Thermodynamic Modelling of Iron Ore Sintering Reactions

Abstract
:1. Introduction
2. Modelling of the SFCA Phase
3. Model Validation
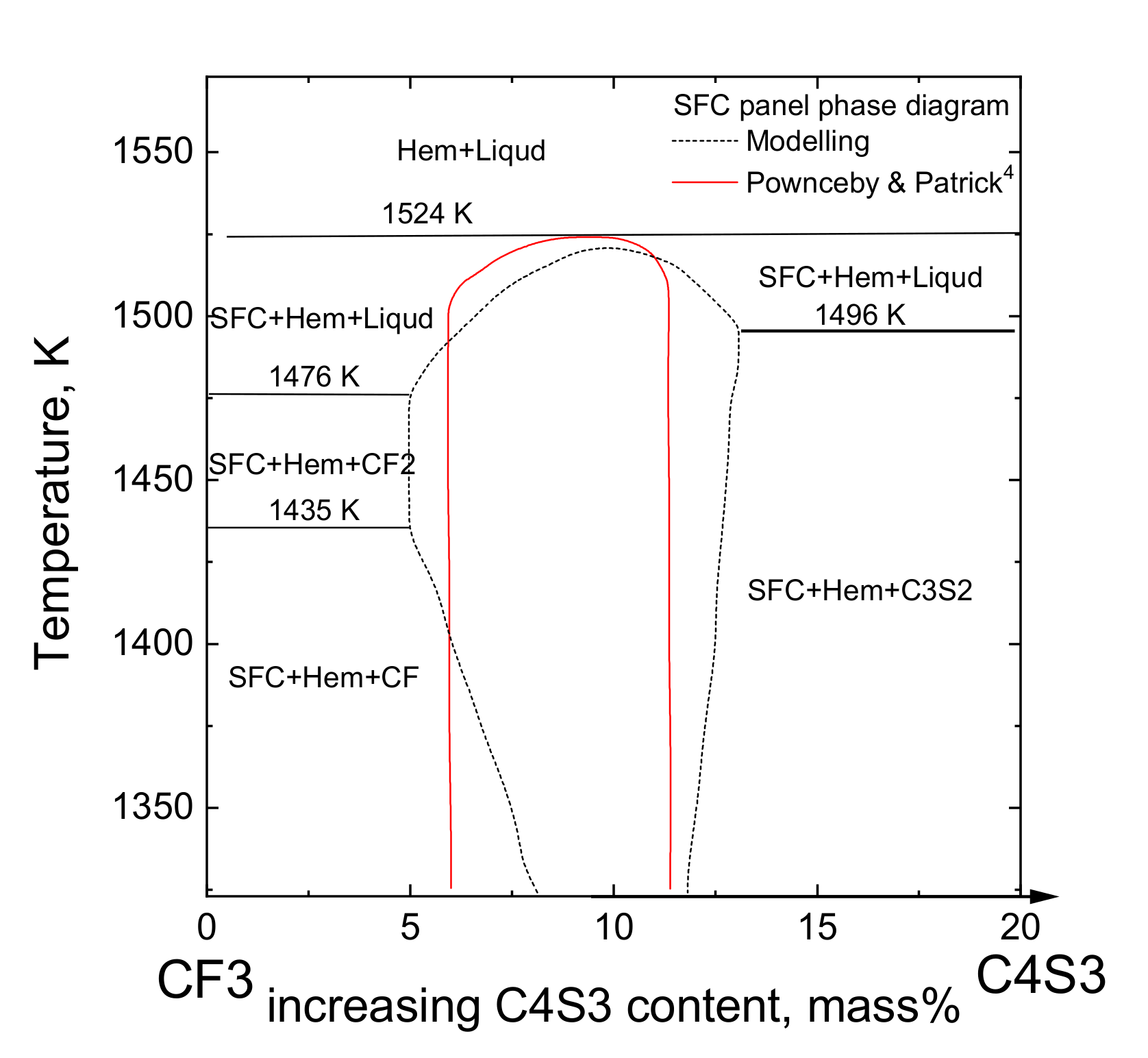
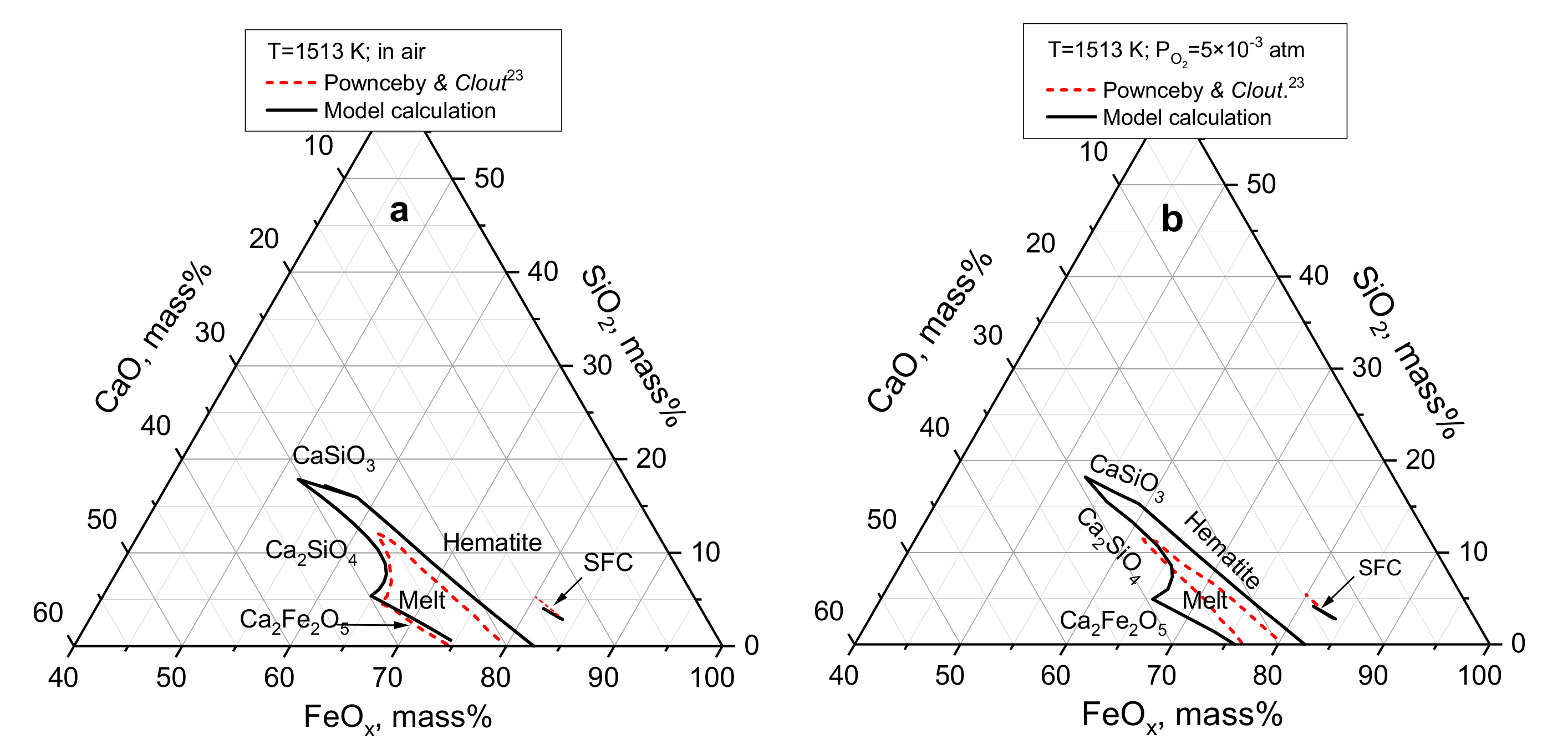
3.1. Validation on the Stability of SFC Phase
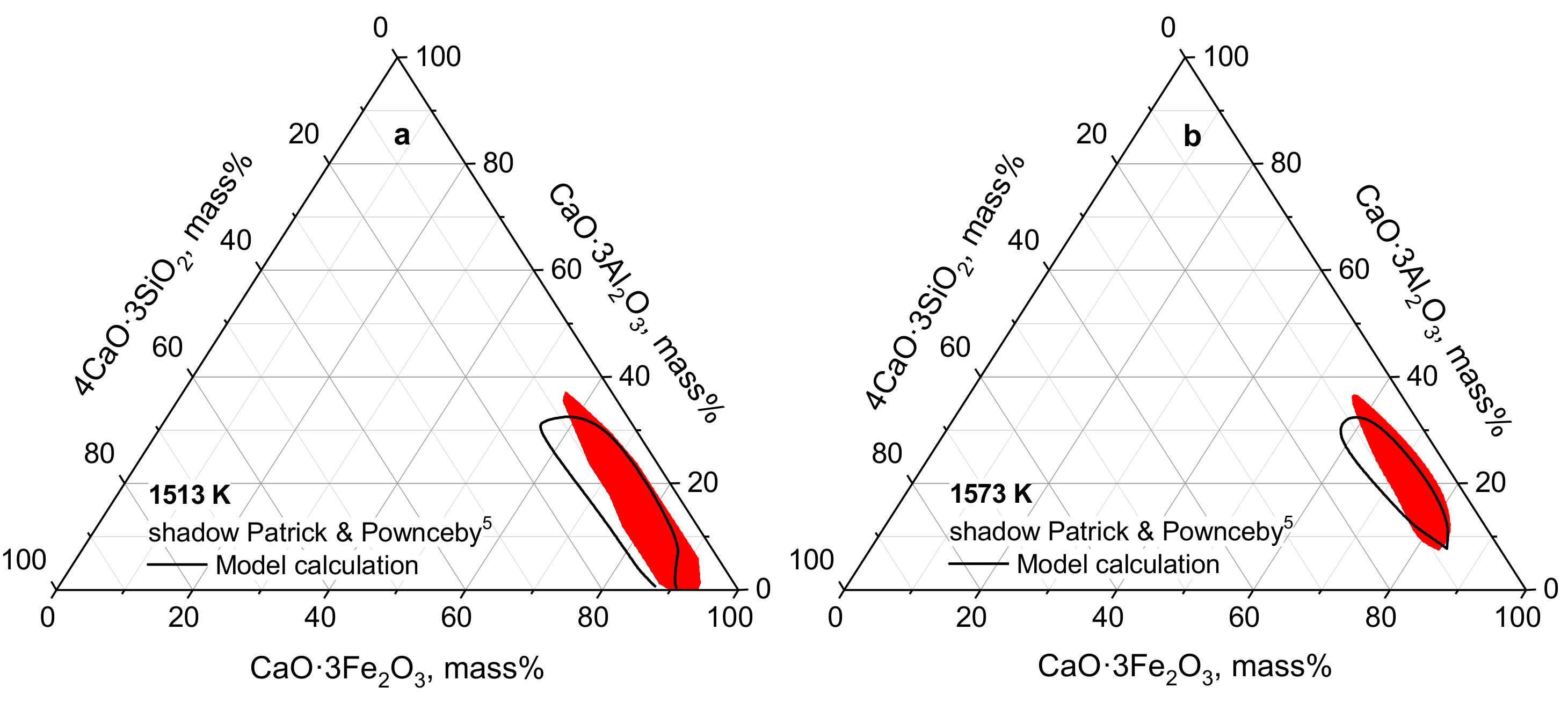
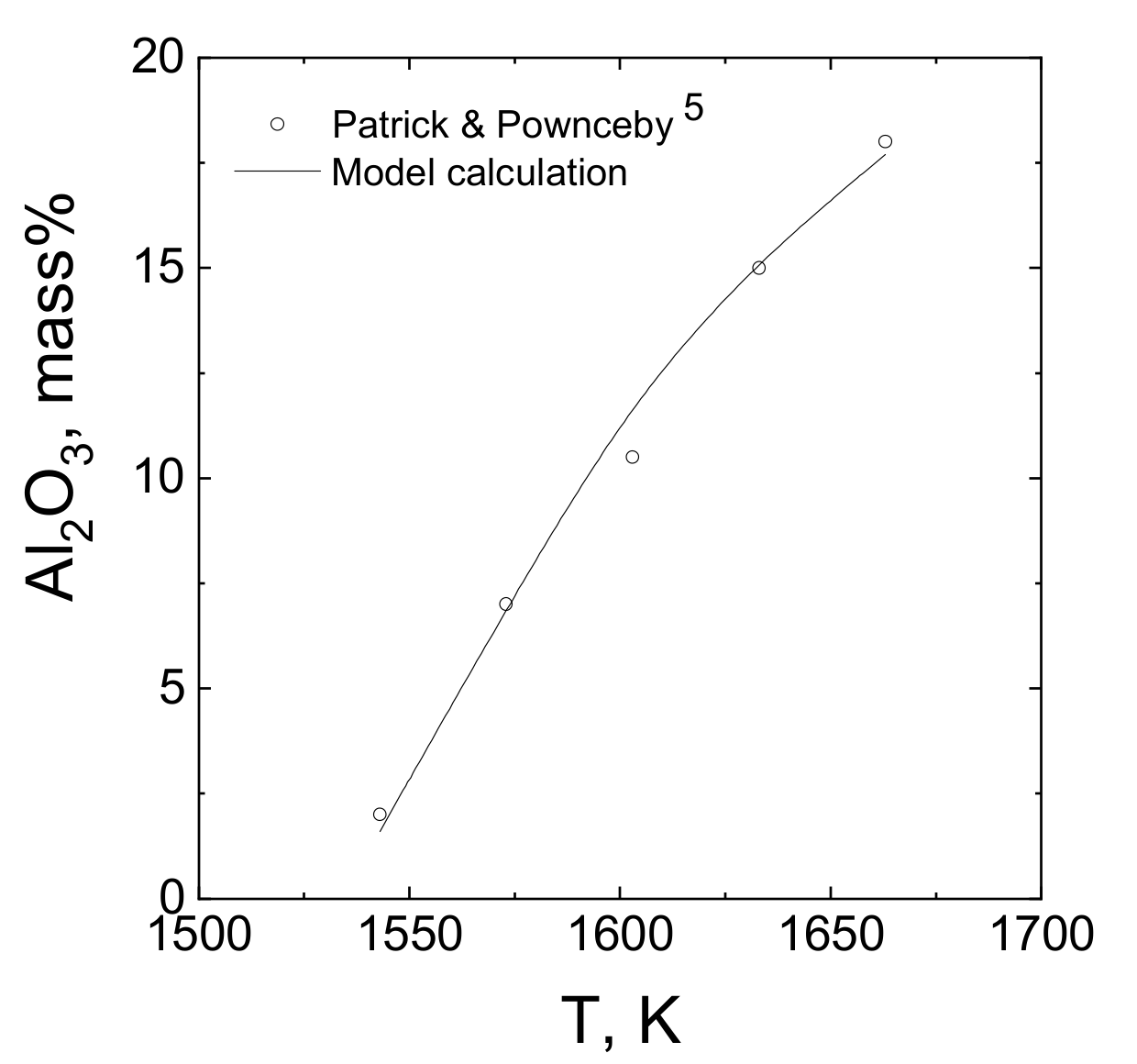
3.2. Validation on the Stability of SFCA Phase
4. Reaction Sequences in the Iron Ore Sintering
5. Modelling of the Iron Ore Sintering
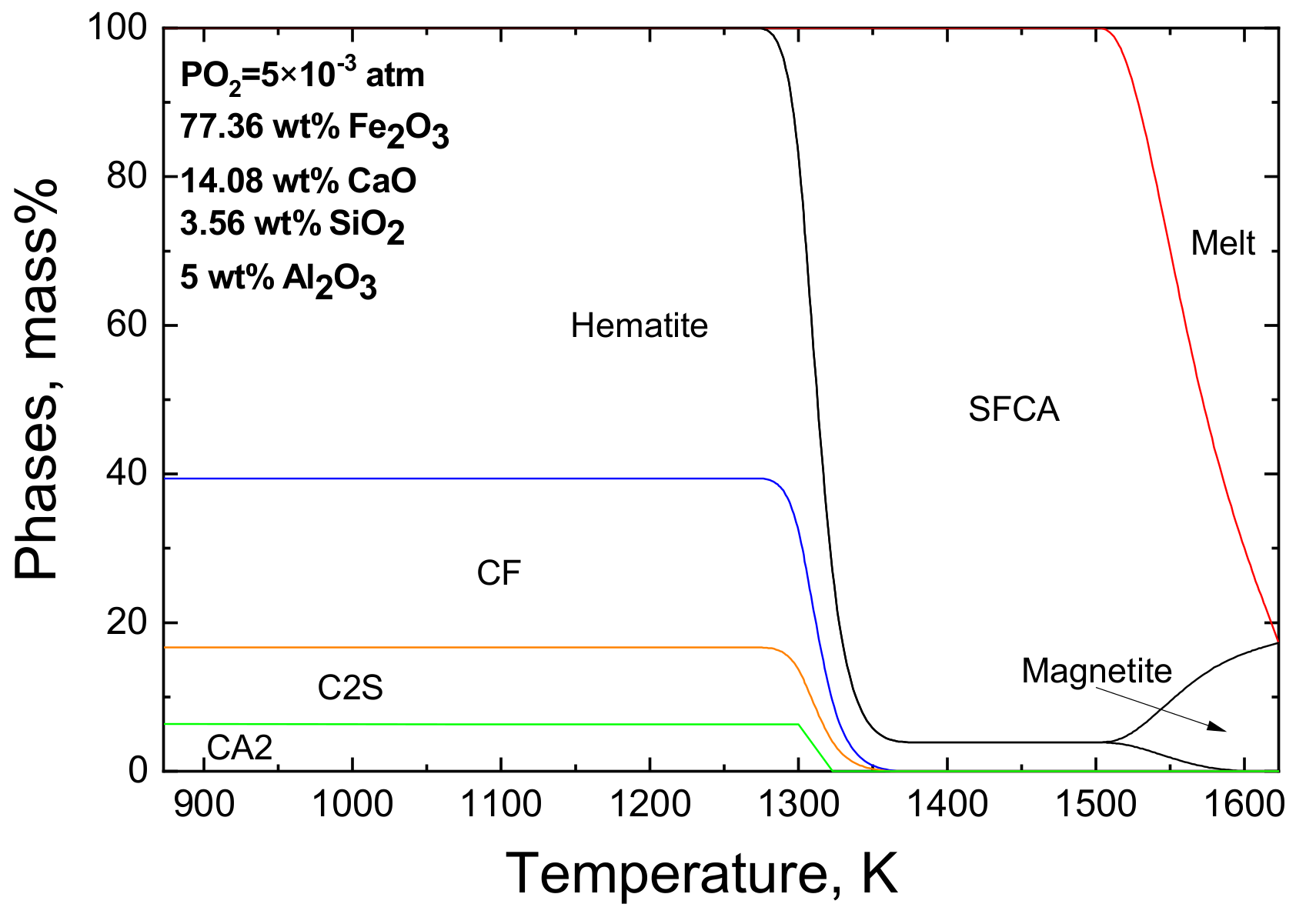
5.1. Effect of the Temperature
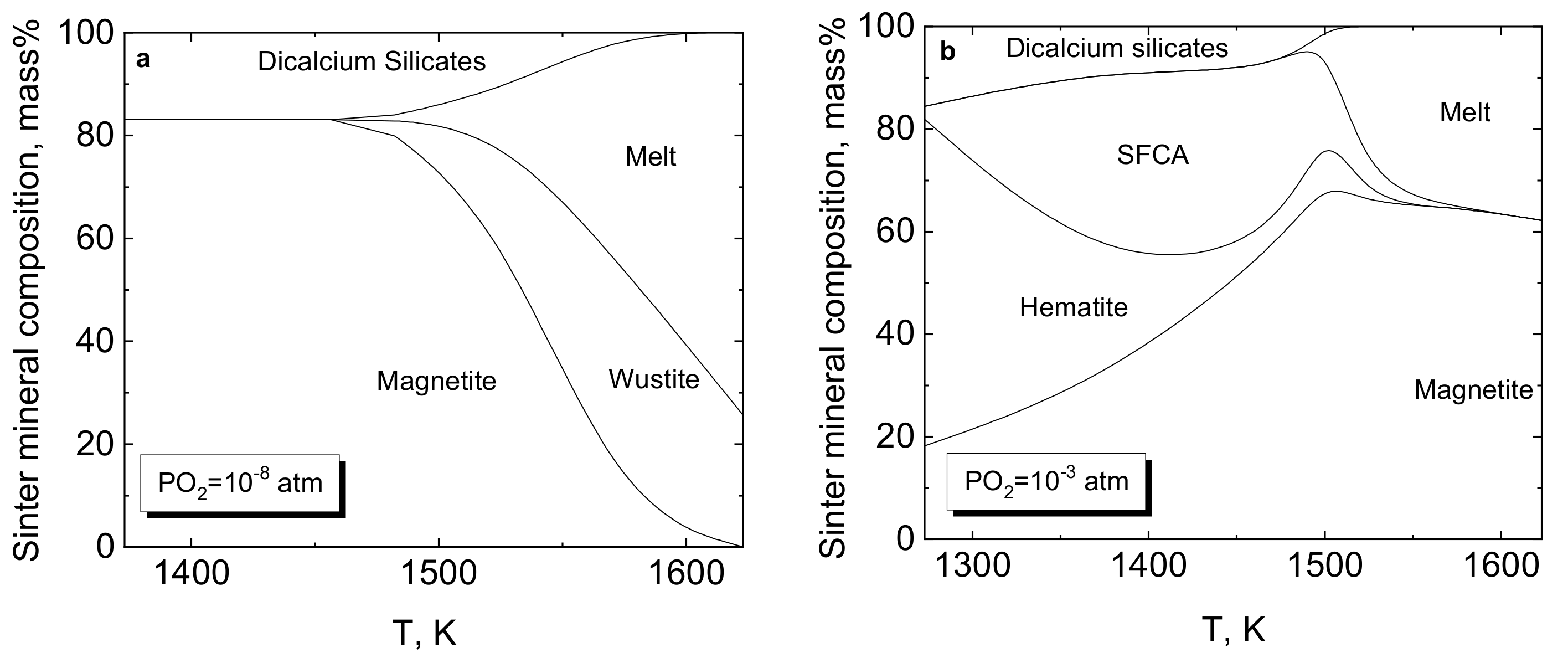
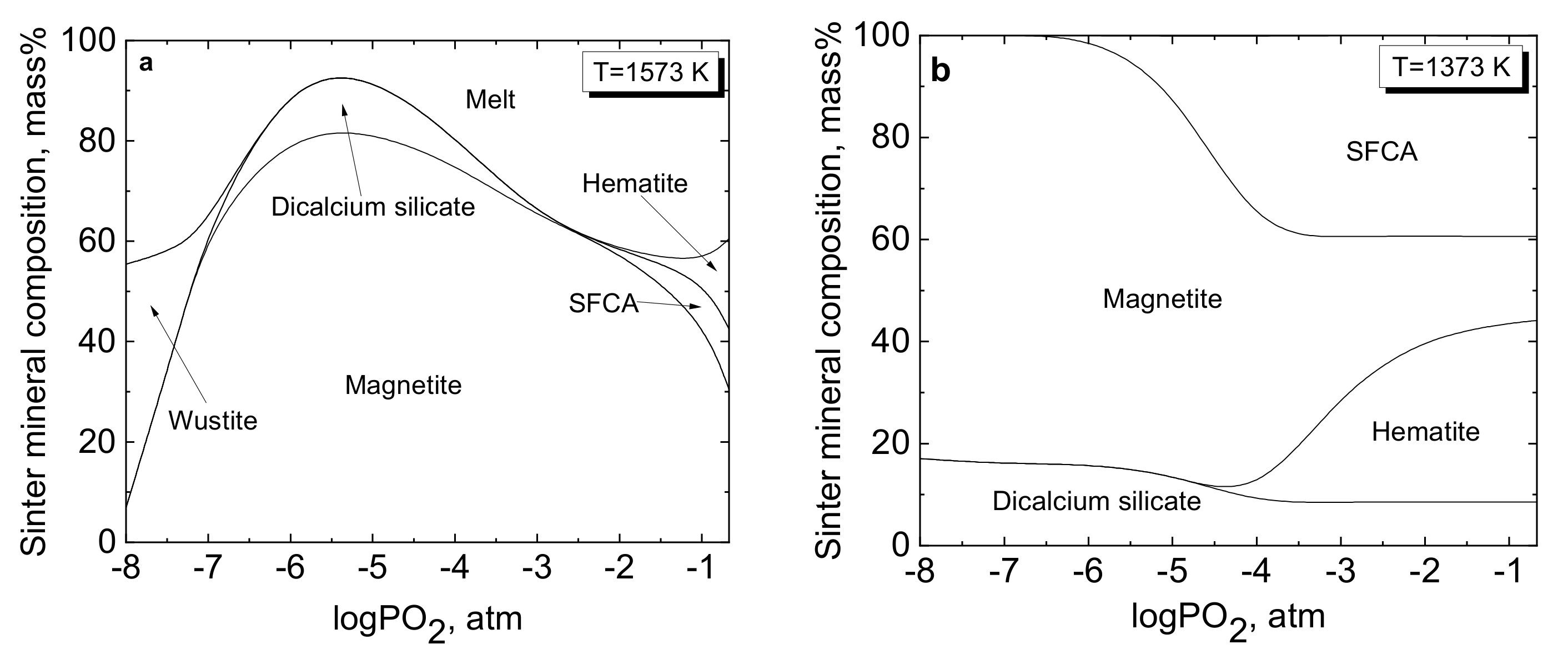
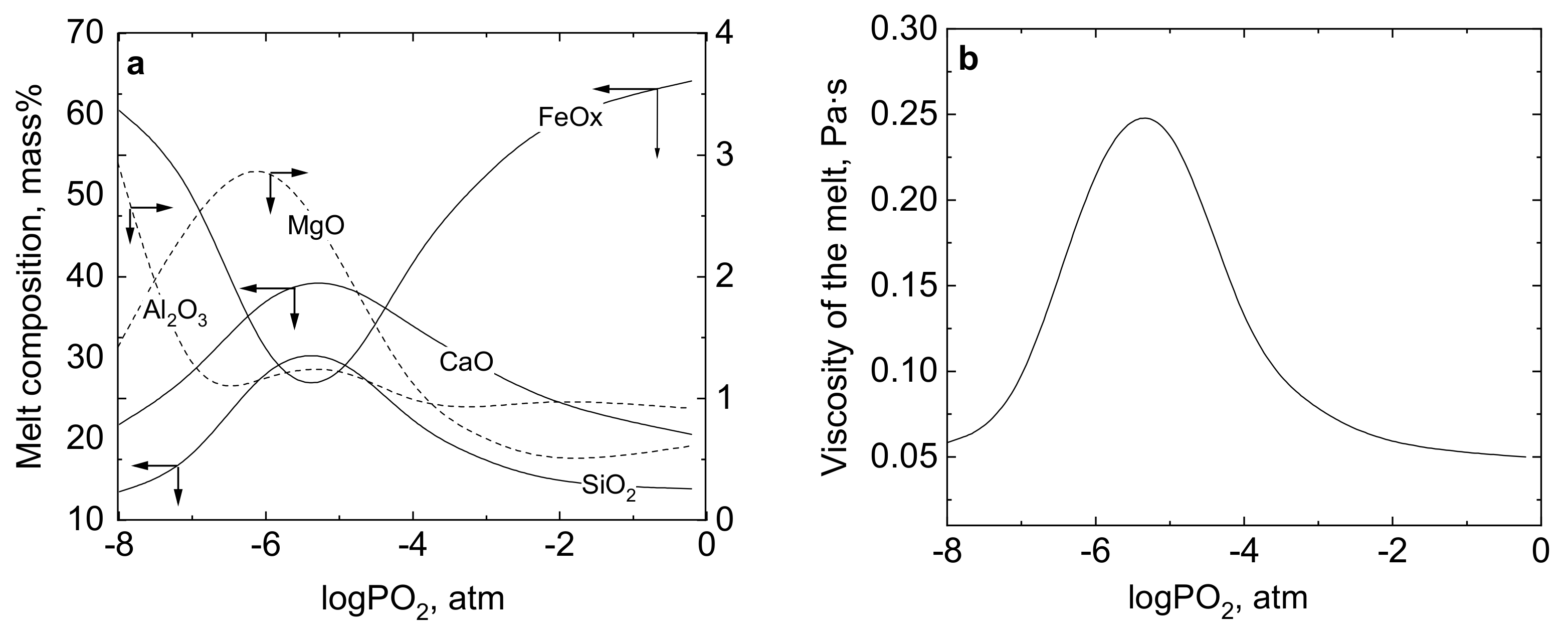
5.2. Effect of the Oxygen Partial Pressure
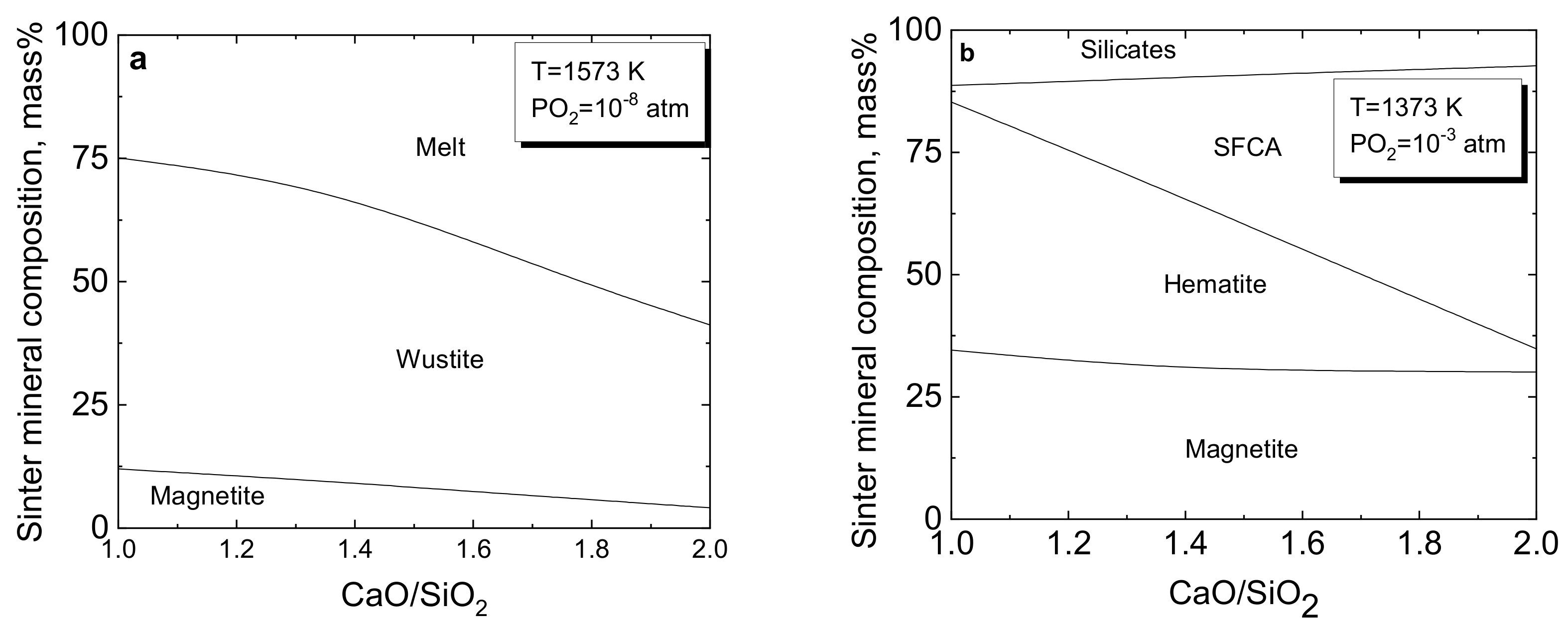
5.3. Effect of Basicity
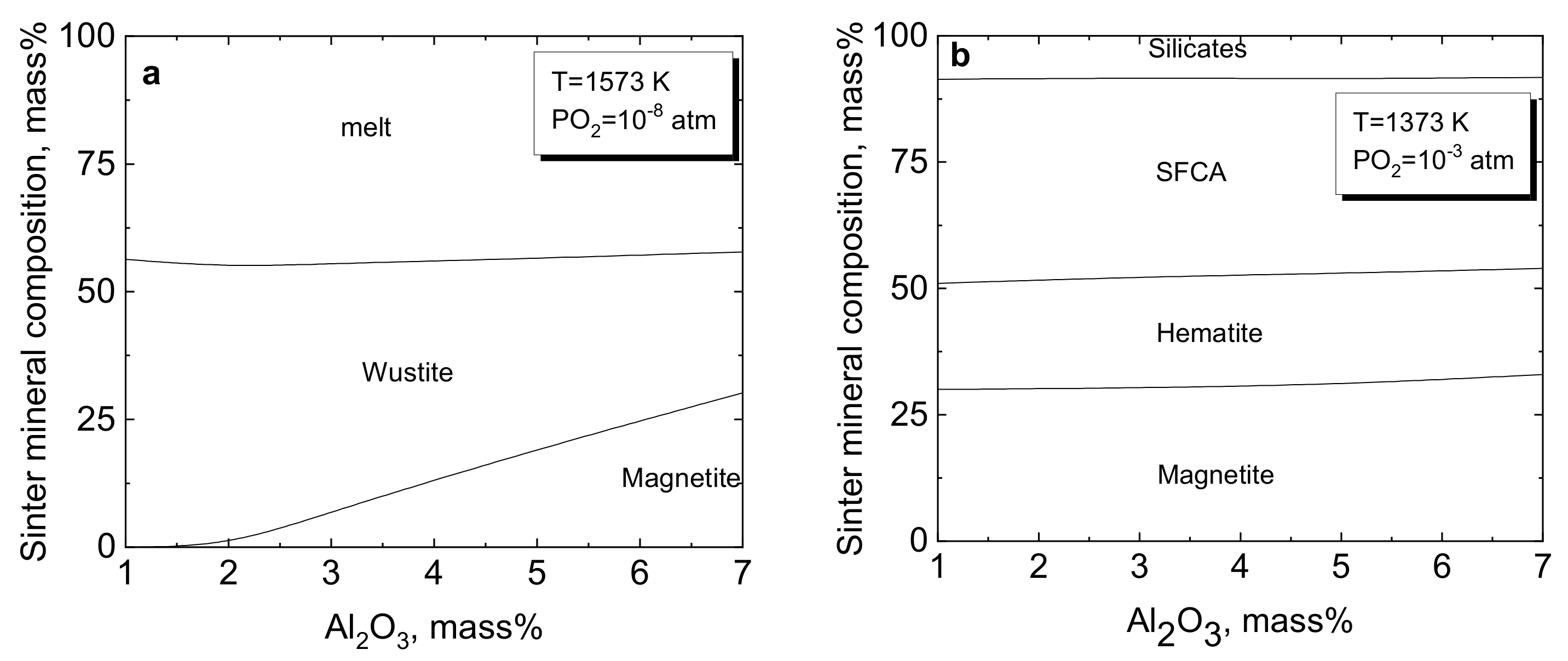
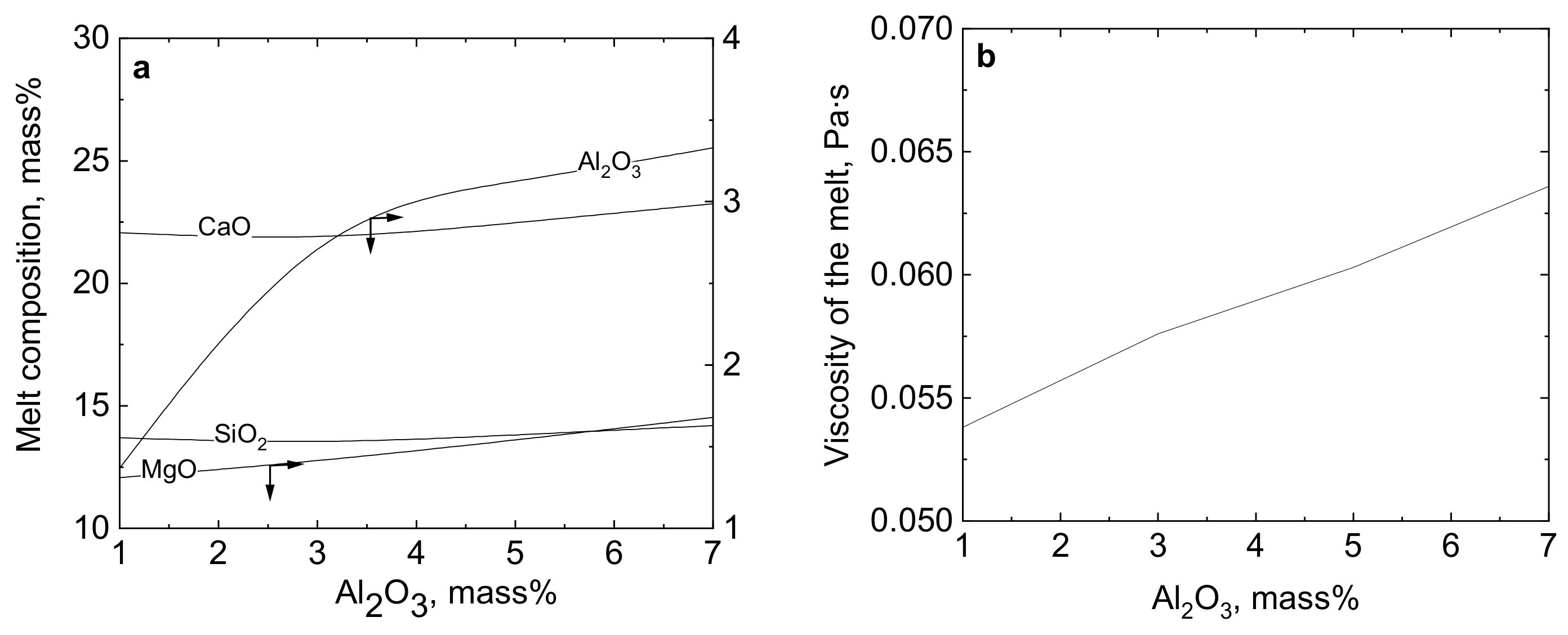
5.4. Effect of Al2O3
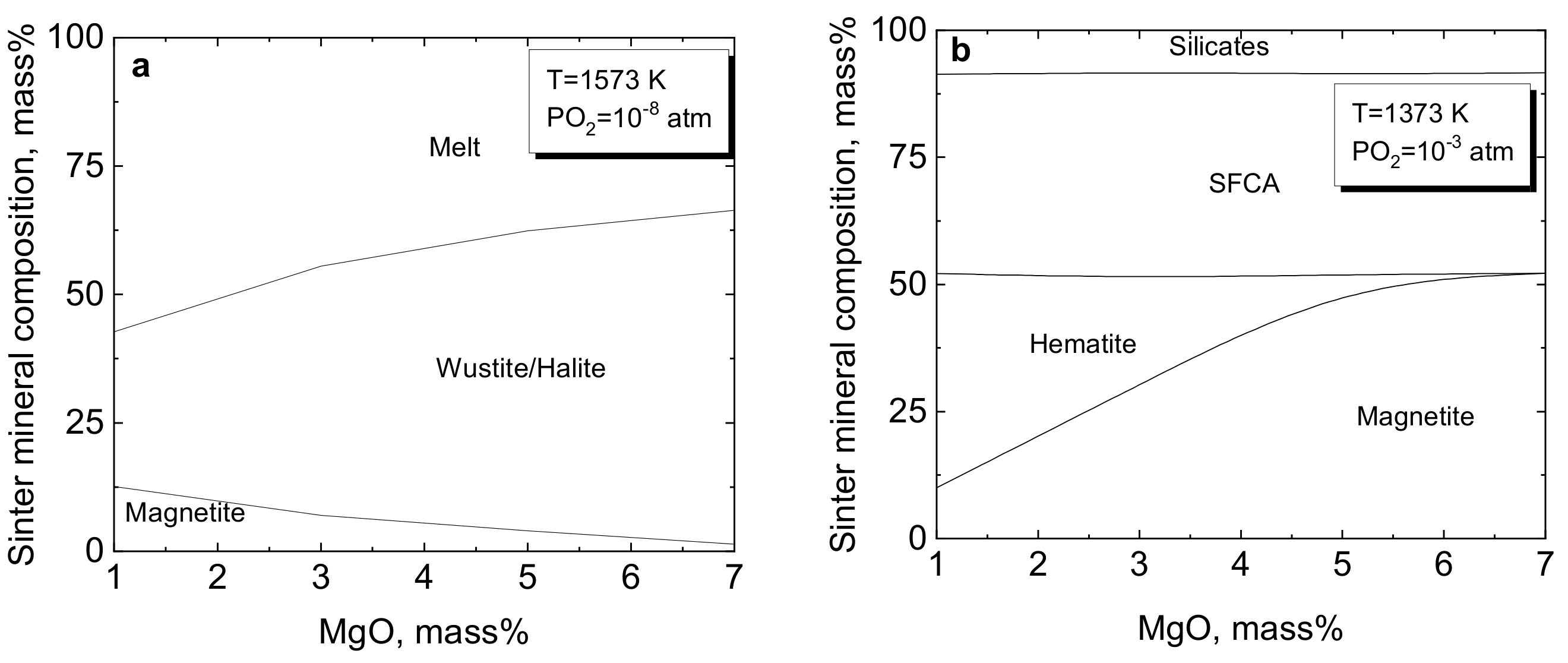
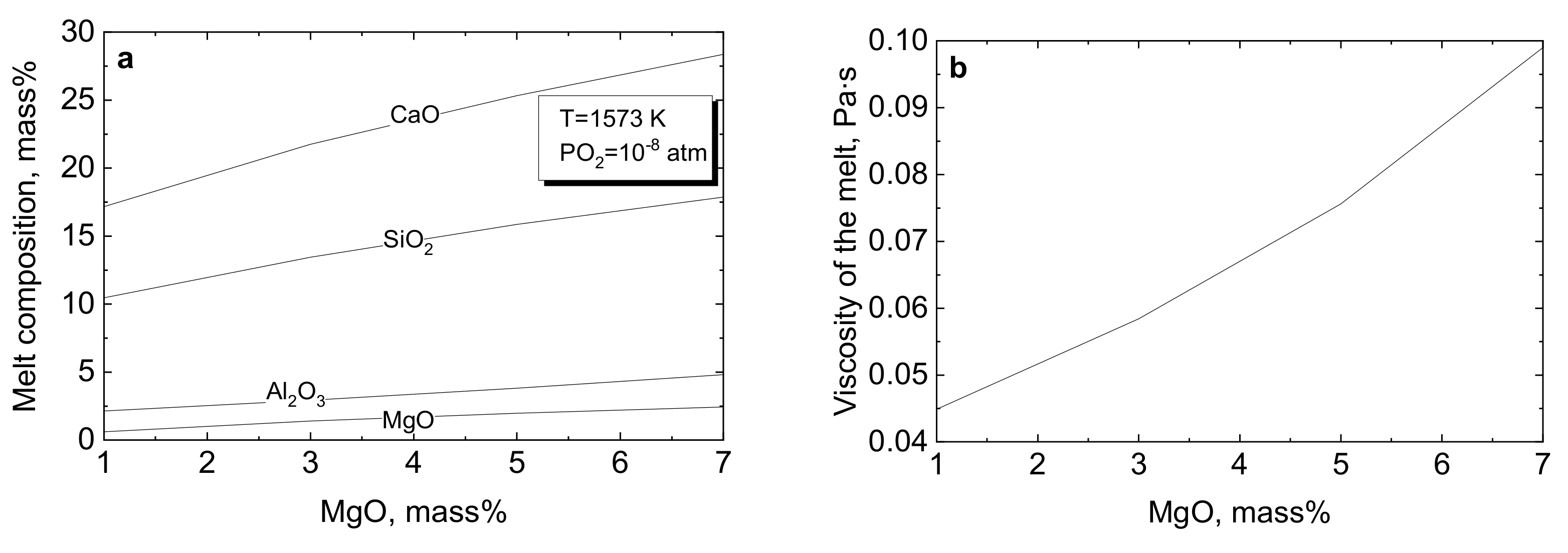
5.5. Effect of MgO
6. Implication for the Sintering Process
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hancart, J.; Leroy, V.; Bragard, A. A study of the phases present in blast furnace sinter. Some considerations on the mechanism of their formation. CNRM Metall Rep. 1967, /DS 24/67, 3–7. [Google Scholar]
- Hamilton, J.D.G.; Hoskins, B.F.; Mumme, W.G.; Borbidge, W.E.; Montague, M.A. The crystal structure and crystal chemistry of Ca2.3Mg0.8Al1.5Si1.1Fe8.3O20 (SFCA): Solid solution limits and selected phase relationships of SFCA in the SiO2-Fe2O3-CaO(-Al2O3) system. N. Jb. Miner. Abh. 1989, 161, 1–26. [Google Scholar]
- Mumme, W.G.; Clout, J.M.F.; Gable, R.W. The crystal structure of SCFA-I, Ca3.18Fe3+14.66Al1.34Fe2+0.82O28, a homologue of the aenigmatite structure type, and new crystal structure refinements of β-CFF, Ca2.99Fe3+14.30Fe2+0.55O25 and Mg-free SFCA, Ca2.45Fe3+9.04Al1.74Fe2+0.16Si0.6O20. N. Jb. Miner. Abh. 1998, 173, 93–117. [Google Scholar]
- Pownceby, M.I.; Patrick, T.R.C. Stability of SFC (silico-ferrite of calcium): Solid solution limits, thermal stability and selected phase relationships within the Fe2O3-CaO-SiO2 (FCS) system. Eur. J. Min. 2000, 12, 455–468. [Google Scholar] [CrossRef]
- Patrick, T.R.C.; Pownceby, M.I. Stability of silico-ferrite of calcium and aluminum (SFCA) in air-solid solution limits between 1240 °C and 1390 °C and phase relationships within the Fe2O3-CaO-Al2O3-SiO2 (FCAS) system. Metall. Mater. Trans. B 2002, 33B, 79–89. [Google Scholar] [CrossRef]
- Scarlett, N.V.Y.; Pownceby, M.I.; Madsen, I.C.; Christensen, A.N. Reaction sequences in the formation of silico-ferrites of calcium and aluminum in iron ore sinter. Metall. Mater. Trans. B 2004, 35B, 929–936. [Google Scholar] [CrossRef]
- Hsieh, L.; Whiteman, J. Effect of oxygen potential on mineral formation in lime-fluxed iron ore sinter. ISIJ Int. 1989, 29, 625–634. [Google Scholar] [CrossRef]
- Hsieh, L.; Whiteman, J. Effect of raw material composition on the mineral phases in lime-fluxed iron ore sinter. ISIJ Int. 1993, 33, 33–462. [Google Scholar] [CrossRef]
- Yang, L.X.; Matthews, E. Oxidation and sintering of magnetite ore under oxidising conditions. ISIJ Int. 1997, 37, 854–861. [Google Scholar] [CrossRef]
- Yang, L.X.; Matthews, E. Sintering reactions of magnetite concentrates under various atmospheres. ISIJ Int. 1997, 37, 1057–1065. [Google Scholar] [CrossRef]
- Webster, N.A.S.; Pownceby, M.I.; Madsen, I.C.; Kimpton, J.A. Silico-ferrite of Calcium and Aluminum (SFCA) iron ore sinter bonding phases: New insight into their formation during heating and cooling. Metall. Mater. Trans. B 2012, 43B, 1344–1357. [Google Scholar] [CrossRef]
- Webster, N.A.S.; Pownceby, M.I.; Madsen, I.C.; Kimpton, J.A. Effect of oxygen partial pressure on the formation mechanisms of complex Ca-rich ferrites. ISIJ Int. 2013, 53, 774–781. [Google Scholar] [CrossRef]
- Webster, N.A.S.; Pownceby, M.I.; Madsen, I.C. In Situ X-ray Diffraction investigation of the formation mechanisms of silico-ferrite of calcium and aluminum and aluminum-I-type (SFCA-I-type) complex calcium ferrites. ISIJ Int. 2013, 53, 1334–1340. [Google Scholar] [CrossRef]
- Webster, N.A.S.; Pownceby, M.I.; Madsen, I.C.; Studer, A.J.; Manuel, J.R.; Kimpton, J.A. Fundamentals of silico-ferrite of calcium and aluminum (SFCA) and SFCA-I iron ore sinter bonding phase formation: Effects of CaO:SiO2 ratio. Metall. Mater. Trans. B 2014, 45B, 2097–2105. [Google Scholar] [CrossRef]
- Webster, N.A.S.; Churchill, J.G.; Tufaile, F.; Pownceby, M.I.; Manuel, J.R.; Kimpton, J.A. Fundamentals of silico-ferrite of calcium and aluminum (SFCA) and SFCA-I iron ore sinter bonding phase formation: Effects of titanomagnetite-based ironsand and titanium addition. ISIJ Int. 2016, 56, 1715–1722. [Google Scholar] [CrossRef]
- Webster, N.A.S.; Odea, D.P.; Ellis, B.G.; Pownceby, M.I. Effects of gibbsite, kaolinite and Al-rich goethite as alumina sources on silico-ferrite of calcium and aluminum (SFCA) and SFCA-I iron ore sinter bonding phase formation. ISIJ Int. 2017, 57, 41–47. [Google Scholar] [CrossRef]
- Kongoli, F.; Yazawa, A. Liquidus surface of FeO-Fe2O3-SiO2-CaO slag containing Al2O3, MgO, and Cu2O at intermediate oxygen partial pressures. Metall. Mater. Trans. B 2001, 32B, 583–592. [Google Scholar] [CrossRef]
- Henao, H.M.; Ohno, H.; Itagaki, K. Effect of Al2O3 or MgO addition on liquidus of FeOx corner in FeOx-SiO2-CaO slag at 1250 and 1300 °C. In Proceedings of the Sohn International Symposium, San Diego, CA, USA, 27–31 August 2006. [Google Scholar]
- Chen, C.; Zhang, L.; Lu, L.; Sun, S. Thermodynamic Calculation of Liquidus Surface of FeOx–CaO–SiO2 System. ISIJ Int. 2010, 50, 1523–1531. [Google Scholar] [CrossRef]
- Hidayat, T.; Shishin, D.; Decterov, S.A.; Jak, E. Critical thermodynamic re-evaluation and re-optimization of the CaO-FeO-Fe2O3-SiO2 system. CALPHAD 2017, 56, 58–71. [Google Scholar] [CrossRef]
- Murao, R.; Harano, T.; Kimura, M.; Jung, I. Thermodynamic modeling of the SFCA phase Ca2(Fe,Ca)6(Fe,Al,Si)6O20. ISIJ Int. 2018, 58, 259–266. [Google Scholar] [CrossRef]
- Zhang, L.; Jahanshahi, S.; Sun, S.; Chen, C.; Bourke, B.; Wright, S.; Somerville, M. CSIRO’s multiphase reaction models and their industrial applications. JOM 2002, 54, 51–56. [Google Scholar] [CrossRef]
- Pownceby, M.I.; Clout, J.M.F. The importance of fine ore chemical composition and high temperature phase relations. In Proceedings of the Iron Ore 2002, Perth, Australia, 9–11 September 2002; pp. 209–215. [Google Scholar]
- Hillert, M. The compound energy formalism. J. Alloys Compd. 2001, 320, 161–176. [Google Scholar] [CrossRef]
- Loo, C.E.; Williams, R.P.; Matthews, L.T. Influence of material properties on high temperature zone reactions in sintering of iron ore. Trans. Inst. Min. Metall. C 1992, 101, c7–c16. [Google Scholar]
- Choudhary, M.; Bhattacharjee, D.; Bannerjee, P.; Lahiri, A. Effect of variation of alumina on development of phases during iron ore sintering. ISIJ Int. 2008, 48, 1804–1806. [Google Scholar] [CrossRef]
- Hessien, M.M.; Kashiwaya, Y.; Ishii, K.; Nasr, M.I.; El-Geassy, A.A. Sintering and heating reduction processes of alumina containing iron ore samples. Ironmak. Steelmak. 2008, 35, 191–204. [Google Scholar] [CrossRef]
- Lu, L.; Holmes, R.J.; Manuel, J.R. Effects of Alumina on Sintering Performance of Hematite Iron Ores. ISIJ Int. 2007, 47, 349–358. [Google Scholar] [CrossRef] [Green Version]
- Sugiyama, K.; Monkawa, A.; Sugiyama, T. Crystal Structure of the SFCAM Phase Ca2(Ca,Fe,Mg,Al)6(Fe,Al,Si)6O20. ISIJ Int. 2005, 45, 560–568. [Google Scholar] [CrossRef]
- Otomo, T.; Takasaki, Y.; Sato, H. Granule design for the sintering with less amount of liquid phase formation. ISIJ Int. 2009, 49, 659–666. [Google Scholar] [CrossRef]
- Clout, J.; Manuel, J. Fundamental investigations of differences in bonding mechanisms in iron ore sinter formed from magnetite concentrates and hematite ores. Powder Technol. 2003, 130, 393–399. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T, K | PO2 Atm | SiO2, Mass% | CaO, Mass% | Al2O3, Mass% | MgO, Mass% | Fe2O3, Mass% |
|---|---|---|---|---|---|---|
| ~1623 | 10−8~10−3 | 6 | 10 | 3 | 3 | 78 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Lu, L.; Jiao, K. Thermodynamic Modelling of Iron Ore Sintering Reactions. Minerals 2019, 9, 361. https://doi.org/10.3390/min9060361
Chen C, Lu L, Jiao K. Thermodynamic Modelling of Iron Ore Sintering Reactions. Minerals. 2019; 9(6):361. https://doi.org/10.3390/min9060361
Chicago/Turabian StyleChen, Chunlin, Liming Lu, and Kexin Jiao. 2019. "Thermodynamic Modelling of Iron Ore Sintering Reactions" Minerals 9, no. 6: 361. https://doi.org/10.3390/min9060361