
Reliability Study of an Intelligent Profiling Progressive Automatic Glue Cutter Based on the Improved FMECA Method
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
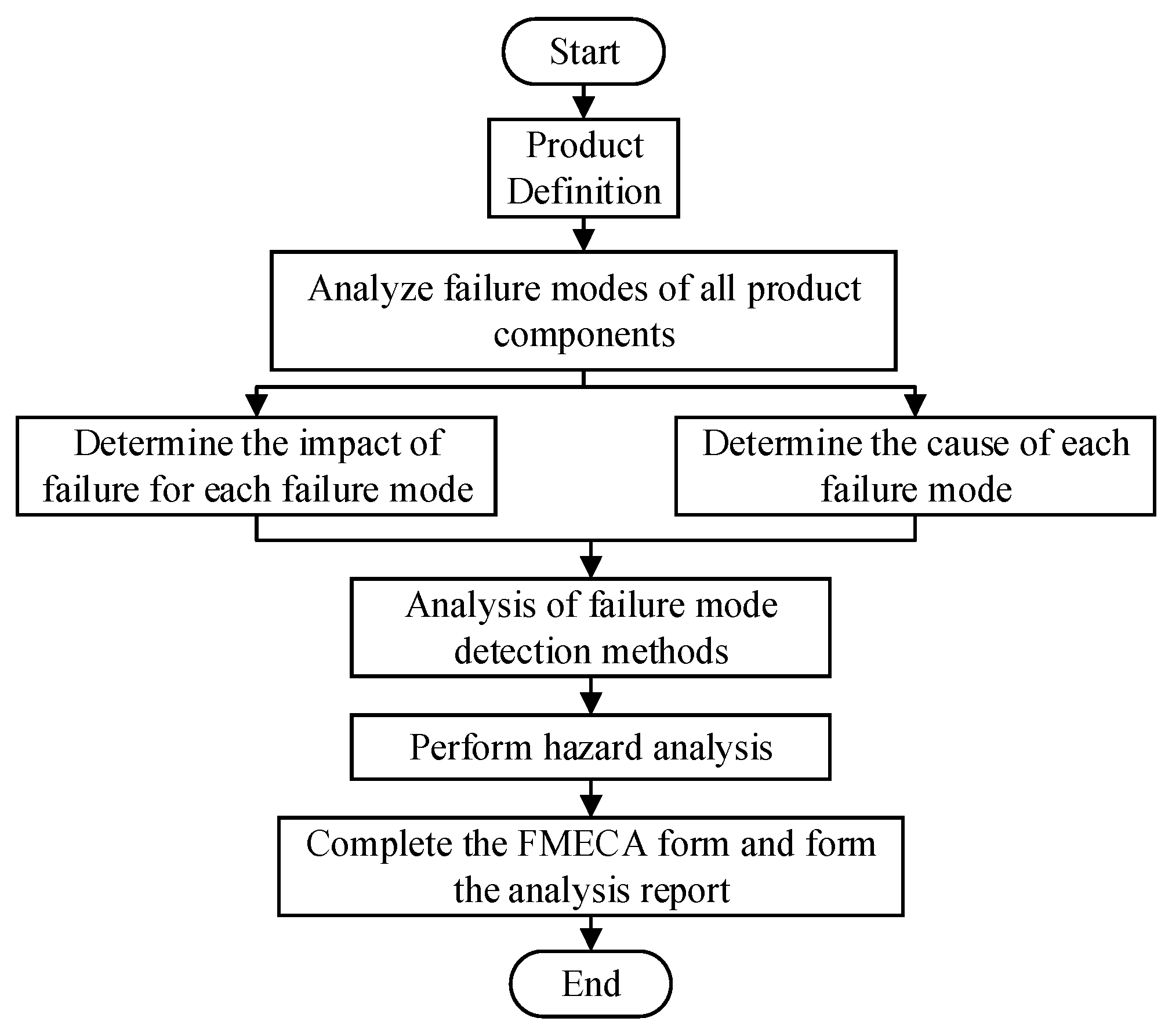
2.1. Basic Theory of the Traditional FMECA Method
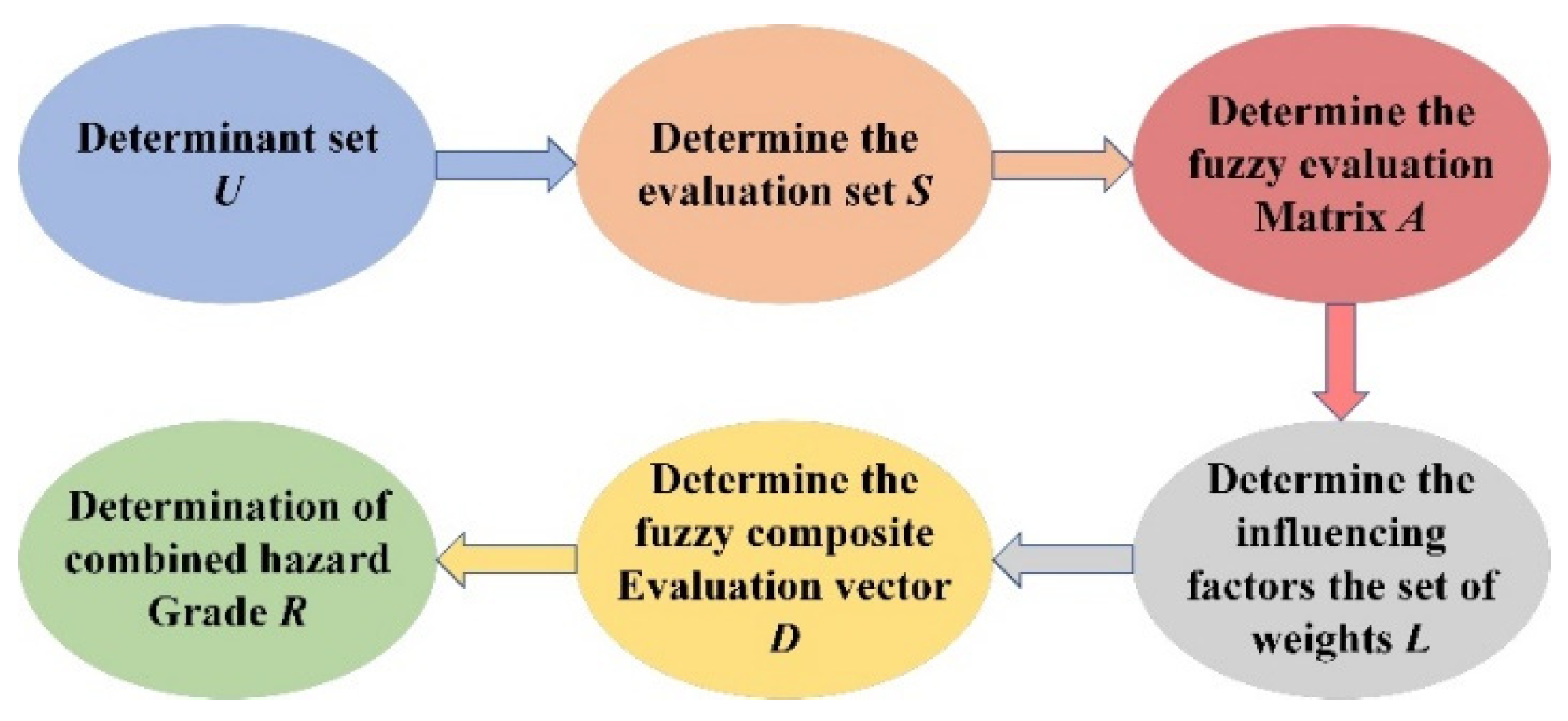
2.2. Enhancing the Fundamentals of the FMECA Method
2.2.1. Defining the Set of Factors
2.2.2. Determining the Evaluation Set
2.2.3. Establishing the Fuzzy Evaluation Matrix
2.2.4. Determine the Weights for the Set of Influence Factors
2.2.5. The Calculation of the Fuzzy Comprehensive Evaluation Vector
2.2.6. Determining the Comprehensive Hazard Level
3. Results and Analysis
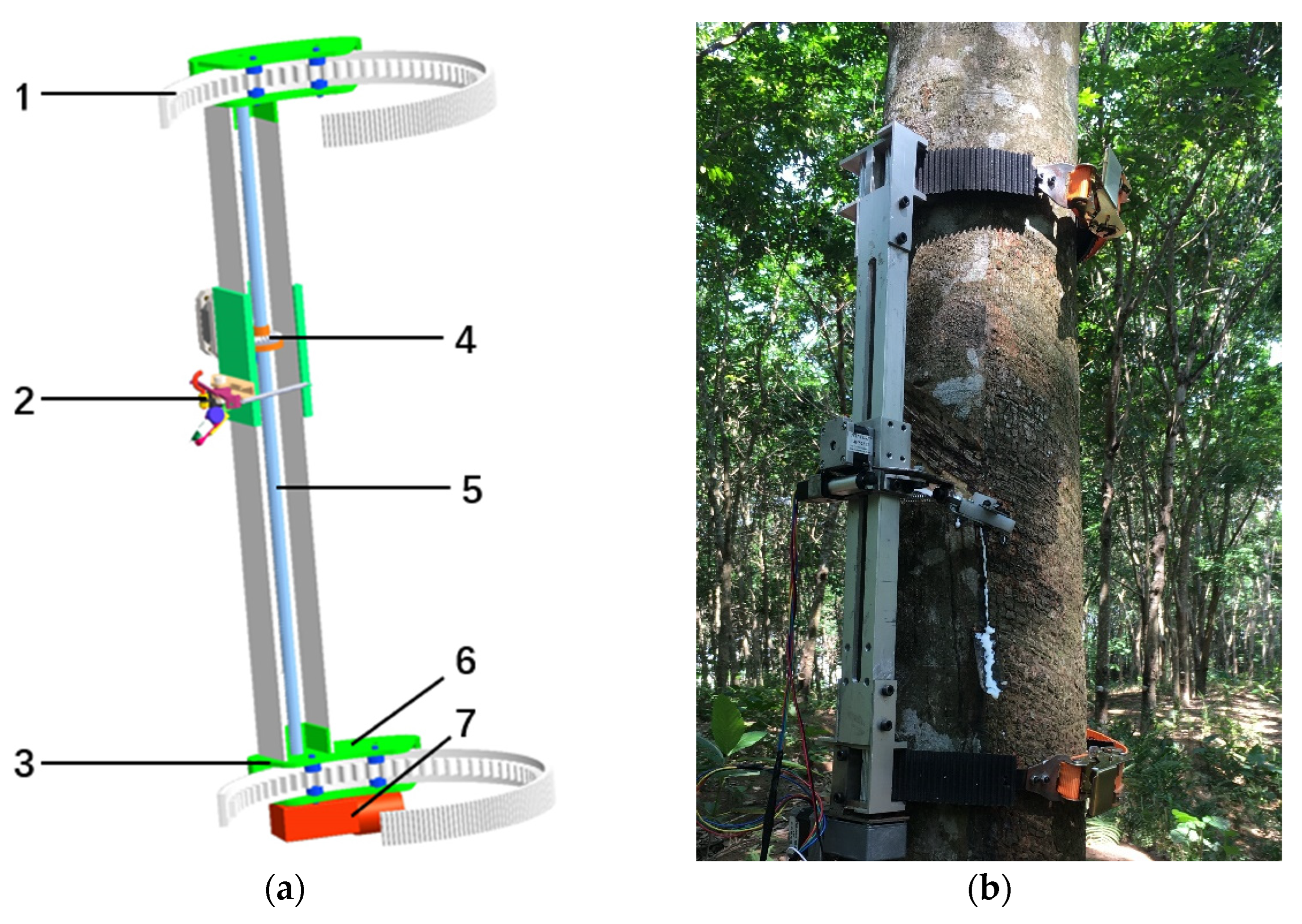
3.1. Intelligent Profiling Progressive Automatic Gum Cutter
3.2. Analysis of the FMEA Method for an Intelligent Profiling Progressive Automatic Glue Cutter
3.3. Analysis of the Traditional FMECA Method for the Intelligent Profiling Progressive Automatic Glue Cutter
3.4. Analysis of the Improved FMECA Method for the Intelligent Profiling Progressive Automatic Glue Cutter
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Linton, J.D. Facing the challenges of service automation: An enabler for e-commerce and productivity gain in traditional services. IEEE T Eng. Manage 2003, 50, 478–484. [Google Scholar] [CrossRef]
- Scheu, M.N.; Tremps, L.; Smolka, U.; Kolios, A.; Brennan, F. A systematic Failure Mode Effects and Criticality Analysis for offshore wind turbine systems towards integrated condition based maintenance strategies. Ocean. Eng. 2019, 176, 118–133. [Google Scholar] [CrossRef]
- Arabsheybani, A.; Paydar, M.M.; Safaei, A.S. An integrated fuzzy MOORA method and FMEA technique for sustainable supplier selection considering quantity discounts and supplier’s risk. J. Clean. Prod. 2018, 190, 577–591. [Google Scholar] [CrossRef]
- Stamatis, D.H. Failure Mode and Effect Analysis—FMEA from Theory to Execution; ASQC Qual Press: New York, NY, USA, 1995. [Google Scholar]
- Aswin, K.R.; Renjith, V.R.; Akshay, K.R. FMECA using fuzzy logic and grey theory: A comparitve case study applied to ammonia storage facility. Int. J. Syst. Assur. Eng. 2022, 13, 2084–2103. [Google Scholar] [CrossRef]
- Bozdag, E.; Asan, U.; Soyer, A.; Serdarasan, S. Risk prioritization in Failure Mode and Effects Analysis using interval type-2 fuzzy sets. Expert. Syst. Appl. 2015, 42, 4000–4015. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; You, J.; Li, H. Risk evaluation in failure mode and effects analysis using fuzzy digraph and matrix approach. J. Intell. Manuf. 2016, 27, 805–816. [Google Scholar] [CrossRef]
- Zhou, D.; Tang, Y.; Jiang, W. A Modified Model of Failure Mode and Effects Analysis Based on Generalized Evidence Theory. Math. Probl. Eng. 2016, 2016, 4512383. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; You, J.; Duan, C. An integrated approach for failure mode and effect analysis under interval-valued intuitionistic fuzzy environment. Int. J. Prod. Econ. 2019, 207, 163–172. [Google Scholar] [CrossRef]
- Yang, Z.; Bonsall, S.; Wang, J. Fuzzy Rule-Based Bayesian Reasoning Approach for Prioritization of Failures in FMEA. IEEE Trans. Reliab. 2008, 57, 517–528. [Google Scholar] [CrossRef]
- Jee, T.L.; Tay, K.M.; Lim, C.P. A New Two-Stage Fuzzy Inference System-Based Approach to Prioritize Failures in Failure Mode and Effect Analysis. IEEE Trans. Reliab. 2015, 64, 869–877. [Google Scholar] [CrossRef]
- Gupta, G.; Mishra, R.P. A Failure Mode Effect and Criticality Analysis of Conventional Milling Machine Using Fuzzy Logic: Case Study of RCM. Qual. Reliab. Eng. Int. 2017, 33, 347–356. [Google Scholar] [CrossRef]
- Sayyadi, T.H.; Ayatollah, A.S. A model for failure mode and effects analysis based on intuitionistic fuzzy approach. Appl. Soft Comput. 2016, 49, 238–247. [Google Scholar] [CrossRef]
- Guo, J. A Risk Assessment Approach for Failure Mode and Effects Analysis Based on Intuitionistic Fuzzy Sets and Evidence Theory. J. Intell. Fuzzy Syst. 2016, 30, 869–881. [Google Scholar] [CrossRef]
- Jiang, W.; Xie, C.; Zhuang, M.; Tang, Y. Failure mode and effects analysis based on a novel fuzzy evidential method. Appl. Soft Comput. 2017, 57, 672–683. [Google Scholar] [CrossRef]
- Aydogan, E.K. Performance measurement model for Turkish aviation firms using the rough-AHP and TOPSIS methods under fuzzy environment. Expert. Syst. Appl. 2011, 38, 3992–3998. [Google Scholar] [CrossRef]
- Liu, H.; You, J.; Shan, M.; Shao, L. Failure mode and effects analysis using intuitionistic fuzzy hybrid TOPSIS approach. Soft Comput. 2015, 19, 1085–1098. [Google Scholar] [CrossRef]
- Carpitella, S.; Certa, A.; Izquierdo, J.; La Fata, C.M. A combined multi-criteria approach to support FMECA analyses: A real-world case. Reliab. Eng. Syst. Safe 2018, 169, 394–402. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Q.; Thai, V.V. Fuzzy and grey theories in failure mode and effect analysis for tanker equipment failure prediction. Safety Sci. 2016, 83, 74–79. [Google Scholar] [CrossRef]
- Liu, H.; Li, Z.; Song, W.; Su, Q. Failure Mode and Effect Analysis Using Cloud Model Theory and PROMETHEE Method. IEEE Trans. Reliab. 2017, 66, 1058–1072. [Google Scholar] [CrossRef]
- Mandal, S.; Singh, K.; Behera, R.K.; Sahu, S.K.; Raj, N.; Maiti, J. Human error identification and risk prioritization in overhead crane operations using HTA, SHERPA and fuzzy VIKOR method. Expert. Syst. Appl. 2015, 42, 7195–7206. [Google Scholar] [CrossRef]
- Baloch, A.U.; Mohammadian, H. Fuzzy failure modes and effects analysis by using fuzzy Vikor and Data Envelopment Analysis-based fuzzy AHP. Int. J. Adv. Appl. Sci. 2016, 3, 23–30. [Google Scholar] [CrossRef]
- Liu, H.; Liu, L.; Bian, Q.; Lin, Q.; Dong, N.; Xu, P. Failure mode and effects analysis using fuzzy evidential reasoning approach and grey theory. Expert. Syst. Appl. 2011, 38, 4403–4415. [Google Scholar] [CrossRef]
- Liu, H.; Liu, L.; Lin, Q. Fuzzy Failure Mode and Effects Analysis Using Fuzzy Evidential Reasoning and Belief Rule-Based Methodology. IEEE Trans. Reliab. 2013, 62, 23–36. [Google Scholar] [CrossRef]
- Du, Y.; Mo, H.; Deng, X.; Sadiq, R.; Deng, Y. A new method in failure mode and effects analysis based on evidential reasoning. Int. J. Syst. Assur. Eng. 2014, 5, 1–10. [Google Scholar] [CrossRef]
- Su, X.; Deng, Y.; Mahadevan, S.; Bao, Q. An improved method for risk evaluation in failure modes and effects analysis of aircraft engine rotor blades. Eng. Fail. Anal. 2012, 26, 164–174. [Google Scholar] [CrossRef]
- Jiang, W.; Xie, C.; Wei, B.; Zhou, D. A modified method for risk evaluation in failure modes and effects analysis of aircraft turbine rotor blades. Adv. Mech. Eng. 2016, 8, 2071833545. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Fan, X.; Li, P.; Chen, Y. Evaluating the risk of failure modes with extended MULTIMOORA method under fuzzy environment. Eng. Appl. Artif. Intel. 2014, 34, 168–177. [Google Scholar] [CrossRef]
- Liu, H.; You, J.; You, X.; Shan, M. A novel approach for failure mode and effects analysis using combination weighting and fuzzy VIKOR method. Appl. Soft Comput. 2015, 28, 579–588. [Google Scholar] [CrossRef]
- Liu, H.; Liu, L.; Liu, N. Risk evaluation approaches in failure mode and effects analysis: A literature review. Expert. Syst. Appl. 2013, 40, 828–838. [Google Scholar] [CrossRef]
- Certa, A.; Hopps, F.; Inghilleri, R.; La Fata, C.M. A Dempster-Shafer Theory-based approach to the Failure Mode, Effects and Criticality Analysis (FMECA) under epistemic uncertainty: Application to the propulsion system of a fishing vessel. Reliab. Eng. Syst. Safe 2017, 159, 69–79. [Google Scholar] [CrossRef]
- Mohsen, O.; Fereshteh, N. An extended VIKOR method based on entropy measure for the failure modes risk assessment—A case study of the geothermal power plant (GPP). Safety Sci. 2017, 92, 160–172. [Google Scholar] [CrossRef]
- Huang, J.; Li, Z.S.; Liu, H. New approach for failure mode and effect analysis using linguistic distribution assessments and TODIM method. Reliab. Eng. Syst. Safe 2017, 167, 302–309. [Google Scholar] [CrossRef]
- Kerk, Y.W.; Tay, K.M.; Lim, C.P. An Analytical Interval Fuzzy Inference System for Risk Evaluation and Prioritization in Failure Mode and Effect Analysis. IEEE Syst. J. 2017, 11, 1589–1600. [Google Scholar] [CrossRef]
- Certa, A.; Enea, M.; Galante, G.M.; La Fata, C.M. ELECTRE TRI-based approach to the failure modes classification on the basis of risk parameters: An alternative to the risk priority number. Comput. Ind. Eng. 2017, 108, 100–110. [Google Scholar] [CrossRef]
- Song, W.; Ming, X.; Wu, Z.; Zhu, B. A rough TOPSIS Approach for Failure Mode and Effects Analysis in Uncertain Environments. Qual. Reliab. Eng. Int. 2014, 30, 473–486. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Implications | bij |
|---|---|
| ui is as important as uj | 1 |
| ui is slightly more important than uj | 3 |
| ui is significantly more important than uj | 5 |
| ui is strongly more important than uj | 7 |
| ui is definitely more important than uj | 9 |
| The importance of ui over uj is between the above two scale values | 2, 4, 6, 8 |
| n | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IT | 0 | 0 | 0.58 | 0.90 | 1.12 | 1.24 | 1.32 | 1.41 | 1.45 | 1.49 | 1.52 | 1.54 | 1.56 |
| Code | Failure Mode | Failure Analysis | Fault Impact | Fault Checking Method | Troubleshooting Measures |
|---|---|---|---|---|---|
| 1 | Motor shaft damage; fracture or deformation | Excessive torque due to overload | Decreased functionality | Regular inspection; instrument testing | Motor replacement |
| 2 | Tooth-belt slippage | Excessive load causes the transmitted force to be greater than the limit of the sum of the frictional forces between the belt and the gear | Decreased functionality | Visual inspection | Increase the belt width or replace the belt |
| 3 | Blade deformation or breakage | Insufficient blade strength; improper cutting depth and blade installation angle resulting in excessive load causing blade breakage | Loss of function | Visual inspection | Replacement of high strength blades; correction of cutting depth and blade installation angle |
| 4 | Circumferential and vertical movement device rotation is not flexible, there is a jamming phenomenon | The upper and lower tooth-belt gap has foreign matter and installation is not parallel to cause the center axis of the transmission teeth and rubber tree center axis offset; poor lubrication | Decreased functionality | Regular inspections; instrument testing | Removal of foreign objects; enhance lubrication |
| 5 | Unstable amount of skin consumption | The height of the descending screw and the distance from the cutting knife to the guiding depth limiting wheel are not consistent when cutting rubber | Decreased functionality | Regular inspections; instrument testing | Correction of the height of the lowering screw and the distance from the cutting knife to the guiding depth limit wheel |
| 6 | Unstable cutting depth | Improper installation and cutting angle of the blade; spring tension failure, etc., led to jumping of the cutting knife | Decreased functionality | Instrument inspection; visual inspection | Correct blade mounting and cutting angle; replace spring |
| Projects | ESR | OPR | DDR | RPN |
|---|---|---|---|---|
| Failure Mode 1 | 4 | 2 | 4 | 32 |
| Failure Mode 2 | 3 | 3 | 2 | 18 |
| Failure Mode 3 | 4 | 3 | 2 | 24 |
| Failure Mode 4 | 2 | 3 | 2 | 12 |
| Failure Mode 5 | 3 | 3 | 3 | 27 |
| Failure Mode 6 | 4 | 3 | 2 | 24 |
| Influencing Factors | Evaluation Level | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Fault occurrence probability u1 | Almost never happens | Rarely happens | Occasional | Sometimes it happens | Frequent |
| Degree of fault impact u2 | Almost no effect | Mild faults | Moderate failure | Critical Failure | Fatal Failure |
| Difficulty of testing u3 | Can be found directly | Easy to detect | Not easy to detect | Hard to detect | Undetectable |
| Difficulty of repairing faults u4 | Simple debugging | Reinstallation | Replacement Parts | Replace the whole machine | Unrepairable |
| Influencing Factors | u1 | u2 | u3 | u4 | Weighting Value li |
|---|---|---|---|---|---|
| u1 | 1 | 5 | 1/3 | 5 | 0.2804 |
| u2 | 1/5 | 1 | 1/7 | 1 | 0.0678 |
| u3 | 3 | 7 | 1 | 7 | 0.5747 |
| u4 | 1/3 | 1 | 1/7 | 1 | 0.0771 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Chen, Y.; Cong, J.; Liu, J.; Zhang, Z.; Zhang, X. Reliability Study of an Intelligent Profiling Progressive Automatic Glue Cutter Based on the Improved FMECA Method. Agriculture 2023, 13, 1475. https://doi.org/10.3390/agriculture13081475
Zhang H, Chen Y, Cong J, Liu J, Zhang Z, Zhang X. Reliability Study of an Intelligent Profiling Progressive Automatic Glue Cutter Based on the Improved FMECA Method. Agriculture. 2023; 13(8):1475. https://doi.org/10.3390/agriculture13081475
Chicago/Turabian StyleZhang, Heng, Yaya Chen, Jingyu Cong, Junxiao Liu, Zhifu Zhang, and Xirui Zhang. 2023. "Reliability Study of an Intelligent Profiling Progressive Automatic Glue Cutter Based on the Improved FMECA Method" Agriculture 13, no. 8: 1475. https://doi.org/10.3390/agriculture13081475