
Analysis and Experiment of Dynamic Picking Process of Spindle of Cotton Picker
 , ,
, ,
Abstract
:1. Introduction
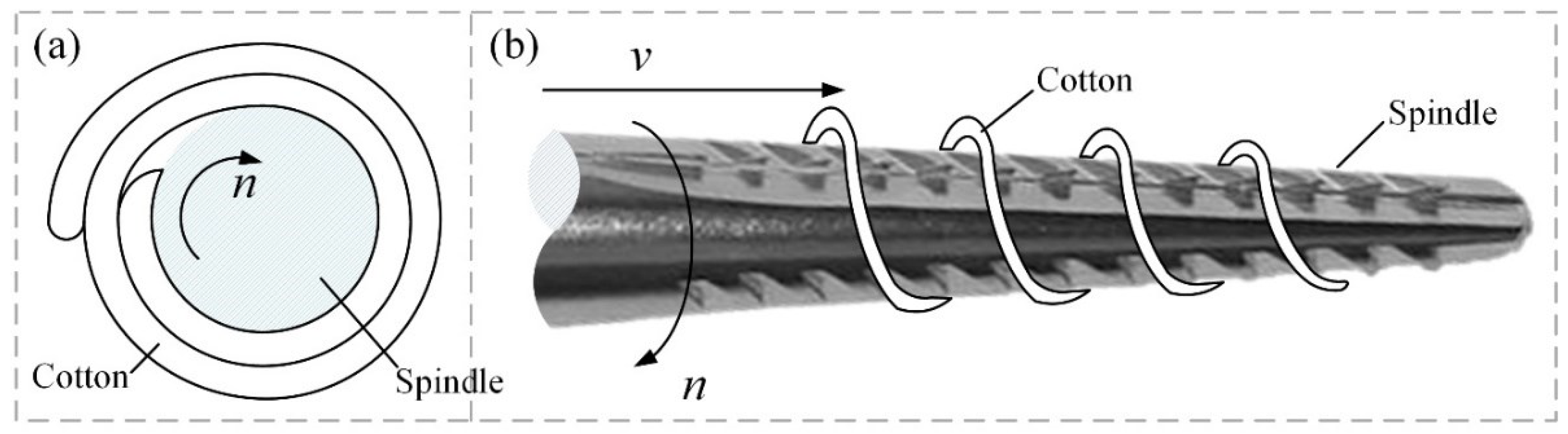
2. The Process of Spindle Picking Cotton
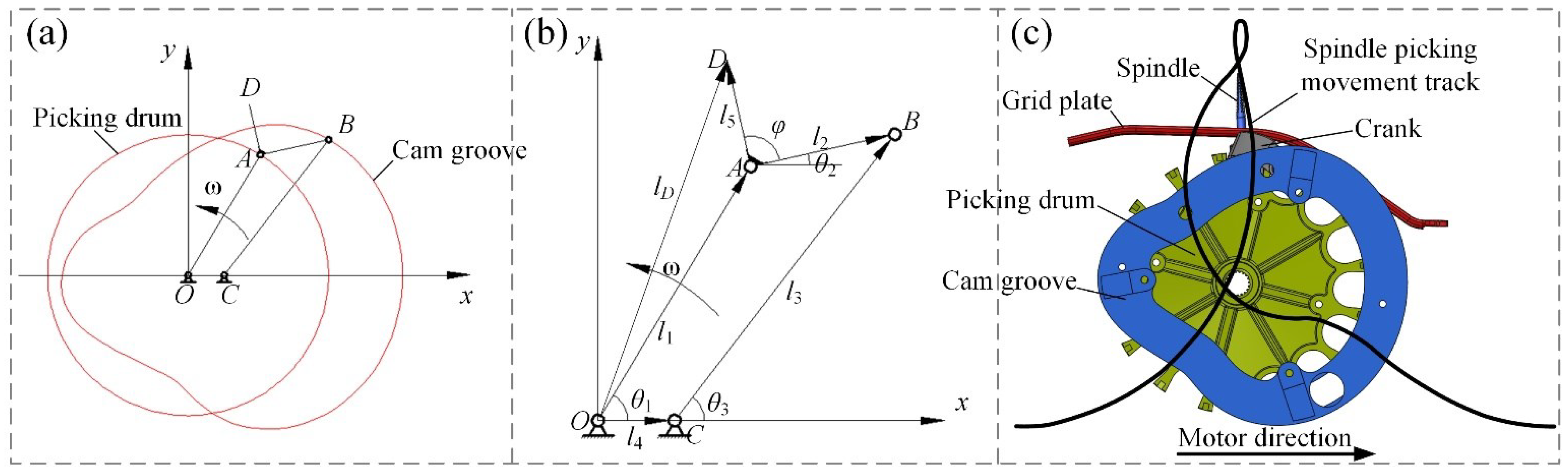
2.1. Kinematics Analysis of the Spindle-Picking Process
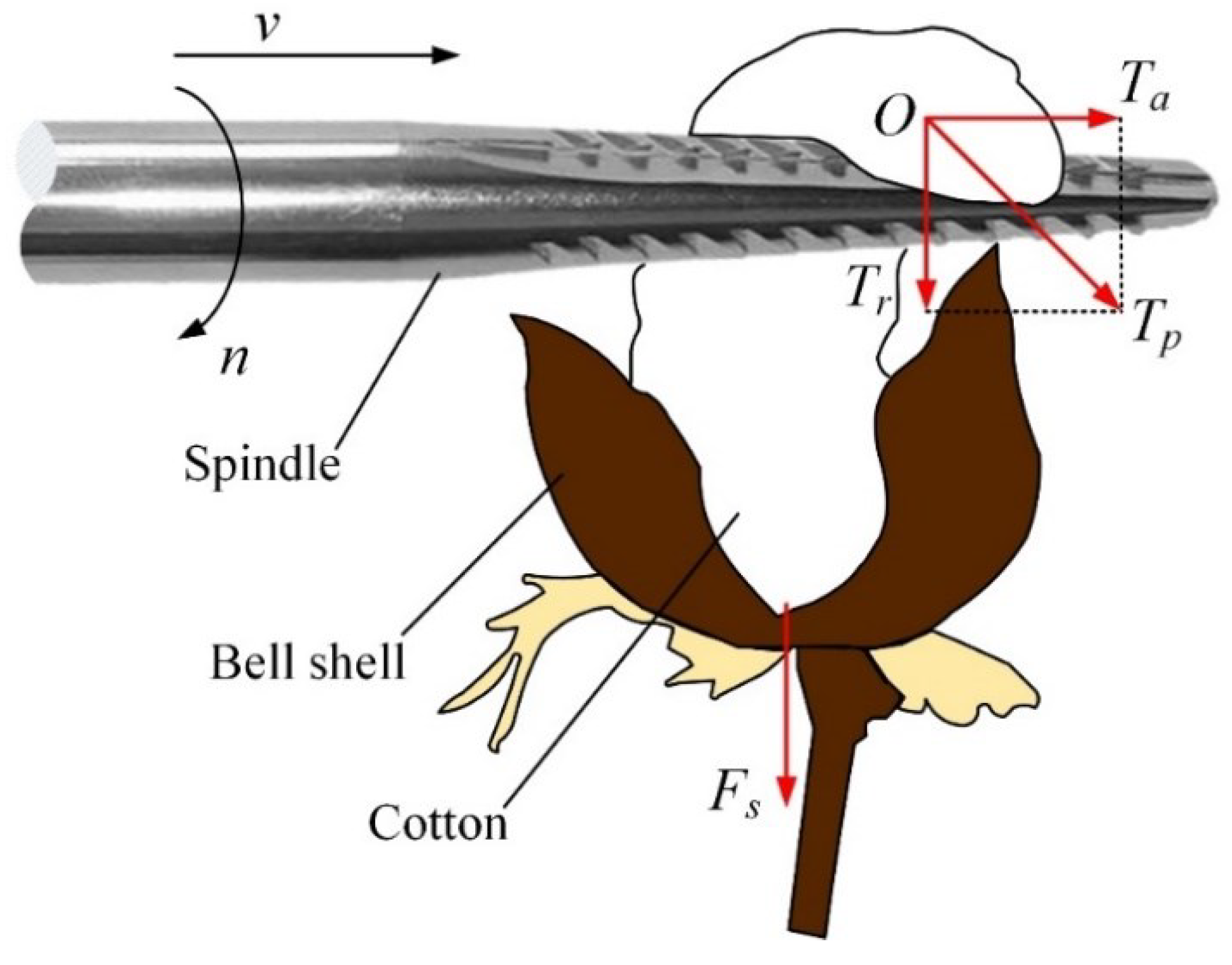
2.2. Mechanical Analysis of Spindle-Picking Process
3. Materials and Methods
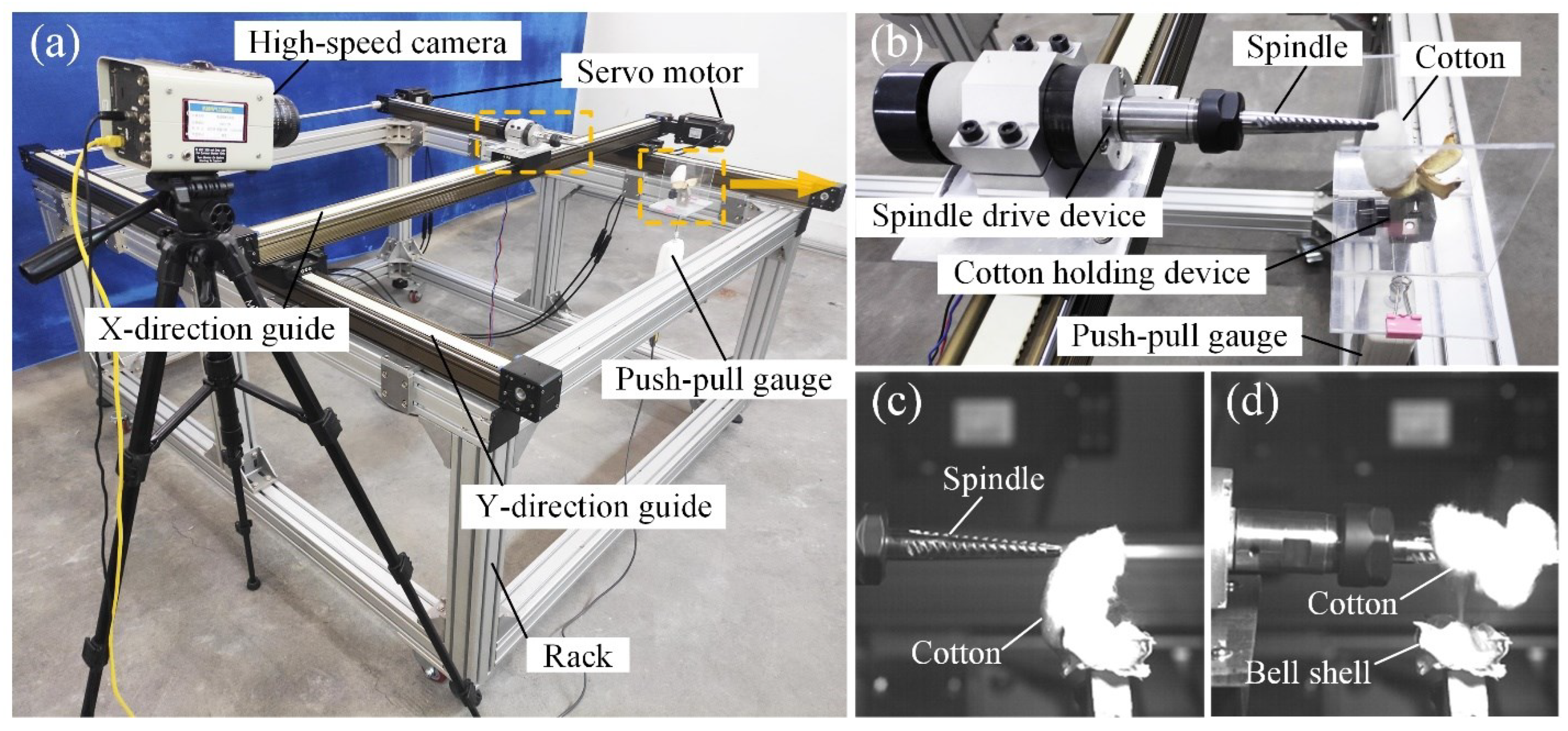
3.1. Test Materials and Equipment
3.2. Test Method
4. Results and Discussion
4.1. Range Analysis of the Influence of Each Test Factor on the Evaluation Indices
4.2. Variance Analysis of the Influence of Each Experimental Factor on the Evaluation Indices
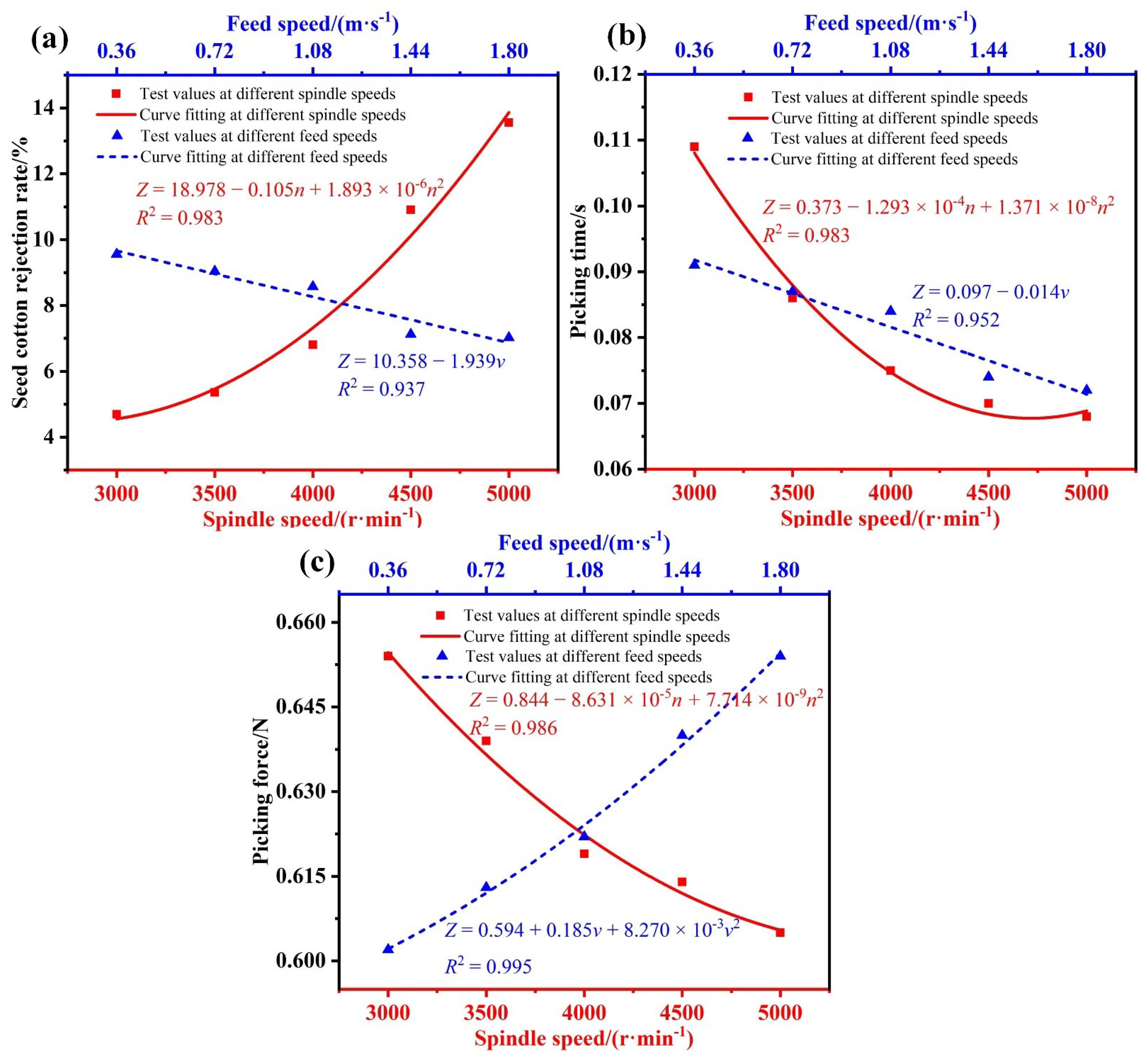
4.3. Regression Analysis of the Influence of Each Experimental Factor on the Evaluation Indices
4.4. Best Combination of Spindle Speed and Feed Speed
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, L.C.; Zhang, H.W.; Wang, L.; Fu, X.Q.; Li, S.F.; Wang, J.; Gu, Y.Q. Study on mechanical characteristics of machine-harvested cotton at different maturity degrees. J. Gansu Agric. Univ. 2020, 55, 193–202. [Google Scholar]
- Wang, J.; Zhang, H.W.; Wang, L.; Wei, X.M.; Wang, M.; Gu, Y.Q.; Cai, Y.X. Experimental Study and Simulation of the Stress Relaxation Characteristics of Machine-Harvested Seed Cotton. Appl. Sci. 2021, 11, 9959. [Google Scholar] [CrossRef]
- Hosseinali, F.; Thomasson, J.A. Variability of fiber friction among cotton varieties: Influence of salient fiber physical metrics. Tribol. Int. 2018, 127, 433–445. [Google Scholar] [CrossRef]
- Fue, K.G.; Barnes, E.M.; Porter, W.M.; Rains, G.C. Visual Control of Cotton-picking Rover and Manipulator using a ROS-independent Finite State Machine. In Proceedings of the 2019 Beltwide Cotton Conferences, New Orleans, LA, USA, 8–10 January 2019. [Google Scholar]
- Niu, G.L.; Li, B.; Liu, Y.; Li, Y.X.; Wang, T.; Wang, S.G. Development and research status of cotton picker in China. J. Chin. Agric. Mech. 2020, 41, 212–218. [Google Scholar]
- Zhang, D.W. Analysis of climatic conditions for cotton planting in Hutubi County, Xinjiang. Beijing Agric. 2015, 31, 133–134. [Google Scholar]
- Announcement of the National Bureau of Statistics on Cotton Output in 2021. Available online: http://www.stats.gov.cn (accessed on 20 April 2022).
- Rizaev, A.; Matchanov, R.; Yuldashev, A.T.; Kuldashev, D.A.; Djuraev, N.B.; Karimov, N.; Ashurov, N. Cotton harvesters for one-time cotton-picking. Mater. Sci. Eng. 2021, 1030, 012173. [Google Scholar] [CrossRef]
- Wu, J.S.; Chen, X.G. Present situation, problems and countermeasures of cotton production mechanization development in Xinjiang Production and Construction Corps. Trans. Chin. Soc. Agric. Eng. 2015, 31, 5–10. [Google Scholar]
- Li, H.Y.; Fu, X.Q.; Wang, H.B.; Zhang, H.W.; Gu, Y.Q.; Du, X.T.; Tao, Y.C.; Li, J. Research on the Wear Characteristics of the Hook Teeth of Cotton Pickers. Coatings 2022, 12, 762. [Google Scholar] [CrossRef]
- Luo, S.L.; Zhang, Y.Q.; Ma, S.H. Wear Mechanism Analysis on Spindle of Cotton Picker. J. Tarim Univ. 2018, 30, 132–137. [Google Scholar]
- Wu, B.; Zhang, L.X.; Zuo, Y.T.; Wei, M. Research of Material Elements Distribution in Cotton Picker’s Level Spindle Based on SEM and EDS. J. Agric. Mech. Res. 2013, 35, 174–178. [Google Scholar]
- Wu, T.S.; Hu, R.; Lu, Y.Z. Research on the Digital Image Processing Method for Spindle Wear Degree of Cotton Picker. Mech. Res. Appl. 2017, 30, 159–162. [Google Scholar]
- Li, W.C.; Qiao, Y.Y.; Deng, Y.M.; Liu, X.M.; Zhang, H.W. Evaluation and analysis of hook tooth wear for cotton picker spindle. Joural Chin. Agric. Mech. 2018, 39, 11–14. [Google Scholar]
- Baker, K.D.; Delhom, C.D.; Hughs, E. Spindle diameter effects for cotton pickers. Trans. ASABE 2017, 33, 321–327. [Google Scholar] [CrossRef]
- Baker, K.D.; Hughs, E.; Foulk, J. Spindle speed optimization for cotton pickers. Trans. ASABE 2015, 31, 217–225. [Google Scholar]
- Baker, K.D.; Hughs, E.; Foulk, J. Cotton quality as affected by changes in spindle speed. Trans. ASABE 2010, 26, 363–369. [Google Scholar]
- Meng, F.M.; Chen, N.W.; Chen, Z.W. Hard chromium coating effects on tribological performances for nonlubricated and lubricated spindle of cotton picker. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 230, 446–453. [Google Scholar] [CrossRef]
- Wu, T.S.; Hu, R.; Lu, Y.Z. Automatic Inspection of Cotton picking spindle and its life prediction. Machinery 2018, 45, 32–37. [Google Scholar]
- Zhang, Y.Q.; Wang, W.; Liao, J.A. Wear failure analysis on spindle of cotton picker. Trans. Chin. Soc. Agric. Eng. 2017, 33, 45–50. [Google Scholar]
- Meng, F.; Chen, Y.; Yang, Y.; Chen, Z. Friction and wear behavior of electroless nick coating used for spindle of cotton picker. Ind. Lubr. Tribol. 2016, 68, 220–226. [Google Scholar] [CrossRef]
- Gu, Y.Q.; Zhang, H.W.; Fu, X.Q.; Wang, L.; Shen, Z.Y.; Wang, J.; Song, Z.; Zhang, L.C. Experimental Wear Behavior Analysis of Coated Spindle Hook Teeth under Real Harvesting Work Conditions. Materials 2021, 14, 2487. [Google Scholar] [CrossRef]
- Gu, Y.Q.; Zhang, H.W.; Fu, X.Q.; Wang, L.; Wang, J.; Cai, Y.X.; Li, H.Y. Comparative Analysis of the Wear Performance of Spindle Hook Teeth During Fieldwork. J. Tribol. 2022, 144, 011706. [Google Scholar] [CrossRef]
- Zhang, Y.Q.; Li, Y.; Meng, Y.Q. Wear Behavior of Spindles of Cotton Picker in Field Work. J. Tribol. 2021, 143, 021703. [Google Scholar] [CrossRef]
- Zhang, Y.Q.; Cai, Z.P.; Tian, Y.; Meng, Y.G. Improvement of mechanical properties and wear resistance of cotton picker spindle by electromagnetic treatment. Trans. Chin. Soc. Agric. Eng. 2018, 34, 3–37. [Google Scholar]
- Amanov, A.; Sembiring, J.P.B.A.; Amanov, T. Experimental Investigation on Friction and Wear Behavior of the Vertical Spindle and V-belt of a Cotton Picker. Materials 2019, 12, 773. [Google Scholar] [CrossRef]
- Wang, L.; Yin, C.; Zhang, L.; Zhang, H.; Li, H. Analysis and Experiment on the Impact of Various Hook Angle Factors on Spindle Picking Performance. Agriculture 2022, 12, 768. [Google Scholar] [CrossRef]
- Chen, X.G.; Zhang, H.W.; Wang, L.; Wang, Y.G.; Zhang, L.C.; Liu, X.M. Research and experiment on movement characteristics of picking mechanism of horizontal picking cotton picker. J. Chin. Agric. Mech. 2020, 41, 19–25. [Google Scholar] [CrossRef]
- Zhang, L.C.; Zhang, H.W.; Wang, L.; Fu, X.Q.; Chen, X.G.; Wang, J.; Gu, Y.Q. Influence of different boll shell physical parameters on mechanical properties of machine-harvested cottons. Trans. Chin. Soc. Agric. Eng. 2020, 36, 30–37. [Google Scholar]
- Chen, X.G.; Zhang, H.W.; Wang, L.; Zhang, L.C.; Wang, J.; Li, J.X.; Gu, Y.Q. Optimization and experiment of picking head transmission system of horizontal spindle type cotton picker. Trans. Chin. Soc. Agric. Eng. 2020, 36, 18–26. [Google Scholar]
- Yan, J.G. Experimental Research on Picking Performance of Cotton Picker Spindle; Shihezi University: Shihezi, China, 2013. [Google Scholar]
- Song, M. Analysis to the Characteristics of Mining Machine of Main Cotton Varieties in Xinjiang; Xinjiang Agricultural University: Urumchi, China, 2015. [Google Scholar]
- Li, Y.; Zhang, H.W.; Yang, T. Batt and Fibber’s Detaching Force during Cotton Harvest-time. J. Shihezi Univ. 2011, 29, 633–636. [Google Scholar]
- Liu, X.M.; Zhang, H.W.; Wang, L.; Chen, X.G.; Zhang, L.C.; Wang, Y.Z.; Li, G.Y.; Zhang, Y. Study on Winding Model of Spindle Picking Cotton for Horizontal Cotton Picker. J. Agric. Mech. Res. 2020, 42, 13–19. [Google Scholar]
- Liu, X.M.; Bi, X.S. Study on the Picking Mechanism of Spindle of Horizontal Cotton Picker; Shihezi University: Shihezi, China, 2019. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Spindle Speed/(r·min−1) | Feed Speed/(m·s−1) |
|---|---|---|
| 1 | 3000 | 0.36 |
| 2 | 3500 | 0.72 |
| 3 | 4000 | 1.08 |
| 4 | 4500 | 1.44 |
| 5 | 5000 | 1.80 |
| No. | Spindle Speed/(r·min−1) | Feed Speed/(m·s−1) | Seed Cotton Rejection Rate/% | Picking Time/s | Picking Force/N |
|---|---|---|---|---|---|
| 1 | 3000 | 0.36 | 5.53 ± 1.03 | 0.127 ± 0.031 | 0.629 ± 0.123 |
| 2 | 3000 | 0.72 | 5.08 ± 1.31 | 0.119 ± 0.042 | 0.641 ± 0.142 |
| 3 | 3000 | 1.08 | 4.71 ± 0.98 | 0.110 ± 0.023 | 0.639 ± 0.171 |
| 4 | 3000 | 1.44 | 4.21 ± 1.09 | 0.095 ± 0.019 | 0.669 ± 0.146 |
| 5 | 3000 | 1.80 | 3.94 ± 0.88 | 0.096 ± 0.015 | 0.691 ± 0.103 |
| 6 | 3500 | 0.36 | 6.77 ± 1.50 | 0.103 ± 0.024 | 0.603 ± 0.201 |
| 7 | 3500 | 0.72 | 6.04 ± 1.33 | 0.095 ± 0.030 | 0.631 ± 0.187 |
| 8 | 3500 | 1.08 | 5.08 ± 1.23 | 0.087 ± 0.020 | 0.633 ± 0.172 |
| 9 | 3500 | 1.44 | 4.29 ± 0.97 | 0.067 ± 0.016 | 0.661 ± 0.181 |
| 10 | 3500 | 1.80 | 4.61 ± 0.77 | 0.079 ± 0.013 | 0.668 ± 0.134 |
| 11 | 4000 | 0.36 | 7.33 ± 0.93 | 0.086 ± 0.024 | 0.601 ± 0.109 |
| 12 | 4000 | 0.72 | 7.97 ± 0.81 | 0.078 ± 0.030 | 0.609 ± 0.099 |
| 13 | 4000 | 1.08 | 7.04 ± 1.53 | 0.082 ± 0.028 | 0.613 ± 0.190 |
| 14 | 4000 | 1.44 | 6.23 ± 0.66 | 0.064 ± 0.025 | 0.624 ± 0.151 |
| 15 | 4000 | 1.80 | 5.45 ± 0.91 | 0.067 ± 0.023 | 0.646 ± 0.207 |
| 16 | 4500 | 0.36 | 12.51 ± 2.33 | 0.072 ± 0.019 | 0.599 ± 0.141 |
| 17 | 4500 | 0.72 | 11.34 ± 1.91 | 0.079 ± 0.027 | 0.603 ± 0.153 |
| 18 | 4500 | 1.08 | 11.77 ± 1.63 | 0.074 ± 0.017 | 0.612 ± 0.123 |
| 19 | 4500 | 1.44 | 9.76 ± 1.32 | 0.065 ± 0.021 | 0.621 ± 0.161 |
| 20 | 4500 | 1.80 | 9.17 ± 0.99 | 0.061 ± 0.016 | 0.636 ± 0.104 |
| 21 | 5000 | 0.36 | 15.63 ± 1.87 | 0.068 ± 0.014 | 0.579 ± 0.113 |
| 22 | 5000 | 0.72 | 14.79 ± 2.53 | 0.063 ± 0.012 | 0.583 ± 0.119 |
| 23 | 5000 | 1.08 | 14.27 ± 2.01 | 0.069 ± 0.009 | 0.613 ± 0.130 |
| 24 | 5000 | 1.44 | 11.15 ± 1.55 | 0.080 ± 0.017 | 0.623 ± 0.214 |
| 25 | 5000 | 1.80 | 11.94 ± 1.13 | 0.058 ± 0.016 | 0.627 ± 0.190 |
| Test Indices | Project | Spindle Speed/(r·min−1) | Feed Speed/(m·s−1) |
|---|---|---|---|
| Seed cotton rejection rate/% | AVG_K1 | 4.694 | 9.554 |
| AVG_K2 | 5.358 | 9.044 | |
| AVG_K3 | 6.804 | 8.574 | |
| AVG_K4 | 10.910 | 7.128 | |
| AVG_K5 | 13.556 | 7.022 | |
| R | 8.862 | 2.532 | |
| Picking time/s | AVG_K1 | 0.109 | 0.091 |
| AVG_K2 | 0.086 | 0.087 | |
| AVG_K3 | 0.075 | 0.084 | |
| AVG_K4 | 0.070 | 0.074 | |
| AVG_K5 | 0.068 | 0.072 | |
| R | 0.042 | 0.019 | |
| Picking force/N | AVG_K1 | 0.654 | 0.602 |
| AVG_K2 | 0.639 | 0.613 | |
| AVG_K3 | 0.619 | 0.622 | |
| AVG_K4 | 0.614 | 0.640 | |
| AVG_K5 | 0.605 | 0.654 | |
| R | 0.049 | 0.051 |
| Factors | Spindle Speed/(r·min−1) | Feed Speed/(m·s−1) |
|---|---|---|
| Seed cotton rejection rate/% | 0.000 ** | 0.000 ** |
| Picking time/s | 0.000 ** | 0.008 ** |
| Picking force/N | 0.000 ** | 0.000 ** |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Fu, X.; Zhang, H.; Zhang, L.; Wang, M.; Wang, L.; Du, X.; Wei, X.; Fu, X. Analysis and Experiment of Dynamic Picking Process of Spindle of Cotton Picker. Agriculture 2022, 12, 1346. https://doi.org/10.3390/agriculture12091346
Li H, Fu X, Zhang H, Zhang L, Wang M, Wang L, Du X, Wei X, Fu X. Analysis and Experiment of Dynamic Picking Process of Spindle of Cotton Picker. Agriculture. 2022; 12(9):1346. https://doi.org/10.3390/agriculture12091346
Chicago/Turabian StyleLi, Haiyang, Xiuqing Fu, Hongwen Zhang, Longchang Zhang, Meng Wang, Lei Wang, Xintian Du, Ximei Wei, and Xuewen Fu. 2022. "Analysis and Experiment of Dynamic Picking Process of Spindle of Cotton Picker" Agriculture 12, no. 9: 1346. https://doi.org/10.3390/agriculture12091346