
Effect of High Magnetic Field in Combination with High-Temperature Tempering on Microstructures and Mechanical Properties of GCr15 Bearing Steel

 ,
, 
Abstract
:1. Introduction
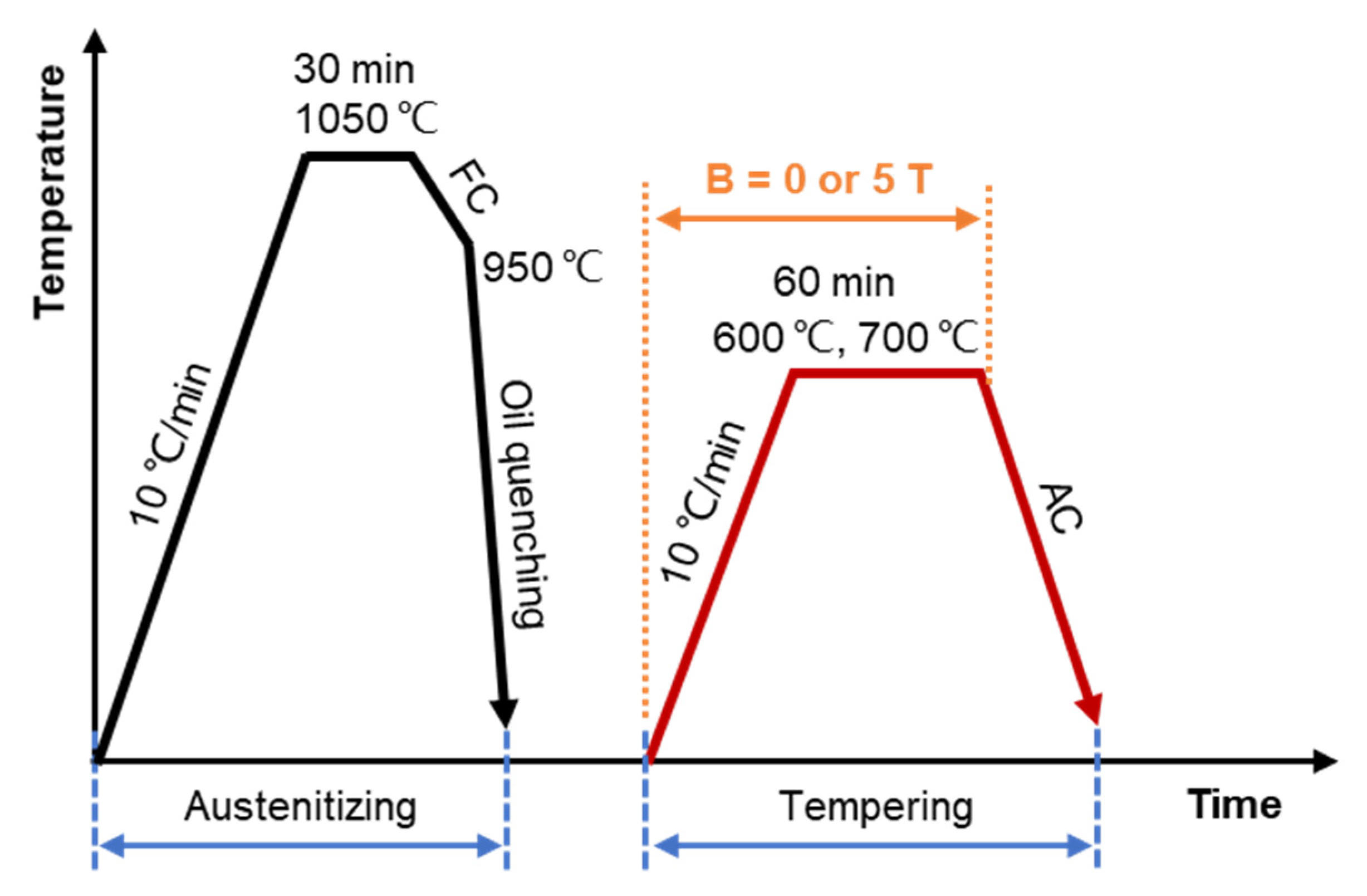
2. Materials and Methods
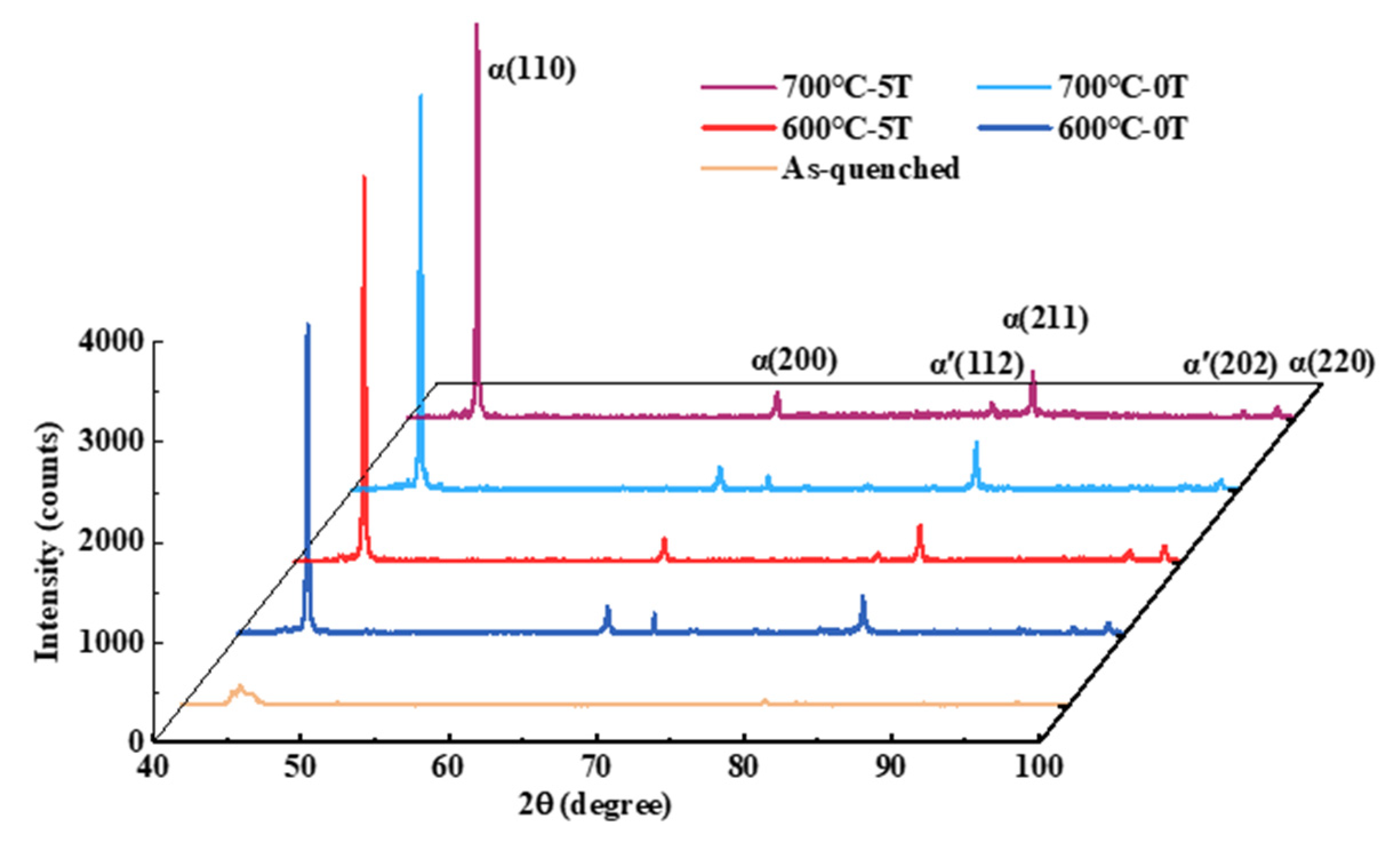
3. Results
4. Discussion
4.1. Microstructure Evolution
4.2. Carbide Distribution
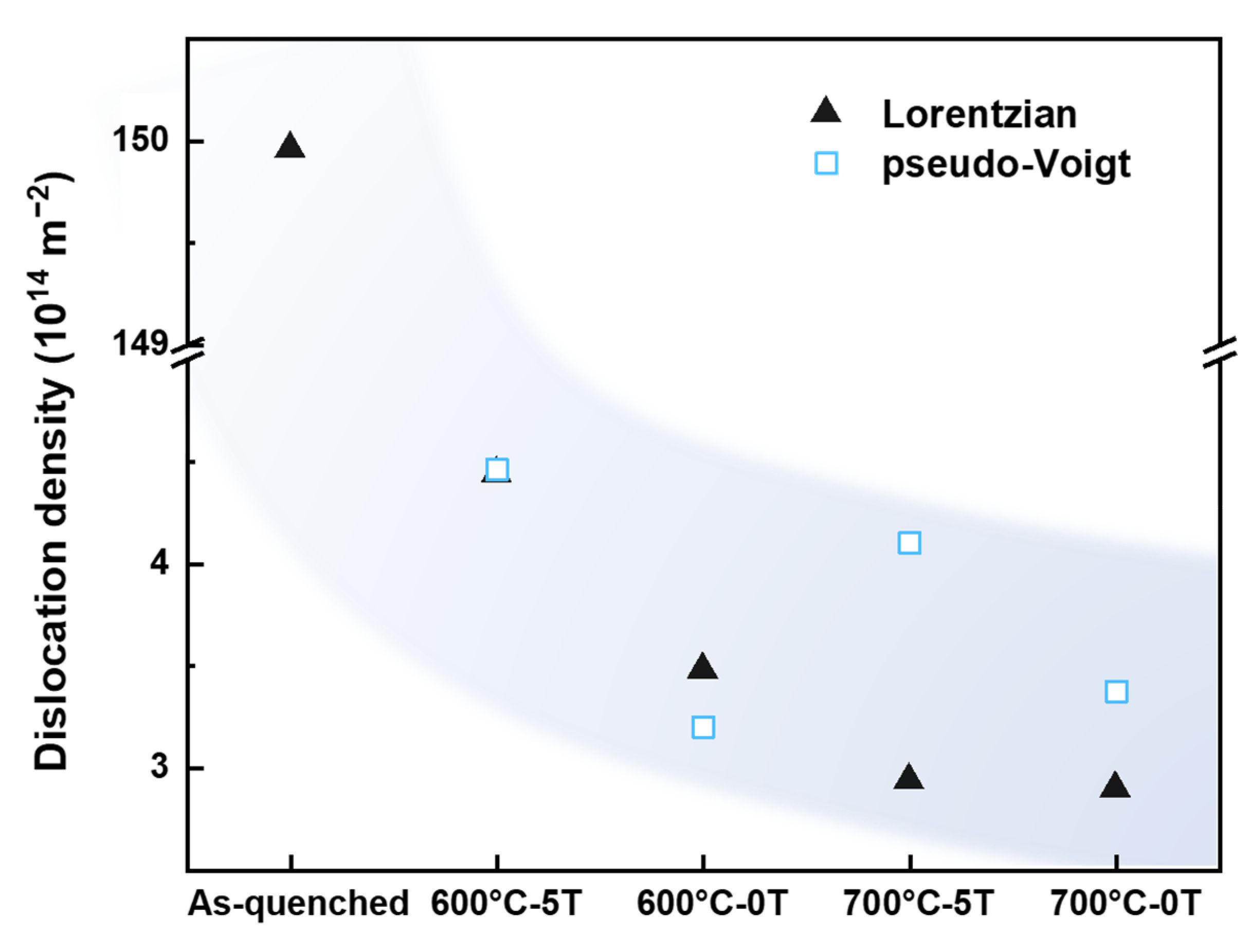
4.3. Dislocation Density
4.4. Mechanical Properties
5. Conclusions
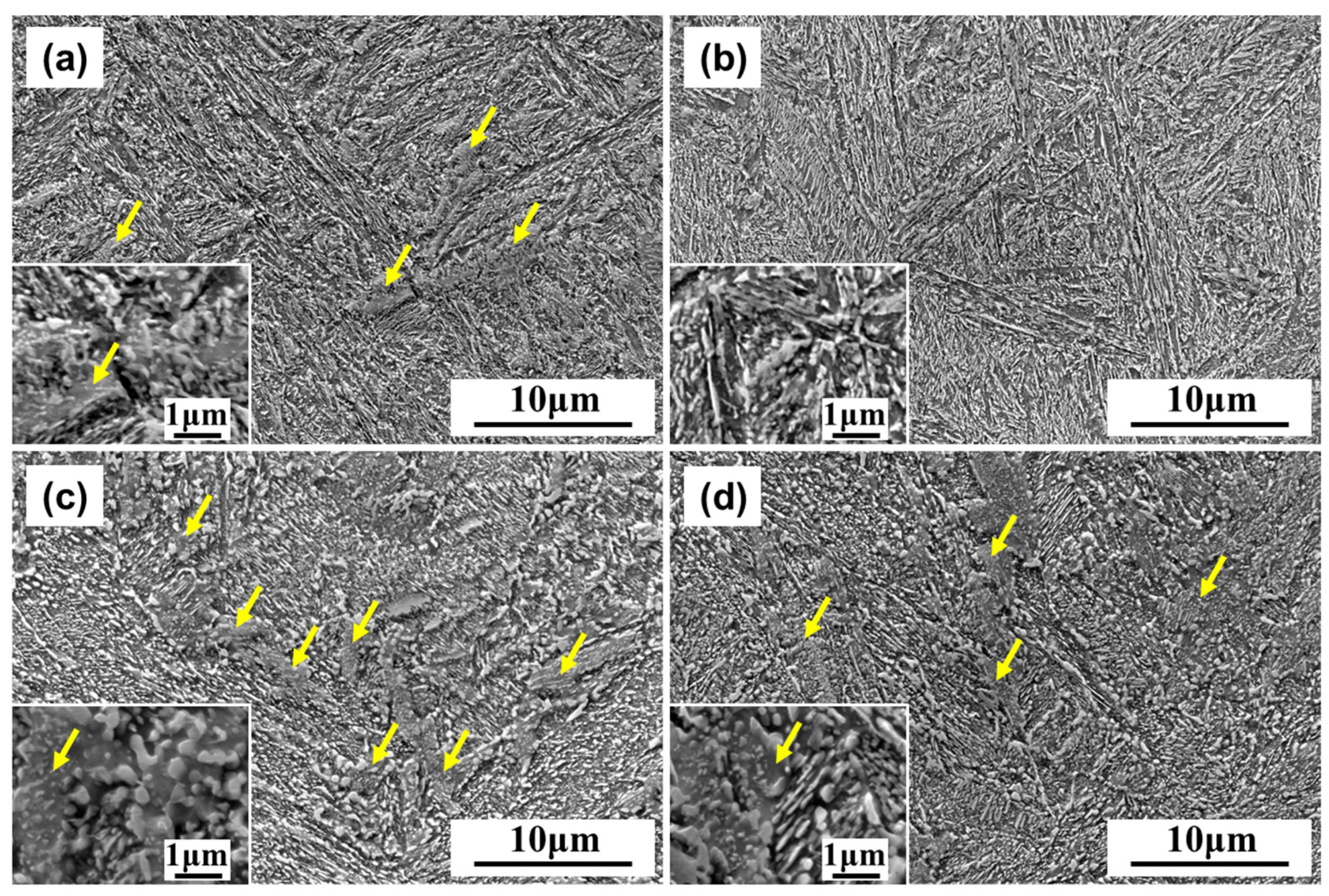
- The HMF slowed down the growth of the TS structures at the stage of high-temperature tempering, which is attributed to the decrease in diffusivity in the HMF.
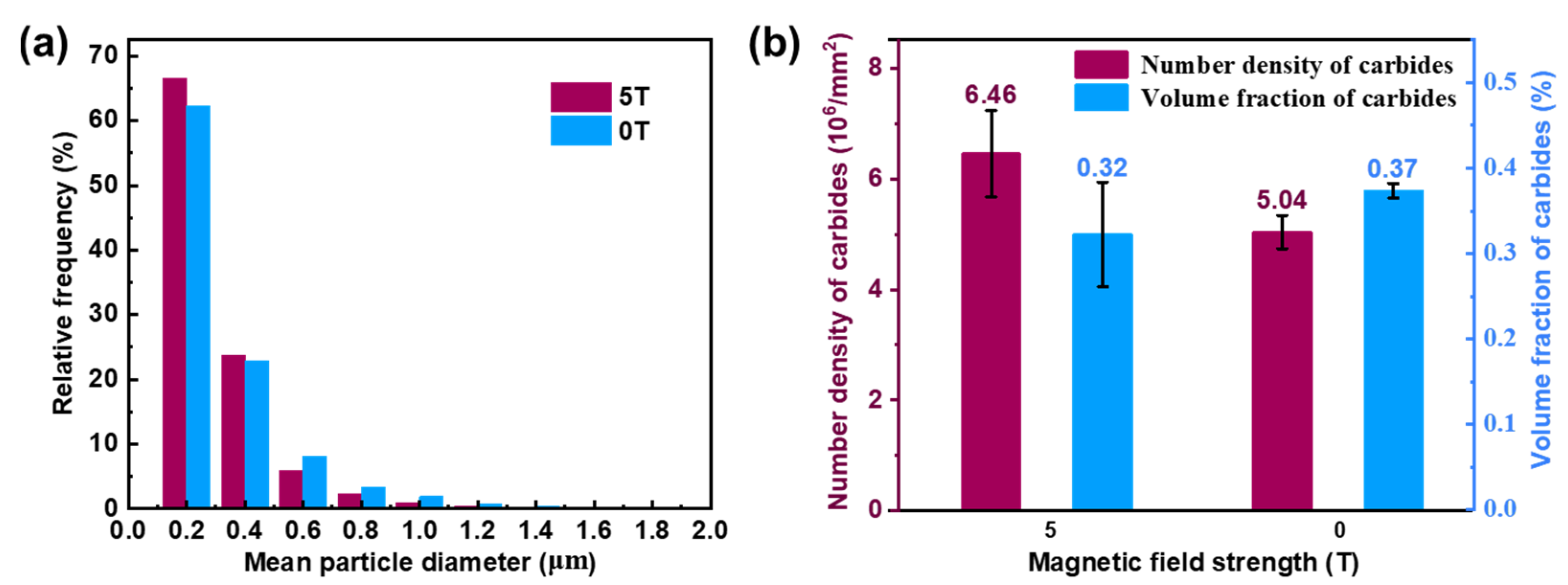
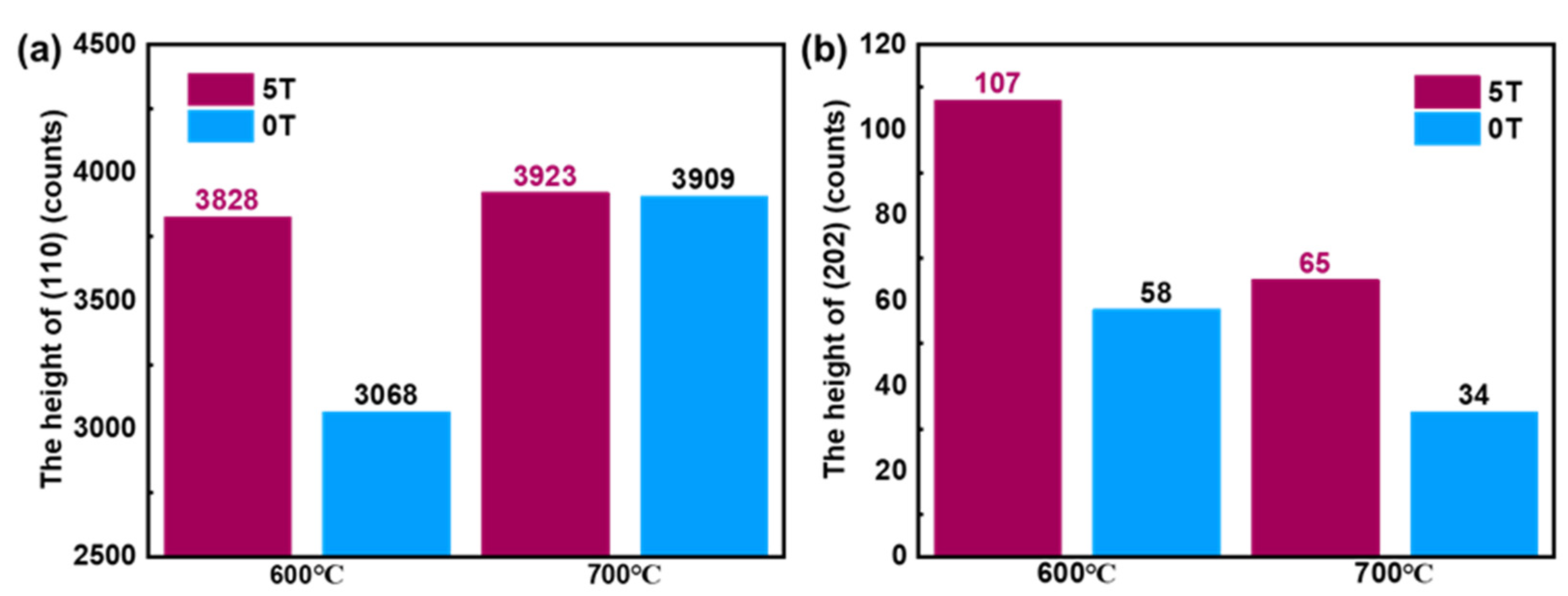
- During high-temperature tempering, the HMF increased the density of carbides and reduced the average size and volume fraction of carbides. It is shown that the HMF reduces the nucleation barrier of carbides and promotes the density of carbides. Additionally, the hinderance of the HMF to diffusion leads to the smaller mean size and volume fraction of carbides.
- During high-temperature tempering, the dislocation density of the sample in the HMF increased. With the application of the HMF, the density of carbides increases. The average interparticle distance decreases, dislocations accumulate in front of carbides, and thus the dislocation density increases.
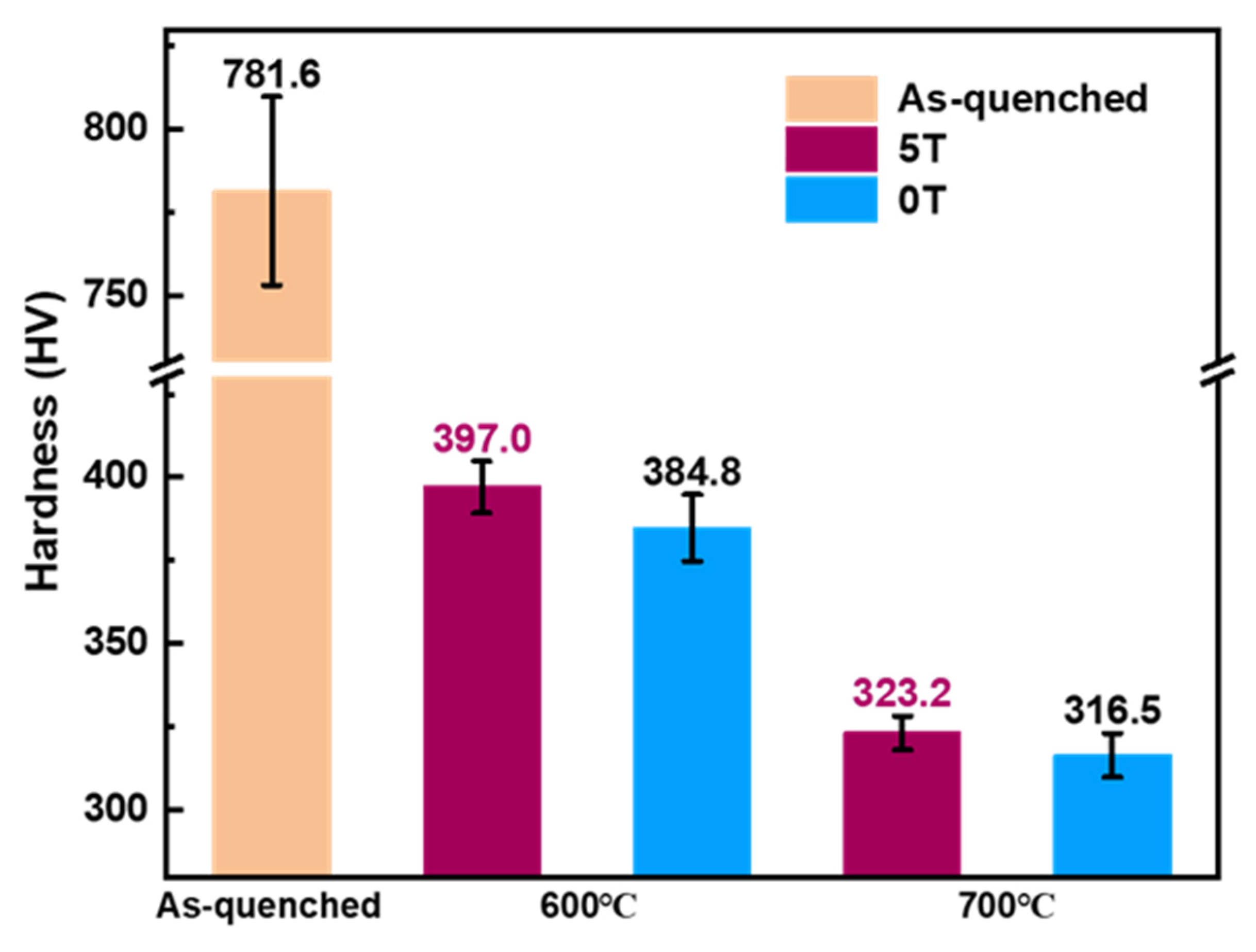
- The HMF in combination with high-temperature tempering leads to a higher Vickers hardness, which is due to the increase in the dislocation density and the refinement of carbides.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar]
- Fu, J. Microstructure and corrosion behavior of hot-rolled GCr15 bearing steel. Appl. Phys. A 2016, 122, 416. [Google Scholar] [CrossRef]
- Chen, Q.W.; Zhu, G.H.; Cao, S.M.; Zhao, A.M. Quick Spherodizing in GCr15 Steel by Mechanism of Divorced Eutectoid. Adv. Mater. Res. 2011, 295–297, 515–519. [Google Scholar] [CrossRef]
- Qian, D.S.; Yang, J.; Mao, H.J.; Hua, L. Experiment study on warm ring rolling of 52100 bearing steel coupling microstructure spheroidisation. In Proceedings of the International Conference on the Technology of Plasticity, ICTP 2017, Cambridge, UK, 17–22 September 2017. [Google Scholar]
- Zhang, M.-X.; Kelly, P. Crystallography of spheroidite and tempered martensite. Acta Mater. 1998, 46, 4081–4091. [Google Scholar] [CrossRef]
- Zhang, C.C.; Yi, X.L.; Yuan, Q.Q.; Wang, L. Microstructure and Mechanism of Three Spheroidizing Treatment for the Carbide of GCr15 Steel. Adv. Mater. Res. 2012, 476–487, 351–356. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. Evolution of phases during tempering of P91 steel at 760 for varying tempering time and their effect on microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 664, 58–74. [Google Scholar] [CrossRef]
- Su, S.; Song, R.; Chen, C.; Wang, J.; Zhang, Y. The novel process of spheroidizing-critical annealing used to optimize the properties of carburized steel and its effect on hardening mechanism of quenching and tempering. Mater. Sci. Eng. A 2019, 765, 138322. [Google Scholar] [CrossRef]
- Schino, A.D. Analysis of phase transformation in high strength low alloyed steels. Metalurgija 2017, 56, 349–352. [Google Scholar]
- Tong, Z.; Zhou, G.; Zheng, W.; Zhang, H.; Zhou, H.; Sun, X. Effects of Heat Treatment on the Microstructure and Mechanical Properties of a Novel H-Grade Sucker Rod Steel. Metals 2022, 12, 294. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. Effect of normalizing temperature on microstructural stability and mechanical properties of creep strength enhanced ferritic P91 steel. Mater. Sci. Eng. A 2016, 657, 173–184. [Google Scholar] [CrossRef]
- Kim, K.-H.; Park, S.-D.; Kim, J.-H.; Bae, C.-M. Role of spheroidized carbides on the fatigue life of bearing steel. Met. Mater. Int. 2012, 18, 917–921. [Google Scholar] [CrossRef]
- Joo, H.D.; Kim, S.U.; Shin, N.S.; Koo, Y.M. An effect of high magnetic field on phase transformation in Fe–C system. Mater. Lett. 2000, 43, 225–229. [Google Scholar] [CrossRef]
- Ludtka, G.M.; Jaramillo, R.A.; Kisner, R.A.; Nicholson, D.M.; Wilgen, J.B.; Mackiewicz-Ludtka, G.; Kalu, P.N. In situ evidence of enhanced transformation kinetics in a medium carbon steel due to a high magnetic field. Scr. Mater. 2004, 51, 171–174. [Google Scholar] [CrossRef]
- Zhang, Y.; He, C.; Zhao, X.; Zuo, L.; Esling, C. Thermodynamic and kinetic characteristics of the austenite-to-ferrite transformation under high magnetic field in medium carbon steel. J. Magn. Magn. Mater. 2005, 294, 267–272. [Google Scholar] [CrossRef]
- Shimizu, K.I.; Kakeshita, T. Effect of magnetic fields on martensitic transformations in ferrous alloys and steels. ISIJ Int. 1989, 29, 97–116. [Google Scholar] [CrossRef]
- Choi, J.-Y.; Fukuda, T.; Kakeshita, T. Effect of magnetic field on isothermal martensitic transformation in a sensitized SUS304 austenitic stainless steel. J. Alloys Compd. 2013, 577, S605–S608. [Google Scholar] [CrossRef]
- Chen, J.H.; Zhou, X.L.; Meng, L.; Liu, W. Inner Connection of Bainite and Pearlite Transformation in Steels. Adv. Mater. Res. 2014, 900, 64–67. [Google Scholar] [CrossRef]
- Dong, B.Q.; Hou, T.P.; Wu, K.M.; You, Z.Q.; Li, Z.H.; Zhang, G.H.; Lin, H.F. Low-temperature nanostructured bainite transformation: The effect of magnetic field. Mater. Lett. 2019, 240, 66–68. [Google Scholar] [CrossRef]
- Ohtsuka, H.; Hao, X.J.; Wada, H. Effects of Magnetic Field and Prior Austenite Grain Size on the Structure Formed by Reverse Transformation from Lath Martensite to Austenite in an Fe-0.4C Alloy. Mater. Trans. 2005, 44, 7–15. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Wang, S.; Zhang, Y.; Esling, C.; Zhao, X.; Zuo, L. Carbon-content dependent effect of magnetic field on austenitic decomposition of steels. J. Magn. Magn. Mater. 2012, 324, 1385–1390. [Google Scholar] [CrossRef]
- Zhang, Y.; He, C.; Zhao, X.; Zuo, L.; Esling, C.; He, J. New microstructural features occurring during transformation from austenite to ferrite under the kinetic influence of magnetic field in a medium carbon steel. J. Magn. Magn. Mater. 2004, 284, 287–293. [Google Scholar] [CrossRef]
- Zhang, Y.D.; Esling, C.; Gong, M.L.; Vincent, G.; Zhao, X.; Zuo, L. Microstructural features induced by a high magnetic field in a hypereutectoid steel during austenitic decomposition. Scr. Mater. 2006, 54, 1897–1900. [Google Scholar] [CrossRef]
- Zhang, X.X.; Zhang, Y.D.; Gong, M.L.; Esling, C.; Zhao, X.; Zuo, L. Effects of a High Magnetic Field on Austenite Decomposition in High Purity Fe-1.1C (wt.%) Alloy. Mater. Sci. Forum 2011, 702–703, 60–63. [Google Scholar] [CrossRef]
- Hou, T.P.; Wu, K.M.; He, G. Effect of tempering temperature on carbide precipitation behaviours in high strength low alloy steel under high magnetic field. Mater. Sci. Technol. 2014, 30, 900–905. [Google Scholar] [CrossRef]
- Wu, G.H.; Hou, T.P.; Wu, K.M.; Chen, L. Influence of high magnetic field on carbides and the dislocation density during tempering of high Chromium-containing steel. J. Magn. Magn. Mater. 2019, 479, 43–49. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.; Hua, L.; Mao, H.; Xie, L.; Song, X.; Dong, Z. Effect of high magnetic field on the microstructure evolution and mechanical properties of M50 bearing steel during tempering. Mater. Sci. Eng. A 2020, 771, 138623. [Google Scholar] [CrossRef]
- Hou, T.P.; Li, Y.; Wu, K.M. Effect of high magnetic field on alloy carbide precipitation in an Fe–C–Mo alloy. J. Alloys Compd. 2012, 527, 240–246. [Google Scholar] [CrossRef]
- Wu, G.; Hou, T.; Li, Z.; Chen, L.; Lin, H.; Wu, K. Effect of high magnetic field on the recovery of tempered martensite. Prog. Nat. Sci. Mater. Int. 2020, 30, 134–137. [Google Scholar] [CrossRef]
- Samuel, F.; Hussein, A. Tempering of medium-and high-carbon martensites. Metallography 1982, 15, 391–408. [Google Scholar] [CrossRef]
- Ungar, T.; Dragomir, I.; Revesz, A.; Borbely, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; He, S.; Fan, Y.; Engelhardt, H.; Jia, S.; Xuan, W.; Li, X.; Zhong, Y.; Ren, Z. Enhanced diffusivity in Ni-Al system by alternating magnetic field. Appl. Phys. Lett. 2017, 110, 074102. [Google Scholar] [CrossRef]
- Das Bakshi, S.; Sinha, D.; Ghosh Chowdhury, S. Anisotropic broadening of XRD peaks of α′-Fe: Williamson-Hall and Warren-Averbach analysis using full width at half maximum (FWHM) and integral breadth (IB). Mater. Charact. 2018, 142, 144–153. [Google Scholar] [CrossRef]
- Ungar, T.; Borbely, A. The effect of dislocation contrast on X-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173–3175. [Google Scholar] [CrossRef]
- Kunieda, T.; Nakai, M.; Murata, Y.; Koyama, T.; Morinaga, M. Estimation of the system free energy of martensite phase in an Fe-Cr-C ternary alloy. ISIJ Int. 2005, 45, 1909–1914. [Google Scholar] [CrossRef] [Green Version]
- HajyAkbary, F.; Sietsma, J.; Böttger, A.J.; Santofimia, M.J. An improved X-ray diffraction analysis method to characterize dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar] [CrossRef]
- Yadav, S.; EI-Tahawy, M.; Kalácska, S.; Dománková, M.; Yubero, D.C.; Poletti, M.C. Characterizing dislocation configurations and their evolution during creep of a new 12% Cr steel. Mater. Charact. 2017, 134, 387–397. [Google Scholar] [CrossRef]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the Dislocation Density in Martensitic Steels Evaluated by Some X-ray Diffraction Methods. ISIJ Int. 2010, 50, 875–882. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, T.; Suzuki, Y.; Tanii, S.; Oikawa, H. The effects of magnetic annealing on recrystallization and grain-boundary character distribution (GBCD) in iron-cobalt alloy polycrystals. Philos. Mag. Lett. 1990, 62, 9–17. [Google Scholar] [CrossRef]
- He, C.S.; Zhang, Y.D.; Zhao, X.; Zuo, L.; Esling, C. Effects of a High Magnetic Field on Microstructure and Texture Evolution in a Cold-rolled Interstitial-Free (IF) Steel Sheet during Annealing. Adv. Eng. Mater. 2006, 5, 579–583. [Google Scholar] [CrossRef]
- Zhang, Y.; Gey, N.; He, C.; Zhao, X.; Zuo, L.; Esling, C. High temperature tempering behaviors in a structural steel under high magnetic field. Acta Mater. 2004, 52, 3467–3474. [Google Scholar] [CrossRef]
- Li, C.; Yuan, Z.; Guo, R.; Xuan, W.; Ren, Z.; Zhong, Y.; Li, X.; Wang, H.; Wang, Q. Reaction diffusion in Ni–Al diffusion couples in steady magnetic fields. J. Alloys Compd. 2015, 641, 7–13. [Google Scholar] [CrossRef]
- Li, C.; Yuan, Z.; Fan, Y.; He, S.; Xuan, W.; Li, X.; Zhong, Y.; Ren, Z. Microstructure and mechanical properties of a Ni-based superalloy after heat treatment in a steady magnetic field. J. Mater. Process. Technol. 2017, 246, 176–184. [Google Scholar] [CrossRef]
- Feng, L. Effect of Alloying Elements and High Magnetic Field on Pearlite Transformation and Micro-Structure of High Carbon Steel. Ph.D. Thesis, Wuhan University of Science and Technology, Wuhan, China, 2021. [Google Scholar]
- Hou, T.P.; Li, Y.; Zhang, J.J.; Wu, K.M. Effect of magnetic field on the carbide precipitation during tempering of a molybdenum-containing steel. J. Magn. Magn. Mater. 2012, 324, 857–861. [Google Scholar] [CrossRef]
- He, S. Research of Tempering Behavior of Retained Austenite in High C-High Cr Tool Steel. Master’s Thesis, Wuhan University of Science and Technology, Wuhan, China, 2015. [Google Scholar]
- Cullity, B.; Graham, C. Introduction to Magnetic Materials, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008; p. 148. [Google Scholar]
- Krauss, G. Tempering of martensite in carbon steels. In Phase Transformations in Steels; Pereloma, E., Edmonds, D.V., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 126–150. [Google Scholar]
- Zurutuza, I.; Isasti, N.; Detemple, E.; Schwinn, V.; Mohrbacher, H.; Uranga, P. Toughness property control by Nb and Mo additions in high-strength quenched and tempered boron steels. Metals 2021, 11, 95. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Cementite. Int. Mater. Rev. 2019, 65, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Kamikawa, N.; Hirohashi, M.; Sato, Y.; Chandiran, E.; Miyamoto, G.; Furuhara, T. Tensile Behavior of Ferrite-martensite Dual Phase Steels with Nano-precipitation of Vanadium Carbides. ISIJ Int. 2015, 55, 1781–1790. [Google Scholar] [CrossRef] [Green Version]
- Silva, R.A.; Pinto, A.L.; Kuznetsov, A.; Bott, I.S. Precipitation and grain size effects on the tensile strain-hardening exponents of an API X80 steel pipe after high-frequency hot-induction bending. Metals 2018, 8, 168. [Google Scholar] [CrossRef] [Green Version]
- Xiang, Y.; Cheng, L.-T.; Srolovitz, D.J.; Weinan, E. A level set method for dislocation dynamics. Acta Mater. 2003, 51, 5499–5518. [Google Scholar] [CrossRef]
- Huang, K.; Marthinsen, K.; Zhao, Q.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar] [CrossRef]
- Szajewski, B.; Pavia, F.; Curtin, W. Robust atomistic calculation of dislocation line tension. Modell. Simul. Mater. Sci. Eng. 2015, 23, 085008. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Hu, Z.; Schmauder, S.; Zhang, B.; Wang, Z. Low cycle fatigue properties and microstructure of P92 ferritic-martensitic steel at room temperature and 873 K. Mater. Charact. 2019, 157, 109923. [Google Scholar] [CrossRef]
- Li, Z.; Hou, T.; Wu, G.; Wu, K.; Lin, H. Thermodynamic Analysis for the Magnetic-Field-Induced Precipitation Behaviours in Steels. Metals 2019, 9, 909. [Google Scholar] [CrossRef] [Green Version]
- Yin, J.; Umemoto, M.; Liu, Z.G.; Tsuchiya, K. Formation mechanism and annealing behavior of nanocrystalline ferrite in pure Fe fabricated by ball milling. ISIJ Int. 2001, 41, 1389–1396. [Google Scholar] [CrossRef]
- Takaki, S.; Masumura, T.; Tsuchiyama, T. Dislocation characterization by the direct-fitting/modified Williamson–Hall (DF/mWH) method in cold worked ferritic steel. ISIJ Int. 2019, 59, 567–572. [Google Scholar] [CrossRef] [Green Version]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mn | Si | P | S | Cu | V | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.95 | 1.55 | 0.40 | 0.26 | 0.006 | 0.001 | 0.049 | 0.004 | 0.007 | Bal. |
| Fitting Function | (h k l) | As-Quenched | 600 °C-5 T | 600 °C-0 T | 700 °C-5 T | 700 °C-0 T | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| θ | FWHM | θ | FWHM | θ | FWHM | θ | FWHM | θ | FWHM | ||
| Pseudo-Voigt | 110 | - | - | 44.73 | 0.14 | 44.73 | 0.14 | 44.71 | 0.12 | 44.70 | 0.12 |
| 200 | - | - | 65.07 | 0.23 | 65.10 | 0.27 | 65.07 | 0.25 | 65.03 | 0.26 | |
| 211 | - | - | 82.40 | 0.25 | 82.38 | 0.23 | 82.38 | 0.22 | 82.38 | 0.21 | |
| 220 | - | - | 98.97 | 0.30 | 98.97 | 0.25 | 98.97 | 0.25 | 98.98 | 0.24 | |
| Lorentzian | 110 | 44.11 | 1.42 | 44.72 | 0.13 | 44.73 | 0.13 | 44.71 | 0.11 | 44.70 | 0.12 |
| 200 | 65.15 | 1.09 | 65.06 | 0.23 | 65.07 | 0.24 | 65.03 | 0.21 | 65.00 | 0.22 | |
| 211 | 79.57 | 0.17 | 82.38 | 0.24 | 82.37 | 0.24 | 82.36 | 0.20 | 82.36 | 0.20 | |
| 220 | 96.65 | 0.23 | 98.96 | 0.28 | 98.97 | 0.25 | 98.95 | 0.23 | 98.96 | 0.23 | |
| Material State | Lorentzian | Pseudo-Voigt |
|---|---|---|
| As-quenched | 149.96 | - |
| 600 °C-5 T | 3.01 | 3.03 |
| 600 °C-0 T | 2.36 | 2.17 |
| 700 °C-5 T | 1.99 | 2.78 |
| 700 °C-0 T | 1.97 | 2.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Chen, S.; Zhu, F.; Huang, C.; Zhang, Z.; Xuan, W.; Wang, J.; Ren, Z. Effect of High Magnetic Field in Combination with High-Temperature Tempering on Microstructures and Mechanical Properties of GCr15 Bearing Steel. Metals 2022, 12, 1293. https://doi.org/10.3390/met12081293
Li Y, Chen S, Zhu F, Huang C, Zhang Z, Xuan W, Wang J, Ren Z. Effect of High Magnetic Field in Combination with High-Temperature Tempering on Microstructures and Mechanical Properties of GCr15 Bearing Steel. Metals. 2022; 12(8):1293. https://doi.org/10.3390/met12081293
Chicago/Turabian StyleLi, Yongcheng, Siyu Chen, Fuhai Zhu, Chenglin Huang, Zhenqiang Zhang, Weidong Xuan, Jiang Wang, and Zhongming Ren. 2022. "Effect of High Magnetic Field in Combination with High-Temperature Tempering on Microstructures and Mechanical Properties of GCr15 Bearing Steel" Metals 12, no. 8: 1293. https://doi.org/10.3390/met12081293