
Mechanical Activation-Assisted Solid-State Aluminothermic Reduction of CuO Powders for In-Situ Copper Matrix Composite Fabrication



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- The results indicated that 150 min of ball milling could lead to a complete thermite reaction with resultant products of Al2O3 and Al2Cu phases. However, aluminothermy was not mechanically activated in shorter times.
- DTA results showed that, using high-energy ball milling, subsequent ignition temperature during the sintering process decreased to lower temperatures.
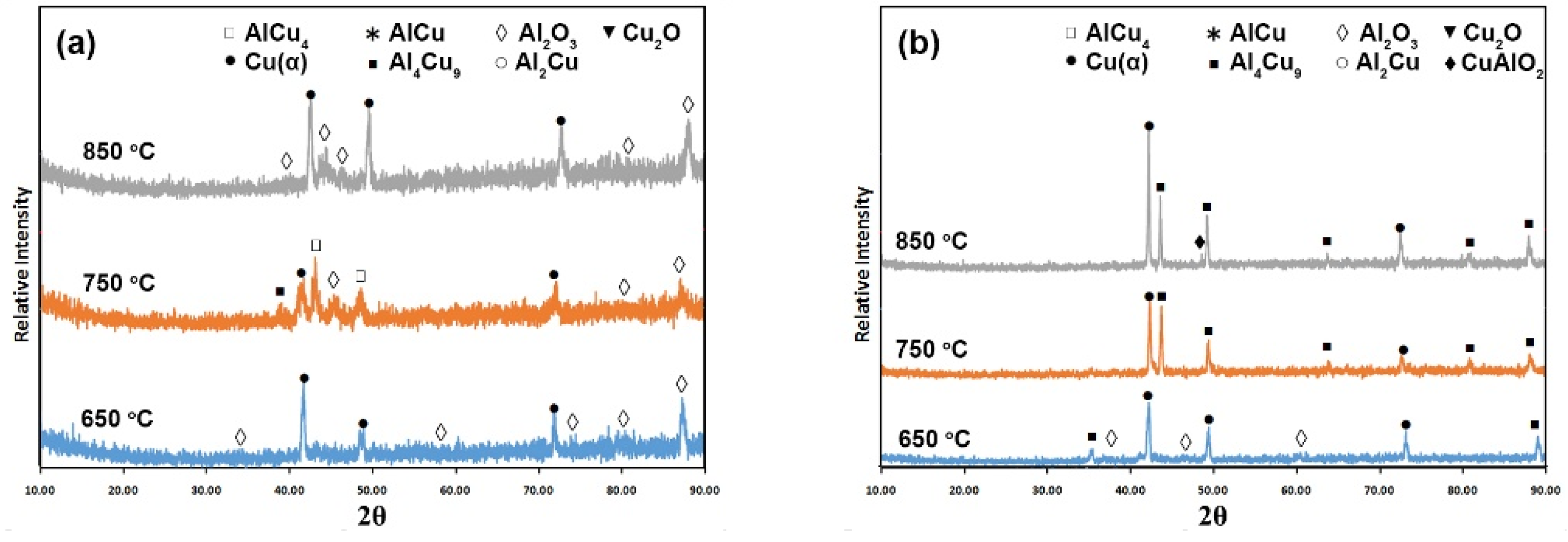
- A eutectoid phase comprising Al4Cu9 and Cu solid solution and the Al oxide phase was observed in sintered samples.
- Density measurement evaluations showed a swelling phenomenon that was more significant at higher sintering temperatures. Swelling decreased in samples prepared from flattened and angular ball-milled powders.
- In-situ reinforcing phases in samples that experienced thermally assisted thermite reaction led to superior hardness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chawla, K.K. Composite Materials: Science and Engineering; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Huang, Z.; Yang, B.; Cui, H.; Duan, X.; Zhang, J. Microstructure of designed Al matrix composites reinforced by combining in situ alloying elements and Al2O3 (p). J. Mater. Sci. Lett. 2001, 20, 1749–1751. [Google Scholar] [CrossRef]
- Chaudhury, S.; Singh, A.; Sivaramakrishnan, C.; Panigrahi, S. Preparation and thermomechanical properties of stir cast Al-2Mg-11TiO2 (rutile) composite. Bull. Mater. Sci. 2004, 27, 517–521. [Google Scholar] [CrossRef] [Green Version]
- Azimi-Roeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Švec, P. Reactive mechanism and mechanical properties of in-situ hybrid nano-composites fabricated from an Al–Fe2O3 system by friction stir processing. Mater. Charact. 2017, 127, 279–287. [Google Scholar] [CrossRef]
- AzimiRoeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Lotfian, S. Mechanical and microstructural characterisation of hybrid aluminum nanocomposites synthesised from an Al–Fe3O4 system by friction stir processing. Met. Mater. Int. 2020, 26, 1441–1453. [Google Scholar] [CrossRef]
- Guo, S.; Zhang, X.; Shi, C.; Zhao, D.; Liu, E.; He, C.; Zhao, N. Comprehensive performance regulation of Cu matrix composites with graphene nanoplatelets in situ encapsulated Al2O3 nanoparticles as reinforcement. Carbon 2022, 188, 81–94. [Google Scholar] [CrossRef]
- Rashidi, K.; Moazami-Goudarzi, M.; Masoudi, A. Powder processing, characterisation and mechanical properties of Al/GNP composites. Mater. Chem. Phys. 2020, 256, 123719. [Google Scholar] [CrossRef]
- Reddy, B.; Das, K.; Das, S. A review on the synthesis of in situ aluminum based composites by thermal, mechanical and mechanical–thermal activation of chemical reactions. J. Mater. Sci. 2007, 42, 9366–9378. [Google Scholar] [CrossRef]
- Chen, Z.-C.; Takeda, T.; Ikeda, K. Microstructural evolution of reactive-sintered aluminum matrix composites. Compos. Sci. Technol. 2008, 68, 2245–2253. [Google Scholar] [CrossRef]
- Odhiambo, J.O.; Yoshida, M.; Otsu, A.; Yi, L.-F.; Onda, T.; Chen, Z.-C. Microstructure and tensile properties of in-situ synthesised and hot-extruded aluminum-matrix composites reinforced with hybrid submicron-sized ceramic particles. J. Compos. Mater. 2022, 56, 1987–2001. [Google Scholar] [CrossRef]
- Corbin, N.; McCauley, J. Self-Propagating High-Temperature Synthesis (SHS): Current Status and Future Prospects. Final Report; US Department of Energy Office of Scientific and Technical Information: Oak Ridge, TN, USA, 1986. [Google Scholar]
- Rong, X.; Zhao, D.; He, C.; Shi, C.; Liu, E.; Zhao, N. Revealing the strengthening and toughening mechanisms of Al-CuO composite fabricated via in-situ solid-state reaction. Acta Mater. 2021, 204, 116524. [Google Scholar] [CrossRef]
- Rosa, R.; Veronesi, P.; Leonelli, C. 4—Use of combustion synthesis/self-propagating high- temperature synthesis (SHS) for the joining of similar/dissimilar materials. In Joining Processes for Dissimilar and Advanced Materials; Rakesh, P., Davim, J.P., Eds.; Woodhead Publishing: Sawston, UK, 2022; pp. 63–79. [Google Scholar]
- Matveev, A.; Promakhov, V.; Nikitin, P.; Babaev, A.; Vorozhtsov, A. Effect of Mechanical Activation of Al-Ti-B Powder Mixture on Phase Composition and Structure of Al-TiB2 Composite Materials Obtained by Self-Propagating High-Temperature Synthesis (SHS). Materials 2022, 15, 2668. [Google Scholar] [CrossRef]
- Mishra, S.K.; Pathak, L. Self-propagating high-temperature synthesis (SHS) of advanced high temperature materials. In Proceedings of the Indo-Malaysian Joint Workshop (WAM-2002), Jamshedpur, India, 12–13 March 2002; p. 107. [Google Scholar]
- Tjong, S.; Ma, Z. Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. R Rep. 2000, 29, 49–113. [Google Scholar] [CrossRef]
- Chen, G.; Sun, G.-X. Study on in situ reaction-processed Al–Zn/α-Al2O3 (p) composites. Mater. Sci. Eng. A 1998, 244, 291–295. [Google Scholar] [CrossRef]
- Roy, D.; Ghosh, S.; Basumallick, A.; Basu, B. Preparation of Ti-aluminide reinforced in situ aluminium matrix composites by reactive hot pressing. J. Alloy. Compd. 2007, 436, 107–111. [Google Scholar] [CrossRef]
- Wang, D.; Shi, Z.; Hao, K.; Froyen, L. Aluminothermic reduction of Cu++ in Al-CuO system. J. Adv. Mater. 2002, 34, 27–30. [Google Scholar]
- Blobaum, K.; Wagner, A.; Plitzko, J.; Van Heerden, D.; Fairbrother, D.; Weihs, T. Investigating the reaction path and growth kinetics in CuO x/Al multilayer foils. J. Appl. Phys. 2003, 94, 2923–2929. [Google Scholar] [CrossRef]
- Alam, S.N.; Sharma, N.; Panda, D.; Kumar, A.; Sampenga, D.; Sairam, A.; Sarky, V.; Krupateja, M. Mechanical milling of Al and synthesis of in-situ Al2O3 particles by mechanical alloying of Al-CuO system. J. Alloy. Compd. 2018, 753, 799–812. [Google Scholar] [CrossRef]
- Takacs, L. Self-sustaining reactions induced by ball milling. Prog. Mater. Sci. 2002, 47, 355–414. [Google Scholar] [CrossRef]
- Yang, B.; Sun, M.; Gan, G.; Xu, C.; Huang, Z.; Zhang, H.; Fang, Z.Z. In situ Al2O3 particle-reinforced Al and Cu matrix composites synthesised by displacement reactions. J. Alloy. Compd. 2010, 494, 261–265. [Google Scholar] [CrossRef]
- Dash, K.; Panda, S.; Ray, B. Process and progress of sintering behavior of Cu-Al2O3 composites. Emerg. Mater. Res. 2013, 2, 32–38. [Google Scholar] [CrossRef]
- Zhao, G.; Shi, Z.; Ta, N.; Ji, G.; Zhang, R. Effect of the heating rate on the microstructure of in situ Al2O3 particle-reinforced Al matrix composites prepared via displacement reactions in an Al/CuO system. Mater. Des. 2015, 66, 492–497. [Google Scholar] [CrossRef]
- Shengqi, X.; Xiaoyan, Q.; Mingliang, M.; Jingen, Z.; Xiulin, Z.; Xiaotian, W. Solid-state reaction of Al/CuO couple by high-energy ball milling. J. Alloy. Compd. 1998, 268, 211–214. [Google Scholar] [CrossRef]
- Arami, H.; Simchi, A.; Reihani, S.S. Mechanical induced reaction in Al–CuO system for in-situ fabrication of Al based nanocomposites. J. Alloy. Compd. 2008, 465, 151–156. [Google Scholar] [CrossRef]
- Venugopal, T.; Rao, K.P.; Murty, B. Synthesis of copper–alumina nanocomposite by reactive milling. Mater. Sci. Eng. A 2005, 393, 382–386. [Google Scholar] [CrossRef]
- Rajković, V.M.; Božić, D.; Popović, M.; Jovanović, M.T. The influence of powder particle size on properties of Cu-Al2O3 composites. Sci. Sinter. 2009, 41, 185–192. [Google Scholar] [CrossRef]
- Korać, M.; Kamberović, Ž.; Anđić, Z.; Filipović, M.; Tasić, M. Sintered materials based on copper and alumina powders synthesised by a novel method. Sci. Sinter. 2010, 42, 81–90. [Google Scholar] [CrossRef]
- Tash, M.M.; Mahmoud, E.R. Development of in-situ Al-Si/CuAl2 metal matrix composites: Microstructure, hardness, and wear behavior. Materials 2016, 9, 442. [Google Scholar] [CrossRef] [Green Version]
- Cao, H.; Zhan, Z.; Lv, X. Microstructure Evolution and Properties of an In-Situ Nano-Gd2O3/Cu Composite by Powder Metallurgy. Materials 2021, 14, 5021. [Google Scholar] [CrossRef]
- Liu, K.; Sheng, X.; Li, Q.; Zhang, M.; Han, N.; He, G.; Zou, J.; Chen, W.; Atrens, A. Microstructure and Strengthening Model of Cu–Fe In-Situ Composites. Materials 2020, 13, 3464. [Google Scholar] [CrossRef] [PubMed]
- Rajkovic, V.; Bozic, D.; Jovanovic, M.T. Effects of copper and Al2O3 particles on characteristics of Cu–Al2O3 composites. Mater. Des. 2010, 31, 1962–1970. [Google Scholar] [CrossRef]
- Soleimanpour, A.; Abachi, P.; Purazrang, K. Wear behaviour of in situ Cu–Al2O3 composites produced by internal oxidation of as cast alloys. Tribol. Mater. Surf. Interfaces 2009, 3, 125–131. [Google Scholar] [CrossRef]
- Hart, R.; Wonsiewicz, B.; Chin, G. High strength copper alloys by thermomechanical treatments. Metall. Trans. 1970, 1, 3163–3172. [Google Scholar] [CrossRef]
- Chrysanthou, A.; Erbaccio, G. Production of copper-matrix composites by in situ processing. J. Mater. Sci. 1995, 30, 6339–6344. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Petkov, V. Wear Analysis of an Advanced Al–Al2O3 Composite Infiltrated with a Tin-Based Alloy. Metals 2021, 11, 1692. [Google Scholar] [CrossRef]
- Stanev, L.; Kolev, M.; Drenchev, L. Enhanced Tribological Properties of an Advanced Al–Al2O3 Composite Infiltrated with a Tin-Based Alloy. J. Tribol. 2021, 143, 064502. [Google Scholar] [CrossRef]
- Hoffman, R.; Pan, W.-P. Measuring ΔH using TG—DTA and incorporating mass change into the result. Thermochim. Acta 1991, 192, 135–146. [Google Scholar] [CrossRef]
- Hoffman, R. Measuring ΔH Using DSC, TGA & DTA. Master′s Thesis, Western Kentucky University (WKU), Bowling Green, KY, USA, 1990. [Google Scholar]
- Deng, Z.; Yin, H.; Zhang, C.; Zhang, G.; Zhang, T.; Liu, Z.; Wang, H.; Qu, X. Sintering mechanism of Cu-9Al alloy prepared from elemental powders. Prog. Nat. Sci. Mater. Int. 2019, 29, 425–431. [Google Scholar] [CrossRef]
- Wang, X.; Dong, H.; Liu, J.; Qin, G.; Chen, D.; Zhang, E. In vivo antibacterial property of Ti-Cu sintered alloy implant. Mater. Sci. Eng. C 2019, 100, 38–47. [Google Scholar] [CrossRef] [PubMed]
- Ruiz, E.; Achim, V.; Soukane, S.; Trochu, F.; Bréard, J. Optimization of injection flow rate to minimise micro/macro-voids formation in resin transfer molded composites. Compos. Sci. Technol. 2006, 66, 475–486. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Milling Time (Min) | Sintering Temperature (°C) | Sample Code | |
|---|---|---|---|---|
| Milled Powders | After Sintering | |||
| 1 | 30 | 650 | C1 | C1T1 |
| 2 | 750 | C1T2 | ||
| 3 | 850 | C1T3 | ||
| 4 | 90 | 650 | C2 | C2T1 |
| 5 | 750 | C2T2 | ||
| 6 | 850 | C2T3 | ||
| 7 | 150 | 650 | C3 | C3T1 |
| 8 | 750 | C3T2 | ||
| 9 | 850 | C3T3 | ||
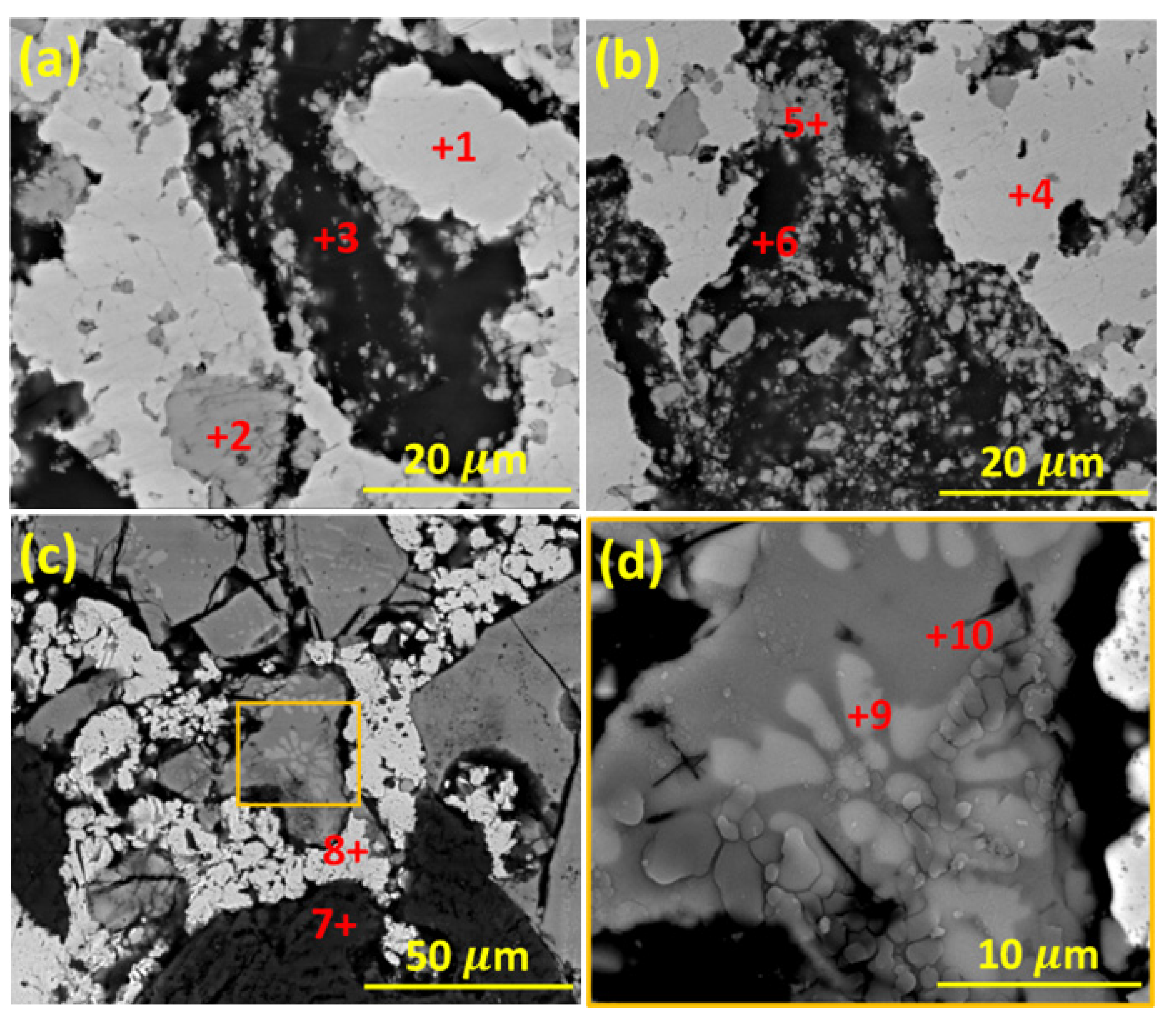
| Figure 5 | Point | Atomic Percent (%) | Phase | ||
|---|---|---|---|---|---|
| Cu | Al | O | |||
| a | 1 | 95.77 | 4.23 | - | Cu(α) |
| a | 2 | 65.06 | 2.93 | 32.01 | Cu2O |
| a | 3 | 3.15 | 96.24 | 0.62 | Al |
| b | 4 | 91.93 | 8.07 | - | Cu(α) |
| b | 5 | 38.4 | 4.54 | 57.06 | CuO |
| b | 6 | 0.91 | 94.55 | 4.54 | Al |
| c | 7 | 0.93 | 56.97 | 42.1 | Al2O3 |
| c | 8 | 94.46 | 3.24 | 2.3 | Cu(α) |
| d | 9 | 42.23 | 57.77 | - | Al3Cu2 |
| d | 10 | 33.91 | 66.09 | - | Al2Cu |
| Figure 7 | Point | Atomic Percent (%) | Phase | ||
|---|---|---|---|---|---|
| Cu | Al | O | |||
| a | 1 | 70.48 | 29.52 | - | Cu(α) |
| a | 2 | 16.36 | 41.67 | 41.98 | CuAl2O2 |
| a | 3 | 7.66 | 42.54 | 49.8 | CuAl4O5 |
| b | 4 | 69.52 | 30.48 | - | Al4Cu9 |
| b | 5 | 17.8 | 33.69 | 48.51 | Cu2Al3O5 |
| b | 6 | 23.88 | 37.35 | 38.77 | CuAl2O2 |
| c | 7 | 69.68 | 30.32 | - | Al4Cu9 |
| c | 8 | 77.44 | 22.56 | - | Cu(α) |
| c | 9 | 42.53 | 23.53 | 33.94 | Cu4Al2O3 |
| c | 10 | 35.58 | 26.82 | 37.61 | Cu7Al5O7 |
| d | 11 | 65.7 | 34.3 | - | Al4Cu9 |
| d | 12 | 73.09 | 26.91 | - | Cu(α) |
| e | 13 | 76.14 | 23.86 | - | Cu(α) |
| e | 14 | 35.58 | 29.83 | 34.59 | Cu7Al6O7 |
| e | 15 | 39.27 | 33.41 | 27.32 | Cu4Al3O3 |
| f | 16 | 65.41 | 34.59 | - | Al4Cu9 |
| f | 17 | 45.71 | 28.89 | 25.4 | CuAl2O2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arasteh, S.; Masoudi, A.; Abbasi, A.; Lotfian, S. Mechanical Activation-Assisted Solid-State Aluminothermic Reduction of CuO Powders for In-Situ Copper Matrix Composite Fabrication. Metals 2022, 12, 1292. https://doi.org/10.3390/met12081292
Arasteh S, Masoudi A, Abbasi A, Lotfian S. Mechanical Activation-Assisted Solid-State Aluminothermic Reduction of CuO Powders for In-Situ Copper Matrix Composite Fabrication. Metals. 2022; 12(8):1292. https://doi.org/10.3390/met12081292
Chicago/Turabian StyleArasteh, Sahand, Afshin Masoudi, Alireza Abbasi, and Saeid Lotfian. 2022. "Mechanical Activation-Assisted Solid-State Aluminothermic Reduction of CuO Powders for In-Situ Copper Matrix Composite Fabrication" Metals 12, no. 8: 1292. https://doi.org/10.3390/met12081292