1. Introduction
Cutting operations with relatively low cutting velocity include planing and broaching technologies. Planing is a cutting process in which the formed chip is visible to the eye, whereas in broaching, the chip generation process is hidden and invisible to the naked eye. Therefore, it is possible to monitor the development of the temperature field in the area of chip generation during planing with a temperature measuring device by laser aiming and thus providing an approximate idea of the temperature generated not only during cutting but also during broaching [
1,
2].
The planing process is one of the oldest among the so-called single-point machining processes, used in the production of long cuts. This type of machining technology uses a linear motion with a single-pointed cutting tool to create a flat surface. The cutting tool is clamped in the tilting head, which prevents damage to the cutting edge when returning the tool. Although the process seems to be easy, setting the cutting conditions is difficult [
3,
4,
5,
6].
During the planing, the workpiece moves linearly and is usually machined with one tool. Because the large, heavy workpiece and table are in motion at relatively low cutting speeds, planers come with several tool heads and multiple tools in one head [
7]. In addition, many planers are constructed with tool heads to make cuts in both directions of table movement [
8]. Nevertheless, as mentioned above, since only single-pointed tools and low cutting speeds are used, planing is classified as a low-productivity cutting process compared to other cutting methods. However, when machining long and narrow surfaces (such as guide rails, long grooves, etc.) and when cutting multiple pieces with a planer, the efficiency of this type of workpiece processing can be much higher compared to milling [
9,
10]. The planing accuracy can reach IT9~IT8 and the surface roughness can be in the range of Ra is 3.2~1.6 μm [
11,
12,
13].
In spite of planing being considered an obsolete technology, for performing and observing experimental tests for machining at relatively low cutting speeds, planing appears to be a very attractive machining process [
14]. At slow-rate machining, the chip-formation process can be observed in both cutting methods, orthogonal and oblique.
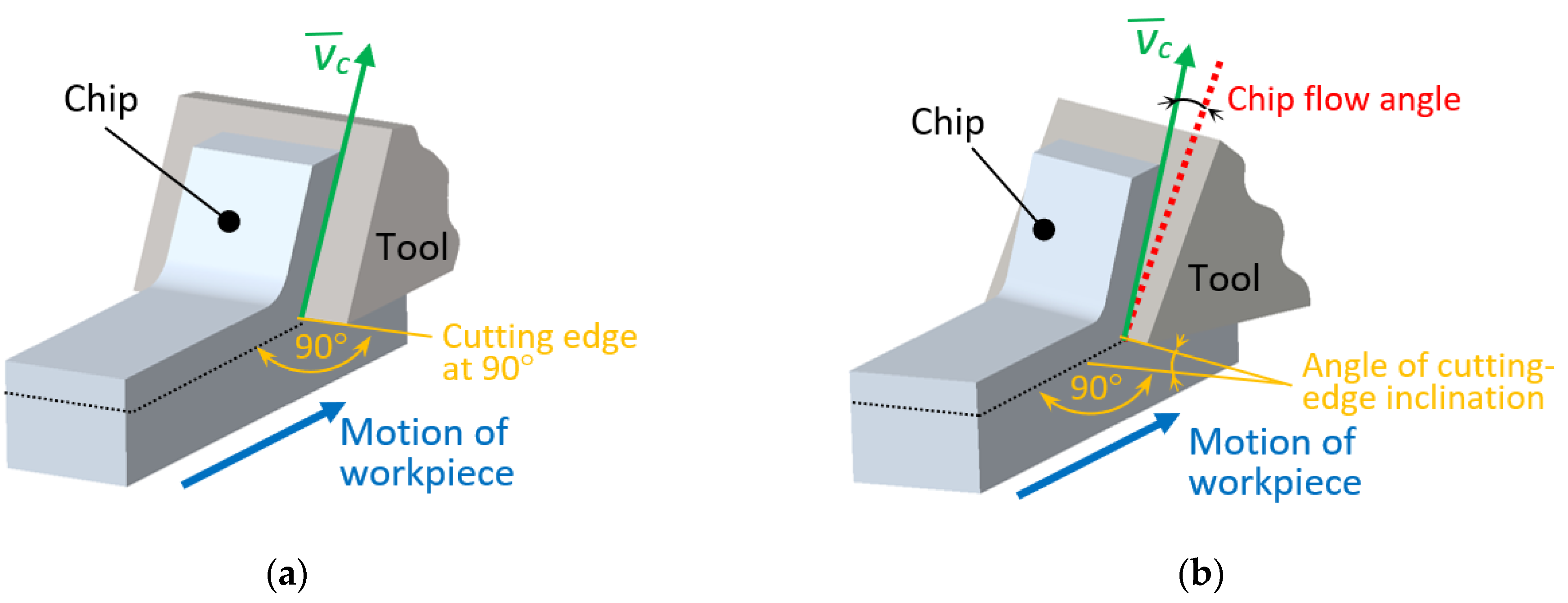
For orthogonal cutting (
Figure 1a), it is characteristic that the cutting edge is perpendicular to the direction of movement of the tool and wider than the width of the cut. The shear force acts on a smaller area, so shear force per unit area is higher and the tool life is shorter than obtained in oblique cutting [
15,
16]. The forces that occur in this type of machining can be drawn in a plane, which is why it is also known as 2D machining [
17]. If the angle between the cutting edge and the movement of the tool is not “right” (90°), it is an oblique cutting, which is also called 3D machining, because the cutting force is not planar, but spatial and is represented by 3 components [
18]. All these facts affect the cutting conditions, tool life, durability as well as the quality of machined surface.
In both types of machining, the chip resulting from the interaction of the tool with the workpiece plays a crucial role in determining the properties of the machined surface and tool life. Properties that reflect its behaviour in the shear plane (acceleration of shear deformation, shear stress and shear angle) can also be represented by temperature and microhardness [
19,
20].
Jain et al. [
21] verified the degree of influence of shear strain accelerations on the microhardness of chips during machining under the same cutting conditions. The basis of the hypothesis was the fact that the acceleration of shear deformation controls machining parameters such as tool-chip interface temperature, shear angle, tool wear, etc., and the hypothesis was confirmed.
The process of chip development in high-speed machining of hardened steel was studied by Wang et al. [
22]. Research has confirmed that the formation of chips, when cutting materials of different hardness, can be controlled by setting a suitable combination of technological parameters. The hardness of the material as well as the local temperature increases with increasing cutting speed. When the parameters are in equilibrium, the deformation is concentrated in the shear zone and adiabatic shear occurs.
The effect of cutting conditions on the microhardness of the material in the cutting area along with chip thickness was investigated by Alrabii and Zumot [
23] in experimental tests. They reported that microhardness increases with increasing cutting parameters (depth of cut, speed and feed), but only to a certain extent. Above this level, an increase in cutting parameters causes a decrease in microhardness.
The influence of changes in the microstructure of AISI 1045 steel on diffusion wear during turning in a zone of chip formation as a function of variable cutting speed was investigated Pu et al. [
24]. The results of the research showed that with the cutting speed increasing, the grain size of the various phases also increases.
Response surface methodology was used in the study of Senussi [
25] to specify the root cause of an effect of the relationship between chip microhardness and input control variables influencing the response as a 2D or 3D hypersurface. He stated that the combined effect of cutting speed at its lower level, feed rate and cutting depth at their higher values could result in increasing the microhardness of the chip.
Various approaches have been used by many researchers to study the effect of cutting parameters on chip properties and behaviour. The issues of microhardness, temperature, geometry and chip shape within analytical and numerical models have been developed in several studies [
26,
27,
28,
29,
30], however, the complexity of the chip generation process forced the authors to simplify the simulation conditions, which, however, affected the accuracy of the obtained results, which did not correspond to the real state.
It can be said that many studies were focused on the influence of cutting parameters on microhardness and temperature evaluation in the past, but mostly the object of their investigation was the machined material or the cutting tool. However, only a few studies have addressed the microhardness and temperature of the chips generated during machining, but no study has compared the degree of influence of both the tool geometry (angle of tool-cutting-edge inclination and angle of the tool-orthogonal rake) and the technological conditions (depth of cut, cutting speed) on the chip characteristics (temperature and microhardness) in orthogonal and oblique slow-rate machining of 1.0503 (EN C45) steel that is included in the presented research. Based on the measured data, behavioural models were created for the temperature and Vickers microhardness of chips at individual combinations of the factors. The experiments were carried out on specially prepared workpieces designed for immediate stopping of machining.
On the basis of the above, it can be said that the novelty of the research lies not only in its complexity and the combination of included research factors (from the type of machining and machined material, through the geometry of the tool to the technological conditions), which according to the authors’ best knowledge have not yet been studied, but also in the newly proposed methodology for obtaining chips in an attempt to bring the observed chip samples as close as possible to the state in which they were created so that the texture of such a chip corresponds to the current cutting speed.
2. Materials and Methods
Planing technology, in which the workpiece performs the main movement, was selected for this study. In the experiments carried out as part of the presented research, a planing machine HJ8A type (KOVOSVIT inc., Holoubkov; Czech Republic) shown in
Figure 2a was used. The process of planing of EN C45 steel is captured in
Figure 2b. The machine is designed for the production of medium-heavy workpieces in piece and series production. The worktable has three levels of working and retraction speeds. The hydraulic drive is equipped with two gear pumps with separate electric motors, electromagnetic, hydraulic distribution and a combination of pump devices to change the speed levels of the table. The crossbar with support is vertically adjustable on the stand. The planer has two supports on the crossbar and one on the stands. Feeds and rapid feeds are controlled by the slide box at the end of the crossbar, either hydraulically or electrically. The table feed and the fast feeds of the crossbar, as well as the carriage, are controlled by the buttons from the hanging control box.
No cooling medium was used during machining, as the tool path was relatively short (about 200 mm), so there was no overheating of the tool and the material being processed.
Steel 1.0503 (EN C45), which is usually used in experiments as a standard [
31], was chosen as the machined material within the experiments. It is a medium carbon-unalloyed structural steel that provides moderate tensile strength (in the range of 570–700 MPa), Brinell hardness of 170–210 and a good wear resistance. The material can be processed with hardening by means of quenching and tempering on focused and restricted areas. C45 can also be instigated with induction hardening up to the hardness level of HRC 55. This grade is in majority situations delivered in an unattended heat treatment state i.e., normalized condition, although it can be furnished also in numerous heat treatment variations. Machinability of C45 is equivalent to that of mild steel for example CR1 grade; on the other hand weld ability is exhibited lower than that of mild steel [
32]. Steel is suitable for producing shafts of turbochargers, pumps, traction machines, electric motors, more giant gears, screws, automobile crankshafts, connecting rods, steering levers, spring hinges or pins. The chemical composition of machined 1.0503 (EN C45) steel is in
Table 1.
The values of the cutting parameters (cutting speed vc, cutting depth ap) for experimental testing were chosen based on the requirements of technical practice, whereas the lowest cutting speed was given by the planer and corresponded to 60% of the machine’s power. Values for cutting depth ap were set based on machine limitations for maximum chip cross-section.
The planing necking tool type 32×20 ON 36550 HSS00 was used at orthogonal machining, whereas the straight roughing tool 32×20 ON 36500 HSS00 was employed at oblique machining. The brazed high-speed steel tips with three different values of the angle of cutting-edge inclination
λs = 0°, 10° and 20° were applied within experimental testing [
33].
The cutting tools used in the experiments are shown in
Figure 3, and the next tools’ characteristics are given in
Table 2.
The geometrical characteristics of the cutting tool were chosen in accordance with the machined material and the characteristics of the planing process. This method of machining requires the use of a more robust tool compared to turning. Increased robustness is required from the point of view of a significantly more dynamic way of first contact between the tool face and the workpiece [
34]. The following requirements were also taken into account when choosing the tool geometry:
Compliance with the condition of the tool’s physical resistance to dynamic shocks when entering the cut;
The range of variable values ensuring the statistical significance of the experiment;
The difference in the characteristics of the chip formation process for orthogonal and oblique cutting.
According to the tool manufacturer’s recommendations, the rake angle when planing type C45 steels is chosen in the range of 8°–14°, and the angle of tool-orthogonal clearance
αo for this type of steel is chosen in the range of 7°–11° [
35].
Considering all the demands and recommendations, the angle of tool-orthogonal clearance αo, adopted the strategy of using the smallest value (7°) in terms of production recommendations and the other two values are in a linear series with an increment of 4° for the tools within the presented experiments.
Similarly, in the research, the angles of the tool-orthogonal rake γo were set up so they reflected the requirement to ensure the lowest possible specific resistance, whereas the maximum value was related to the bending stiffness of the cutting wedge. Specifically, for the planing necking tool, an interval of three values graduated by 4° from the smallest recommended value (8°) was chosen for the angle of the tool-orthogonal rake γo. For the straight roughing tool, the manufacturer’s recommended values of the angle of tool-orthogonal rake γo were reduced due to an effort to increase the strength properties of the tool tip and were used in gradations of 3°/7°/11°. For this tool, for the same reason of increasing the strength of the tip, the tool included angle εr in the value of 100° was used.
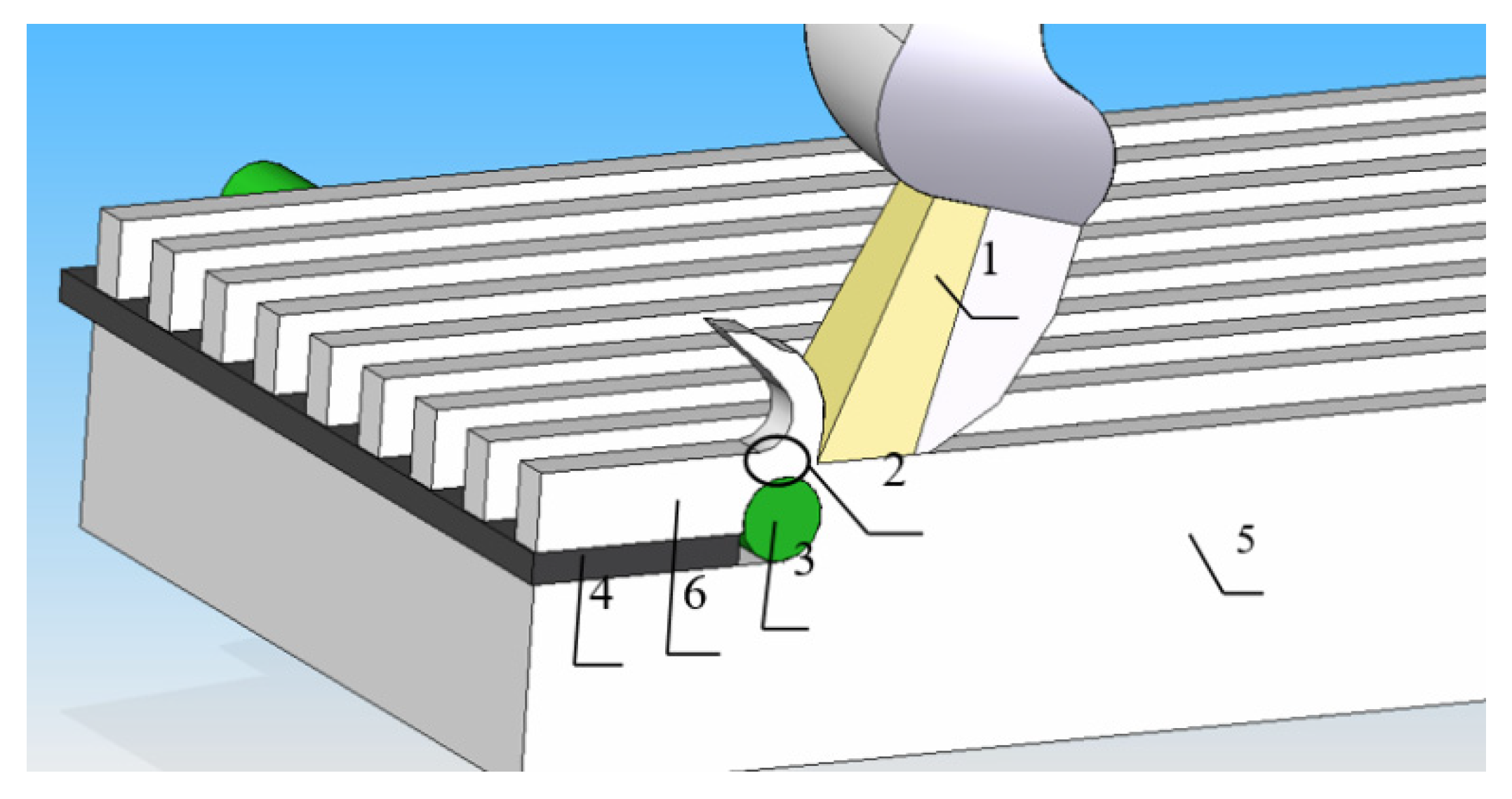
In order to observe changes in the chip formation zone, it was necessary to stop the machining process and break the contact of the tool with the workpiece. For this purpose, a methodology of immediate machining stop was developed based on the observation of chip behaviour during face milling, in which the end of the chip breaks off when leaving the cut. Observations have shown that the texture of such a chip corresponds to the actual speed at the moment of interruption of the cut. This know-how led the authors to use it in the presented research, and so they have developed a new methodology of obtaining chip roots based on the special modifications of the machined sample. The principle of the methodology is based on the designing of a specific workpiece (shown in
Figure 4), and it is described below.
After milling the grooves of 10 mm × 10.5 mm into a semi-finished product with dimensions of 240 mm × 87.5 mm × 30 mm in the longitudinal direction, 11 protrusions with a rectangular cross-section of 10.5 mm × 2.5 mm were created, and each protrusion was used for a separate experiment.
At the end of the sample, where the tool comes out of the grip, the protrusions were undercut, and a plate was inserted into the resulting gap, which had the task of preventing the deformation of the final sample. The most crucial role in the cutting interruption process was played by a transverse hole with a diameter of 8 mm, which was drilled in front of the reinforcing plate (from the point of view of the cutting direction) and which was subsequently also reinforced with a metal rod. When the tool passed over the hole, the cross-section narrowed, and the material was torn, and the end part of the protrusion was thrown sharply in the direction of the tool’s movement at speed greater than the cutting speed. The separated end parts together with the resulting chip served as samples that captured the state of plastic deformation corresponding to the actual cutting speed.
An infrared thermometer UNI-T UT305C (Uni-trend Technology Co., Ltd., Dongguan City, Guangdong Province, China) was employed to measure the temperature of various surfaces by measuring the infrared radiation emitted from a focused surface and whose specifications were sufficient for the experiments carried out in this research. Its basic characteristics were: Temperature range −50~1550 °C; Accuracy ±1.8%; Repeatability ±0.5%; Resolution 0.1; Response time 250 ms (95% of reading); Emissivity 0.1~1.0 adjustable; Laser power <1 mW; Laser wavelength 630~670 nm; Spectral response 8~14 μm.
Since the temperature measurement was performed only on a cutting length of 200 mm, it was assumed that the increase in temperature in the cutting area was directly proportional to the increase in the size of the cutting path of the tool.
The obtained samples were cast in technical dentacryl, which has good insulating properties, high mechanical strength and perfect thermal insulation. The cast samples were ground using water, which had a cooling effect and thus prevented the sample from being affected by heat. In
Figure 5a, the ground and polished sample are shown. After polishing, the samples were etched with Nital, which is a 2% solution of nitric acid HNO
3 in ethyl alcohol. After being etched on the surface, a sample structure of the material was observed with the Platinum USB digital microscope UM019 (Shenzhen Handsome Technology Co., Ltd., Shenzhen, China) with a magnification of 25–220×. An example of an etched sample is shown in
Figure 5b.
Microhardness was measured with a Micro–Vickers hardness tester CV–403DAT (
Figure 6a) according to STN EN ISO 6507-1 standard. The measuring device involves a microscopic and a static method expressed on Vickers or Knoop scales, with magnifications of 200× and 600×. The microhardness measuring according to the Vickers method is determined by optical magnification by pressing a diamond regular quadrilateral needle with a peak wall angle of 136° into the tested material and then measuring the diagonals perpendicular to each other after relieving the load. The loading force acts in a perpendicular direction on the surface of the test specimen.
Hardness measurements were performed in the area of the shear angle at a load of 200 gf (gram-force) for a dwell of 10 s. An example of the tested sample with an imprint under 600× magnifications is shown in
Figure 6b.
4. Conclusions
Planing is one of the slow-speed machining types, and although it is a technology that is rarely used today, its effectiveness for specific types of workpieces can be much higher than that of milling. However, the phenomena taking place at slow-speed machining are similar to, for example, broaching, but in this case the chip remains between the teeth of the broaching mandrel and inside the workpiece, and therefore the process of chip formation cannot be observed or investigated (or only under very complicated conditions).
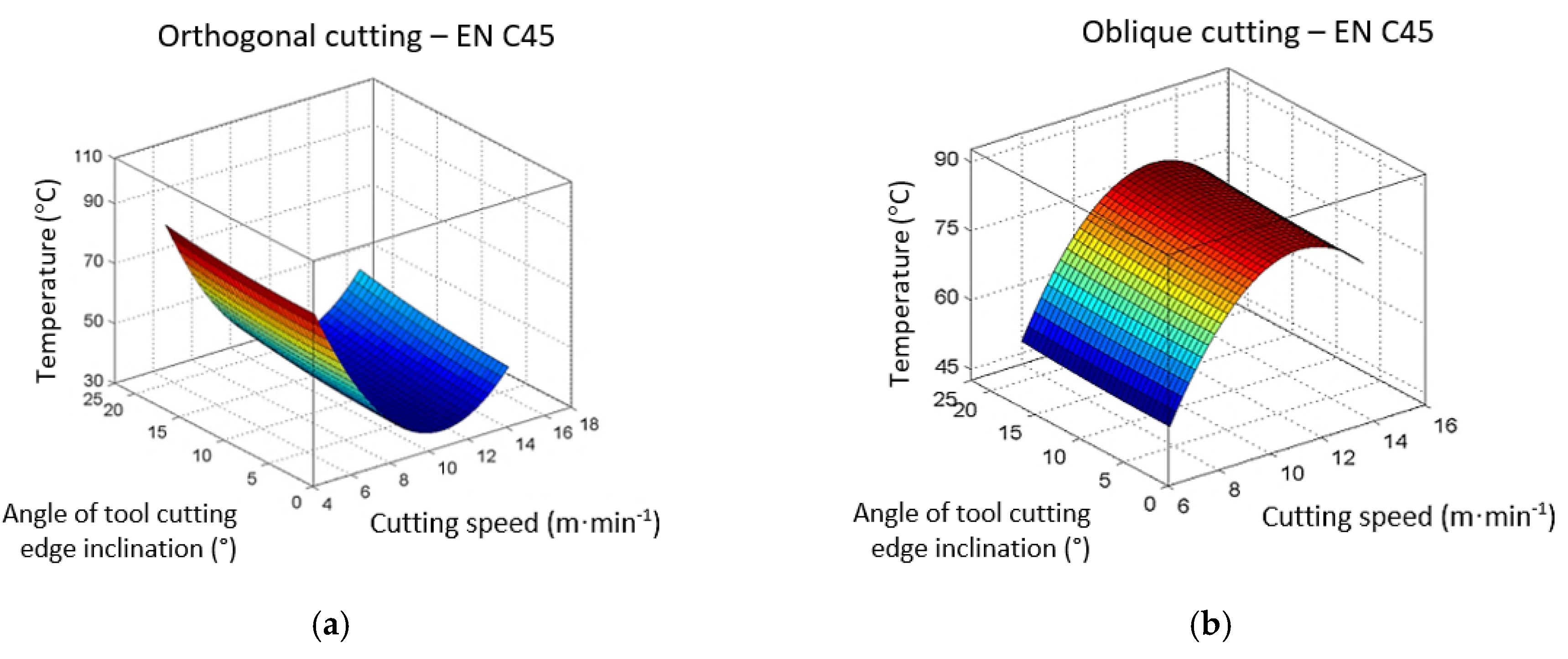
The presented research aimed to analyse the influence of selected parameters on the temperature during cutting operations performed at relatively low cutting speeds and to compare the results at orthogonal and oblique machining. The new methodology for obtaining the chip root was designed so that the chip samples correspond as much as possible to the conditions of the ongoing event and to the current speed at the given moment of machining,
The experiment was designed by the orthogonal experimental composition plan of the investigation through the “star points”. The effect of four parameters (cutting speed vc, the angle of inclination of the main cutting edge λs, the depth of cut ap and the angle of the tool-orthogonal rake γ) on temperature T (°) and Vickers microhardness HV was investigated in the area where the shear angle was formed.
Carbon steel EN C45, which is usually used in the experiments as a standard, was tested in two types of cutting, i.e., orthogonal cutting with a planing necking tool and oblique cutting with a straight roughing tool without cooling. Based on the measured values, the statistical regression dependencies were compiled, where various test criteria were used to verify the measured results, e.g., Grubbs criterion for detecting outlying measured results or gross errors, Cochran’s criterion for homogeneity of variance, Student’s test criterion for determining the significance of regression coefficients, Fisher-Snedecor test criterion for confirming the adequacy of the statistical model. Subsequently, graphical dependencies were constructed and evaluated.
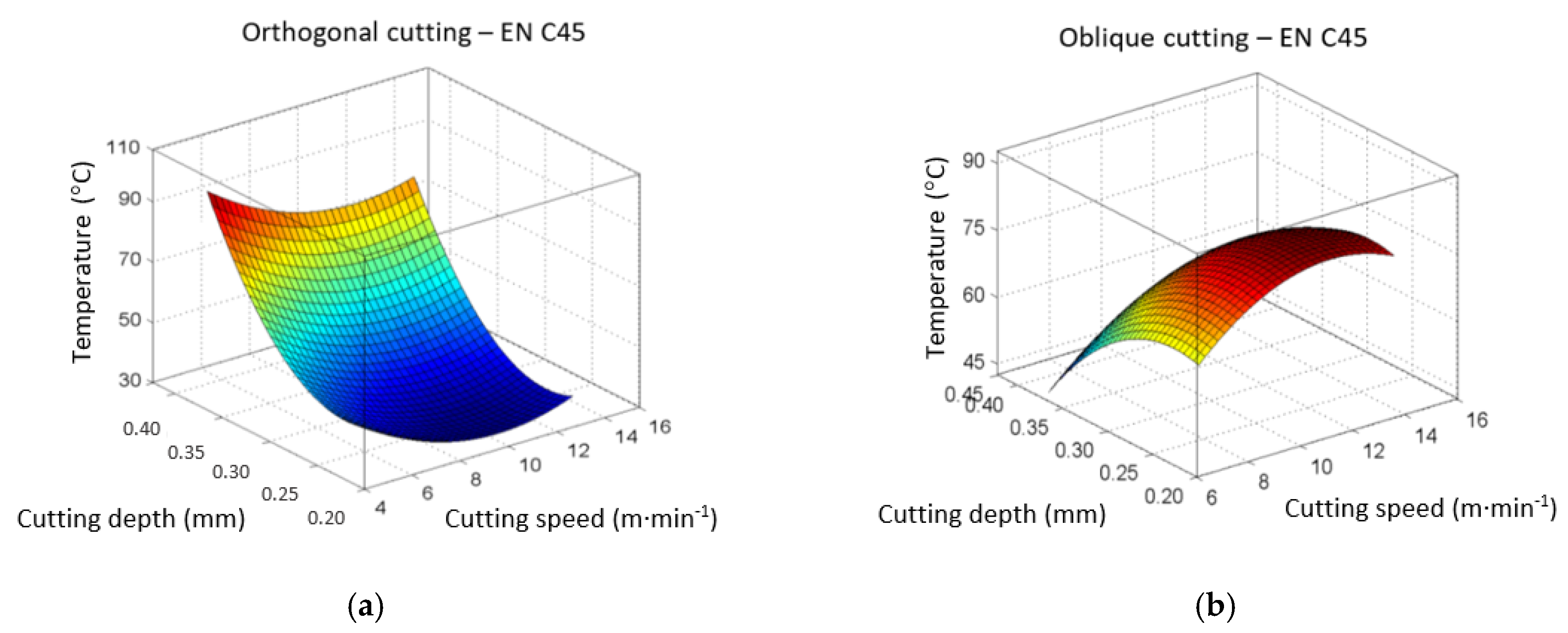
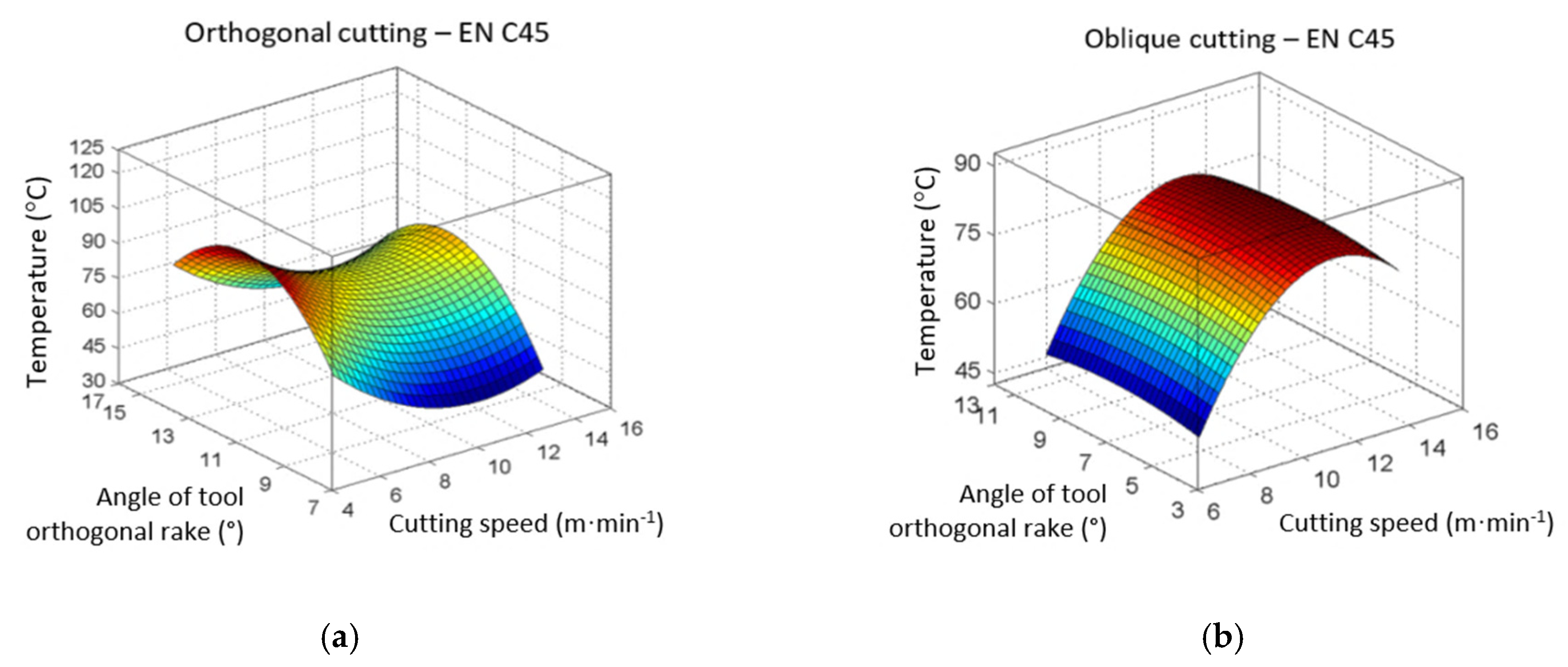
Based on the dependencies of the temperature on the selected parameters on samples made of carbon steel EN C45 in the area of occurrence of the shear angle, it can be concluded:
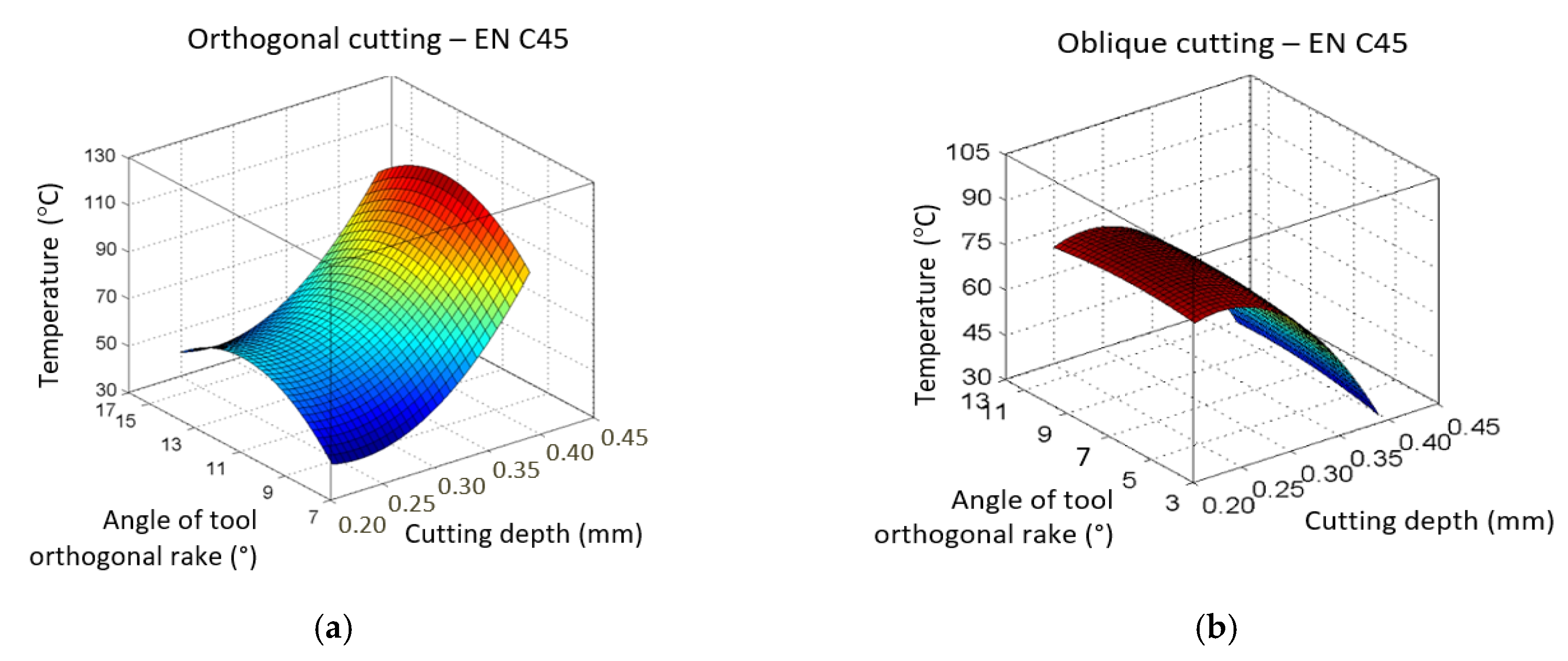
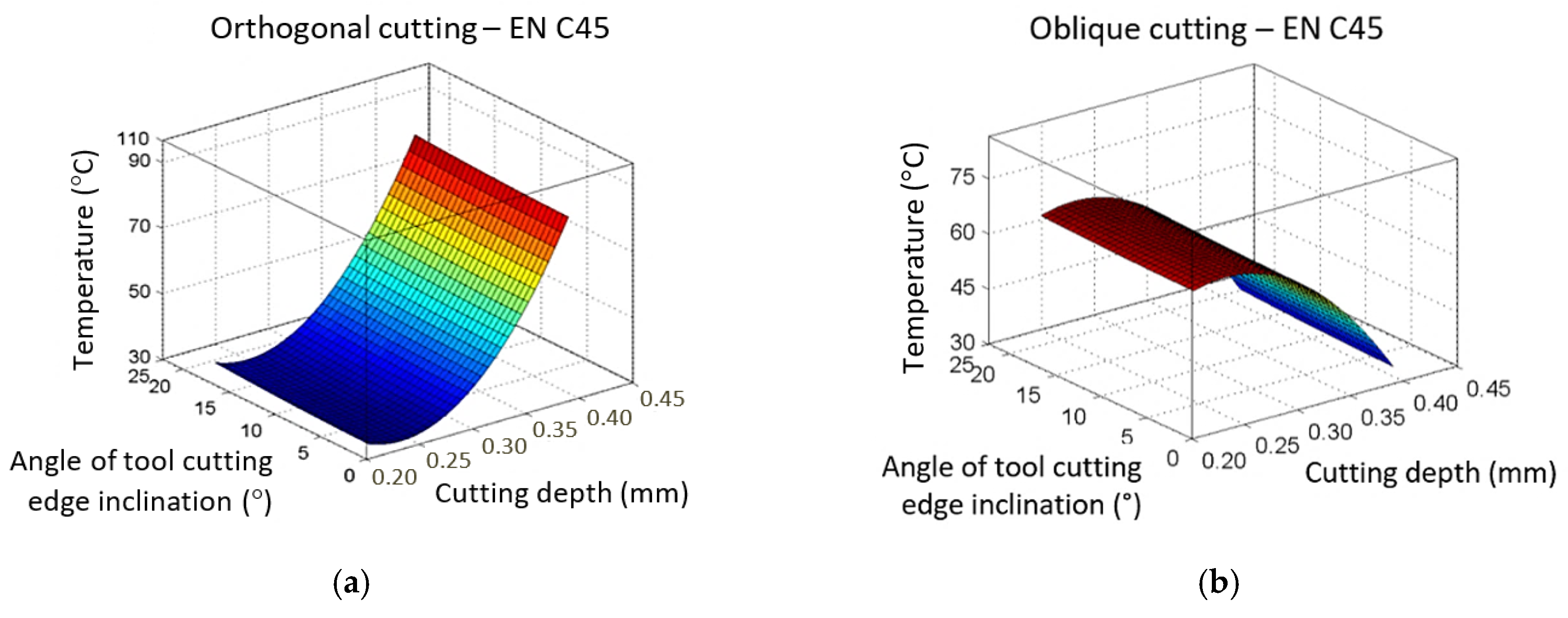
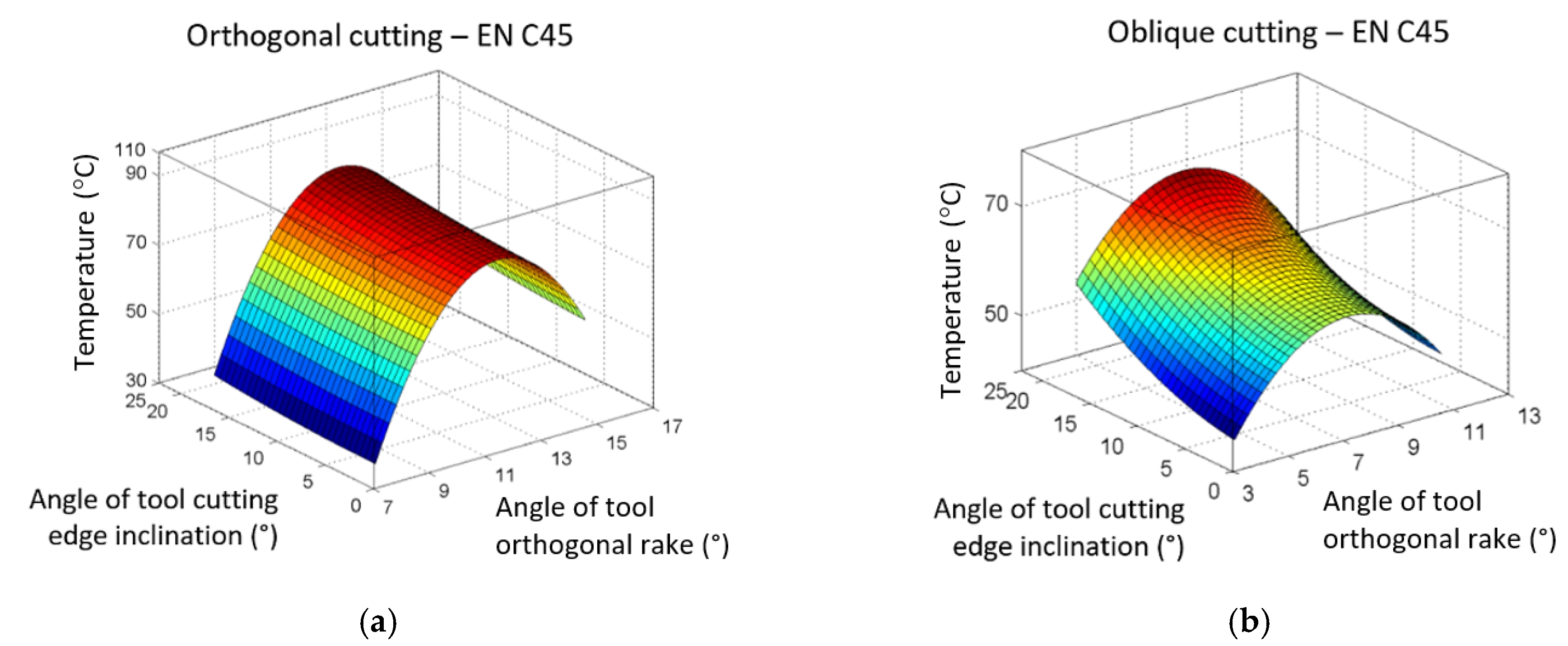
The most significant influence has the cutting depth in both orthogonal and oblique cutting, followed by the cutting speed, and the angle of the tool-orthogonal rake.
The observations have shown that the influence of the angle of inclination of the main cutting edge is inconspicuous (or almost non-existent).
The maximum temperature was reached at the maximum cutting depth at orthogonal cutting, in contrast to oblique cutting, in which the maximum temperature was measured at the minimum cutting depth. In both cases of cutting at the maximum temperature, the mean values of the angle of the tool-orthogonal rake played a role.
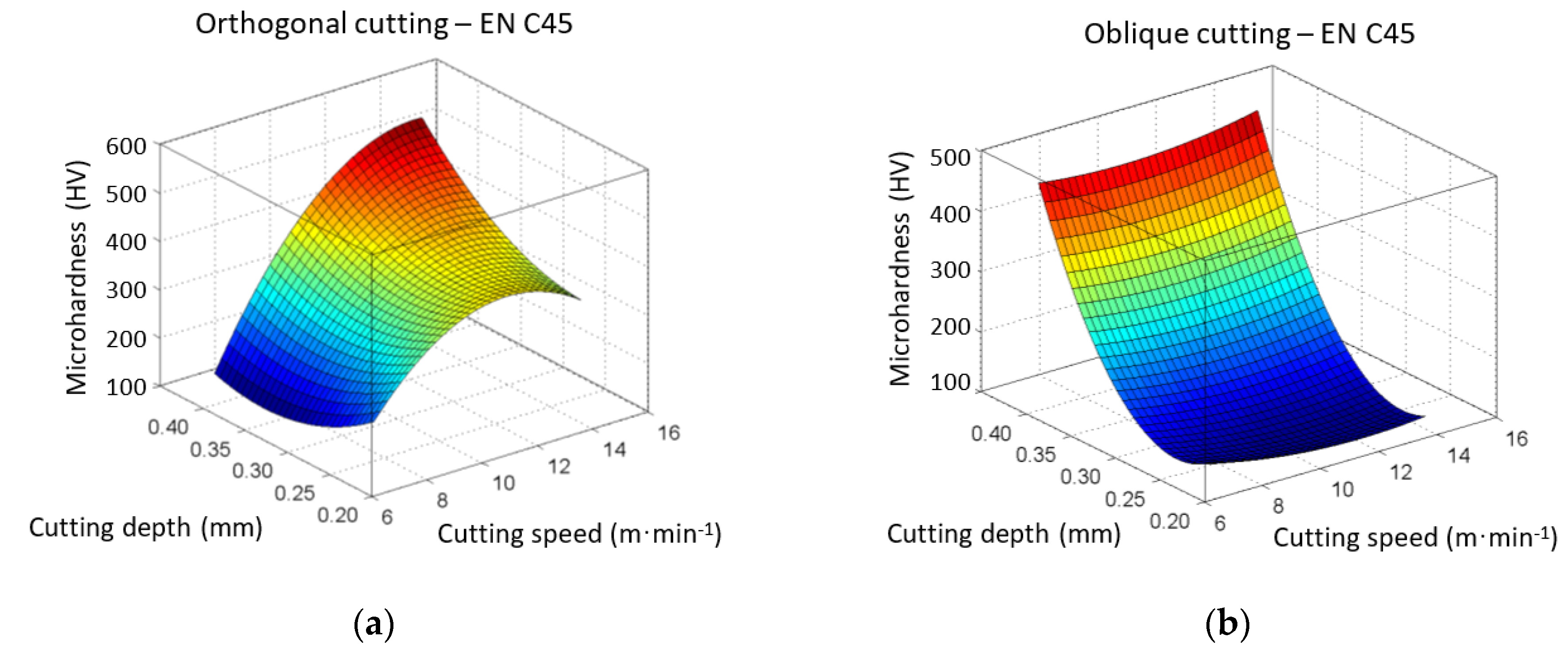
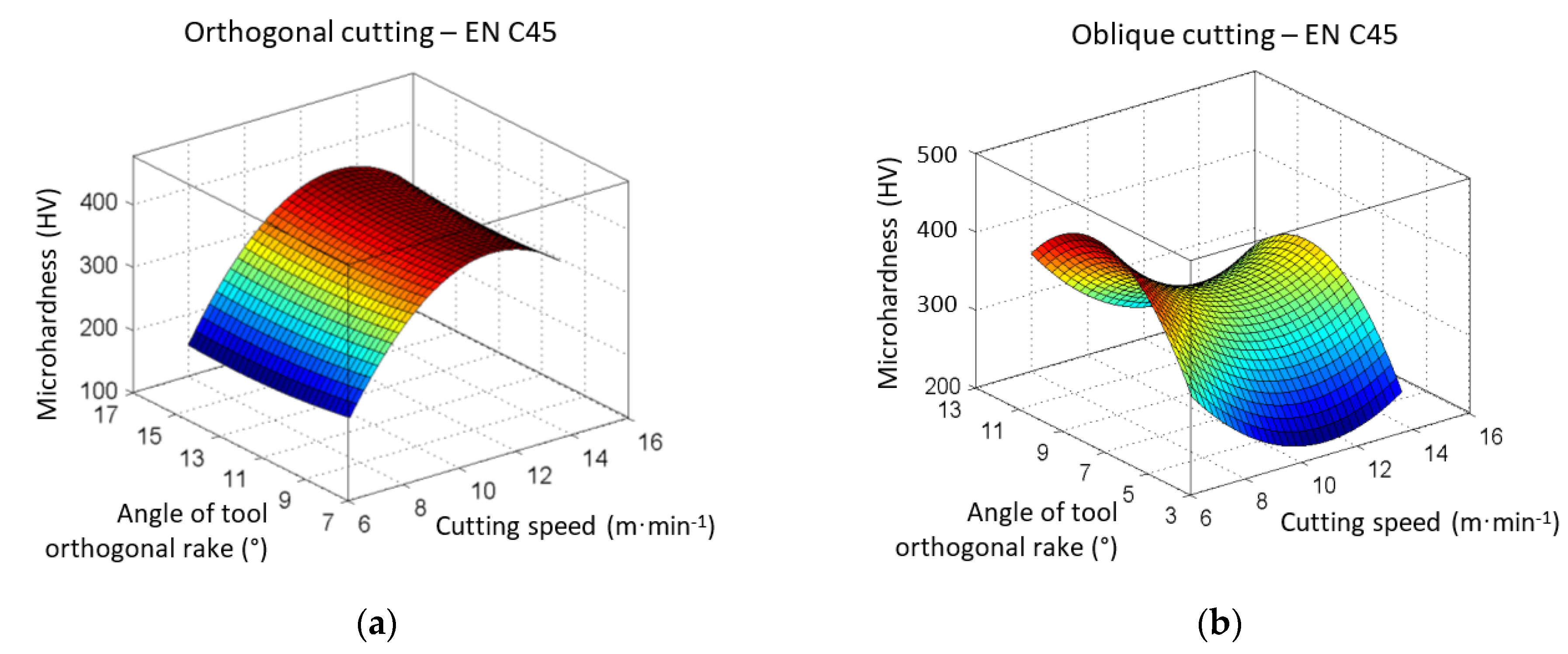
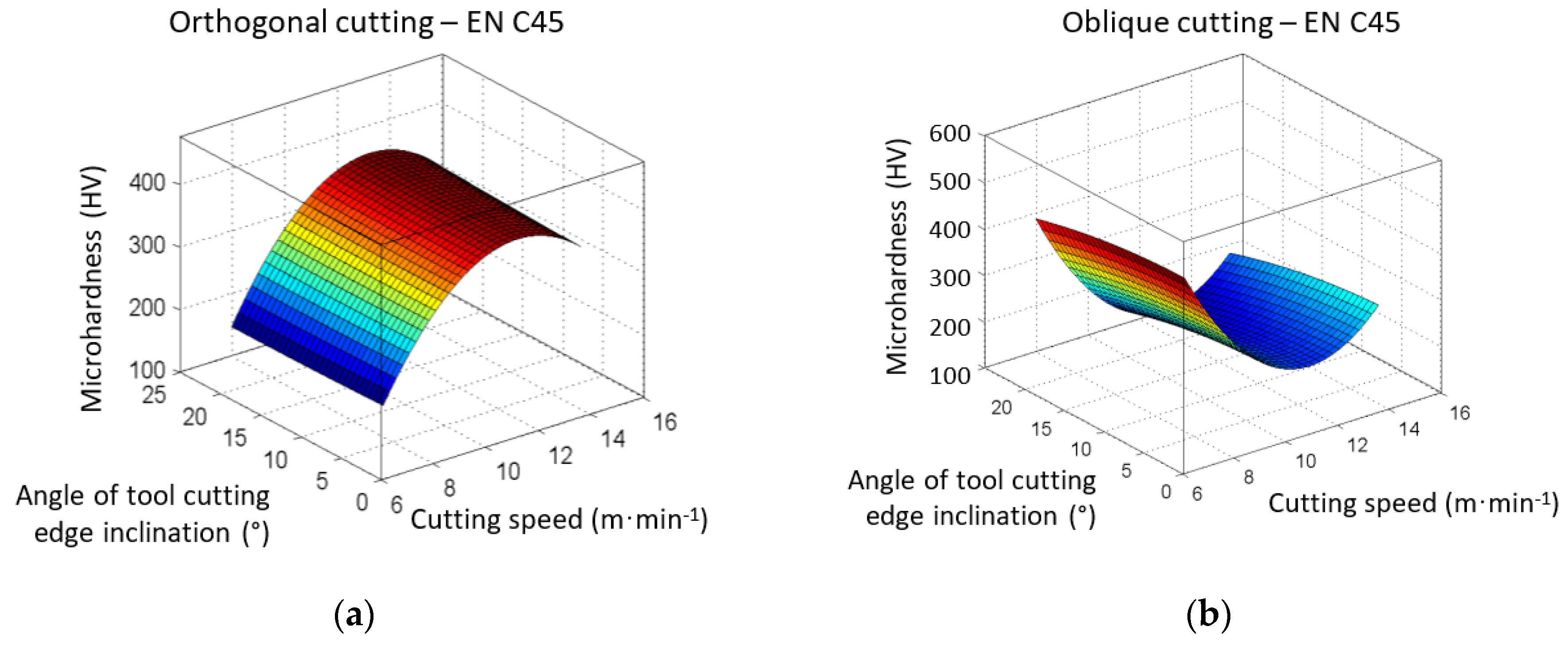
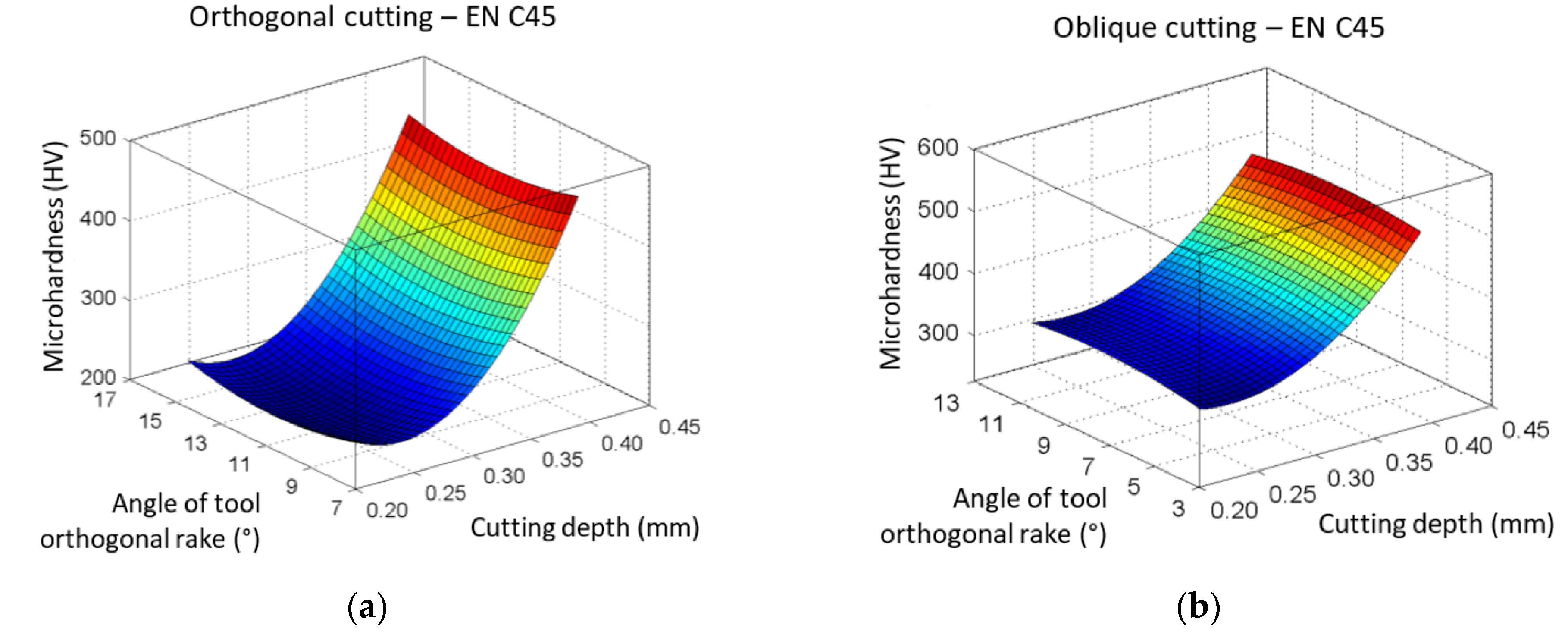
When evaluating the influence of selected parameters on Vickers microhardness, it can be stated:
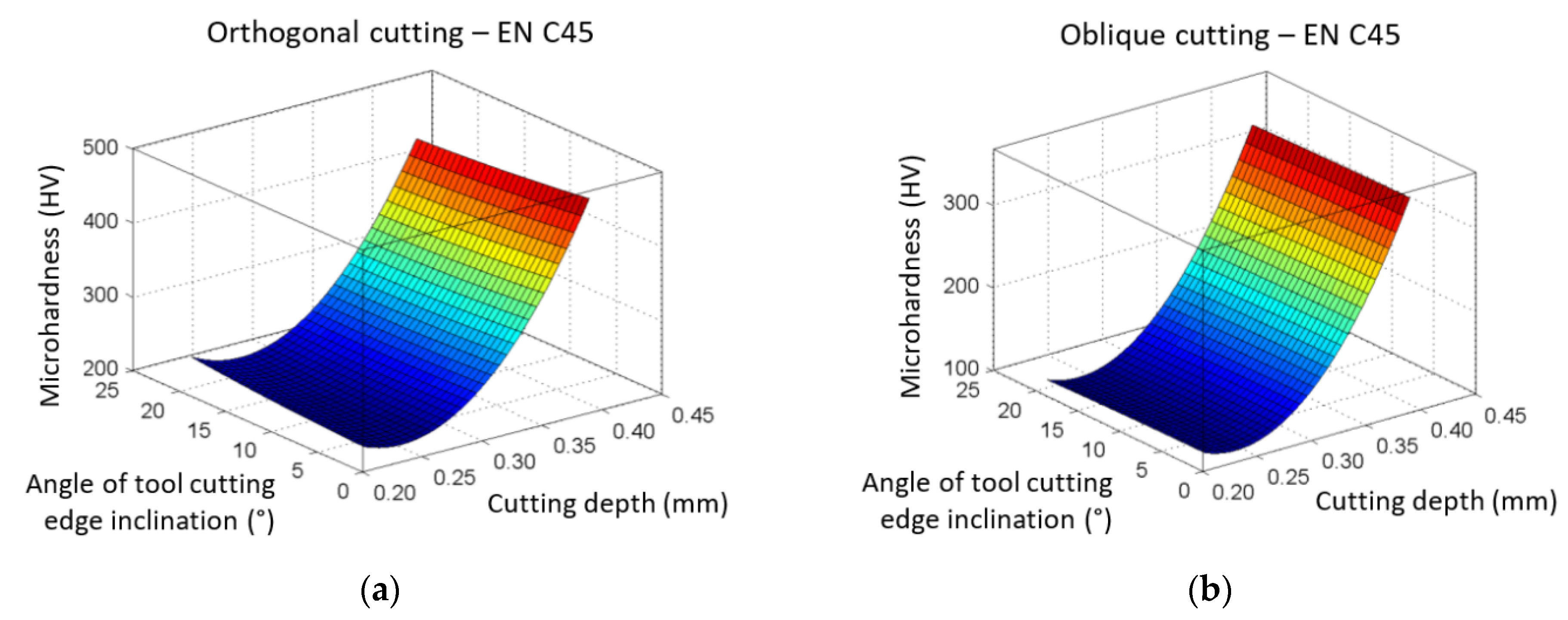
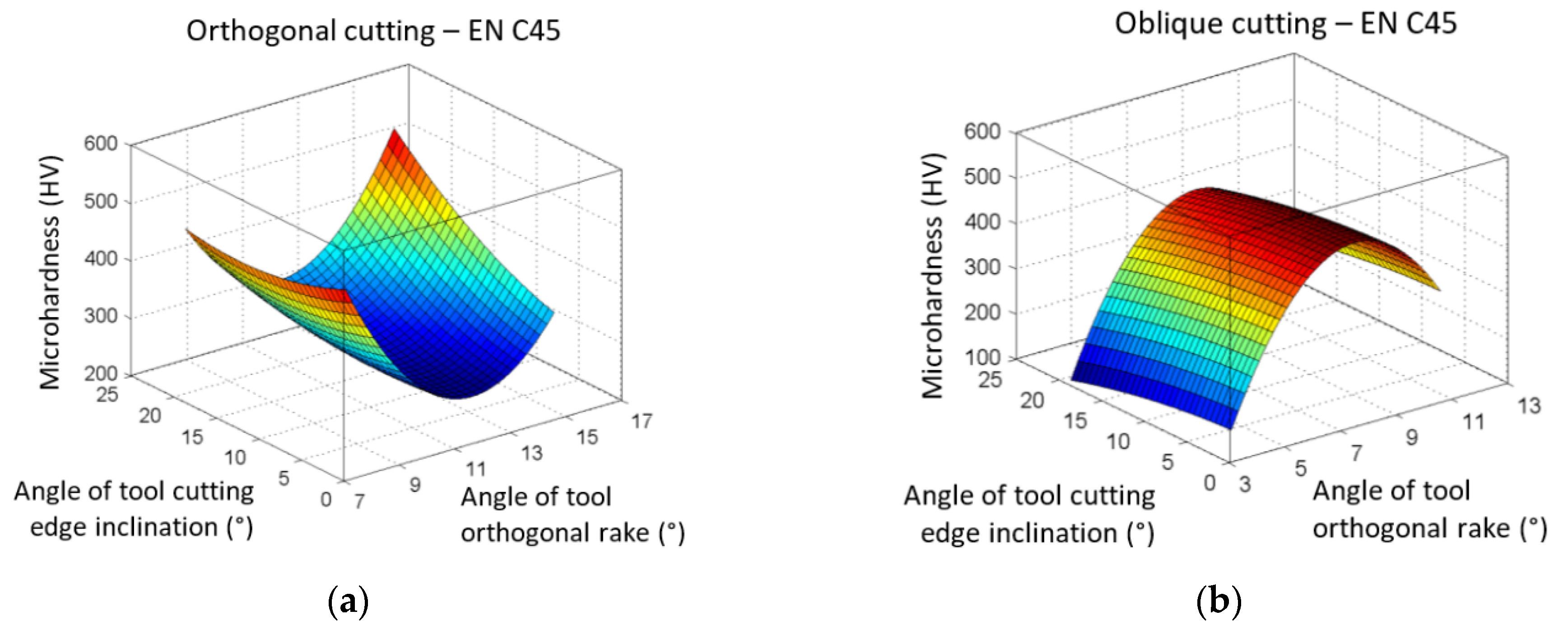
The significance of the parameters for the change of the shear angle was manifested differently. In orthogonal cutting, the highest microhardness was measured at the highest cutting speed. In this case, the highest values of the cutting depth and the angle of cutting-edge inclination were also acquired.
During oblique cutting, the most significant influence on the change of microhardness HV had the cutting depth.
Information on the temperature development in the chip and microhardness values achieved under certain conditions indicate the suitability (or unsuitability) of choosing the selected combination of technological parameters, and together with the geometry of the tool, it is possible to subsequently increase/regulate the quality of the machined surface and the service life of the tool.
Although in the presented experimental research, the effort was to capture as much as possible the real state of the chip at the moment of separation from the machined surface and to prepare samples not only for measuring microhardness, but in the future also for observing microstructure changes, the authors realize that the machining process is so complex that obtaining samples that would perfectly reflect the state of chip formation at a given moment is almost impossible.



 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}