1. Introduction
The overall performance of a flotation plant addresses two main objectives: the valuable mineral recovery and the final concentrate grade. The plant recovery and grade are related to the mineral characteristics, such as particle size, mineral conditioning, flotation circuit arrangement, and operating conditions. In terms of the circuit arrangement, a rougher flotation circuit is the first separation step, whose main target relates to reaching a high plant recovery, followed by a cleaning stage, mainly oriented to reach a high final concentrate grade. The rougher circuits are simple and typically consist of several parallel lines of cells in series, whose tailings represent about 90% of the overall plant loss. On the other hand, the cleaner circuit can be more complex, with one or more stages to reach the final concentrate grade, sometimes combining different types of equipment, e.g., mechanical, and pneumatic cells, whose tailings are recycled or go to a scavenger stage, which produces around 10% of the overall plant loss [
1]. The flotation plant evaluations typically consist of characterizing the flotation kinetics of the rougher circuit [
2] and evaluating the rougher scale-up factor for design purposes [
3]. Then, to estimate the overall plant recovery, a constant overall cleaner recovery is considered, e.g., 95%–98%. Despite the impact of the cleaner stage on the plant recovery being less critical than the rougher stage, it is also relevant to enhance the knowledge of the cleaner stage to obtain the best compromise between overall plant recovery and final concentrate grade.
Some studies on cleaner flotation kinetics have been carried out at a laboratory scale. Chen et al. [
4] investigated the separation of chalcopyrite and chalcocite from pyrite in cleaner flotation after regrinding, using a batch flotation cell of 1.5 dm
3. Then, Chen et al. [
5] studied the effect of regrinding by stirred and tumbling mills on chalcocite surface properties and the subsequent cleaner flotation, carried out in a batch flotation cell of 1.5 dm
3. On the other hand, Ni et al. [
6] investigated the difference in flotation kinetics between rougher and cleaner flotation processes for various size fractions of bituminous coal using a 1.5-L Denver batch flotation cell. In this context, to the authors’ knowledge, there is no available information on flotation kinetics in industrial cleaner and scavenger banks.
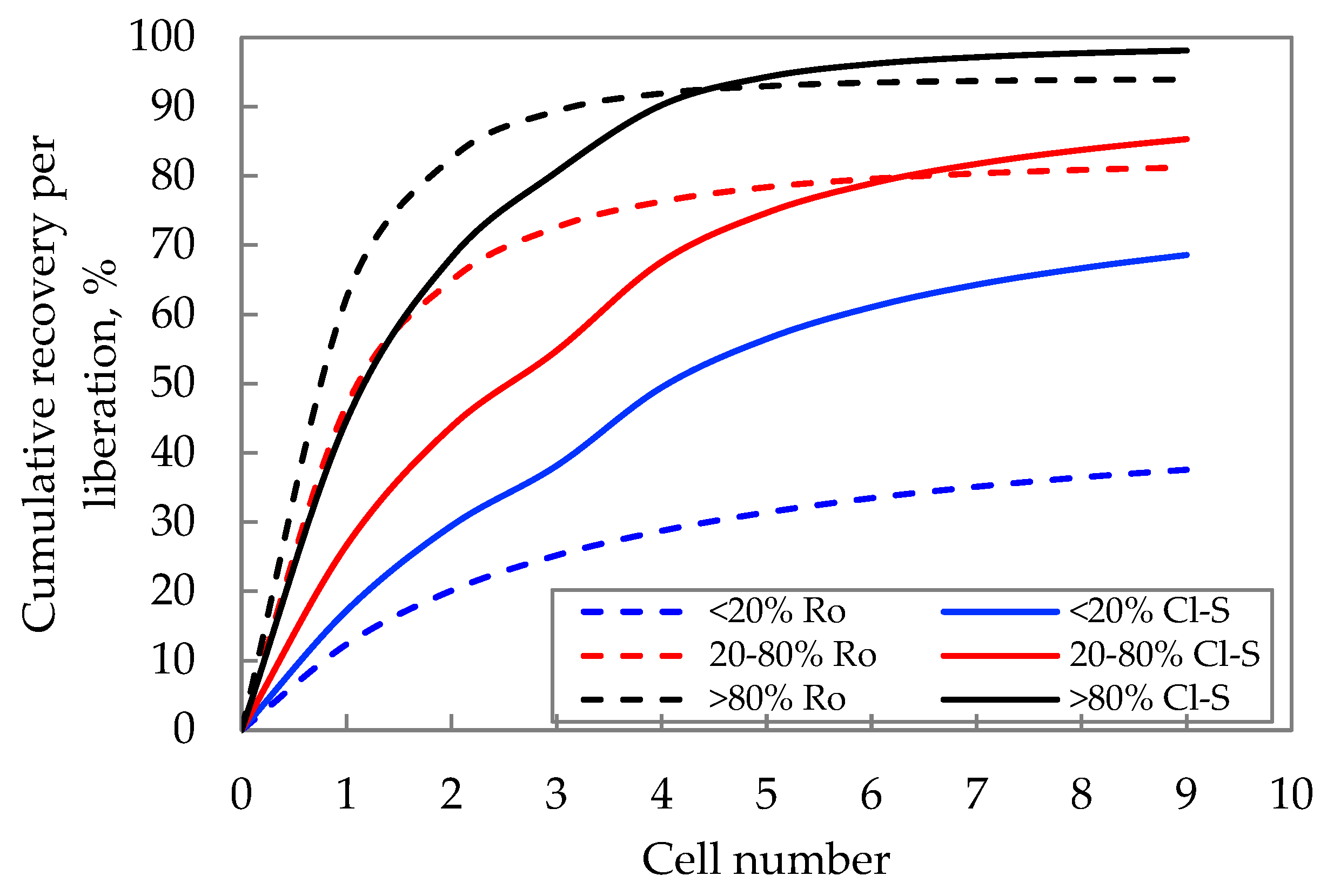
This paper presents the kinetic characterization per particle size classes and liberation of a first cleaner stage operating with a scavenger stage to produce the final tailings of the cleaner circuit. This information contributes to a better understanding of a typical cleaner–scavenger flotation operation, where the finer particle sizes improve the mineral liberation and the potential for the concentrate upgrade in the cleaner stage, while the scavenger stage mainly recovers the minerals which are not liberated enough and are recycled back to regrinding. The effects of main variables such as froth recovery, bubble loading, froth stability, gangue entrainment, and concentrate grade were compared with the results of the same flotation bank operating in the rougher stage.
These variables can be significantly different in flotation banks, depending on the role that they develop in the flotation plant (e.g., rougher, and first cleaner stages). For instance, bubble loading is related to the floatable mineral mass that is transported by true flotation (as a bubble–particle aggregate) from the pulp to the froth zone in a flotation machine [
7]. Thus, the mineral collected by true flotation in a cleaner cell has a higher grade and higher liberation (because of regrinding) than in a rougher one, resulting in faster kinetics. On the other hand, a proportion of the particles entering the froth by true flotation are returned to the collection zone because of the froth action that results in froth recovery. The froth recovery is defined as the ratio between the mass flowrate of floatable minerals recovered into the concentrate by true flotation and the mass flowrate of minerals entering the froth as particle–bubble aggregate (true flotation) [
7,
8,
9]. The froth recovery has been commonly described as a simple function of time, but it depends on different factors such as cell design, froth transport distances, froth residence time, and froth stability. The latter is a key driver of flotation selectivity and recovery and is typically estimated as a factor proportional to the specific mass flowrate of collected mineral entering the froth (tph/m
2) [
10].
In this paper, a study of an industrial cleaner–scavenger stage was carried out, together with the analysis of the same circuit operating as a rougher stage (previous operation). Plant kinetics surveys were carried out in the current cleaner–scavenger circuit and when it was operating as a rougher bank, which allowed for obtaining the metallurgical performance and minerals characteristics in the streams for each case. Thus, the cleaner–scavenger operation was compared with the rougher operation. Additionally, an industrial simulation tool was used to characterize the cleaner–scavenger and rougher banks, allowing for estimating and comparing variables that are not commonly obtained from sampling surveys, such as froth recovery, gangue entrainment flowrate, water recovery, bubble loading grade, and others. The results from the sampling surveys were used to calibrate the simulation tool and characterize each stage.
2. Methodology
2.1. Sampling Surveys in the Cleaner–Scavenger Bank
Sampling surveys were carried out to characterize the metallurgical performance of the cleaner–scavenger circuit at the Cu concentrator of Doña Inés de Collahuasi mining company (CMDIC), which is located on the high plateau of the Atacama Desert, Chile, at 4.400 masl. Some streams of the flotation banks were sampled and then submitted for chemical analysis. Additionally, mineralogical and particle size information was provided to complement the study.
Figure 1 shows one of the cleaner–scavenger banks of the CMDIC concentrator (5 banks in total), which will be analysed in this study and consists of nine forced-air cells of 160 m
3. The first three cells correspond to the first cleaner stage, and the next six cells belong to the scavenger stage.
Figure 1 also includes the sampling points (red circles) in feed, concentrate, and tail streams, which allows for the characterization of the metallurgical performance along the bank after a mass balance data reconciliation. These samples were collected and analysed by personnel of CMDIC, using either manual or automatic samplers, depending on the sampling point.
The feed flowrate during the sampling surveys was around 300 t/h, with a Cu grade of 8.7%, P80 of 55 µm, and a solid content of 15%. With respect to the operating conditions, the first cleaner stage had a more selective operation, with froth heights of around 50 cm and superficial gas flowrates of 0.9 cm/s (at the froth surface). On the other hand, the scavenger stage showed a less selective operation, with froth heights of around 15 cm and superficial gas flowrates of 1.5 cm/s (at the froth surface).
This cleaner–scavenger bank was previously operated as a rougher bank until a few years ago, which was also characterized.
Figure 2 shows the rougher bank of the CMDIC concentrator with the sampling points (red circles) for metallurgical characterization after mass balance data reconciliation. This bank corresponds to the same one shown in
Figure 1, but when it operated as a rougher bank. In this case, the short-cut method [
11,
12] was used to characterize the kinetics behaviour along the bank, which consisted of sampling the feed, concentrate, and tail from the first and second cells, in addition to the final tail and cumulative concentrate of the rougher bank. These samples were collected using manual or automatic samplers, depending on the sampling point.
The mineral fed to the bank when it was operating in the rougher stage had the following characteristics: flowrate of 1375 t/h, with a Cu grade of 1.2%, P80 of 200 µm, and a solid content of 34%. The operating conditions were froth heights of around 20 cm and superficial gas flowrates of 1.0 cm/s (at the froth surface).
Now, this study compares the flotation bank operation in the rougher and in the current cleaner–scavenger stages.
2.2. Metallurgical Prediction by Using an Industrial Simulation Tool
An industrial simulation tool was used to characterize the cleaner–scavenger bank, estimating variables that are not commonly obtained from sampling surveys, such as froth recovery, gangue entrainment flowrate, water recovery, bubble loading grade, and others. The metallurgical results from the sampling surveys in the cleaner–scavenger bank, as well as data from the bank operating as a rougher circuit, were used to calibrate the simulation tool and characterize each stage. This allowed for observing the differences between both operations based on internal variables of the process.
The simulation tool used in this study was built from a wide industrial database, which includes metallurgical performances and hydrodynamic and mineralogical data obtained from sampling campaigns performed in many concentrators in Chile for more than 20 years.
The simulation tool considers the sequential calculation of each single cell in the series, and the collection and froth zones are characterized independently using the two-zone model [
8]. The collection zone was modelled based on actual residence time distributions measured at industrial circuits using the radioactive tracer technique [
13]. On the other hand, the froth recovery is modelled as a function of froth stability, which depends on the solid flowrate entering the froth by true flotation; launder design, considering the froth transport behaviour; froth residence time; and particle size. This model was built and calibrated using a wide database on froth recoveries, measured at different industrial plants, with values from 40% to 90%. Results of froth recoveries per particle size class were also available from measurements in industrial plants.
The feed minerals, as well as the collection kinetics parameters, are characterized in terms of size-by-liberation classes.
This simulation tool also includes a characterization of gangue entrainment, which is estimated from water recovery and particle settling velocity [
14] in each cell. The froth water recovery was represented as a function of the solid froth recovery, froth depth, and air flowrate.
A more detailed description of this simulation tool was developed by Yianatos et al. [
15]. Additionally, calibration and testing studies of the simulation tool have been reported [
16,
17,
18,
19]. This tool is currently implemented in the HSC Chemistry
® software [
20].
4. Conclusions
The simulation tool allowed for studying internal variables along the cleaner–scavenger circuit, which are not easy to obtain from sampling surveys. Additionally, this tool allowed for comparing the metallurgical results and internal variables of the flotation bank operating as a cleaner–scavenger bank (current operation) and as a rougher bank (previous operation).
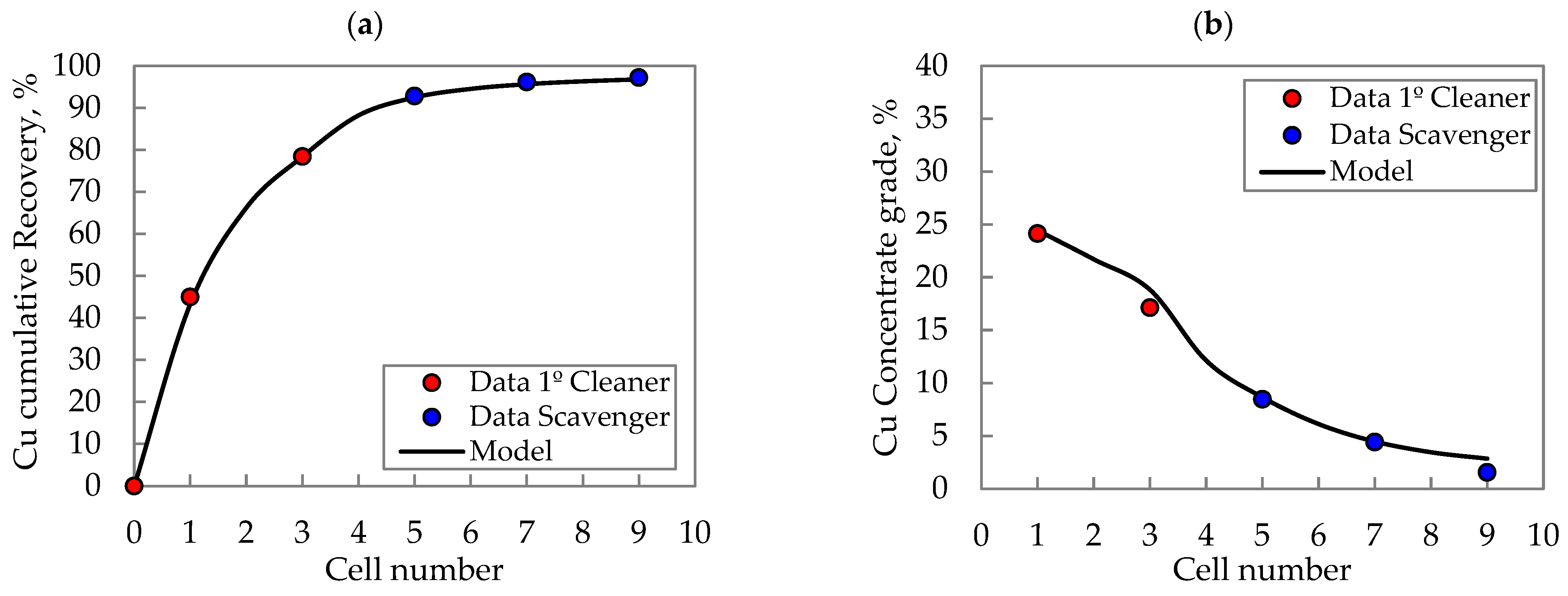
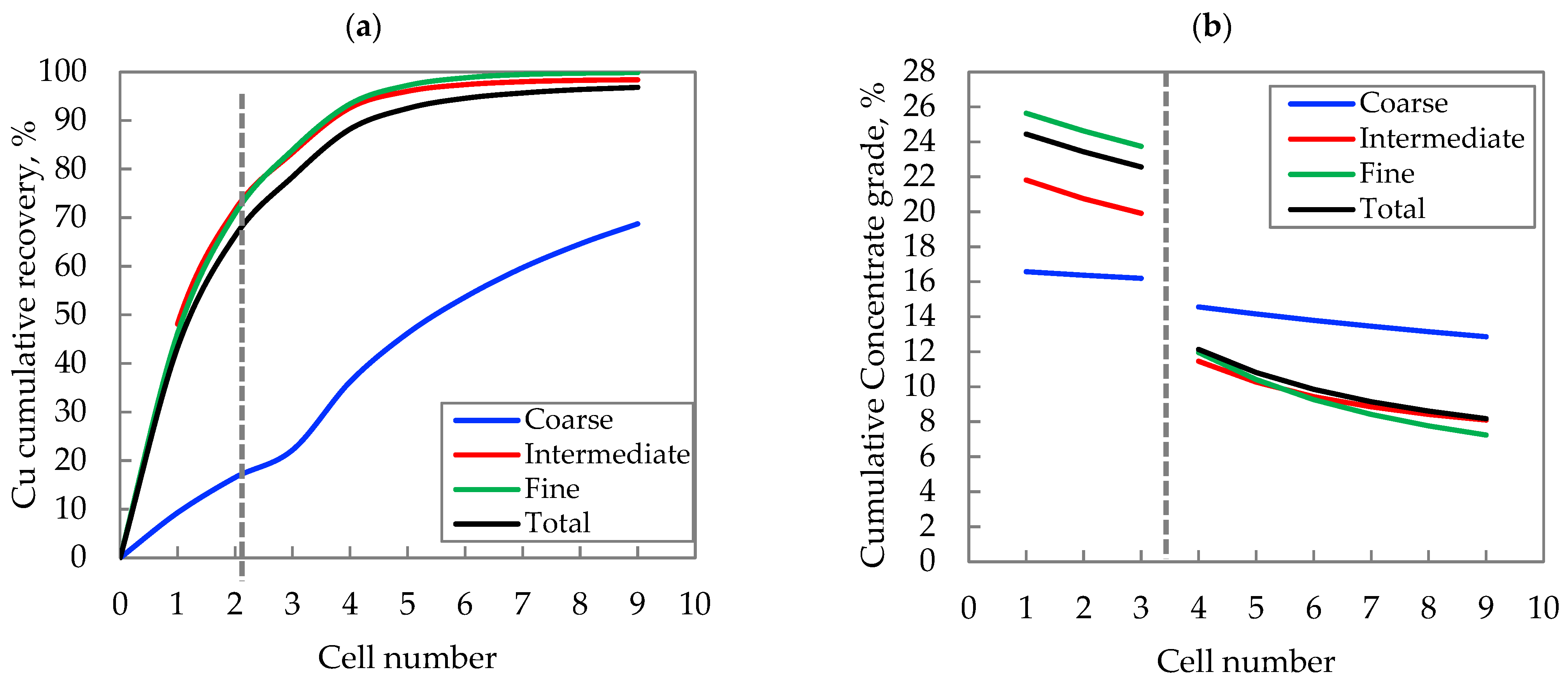
The results showed that the first cleaner operates in a selective way, so it rejects the coarser particles, but they are recovered in the scavenger bank (less selective operation) to be sent to the regrinding stage.
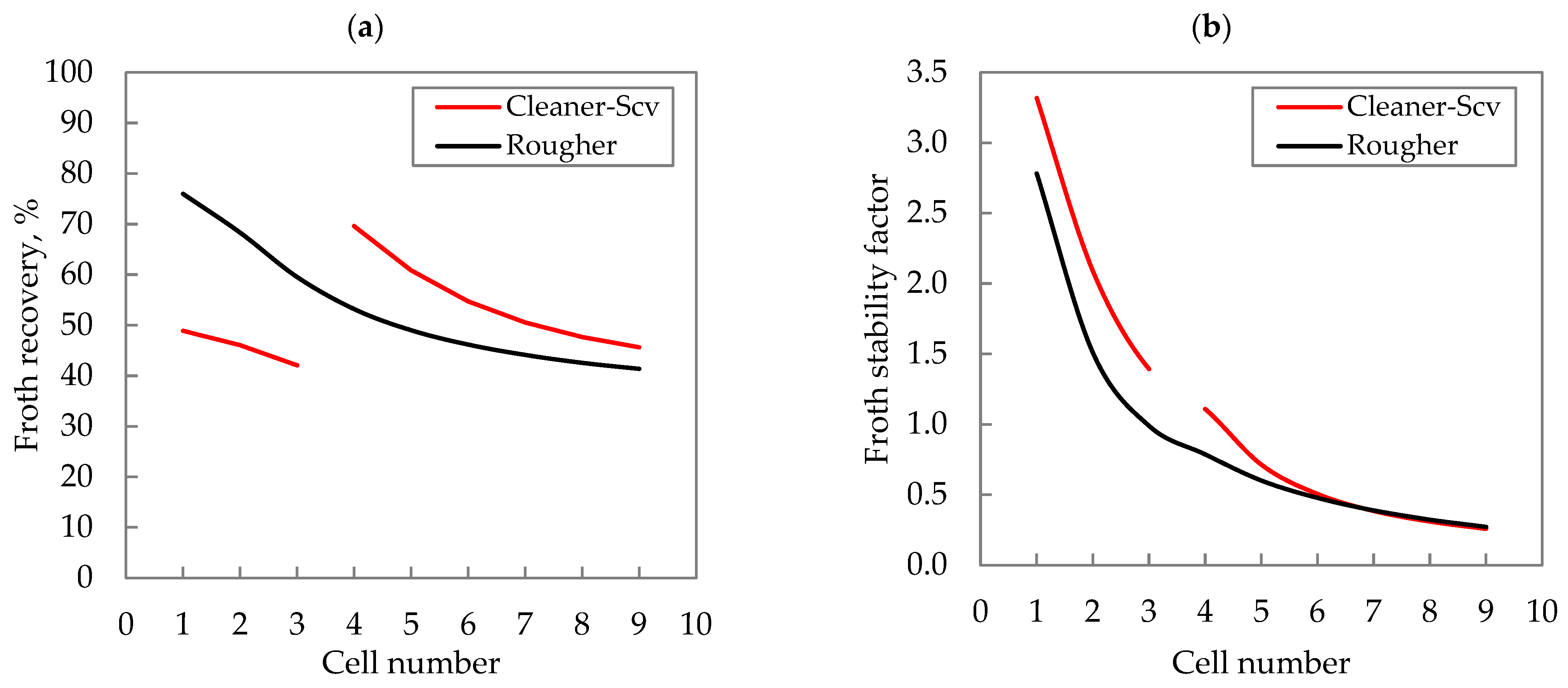
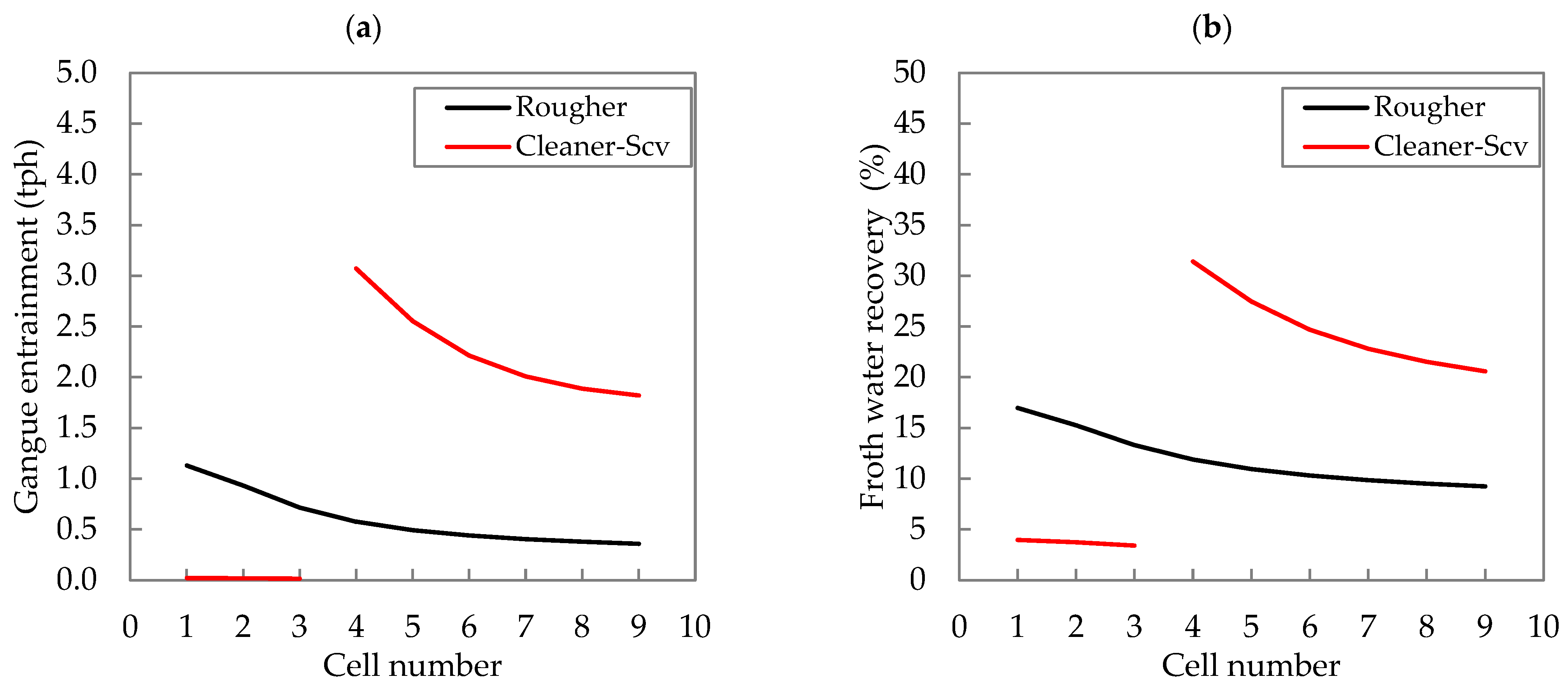
When comparing the cleaner–scavenger and rougher operations, it was found that the operating conditions and the froth mineralization degree that gives the froth stability caused significant differences in froth recovery in the different stages. Thus, the lowest froth recoveries were observed in the first cleaner stage, because of the more selective operation, with higher froth depths, despite the higher froth stability. The highest froth recoveries were found in the scavenger stage, because of the less selective operation and better froth stability, with respect to the rougher operation.
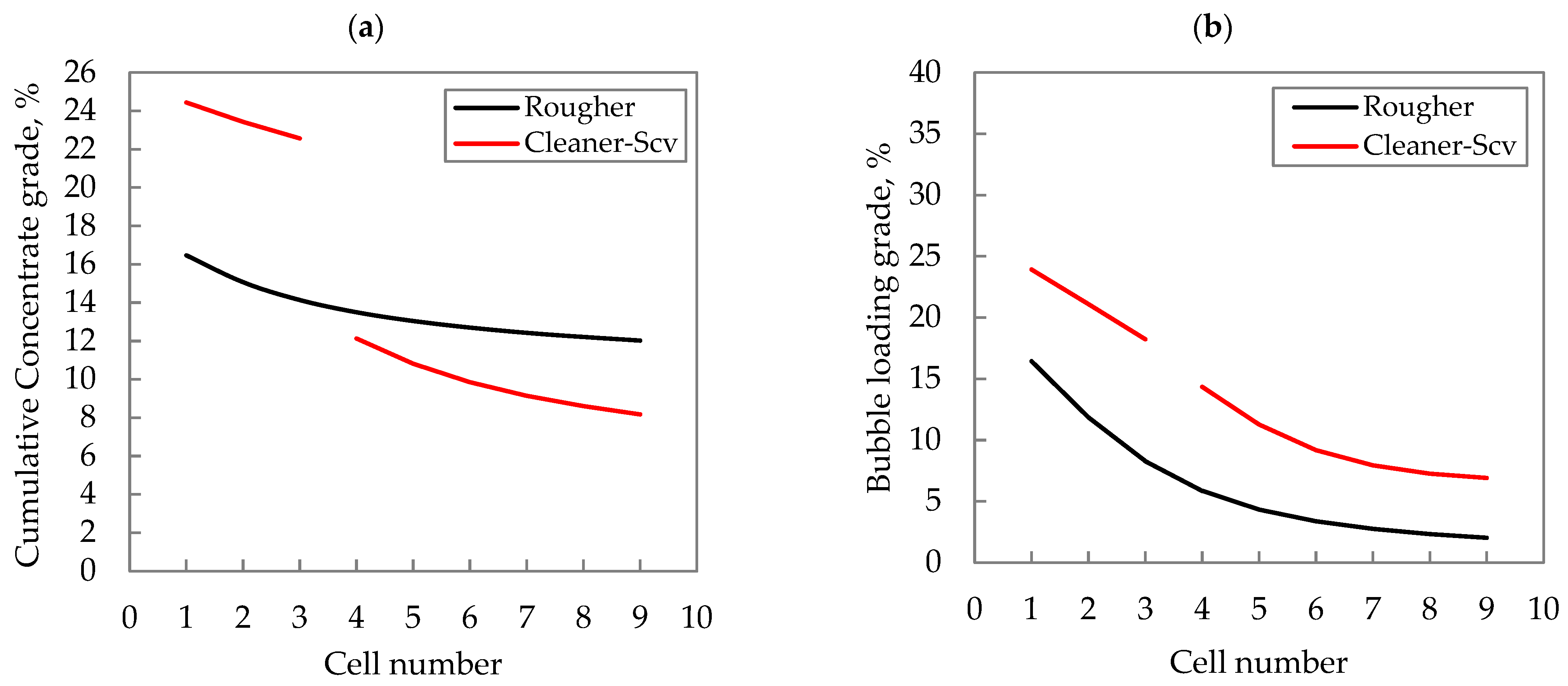
The concentrate grades in the first cleaner stage were significantly higher than those in the scavenger and rougher stages due to the cleaning action of the froth in these cells, which can reject most of the water and entrained gangue entering the froth. The scavenger stage showed higher gangue entrainment flowrates than those in the rougher stage because of the less selective operation, the most mineralized froths (better froth stability), and the better froth recoveries.
The first cleaner and scavenger stages showed higher bubble loading Cu grades than those in the rougher stage because of the better quality of the mineral fed to these cleaning stages.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







