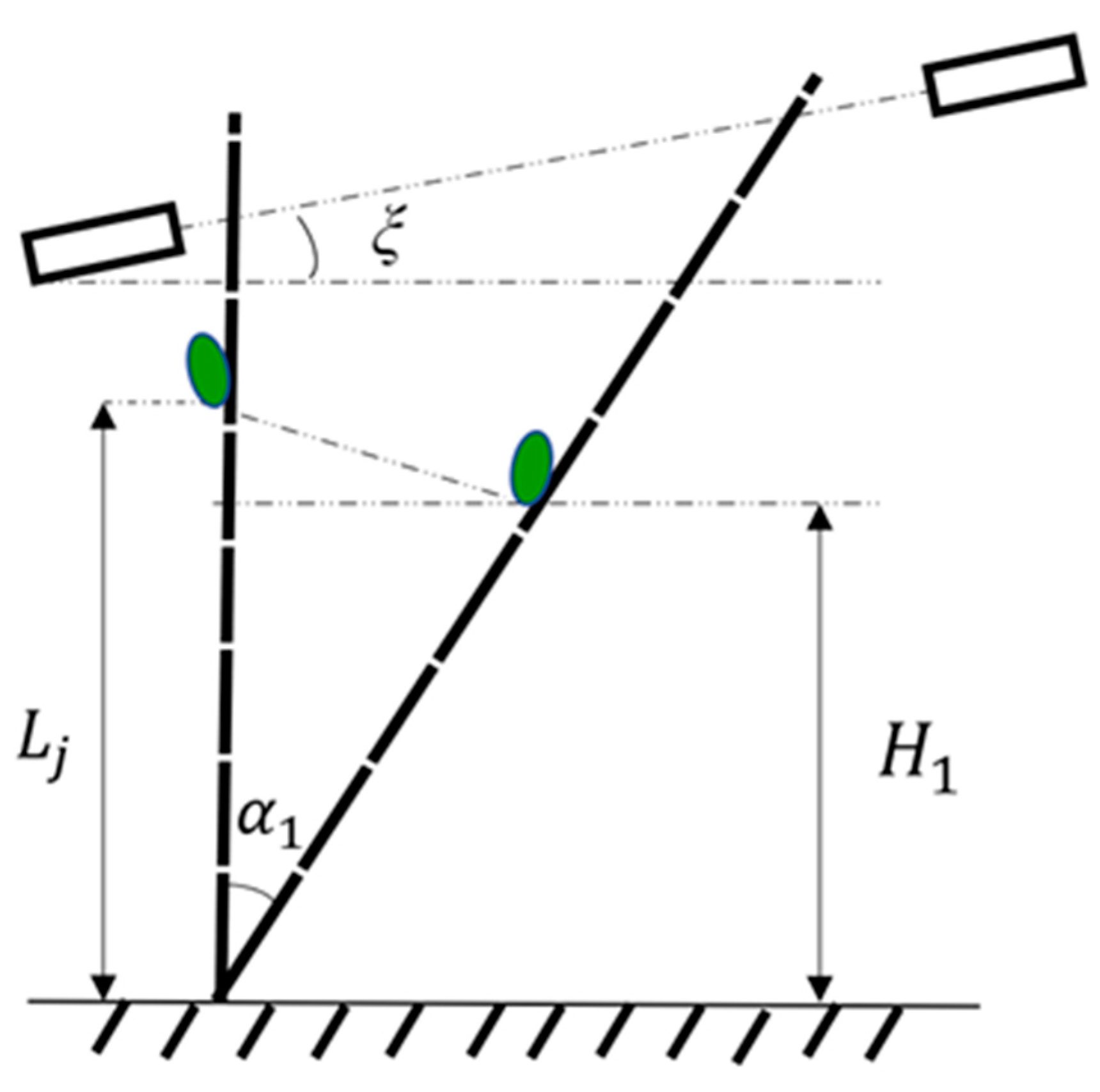
2.4.3. Analysis of the Effect of Breaking Ears on the Growth Angle of Fresh Corn Ears
- Fresh corn ears grow at a certain angle range in the opposite direction to the direction of motion of the harvesting machinery, and the angle between the ears and stems is: 0° ≤ αS < 31.2°. The ear-breaking force is applied to the top one-third of the ears, and as the ear-breaking finger rotates, the point of action of the resultant ear-breaking force slides down to the bottom of the ears;
- Fresh corn ears grow at a certain angle range compared to harvesting machinery, and the angle between the ears and corn stems is 31.2° ≤ αS < 148.8°; the ear-breaking force is applied to the middle one-third of the ears by the ear-breaking finger. As the ear-breaking finger rotates, the point of action of the resultant ear-breaking force slides down to the bottom of the ears or even to the stem itself;
- Fresh corn ears grow in the same direction as harvesting machinery, and the angle between the ears and stems is 148.8° ≤ αS ≤ 180°; the ear-breaking force is applied to the lower one-third of the ears by the ear-breaking finger. As the ear-breaking finger rotates, the point of action of the resultant ear-breaking force slides down to the top of the ears.
2.4.4. Finite Element Analysis of Fruit Stem Bending Fracture
3. Bench Test
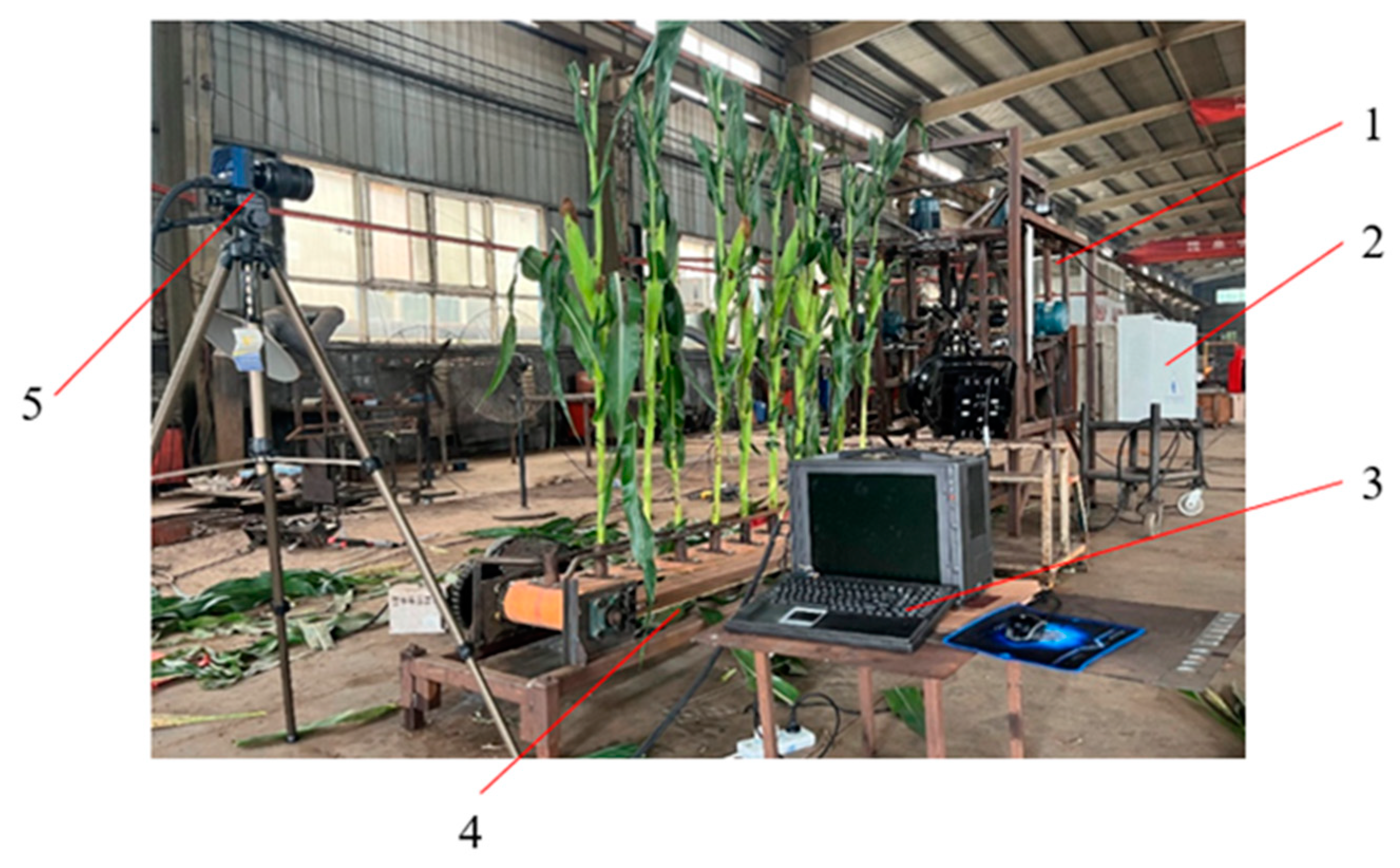
3.1. Fresh Corn Clamping and Breaking Device Test Bench
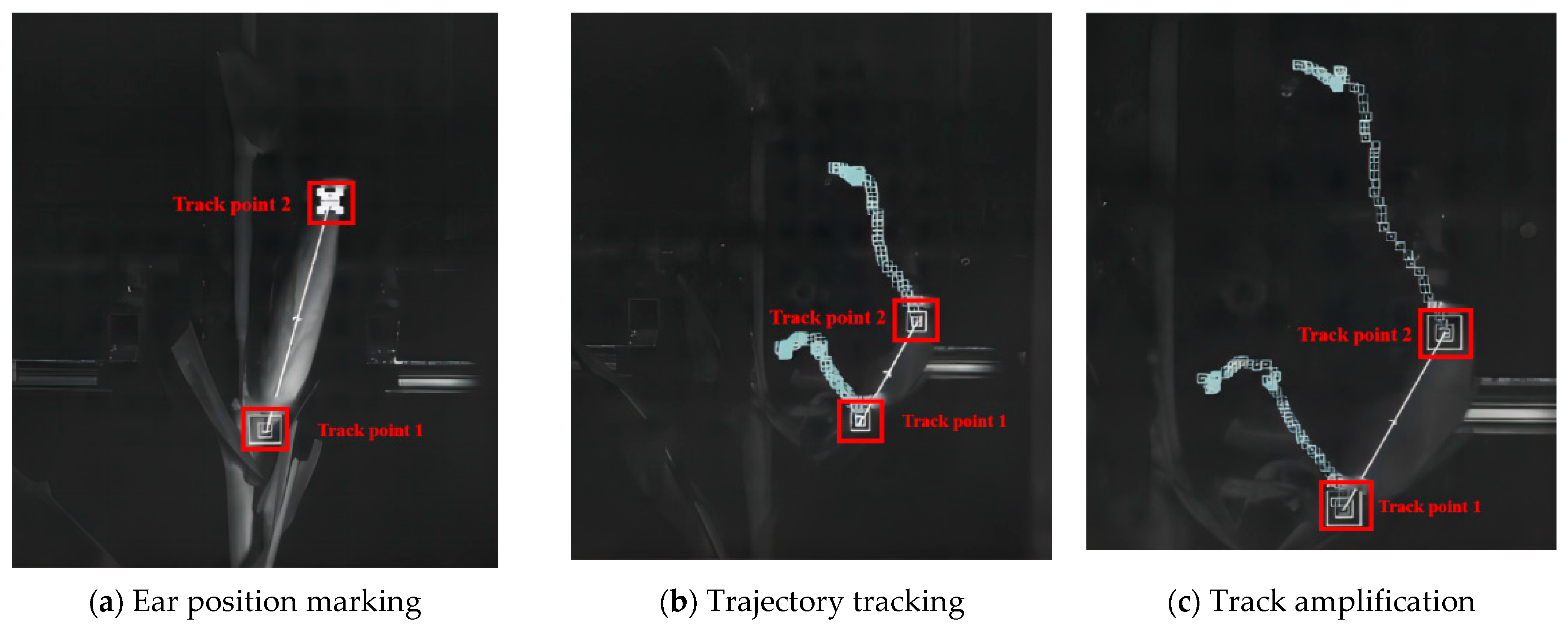
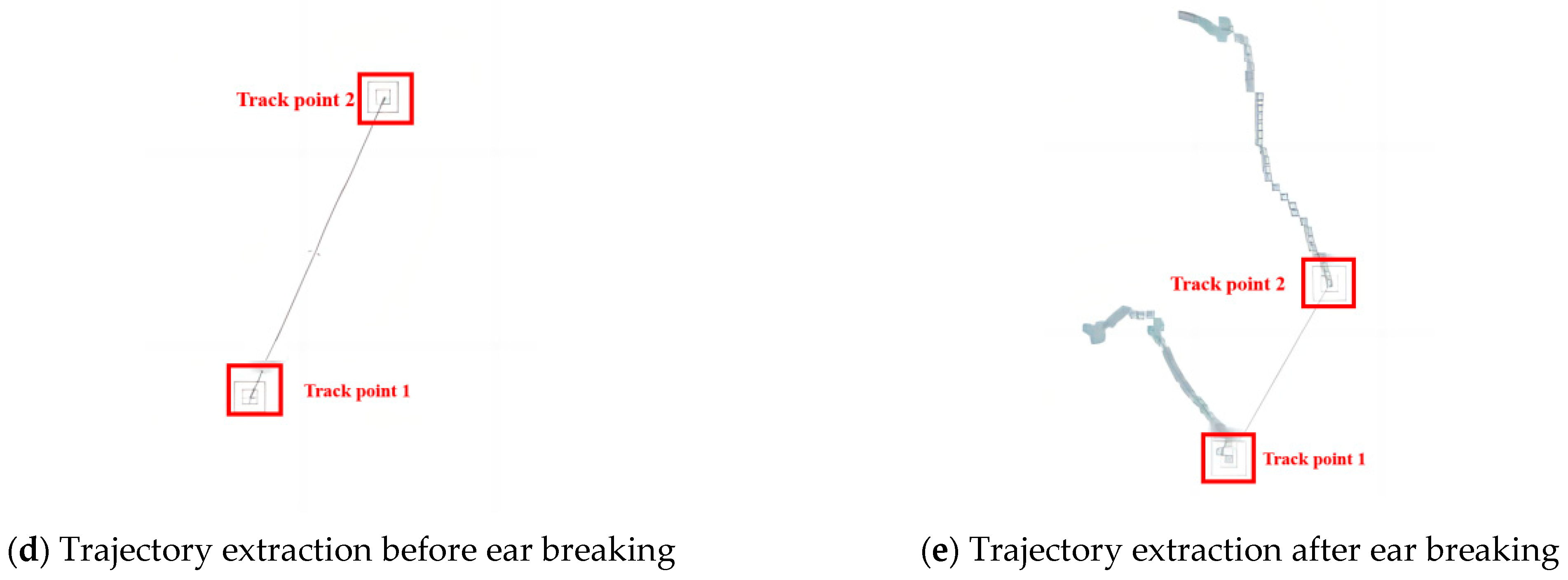
3.2. Tracking of Ears Movement Trajectory during Breaking
3.3. Bench Test
3.3.1. Protocol
3.3.2. Test Indicators
- Due to the high moisture content of fresh corn, threshing measurement is not applicable. Therefore, after collecting all ears in the grain box and removing the bracts, the condition of each ear being damaged by the machine was checked, and the total number of grains and the number of damaged grains (with obvious cracks and peels) were calculated according to the following formula:
- II.
- In the area of measurement, this research collected the harvested grain from the grain bin, weighed the total mass and the mass of impurities (including stems and leaves), and calculated the impurity content as follows:
4. Results
4.1. Analysis of the Impact of Ear Damage Rate
4.1.1. Multiple Regression Analysis of Ear Damage Rate
4.1.2. Response Surface Analysis of Ear Damage Rate
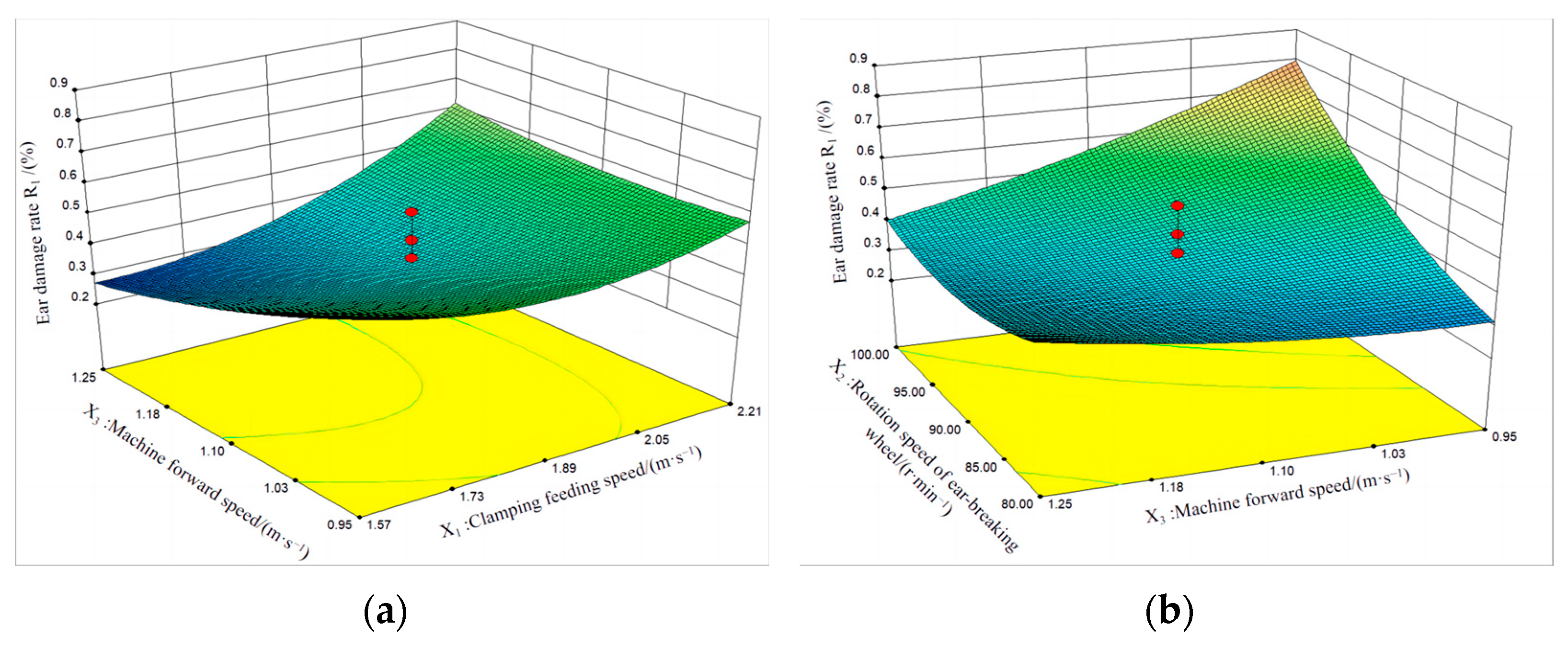
- For the ear breakage rate R1, when the speed of the ear-breaking wheel X2 = 90 rpm, the interaction between the clamping feeding speed and the machine forward speed is shown in Figure 15a.
- II.
- For the ear breakage rate R1, when the directional clamping feeding speed X1 = 1.59 m/s, the interaction between the ear-breaking wheel speed and the machine forward speed is as shown in Figure 15b.
4.2. Analysis of the Impact of Impurity Rate in Harvest
4.2.1. Multiple Regression Analysis of Impurity Rate in Harvest
4.2.2. Response Surface Analysis of Impurity Rate in Harvest
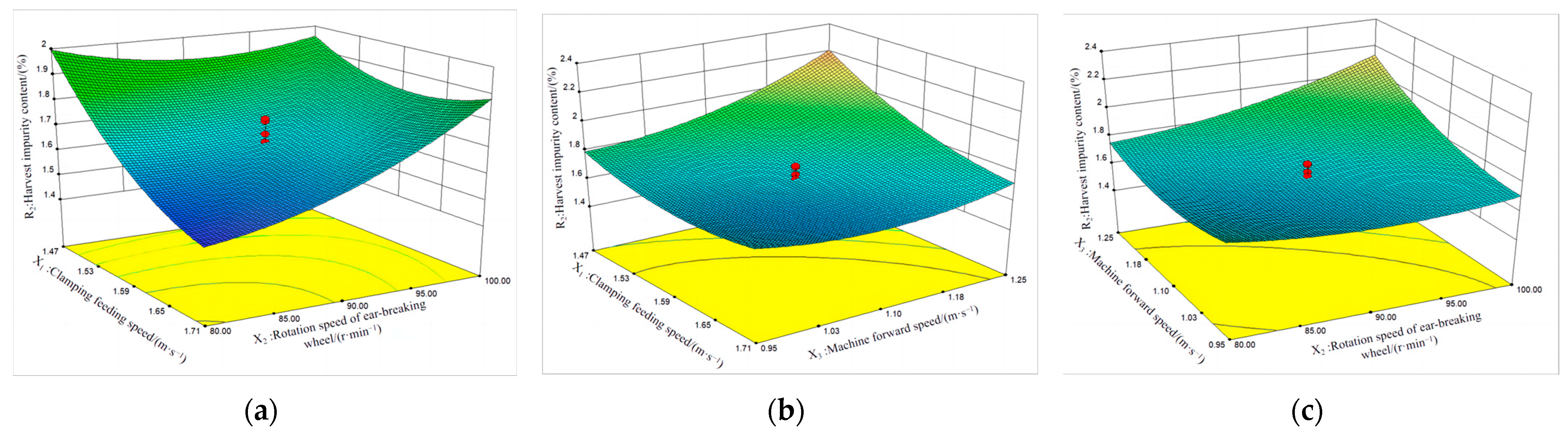
- For the impurity content R2 of the harvest, when the machine advances at a speed X3 of 1.10 m/s, the interaction between the clamping feeding speed and the speed of the breaking wheel is shown in Figure 16a.
- II.
- For the harvest impurity content R2, when the rate of rotation of the ear-breaking wheel X2 is 90 rpm, the interaction between the clamping feeding speed and the machine forward speed is as shown in Figure 16b.
- III.
- For the impurity content R2 of the harvest, when the clamping feeding speed X1 is 1.59 m/s, the interaction between the speed of the breaking wheel and the forward speed of the machine is as shown in Figure 16c.
4.3. Selection of Optimal Operation Parameters
4.4. Discussion
5. Conclusions
- Based on theoretical calculations and single-factor experiments, the effective operating speed range of each mechanism to ensure efficient harvesting operations was determined. Second, gradient partitioning of its parameters was performed using Design Expert 8.0.6 data analysis software, and orthogonal experimental parameter combinations were designed for testing and measurement.
- II.
- In order to ensure the reliability and stability of the fresh corn harvester, it is necessary to optimize the structural parameters of the harvester after conducting corresponding stem collection device design experiments. At the same time, it is necessary to optimize the material of the outer rubber of the ear-breaking finger to ensure the reliability of the ear-breaking mechanism. At the same time, to ensure the rationality of the header structure design, structural design and testing of the stem collection device will be carried out in the later stage based on this foundation.
- III.
- During the design and bench test of the fresh corn clamping and breaking device, the main objective was to study and test the damage rate and impurity content of corn harvest ears. The theoretical calculation and optimization of the device’s power consumption were not conducted. In the later stage, optimization design and improvement will be carried out based on the power consumption requirements of the harvesting device to meet the operational requirements of the fresh corn harvesting device.
- IV.
- During the experiment of breaking ears of fresh corn, data statistics were conducted on the damage rate and impurity content of the fresh corn harvest. The breaking device designed in this article effectively reduced the damage rate and impurity content compared to other types of fresh corn picking devices. Among them, during the picking experiment, the damage rate of each group of operating parameters was less than 1%, which was 1% lower than the industry indicator’s 2% damage rate. Due to the ear-picking device, the impurity content is mainly manifested as the breakage of fresh corn plant leaves. Therefore, the impurity content is selected within 2% to seek the optimal parameter ratio to meet the standard of mechanized corn harvesting operation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kamonporn, S.D.; Ketthaisong, K.L. Bioactive, antioxidant and enzyme activity changes in frozen, cooked, mini, super-sweet corn (Zea mays L. saccharata ‘Naulthong’). J. Food Compos. Anal. 2015, 44, 1–9. [Google Scholar]
- Wang, Y.; Zhang, C. Current status and suggestions for the development of corn harvesting machinery. Agric. Eng. 2013, 3, 34–36. [Google Scholar]
- Shinners, K.J.; Adsit, G.S.; Binversie, B.N. Single–pass, split–stream harvest of corn and stover. Trans. ASABE 2007, 50, 355–363. [Google Scholar] [CrossRef]
- Hou, C.; Dong, Y.; Liu, C.G. Current situation and quality analysis of China’s corn harvester industry. Agric. Eng. 2019, 9, 20–25. [Google Scholar]
- Xin, S.; Zhao, W.; Dai, F. Design of crawler type corn combine harvester with full film double ridge and trench sowing in arid areas. Trans. Chin. Soc. Agric. Eng. 2019, 35, 1–11. [Google Scholar]
- Cui, T.; Liu, J.; Zhang, D. Design and test of a hybrid operating mechanism for harvesting and straw crushing. Trans. Chin. Soc. Agric. Mach. 2012, 43, 95–100. [Google Scholar]
- Hou, S.; Wang, X.; Ji, Z. Experiments on the influence of corn straw morphological combinations on timely no-tillage sowing soil temperature and moisture in cold regions. Agriculture 2022, 12, 1425. [Google Scholar] [CrossRef]
- Rovira-Más, F.; Han, S.; Wei, J. Autonomous guidance of a corn harvester using stereo vision. Agric. Eng. Int. CIGR J. 2007. Available online: https://cigrjournal.org/index.php/Ejounral/article/view/944 (accessed on 23 July 2023).
- Liu, Y.; Yang, R.; Wu, X. Design of ear picking device for corn harvesters in residential areas. J. Agric. Mech. Res. 2021, 43, 103–106+138. [Google Scholar]
- Wang, X.; Geng, L.; Li, X. Design and experiment of low-injury picking test table for fresh-eating maize. Agric. Eng. 2017, 7, 68–71. [Google Scholar]
- Zhu, G.; Li, T.; Zhou, F. Design and test of a biomimetic ear picking device for fresh corn. J. JiLin Univ. 2023, 53, 1231–1244. [Google Scholar]
- Zhang, L.; Li, Q. Test on ear breaking speed and power consumption of bionic corn ear breaking device. Trans. Chin. Soc. Agric. Eng. 2015, 31, 9–14. [Google Scholar]
- Chen, M.; Cheng, X.; Jia, X.; Zhang, L.; Li, Q. Optimization of structure and operation parameters of bionic hand ear breaking corn harvesting device. Trans. Chin. Soc. Agric. Eng. 2018, 34, 15–22. [Google Scholar]
- Wang, Y.; Zhang, Q.; Yu, L. The application status and prospects of corn ear picking equipment. J. Agric. Mech. Res. 2011, 33, 228–231. [Google Scholar]
- Rogovskii, I.L.; Liubarets, B.S.; Voinash, S.A. Research of diagnostic of combine harvesters at levels of hierarchical structure of systems and units of hydraulic system. J. Phys. Conf. Ser. 2020, 1679, 2–5. [Google Scholar] [CrossRef]
- Zhang, Z. Research and design of key components of fresh corn harvester. J. Farm Mach. Using Maint. 2021, 5, 14–16. [Google Scholar]
- Li, T.; Zhou, F.; Guan, X. Design and experiment on flexible low–loss fresh corn picking device. J. Int. Agric. Eng. J. 2019, 28, 2–4. [Google Scholar]
- Zhang, X.; Wu, P.; Wang, K. Design and test of 4YZT–2 self–propelled fresh corn harvester. Trans. Chin. Soc. Agric. Eng. 2019, 35, 1–9. [Google Scholar]
- Shahzad, M.W.; Burhan, M.; Ang, L. Energy–water–environment nexus underpinning future desalination sustainability. Desalination 2017, 413, 52–64. [Google Scholar] [CrossRef]
- GB/T21962–2020; S. Corn Harvesting Machinery. China Machinery Industry Federation: Beijing, China, 2020; pp. 4–5.
- Hao, W.; Liu, J.; Min, W. Changes of moistuer distribution and migration in fresh ear corn during storage. J. Integr. Agric. 2019, 18, 2644–2651. [Google Scholar]
- Xu, W.; Zhao, J.; Cui, X. The bionics design and analysis on device of corn picking with dragging and cutting stem. J. Agric. Mech. Res. 2018, 40, 81–86. [Google Scholar]
- Guan, X.; Li, T.; Zhou, F. Determination of bruise susceptibility of fresh corn to impact load by means of finite element method simulation. Postharvest Biol. Technol. 2023, 198, 2–9. [Google Scholar] [CrossRef]
- Lisowski, A.; Swiatek, K.; Klonowski, J. Movement of chopped material in the dischargespout of forage harvester with a flywheel chopping unit: Measurements using maize and numerical simulation. Biosyst. Eng. 2012, 111, 381–391. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, R.; Kang, S. ANSYS 12.0 Finite Element Analysis from Introduction to Proficiency; Beijing Machinery Industury Press: Beijing, China, 2010. [Google Scholar]
- Liu, W.; Gao, W.; Yu, G. ANSYS 12.0 Classic; Beijing Electronic Industry Press: Beijing, China, 2010. [Google Scholar]
- Gorecki, J.; Lykowski, W. Influence of die land length on the maximum extrusion force and dry ice pellets density in ram extrusion process. Materials 2023, 16, 4281. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, S.L.; Bruns, R.E.; Ferreira, H.S. Box–Behnken design: An alternative for the optimiazation of analytical methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef] [PubMed]
- Geng, A.; Yang, J.; Zhang, J. Analysis of factors affecting mechanical damage of corn picking and harvesting. Trans. Chin. Soc. Agric. Eng. 2016, 32, 56–62. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Breed | Position | Average Value | Breed | Position | Average Value |
|---|---|---|---|---|---|
| Wannuo 2018 | Plant height | 2250 mm | Stanuo 41 | Plant height | 2310 mm |
| Ear height | 937 mm | Ear height | 1005 mm | ||
| Lower diameter of spike position | 28.5 mm | Lower diameter of spike position | 30.1 mm | ||
| Diameter at ear position | 19.3 mm | Diameter at ear position | 21.7 mm | ||
| Diameter of the four nodes on the ear | 16.7 mm | Diameter of the four nodes on the ear | 18.3 mm | ||
| Ear diameter at the large end | 52.3 mm | Ear diameter at the large end | 48.7 mm |
| Young’s Modulus (N·mm−2) | Density (kg·mm−3) | Poisson’s Ratio |
|---|---|---|
| 3.67 × 103 | 4.5 × 107 | 0.33 |
| Position | Size Parameter |
|---|---|
| Overall dimensions of the test bench | 1800 mm × 1300 mm × 2125 mm |
| Dimensions of lifting inner frame | 1120 mm × 1090 mm × 1180 mm |
| Directional clamping and conveying mechanism | 1000 mm × 400 mm |
| Rotation radius of ear-breaking mechanism | r = 320 mm |
| Operation length of stem-pulling roller | 580 mm |
| Range of platform lifting angle | 0~40° |
| Encoding Values | Factor | ||
|---|---|---|---|
| Clamping Feeding Speed (m·s−1) | Spinning Finger Rotation Speed (rpm) | Forward Speed (m·s−1) | |
| 2 | 1.83 | 110.00 | 1.35 |
| 1 | 1.71 | 100.00 | 1.25 |
| 0 | 1.59 | 90.00 | 1.10 |
| −1 | 1.47 | 80.00 | 0.95 |
| −2 | 1.35 | 70.00 | 0.85 |
| Number | Factor | Objective Function | |||
|---|---|---|---|---|---|
| Clamping Feeding Speed X1 | Spinning Finger Rotation Speed X2 | Forward Speed X3 | Ear Damage Rate R1 | Harvest Impurity Content R2 | |
| 1 | 1.47 | 80.00 | 0.95 | 0.47 | 1.92 |
| 2 | 1.71 | 80.00 | 0.95 | 0.37 | 1.75 |
| 3 | 1.47 | 100.00 | 0.95 | 0.82 | 1.73 |
| 4 | 1.71 | 100.00 | 0.95 | 0.85 | 1.93 |
| 5 | 1.47 | 80.00 | 1.25 | 0.52 | 2.14 |
| 6 | 1.71 | 80.00 | 1.25 | 0.65 | 1.52 |
| 7 | 1.47 | 100.00 | 1.25 | 0.23 | 2.30 |
| 8 | 1.71 | 100.00 | 1.25 | 0.74 | 2.17 |
| 9 | 1.39 | 90.00 | 1.10 | 0.48 | 2.29 |
| 10 | 1.83 | 90.00 | 1.10 | 0.83 | 1.54 |
| 11 | 1.59 | 70.00 | 1.10 | 0.31 | 1.73 |
| 12 | 1.59 | 110.00 | 1.10 | 0.85 | 1.98 |
| 13 | 1.59 | 90.00 | 0.85 | 0.64 | 1.72 |
| 14 | 1.59 | 90.00 | 1.35 | 0.31 | 2.14 |
| 15 | 1.59 | 90.00 | 1.10 | 0.37 | 1.76 |
| 16 | 1.59 | 90.00 | 1.10 | 0.32 | 1.71 |
| 17 | 1.59 | 90.00 | 1.10 | 0.24 | 1.68 |
| 18 | 1.59 | 90.00 | 1.10 | 0.47 | 1.66 |
| 19 | 1.59 | 90.00 | 1.10 | 0.56 | 1.49 |
| 20 | 1.59 | 90.00 | 1.10 | 0.41 | 1.77 |
| Project | Source | Sum of Squares | Freedom | Mean Square | F Value | p Value |
|---|---|---|---|---|---|---|
| Damage rate | model | 0.73/0.69 | 9/7 | 0.082/0.099 | 7.70/7.88 | 0.018/0.0011 |
| X1 | 0.098/0.098 | 1/1 | 0.098/0.098 | 9.29/7.87 | 0.0123/0.0159 | |
| X2 | 0.17/0.17 | 1/1 | 0.17/0.17 | 16.37/13.86 | 0.0023/0.0029 | |
| X3 | 0.063/0.063 | 1/1 | 0.063/0.063 | 5.92/5.01 | 0.0353/0.0449 | |
| X1 X2 | 0.033 | 1 | 0.033 | 3.07 | 0.1102 | |
| X1 X3 | 0.063/0.063 | 1/1 | 0.063/0.063 | 5.96/5.04 | 0.0348/0.0444 | |
| X2 X3 | 0.13/0.13 | 1/1 | 0.13/0.13 | 12.53/10.61 | 0.0054/0.0069 | |
| X12 | 0.12/0.12 | 1/1 | 0.12/0.12 | 11.54/9.27 | 0.0068/0.0102 | |
| X22 | 0.062/0.057 | 1/1 | 0.062/0.057 | 5.85/4.58 | 0.0361/0.0535 | |
| X32 | 0.012 | 1 | 0.012 | 1.10 | 0.3190 | |
| residual | 0.11/0.15 | 10/12 | 0.011/0.012 | |||
| misfitting term | 0.042/0.087 | 5/7 | 8.492 × 10−3/0.012 | 0.67/0.98 | 0.6643/0.5296 | |
| pure error | 0.063/0.063 | 5/5 | 0.013/0.013 | |||
| total | 0.84 | 19 |
| Project | Source | Sum of Squares | Freedom | Mean Square | F Value | p Value |
|---|---|---|---|---|---|---|
| Impurity content | model | 1.07 | 9 | 0.12 | 10.07 | 0.0006 |
| X1 | 0.29 | 1 | 0.29 | 24.43 | 0.0006 | |
| X2 | 0.11 | 1 | 0.11 | 9.27 | 0.0124 | |
| X3 | 0.17 | 1 | 0.17 | 14.12 | 0.0037 | |
| X1 X2 | 0.092 | 1 | 0.092 | 7.86 | 0.0187 | |
| X1 X3 | 0.076 | 1 | 0.076 | 6.46 | 0.0293 | |
| X2 X3 | 0.084 | 1 | 0.084 | 7.14 | 0.0234 | |
| X12 | 0.11 | 1 | 0.11 | 9.42 | 0.0119 | |
| X22 | 0.064 | 1 | 0.064 | 5.41 | 0.0423 | |
| X32 | 0.12 | 1 | 0.12 | 10.59 | 0.0087 | |
| residual | 0.12 | 10 | 0.012 | |||
| misfitting term | 0.066 | 5 | 0.013 | 1.27 | 0.4004 | |
| pure error | 0.052 | 5 | 0.010 | |||
| total | 1.18 | 19 |
| Comparative Test Verification | Ear Damage Rate | Harvest Impurity Content |
|---|---|---|
| Theoretical data | 0.37% | 1.55% |
| Actual test mean | 0.57% | 1.87% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, X.; Fan, X.; Wei, W.; Qu, Z.; Shi, J.; Zhang, H.; Chen, B. Design and Testing of a Directional Clamping and Reverse Breaking Device for Corn Straw. Agriculture 2023, 13, 1506. https://doi.org/10.3390/agriculture13081506
He X, Fan X, Wei W, Qu Z, Shi J, Zhang H, Chen B. Design and Testing of a Directional Clamping and Reverse Breaking Device for Corn Straw. Agriculture. 2023; 13(8):1506. https://doi.org/10.3390/agriculture13081506
Chicago/Turabian StyleHe, Xun, Xudong Fan, Wenhe Wei, Zhe Qu, Jingzhao Shi, Hongmei Zhang, and Bo Chen. 2023. "Design and Testing of a Directional Clamping and Reverse Breaking Device for Corn Straw" Agriculture 13, no. 8: 1506. https://doi.org/10.3390/agriculture13081506