
Tribological Behaviors of Inconel 718–Tungsten Carbide Friction Pair with Sulfur Additive Lubrication

Abstract
:1. Introduction
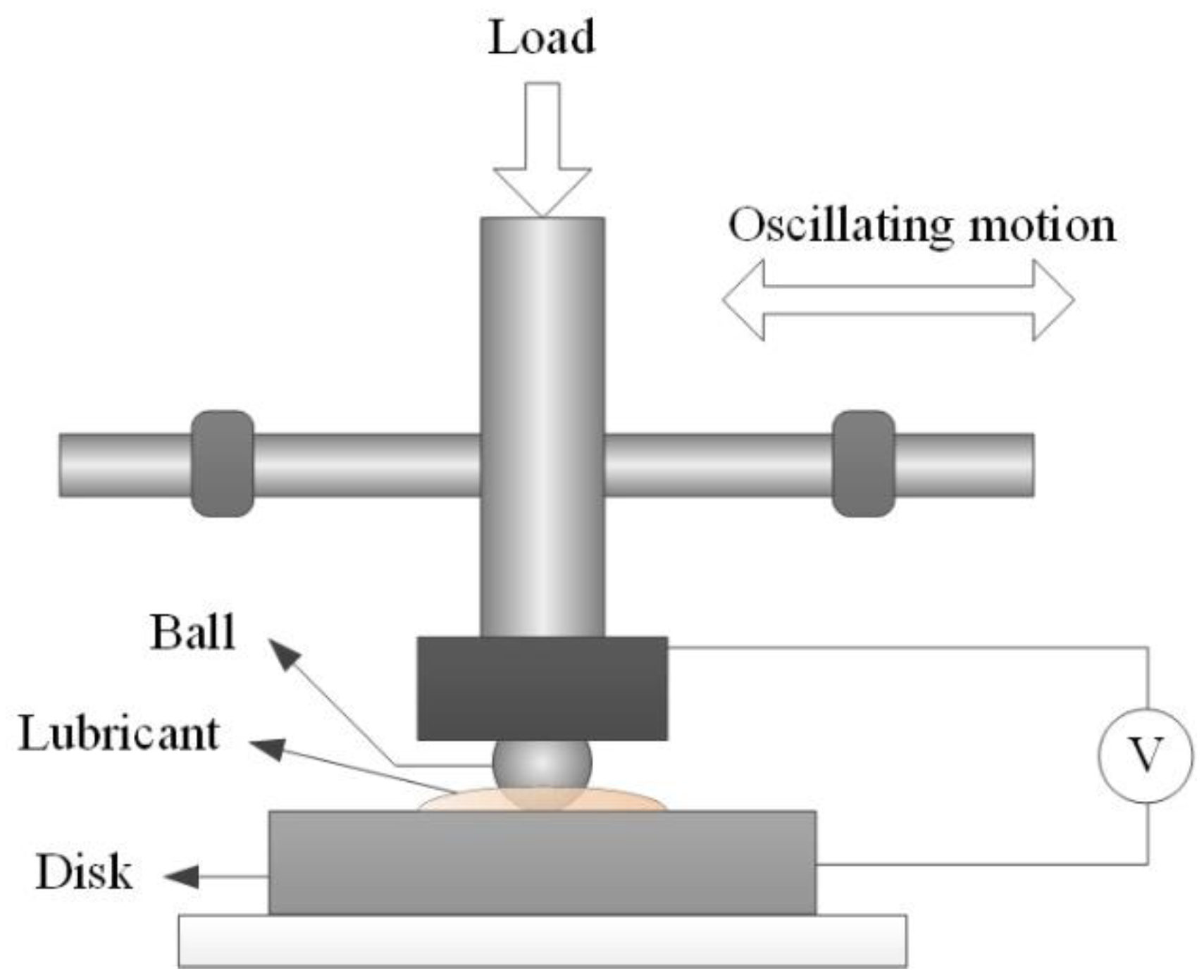
2. Experimental Details
3. Results and Discussions
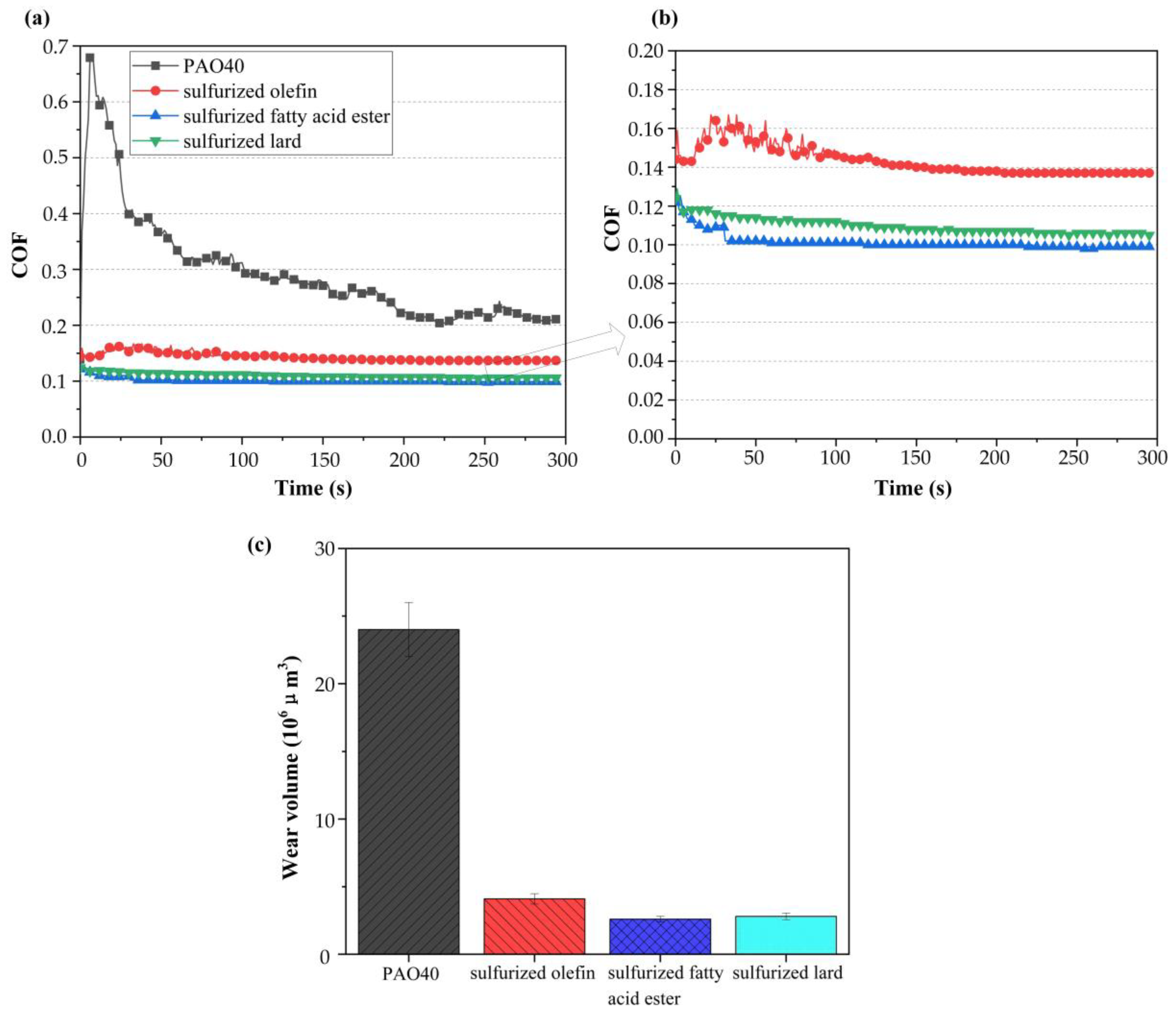
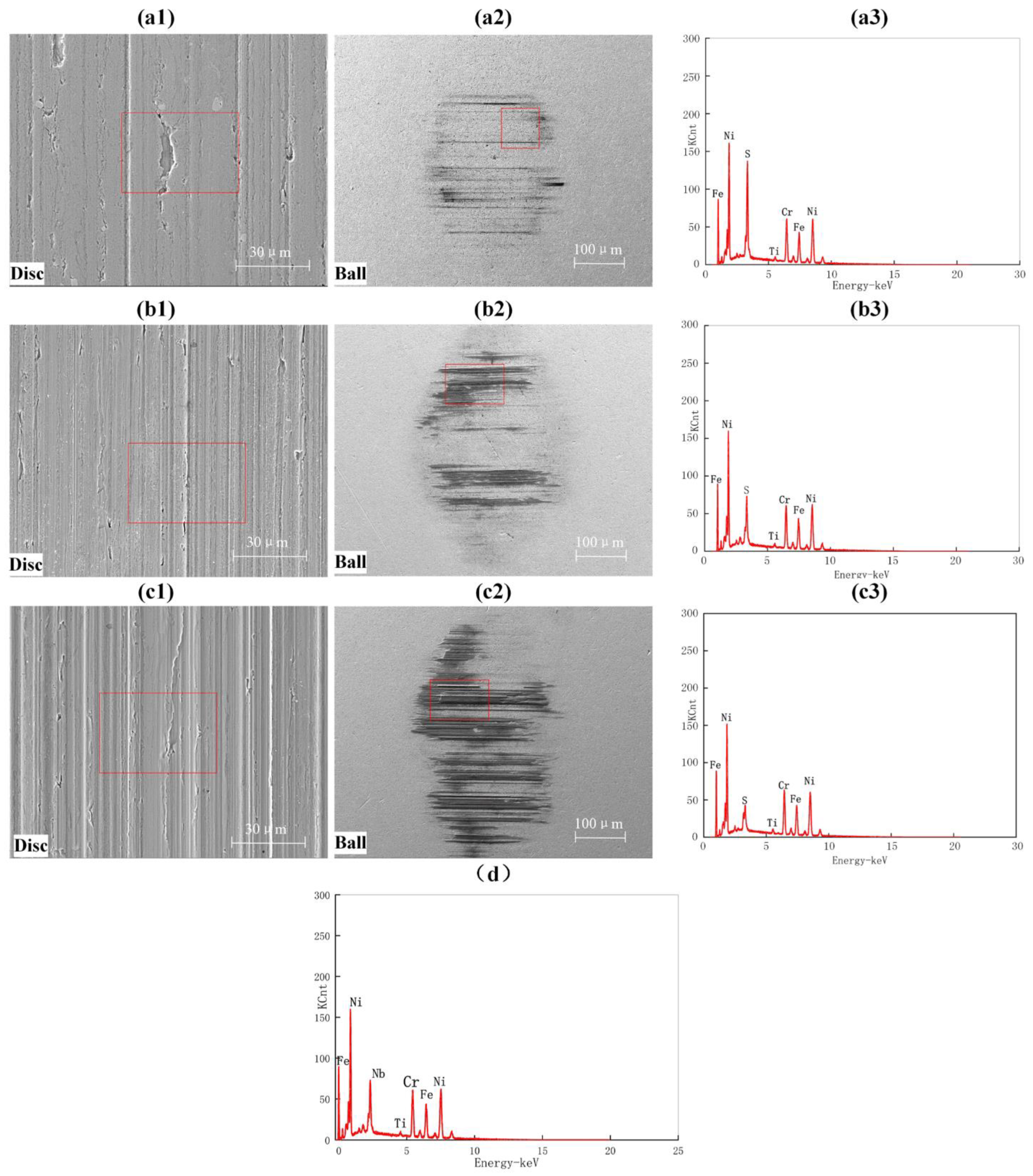
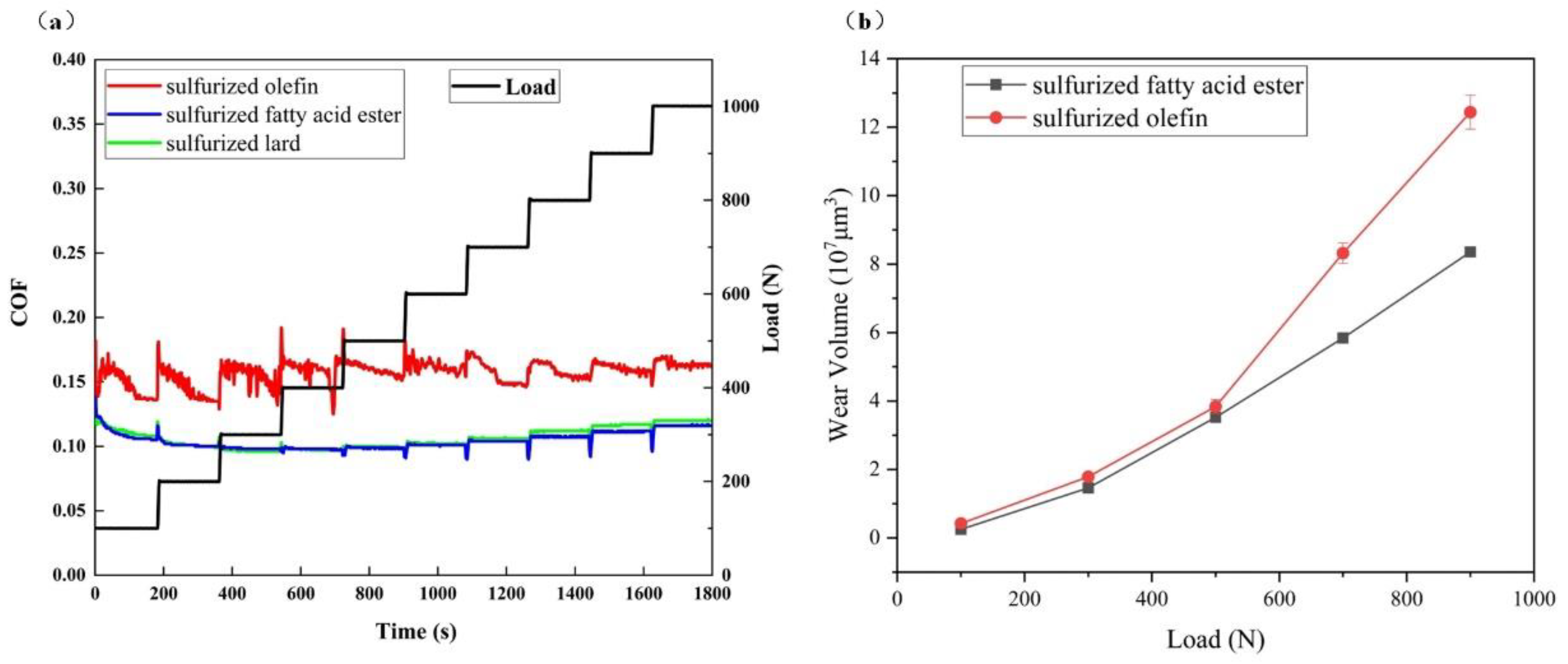
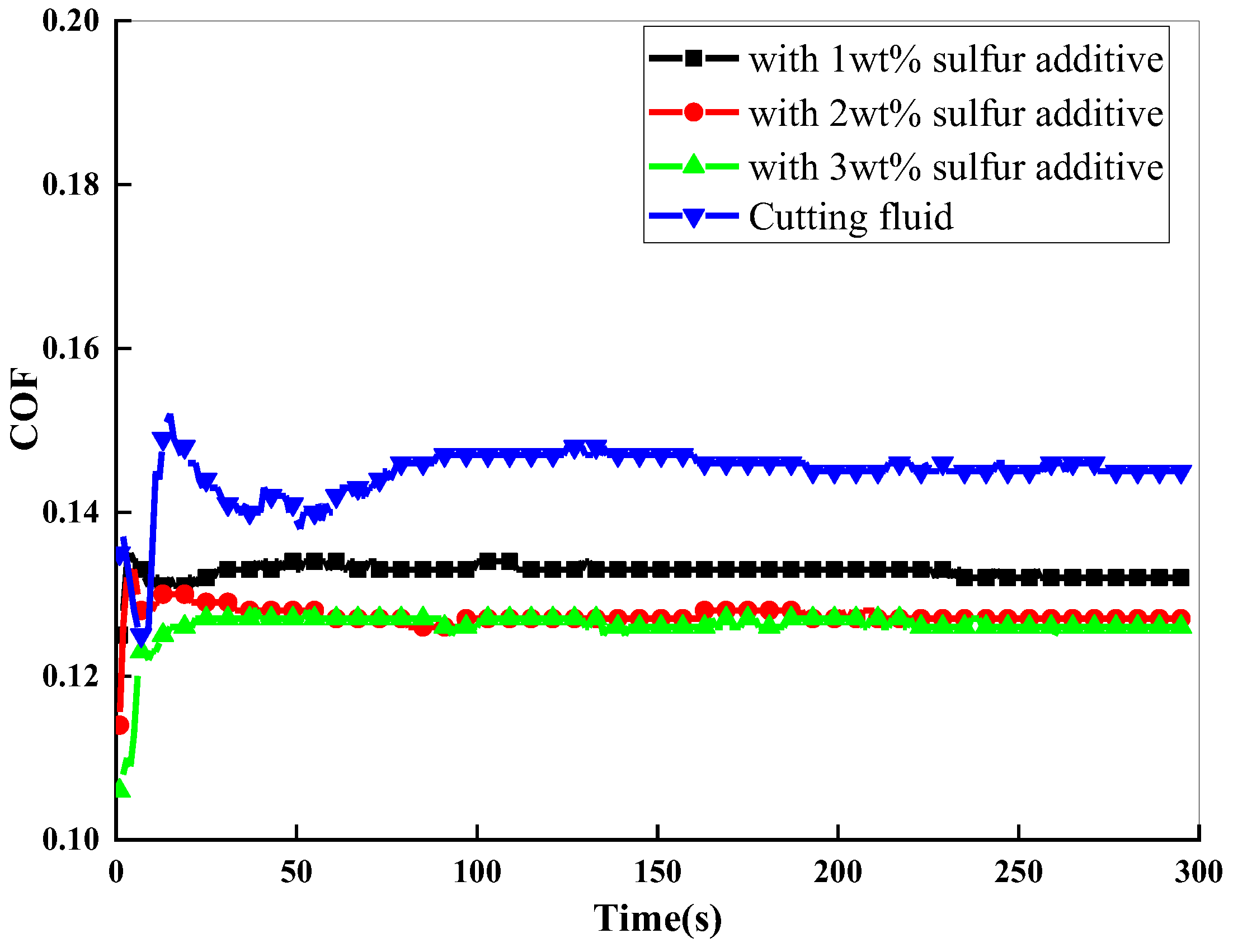
3.1. Friction and Wear Properties Lubricated with Sulfur Additives
3.2. Temperature Effect
3.3. Load Capacity
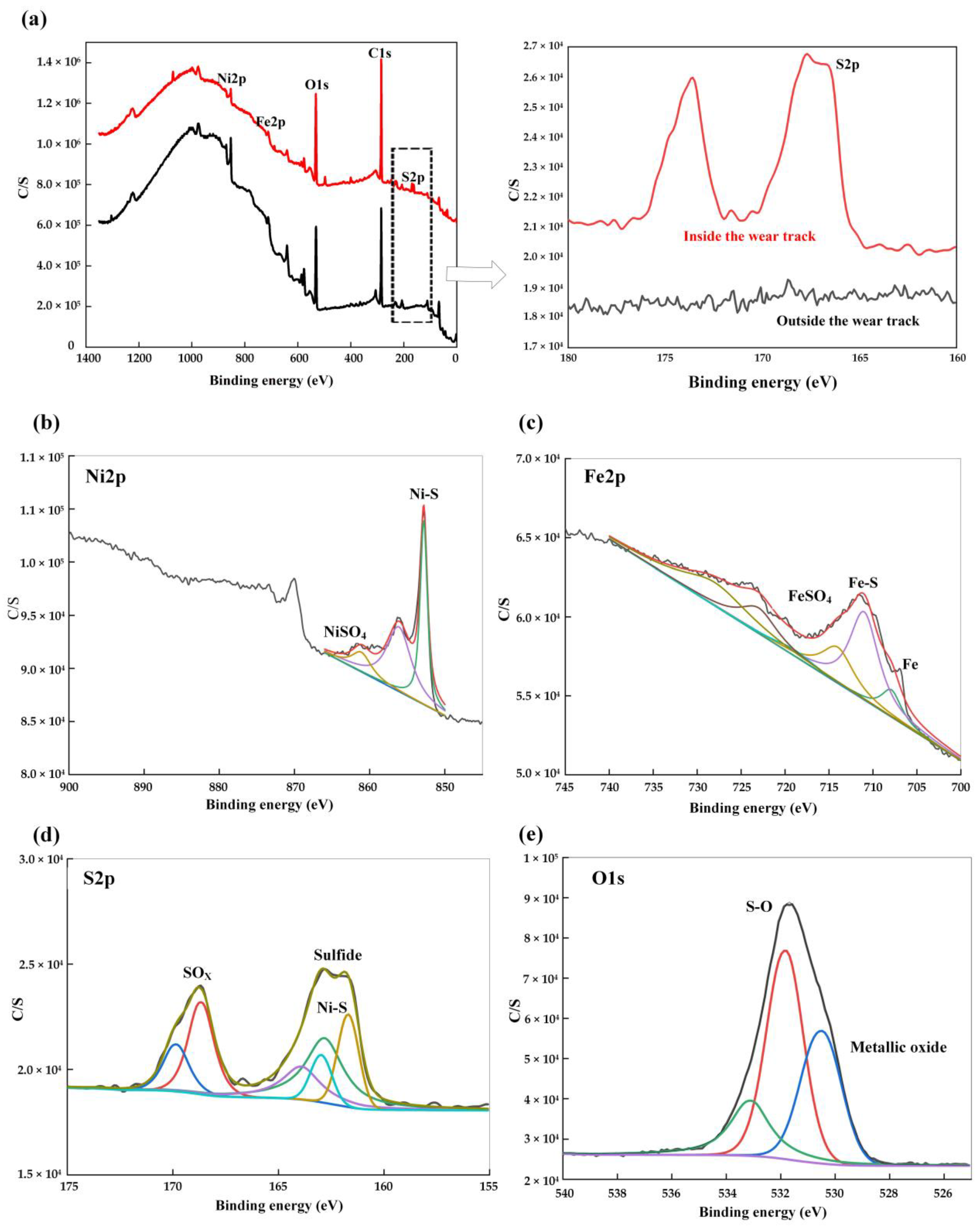
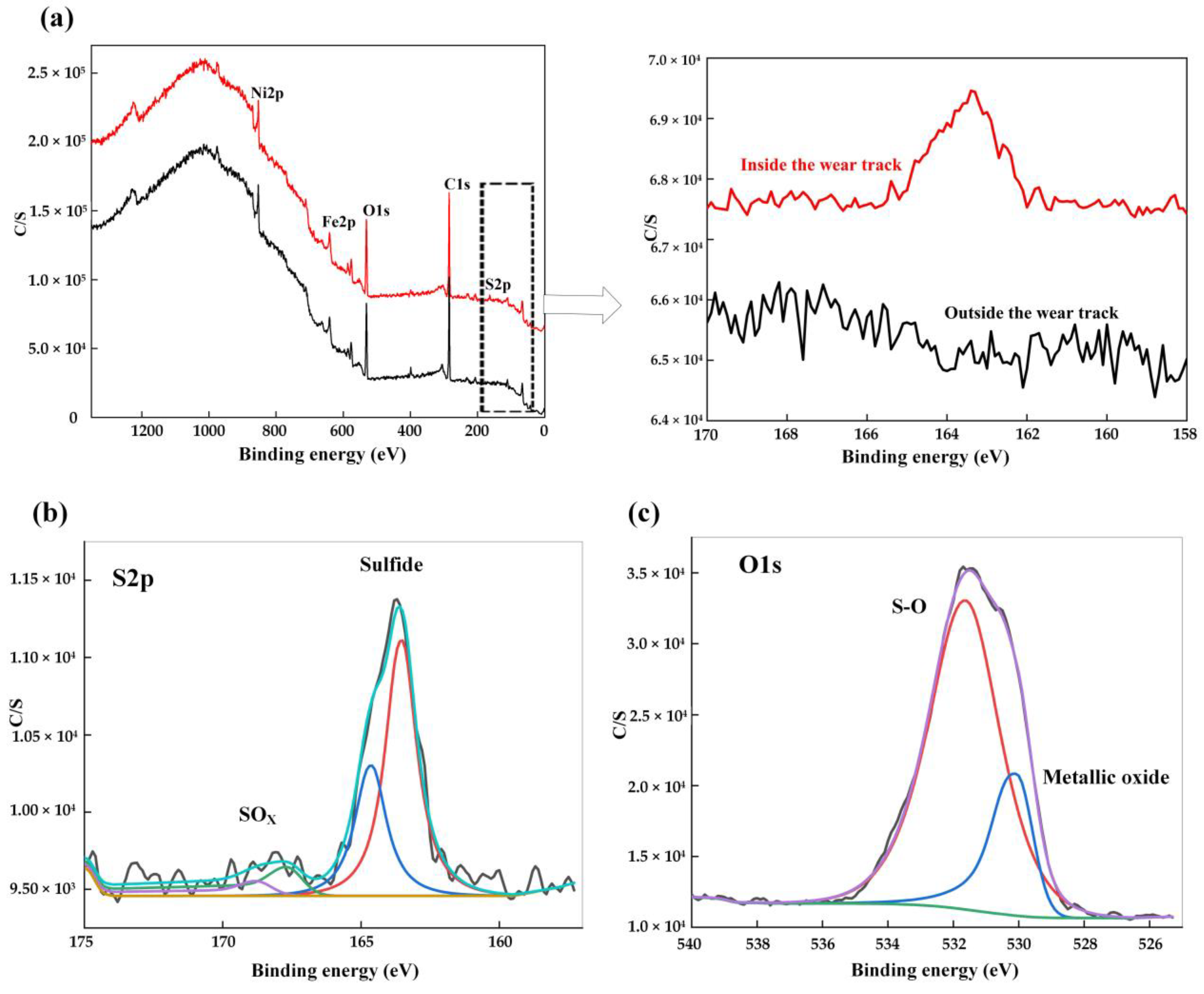
3.4. Exploration of the Adsorption Characteristics
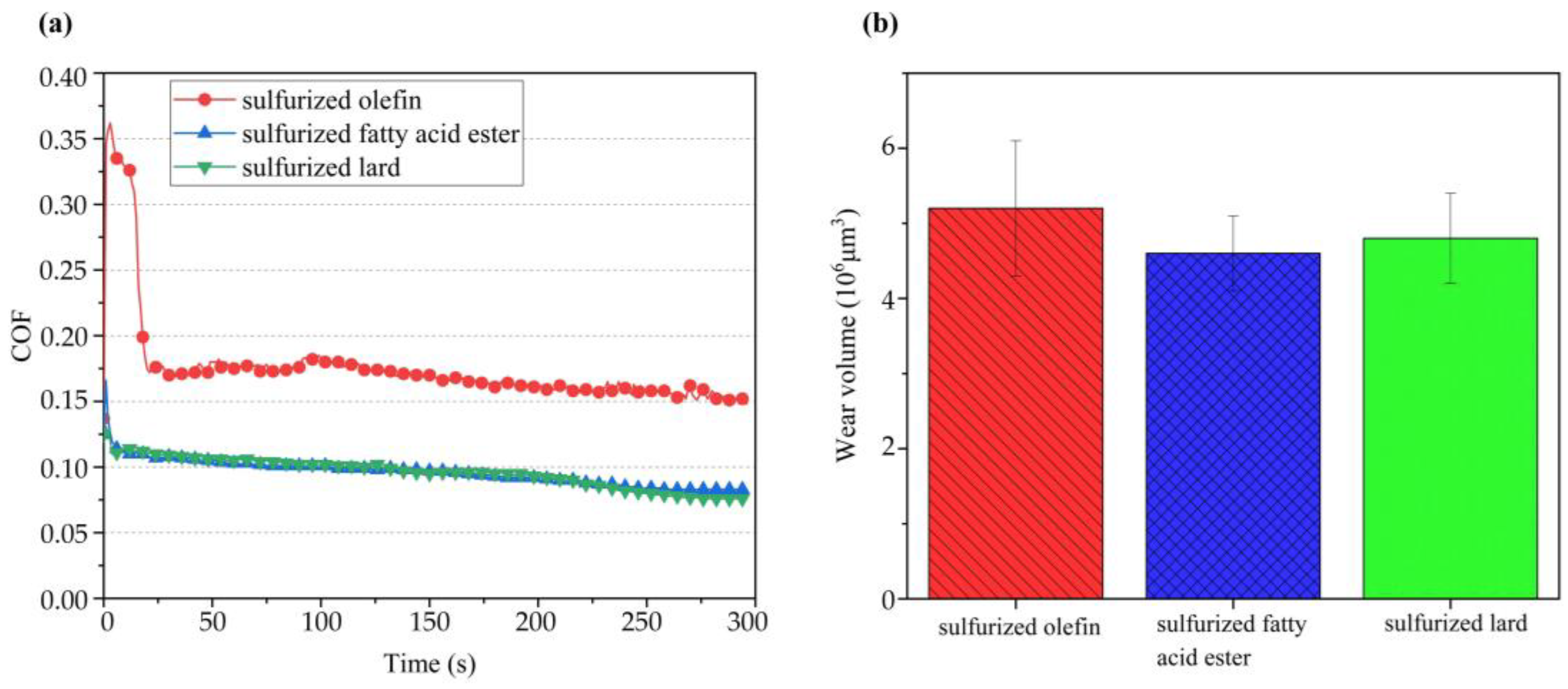
3.5. The Improvement of the Cutting Fluid
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mohsan, A.U.; Liu, Z.; Padhy, G.K. A review on the progress towards improvement in surface integrity of Inconel 718 under high pressure and flood cooling conditions. Int. J. Adv. Manuf. Technol. 2017, 91, 107–125. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Ezugwu, E.O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy–Inconel 718: Part 1—Predictive performance models. J. Clean. Prod. 2014, 81, 255–269. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy–Inconel 718: Part 2—Chip breakability and optimization. J. Clean. Prod. 2015, 87, 941–952. [Google Scholar] [CrossRef]
- Pervaiz, S.; Rashid, A.; Deiab, I.; Nicolescu, M. Influence of tool materials on machinability of titanium and nickel-based alloys: A review. Mater. Manuf. Process. 2014, 29, 219–252. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Busch, K.; Hochmuth, C.; Pause, B.; Stoll, A.; Wertheim, R. Investigation of cooling and lubrication strategies for machining high-temperature alloys. Procedia CIRP 2016, 41, 835–840. [Google Scholar] [CrossRef]
- Eskandari, B.; Bhowmick, S.; Alpas, A.T. Flooded drilling of Inconel 718 using graphene incorporating cutting fluid. Int. J. Adv. Manuf. Technol. 2021, 112, 1–14. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Meyer, D.; Huesmann-Cordes, A.G.; Herrmann, C. Metalworking fluids-mechanisms and performance. CIRP Ann.-Manuf. Technol. 2015, 64, 605–628. [Google Scholar] [CrossRef]
- Bierla, A.; Fromentin, G.; Minfray, C.; Martin, J.M.; Le Mogne, T.; Genet, N. Mechanical and physico-chemical study of sulfur additives effect in milling of high strength steel. Wear 2012, 286–287, 116–123. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.R.; Pereira, G.; Lachenwitzer, A.; Kasrai, M.; Norton, P.R. X-ray Absorption spectroscopy and morphology study on antiwear films derived from ZDDP under different sliding frequencies. Tribol. Lett. 2007, 27, 245–253. [Google Scholar] [CrossRef]
- Li, Y.R.; Pereira, G.; Kasrai, M.; Norton, P.R. Studies on ZDDP anti-wwear films formed under different conditions by XANES spectroscopy, atomic force microscopy and 31P NMR. Tribol. Lett. 2007, 28, 319–328. [Google Scholar] [CrossRef]
- Najman, M.N.; Kasrai, M.; Bancroft, G.M. X-ray Absorption spectroscopy and atomic force microscopy of films generated from organosulfur extreme-pressure (EP) oil additives. Tribol. Lett. 2003, 14, 225–235. [Google Scholar] [CrossRef]
- Alves, S.M.; Oliveira, J.F.; Klocke, F.; Maier, B. Effects of sulfur additive EP in ester coolants during friction with CBN. Tribol. Trans. 2008, 51, 278–284. [Google Scholar] [CrossRef]
- Chan, C.H.; Tang, S.W.; Mohd, N.K.; Lim, W.H.; Yeong, S.K.; Idris, Z. Tribological behavior of biolubricant base stocks and additives. Renew. Sustain. Energy Rev. 2018, 93, 145–157. [Google Scholar] [CrossRef]
- Yu, Q.; Zhang, C.; Dong, R.; Shi, Y.; Wang, Y.; Bai, Y.; Zhang, J.; Cai, M.; Zhou, F. Novel N, P-containing oil-soluble ionic liquids with excellent tribological and anti-corrosion performance. Tribol. Int. 2019, 132, 118–129. [Google Scholar] [CrossRef]
- Pettersson, A.; Elisabet, K.; Minami, I. Additives for environmentally adapted lubricants-friction and wear protection. Tribol. Online 2008, 3, 163–167. [Google Scholar] [CrossRef] [Green Version]
- Jayal, A.D.; Balaji, A.K. Effects of cutting fluid application on tool wear in machining: Interactions with tool-coatings and tool surface features. Wear 2009, 267, 1723–1730. [Google Scholar] [CrossRef]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Guo, B.; Li, Y.; Zheng, J.; Li, F.; Li, X.; Du, X.; Yuan, L. Tribological properties of a halogen-free ionic liquid for Inconel 690–tungsten carbide contact. Tribol. Int. 2021, 163, 107153. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | C | O | Al | Ti | Cr | Mo | Nb | Fe |
|---|---|---|---|---|---|---|---|---|
| 60.01 | 2.31 | 0.62 | 0.29 | 0.51 | 17.28 | 1.25 | 2.15 | 15.58 |
| Young’s Modulus (GPa at 20 °C) | Poisson’s Ratio | Hardness (HRC) | Yield Strength (MPa) |
|---|---|---|---|
| 199.9 | 0.3 | 26.4 | 1035 |
| Name | Sulfur Content | Kinematic Viscosity mm2/s (at 40 °C) | Appearance | Flash Point (°C) |
|---|---|---|---|---|
| Sulfurized olefin | 40% | 45 | pale yellow | 150 |
| Sulfurized fatty acid ester | 17% | 582 | tan | 210 |
| Sulfurized lard | 10% | 900–1300 | dark brown | >160 |
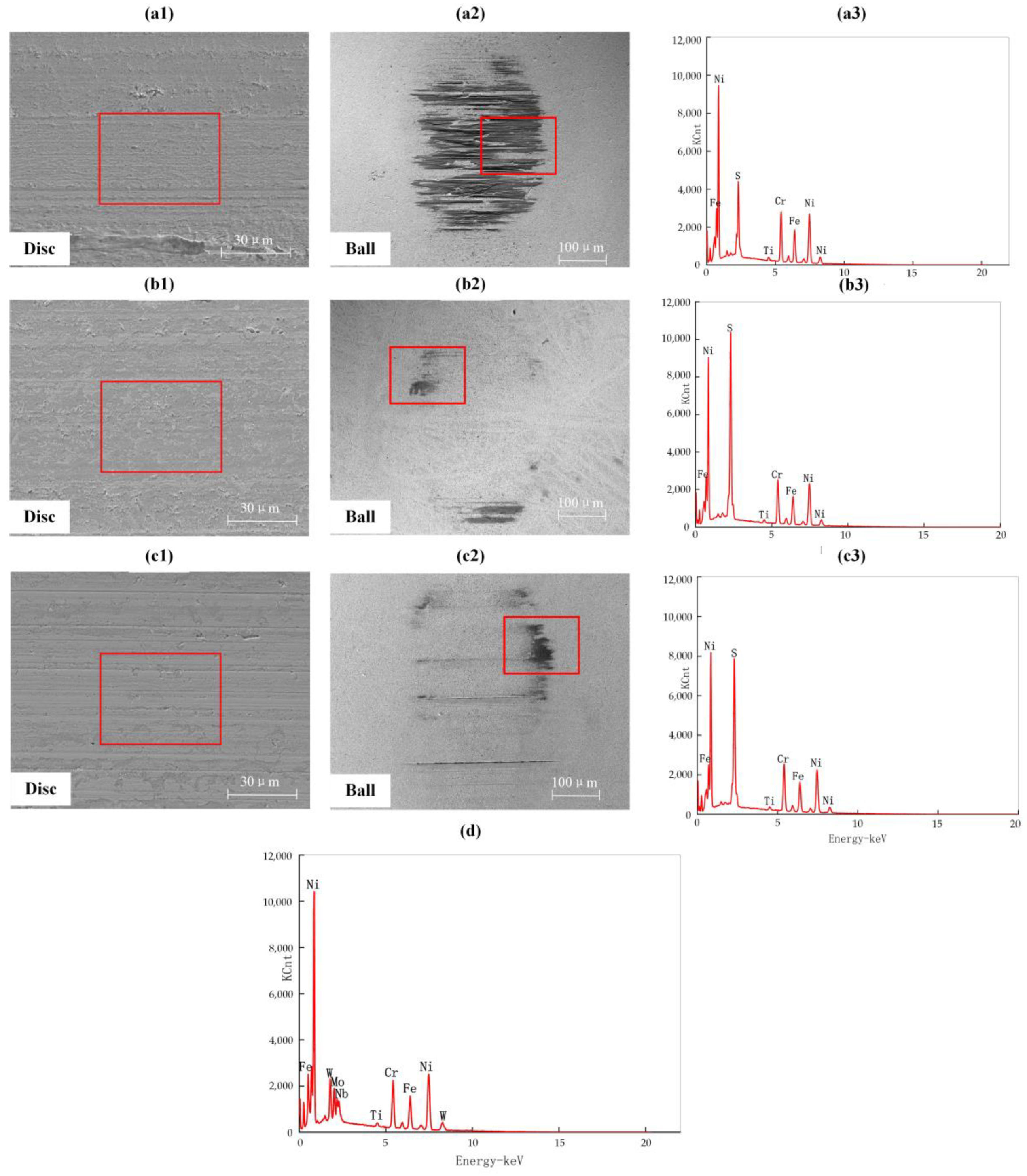
| Element (wt.%) | Ni | Fe | Cr | S | C | Al | Si | Ti | Nb |
| (a3) | 45.23 | 18.2 | 16.8 | 12.37 | 6.09 | 0.36 | 0.16 | 0.96 | − |
| (b3) | 43.71 | 17.67 | 16.75 | 2.71 | 6.75 | 0.37 | 0.97 | 0.87 | 10.19 |
| (c3) | 46.44 | 18.93 | 18.36 | 1.34 | 4.54 | 0.52 | 0.14 | 1.35 | 8.38 |
| Element (wt.%) | Ni | Fe | Cr | Nb | Ti | C | W | O | − |
| (d) | 33.92 | 16.54 | 16.01 | 8.54 | 1.13 | 7.31 | 9.04 | 1.5 | − |
| Element (wt.%) | Ni | Fe | S | C | Ti | Cr | Nb | − |
| (a3) | 41.8 | 16.12 | 11.63 | 6.22 | 0.72 | 16.26 | 3.68 | − |
| (b3) | 43.71 | 17.67 | 16.33 | 6.45 | 0.71 | 15.4 | 10.19 | − |
| (c3) | 47.56 | 17.7 | 5.43 | 4.35 | 0.81 | 17.27 | 4.16 | − |
| Element (wt.%) | Ni | Fe | Nb | Cr | Ti | C | W | O |
| (d) | 45.29 | 14.14 | 3.73 | 13.7 | 0.7 | 6.22 | 10 | 3.51 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Luan, H.; Guo, S.; Liu, F.; Dai, Y.; Zhang, C.; Zhang, D.; Zhou, G. Tribological Behaviors of Inconel 718–Tungsten Carbide Friction Pair with Sulfur Additive Lubrication. Metals 2022, 12, 1841. https://doi.org/10.3390/met12111841
Yang Y, Luan H, Guo S, Liu F, Dai Y, Zhang C, Zhang D, Zhou G. Tribological Behaviors of Inconel 718–Tungsten Carbide Friction Pair with Sulfur Additive Lubrication. Metals. 2022; 12(11):1841. https://doi.org/10.3390/met12111841
Chicago/Turabian StyleYang, Ye, Hao Luan, Songshan Guo, Fengbin Liu, Yuanjing Dai, Chenhui Zhang, Duzhou Zhang, and Gang Zhou. 2022. "Tribological Behaviors of Inconel 718–Tungsten Carbide Friction Pair with Sulfur Additive Lubrication" Metals 12, no. 11: 1841. https://doi.org/10.3390/met12111841