
Working Mechanism and Parameter Optimization of a Crushing and Impurity Removal Device for Liquid Manure

Abstract
:1. Introduction
2. Materials and Methods
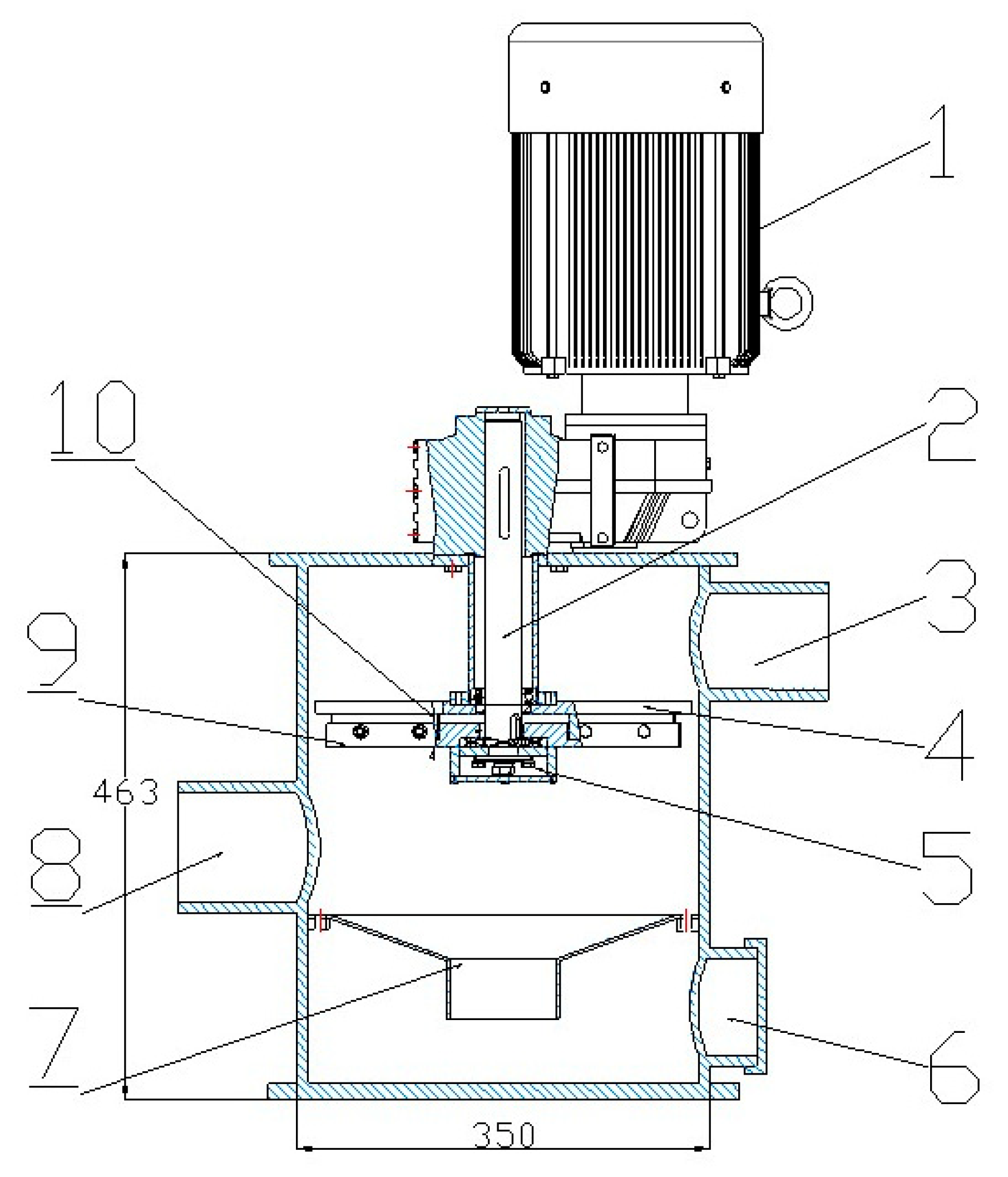
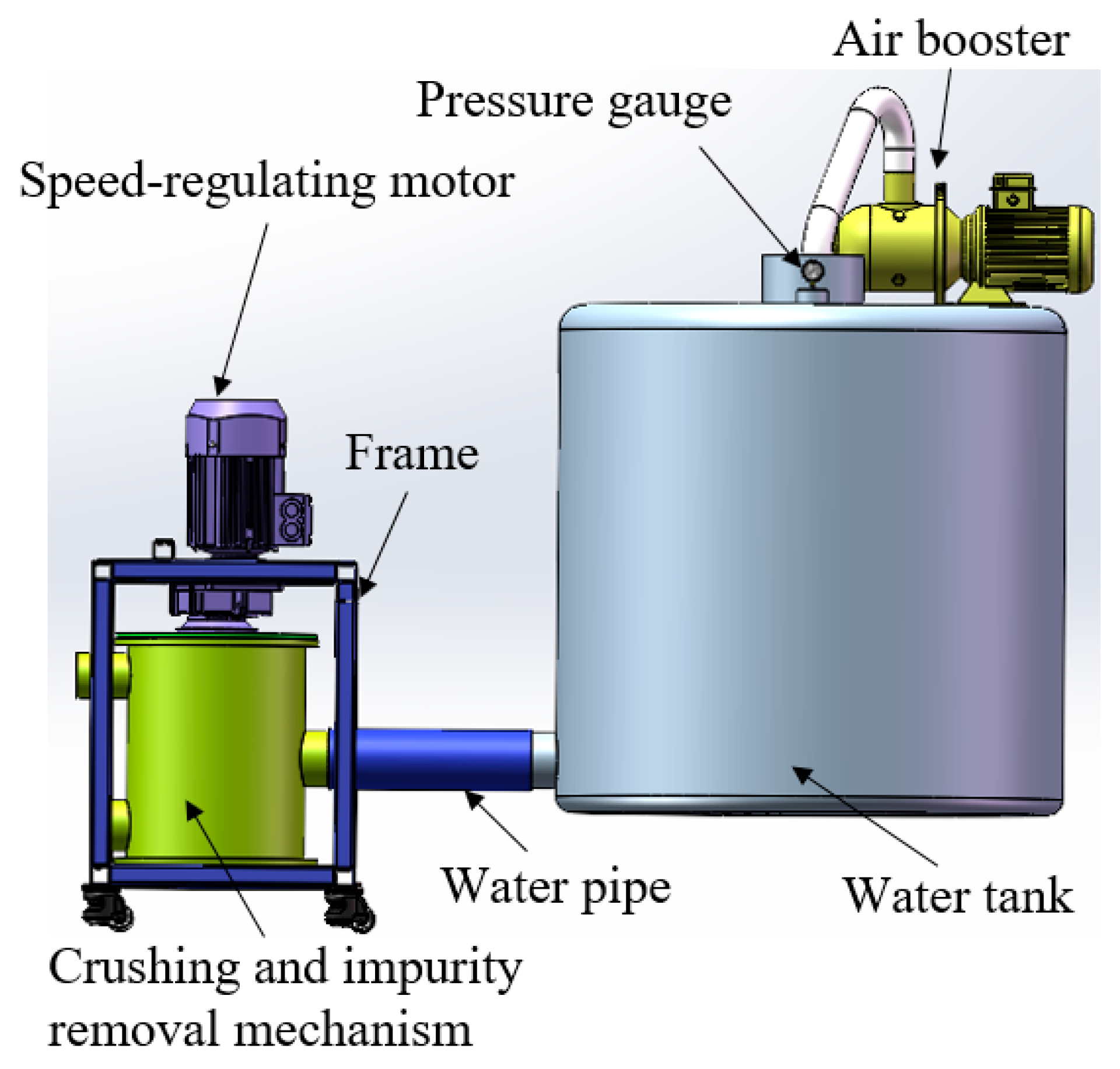
2.1. Structure Design and Working Principles
2.2. Key Components Design and Parameter Determination
2.2.1. Electric Motor Selection
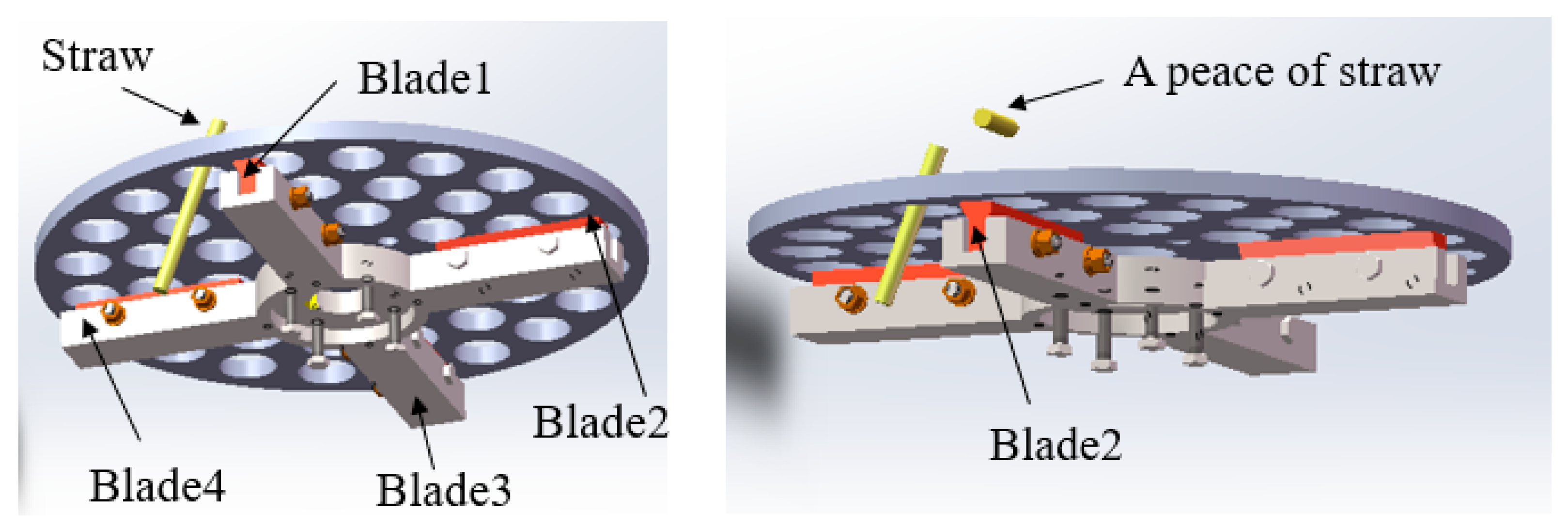
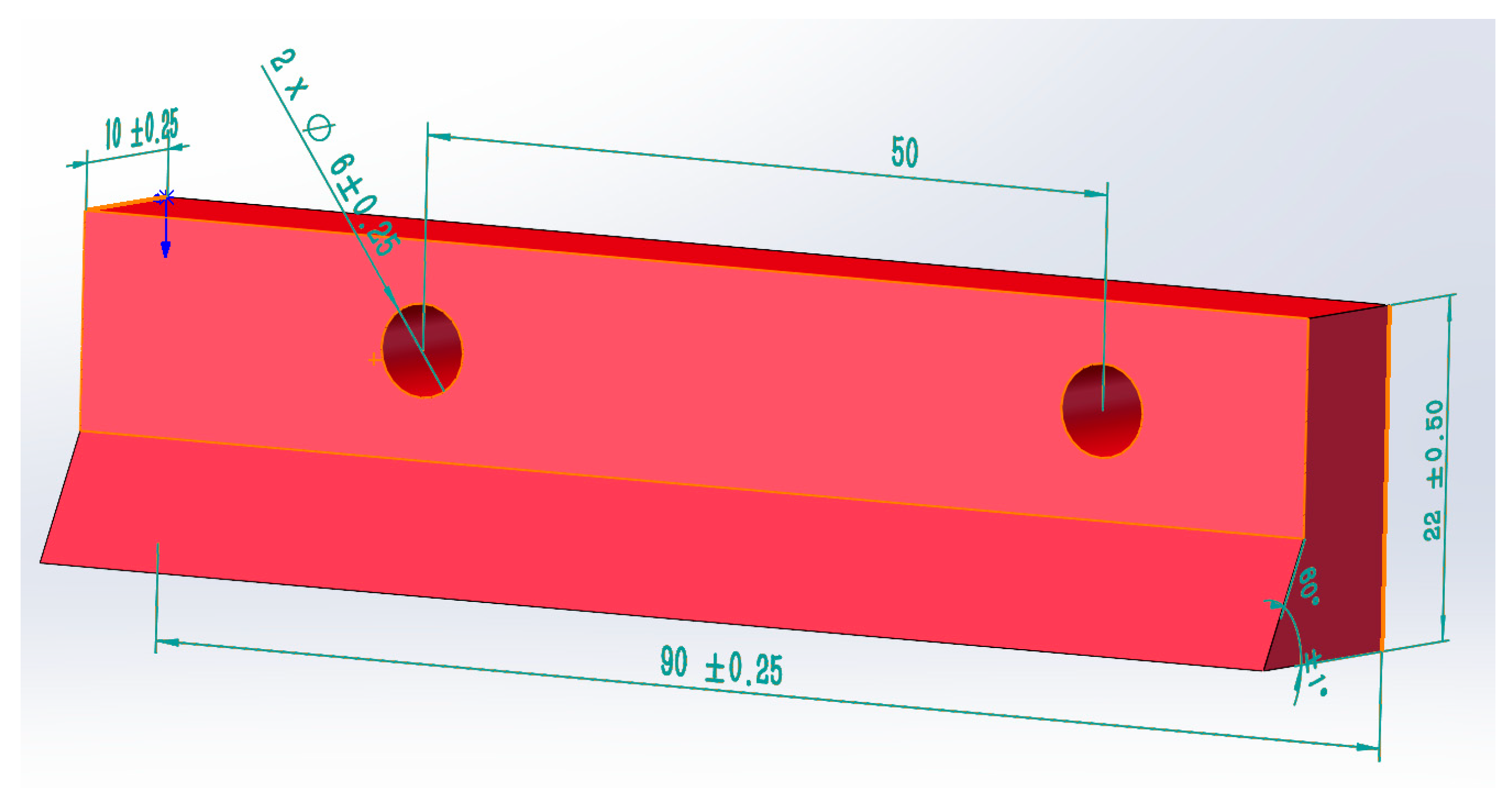
2.2.2. Design of Cross Rotary Cutter Group
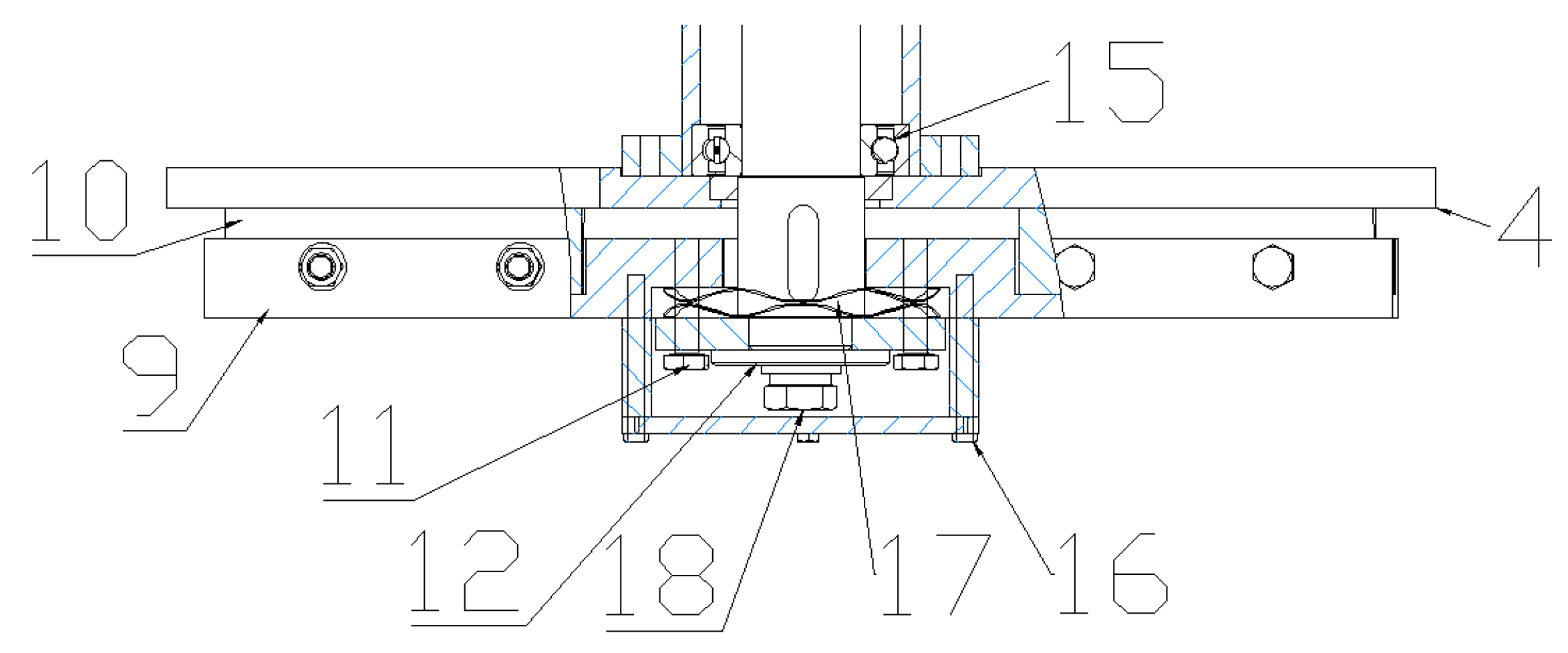
2.2.3. Design of the Wave Spring Cutter-Jacking Mechanism
2.2.4. Determination of the Rotation Speed of the Cross Tool Holder
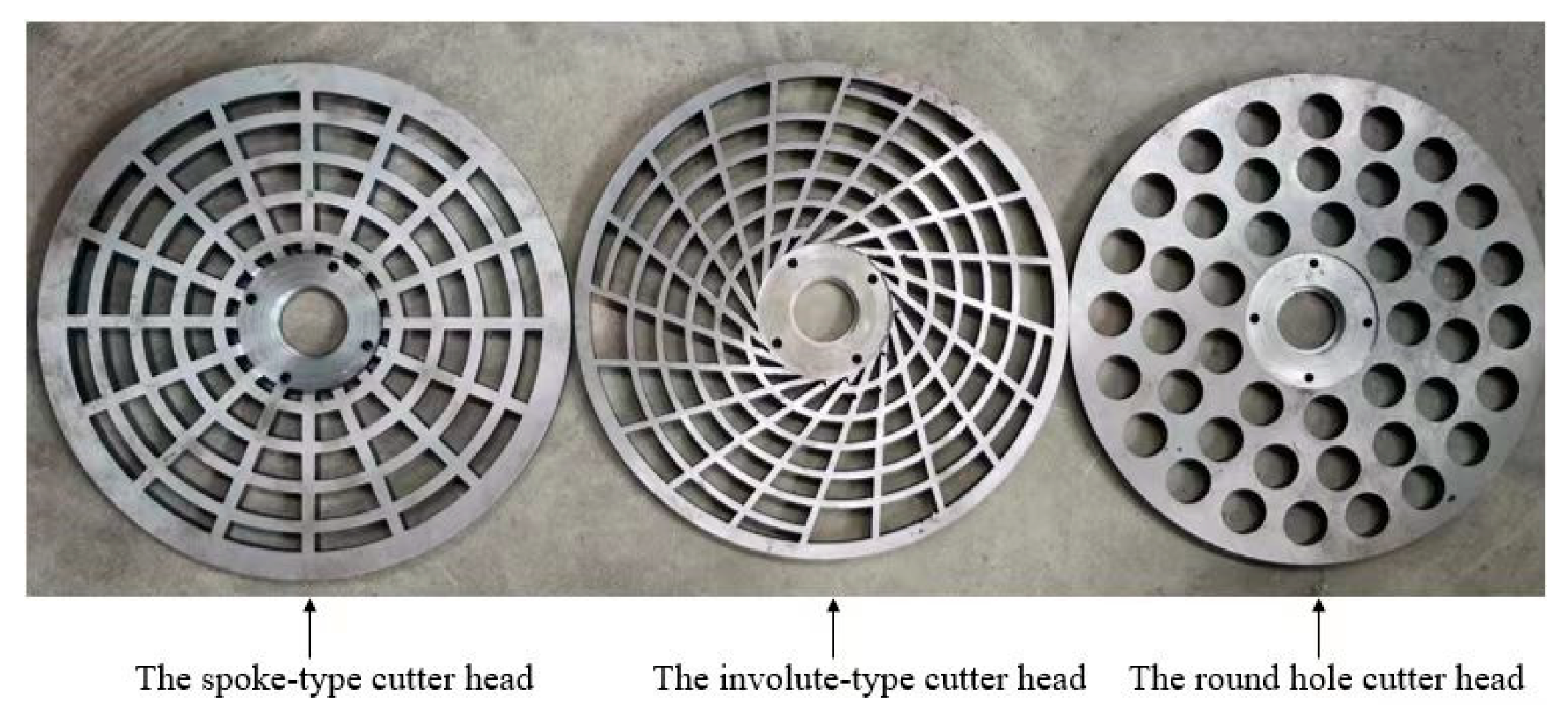
2.2.5. Structure Design of the Cutter Head
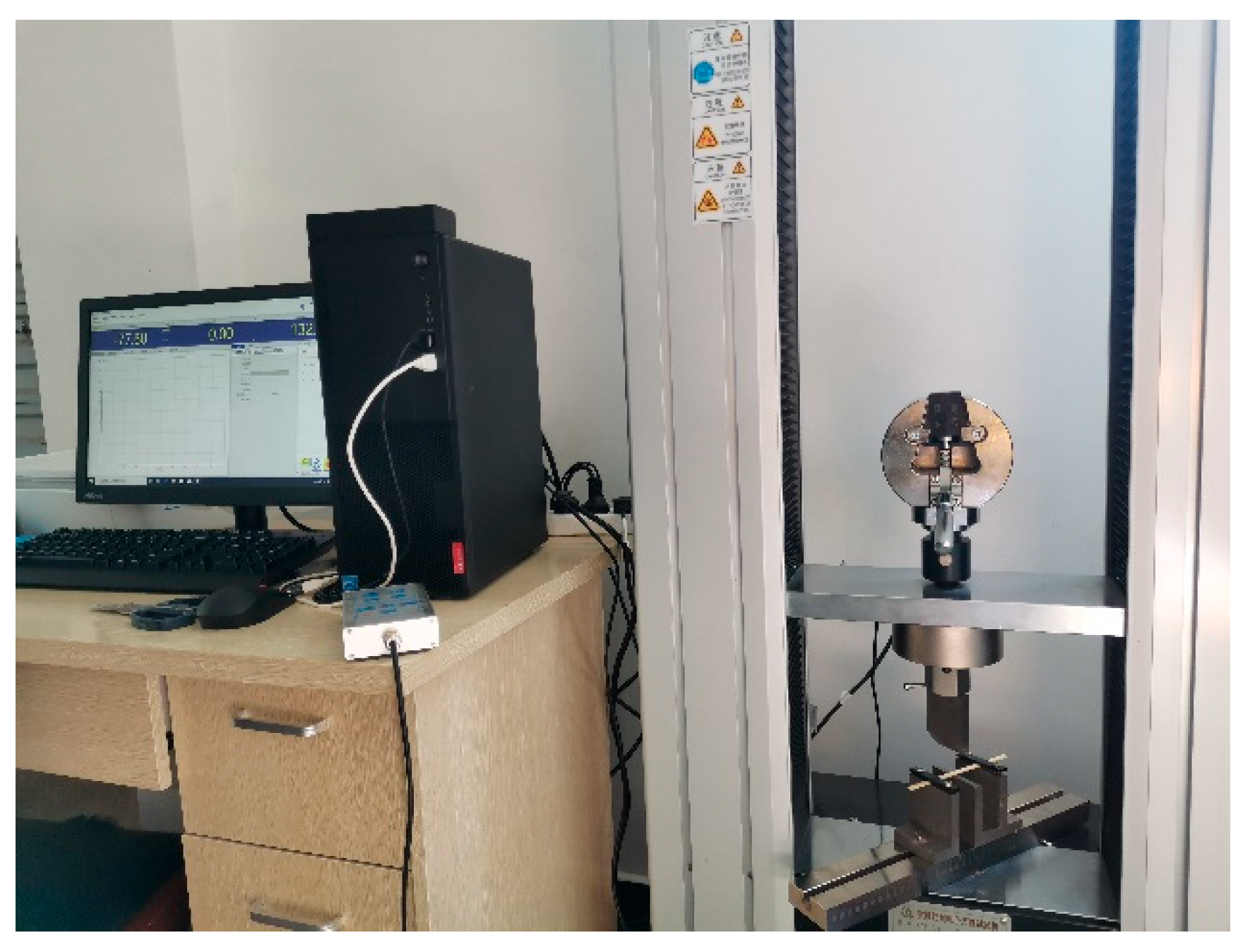
2.3. Test Platform and Testing Principles
2.4. Experimental Materials
3. Results and Discussion
3.1. Single-Factor Experiment
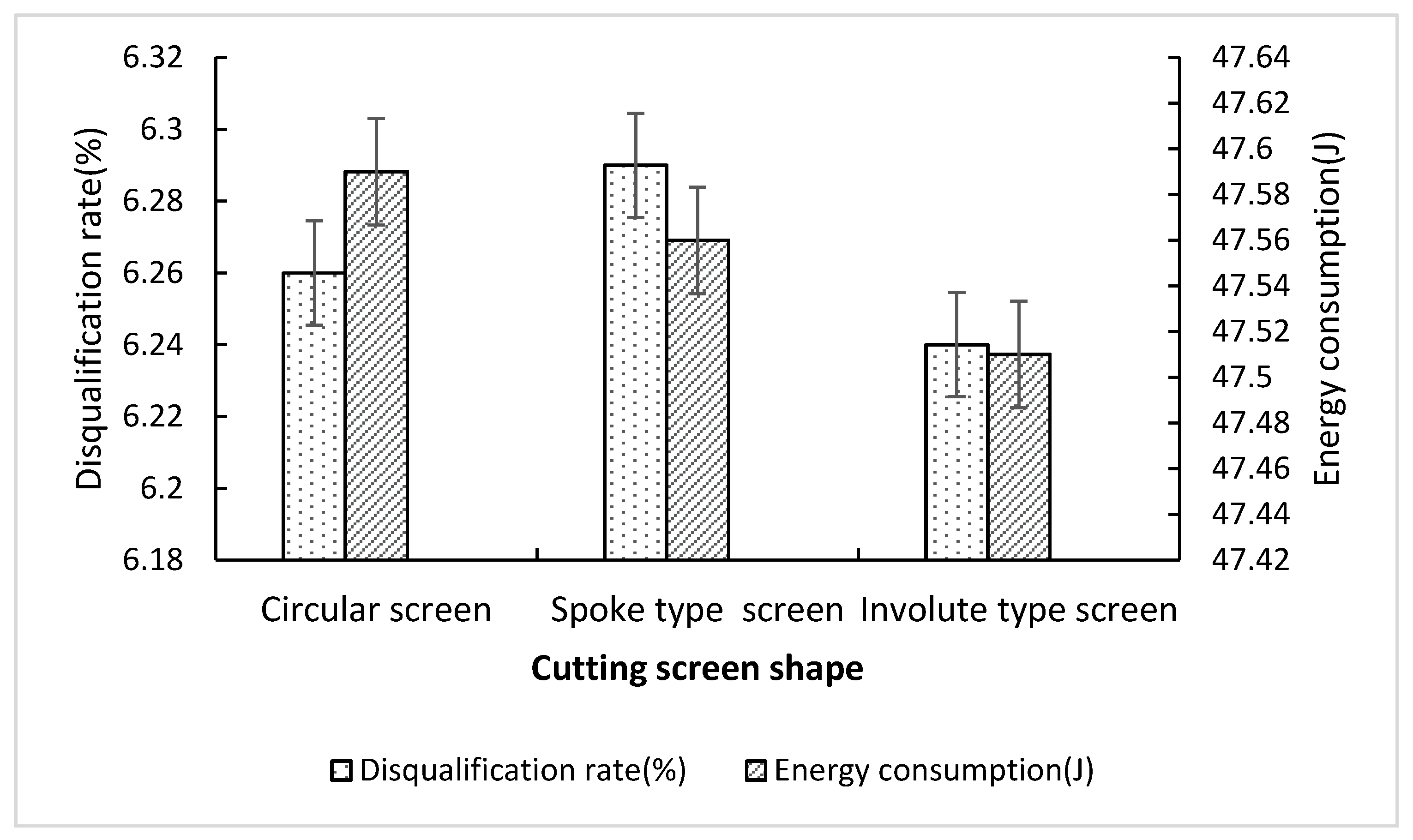
3.1.1. Influences the Cutter Head Cutting Screen Shape on the Straw Crushing Qualification Rate and Energy Consumption
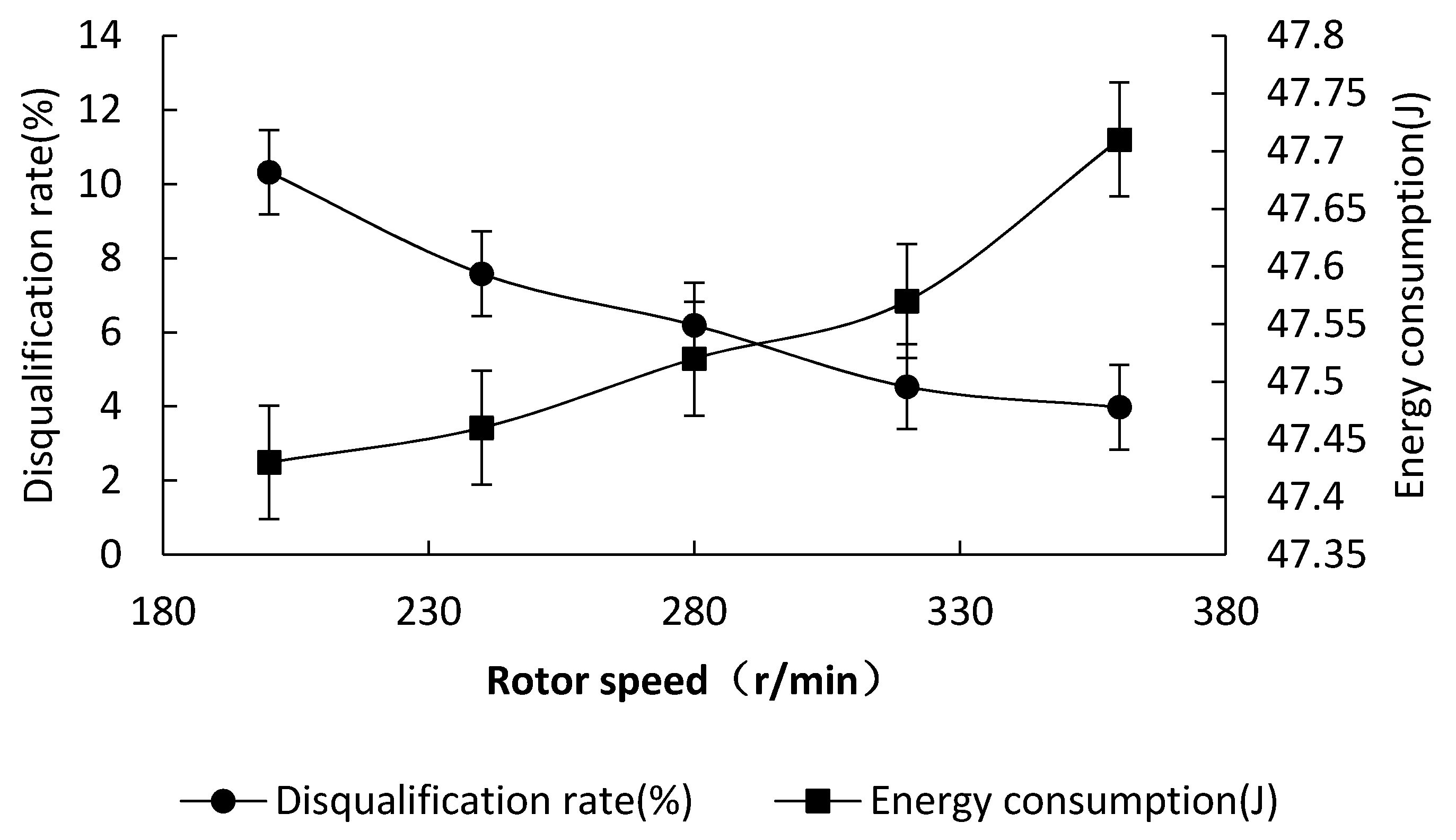
3.1.2. Influences of the Cutter Shaft Rotor Speed on the Qualification Rate and Energy Consumption of Straw Crushing
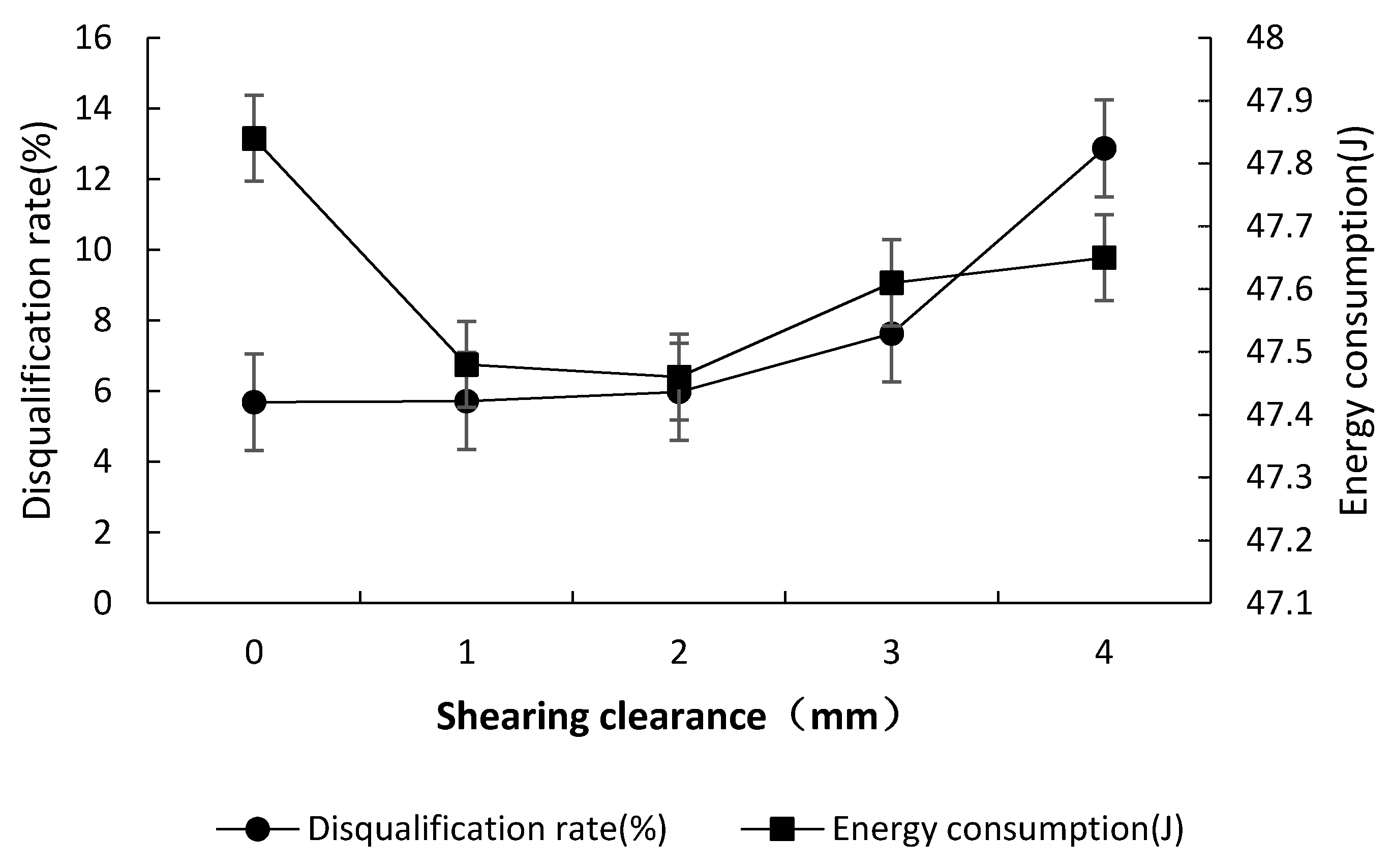
3.1.3. Influences of the Cutting Clearance on the Qualification Rate and Energy Consumption of Straw Crushing
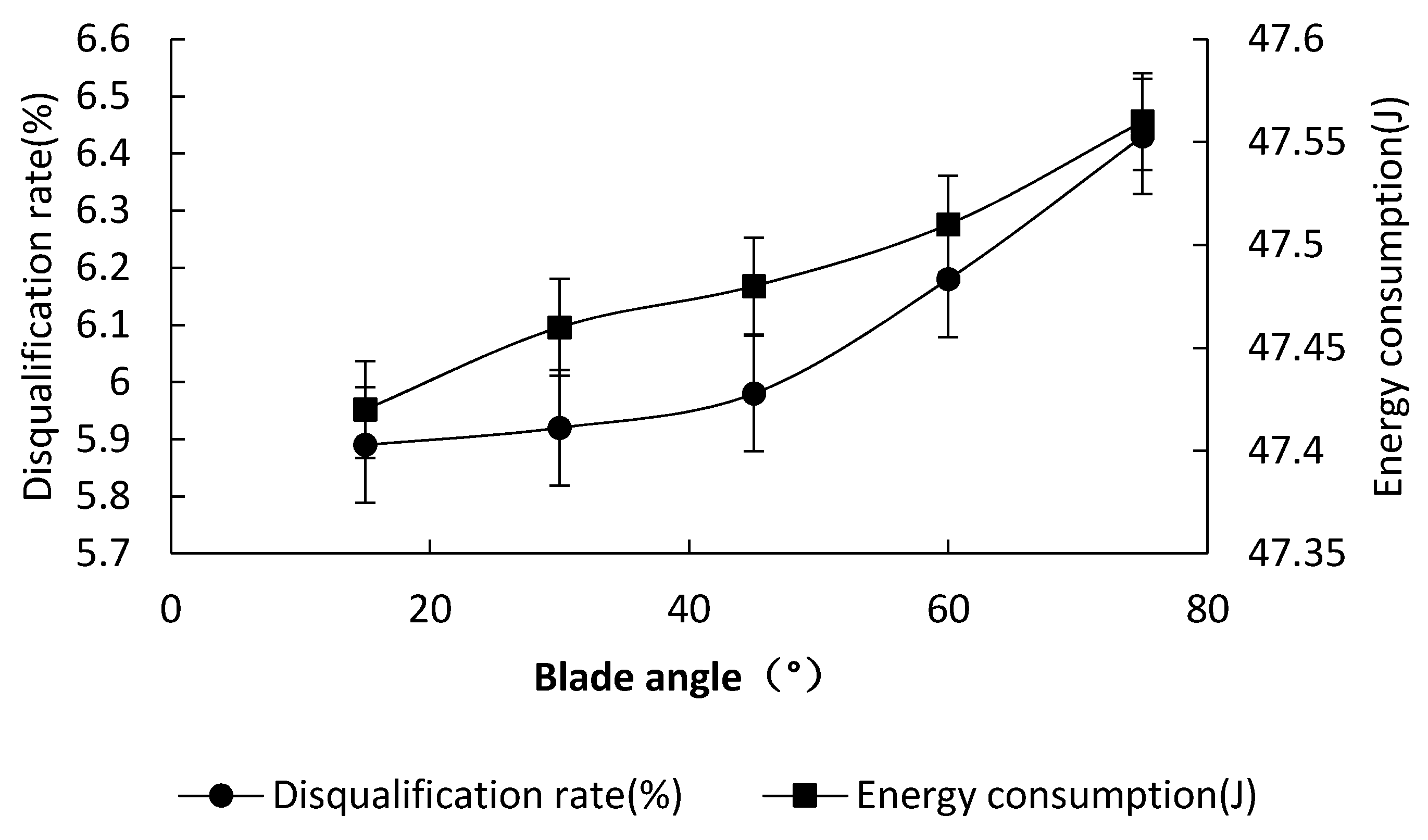
3.1.4. Influences of the Cutter Edge Angle on the Qualification Rate and Energy Consumption of Straw Crushing
3.2. Response Surface Test
3.2.1. Response Surface Model and Significance Test
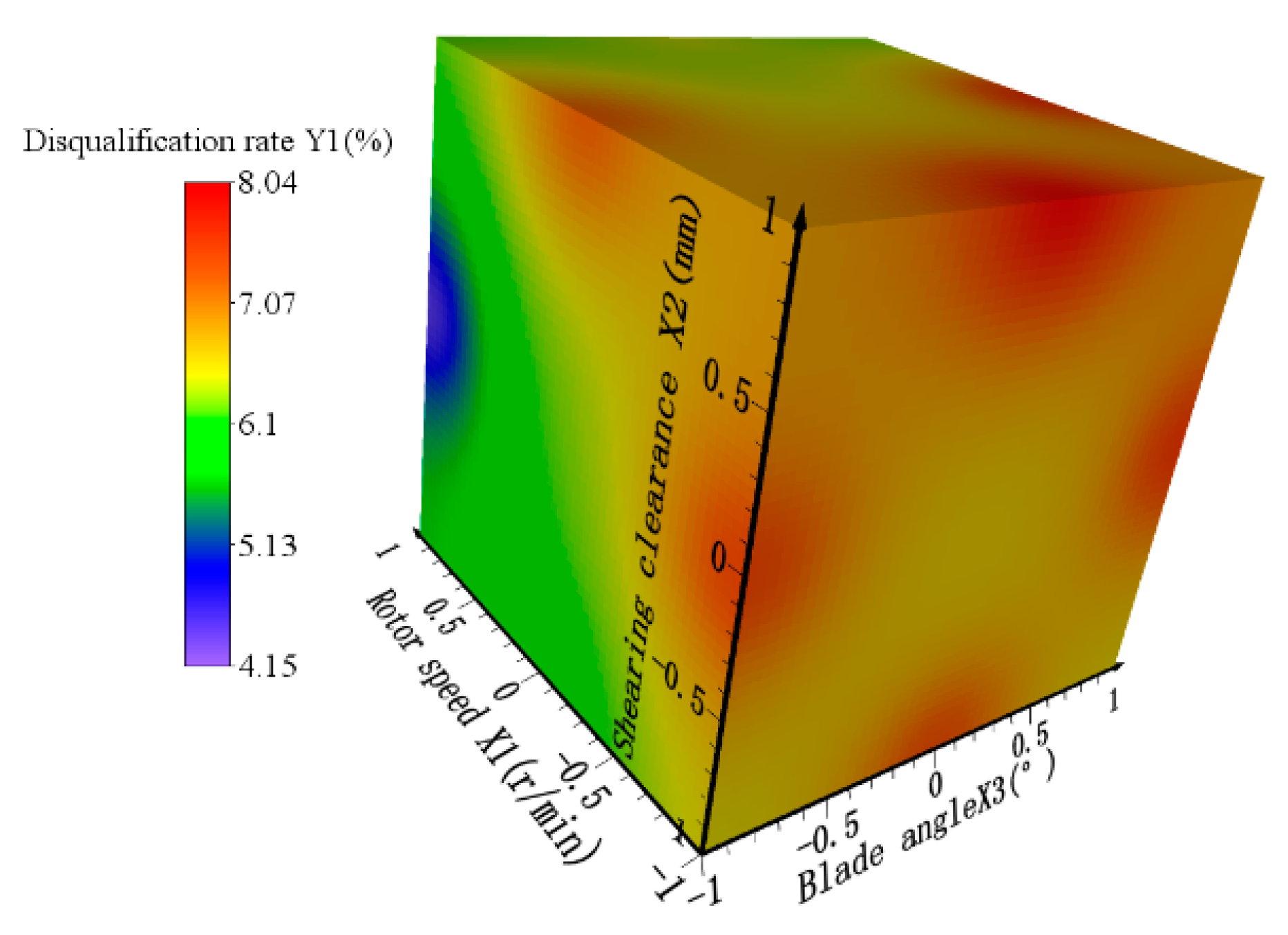
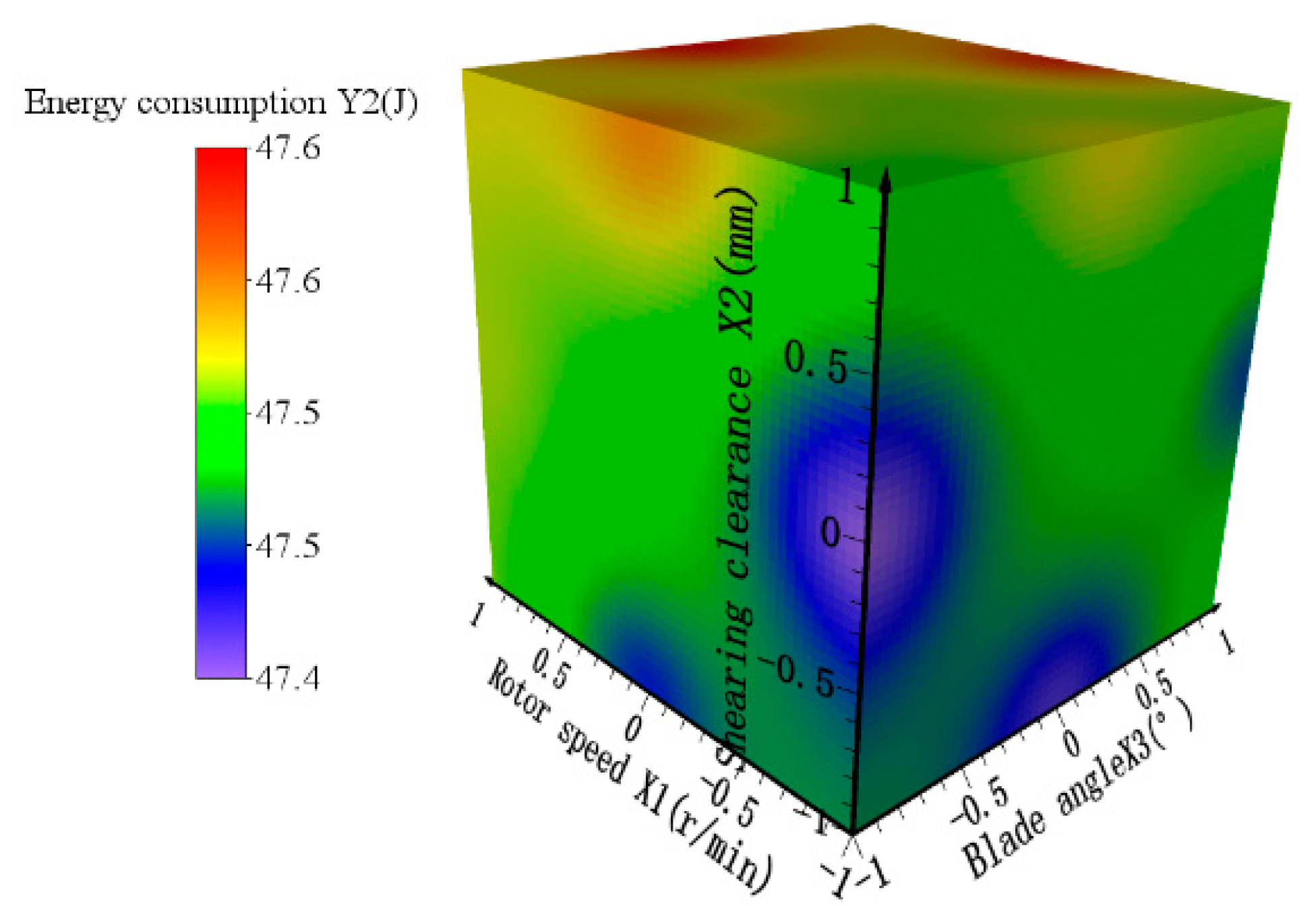
3.2.2. Factor Response Analysis
- The higher the cutter shaft speed, the lower the disqualification rate of straw crushing.
- The lower the cutting clearance, the lower the disqualification rate of straw crushing
- The lower the cutter edge angle, the lower the disqualification rate of straw crushing.
- The higher the cutter shaft speed, the higher the energy consumption of straw crushing
- The higher the cutter edge angle, the higher the energy consumption of straw crushing.
3.2.3. Model Optimization
3.3. Model Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Du, W.Y.; Tang, S.; Wang, H. The status of organic fertilizer industry and organic fertilizer resources in China. Soil Fertil. Sci. China 2020, 3, 210–219. [Google Scholar]
- Zhao, R.; Dong, H.; Huang, H.; Liu, Y.; Li, H. Research status of fertilizer utilization of livestock and poultry manure in China. J. Chin. Agric. Mech. 2020, 5, 151–156. [Google Scholar]
- Sheng, J.; Xu, Q.; Zhu, P.; Sun, G.; Zhang, L.; Zheng, J. Composition analysis of particles filtered from biogas slurry by sieves with different mesh for sprinkling irrigation. Trans. Chin. Soc. Agric. Eng. 2016, 8, 212–216. [Google Scholar]
- Zhang, L.; He, Y.; Yang, H.; Tang, Z.; Zheng, Z.; Meng, X. Analysis of the relationship between the development of liquid fertilization machinery and modern agriculture. J. Chin. Agric. Mech. 2021, 42, 34–40. [Google Scholar]
- Duran-Ros, M.; Puig-Bargués, J.; Arbat, G.; Barragán, J.; de Cartagena, F.R. Performance and backwashing efficiency of disc and screen filters in microirrigation systems. Biosyst. Eng. 2009, 103, 35–42. [Google Scholar] [CrossRef]
- Cui, R.; Cui, C.; Sheng, X.; Lei, J.; Cheng, Z. Research of lamination head loss for two different types of channel structure. J. Water Resour. Water Eng. 2019, 30, 257–260. [Google Scholar]
- Yang, P.L.; Lu, P.; Ren, S.M. Experiment on Performance of Disc Filter Based on Fractal Theory. Trans. Chin. Soc. Agric. Mach. 2019, 50, 218–226. [Google Scholar]
- Finzi, A.; Guido, V.; Riva, E.; Ferrari, O.; Quilez, D.; Herrero, E.; Provolo, G. Performance and sizing of filtration equipment to replace mineral fertilizer with digestate in drip and sprinkler fertigation. J. Clean. Prod. 2021, 317, 128431. [Google Scholar] [CrossRef]
- Marcato, C.E.; Pinelli, E.; Pouech, P.; Winterton, P.; Guiresse, M. Particle size and metal distributions in anaerobically digested pig slurry. Bioresour. Technol. 2008, 99, 2340–2348. [Google Scholar] [CrossRef]
- Du, S.Q.; Han, Q.B.; Li, S.B.; Huang, X.Q.; Shang, S.L.; Sun, X.G. Research Status and Development Trend of Filters in Drip Irrigation System. Water Sav. Irrig. 2020, 3, 57–61. [Google Scholar]
- Webb, J.; Pain, B.; Bittman, S.; Morgan, J. The impacts of manure application methods on emissions of ammonia, nitrous oxide and on crop response-A review, Agriculture. Ecosyst. Environ. 2010, 137, 39–46. [Google Scholar] [CrossRef]
- Zhao, G.; Yang, Z.; Su, H. Design and research of steering wheel type liquid fertilizer deep applicator. Farm Mach. 2014, 2, 116–118. [Google Scholar]
- Yuan, H. Development of Biogas Slurry Residue Injection Machinery and Simulation Research of Key Compoments of Fertilizer. Master’s Thesis, Northeast Agricultural University, Harbin, China, 2015. [Google Scholar]
- Liu, H.; Xu, G.; Jia, R.; Li, Y. Operating principle and structural optimization of impulse type anti-blocking distribution device for biogas manure. Trans. Chin. Soc. Agric. Eng. 2015, 22, 32–39. [Google Scholar]
- Li, T.H.; Meng, Z.W.; Ding, H.H.; Hou, J.L.; Shi, G.Y.; Zhou, K. Mechanical analysis and parameter optimization of cabbage root cutting operation. Trans. Chin. Soc. Agric. Eng. 2020, 7, 63–72. [Google Scholar]
- Jiang, Y.; Liao, Y.; Liao, Q. Design and Experiment on Cylinder-type Chopping Device of Harvester for Fodder Rapeseed in Winter and Spring. Trans. Chin. Soc. Agric. Mach. 2019, 2, 102–111. [Google Scholar]
- Xu, S. Friction-Wear Characteristics of Ti Al N Film Prepared on the Surface of TA19 Alloy. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2019. [Google Scholar]
- Wang, J.; Song, W.; Jin, C.; Ding, T.; Wang, M.; Wu, J.; Liu, Z. Structural design and process parameter optimization of heat pump drying system of wheel dehumidification for Pleurotus eryngii. Trans. Chin. Soc. Agric. Eng. 2019, 35, 273–280. [Google Scholar]
- Shi, Y.; Wang, X.; Zhang, Y.; Morice, O.O.; Ding, W. Test and analysis on the influence factors of reciprocating cutting force of Artemisia Selengensis harvester. J. Chin. Agric. Mech. 2018, 12, 46–53. [Google Scholar]
- Li, J.; Zhao, C.; Xiu, W.; Wang, J. Design and experiments on the distribution system of the self-propelled liquid fertilizer machine. J. Chin. Agric. Mech. 2015, 36, 49–53. [Google Scholar]
- Li, H.; Shen, W.Q.; Ban, T. Research progress of the ues of technology and crushing equipment on straw in China. J. Chin. Agric. Mech. 2018, 39, 17–21. [Google Scholar]
- Zhang, D.; Sun, W.; Liu, X.; Zhang, H.; Zhang, R.; Zhang, W. Design and research of the combined cutting and kneading silage corn crusher. J. Chin. Agric. Mech. 2019, 40, 93–100. [Google Scholar]
- Pedersen, J.M.; Feilberg, A.; Kamp, J.N.; Hafner, S.; Nyord, T. Ammonia emission measurement with an online wind tunnel system for evaluation of manure application techniques. Atmos. Environ. 2020, 230, 117562. [Google Scholar] [CrossRef]
- Hansen, M.N. Influence of Storage of Deep Litter Manure on Ammonia Loss and Uniformity of Mass and Nutrient Distribution following Land Spreading. Biosyst. Eng. 2004, 87, 99–107. [Google Scholar] [CrossRef]
- Sogaard, H.T.; Sommer, S.G.; Hutchings, N.J.; Huijsmans, J.F.M.; Bussink, D.W.; Nicholson, F. Ammonia volatilization from field-applied animal slurry-the ALFAM model. Atmos. Environ. 2002, 36, 3309–3319. [Google Scholar] [CrossRef]
- Rodhe, L.; Etana, A. Performance of Slurry Injectors compared with Band Spreading on Three Swedish Soils with Ley. Biosyst. Eng. 2005, 92, 107–118. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting speed (mm/min) | 60 | 110 | 160 | 210 | 260 |
| Secant peak value force (N) | 56.8 | 54.1 | 47.2 | 43.7 | 39.2 |
| Code | Factors | ||
|---|---|---|---|
| Rotor Speed (r/min) | Shearing Clearance (mm) | Blade Angle (°) | |
| −1 | 240 | 60 | 45 |
| 0 | 280 | 70 | 60 |
| 1 | 320 | 80 | 75 |
| Test Factors | A | B | C | Disqualification Rate (%) | Energy Consumption (J) |
|---|---|---|---|---|---|
| 1 | −1 | 1 | 0 | 8.09 | 47.56 |
| 2 | 0 | 1 | −1 | 6.45 | 47.59 |
| 3 | 0 | −1 | 1 | 6.08 | 47.58 |
| 4 | 0 | 0 | 0 | 6.16 | 47.53 |
| 5 | 1 | 1 | 0 | 6.32 | 47.65 |
| 6 | 0 | 0 | 0 | 6.19 | 47.52 |
| 7 | 1 | 0 | −1 | 4.31 | 47.55 |
| 8 | 0 | 0 | 0 | 6.19 | 47.51 |
| 9 | −1 | −1 | 0 | 7.27 | 47.44 |
| 10 | −1 | 0 | 1 | 8.01 | 47.48 |
| 11 | 0 | 0 | 0 | 6.09 | 47.51 |
| 12 | 0 | 1 | 1 | 7.73 | 47.63 |
| 13 | 1 | 0 | 1 | 5.71 | 47.64 |
| 14 | 0 | 0 | 0 | 6.02 | 47.5 |
| 15 | 1 | −1 | 0 | 4.15 | 47.62 |
| 16 | 0 | −1 | −1 | 5.54 | 47.47 |
| 17 | −1 | 0 | −1 | 7.24 | 47.42 |
| Source | Disqualification Rate | Energy Consumption | ||||||
|---|---|---|---|---|---|---|---|---|
| Sum of Squares | Df | F-Value | p-Value | Sum of Squares | Df | F-Value | p-Value | |
| Model | 19.66 | 9 | 204.74 | <0.0001 | 0.077 | 9 | 97.04 | <0.0001 |
| A | 12.8 | 1 | 1200 | <0.0001 | 0.039 | 1 | 442.58 | <0.0001 |
| B | 3.85 | 1 | 360.93 | <0.0001 | 0.013 | 1 | 144.52 | <0.0001 |
| C | 1.99 | 1 | 186.54 | <0.0001 | 0.011 | 1 | 127.02 | <0.0001 |
| AB | 0.46 | 1 | 42.71 | 0.0003 | 0.002 | 1 | 22.86 | 0.0020 |
| AC | 0.1 | 1 | 9.3 | 0.0186 | 0.0002 | 1 | 2.54 | 0.1550 |
| BC | 0.14 | 1 | 12.83 | 0.0089 | 0.0012 | 1 | 13.83 | 0.0075 |
| A2 | 0.04 | 1 | 3.75 | 0.0939 | 0.00008 | 1 | 0.86 | 0.3849 |
| B2 | 0.22 | 1 | 20.85 | 0.0026 | 0.01 | 1 | 115.31 | <0.0001 |
| C2 | 0.03 | 1 | 3.2 | 0.1169 | 0.00008 | 1 | 0.86 | 0.3849 |
| Residual | 0.074675 | 7 | 3.23 | 0.1433 | 0.00062 | 7 | 0.25641 | 0.8537 |
| Lack of fit | 0.052875 | 3 | 3.56 | 3 | ||||
| Pure error | 0.0218 | 4 | 0.77 | 4 | ||||
| Cor total | 19.73159 | 16 | 96.56 | 16 | ||||
| Type | Disqualification Rate (%) | Energy Consumption (J) |
|---|---|---|
| Test value | 4.15 | 47.53 |
| Predictive value model | 4.08 | 47.56 |
| Coefficient of variation | 1.69 | 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, B.; Chen, M.; Wu, A.; Fu, J.; Hu, Z.; Xu, B. Working Mechanism and Parameter Optimization of a Crushing and Impurity Removal Device for Liquid Manure. Agriculture 2022, 12, 1228. https://doi.org/10.3390/agriculture12081228
Ma B, Chen M, Wu A, Fu J, Hu Z, Xu B. Working Mechanism and Parameter Optimization of a Crushing and Impurity Removal Device for Liquid Manure. Agriculture. 2022; 12(8):1228. https://doi.org/10.3390/agriculture12081228
Chicago/Turabian StyleMa, Biao, Mingjiang Chen, Aibing Wu, Jingjing Fu, Zhichao Hu, and Binxing Xu. 2022. "Working Mechanism and Parameter Optimization of a Crushing and Impurity Removal Device for Liquid Manure" Agriculture 12, no. 8: 1228. https://doi.org/10.3390/agriculture12081228