1. Introduction
A sharp reduction in the cut-off grade of gold mines and increasing demand for this element in modern technologies have led metallurgists to deal with refractory gold-type ores more than before. As many different newly opened mineral deposits are typically more polymineralic and complex, the easy-to-treat mineral deposits become rarer. Similarly, processing polymineralic and complex gold ore bodies has become relatively challenging and requires sophisticated solutions [
1,
2]. The easily accessible free-milling gold deposits gradually decline, and therefore, the interest in refractory gold ores, and the processing of their tailings, increases globally. For such ore bodies, a very good understanding of the ore characteristics is crucial with respect to the selection of an appropriate methodology for downstream processes.
In mineral processing, gold ores are commonly classified as (i) free-milling, (ii) refractory gold, and (iii) complex gold ore types, where the free-milling ore type has high gold recovery (>90%), while the refractory one has a recovery of lower than 90% [
3,
4,
5,
6,
7] and the gold recovery of the third class is only economically feasible under excessive reagent consumption [
8]. There are several properties that lead to the classification of gold ore as a refractory gold ore as given below:
Gold is physically locked in the host mineral [
3,
8];
Gold is chemically locked in the form of an alloy with other metals [
3,
8];
Gold is present as sub-microscopic-size invisible gold or a solid solution in sulfide structures [
7,
8,
9,
10,
11];
The ore contains gangue minerals whose properties lead to high consumption of oxygen or cyanide [
9];
Carbonates and clays present in the ore act as activated carbon (preg-robbing effect) [
3,
12];
The presence of passivation layers on the gold grains [
8].
If one or more of these conditions leads to gold recovery below 90%, the ore is classified as refractory gold ore and general conclusion in the literature is that the most important properties that make the ore refractory are the first three bullet points mentioned above [
3,
4,
5,
6,
7,
8,
9,
10,
11]. The ore type specified in the first bullet point can achieve high recovery with ultrafine grinding, but oxidation processes are required for the ore structures identified in the second and third subjects [
3,
8,
9]. Gold defined as invisible gold mentioned in the third bullet point is invisible using conventional optical and electron microscopes, and typically occurs as inclusions in pyrite found together with arsenopyrite [
10]. However, it is believed that such statements should be revised and updated based on improvements in technologies utilized for the characterization of such ores. For this reason, the current study applies a supplementary method to the diagnostic leaching test as a commonly used approach for the characterization of gold ores.
Automated mineralogy has been proven as a key technology for the characterization of primary and secondary raw materials, plant optimization, feasibility study, and process design [
13,
14,
15,
16,
17,
18,
19,
20,
21]. Scanning electron microscopy (SEM) combined with energy dispersive spectrometry (EDS) and specific software [
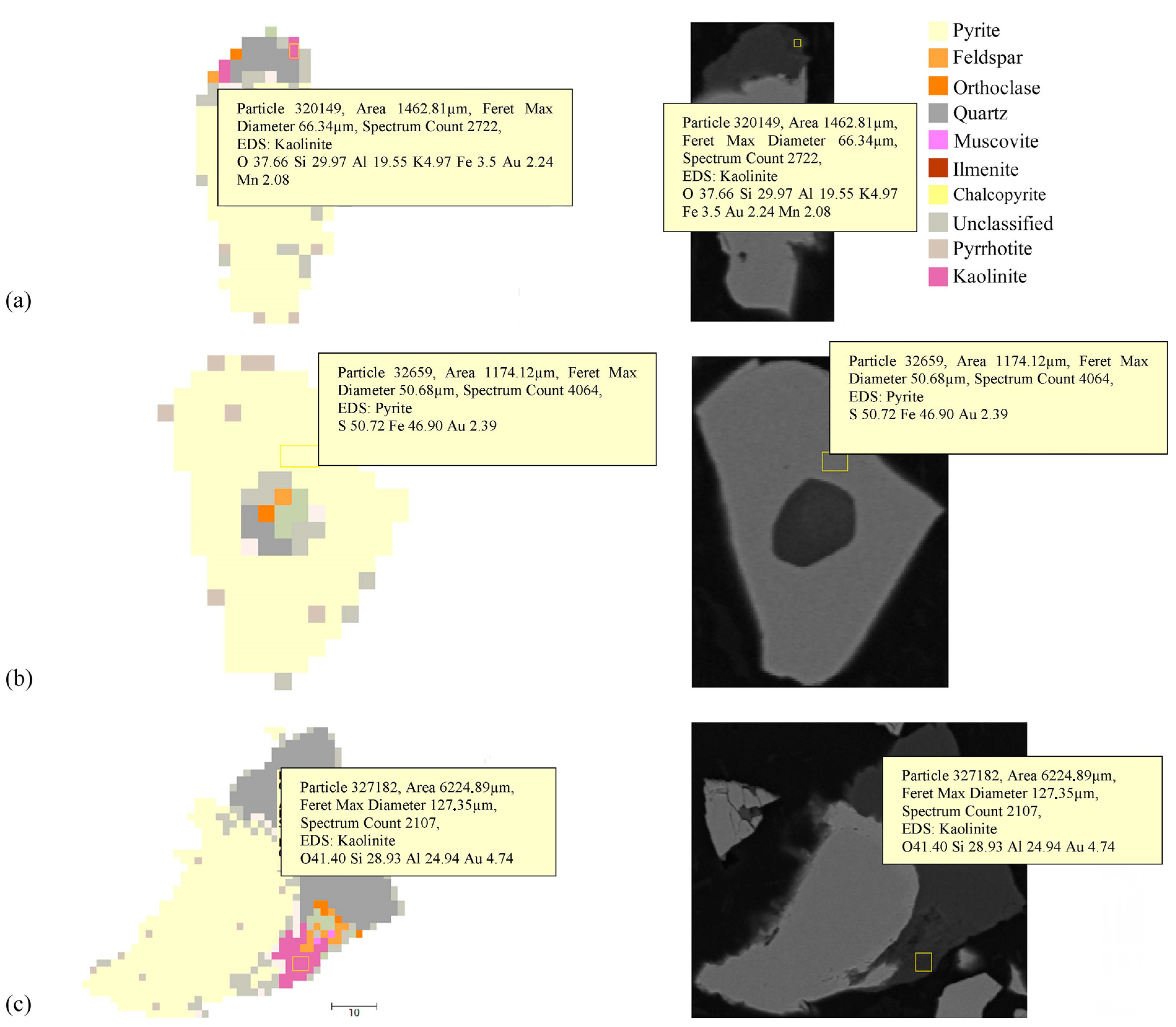
17] has been applied to provide detailed information about ore properties, such as bulk mineralogy, liberation degree, grain and particle size distribution, mineral associations, mineral compositions, and metal deportment. This technology is capable of providing invaluable information on types of gold-bearing minerals, gold exposure, mineral associations of locked gold grains, and assays of invisible gold [
22,
23]. Although the automated mineralogy method provides detailed information about the ore, it is generally used with other chemical and mineralogical analysis methods. Chryssoulis and Cabri [
24] used an elemental analysis for trace elements, which indicate minerals potentially containing gold, as a part of the study, which they defined as “gold mineralogical balance” in addition to diagnostic cyanidation and an electron probe micro-analysis (EPMA). Also, heavy liquid separation (HLS) or gravity separation is generally used to increase the chance of detecting gold before sample preparation for a SEM analysis [
19,
22,
25].
Diagnostic leaching is not an extraction method but has been widely accepted and applied as an alternative analytical approach. Through this, one can investigate gold deportment and its distribution in different mineral matrices. The technique applies sequential leaching based on acidic and oxidative reagents to measure the gold recovery. Diagnostic leaching is a simple and relatively rapid method that enables metallurgists to determine which mineral prevents gold dissolution with the cyanidation process [
26]. This information is very essential for process design in gold concentration plants.
The standard procedure for diagnostic leaching was initially developed by Anglo American Research Laboratories in the 1980s [
27]. The main purpose of each leaching stage during the diagnostic leaching test is to apply specific reagents to dissolve selected target minerals, liberate the gold, and then recover it with the cyanide leaching process. The first stage starts with conventional or intensive direct cyanide leaching. All stages, except the first one, occur in two leaching conditions, initially, acid treatment with a selected reagent, followed by cyanide leaching. NaCN leaching is commonly applied to dissolve free gold from destroyed minerals using oxidative/acidic leaching. The initial stage aims to dissolve as much as possible free-milling gold (leachable gold) under conventional or intensive leaching conditions such as high cyanide (CN) concentration, long leaching time, high pH, and high concentration of dissolved oxygen. The undissolved gold, which does not respond to cyanide dissolution in the first stage, is mostly in a refractory structure. This indeed shows that some mineralogical structures prevent interaction between cyanide and gold, and some oxidative reagents are required to provide this interaction. Acidic reagents are used for destroying target minerals in each stage. Lorenzen and Tumilty [
27] addressed which reagent should be employed under specific conditions and published a guideline. According to their stepwise description, applied reagents and removed minerals are given in
Table 1 [
26,
28] and chemical dissolution reactions of sphalerite and pyrite with specified reagents have been provided as examples in Equations (1) and (2) [
28,
29]. Test conditions, including solid rate, leaching time, reagent type, and concentration, can be varied depending on the material and operator as long as the target mineral(s) are entirely destroyed and the gold recovery is maximum for each stage. Also, it is not mandatory to apply all oxidative leaching reagents in
Table 1. According to the guidelines, some oxidative leaching can be eliminated [
27,
28,
30,
31], and it is suggested to use a minimum number of acidic reagents for more accurate assessment [
26,
27,
28,
29,
30,
31,
32,
33]. In addition to
Table 1, carbon in leach (CIL) can be applied to determine the preg-robbing effect [
22]. Although acidic reagents can be selectable, almost all the studies in the literature have used the following three reagents: hydrochloric acid (HCl), sulfuric acid (H
2SO
4), and nitric acid (HNO
3) [
26,
28,
29,
30,
31,
32,
33,
34,
35]. In addition to these common three reagents, hydrofluoric acid (HF) has been used in the last stage to dissolve silicates [
25,
36,
37,
38], and in some procedures, the remaining residue was dissolved with the aqua-regia solution instead of HF after HNO
3 leaching [
34,
39] or applied roasting at a high temperature to remove carbonaceous compounds in the residue [
40].
The most critical challenge of diagnostic leaching is that the reagent dissolves not only one target mineral but also several associated minerals together with a different portion in one stage [
35]. Therefore, combined diagnostic leaching with the mineralogical results allows mineral processors to interpret the ore characteristics more accurately and choose the appropriate processes for ore treatments.
In the literature, as shown in
Table 2, studies are conducted using different types of materials and various methods. As seen, most of these studies were mainly focused on the chemical treatments disregarding the mineralogical information that can play a complementary role in an ore characterization. In addition, most of these studies used primary resources such as refractory gold ore or complex gold ore. This is a matter of presentation for the current study. This research initially explains how an ore can be classified as refractory gold ore through experimental activities. It also includes practical studies on increasing the gold content. Furthermore, the research aims to characterize the bulk sulfide flotation concentrate of refractory gold ore using automated mineralogy and diagnostic leaching. To enhance the accuracy of characterization, the results obtained from diagnostic leaching are correlated and compared with automated mineralogy results. Thus, for the first time in the literature, diagnostic leaching and automated mineralogy are applied together to understand the processability of the flotation concentrate of refractory gold.
4. Conclusions
The main purpose of the study was to evaluate flotation concentrate in terms of refractoriness by performing diagnostic leaching and correlating results with automated mineralogy. This study successfully demonstrated that diagnostic leaching could be used as a fast and practical alternative analysis method not only on the ROM ore but also for flotation concentrate. The diagnostic leaching revealed the refractory property of the material with the first stage, which was direct cyanide leaching, and the automated mineralogy explained the reasons for this refractoriness. In the case of Au in S-bearing minerals, flotation was introduced as a very simple and effective method to concentrate Au, but the increase in the Au content in the material did not indicate that the material is easy to process.
Diagnostic leaching should be performed in a particular order, but it was a very flexible method; the mineralogical analysis was the key point for reagent selection in designing diagnostic leaching sequences and conditions. Acidic reagents could dissolve more than one mineral simultaneously; therefore, using only this method can be misleading. Applying advanced and detailed mineralogical studies such as automated mineralogy with diagnostic leaching was found to be useful for gold deportment study. Although diagnostic leaching provides practical and direct indicators of the material’s processability, automated mineralogy provides very detailed information not only about gold deportment but also minerals present in the gangue other than the gold-bearing minerals, and it is able to affect further processing of concentrate.
Since refractory structures of this concentrate were defined with both diagnostic leaching and automated mineralogy, further studies, including pretreatment processes such as pressure oxidation, Nitrox/Redox, or bioleaching, should be examined, and integration between flotation and those pretreatment methods should be investigated in terms of technical and economic aspects as well. Moreover, an alternative reagent to cyanide, meaning a solvent with a lower environmental impact, should be integrated into the diagnostic leaching test procedure.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}