
Experimental Study on the Particle Size and Weight Distribution of the Threshed Mixture in Corn Combine Harvester


Abstract
:1. Introduction
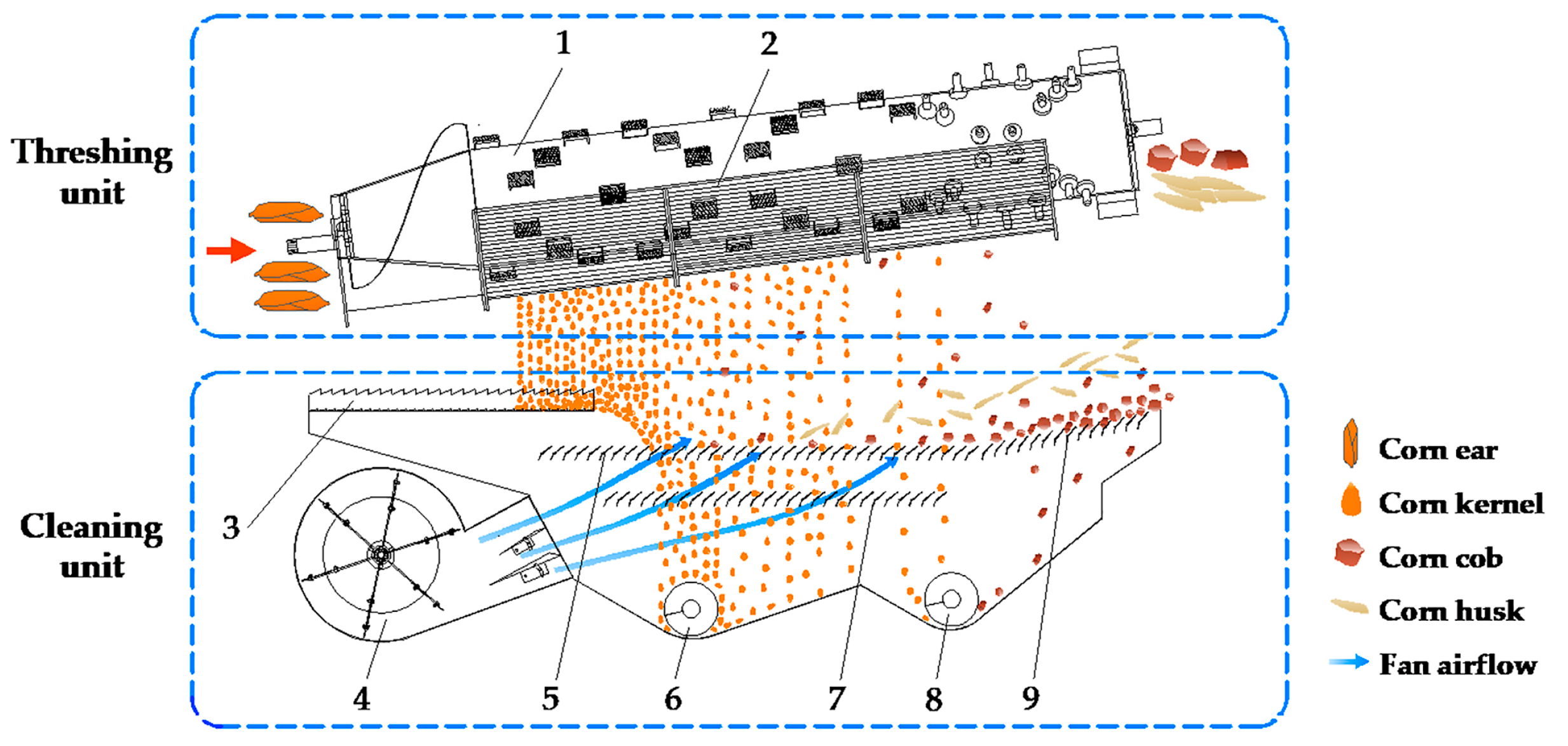
- A large feed corn threshing test platform was established. Consistent with the corn combine harvester, a longitudinal axial threshing drum was adopted. The process parameter can be adjusted according to the real requirement.
- The distribution experiment was carried out on this test platform and important data on particle size and weight distribution of the corn threshed mixture were acquired.
- The components of the corn threshed mixture were conducted. The particle size of each component was analyzed by analysis of variance. The experimental results revealed the significance of process parameters to the particle size distribution.
- The weight distribution patterns of each component (corn kernel, corn cob, and corn husk) along the axial and radial directions were explored. The influences of the drum speed, concave clearance, and feed rate on the weight distribution were analyzed by the single factor method.
2. Materials and Methods
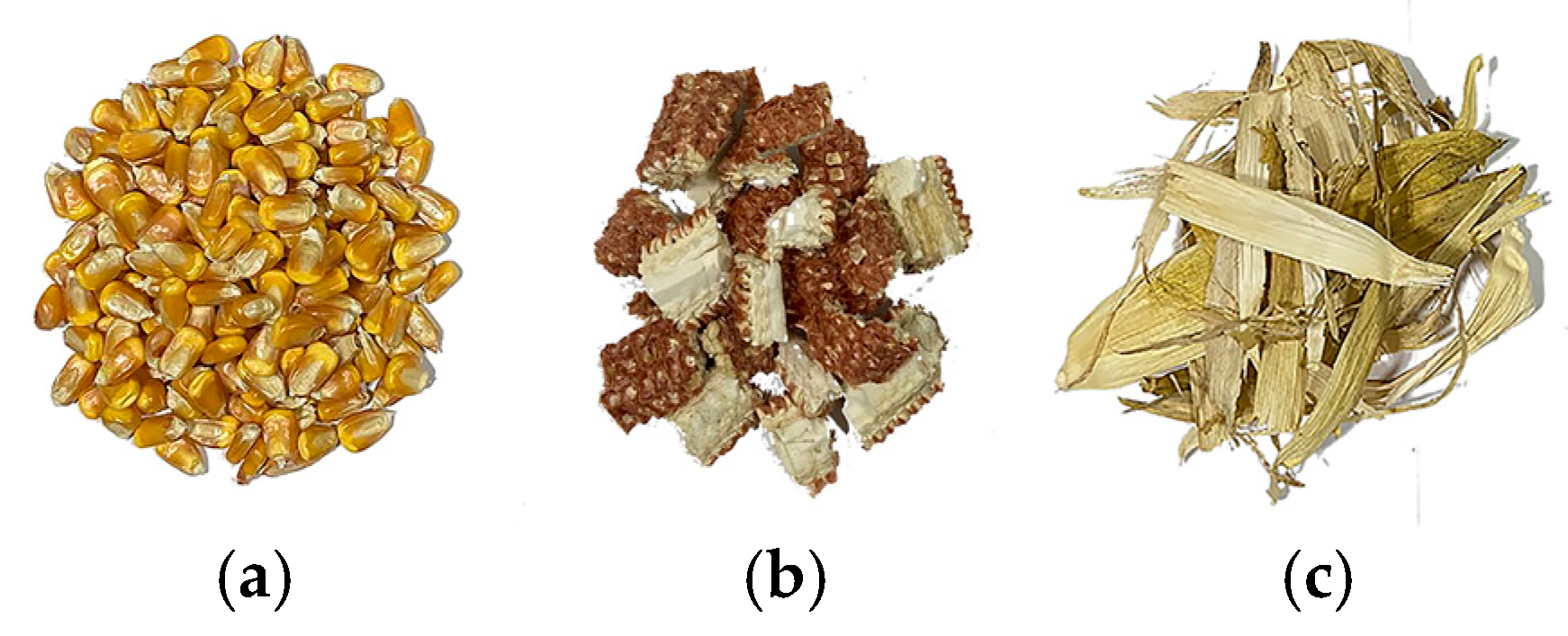
2.1. Materials
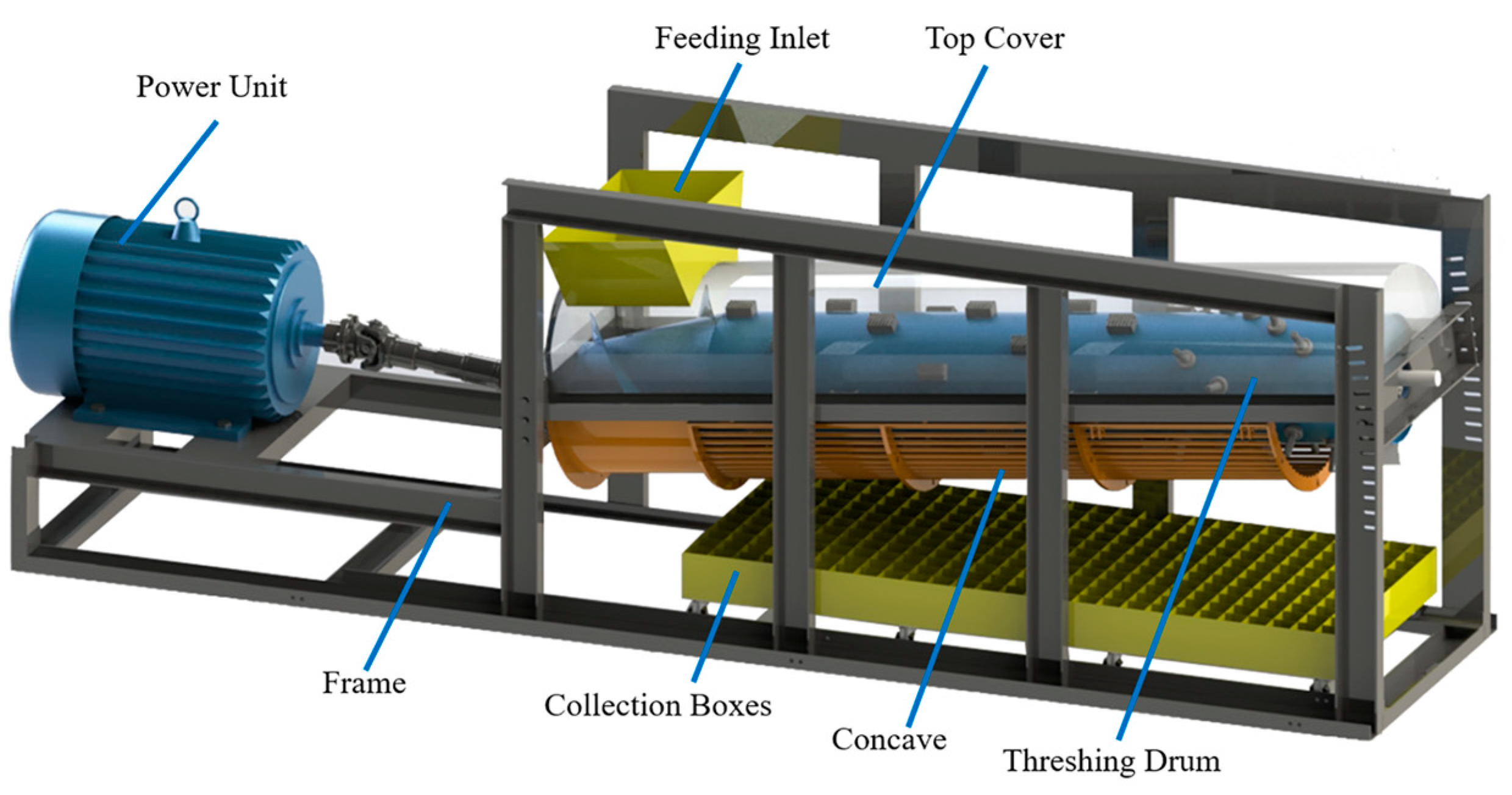
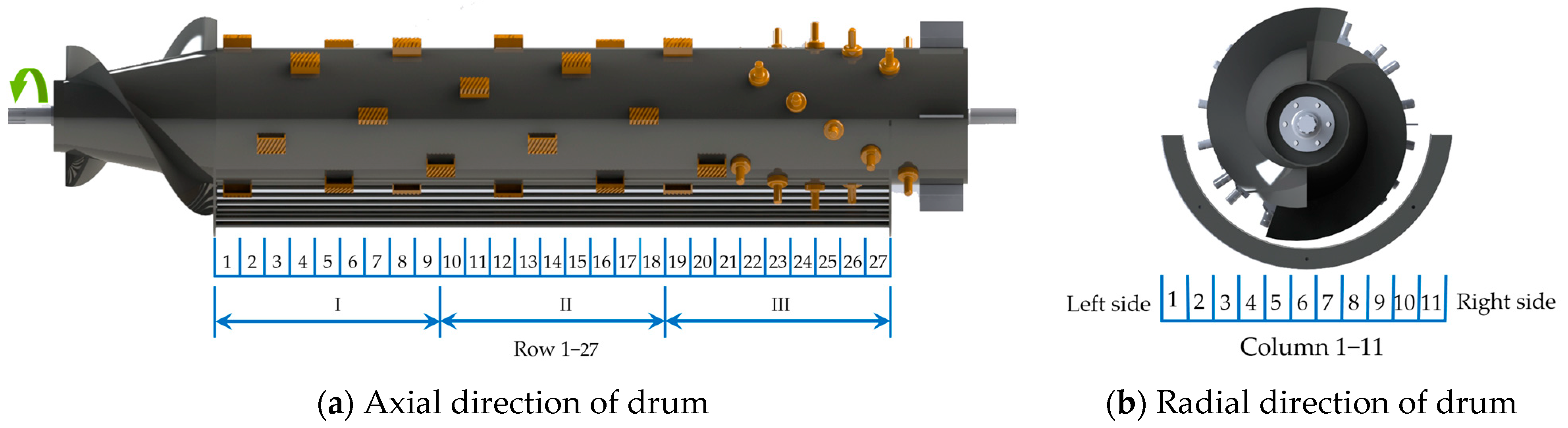
2.2. Experimental Apparatus
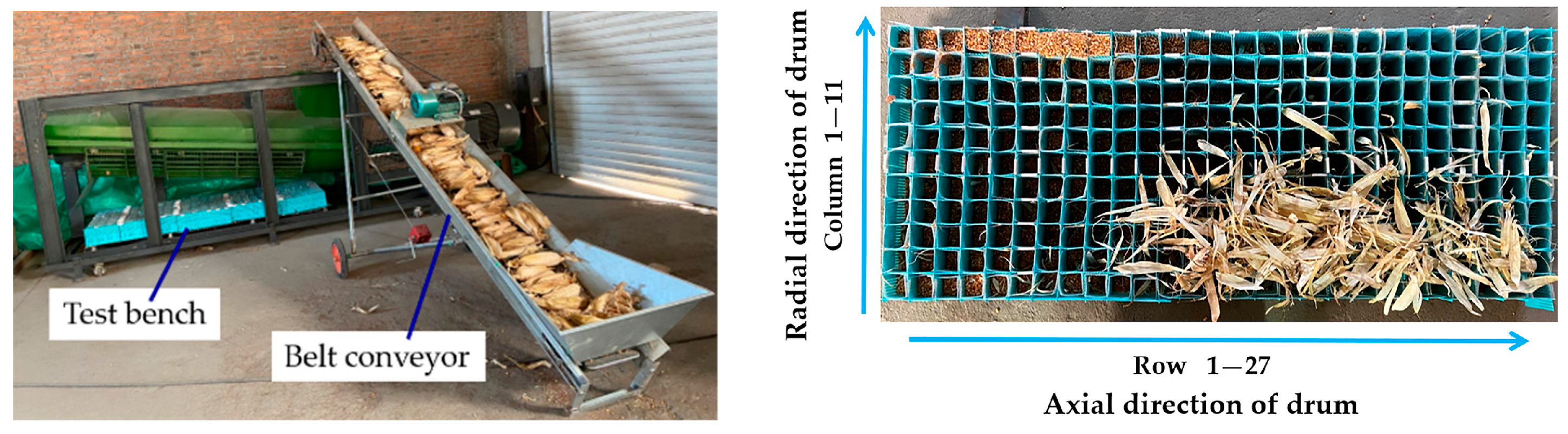
2.3. Experimental Method
3. Results and Discussion
3.1. Particle Size Distribution of Components
3.1.1. Particle Size Distribution of Corn Kernels
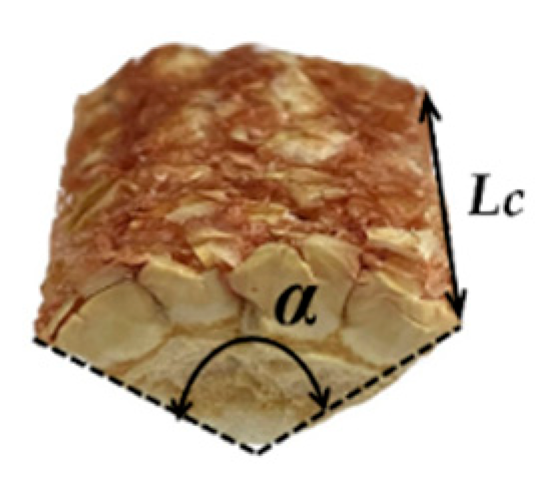
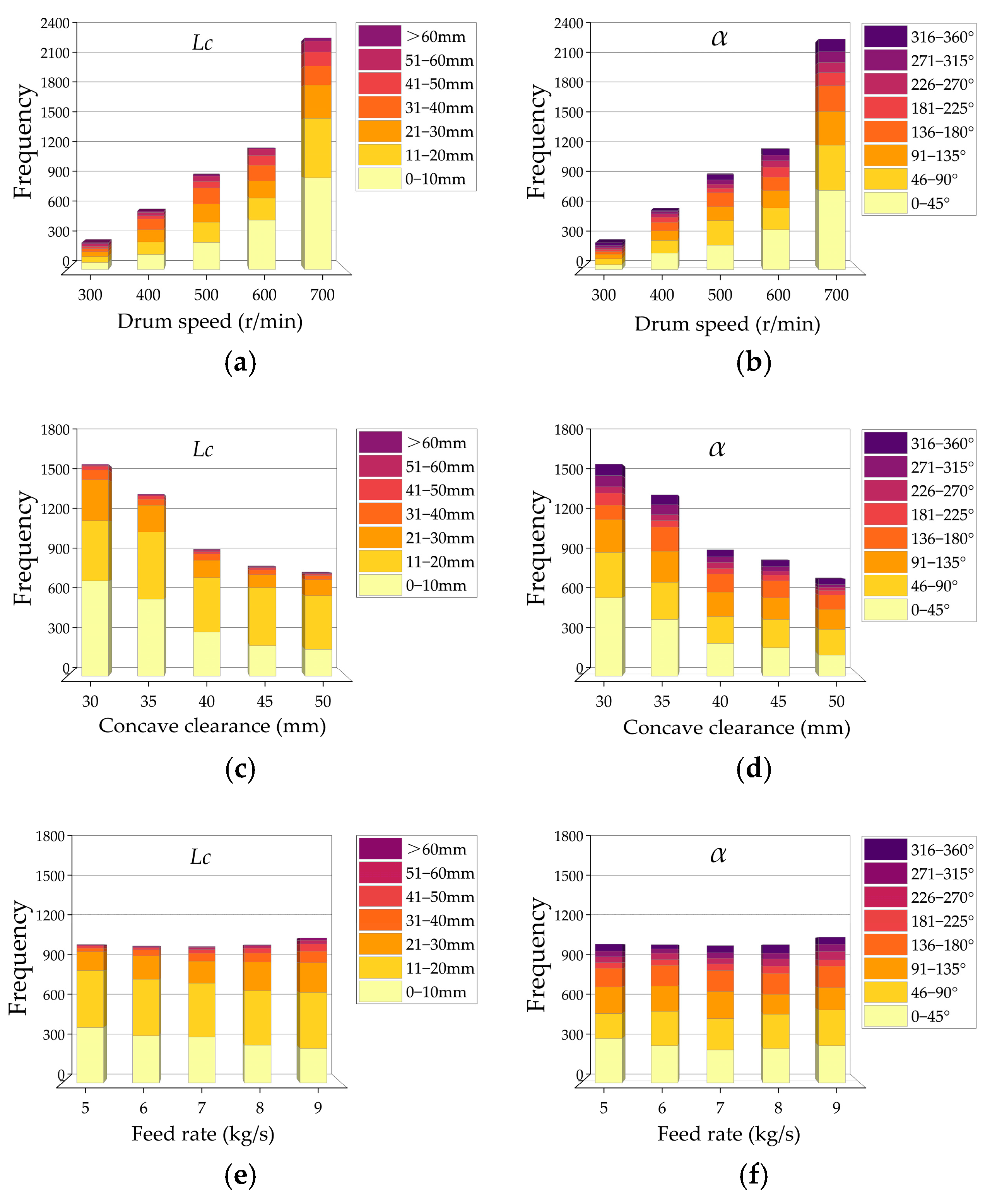
3.1.2. Particle Size Distribution of Corn Cobs
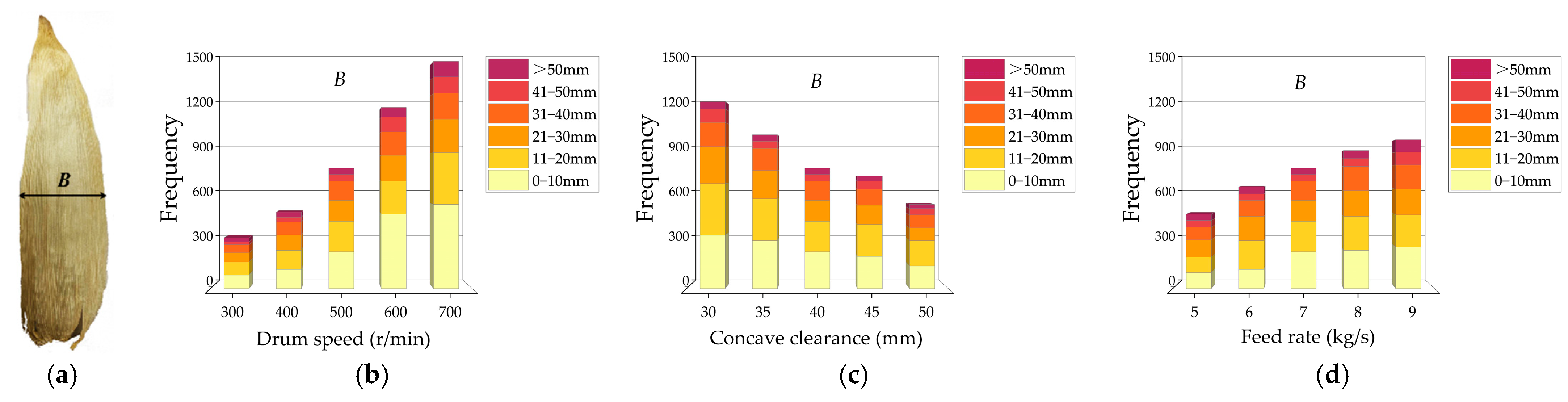
3.1.3. Particle Size Distribution of Corn Husks
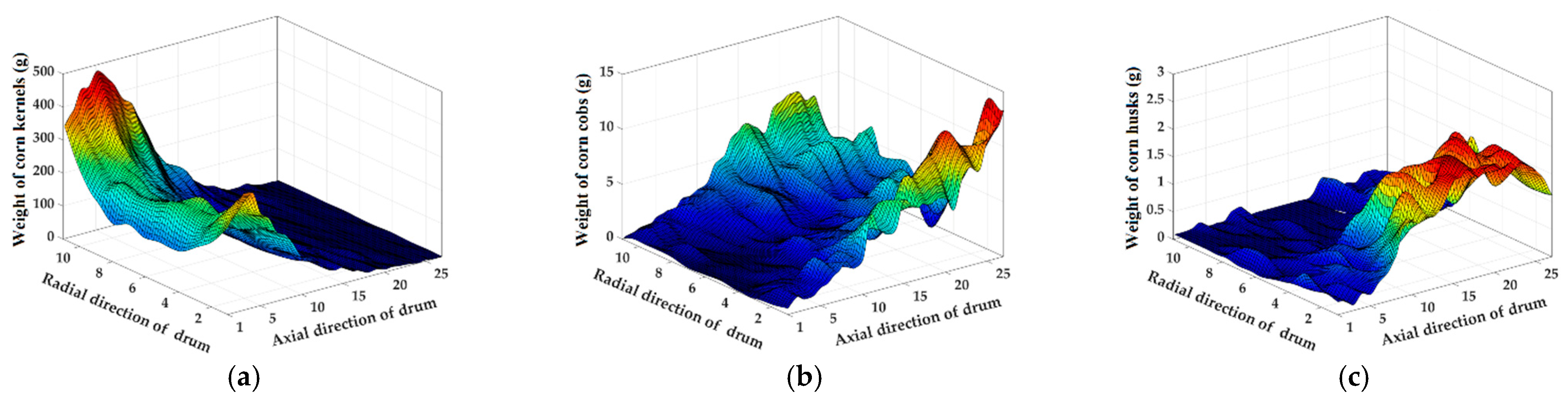
3.2. Weight Distribution of Components
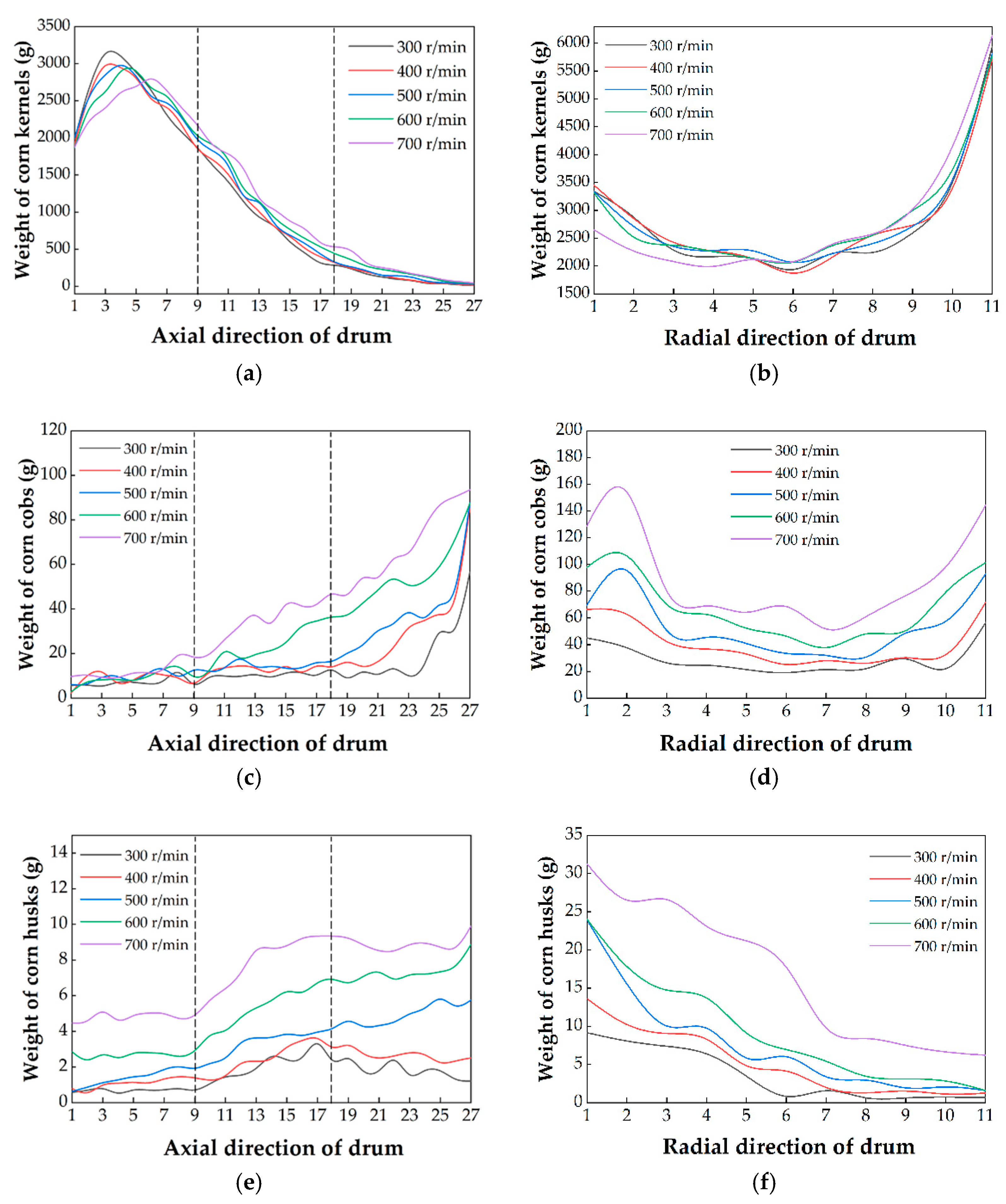
3.2.1. Effects of Drum Speed on the Weight Distribution of Components
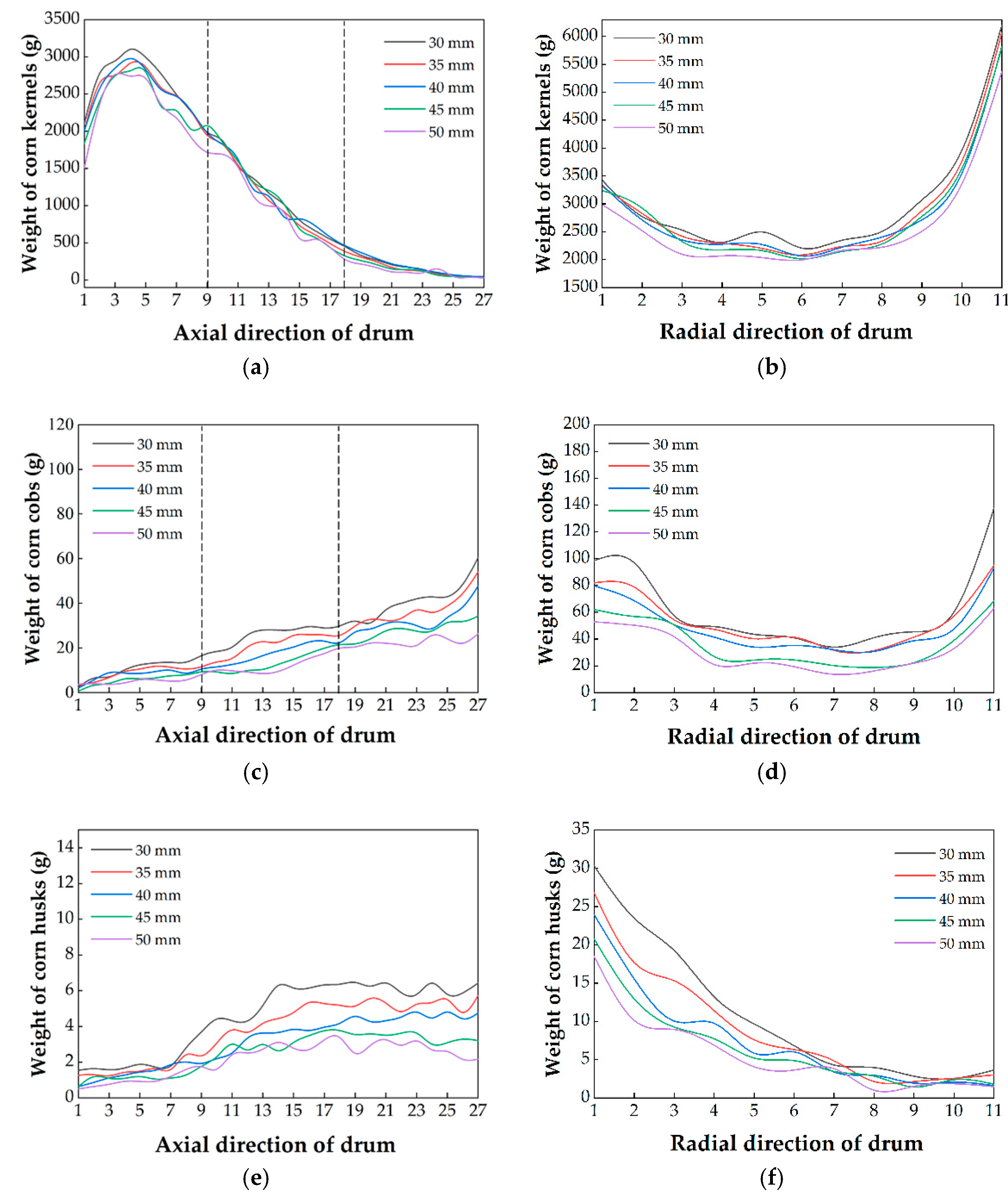
3.2.2. Effects of Concave Clearance on the Weight Distribution of Components
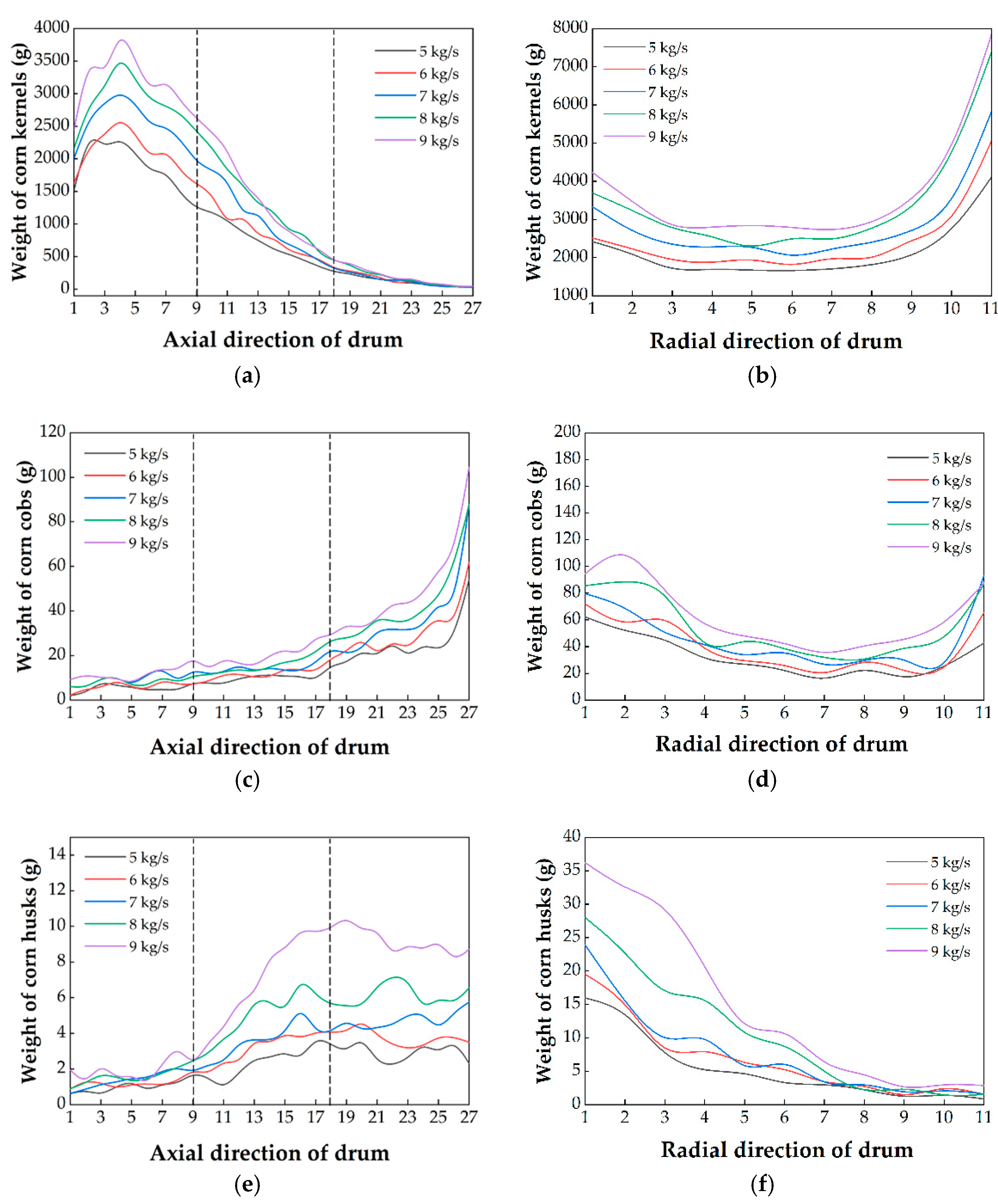
3.2.3. Effects of Feed Rate on the Weight Distribution of Components
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, K.; Xie, R.; Ming, B.; Hou, P.; Xue, J.; Li, S. Review of combine harvester losses for maize and influencing factors. Int. J. Agric. Biol. Eng. 2021, 14, 1–10. [Google Scholar] [CrossRef]
- Cui, T.; Fan, C.; Zhang, D.; Yang, L.; Li, Y.; Zhao, H. Research Progress of Maize Mechanized Harvesting Technology. Trans. Chin. Soc. Agric. Mach. 2019, 50, 1–3. [Google Scholar]
- Abdeen, M.A.; Salem, A.E.; Zhang, G.Z. Longitudinal Axial Flow Rice Thresher Performance Optimization Using the Taguchi Technique. Agriculture 2021, 11, 88. [Google Scholar] [CrossRef]
- Ezzatollah, A.A.-A.; Yousef, A.-G.; Saeid, A. Study of Performance Parameters of Threshing Unit in a Single Plant Thresher. Ardabil 2009, 4, 92–96. [Google Scholar]
- Yang, L.; Cui, T.; Qu, Z.; Li, K.; Yin, X.; Han, D.; Yan, B.X.; Zhao, D.; Zhang, D. Development and application of mechanized maize harvesters. Int. J. Agric. Biol. Eng. 2016, 9, 15–28. [Google Scholar]
- Petkevichius, S.; Shpokas, L.; Kutzbach, H.D. Investigation of the maize ear threshing process. Biosyst. Eng. 2008, 99, 532–539. [Google Scholar] [CrossRef]
- Wang, Z.; Cui, T.; Zhang, D.; Yang, L.; He, X.; Zhang, Z. Design and Experiment of Low Damage Corn Threshing Drum with Gradually Changing Diameter. Trans. Chin. Soc. Agric. Mach. 2021, 52, 98–105. [Google Scholar]
- Geng, D.; Sun, Y.; Wang, Z.; Wang, Q.; Ming, J.; Yang, H.; Xu, H. Design and experiment of plate tooth threshing device of corn grain direct harvester. J. Jilin Univ. Eng. Technol. Ed. 2022; accepted. [Google Scholar]
- Badretdinov, I.; Mudarisov, S.; Lukmanov, R.; Permyakov, V.; Ibragimov, R.; Nasyrov, R. Mathematical modeling and research of the work of the grain combine harvester cleaning system. Comput. Electron. Agric. 2019, 165, 104966. [Google Scholar] [CrossRef]
- Gebrehiwot, M.G.; De Baerdemaeker, J.; Baelmans, M. Effect of a cross-flow opening on the performance of a centrifugal fan in a combine harvester: Computational and experimental study. Biosyst. Eng. 2010, 105, 247–256. [Google Scholar] [CrossRef]
- Wang, L.; Wu, Z.; Feng, X.; Li, R.; Yu, Y. Design and experiment of curved screen for maize grain harvester. Trans. Chin. Soc. Agric. Mach. 2019, 50, 90–101. [Google Scholar]
- Liang, Z.; Li, Y.; De Baerdemaeker, J.; Xu, L.; Saeys, W. Development and testing of a multi-duct cleaning device for tangential-longitudinal flow rice combine harvesters. Biosyst. Eng. 2019, 182, 95–106. [Google Scholar] [CrossRef]
- Wang, L.; Yu, Y.; Ma, Y.; Feng, X.; Liu, T. Investigation of the Performance of Different Cleaning Devices in Maize Grain Harvesters Based on Field Tests. Trans. ASABE 2020, 63, 809–821. [Google Scholar] [CrossRef]
- Hou, L.; Wang, K.; Wang, Y.; Li, L.; Ming, B.; Xie, R.; Li, S. In-field harvest loss of mechanically-harvested maize grain and affecting factors in China. Int. J. Agric. Biol. Eng. 2021, 14, 29–37. [Google Scholar] [CrossRef]
- Huynh, V.M.; Powell, T.; Siddall, J.N. Threshing and Separating Process—A Mathematical Model. Trans. ASAE 1982, 25, 65–73. [Google Scholar] [CrossRef]
- Miu, P.I.; Kutzbach, H.-D. Mathematical model of material kinematics in an axial threshing unit. Comput. Electron. Agric. 2007, 58, 93–99. [Google Scholar] [CrossRef]
- Miu, P.I.; Kutzbach, H.-D. Modeling and simulation of grain threshing and separation in threshing units—Part I. Comput. Electron. Agric. 2008, 60, 96–104. [Google Scholar] [CrossRef]
- Miu, P.I.; Kutzbach, H.-D. Modeling and simulation of grain threshing and separation in axial threshing units: Part II. Application to tangential feeding. Comput. Electron. Agric. 2008, 60, 105–109. [Google Scholar] [CrossRef]
- Yi, S.; Tao, G.; Mao, X. Comparative experiment on the distribution regularities of threshed mixtures for two types of axial flow threshing and separating installation. Trans. CSAE 2008, 24, 154–156. [Google Scholar]
- Yuan, J.; Wang, C.; He, K.; Wan, X.; Liao, Q. Effect of components mass ratio under sieve on cleaning system performance for rape combine harvester. J. Jilin Univ. Eng. Technol. Ed. 2021, 51, 1897–1907. [Google Scholar]
- Chen, Y.; Kang, Y.; Wang, T.; Ning, X.; Jin, C.; Yin, X. Distribution regularities of the threshed mixtures in longitudinal axial flow flexible thresher of soybean harvester. J. China Agric. Univ. 2020, 15, 104–110. [Google Scholar]
- Fu, J.; Xie, G.; Ji, C.; Wang, W.; Zhou, Y.; Zhang, G.; Zha, X.; Abdeen, M.A. Study on the Distribution Pattern of Threshed Mixture by Drum-Shape Bar-Tooth Longitudinal Axial Flow Threshing and Separating Device. Agriculture 2021, 11, 756. [Google Scholar] [CrossRef]
- Chai, X.; Zhou, Y.; Xu, L.; Li, Y.; Li, Y.; Lv, L. Effect of guide strips on the distribution of threshed outputs and cleaning losses for a tangential-longitudinal flow rice combine harvester. Biosyst. Eng. 2020, 198, 223–234. [Google Scholar] [CrossRef]
- González-Montellano, C.; Fuentes, J.M.; Ayuga-Téllez, E.; Ayuga, F. Determination of the mechanical properties of maize grains and olives required for use in DEM simulations. J. Food Eng. 2012, 111, 553–562. [Google Scholar] [CrossRef]
- Fu, J.; Yuan, H.; Zhang, D.; Chen, Z.; Ren, L. Multi-Objective Optimization of Process Parameters of Longitudinal Axial Threshing Cylinder for Frozen Corn Using RSM and NSGA-II. Appl. Sci. 2020, 10, 1646. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, J.; Xue, D.; Wang, Y.; Zhang, Q.; Ren, L. An approach to and validation of maize-seed-assembly modelling based on the discrete element method. Powder Technol. 2018, 328, 167–183. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, J.; Liang, L.; Yu, Y.; Yan, D.; Sun, K.; Wang, Y. Study on key issues in the modelling of maize seeds based on the multi-sphere method. Powder Technol. 2021, 394, 791–812. [Google Scholar] [CrossRef]
- Zhao, B.; Kong, F.; Chen, X.; Liu, J.; Li, X.; Du, X.; Chen, M.; Yuan, J. Analysis of the relationship between grain impurity rate and cob characteristics of maize mechanical harvesting. Trans. Chin. Soc. Agric. Eng. 2021, 37, 33–39. [Google Scholar]
- Cheng, C.; Fu, J.; Hao, F.; Chen, Z.; Zhou, D.; Ren, L. Effect of motion parameters of cleaning screen on corn cob blocking law. J. Jilin Univ. Eng. Technol. Ed. 2020, 50, 351–360. [Google Scholar]
- Zamora-Cristales, R.; Sessions, J.; Smith, D.; Marrs, G. Effect of grinder configuration on forest biomass bulk density, particle size distribution and fuel consumption. Biomass Bioenergy 2015, 81, 44–54. [Google Scholar] [CrossRef]
- Fu, J.; Xue, Z.; Chen, Z.; Ren, L. Experimental study on specific grinding energy and particle size distribution of maize grain, stover and cob. Int. J. Agric. Biol. Eng. 2020, 13, 135–142. [Google Scholar] [CrossRef]
- Abdallah, R.; Auchet, S.; Méausoone, P.J. Experimental study about the effects of disc chipper settings on the distribution of wood chip size. Biomass Bioenergy 2011, 35, 843–852. [Google Scholar] [CrossRef]
- Li, Z.; Fu, J.; Luo, X. Tensile Properties and Fracture Mechanisms of Corn Bract for Corn Peeling Device Design. Agriculture 2021, 11, 796. [Google Scholar] [CrossRef]
- Zhao, C.S.; Xu, L.M.; Liu, J.; Zhang, D.X. Study on the corn bract mechanical properties-based on the skinning institution of corn harvester. J. Agric. Mech. Res. 2011, 33, 100–105. [Google Scholar]
- Xie, F.X.; Song, J.; Hou, H.P.; Hou, X.X. Experiment and mechanical characteristics on bract peeling of corn harvester. J. Agric. Mech. Res. 2018, 40, 129–133. [Google Scholar]
- Al Sharifi, S.K.A.; Aljibouri, M.A.; Taher, M.A. Effect of threshing machines, rotational speed and grain moisture on corn shelling. Bulg. J. Agric. Sci. 2019, 25, 243–255. [Google Scholar]
- Qu, Z.; Zhang, D.; Yang, L. Experimental Study on the discharge Rate and Cylinder Speed of the Longitudinal Axial Flow Threshing and Separating Device of Maize. Trans. Chin. Soc. Agric. Mach. 2018, 49, 58–65. [Google Scholar]
- Srison, W.; Chuan-udom, S.; Saengprachatanarug, K. Design factors affecting losses and power consumption of an axial flow corn shelling unit. Agric. Nat. Resour. 2016, 38, 421–425. [Google Scholar]
- Steponavičius, D.; Pužauskas, E.; Špokas, L.; Jotautienė, E.; Kemzūraitė, A.; Petkevičius, S. Concave Design for High-Moisture Corn Ear Threshing. Mechanics 2018, 24, 80–91. [Google Scholar] [CrossRef]
- Tang, Z.; Li, Y.; Xu, L.; Pang, J.; Li, H. Experimental study on wheat feed rate of tangential-axial combine harvester. Trans. Chin. Soc. Agric. Eng. 2012, 28, 26–31. [Google Scholar]
- Mao, X.; Yi, S. Study on Grain Fluid ’s Density Regularities of Distribution of Assembled Axial- Flow Installation. J. Heilongjiang August First Land Reclam. Univ. 2008, 20, 40–42. [Google Scholar]
- John Deere US. Available online: https://www.deere.com/en/index.html (accessed on 28 July 2022).
- CASE IH. Available online: https://www.caseih.com/apac/en-int/products/harvesters (accessed on 28 July 2022).
- FENDT.com. Available online: https://www.agcocorp.cn/brands/fendt.html (accessed on 28 July 2022).
- Li, Y.; Xu, L.; Zhou, Y.; Li, B.; Liang, Z.; Li, Y. Effects of throughput and operating parameters on cleaning performance in air-and-screen cleaning unit: A computational and experimental study. Comput. Electron. Agric. 2018, 152, 141–148. [Google Scholar] [CrossRef]
- Yang, L.; Lü, Q.; Zhang, H. Experimental Study on Direct Harvesting of Corn Kernels. Agriculture 2022, 12, 919. [Google Scholar] [CrossRef]
- Zhu, X.; Chi, R.; Du, Y. Experimental study on the key factors of low-loss threshing of high-moisture maize. Int. J. Agric. Biol. Eng. 2020, 13, 23–31. [Google Scholar] [CrossRef]
- Špokas, L.; Steponavičius, D.; Petkevičius, S. Impact of technological parameters of threshing apparatus on grain damage. Agron. Res. 2008, 6, 367–376. [Google Scholar]
- Khazaei, J.; Shahbazi, F.; Massah, J. Evaluation and modeling of physical and physiological damage to wheat seeds under successive impact loadings: Mathematical and neural networks modeling. Crop Sci. 2008, 48, 1532–1544. [Google Scholar] [CrossRef]
- Fu, J.; Chen, Z.; Han, L.; Ren, L. Review of grain threshing theory and technology. Int. J. Agric. Biol. Eng. 2018, 11, 12–20. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Numbers | Factors | Values | Condition |
|---|---|---|---|
| 1–5 | Drum speed (r/min) | 300, 400, 500, 600, 700 | Concave clearance = 40 mm Feed rate = 7 kg/s |
| 6–10 | Concave clearance (mm) | 30, 35, 40, 45, 50 | Drum speed = 400 r/min Feed rate = 7 kg/s |
| 11–15 | Feed rate (kg/s) | 5, 6, 7, 8, 9 | Drum speed = 400 r/min Concave clearance = 40 mm |
| Shape | Characteristic Sizes | Value | Proportion (%) |
|---|---|---|---|
 Horse-toothed kernel | W1 (mm) | 4.40–6.62 | 86.2 |
| W2 (mm) | 7.32–9.61 | ||
| Hh (mm) | 10.09–14.50 | ||
| T (mm) | 3.98–6.59 | ||
 Conical kernel | DC (mm) | 4.55–6.25 | 10.3 |
| HC (mm) | 9.25–13.65 | ||
 Spherical kernel | DS (mm) | 3.85–6.25 | 3.5 |
| HS (mm) | 3.60–6.54 |
| Influence Factor | Frequency (Lc) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0–11 mm | 11–20 mm | 21–30 mm | 31–40 mm | 41–50 mm | 51–60 mm | >60 mm | ||||||||
| Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | |
| 300 r/min | 86 ± 7.09 e | 9.2 | 80 ± 5.00 d | 7.7 | 60 ± 11.23 d | 4.4 | 56 ± 4.58 c | 3.5 | 18 ± 2.08 e | 1.4 | 25 ± 5.50 d | 2.1 | 10 ± 2.51 e | 5.2 |
| 400 r/min | 144 ± 11.54 d | 16.4 | 121 ± 8.72 c | 4.3 | 116 ± 17.01 c | 6.2 | 109 ± 10.01 b | 7.8 | 32 ± 6.56 d | 2.7 | 31 ± 3.61 d | 3.6 | 12 ± 4.04 d | 2.3 |
| 500 r/min | 231 ± 11.50 c | 5.0 | 189 ± 22.61 b | 11.4 | 130 ± 16.17 c | 5.6 | 120 ± 12.12 b | 10.1 | 45 ± 5.01 c | 3.8 | 47 ± 5.13 c | 7.3 | 9 ± 5.51 c | 3.2 |
| 600 r/min | 465 ± 14.57 b | 3.5 | 205 ± 17.51 b | 9.8 | 160 ± 11.69 b | 4.3 | 147 ± 14.01 a | 11.3 | 93 ± 3.00 b | 1.6 | 69 ± 12.52 b | 8.5 | 11 ± 11.23 b | 7.1 |
| 700 r/min | 805 ± 20.21 a | 19.4 | 385 ± 12.12 a | 13.5 | 215 ± 12.58 a | 7.1 | 151 ± 12.52 a | 5.5 | 102 ± 11.15 a | 6.9 | 97 ± 6.24 a | 4.9 | 20 ± 8.89 a | 2.6 |
| F-value | 352.374 * | 291.912 * | 93.914 * | 73.024 * | 121.965 * | 50.635 * | 3.244 | |||||||
| 30 mm | 668 ± 17.86 e | 18.9 | 425 ± 16.32 e | 3.3 | 289 ± 5.07 e | 6.4 | 68 ± 10.66 d | 7.7 | 25 ± 6.54 d | 1.6 | 7 ± 10.37 c | 2.2 | 7 ± 9.88 c | 4.7 |
| 35 mm | 541 ± 15.32 d | 17.4 | 473 ± 20.89 d | 7.8 | 186 ± 10.78 d | 5.8 | 42 ± 12.55 c | 6.5 | 23 ± 2.17 c | 2.7 | 8 ± 9.22 c | 3.9 | 5 ± 4.23 b | 2.5 |
| 40 mm | 311 ± 10.11 c | 12.3 | 380 ± 17.45 c | 4.9 | 123 ± 14.49 c | 7.2 | 46 ± 13.12 c | 10.2 | 16 ± 3.65 b | 4.5 | 10 ± 6.45 b | 6.5 | 6 ± 7.15 a | 4.3 |
| 45 mm | 215 ± 12.37 b | 6.7 | 406 ± 6.61 b | 5.2 | 94 ± 9.20 b | 4.4 | 34 ± 9.78 b | 6.3 | 13 ± 4.83 b | 6.0 | 4 ± 7.52 a | 7.1 | 7 ± 1.33 a | 1.9 |
| 50 mm | 189 ± 9.89 a | 5.5 | 376 ± 7.53 a | 9.7 | 112 ± 10.32 a | 5.0 | 30 ± 6.09 a | 4.5 | 12 ± 3.06 a | 6.7 | 5 ± 4.36 a | 1..8 | 6 ± 2.78 a | 2.6 |
| F-value | 235.663 * | 31.642 * | 82.954 * | 15.524 * | 6.575 | 5.348 | 2.411 | |||||||
| 5 kg/s | 388 ± 17.45 d | 9.9 | 402 ± 15.33 c | 8.5 | 131 ± 10.89 d | 8.1 | 25 ± 7.89 e | 5.5 | 16 ± 7.78 d | 6.7 | 8 ± 3.64 d | 2.2 | 2 ± 1.50 c | 2.6 |
| 6 kg/s | 330 ± 20.11c | 6.7 | 398 ± 14.29 c | 4.4 | 164 ± 9.78 c | 8.0 | 42 ± 10.49 d | 6.7 | 17 ± 6.45 d | 2.2 | 6 ± 2.77 d | 4.5 | 7 ± 2.06 b | 1.3 |
| 7 kg/s | 321 ± 18.37 c | 8.5 | 380 ± 11.98 b | 10.3 | 153 ± 12.34 b | 6.5 | 56 ± 9.99 c | 4.4 | 26 ± 6.43 c | 1.9 | 15 ± 8.83 c | 6.8 | 6 ± 1.73 b | 4.5 |
| 8 kg/s | 264 ± 10.34 b | 4.3 | 382 ± 10.57 b | 6.4 | 202 ± 17.45a | 4.4 | 63 ± 8.45 b | 8.9 | 35 ± 4.37 b | 5.9 | 18 ± 9.45 b | 5.8 | 6 ± 1.22 bs | 5.7 |
| 9 kg/s | 241 ± 15.22 a | 6.1 | 394 ± 14.52 a | 5.5 | 211 ± 12.64 a | 7.9 | 80 ± 11.78 a | 10.3 | 52 ± 10.46 a | 4.3 | 25 ± 7.46 a | 4.2 | 16 ± 3.04 a | 4.4 |
| F-value | 50.896 * | 3.929 | 14.088 * | 4.08 | 20.501 * | 10.112 * | 20.649 * | |||||||
| Influence Factor | Frequency (α) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0–45° | 46–90° | 91–135° | 136–180° | 181–225° | 226–270° | 271–315° | 316–360° | |||||||||
| Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | |
| 300 r/min | 45 ± 12.35 e | 7.7 | 56 ± 7.89 d | 4.4 | 43 ± 12.55 e | 7.4 | 32 ± 9.89 d | 4.5 | 18 ± 7.80 d | 2.2 | 15 ± 4.41 d | 6.6 | 20 ± 3.77 d | 5.4 | 27 ± 3.50 e | 1.7 |
| 400 r/min | 155 ± 17.48 d | 8.5 | 127 ± 11.45 c | 8.8 | 90 ± 13.45 d | 6.6 | 79 ± 10.33 c | 9.0 | 47 ± 4.45 c | 1.7 | 32 ± 5.67 c | 4.5 | 22 ± 2.91 d | 6.6 | 11 ± 4.51 d | 3.6 |
| 500 r/min | 231 ± 19.44 c | 4.3 | 214 ± 17.34 b | 5.6 | 134 ± 17.42 c | 3.4 | 137 ± 13.46 b | 8.9 | 40 ± 5.69 c | 4.5 | 54 ± 3.45 b | 6.7 | 39 ± 4.89 c | 5.0 | 55 ± 6.33 c | 4.5 |
| 600 r/min | 375 ± 10.32 b | 7.1 | 205 ± 9.36 b | 7.9 | 168 ± 11.12 a | 6.7 | 127 ± 15.45 b | 6.7 | 93 ± 4.89 b | 4.7 | 60 ± 2.89 b | 3.1 | 55 ± 6.77 b | 3.2 | 67 ± 2.99 b | 6.6 |
| 700 r/min | 742 ± 20.37 a | 10.5 | 426 ± 12.82 a | 11.3 | 315 ± 10.38 a | 12.1 | 240 ± 13.74 a | 4.3 | 122 ± 10.35 a | 5.1 | 97 ± 3.05 a | 3.2 | 109 ± 7.33 a | 2.2 | 123 ± 7.35 a | 5.3 |
| F-value | 323.975 * | 204.196 * | 57.894 * | 171.267 * | 46.340 * | 46.175 * | 93.197 * | 106.613 * | ||||||||
| 30 mm | 551 ± 17.44 e | 7.1 | 321 ± 17.19 d | 3.3 | 231 ± 10.33 d | 10.3 | 109 ± 16.55 e | 7.5 | 85 ± 7.78 b | 2.2 | 45 ± 5.45 d | 8.6 | 89 ± 10.44 d | 5.4 | 81 ± 9.11 d | 7.4 |
| 35 mm | 399 ± 12.39 d | 4.5 | 264 ± 10.56 c | 4.6 | 225 ± 9.77 c | 11.4 | 173 ± 15.48 d | 4.6 | 55 ± 10.34 b | 3.9 | 42 ± 4.67 d | 6.7 | 74 ± 8.36 c | 6.6 | 70 ± 7.45 c | 5.5 |
| 40 mm | 231 ± 10.45 c | 5.6 | 189 ± 12.45 b | 5.4 | 170 ± 12.36 b | 5.5 | 138 ± 13.35 c | 6.4 | 40 ± 8.84 a | 4.6 | 36 ± 5.12 c | 8.2 | 39 ± 5.54 b | 4.4 | 51 ± 5.59 b | 2.3 |
| 45 mm | 200 ± 9.99 b | 9.0 | 200 ± 11.84 b | 3.3 | 148 ± 15.01 a | 5.9 | 120 ± 12.89 b | 5.5 | 37 ± 8.22 a | 5.1 | 30 ± 4.32 b | 3.3 | 32 ± 6.35 b | 3.2 | 44 ± 6.78 a | 2.0 |
| 50 mm | 150 ± 11.76 a | 6.3 | 180 ± 18.88 a | 9.8 | 156 ± 14.44 a | 3.2 | 100 ± 10.11 a | 4.9 | 33 ± 7.35 a | 4.4 | 19 ± 3.78 a | 4.5 | 20 ± 4.55 a | 6.7 | 42 ± 8.81 a | 3.5 |
| F-value | 202.815 * | 59.772 * | 68.067 * | 21.419 * | 31.511 * | 24.966 * | 183.697 * | 79.38 * | ||||||||
| 5 kg/s | 314 ± 12.45 d | 7.5 | 175 ± 14.56 d | 2.2 | 195 ± 17.33 e | 4.5 | 135 ± 7.89 d | 10.1 | 41 ± 4.56 c | 6.5 | 40 ± 4.55 d | 7.9 | 52 ± 3.98 c | 1.7 | 35 ± 3.79 c | 4.4 |
| 6 kg/s | 259 ± 13.01 c | 6.8 | 240 ± 11.20 c | 4.3 | 179 ± 10.06 d | 6.6 | 146 ± 10.45 c | 8.9 | 45 ± 8.74 c | 6.1 | 45 ± 4.78 d | 8.3 | 36 ± 4.11 b | 5.3 | 31 ± 4.67 c | 3.0 |
| 7kg/s | 231 ± 15.44 b | 10.6 | 219 ± 15.44 b | 5.7 | 192 ± 11.14 c | 3.5 | 145 ± 11.12 c | 7.6 | 43 ± 6.66 c | 5.3 | 39 ± 6.23 c | 3.2 | 39 ± 4.56 b | 2.4 | 44 ± 9.76 b | 3.9 |
| 8kg/s | 244 ± 12.89 b | 11.5 | 257 ± 13.33 a | 8.8 | 137 ± 13.78 b | 7.7 | 167 ± 17.56 b | 5.5 | 50 ± 8.81 b | 4.3 | 48 ± 7.49 b | 2.1 | 47 ± 3.09 a | 3.4 | 65 ± 4.58 a | 2.0 |
| 9kg/s | 265 ± 18.90 a | 9.7 | 264 ± 12.09 a | 9.0 | 154 ± 12.11 a | 6.7 | 142 ± 8.85 a | 6.1 | 41 ± 4.56 a | 6.7 | 65 ± 6.65 a | 4.5 | 50 ± 9.77 a | 3.0 | 62 ± 3.11 a | 1.5 |
| F-value | 2.897 | 5.134 | 7.509 | 1.375 | 2.985 | 6.437 | 4.462 | 5.519 | ||||||||
| Influence Factor | Frequency (B) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0–11 mm | 11–20 mm | 21–30 mm | 31–40 mm | 41–50 mm | >50 mm | |||||||
| Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | Mean ± SD | CV (%) | |
| 300 r/min | 91 ± 13.37 e | 7.7 | 81 ± 8.39 e | 4.6 | 62 ± 18.44 e | 9.7 | 56 ± 12.34 e | 5.9 | 18 ± 8.79 d | 7.4 | 25 ± 6.46 e | 4.5 |
| 400 r/min | 124 ± 14.74 d | 2.2 | 120 ± 13.45 d | 3.5 | 95 ± 15.33 d | 6.6 | 80 ± 14.56 d | 6.7 | 39 ± 10.45 c | 5.8 | 32 ± 6.39 d | 3.6 |
| 500 r/min | 231 ± 15.59 c | 3.5 | 189 ± 16.37 c | 7.1 | 130 ± 12.45 c | 4.5 | 120 ± 11.89 c | 6.4 | 41 ± 7.22 c | 1.9 | 48 ± 7.33 c | 4.4 |
| 600 r/min | 465 ± 10.66 b | 4.6 | 205 ± 17.56 b | 9.0 | 167 ± 10.89 b | 3.2 | 147 ± 17.32 b | 5.1 | 93 ± 5.12 b | 4.3 | 65 ± 5.99 b | 3.0 |
| 700 r/min | 525 ± 22.21 a | 9.8 | 322 ± 18.88 a | 10.3 | 214 ± 17.64 a | 6.1 | 166 ± 16.45 a | 2.2 | 102 ± 4.30 a | 2.9 | 97 ± 10.11 a | 7.1 |
| F-value | 553.284 * | 129.236 * | 35.104 * | 58.704 * | 50.535 * | 62.918 * | ||||||
| 30 mm | 335 ± 12.45 d | 7.2 | 324 ± 17.88 e | 5.6 | 231 ± 17.15 e | 7.1 | 154 ± 6.79 d | 2.0 | 85 ± 4.55 d | 10.9 | 45 ± 5.45 c | 5.8 |
| 35mm | 307 ± 15.55 c | 9.0 | 261 ± 12.09 d | 7.2 | 175 ± 14.32 d | 4.5 | 149 ± 10.48 d | 4.9 | 45 ± 6.89 c | 7.8 | 41 ± 6.32 c | 4.3 |
| 40 mm | 231 ± 14.90 b | 5.6 | 189 ± 17.11 c | 5.9 | 136 ± 10.55 c | 6.6 | 122 ± 9.09 c | 3.7 | 46 ± 6.48 c | 4.4 | 39 ± 9.83 c | 2.2 |
| 45 mm | 210 ± 16.03 b | 4.5 | 209 ± 12.95 b | 6.0 | 125 ± 17.89 b | 7.9 | 109 ± 8.87 b | 4.6 | 57 ± 7.31 b | 6.3 | 30 ± 3.46 b | 1.9 |
| 50 mm | 143 ± 17.45 a | 6.3 | 168 ± 10.44 a | 6.1 | 88 ± 9.89 a | 4.3 | 81 ± 8.01 a | 5.2 | 41 ± 8.49 a | 5.1 | 26 ± 7.42 a | 2.5 |
| F-value | 65.073 * | 51.895 * | 46.555 * | 15.678 * | 11.012 * | 11.819 * | ||||||
| 5 kg/s | 106 ± 10.33 d | 5.4 | 95 ± 9.73 d | 5.7 | 121 ± 8.89 e | 6.0 | 82 ± 6.79 e | 8.9 | 41 ± 10.33 d | 7.7 | 40 ± 4.33 d | 4.0 |
| 6 kg/s | 128 ± 12.67 c | 3.2 | 184 ± 8.45 c | 8.8 | 159 ± 9.03 d | 4.9 | 100 ± 8.22 d | 10.3 | 40 ± 8.99 d | 4.7 | 45 ± 6.89 d | 5.0 |
| 7 kg/s | 231 ± 18.01 b | 9.6 | 189 ± 10.43 c | 9.0 | 131 ± 11.34 c | 2.7 | 124 ± 9.39 c | 11.4 | 47 ± 7.47 c | 9.8 | 39 ± 5.01 c | 3.6 |
| 8 kg/s | 242 ± 19.98 b | 4.2 | 218 ± 11.12 b | 4.7 | 150 ± 14.55 b | 7.4 | 158 ± 10.45 b | 3.5 | 52 ± 6.81 b | 4.0 | 55 ± 6.35 b | 7.9 |
| 9 kg/s | 265 ± 15.43 a | 7.1 | 205 ± 12.23 a | 2.4 | 163 ± 17.58 a | 6.3 | 145 ± 14.01 a | 6.8 | 84 ± 10.41 a | 3.1 | 95 ± 6.78 a | 5.1 |
| F-value | 56.626 * | 40.203 * | 13.056 * | 26.265 * | 7.608 * | 22.014 * | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, N.; Fu, J.; Wang, R.; Chen, Z.; Fu, Q.; Chen, X. Experimental Study on the Particle Size and Weight Distribution of the Threshed Mixture in Corn Combine Harvester. Agriculture 2022, 12, 1214. https://doi.org/10.3390/agriculture12081214
Zhang N, Fu J, Wang R, Chen Z, Fu Q, Chen X. Experimental Study on the Particle Size and Weight Distribution of the Threshed Mixture in Corn Combine Harvester. Agriculture. 2022; 12(8):1214. https://doi.org/10.3390/agriculture12081214
Chicago/Turabian StyleZhang, Ning, Jun Fu, Ruixue Wang, Zhi Chen, Qiankun Fu, and Xuegeng Chen. 2022. "Experimental Study on the Particle Size and Weight Distribution of the Threshed Mixture in Corn Combine Harvester" Agriculture 12, no. 8: 1214. https://doi.org/10.3390/agriculture12081214