
Effect of Replacing Feldspar by Philippine Black Cinder on the Development of Low-Porosity Red Stoneware
 , , , ,
, , , ,  ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Raw Material Characterization
2.3. Sample Preparation and Sintering
2.4. Samples Characterization after Sintering
3. Results and Discussions
3.1. Raw Material Characterization
3.1.1. X-ray Fluorescence (Chemical Composition)
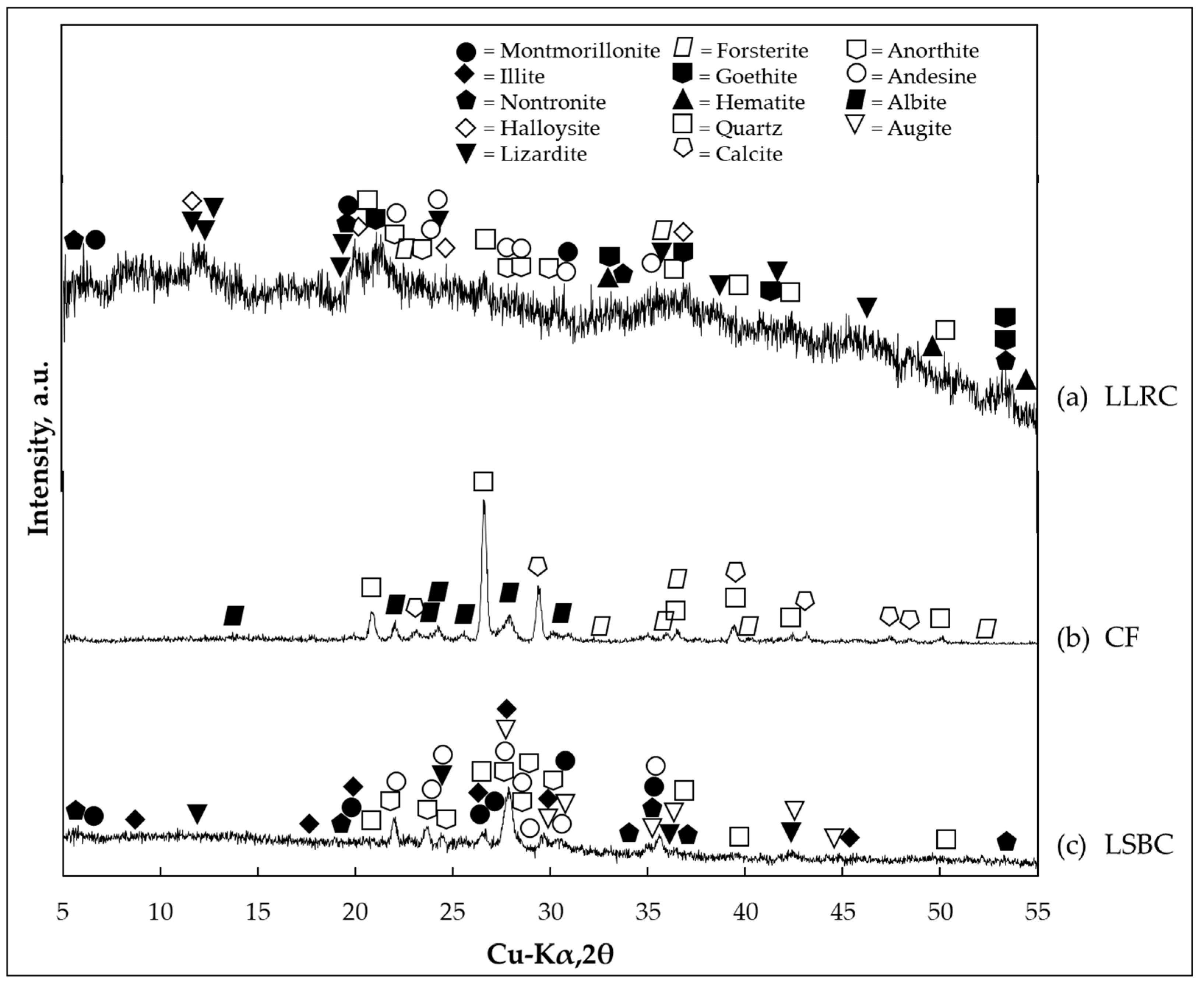
3.1.2. X-ray Diffraction (XRD) Analysis
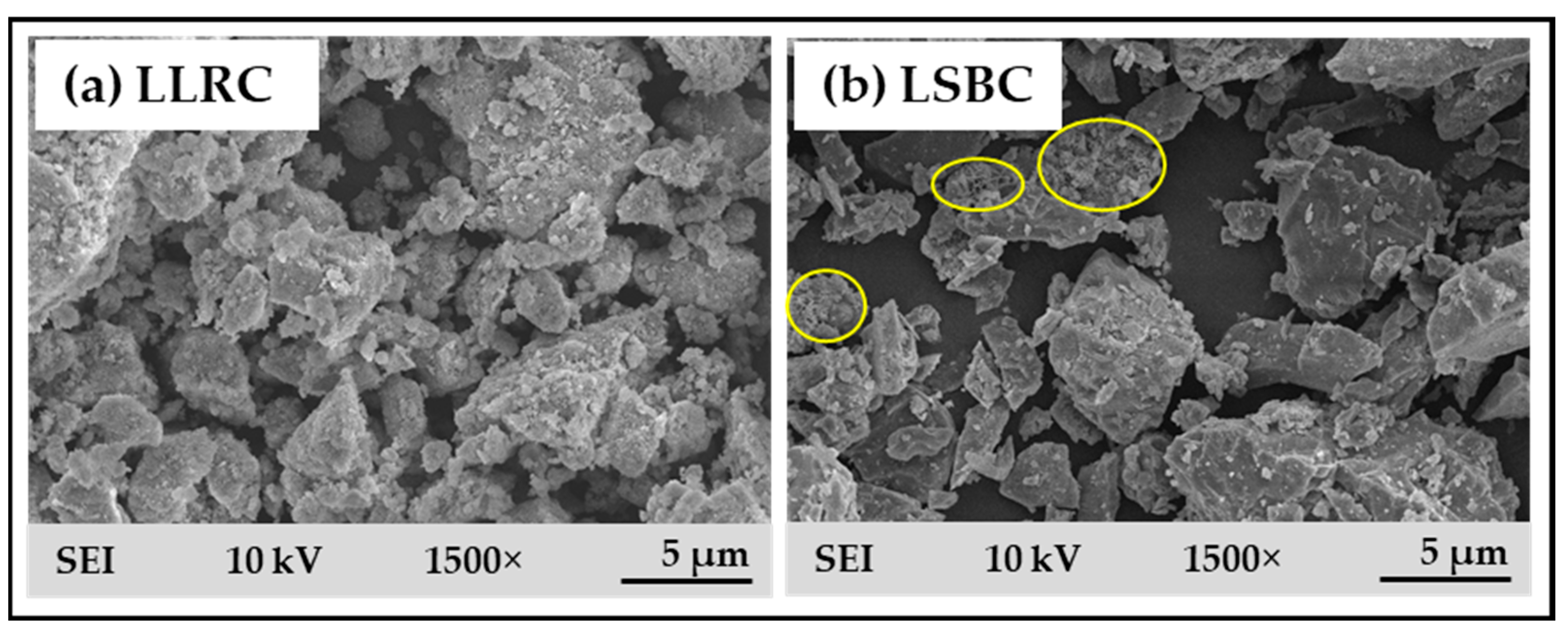
3.1.3. Microscopy Analysis
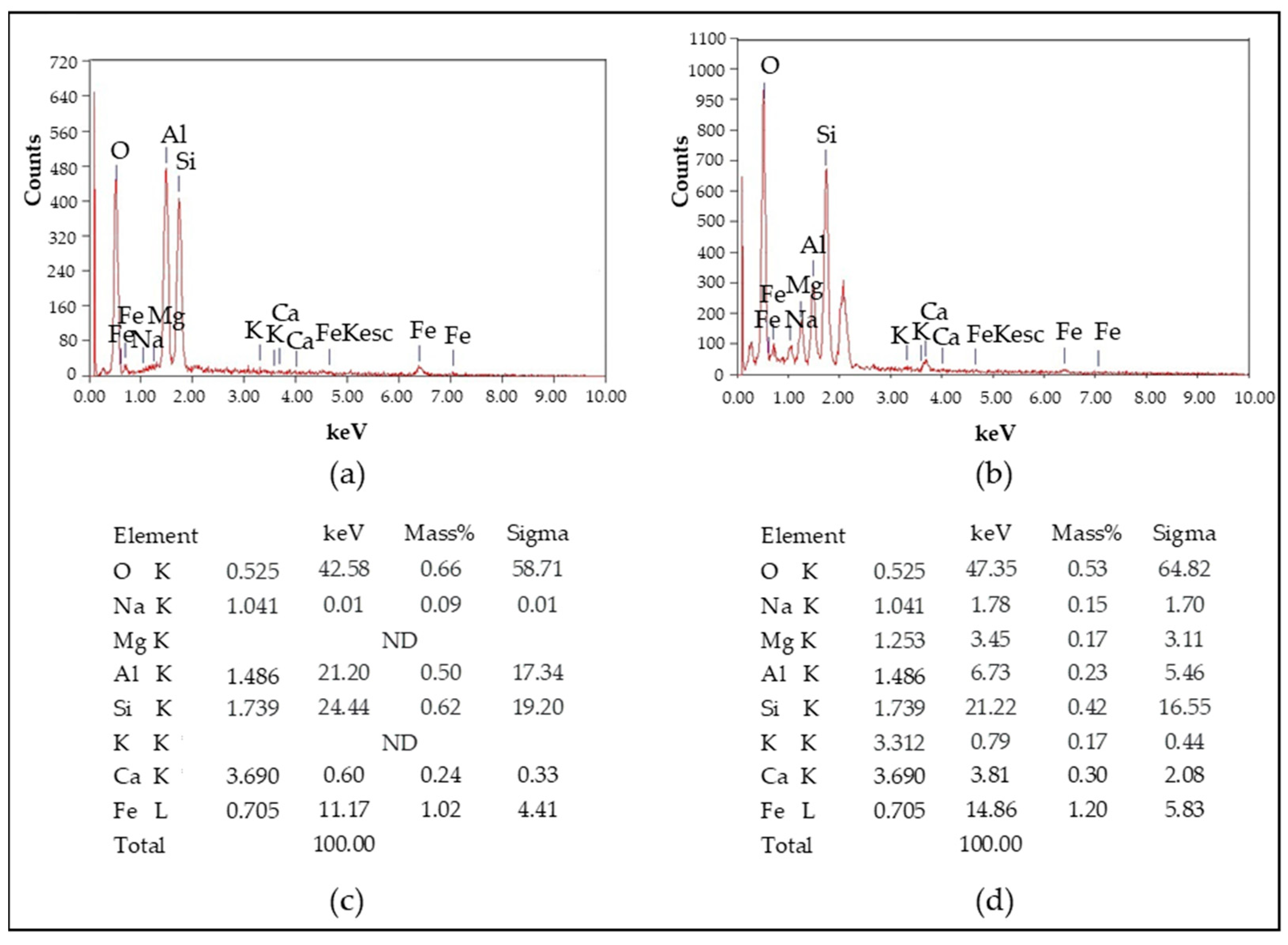
3.1.4. Energy Dispersive X-ray (EDX) Analysis
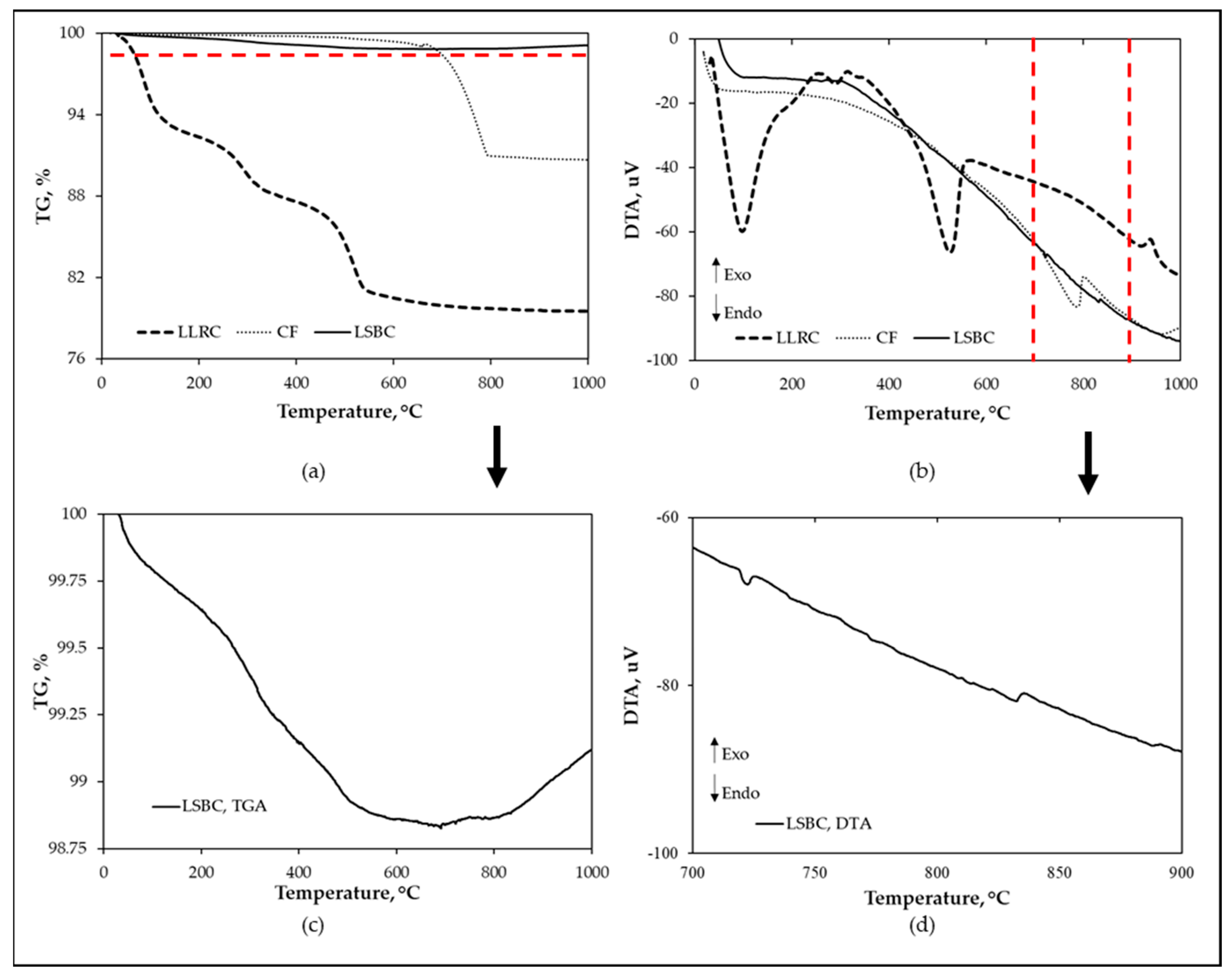
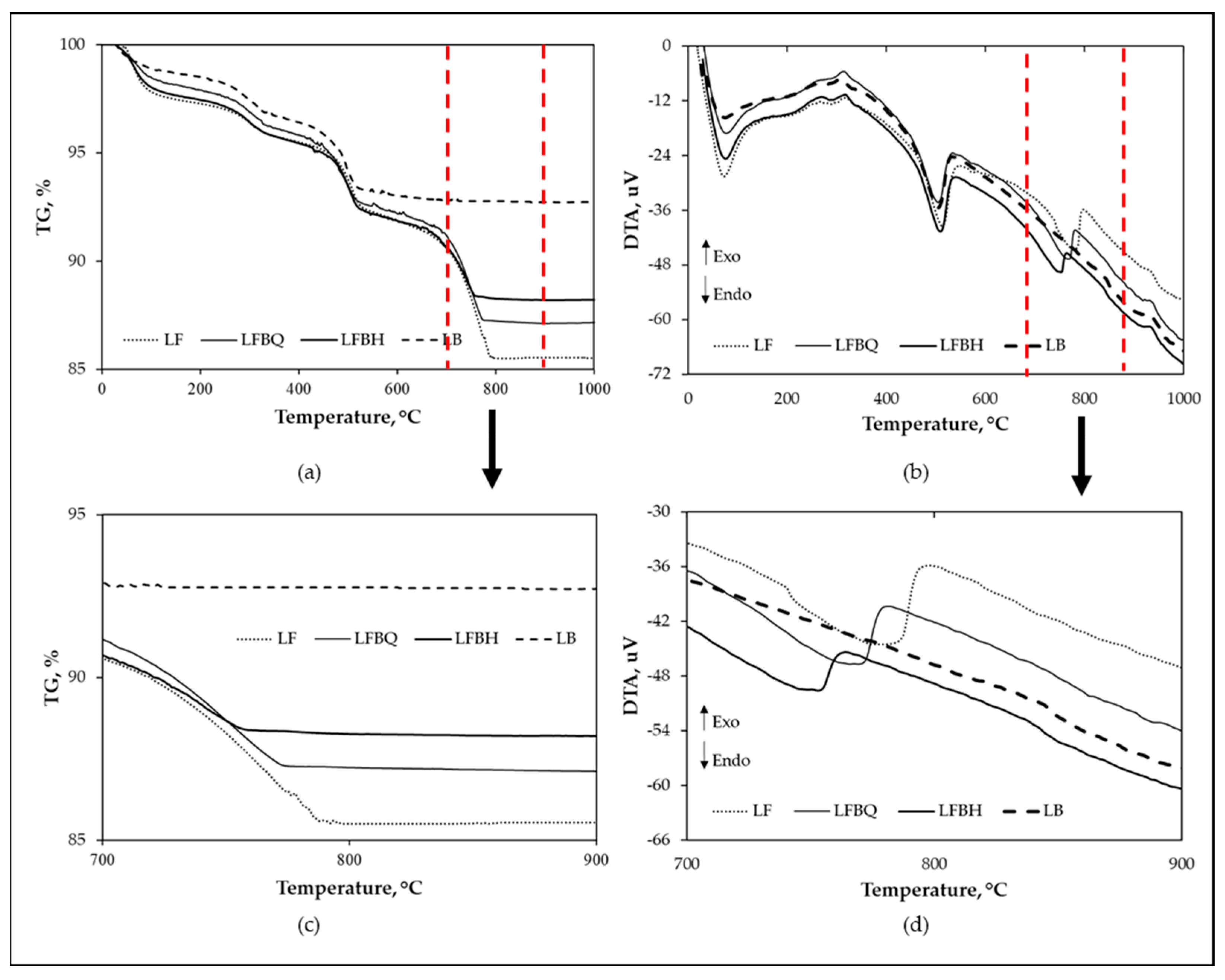
3.2. Thermal Analysis of Raw Materials and Formulations
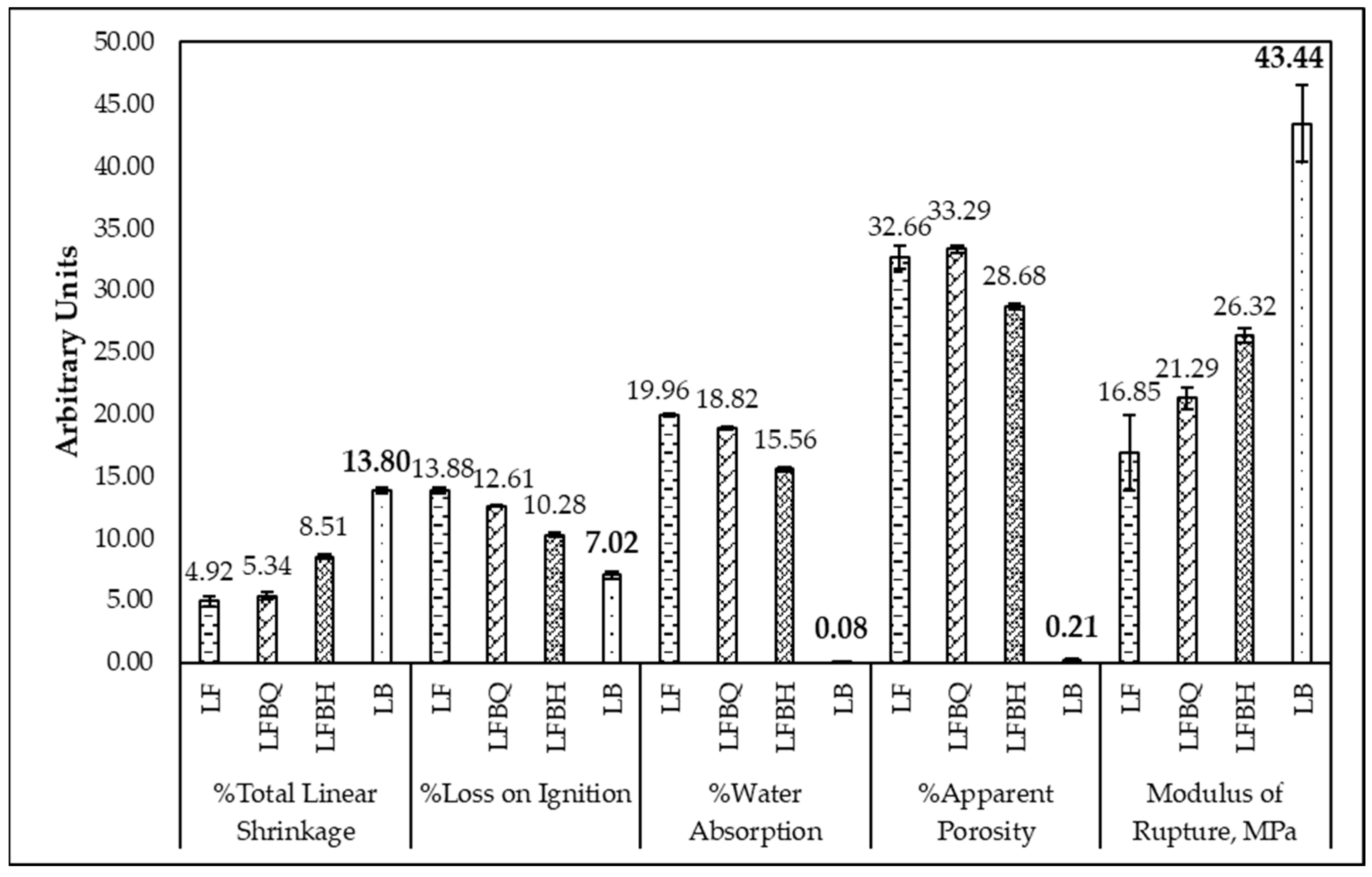
3.3. Physical and Mechanical Properties
3.4. Potential Engineering Application
4. Conclusions and Future Works
- The chemical composition of Lanao Salvador black cinder (LSBC) shows comparable content of fluxes as with commercial feldspar.
- The thermal behavior of the formulated bodies exhibited similar behavior in their DTA and TG curves to their raw material counterparts except for the LB sample, which has the full replacement of commercial feldspar with LSBC.
- Full replacement of feldspar with LSBC obtained the highest MOR of 43.44 MPa. Increasing the LSBC content during its partial substitution for feldspar resulted in an increase in total linear shrinkage and a decrease in other physical properties such as loss on ignition, water absorption and apparent porosity.
- Full replacement of feldspar with black cinder (LB) is suitable for broader application such as wall, floor, vitrified, industrial and roof tiles. Partial replacement of feldspar with black cinder (LF, LFBQ and LFBH) is feasible for wall and roof tile applications.
- Conduct of other tests such as crazing resistance, thermal shock, abrasion resistance, chemical resistance, stain resistance, scratch hardness and frost resistance on ceramic tiles for floor, wall, vitrified and industrial applications.
- Conduct of transverse strength test, frost resistance and pyroplastic deformation for roofing tile application.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sumner, A.; Hoy, C.; Ortiz-Juarez, E. Estimates of the Impact of COVID-19 on Global Poverty; WIDER Working Paper; The United Nations University World Institute for Development Economics Research (UNU-WIDER): Helsinki, Finland, 2020. [Google Scholar]
- Buheji, M.; da Costa Cunha, K.; Beka, G.; Mavrić, B.; Leandro do Carmo de Souza, Y.; Souza da Costa Silva, S.; Hanafi, M.; Chetia Yein, T. The extent of COVID-19 pandemic socio-economic impact on global poverty: A global integrative multidisciplinary review. Am. J. Econ. 2020, 10, 213–224. [Google Scholar] [CrossRef]
- Supporting Countries during Multiple Global Crises. Available online: https://www.worldbank.org/en/about/annual-report/supporting-countries-during-global-crises (accessed on 9 January 2023).
- A Plan for Economic and Social Transformation. Available online: https://pdp.neda.gov.ph/wp-content/uploads/2022/12/Chapter-01.pdf (accessed on 9 January 2023).
- Aldaba, R.M. The Philippine Manufacturing Industry Roadmap: Agenda for New Industrial Policy, High Productivity Jobs, and inclusive Growth; PIDS Discussion Paper Series; Philippine Institute for Development Studies (PIDS): Makati, Philippines, 2014. [Google Scholar]
- Jang, E.K.; Park, M.S.; Roh, T.W.; Han, K.J. Policy instruments for eco-innovation in Asian countries. Sustainability 2015, 7, 12586–12614. [Google Scholar] [CrossRef] [Green Version]
- Ceramic Tiles—Securing the Future of Philippine Industries. Available online: https://industry.gov.ph/industry/ceramic-tiles/ (accessed on 1 December 2022).
- Zaldarriaga, J. Infrastructure to Power PH Growth. Available online: https://www.pna.gov.ph/opinion/pieces/559-infrastructure-to-power-ph-growth (accessed on 9 January 2023).
- Cuenca, J.S. Review of the “Build, Build, Build” Program: Implications on the Philippine Development Plan 2017–2022; PIDS Discussion Paper Series; Philippine Institute for Development Studies (PIDS): Quezon, Philippines, 2021. [Google Scholar]
- Ceramics Market Trends, Share, Size, Growth, Forecast 2030. Available online: https://straitsresearch.com/report/ceramics-market (accessed on 6 January 2023).
- Lewicka, E.; Trenczek-Zajac, A. Investigations of feldspar-quartz raw materials after firing: Effect of various Na2O/K2O ratio and synthetic pigments addition. Minerals 2020, 10, 646. [Google Scholar] [CrossRef]
- Ryan, W.; Radford, C. Whitewares Production, Testing, and Quality Control: Including Materials, Body Formulations, and Manufacturing Processes; Pergamon: Oxford, UK, 1987. [Google Scholar]
- Boussouf, L.; Zehani, F.; Khenioui, Y.; Boutaoui, N. Effect of Amount and Size of Quartz on Mechanical and Dielectric Properties of Electrical Porcelain. Trans. Indian Ceram. Soc. 2018, 77, 132–137. [Google Scholar] [CrossRef]
- Dana, K.; Das, S.K. Partial substitution of feldspar by BF slag in triaxial porcelain: Phase and microstructural evolution. J. Eur. Ceram. Soc. 2004, 24, 3833–3839. [Google Scholar] [CrossRef]
- Olgun, A.; Erdogan, Y.; Ayhan, Y.; Zeybek, B. Development of ceramic tiles from coal fly ash and tincal ore waste. Ceram. Int. 2005, 31, 153–158. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K.; Hwang, J. Characterization of ceramic tiles containing LCD waste glass. Ceram. Int. 2016, 42, 7626–7631. [Google Scholar] [CrossRef]
- Andreola, F.; Barbieri, L.; Karamanova, E.; Lancellotti, I.; Pelino, M. Recycling of CRT panel glass as fluxing agent in the porcelain stoneware tile production. Ceram. Int. 2008, 34, 1289–1295. [Google Scholar] [CrossRef]
- Serra, M.F.; Conconi, M.S.; Suarez, G.; Aglietti, E.F.; Rendtorff, N.M. Volcanic ash as flux in clay based triaxial ceramic materials, effect of the firing temperature in phases and mechanical properties. Ceram. Int. 2015, 41, 6169–6177. [Google Scholar] [CrossRef]
- Acchar, W.; Dultra, E.J.V.; Segadães, A.M. Untreated coffee husk ashes used as flux in ceramic tiles. Appl. Clay Sci. 2013, 75–76, 141–147. [Google Scholar] [CrossRef]
- Conte, S.; Buonamico, D.; Magni, T.; Arletti, R.; Dondi, M.; Guarini, G.; Zanelli, C. Recycling of bottom ash from biomass combustion in porcelain stoneware tiles: Effects on technological properties, phase evolution and microstructure. J. Eur. Ceram. Soc. 2022, 42, 5153–5163. [Google Scholar] [CrossRef]
- Conte, S.; Molinari, C.; Ardit, M.; Cruciani, G.; Dondi, M.; Zanelli, C. Porcelain versus Porcelain Stoneware: So Close, So Different. Sintering Kinetics, Phase Evolution, and Vitrification Paths. Materials 2023, 16, 171. [Google Scholar] [CrossRef] [PubMed]
- Pérez, J.M.; Romero, M. Microstructure and technological properties of porcelain stoneware tiles moulded at different pressures and thicknesses. Ceram. Int. 2014, 40, 1365–1377. [Google Scholar] [CrossRef] [Green Version]
- Figueirêdo, J.M.R.d.; Costa, F.P.d.; Fernandes, J.V.; Rodrigues, A.M.; Neves, G.d.A.; Menezes, R.R.; Santana, L.N. Development of scheelite tailings-based ceramic formulations with the potential to manufacture porcelain tiles, semi-stoneware and stoneware. Materials 2020, 13, 5122. [Google Scholar] [CrossRef]
- da Silva, A.L.; Feltrin, J.; Dal Bó, M.; Bernardin, A.M.; Hotza, D. Effect of reduction of thickness on microstructure and properties of porcelain stoneware tiles. Ceram. Int. 2014, 40, 14693–14699. [Google Scholar] [CrossRef]
- Pérez, J.M.; Rincón, J.M.; Romero, M. Effect of moulding pressure on microstructure and technological properties of porcelain stoneware. Ceram. Int. 2012, 38, 317–325. [Google Scholar] [CrossRef] [Green Version]
- Montazerian, M.; Shahriyari, M.; Khodabakhsh, M. Deep Abrasion Resistance of Poercelain Stoneware Tiles. Available online: http://sigcam.camaracastellon.com/qualicer/pdfdefinitivos14/13_pon_ing.pdf (accessed on 15 April 2019).
- Abiola, O.A.; Oke, A.O. Production of Ceramic Tiles in Nigeria: A Review; Akindahunsi, A.A., Gambo, I.P., Adio, S.A., Ikono, R.N., Eds.; OAU Faculty of Technology Conference: Ile-Ife, Nigeria, 2022. [Google Scholar]
- Maniyazawal, F.W. Replacing Cinder Gravel as Alternative Base Course Material. Am. J. Constr. Build. Mater. 2020, 4, 14–21. [Google Scholar] [CrossRef]
- Seyfe, M.; Geremew, A.J. Potential Use of Cinder Gravel as an Alternative Base Course Material through Blending with Crushed Stone Aggregate and Cement Treatment. J. Civ. Eng. Sci. Technol. 2019, 10, 101–112. [Google Scholar] [CrossRef] [Green Version]
- Hearn, G.J.; Otto, A.; Greening, P.A.K.; Endale, A.A.; Etefa, D.M. Engineering geology of cinder gravel in Ethiopia: Prospecting, testing and application to low-volume roads. Bull. Eng. Geol. Environ. 2019, 78, 3095–3110. [Google Scholar] [CrossRef] [Green Version]
- Raimondo, M.; Ceroni, C.; Dondi, M.; Guarini, G.; Marsigli, M.; Venturi, I.; Zanelli, C. The vitreous phase of porcelain stoneware: Composition, evolution during sintering and physical properties. J. Non-Cryst. Solids 2011, 357, 3251–3260. [Google Scholar]
- Fiori, C.; Fabbri, B.; Donati, G.; Venturi, I. Mineralogical composition of the clay bodies used in the Italian tile industry. Appl. Clay Sci. 1989, 4, 461–473. [Google Scholar] [CrossRef]
- Oikonomopoulos, I.K.; Perraki, M.; Tougiannidis, N.; Perraki, T.; Kasper, H.U.; Gurk, M. Clays from Neogene Achlada lignite deposits in Florina basin (Western Macedonia, N. Greece): A prospective resource for the ceramics industry. Appl. Clay Sci. 2015, 103, 1–9. [Google Scholar] [CrossRef]
- THE 17 GOALS—The 2030 Agenda for Sustainable Development. Available online: https://sdgs.un.org/goals (accessed on 1 December 2022).
- Neckel, L.; Prette, A.L.; Alarcon, O.E.; Fredel, M.C. Developing of ceramic roof tiles process by powder pressing and Firing in Roller kiln. Mater. Sci. Forum 2008, 591–593, 521–525. [Google Scholar] [CrossRef]
- NBR 15310-2009; Componentes Cerâmicos-Telhas-Terminologia, Requisitos e Métodos de Ensaio. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS: São Paulo, Brazil, 2009.
- ISO 13006:2018; Ceramic Tiles—Definitions, Classification, Characteristics and Marking. International Organization for Standardization: London, UK, 2018.
- PNS 154:2005; Ceramic Wall and Floor Tiles. Bureau of Philippine Standard: Makati, Philippines, 2005; p. 35.
- ICCTAS. Indian Council of Ceramic Tiles and Sanitaryware. Available online: https://www.icctas.com/techpaper.htm (accessed on 6 January 2023).
- Nickel, E.H.; Nichols, M.C. MINERAL Database; MDI Minerals Data: Livermore, CA, USA, 2007. [Google Scholar]
- Brown, G. Crystal Structures of Clay Minerals and Their X-ray Identification; The Mineralogical Society of Great Britain and Ireland: London, UK, 1982; Volume 5. [Google Scholar]
- Velde, B. Introduction to Clay Minerals. Chemistry, Origins, Uses and Environmental Significance; Chapman & Hall: London, UK, 1992; Volume 28, pp. 161–162. ISBN 978-0-412-37030-4. [Google Scholar]
- Hanein, T.; Thienel, K.-C.; Zunino, F.; Marsh, A.; Maier, M.; Wang, B.; Canut, M.; Juenger, M.C.; Ben Haha, M.; Avet, F. Clay calcination technology: State-of-the-art review by the RILEM TC 282-CCL. Mater. Struct. 2022, 55, 3. [Google Scholar] [CrossRef]
- Ochen, W.; D’ujanga, F.M.; Oruru, B.; Olupot, P.W. Physical and mechanical properties of porcelain tiles made from raw materials in Uganda. Results Mater. 2021, 11, 100195. [Google Scholar] [CrossRef]
- Bernardo-Arugay, I.C.; Echavez, F.J.A.; Aquiatan, R.H.L.; Tabelin, C.B.; Virtudazo, R.V.R.; Resabal, V.J.T. Development of Ceramic Tiles from Philippine Nickel Laterite Mine Waste by Ceramic Casting Method. Minerals 2022, 12, 579. [Google Scholar] [CrossRef]
- Canillo, S.; Cortez, C.; Bernardo-Arugay, I. Design and Production of Buchner Funnel using Maria Cristina Clay by Slip Casting Method. In Proceedings of the METCON 2017, Batac City, Philippines, 26–28 October 2017. [Google Scholar]
- Virtudazo, R.V.R.; Apollo, B.E.; Puyaoan, A.; Pugat, C. Utilization of Local Red Clay for the Production of Terra Cotta by Slip Casting. Prepr. Annu. Meet. Ceram. Soc. Jpn. Prepr. Fall Meet Ceram. Soc. Jpn. 2003, 2003F, 820. [Google Scholar]
- Bernardo, I.; Diamante, J.; Lanticse-Diaz, L. Characterization of a Philippine Clay. In Proceedings of the AUNSEED-Met Conference, Olongapo City, Philippines, 27 October 2011. [Google Scholar]
- Dejeto, R.V.; Apollo, B.E.P.; Franco, S.S.; Pondoc, D.C.; Virtudazo, R.V.R. Improvement of Existing Structural Clay Products Manufacturing in Ilocos Norte. In Harnessing Science and Technology to Meet the Global Challenge; Tansinsin, L.G., Ed.; Philippine Association for the Advancement of Science (PhilAAS): Manila, Philippines, 2002; Volume 1, pp. 250–261. [Google Scholar]
- C618–14; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2014.
- Opiso, E.M.; Tabelin, C.B.; Ramos, L.M.; Gabiana, L.J.R.; Banda, M.H.T.; Delfinado, J.R.Y.; Orbecido, A.H.; Zoleta, J.B.; Park, I.; Arima, T.J.; et al. Development of a three-step approach to repurpose nickel-laterite mining waste into magnetite adsorbents for As (III) and As (V) removal: Synthesis, characterization and adsorption studies. J. Environ. Chem. Eng. 2023, 11, 108992. [Google Scholar] [CrossRef]
- Tigue, A.A.S.; Longos, A.L., Jr.; Malenab, R.A.J.; Dollente, I.J.R.; Promentilla, M.A.B. Compressive Strength and Leaching Characteristic of Geopolymer Composite from Coal Fly Ash and Nickel Laterite Mine Spoils. Chem. Eng. Trans. 2021, 88, 1165–1170. [Google Scholar]
- Mokwa, J.; Lawal, S.A.; Abolarin, M.; Bala, K. Characterization and evaluation of selected kaolin clay deposits in Nigeria for furnace lining application. Niger. J. Technol. 2019, 38, 936–946. [Google Scholar] [CrossRef] [Green Version]
- Ilgen, A.; Kukkadapu, R.; Dunphy, D.; Artyushkova, K.; Cerrato, J.; Kruichak, J.; Janish, M.; Sun, C.; Argo, J.; Washington, R. Synthesis and characterization of redox-active ferric nontronite. Chem. Geol. 2017, 470, 1–12. [Google Scholar] [CrossRef]
- Sedaghat, S. Synthesis of clay-CNTs nanocomposite. J. Nanostruct. Chem. 2013, 3, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Tironi, A.; Trezza, M.; Irassar, E.; Scian, A. Thermal treatment of kaolin: Effect on the pozzolanic activity. Procedia Mater. Sci. 2012, 1, 343–350. [Google Scholar] [CrossRef] [Green Version]
- Norton, F.H. Elements of Ceramics; Addison-Wesley Publishing Company, Inc.: Reading, MA, USA, 1974. [Google Scholar]
- Anil, A.; Mohan Misra, N.; Misra, S.N. Characterization of Some Red Clays from Morbi-Wankaner Region (Gujarat, India). Trans. Indian Ceram. Soc. 2018, 77, 73–83. [Google Scholar] [CrossRef]
- Sultana, U.K. Characterisation and Beneficiation of Narsingdi Clay. Master’s Thesis, Bangladesh University of Engineering and Technology, Dhaka, Bangladesh, 2012. [Google Scholar]
- Groves, S. Microstructure and Properties of Pulverised Fuel Slags. Ph.D. Thesis, Imperial College, University of London, London, UK, 1986. [Google Scholar]
- Karunadasa, K.S.; Manoratne, C.; Pitawala, H.; Rajapakse, R. Thermal decomposition of calcium carbonate (calcite polymorph) as examined by in-situ high-temperature X-ray powder diffraction. J. Phys. Chem. Solids 2019, 134, 21–28. [Google Scholar] [CrossRef]
- Dweck, J.; Buchler, P.M.; Coelho, A.C.V.; Cartledge, F.K. Hydration of a Portland cement blended with calcium carbonate. Thermochim. Acta 2000, 346, 105–113. [Google Scholar] [CrossRef]
- Alraddadi, S. Effects of calcination on structural properties and surface morphology of black volcanic ash. J. Phys. Commun. 2020, 4, 105002. [Google Scholar] [CrossRef]
- Leonelli, C.; Kamseu, E.; Boccaccini, D.N.; Melo, U.C.; Rizzuti, A.; Billong, N.; Miselli, P. Volcanic ash as alternative raw materials for traditional vitrified ceramic products. Adv. Appl. Ceram. 2007, 106, 135–141. [Google Scholar] [CrossRef]
- Garg, N. Structure, Reactivity, and Dissolution of Calcined Clays by Solid-state NMR. Ph.D. Thesis, University of Illinois, Chicago, IL, USA, 2015. [Google Scholar] [CrossRef]
- Csáki, Š.; Trnovcová, V.; Štubňa, I.; Ondruška, J.; Sunitrová, I.; Vozár, L.; Dobroň, P. AC conductivity of an illitic clay with zeolite addition after firing at different temperatures. In AIP Conference Proceedings; AIP Publishing LLC: New York, NY, USA, 2017; Volume 1866, p. 040008. [Google Scholar]
- Fernandez-Caliani, J.C.; Crespo, E.; Rodas, M.; Barrenechea, J.F.; Luque, F.J. Formation of Nontronite from Oxidative Dissolution of Pyrite Disseminated in Precambrian Felsic Metavolcanics of the Southern Iberian Massif (spain). Clays Clay Miner. 2004, 52, 106–114. [Google Scholar] [CrossRef]
- McKelvy, M.J.; Chizmeshya, A.V.; Diefenbacher, J.; Béarat, H.; Carpenter, R.W.; Wolf, G.; Gormley, D. Developing Atomic-Level Understanding of the Mechanisms that Govern CO2 Sequestration Mineral Carbonation Reaction Processes. In Proceedings of the TMS Annual Meeting, San Francisco, CA, USA, 13–17 February 2005. [Google Scholar]
- Lecomte-Nana, G.; Bonnet, J.-P.; Soro, N. Influence of iron onto the structural reorganization process during the sintering of kaolins. J. Eur. Ceram. Soc. 2013, 33, 661–668. [Google Scholar] [CrossRef]
- Siddiqui, M.H. Bleaching Earths; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Akhtar, F.; Rehman, Y.; Bergström, L. A study of the sintering of diatomaceous earth to produce porous ceramic monoliths with bimodal porosity and high strength. Powder Technol. 2010, 201, 253–257. [Google Scholar] [CrossRef]
- Macbeth Division of Kollmorgen Instruments Corporation. Munsell Soil Color Chart; Macbeth Division of Kollmorgen Instruments Corporation: New Windsor, NY, USA, 1994; Volume 12553, pp. 41–71. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Empirical Formula |
|---|---|
| LF | 0.93 MgO• 1.55 CaO• Al2O3• 5.61 SiO2• 0.15 Fe2O3 |
| LFBQ | 0.99 MgO• 1.29 CaO• Al2O3• 5.32 SiO2• 0.18 Fe2O3 |
| LFBH | 1.05 MgO• 1.06 CaO• Al2O3• 5.05 SiO2• 0.20 Fe2O3 |
| LB | 1.16 MgO• 0.64 CaO• Al2O3• 4.58 SiO2• 0.25 Fe2O3 |
| Mass % | SiO2 | Al2O3 | Fe2O3 | K2O | MgO | CaO | NiO | Cr2O3 | MnO | TiO2 |
|---|---|---|---|---|---|---|---|---|---|---|
| LLRC | 42.63 | 34.39 | 14.37 | — | 6.1 | — | 0.03 | 0.1 | 0.2 | 2.19 |
| CF | 60.65 | 12.59 | 0.31 | — | 5.16 | 21.12 | — | — | 0.02 | 0.15 |
| LSBC | 55.68 | 17.15 | 6.42 | — | 9.75 | 8.61 | 0.02 | 0.04 | 0.1 | 2.23 |
| Mineral | Chemical Formula | LLRC | CF | LSBC |
|---|---|---|---|---|
| Montmorillonite | (Na, Ca)0.3(Al, Mg)2Si4O10(OH)2•nH2O [40] | * | — | * |
| Illite | (K,H3O)(Al,Mg,Fe)2(Si,Al)4O10[(OH)2,(H2O)] [40] | — | — | * |
| Nontronite | Ca0.5(Si7Al0.8Fe0.2)(Fe3.5Al0.4Mg0.1)O20(OH)4 [40] | * | — | * |
| Halloysite | Al2Si2O5(OH)4 | * | — | — |
| Lizardite | Mg3Si2O5(OH)4 | * | — | * |
| Forsterite | Mg2SiO4 | * | * | — |
| Goethite | Fe3+O(OH) | * | — | — |
| Hematite | Fe2O3 | * | — | — |
| Quartz | SiO2 | * | * | * |
| Calcite | CaCO3 | * | * | — |
| Anorthite | CaAl2Si2O8 | * | — | * |
| Andesine | (Na,Ca)(Si,Al)4O8 | * | — | * |
| Albite | NaAlSi3O8 | — | * | — |
| Augite | (Ca,Mg,Fe)2(Si,Al)2O6 | — | — | * |
| Application | Water Absorption, % | Modulus of Rupture, MPa | Source |
|---|---|---|---|
| Floor Tile (Porcelain Stoneware) | <0.5 | >35 ± 2 | ISO standard 13006 AIa [37] |
| Wall Tile | >10 | >8 | ISO standard 13006 AIII [37] |
| Floor Tile | <0.5 | >35 | PNS 154:2005 [38] |
| Wall Tile | NA | >15 | |
| Floor Tile | >3 and ≤6 | ≥22 | ICCTAS ESTD 1990 [39] |
| Wall Tile | >10 and <20 | ≥15 | |
| Vitrified Tile | ≤0.5 | ≥32 | |
| Industrial Tile | ≤0.5 | ≥32 | |
| Roof Tile | <20 | 100 kgf (breaking strength) | ABNT NBR 15310:2005 [35,36] |
| Formulation for the Low-Porosity Red Stoneware | This Study, 2022 | ISO Standard 13006 [37] | PNS 154:2005 [38] | ICCTAS ESTD 1990 [39] | ABNT NBR 15310:2005 [35,36] | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| WA | MOR | Floor | Wall | Floor | Wall | Floor | Wall | Vitrified | Industrial | Roof | |
| LF | 19.96 ± 0.11 | 16.85 ± 3.05 | X | ✓ | X | ✓ | X | ✓ | X | X | ✓ |
| LFBQ | 18.82 ± 0.12 | 21.29 ± 0.90 | X | ✓ | X | ✓ | X | ✓ | X | X | ✓ |
| LFBH | 15.56 ± 0.21 | 26.32 ± 0.60 | X | ✓ | X | ✓ | X | ✓ | X | X | ✓ |
| LB | 0.08 ± 0.03 | 43.44 ± 3.06 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Echavez, F.J.A.; Lumasag, L.R.; Bato, B.L.; Simplicio, A.M.R.; Cahigao, J.P.; Aligno, E.U., Jr.; Dispo, R.V.M.; Dionio, S.K.D.; Saladaga, C.J.C.; Virtudazo, R.V.R.; et al. Effect of Replacing Feldspar by Philippine Black Cinder on the Development of Low-Porosity Red Stoneware. Minerals 2023, 13, 505. https://doi.org/10.3390/min13040505
Echavez FJA, Lumasag LR, Bato BL, Simplicio AMR, Cahigao JP, Aligno EU Jr., Dispo RVM, Dionio SKD, Saladaga CJC, Virtudazo RVR, et al. Effect of Replacing Feldspar by Philippine Black Cinder on the Development of Low-Porosity Red Stoneware. Minerals. 2023; 13(4):505. https://doi.org/10.3390/min13040505
Chicago/Turabian StyleEchavez, Fel Jane A., Liberty R. Lumasag, Beverly L. Bato, Alyssa May Rabadon Simplicio, Jade P. Cahigao, Elly U. Aligno, Jr., Roben Victor M. Dispo, Sherlyn Keh D. Dionio, Christian Julle C. Saladaga, Raymond V. Rivera Virtudazo, and et al. 2023. "Effect of Replacing Feldspar by Philippine Black Cinder on the Development of Low-Porosity Red Stoneware" Minerals 13, no. 4: 505. https://doi.org/10.3390/min13040505