
Numerical Simulation of the Electromagnetic Dross Removal Technology Applied in Zinc Pot of Hot-Dip Galvanizing Line

Abstract
:1. Introduction
2. Mathematical and Physical Model
2.1. Assumptions
- (1)
- Molten zinc was incompressible Newtonian fluids;
- (2)
- Molten zinc in zinc pot was homogeneous, and parameters such as density and viscosity are set to be constants;
- (3)
- The flow oscillation influence of molten zinc was not considered;
- (4)
- The influence of strip movement, sink roll rolling, and movement of the other components were not considered;
- (5)
- The influence of Joule heat generated by electromagnetic field was ignored;
- (6)
- The influence of molten zinc flow on the electromagnetic field was ignored.
2.2. Electromagnetic Model
2.3. Fluid Flow Model
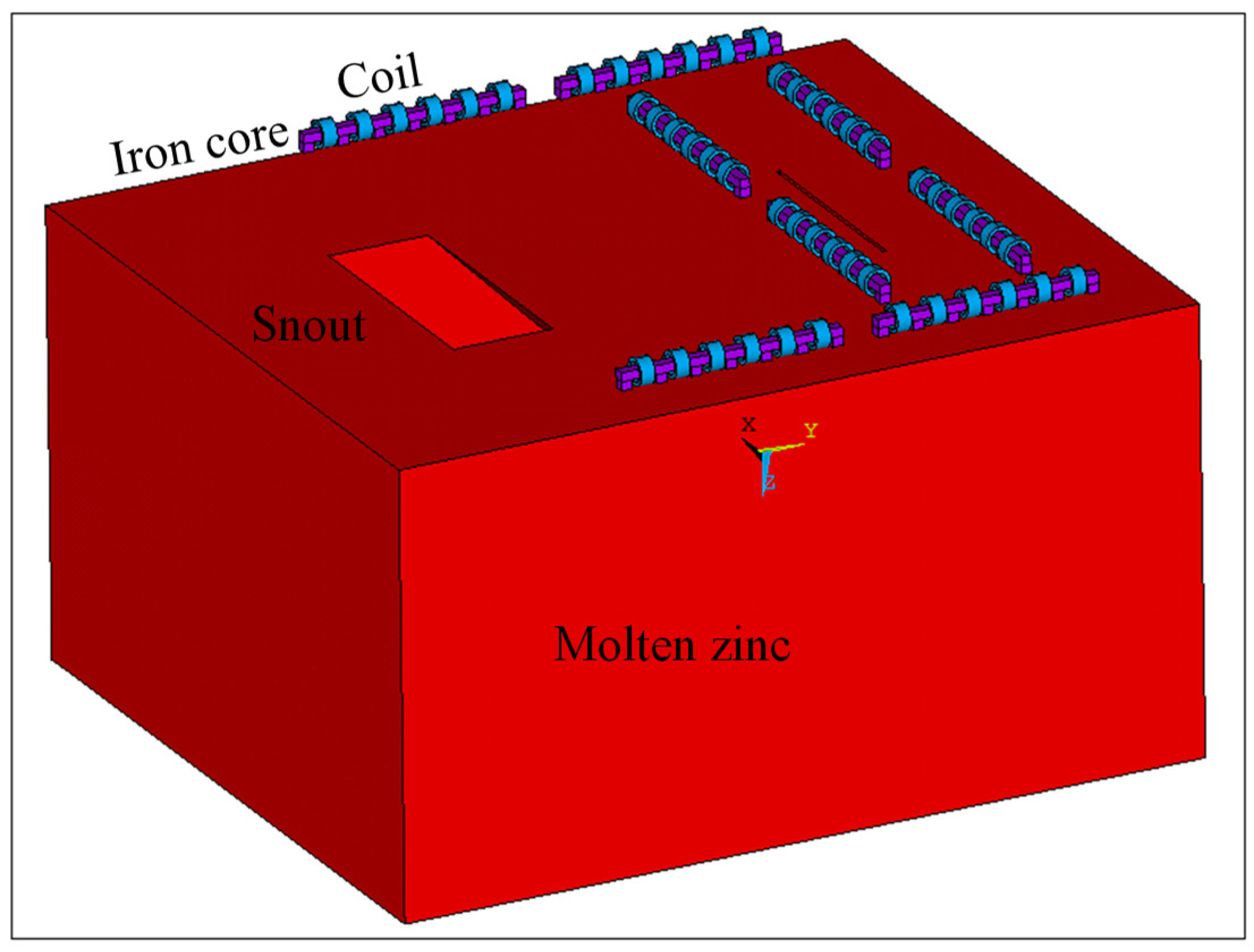
2.4. Geometrical Model and Boundary Conditions
2.4.1. Geometry Model
2.4.2. Boundary Conditions
3. Results and Discussion
3.1. Magnetic Field Distribution
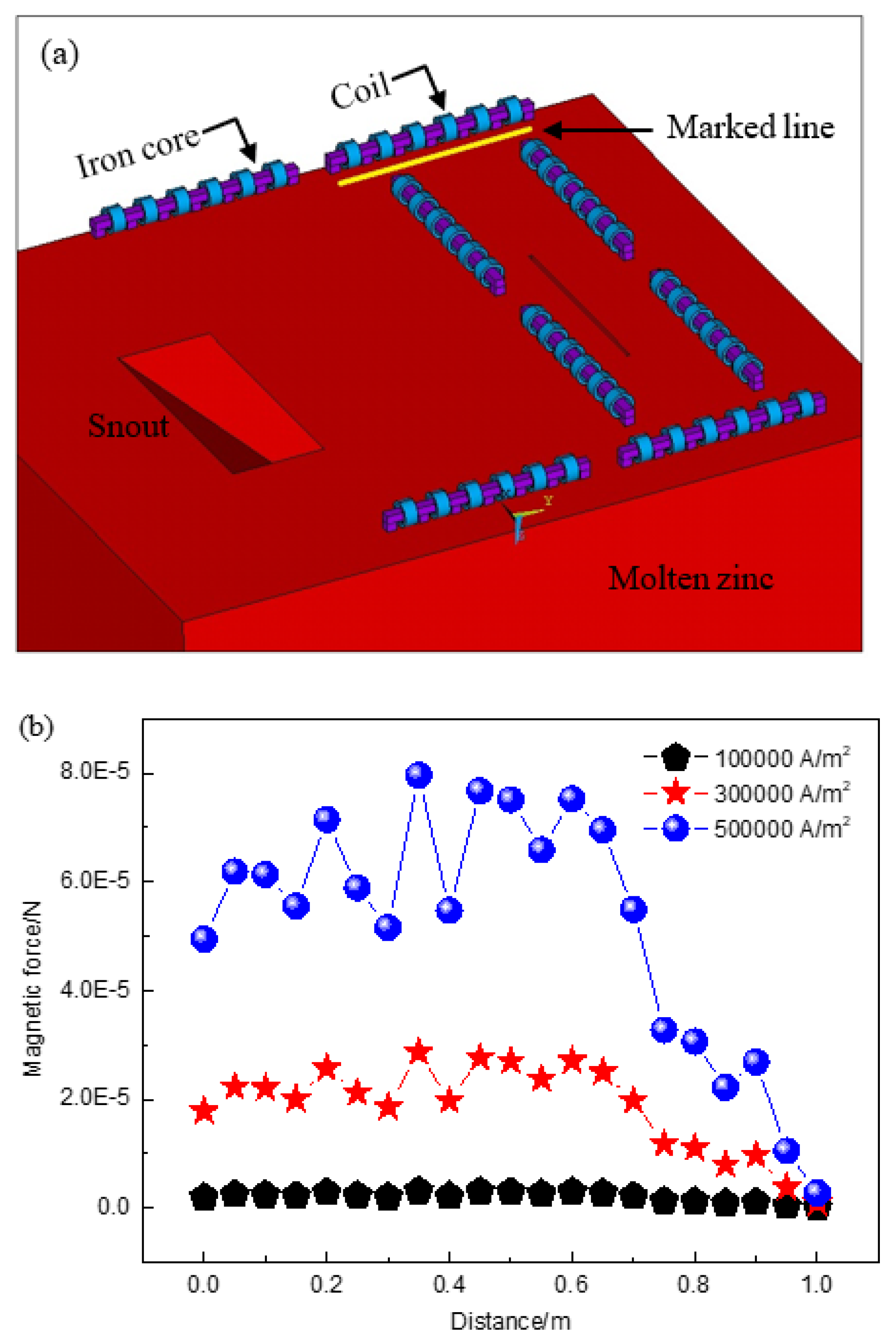
3.2. Effect of Current Density on Electromagnetic Force
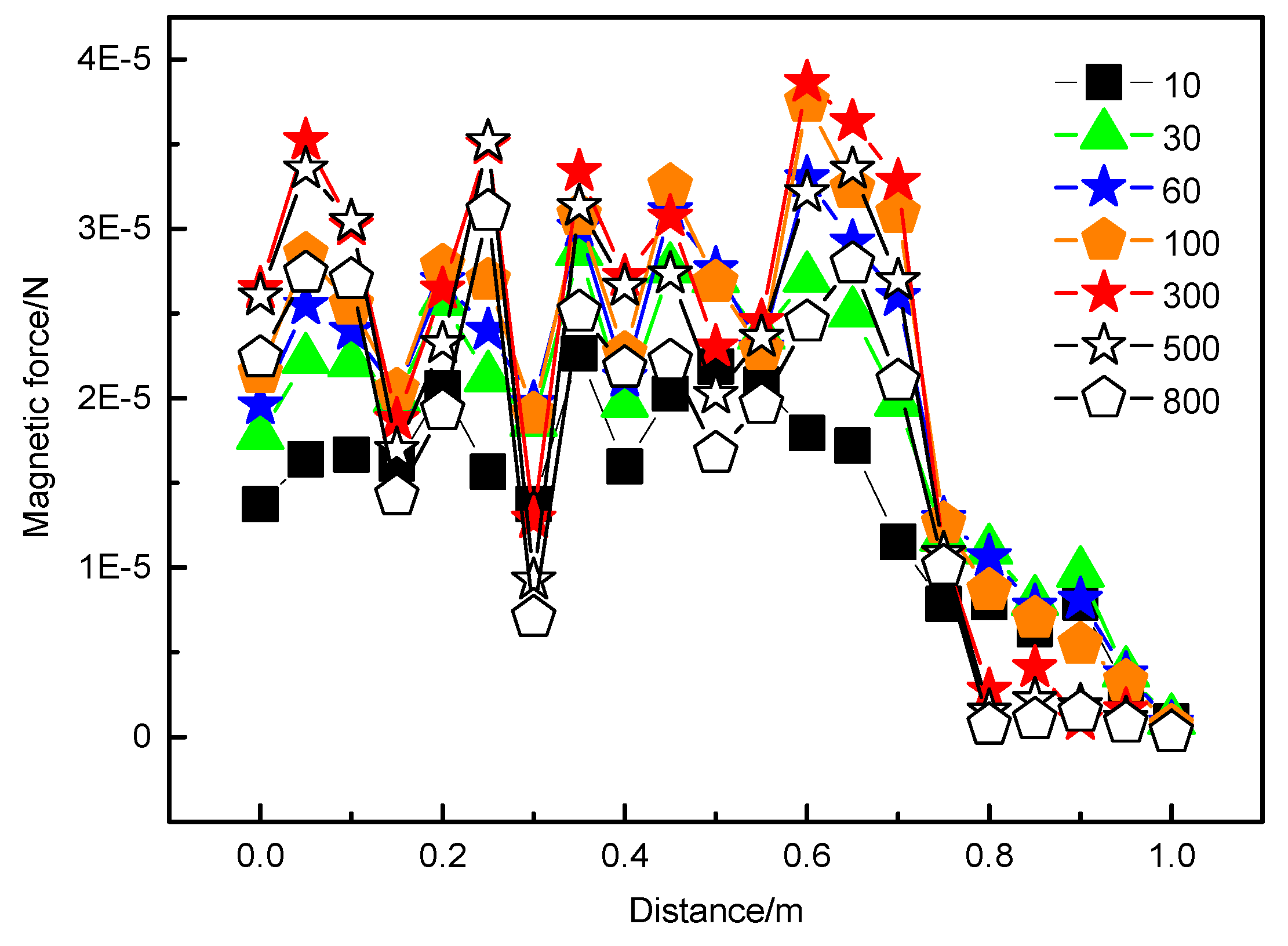
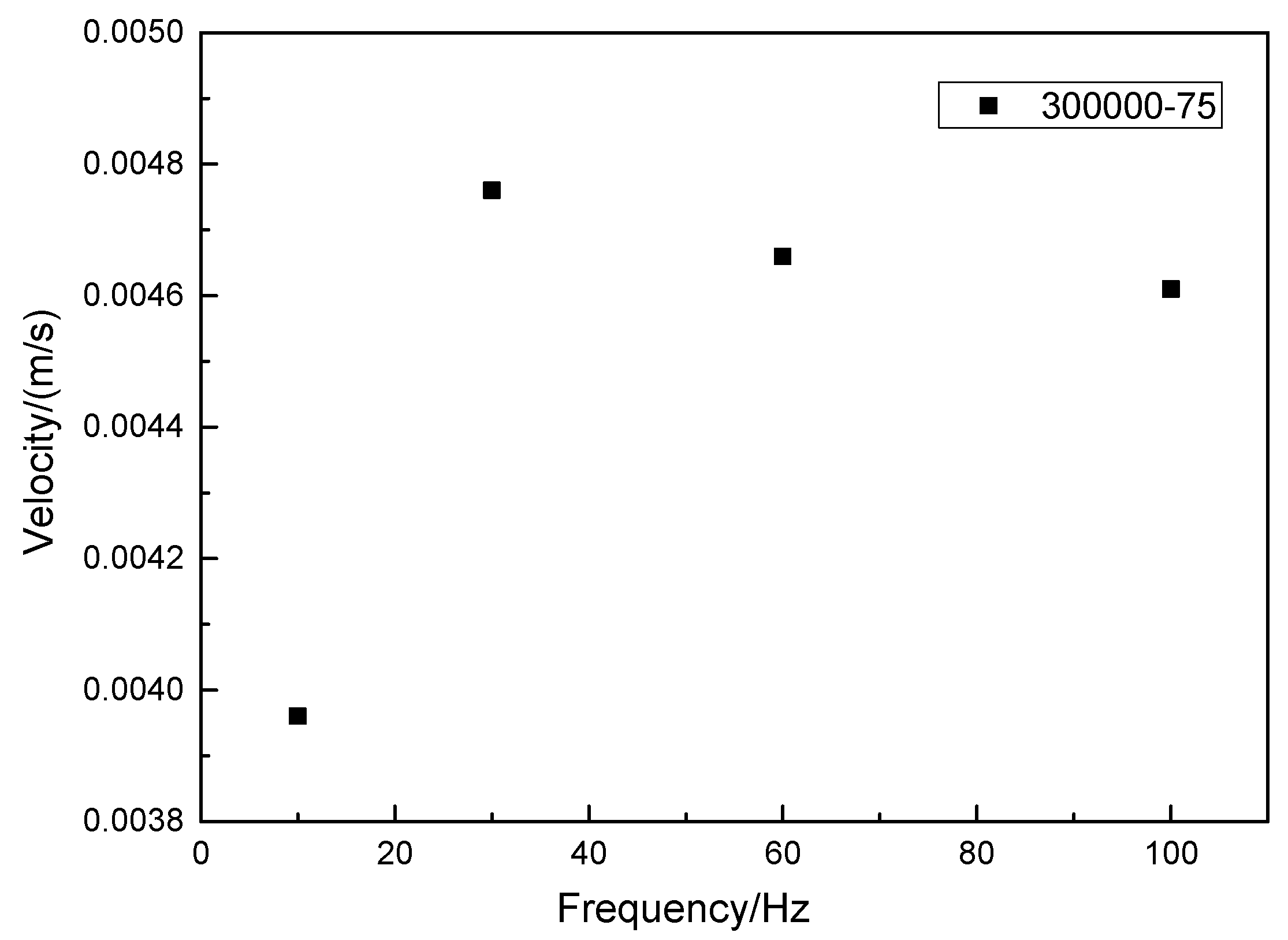
3.3. Effect of Frequency on Electromagnetic Force
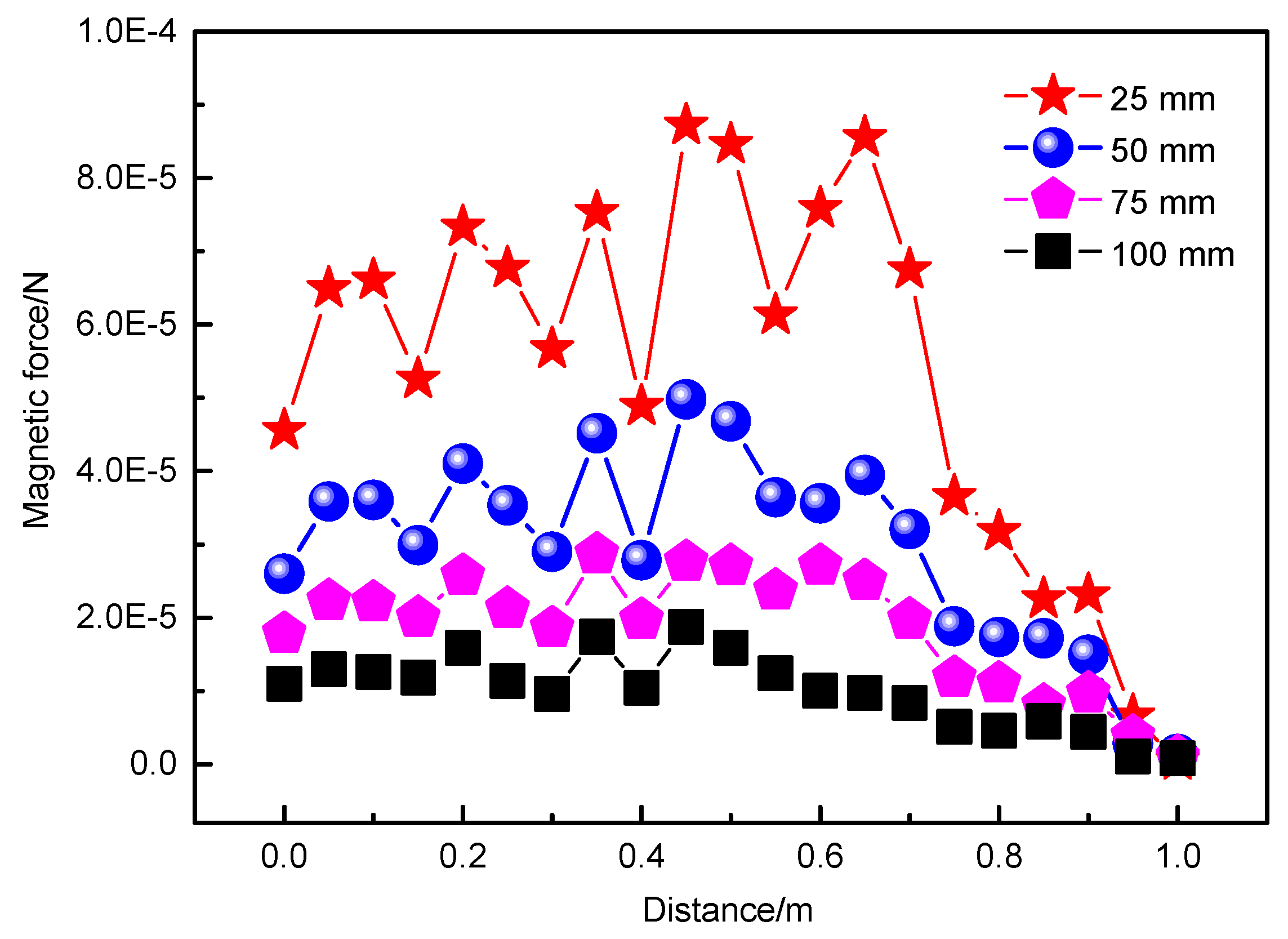
3.4. Effect of Distance on Electromagnetic Force
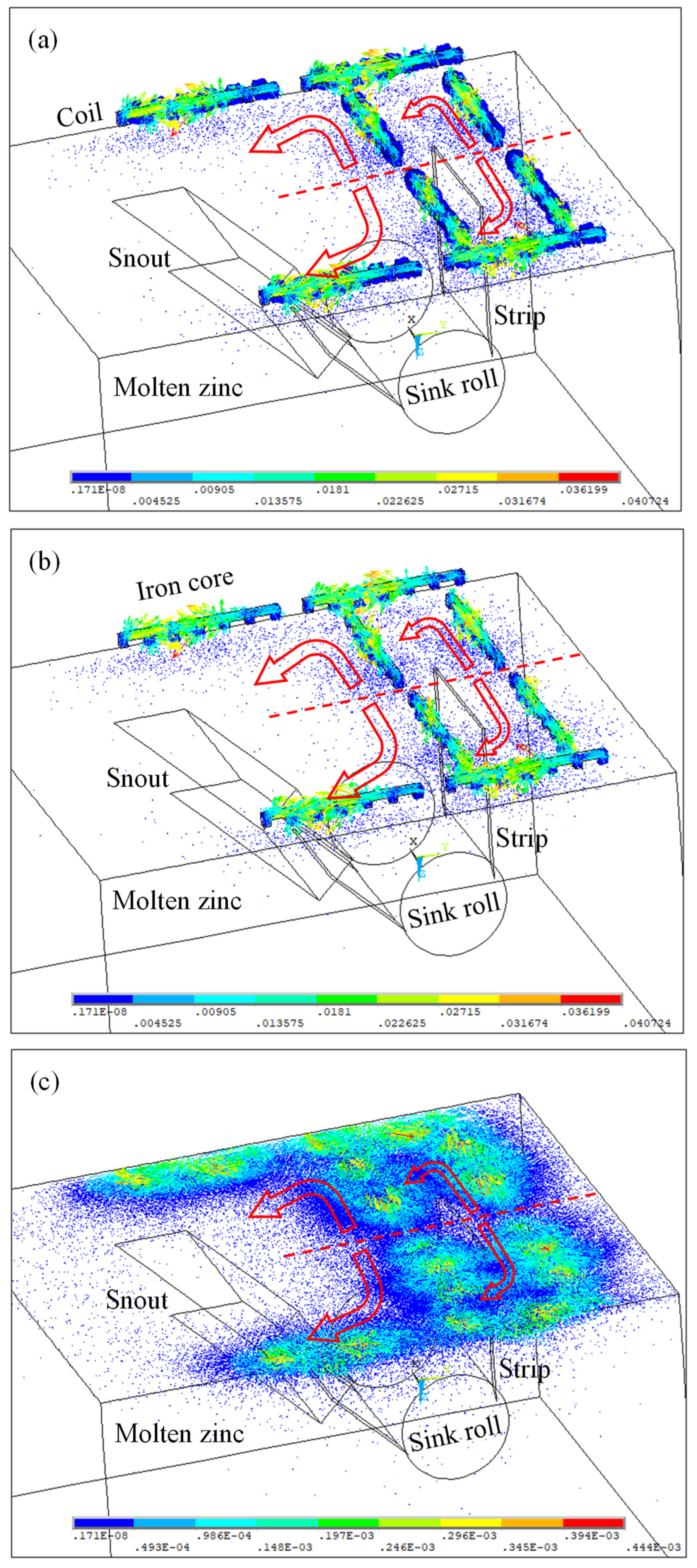
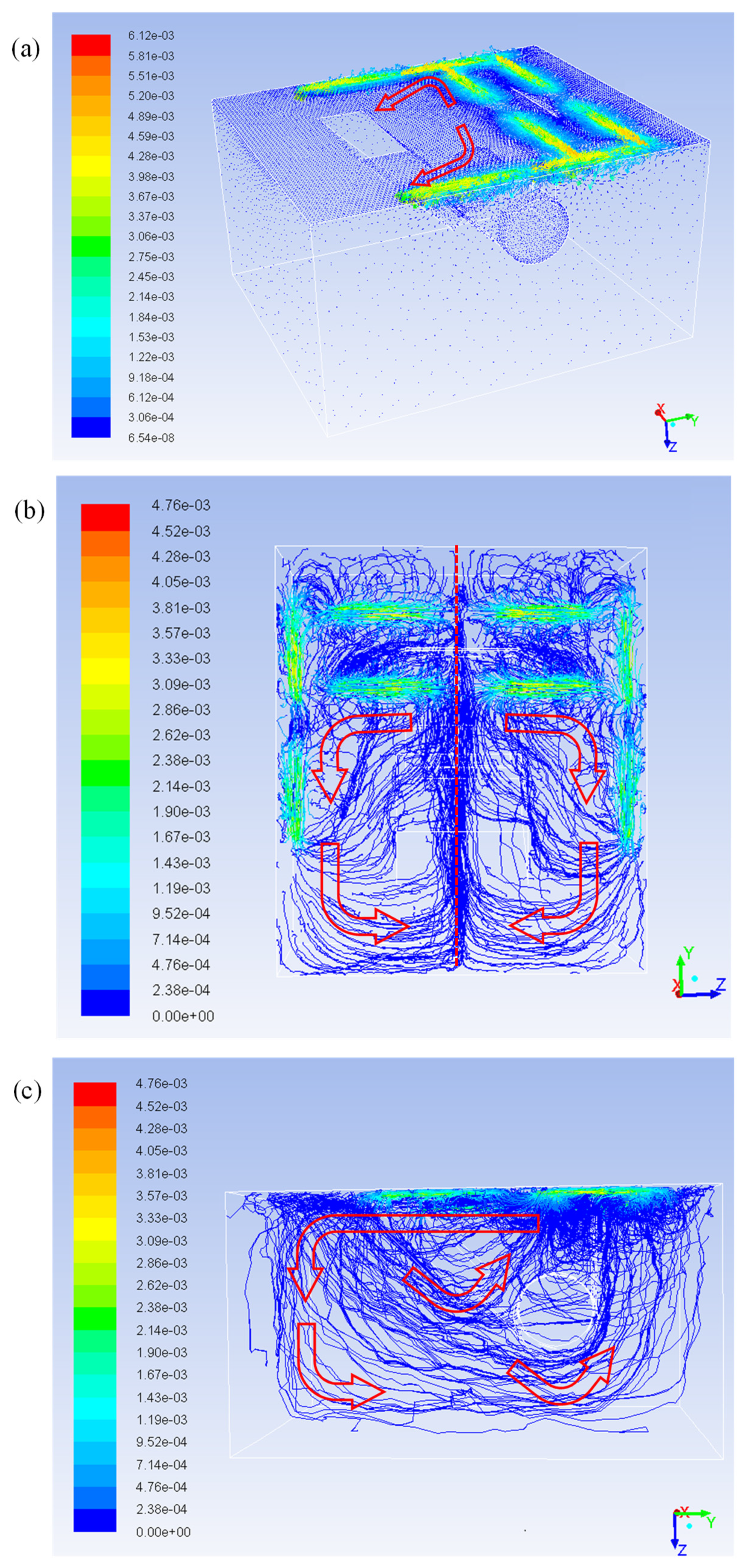
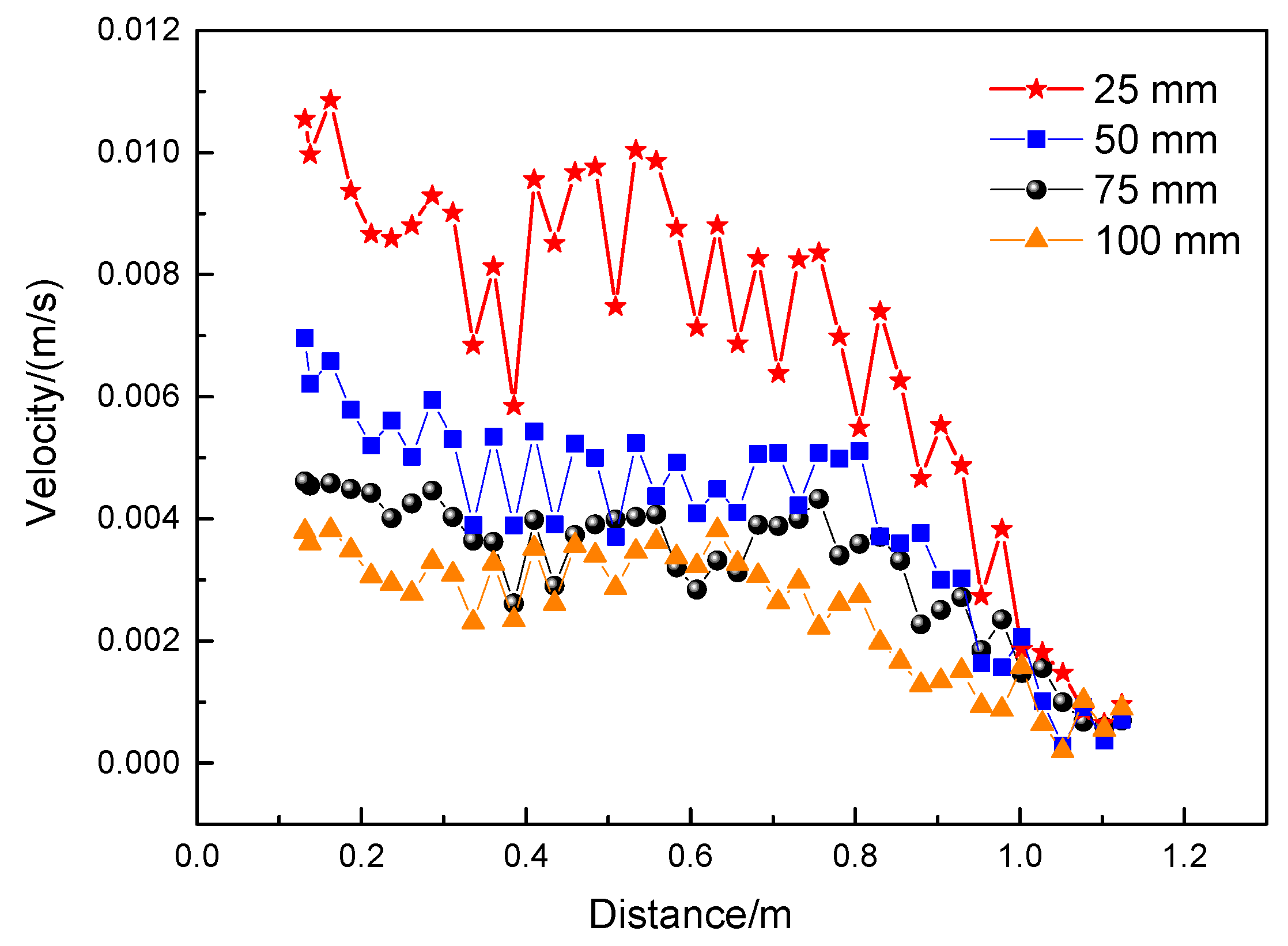
3.5. Flow Field
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hua, F.A.; Hou, S.; Li, J.P. Effect of liquid zinc chamfer on electromagnetic force in vertical electromagnetic sealing process. J. Northeast. Univ. 2018, 39, 808–812. [Google Scholar]
- Wang, Z.; Gao, J.T.; Shi, A.J.; Meng, L.; Guo, Z.C. Recovery of zinc from galvanizing dross by a method of super-gravity separation. J. Alloys Compd. 2018, 735, 1997–2006. [Google Scholar] [CrossRef]
- Kim, Y.H.; Cho, Y.W.; Chung, S.H.; Shim, J.D.; Ra, H.Y. Numerical analysis of fluid flow and heat transfer in molten zinc pot of continuous hot-dip galvanizing line. ISIJ Int. 2000, 40, 706–712. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.J.; Kim, S.; Koh, M.S.; Choi, J.H. Flow field analysis inside a molten Zn pot of the continuous hot-dip galvanizing process. ISIJ Int. 2002, 42, 407–413. [Google Scholar] [CrossRef]
- Ilinca, F.; Hétu, J.F.; Ajersch, F. Three-dimensional numerical simulation of turbulent flow and heat transfer in a continuous galvanizing bath. Numer. Heat Transf. Part A 2003, 44, 463–482. [Google Scholar] [CrossRef]
- Ajersch, F.; Ilinca, F.; Hétu, J.F. Simulation of flow in a continuous galvanizing bath: Part II. Transient aluminum distribution resulting from ingot addition. Metall. Mater. Trans. B 2004, 35, 171–178. [Google Scholar] [CrossRef] [Green Version]
- Dash, S.K.; Dutta, M.; Rajesh, N. Use of flow barriers to eliminate vortex in the flow field generated in a continuous galvanizing bath. ISIJ Int. 2005, 45, 1059–1065. [Google Scholar] [CrossRef]
- Vieira, R.R.; Eleutério, H.L.; de Oliveira, T.G.; Bagatini, M.C.; Tavares, R.P. Numerical simulation of zinc flow in different layouts of galvanization pot. Mater. Res. 2021, 24, e20200477. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Yuan, Y.; Wang, K.; Li, G.J. High-gradient magnetic field-controlled migration of solutes and particles and their effects on solidification microstructure: A review. Chin. Phys. B 2018, 27, 118103. [Google Scholar] [CrossRef]
- Liu, T.; Xiao, Y.B.; Lu, Z.Y.; Hirota, N.; Li, G.J.; Yuan, S.; Wang, Q. Wetting behaviors of molten melt drops on polycrystalline Al2O3 substrates in high magnetic fields. J. Mater. Sci. Technol. 2020, 41, 187–190. [Google Scholar] [CrossRef]
- He, Y.X.; Li, J.S.; Li, L.Y.; Wang, J.; Yildiz, E.; Beaugnon, E. Magnetic-field-induced chain-like assemblies of the primary phase during non-equilibrium solidification of a Co-B eutectic alloy: Experiments and modeling. J. Alloys Compd. 2020, 815, 152446. [Google Scholar] [CrossRef]
- Wang, L.; Hou, Y.D.; Shi, L.T.; Wu, Y.W.; Tian, W.X.; Song, D.K.; Qiu, S.Z.; Su, G.H. Experimental study and optimized design on electromagnetic pump for liquid sodium. Ann. Nucl. Energy 2019, 124, 426–440. [Google Scholar] [CrossRef]
- Chang, F.C.; Hull, J.R.; Beitelman, L. Simulation of flow control in the meniscus of a continuous casting mold with opposing alternating current magnetic fields. Metall. Mater. Trans. B 2004, 35, 1129–1137. [Google Scholar] [CrossRef]
- Zhu, X.W.; Li, D.W.; Wu, C.L.; Marukawa, K.; Wang, Q. Structural optimization of electromagnetic swirling flow in nozzle of slab continuous casting. Acta Metall. Sin. 2018, 31, 1317–1326. [Google Scholar] [CrossRef]
- Hou, S.; Hua, F.A. Research progress of electromagnetic enclosed slot technology in hot galvanizing. Surf. Technol. 2017, 46, 165–173. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Length of Iron Core/mm | Width of Iron Core/mm | Relative Permeability | Density/(kg/m3) | Turbulent Viscosity/(Pa·s) | Electrical Resistivity/(Ω·m) |
|---|---|---|---|---|---|---|
| Values | 1260 | 60 | 1 | 6700 | 0.004 | 3.7 × 10−7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Y.; Guo, Q.; Liu, T.; Wang, Q.; Chai, M.; Zhang, K.; Li, Y.; Pan, D. Numerical Simulation of the Electromagnetic Dross Removal Technology Applied in Zinc Pot of Hot-Dip Galvanizing Line. Metals 2022, 12, 1714. https://doi.org/10.3390/met12101714
Xiao Y, Guo Q, Liu T, Wang Q, Chai M, Zhang K, Li Y, Pan D. Numerical Simulation of the Electromagnetic Dross Removal Technology Applied in Zinc Pot of Hot-Dip Galvanizing Line. Metals. 2022; 12(10):1714. https://doi.org/10.3390/met12101714
Chicago/Turabian StyleXiao, Yubao, Qingtao Guo, Tie Liu, Qiang Wang, Mingliang Chai, Kailun Zhang, Yuting Li, and Dong Pan. 2022. "Numerical Simulation of the Electromagnetic Dross Removal Technology Applied in Zinc Pot of Hot-Dip Galvanizing Line" Metals 12, no. 10: 1714. https://doi.org/10.3390/met12101714