

Assessment of the Effect of Thermal-Assisted Machining on the Machinability of SKD11 Alloy Steel




Abstract
:1. Introduction
2. Experimental Setup
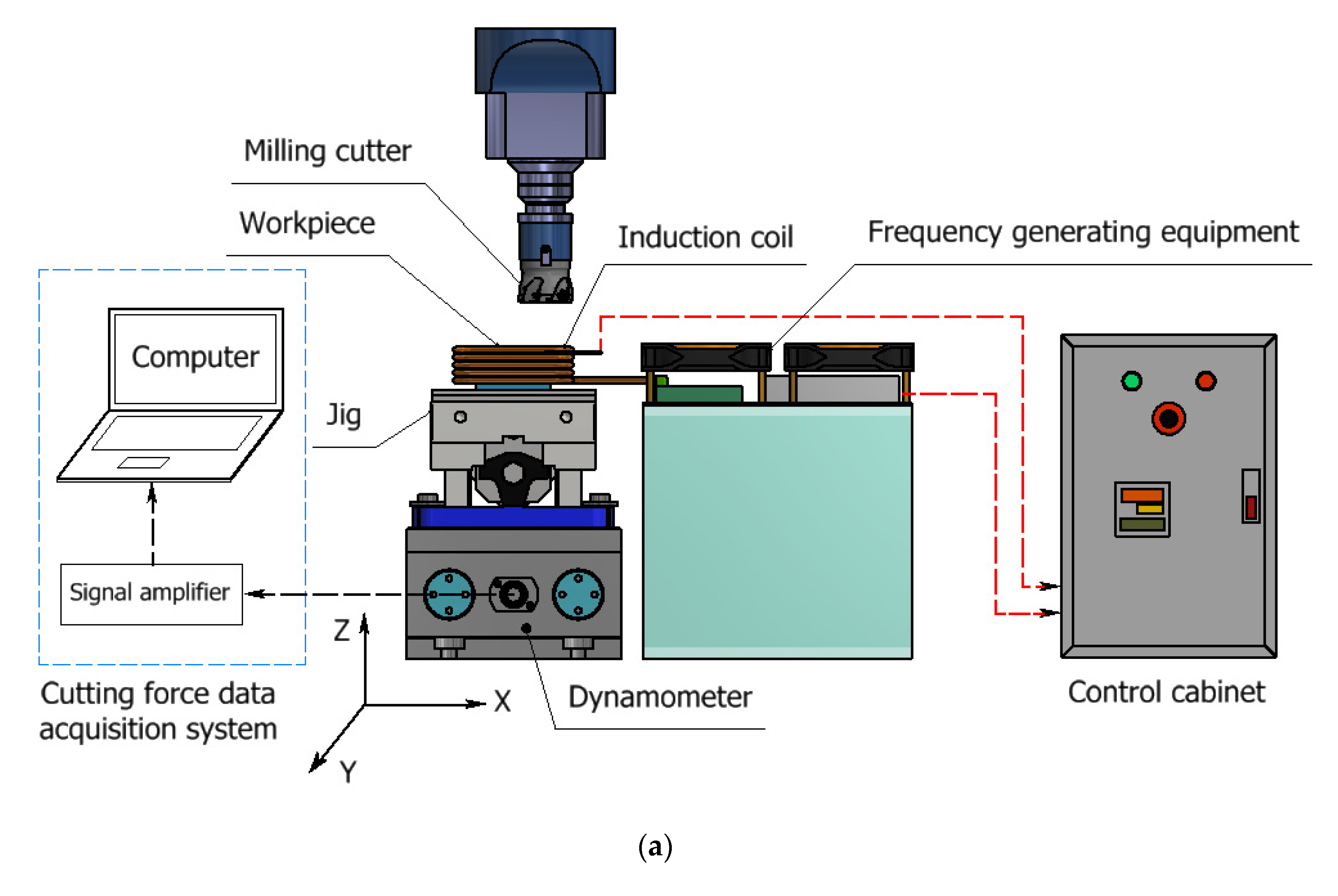
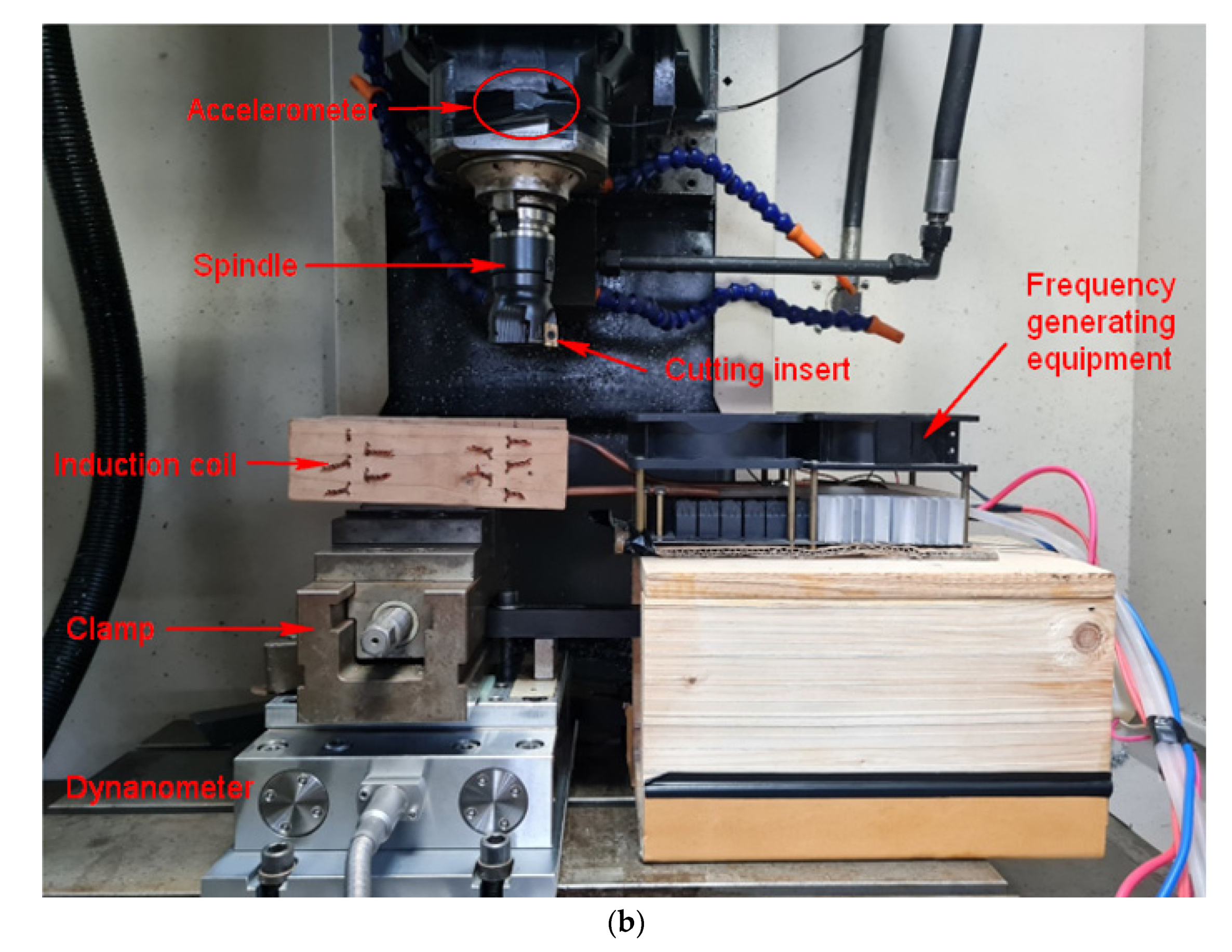
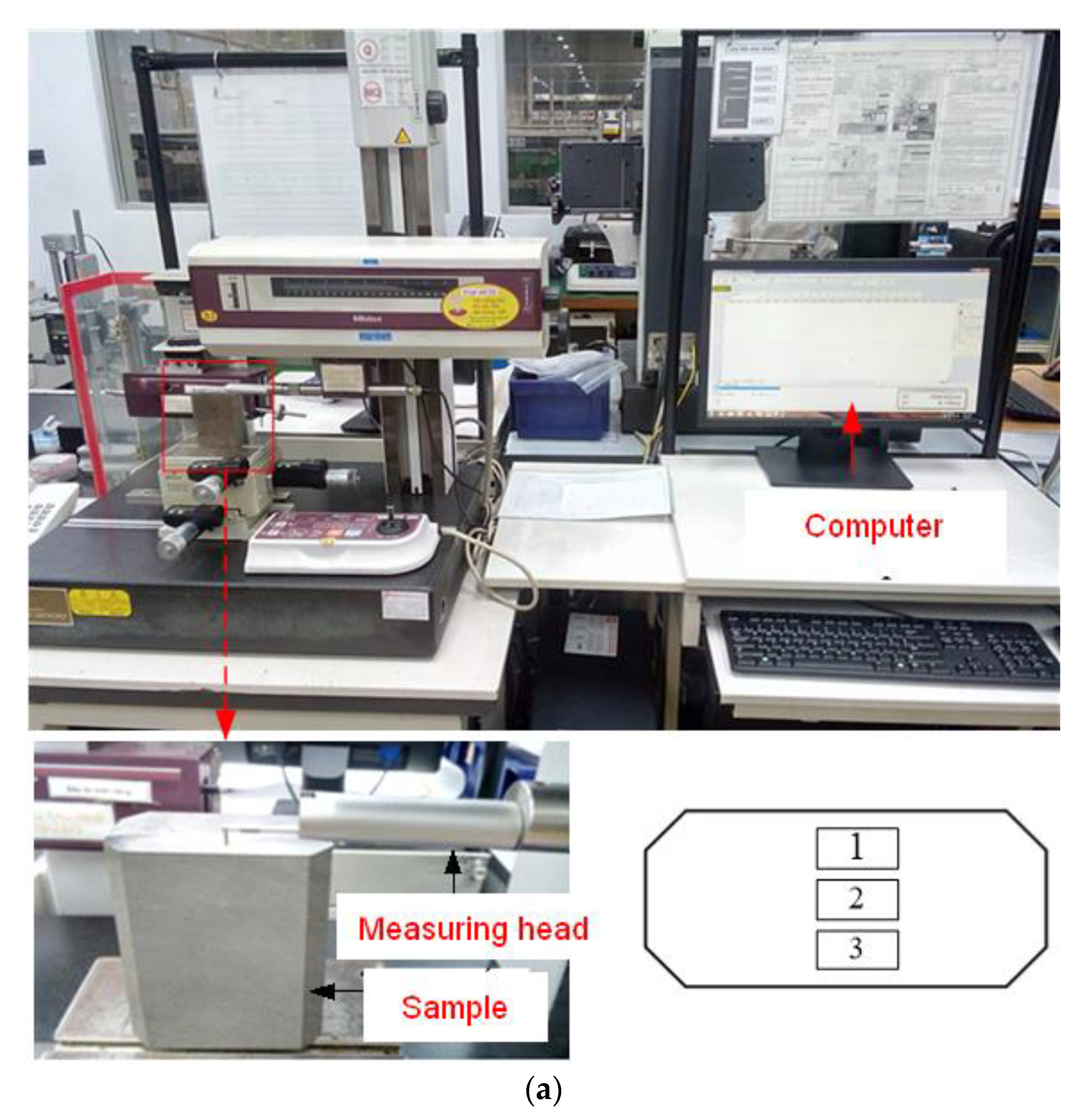
2.1. Schematic of Experimental System
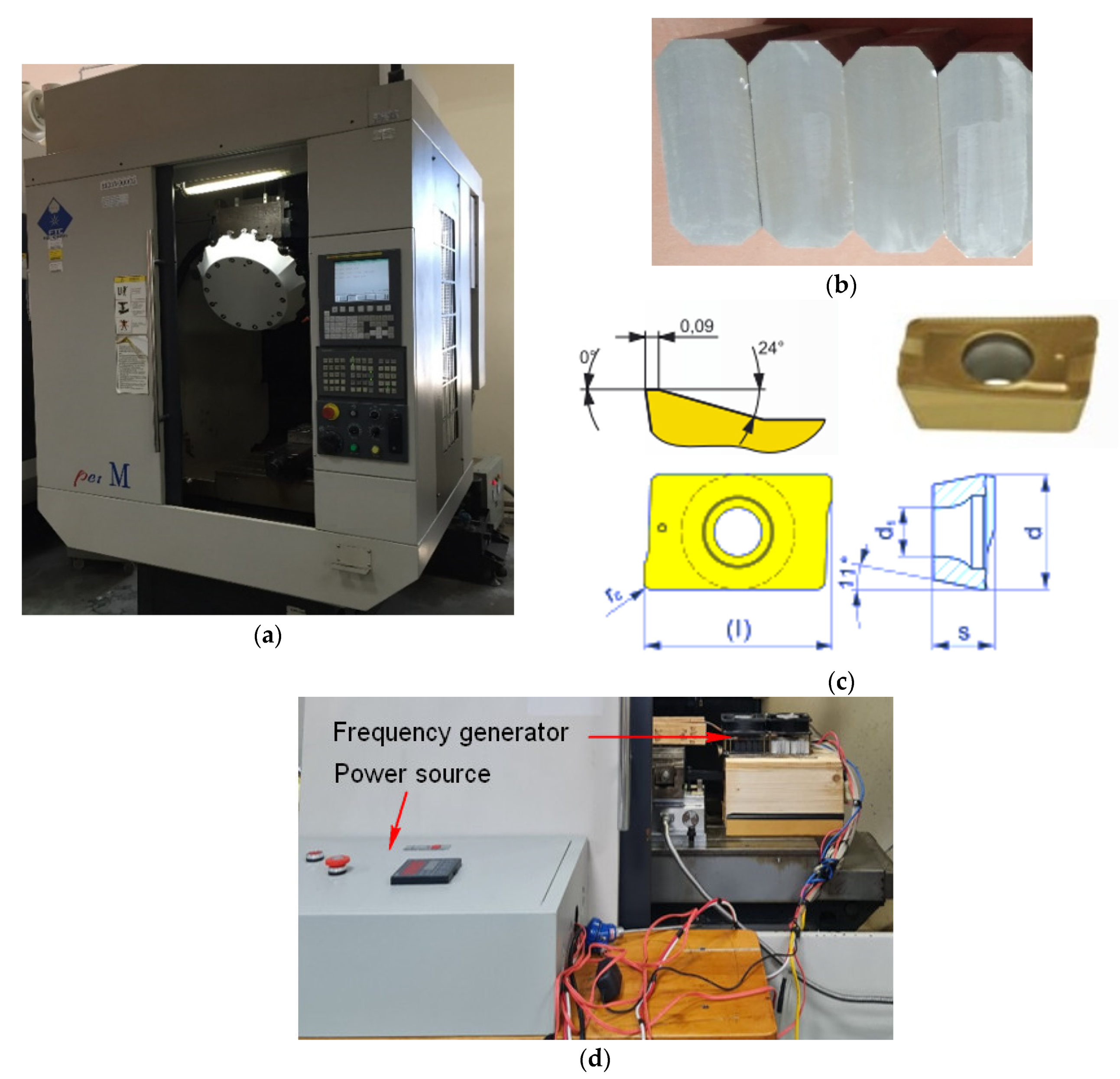
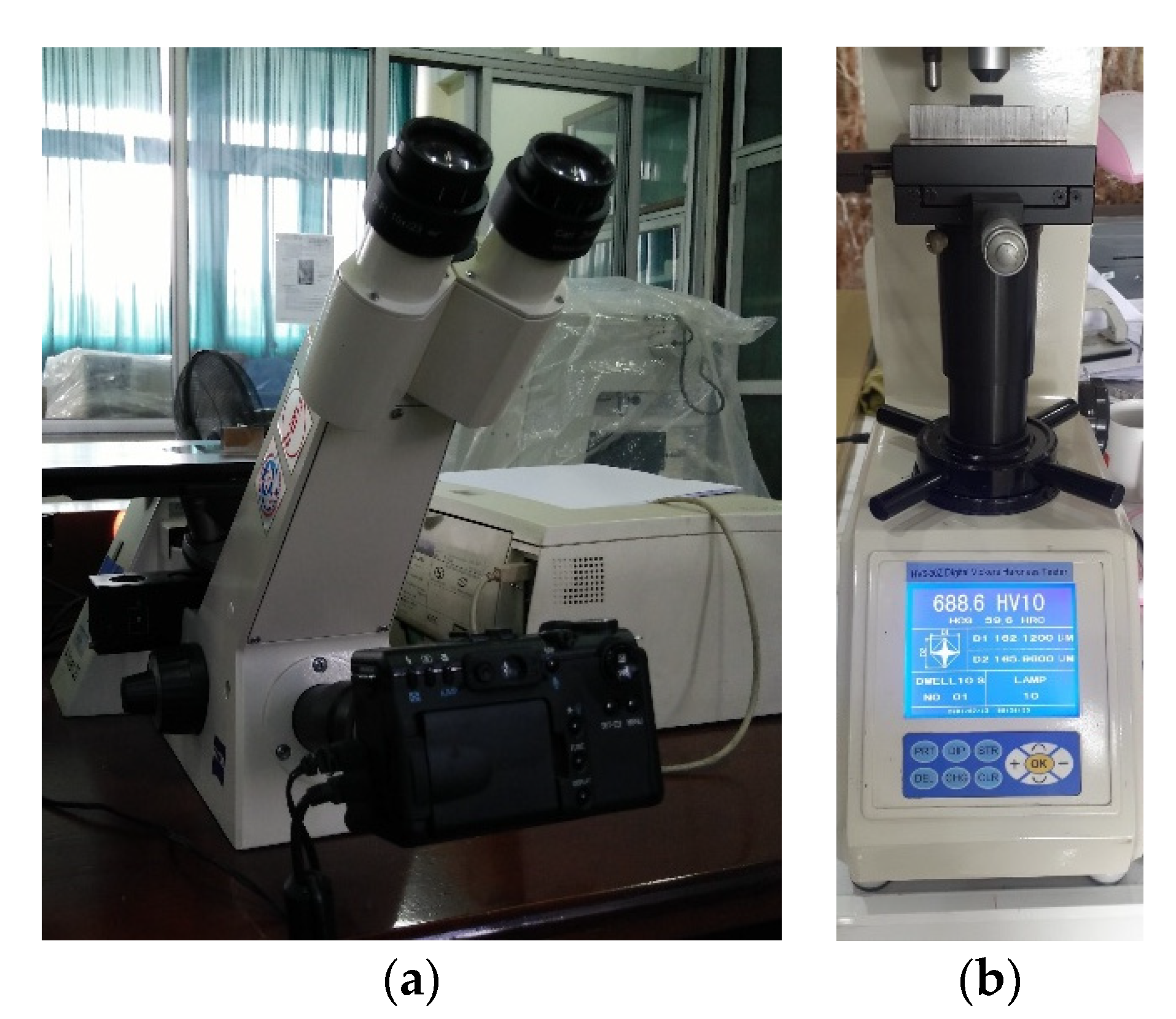
2.2. Materials and Testing Equipment
3. SKD11 Steel Material Machinability Results
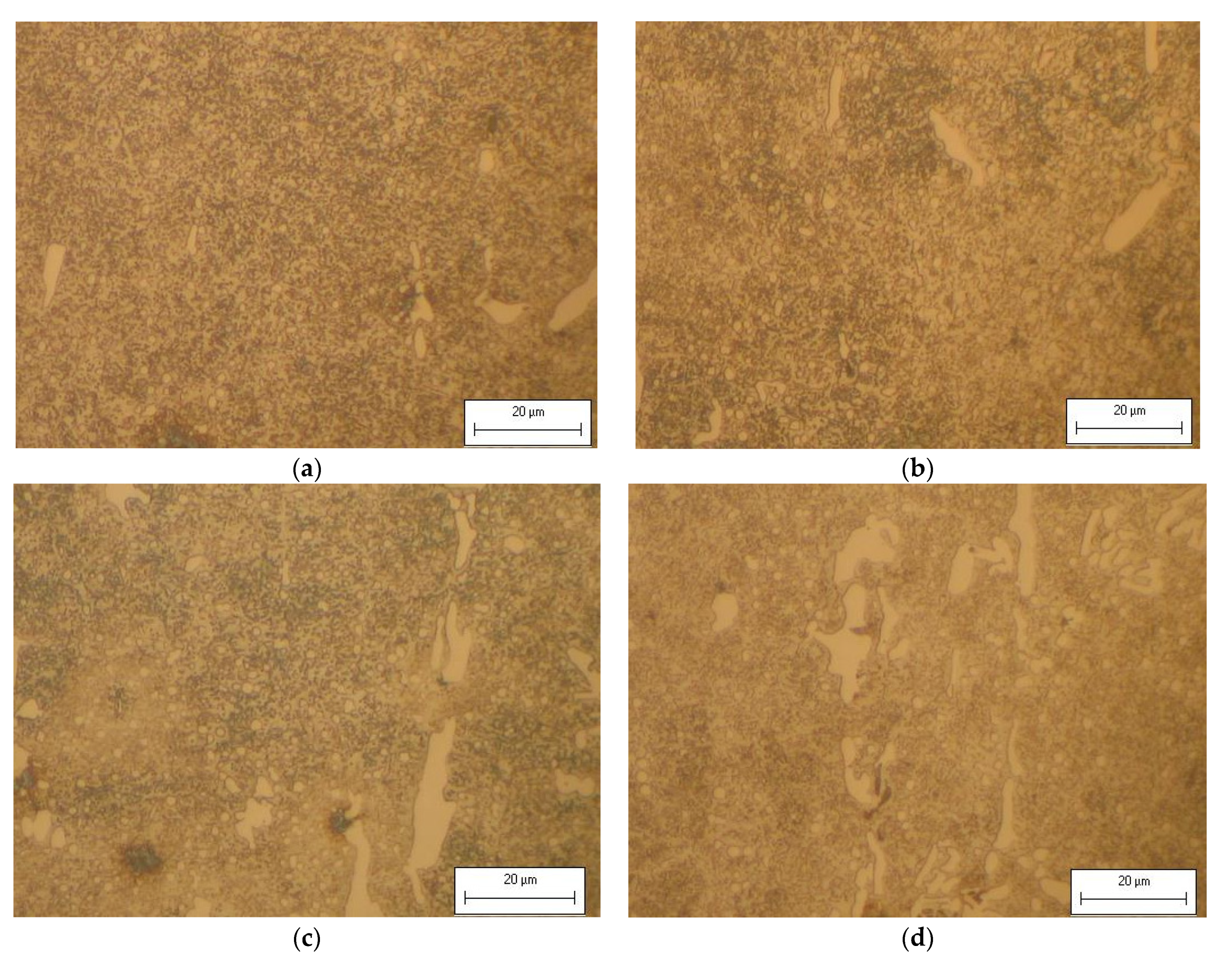
3.1. Effect of TAM on Microstructure of SKD11 Steel
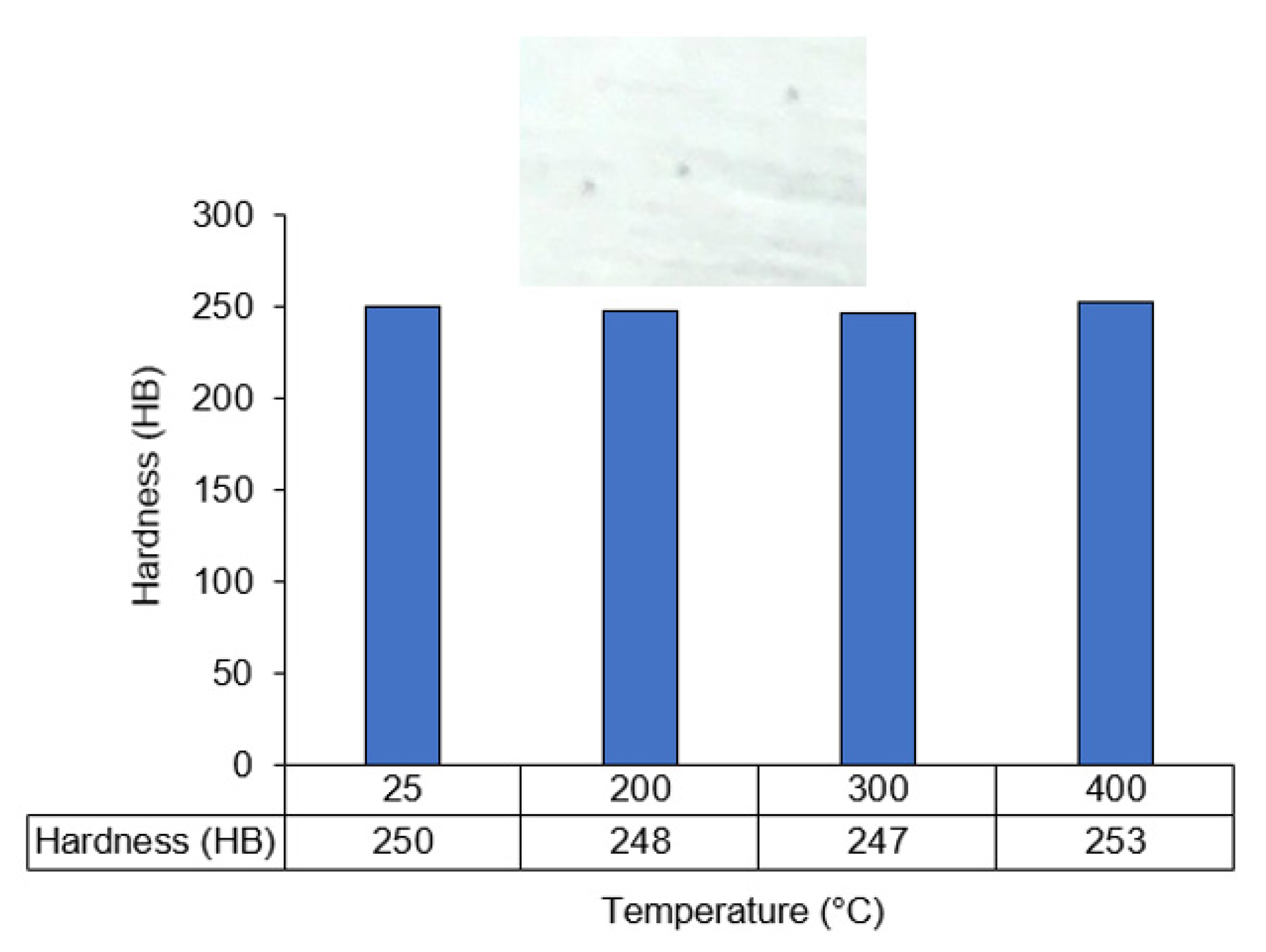
3.2. Effect of TAM on Hardness
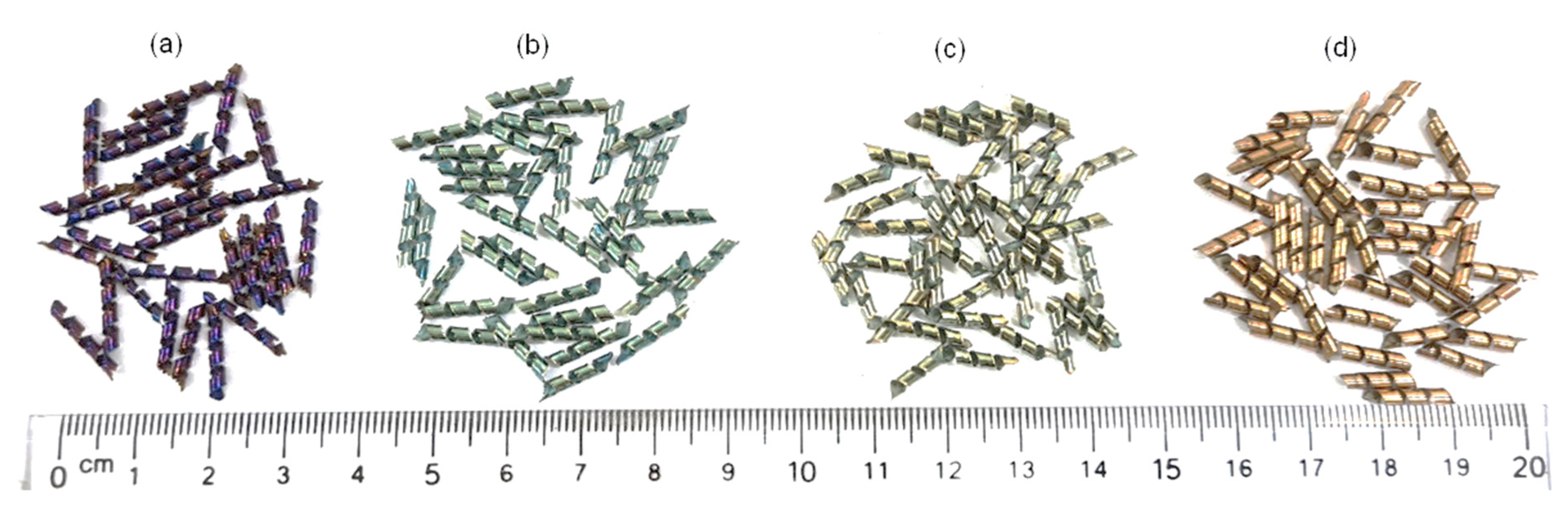
3.3. Effect of TAM on Chip Color
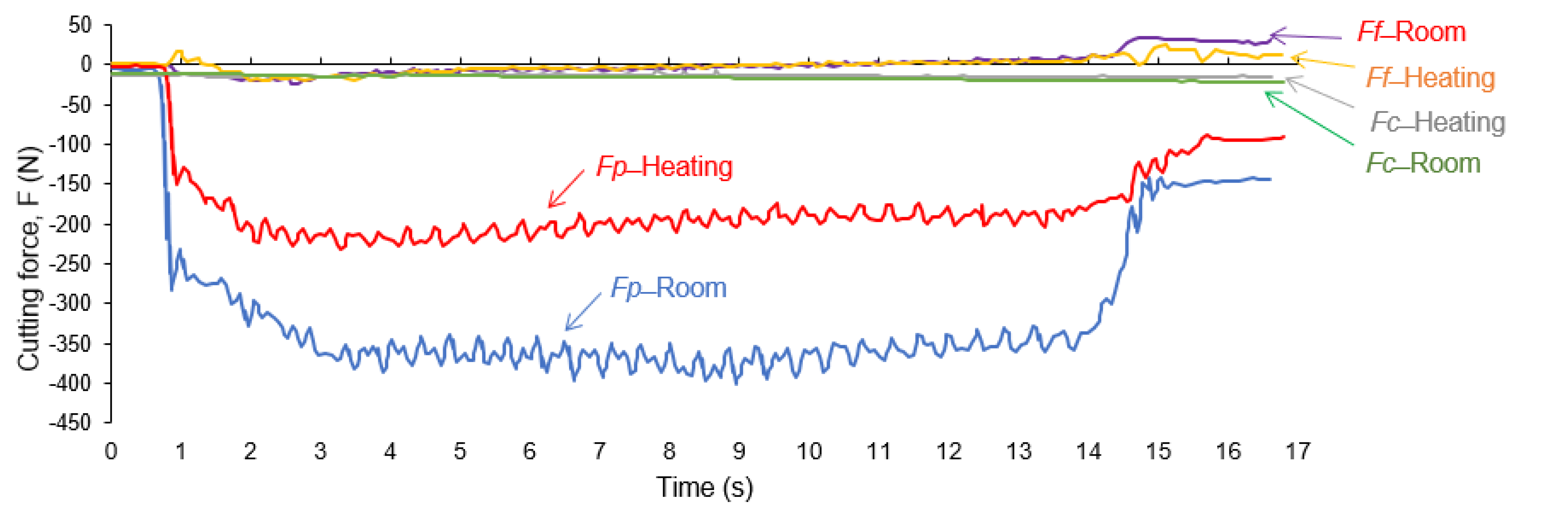
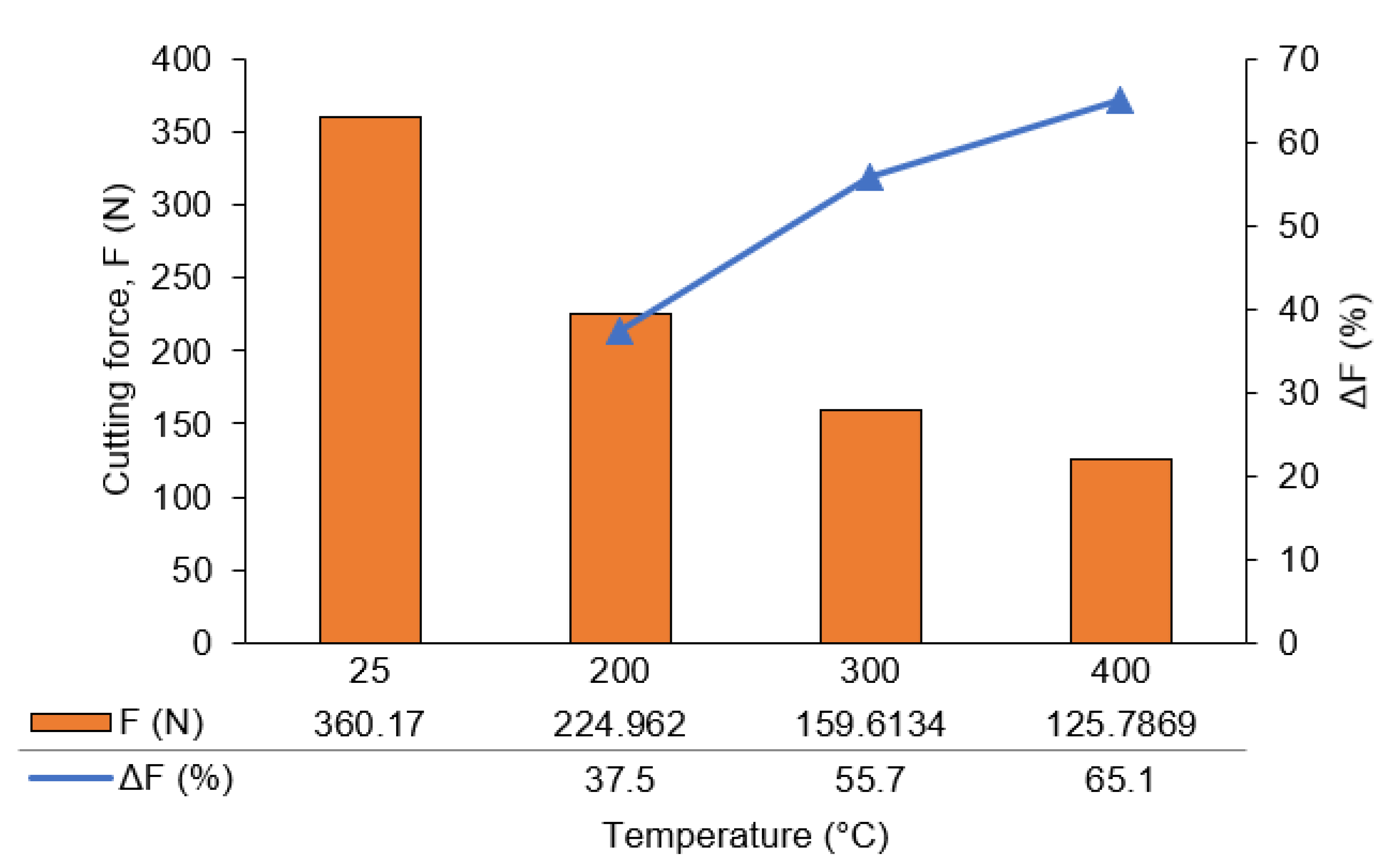
3.4. Effect of TAM on Cutting Force
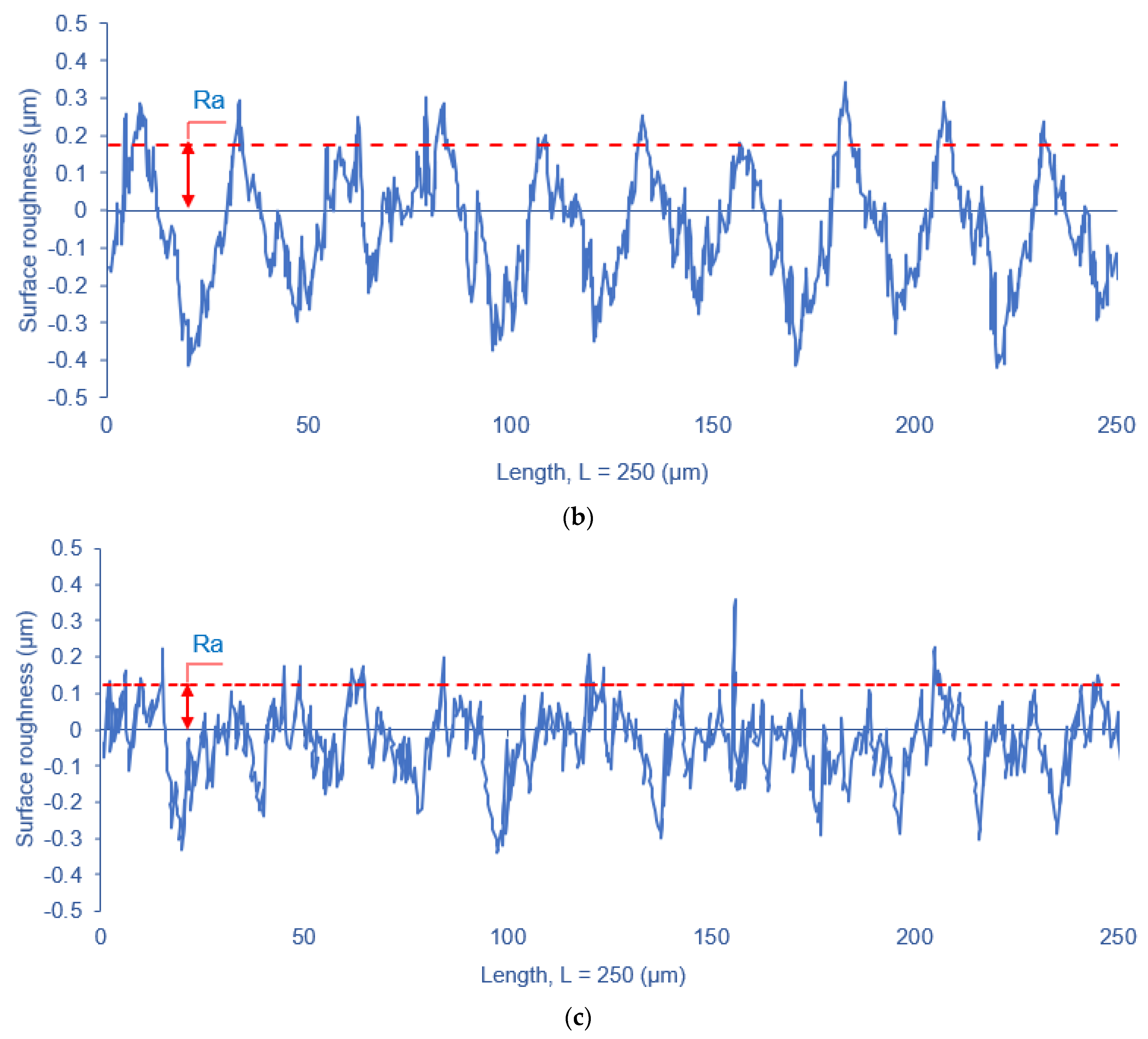
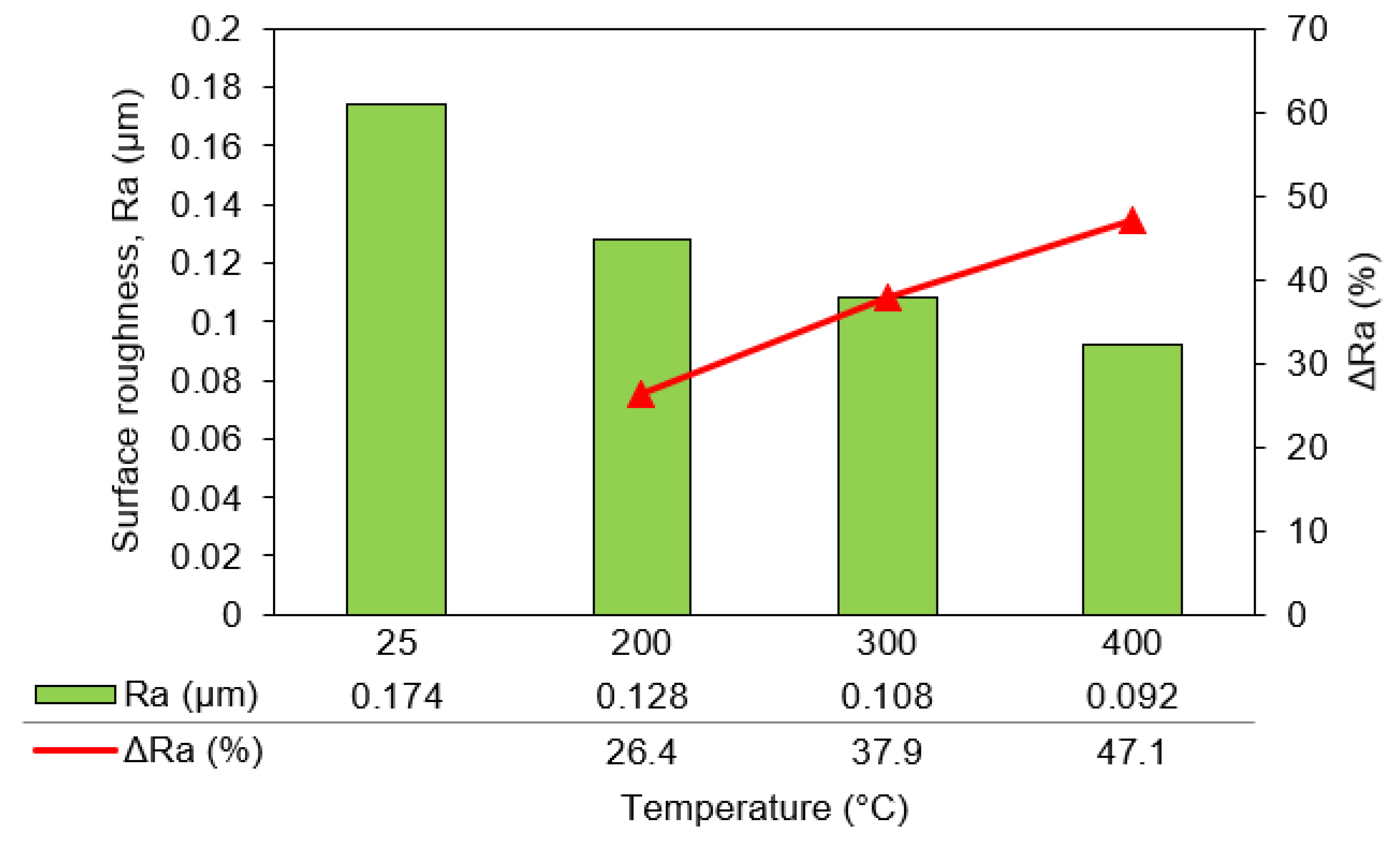
3.5. Effect of TAM on Surface Roughness (Ra)
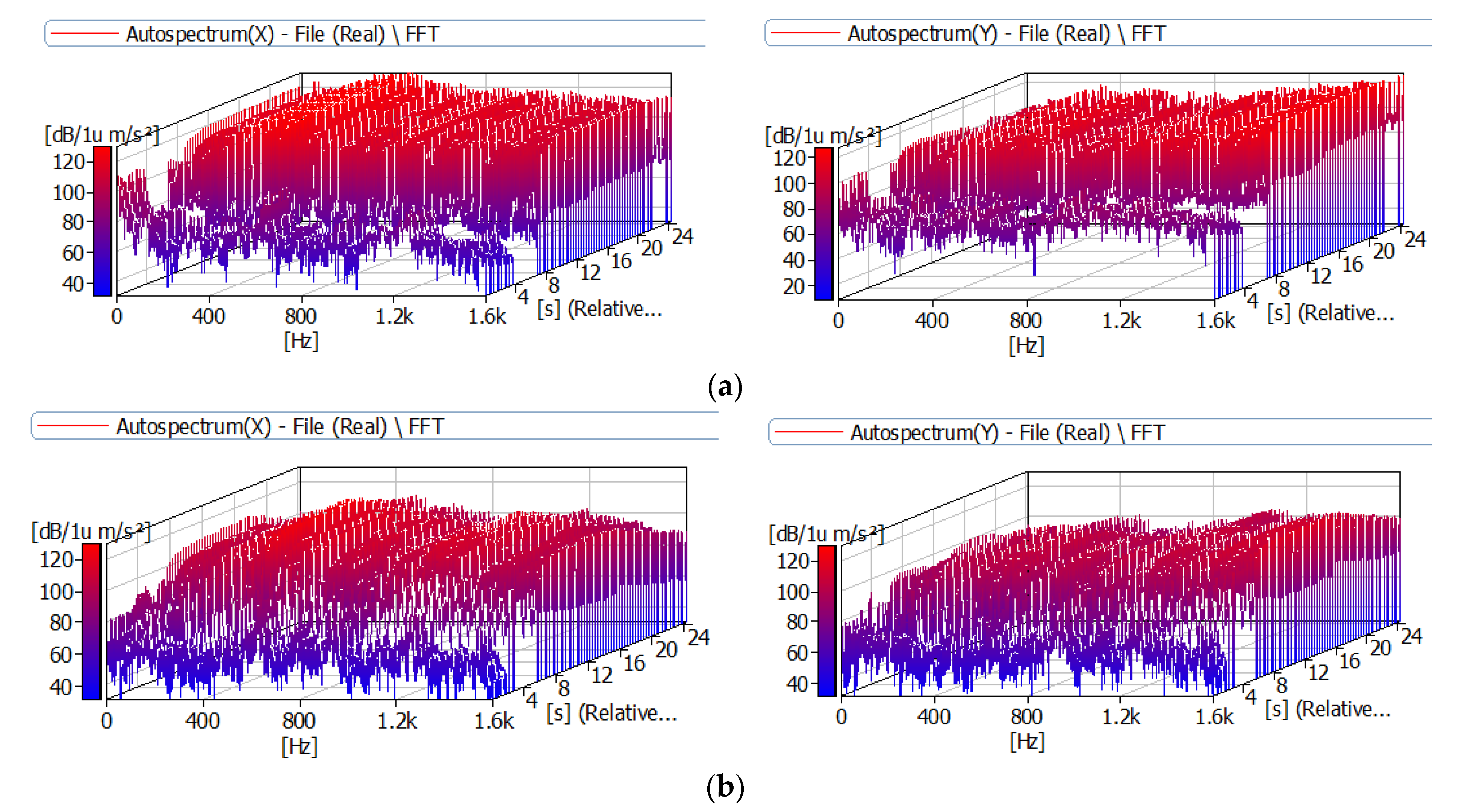
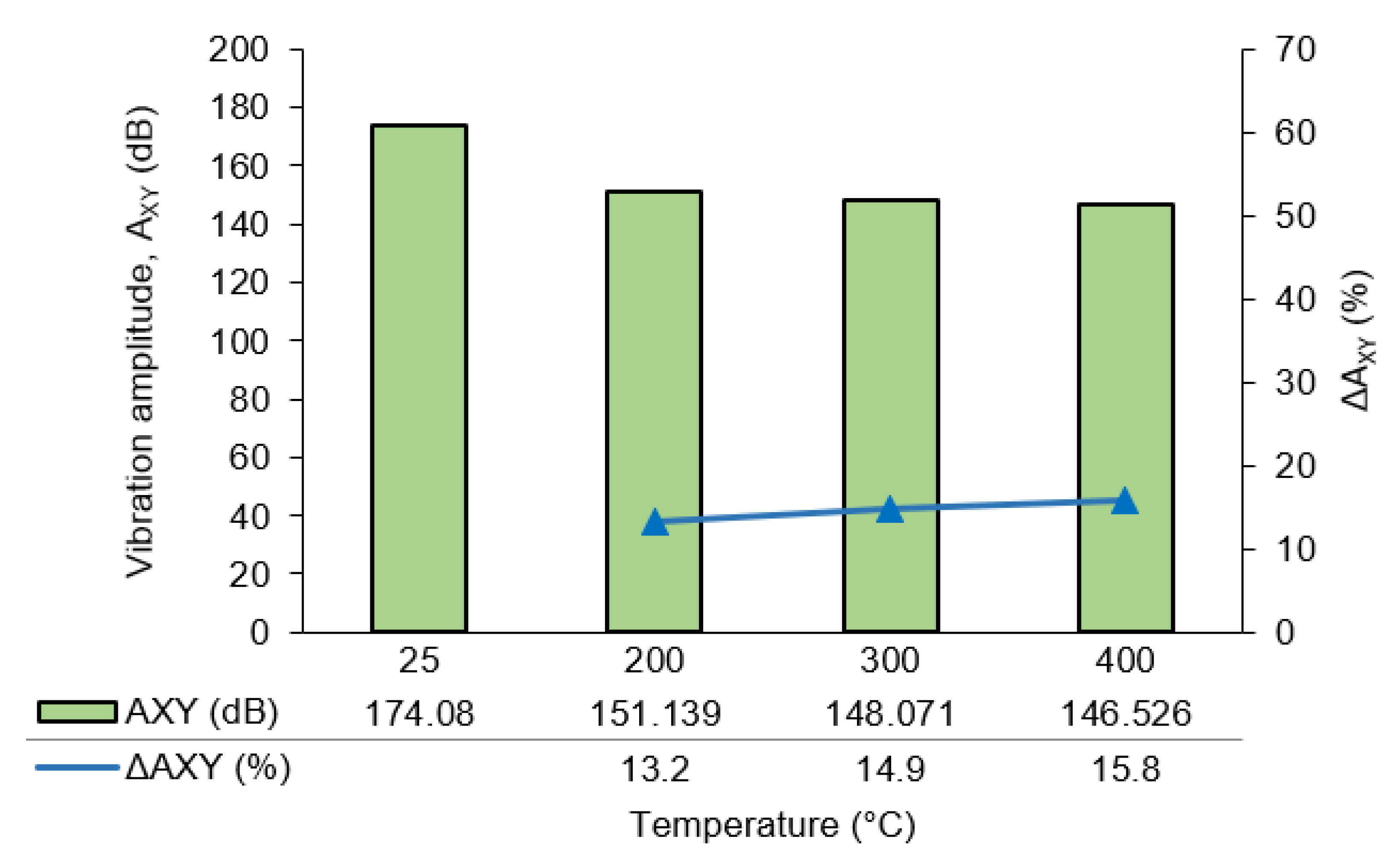
3.6. Effect of TAM on Cutting Vibration
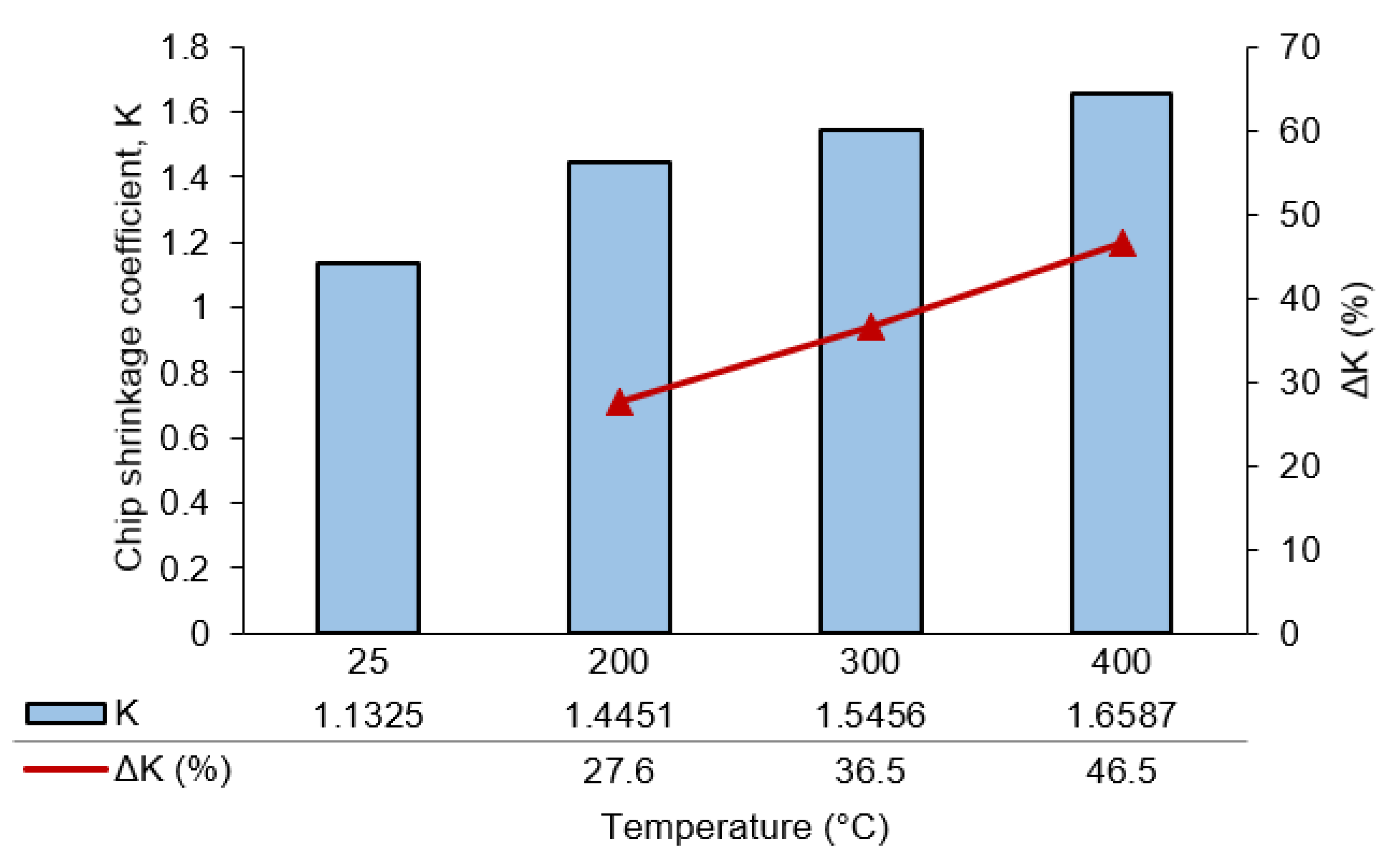
3.7. Effect of TAM on Chip Shrinkage Coefficient (K)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Irving, A.D.; Clarance, L.M.; Russell, F.H. High Temperature Machining Methods; Armed Services Techinical Information Agency, Arlington Hall Station: Arlington, VA, USA, 1963. [Google Scholar]
- Rajput, M. CFD Modelling of Hot Machining Operation. Ph.D. Thesis, National Institute of Technology Rourkela, Rourkela, Orissa, India, 2010. [Google Scholar]
- Makwana, R.; Prajapati, H. Experimental Investigation on Effect of Machining Parameters on Surface Roughness in Thermally Assisted Turning of mild steel. In Proceedings of the International Conference on Multidisciplinary Research & Practice, Ahmedabad, India, 30 November 2014; Volume 1, pp. 488–489. [Google Scholar]
- Harpreet, E.M.G.S.; Sharma, E. Analysis of Surface Roughness and Material Removal Rate in Dry and Thermal Assisted Machining of EN8 Steel. Int. J. Eng. Sci. Res. Technol. 2015, 4, 577–583. [Google Scholar]
- Baili, M.; Wagner, V.; Dessein, G.; Sallaberry, J.; Lallement, D. An Experimental Investigation of Hot Machining with Induction to Improve Ti-5553 Machinability. Appl. Mech. Mater. 2011, 62, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Rahim, E.A.; Warap, N.; Mohid, Z. Thermal-assisted machining of nickel-based alloy. In Superalloys; IntechOpen: London, UK, 2015; pp. 3–29. [Google Scholar]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, R.A.; Pintaude, G.; Unune, D.R.; Khanna, N.; Khan, A.M.; Tomaz, I.; Wojciechowski, S.; et al. Resource saving by optimization and machining environments for sustainable manufacturing: A review and future prospects. Renew. Sustain. Energy Rev. 2022, 166, 112660. [Google Scholar] [CrossRef]
- Barewar, S.D.; Kotwani, A.; Chougule, S.S.; Unune, D.R. Investigating a novel Ag/ZnO based hybrid nanofluid for sustainable machining of inconel 718 under nanofluid based minimum quantity lubrication. J. Manuf. Process. 2021, 66, 313–324. [Google Scholar] [CrossRef]
- Unune, D.R.; Mali, H.S. Current status and applications of hybrid micro-machining processes: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 1681–1693. [Google Scholar] [CrossRef]
- Xavierarockiaraj, S.; Kuppan, P. Investigation of cutting forces, surface roughness and tool wear during Laser assisted machining of SKD11Tool steel. Procedia Eng. 2014, 97, 1657–1666. [Google Scholar] [CrossRef] [Green Version]
- Thi-Bich, M.; Van-Chien, D.; Tien-Long, B.; Duc-Toan, N. Cutting Force Model for Thermal-Assisted Machining of Tool Steel Based on the Taguchi Method. Metals 2018, 8, 992. [Google Scholar] [CrossRef] [Green Version]
- Mac, T.-B.; Banh, T.-L.; Nguyen, D.-T. Study on cutting force and chip shrinkage coefficient during thermal-Assisted machining by induction heating of SKD11 steel. J. Korean Soc. Precis. Eng. 2019, 36, 803–811. [Google Scholar] [CrossRef]
- Mac, T.-B.; Luyen, T.-T.; Nguyen, D.-T. A Study for Improved Prediction of the Cutting Force and Chip Shrinkage Coefficient during the SKD11 Alloy Steel Milling. Machines 2022, 2022, 229. [Google Scholar] [CrossRef]
- Thanh-Huan, N.; Duc-Toan, N. Experimental Researches of Turning Hardened 9CrSi Alloy Tool Steel with Laser-Assisted Machining. Arab. J. Sci. Eng. 2021, 46, 11725–11738. [Google Scholar] [CrossRef]
- Dong, T.P.; Toan, N.D. A study on the investigation of the microstructure of SKD61 steel after selected quenching and tempering processes. Mod. Phys. Lett. B 2023, 2340022. [Google Scholar] [CrossRef]
- Ginta, T.L.; Amin, A.K.M.N. Thermally-Assisted End Milling of Titanium Alloy Ti-6Al-4V Using Induction Heating. Int. J. Mach. Mach. Mater. 2013, 14, 194–212. [Google Scholar] [CrossRef]
- Wang, Y.; Ding, C.; Tang, F.; Zheng, D.; Li, L.; Xie, S. Modeling and simulation of the high-speed milling of hardened steel SKD11 (62 HRC) based on SHPB technology. Int. J. Mach. Tools Manuf. 2016, 108, 13–26. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P.; Fan, J.; Lei, S.; Shin, Y.C.; Petrescu, G. Hybrid machining of Inconel 718. Int. J. Mach. Tools Manuf. 2003, 43, 1391–1396. [Google Scholar] [CrossRef]
- Dong, T.; Toan, N.; Dung, N. Influence of heat treatment process on the hardness and material structure of SKD61 tool steel. Mod. Phys. Lett. B 2023, 2340014. [Google Scholar] [CrossRef]
- Mruthunjaya, M.; Yogesha, K.B. A review on conventional and thermal assisted machining of titanium based alloy. Mater. Today Proc. 2021, 46, 8466–8472. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Thermally enhanced machining of hard-to-Machine materials—A review. Int. J. Mach. Tools Manuf. 2010, 50, 663–680. [Google Scholar] [CrossRef]
- Maitya, K.; Swain, P. An experimental investigation of hot-machining to predict tool life. J. Mater. Process. Technol. 2008, 198, 344–349. [Google Scholar] [CrossRef]
- Germain, G.; Lebrun, J.-L.; Robert, P.; Santo, P.; Poitou, A. Experimental and numerical approaches of laser assisted turning. Int. J. Form. Process. 2005, 8, 347–361. [Google Scholar]
- Jeon, Y.; Pfefferkorn, F. Effect of laser preheating the workpiece on micro end milling of metals. J. Manuf. Sci. Eng. Trans. ASME 2008, 130, 1–9. [Google Scholar] [CrossRef]
- Dumitrescu, P.; Koshy, P.; Stenekes, J.; Elbestawi, M. High-power diode laser assisted hard turning of AISI D2 tool steel. Int. J. Mach. Tools. Manuf. 2006, 46, 2009–2016. [Google Scholar] [CrossRef]
- Kannatey-Asibu, E. Principles of Laser Materials Processing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Wang, C.; Xie, Y.; Zheng, L.; Qin, Z.; Tang, D.; Song, Y. Research on the Chip Formation Mechanism during the high-speed milling of hardened steel. Int. J. Mach. Tools Manuf. 2014, 79, 31–48. [Google Scholar] [CrossRef]
- Rudnev, V.; Love30less, D.; Cook, R.; Black, M. Handbook of Induction Heating; Marcel Dekker: New York, NY, USA, 2003. [Google Scholar]
- Thi-Hoa, P.; Thi-Bich, M.; Van-Canh, T.; Tien-Long, B.; Duc-Toan, N. A study on the cutting force and chip shrinkage coefficient in high-speed milling of A6061 aluminum alloy. Int. J. Adv. Manuf. Technol. 2017, 98, 177–188. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Si | Mn | Ni | V |
|---|---|---|---|---|---|---|
| 1.4–1.6 | 11–13 | 0.7–1.2 | ≤0.6 | ≤0.6 | - | 0.15–0.3 |
| Temperature | Ff (N) | Fp (N) | Fc (N) | F (N) |
|---|---|---|---|---|
| Room | 4.317 | 360.031 | 9.028 | 360.170 |
| 200 °C | 8.958 | 214.583 | 9.071 | 214.962 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mac, T.-B.; Luyen, T.-T.; Nguyen, D.-T. Assessment of the Effect of Thermal-Assisted Machining on the Machinability of SKD11 Alloy Steel. Metals 2023, 13, 699. https://doi.org/10.3390/met13040699
Mac T-B, Luyen T-T, Nguyen D-T. Assessment of the Effect of Thermal-Assisted Machining on the Machinability of SKD11 Alloy Steel. Metals. 2023; 13(4):699. https://doi.org/10.3390/met13040699
Chicago/Turabian StyleMac, Thi-Bich, The-Thanh Luyen, and Duc-Toan Nguyen. 2023. "Assessment of the Effect of Thermal-Assisted Machining on the Machinability of SKD11 Alloy Steel" Metals 13, no. 4: 699. https://doi.org/10.3390/met13040699