
Control of Non-Ferrous Metal-Sulfide Minerals’ Flotation via Pulp Potential

Department of Chemistry, Faculty of Mining Technology, University of Mining and Geology “St. Ivan Rilski”, Boyan Kamenov Str. No 1, Sofia 1700, Bulgaria
Minerals 2023, 13(12), 1512; https://doi.org/10.3390/min13121512
Submission received: 31 October 2023
/
Revised: 25 November 2023
/
Accepted: 27 November 2023
/
Published: 1 December 2023
(This article belongs to the Special Issue Valuable Metals Recovery by Mineral Processing and Hydrometallurgy)
Abstract
:Studies on the dependence of the technological results of non-ferrous sulfide ore (copper—arsenic-bearing and non-arsenic-bearing—lead–zinc, and polymetallic) flotation on the pulp potential Eh are reviewed. Findings on the relation of Eh and collectorless flotation are presented. Changes in the pulp potential due to different gas applications and various reagent additions are considered. The influence of the grinding medium on the pulp Eh and hence on the flotation results is presented through various examples. The relation between the oxidation–reduction potential and reagent effects is exhibited and explained. pH–Eh ranges of different minerals’ flotation, as recorded in various studies, are summarized and visualized jointly for all mentioned ores. It is concluded that the pulp Eh value, considered together with the pH value, is a useful means for flotation selection controlling and deserves further research, especially under industrial conditions. Some problems and difficulties in using pulp Eh for flotation control are discussed.
1. Introduction
The role of oxidation–reduction processes in the flotation separation of sulfide minerals is an accepted fact, with numerous examples, such as: (a) copper–pyrite (Cu–Py) selection, in which pyrite plays the role of the cathode and copper minerals play the role of the anode [1,2,3]; (b) activation of pyrite by chalcopyrite via Cu ions produced due to galvanic oxidation of chalcopyrite by pyrite [4], and activation of pyrrhotite by Cu2+ ions [5]; (c) the interaction of xanthates with sulfide minerals [6,7,8]; (d) reactions of sulfide minerals and other flotation pulp components (e.g., water, other collectors, modifiers), generally comprising oxidation at the mineral’s surface (anodic reaction) coupled with the reduction of oxygen (cathodic reaction) [9]; (e) stability of the froth phase (related to the redox reactions in the pulp) in the flotation of complex ores [10,11]; and (f) redox reactions with the participation of grinding media [9,12,13].
There have been various attempts to estimate the flotation results of minerals, possible processes occurring in the flotation pulp, and mineral separation based on the minerals’ mixed potential [14,15,16,17,18]. In short, the mixed potential is the potential measured in an open circuit system, determined by two or more different electrochemical couples available in the slurry and the corresponding anodic and cathodic processes occurring on the same electrode surface, giving equal and opposite currents that result in the zero net charge transfer across the interface. Mixed potential systems are non-equilibrium systems and hence their behavior is widely determined not only by thermodynamics but also by the kinetics of potential-determining reactions proceeding in a given system (such as flotation pulp) [19].
Jørgensen introduced the concept of pε = −log (electron concentration), similar to the definition of pH, with the idea of using it as a characteristic of the medium, while accounting for the electrical effect of the electrons involved in the reactions [20].
The impossibility of measuring the potential difference over a single interface represents a fundamental electrochemical principle [21]. Therefore, a second electrode is introduced in the system, which is a reference electrode (electrode with a constant and reproducible potential at a given temperature) and, in practice, the electromotive force (e.m.f.) between the two electrodes (indicator and reference) is measured. When the standard hydrogen electrode (SHE), whose potential is accepted as 0.000 V under every temperature, is used as a reference electrode and a Pt electrode as an indicator one, the measured e.m.f. is designated as Eh [20,21,22].
Later, the parameter pe was introduced and pe = −log (electron activity) [20,21,22,23], where pe is related to the hypothetical activity of electrons at equilibrium. It must be mentioned that pe is not related to the activity of electrons of the indicator electrode and can be considered as a parameter that characterizes the solution (in our case, the flotation pulp) [20]. That is why it can be applied as a measure of the relative inclination of a solution to transfer or accept electrons. High positive values of Eh denote a strong tendency for oxidation, while very negative Eh values indicate a strong tendency for reduction.
It is widely accepted that the redox potential, Eh relative to SHE, is related to pe by the following equation [22,23,24]:
where R = gas constant, T = temperature (K), and F = Faraday’s constant.
Eh = 2.303 × R × T × pe/F
At T = 298.15 K (25 °C)
Eh = pe × 0.05916, [V]
We must immediately note that the indicator Eh hides two conventions: (a) it is defined by pe (pε)—that is, introduced similarly to pH, it reflects an equilibrium (or quasi-equilibrium) state; (b) the size of the parameter Eh, expressed in volts, depends on the choice of indicator electrode (if an electrode other than platinum is used) [15,24,25,26,27,28] as well as on the temperature.
Some authors have used electrodes prepared by different minerals as indicator electrodes and also refer to the measured potential difference between those electrodes and a standard reference electrode (recalculated with respect to SHE) as Eh [29,30,31].
In the present paper, the “classical” meaning of the pulp’s Eh value will be used, defined as the e.m.f. between the Pt electrode and the standard reference electrode immersed in the pulp, when this difference is expressed with respect to SHE. For this measured value, Woods [19] remarked: “It is presumed that sufficient mineral particles contact the noble metal surface for the measured potential to be that of the mineral of interest”, i.e., the potential occurring across the mineral–solution interface. Thus, the defined potential (the pulp potential) represents the conditions in the slurry [32].
Eh can be considered an integral parameter reflecting: (i) the type and concentration of different oxidation–reduction couples that present in the medium (in our case, the flotation pulp) and are capable of participating in electron-exchange reactions; and (ii) the ratio of the various species of the elements in these pairs.
In the 1950s–1960s, Pourbaix [33] created the first pH–Eh diagrams that conveniently show the possible forms of existence of the elements in a water environment under given conditions (the presence of gases in contact with water and their pressure, concentration of dissolved gases, concentration of the various species of the corresponding elements, total concentration of the different elements or their compounds), and, in the diagrams built with modern software (such as HSC Chemistry Software), also temperature. Diagrams have proven to be a handy tool for quickly evaluating the thermodynamic possibility of oxidation–reduction processes involving the corresponding species of the element (including those formed in technological processes, e.g., when grinding the ore) and, from there, for explaining the various interactions with other components of the environment, including with added reagents, leading to a significant change in process indicators in the case of flotation.
At the same time, we should not forget the influence of the pH of the pulp on the floatability of the various minerals and, therefore, on their separation by affecting the equilibrium potentials and the stability of the product(s) available on the mineral surface or formed during the floatation process [29,34,35,36,37]. It should also be recalled that, under natural conditions (i.e., without a significant change in the oxidation–reduction conditions of the flotation environment), the dependence between pH and Eh is generally inversely proportional. The introduction into the system of reagents aimed at raising the pH leads to a decrease in Eh [22,29].
When the Eh increase/decrease is not due to a pH change, a sharp “movement” of the Eh value is observed on the pH–Eh diagram without any appreciable change in pH. In this case, the pH–Eh relation does not change in parallel with the oxygen/water and hydrogen/water equilibrium lines. This means that the Eh change is due to alteration in the oxidation–reduction conditions (by gases, chemical additions, or external potential impacts) [38].
Although, from the viewpoint of the basic flotation principles, it would be more useful to monitor the potential on the corresponding mineral interface with the adjacent liquid than the pulp [25,26,29], due to the difficulties in measuring the former and the convenience of measuring the latter under real conditions, in previous years, there have been many studies on the relations between the pulp potential—as influenced by grinding media, mineral nature, and the action of added reagents—and flotation results.
The relatively easy measurement of Eh, and the accumulation of data on known correlations between Eh values (more precisely, ranges of values) measured in the flotation pulp and flotation performance, makes this parameter very attractive for the purpose of predicting and controlling the flotation-selection processes.
The application of potential as a flotation-controlling parameter has been broadly proposed in the literature [30,39,40,41,42,43]. However, the number of publications showing real industrial examples is not very high, although some very useful papers can be referenced [44,45,46,47,48].
This paper aims to review and summarize briefly the studies on relations between pulp Eh values and optimal flotation results, as well as on the application of pulp Eh control in the grinding and selective flotation of non-ferrous sulfide ores of base metals, namely copper and lead–zinc ores. The effect of Eh on collectorless and collector-aided flotation, changes in pulp potential due to the use of different grinding media, the further effect on flotation separation, and the relation between reagent action and effectiveness and pulp Eh are discussed. According to our research, until now, the number of papers that unite the information on flotation Eh ranges, grinding conditions, and reagent action for base non-ferrous metals ores is scarce. Without making any claims to be exhaustive, the present paper aims at filling this gap in the knowledge on mineral flotation to a certain extent and join information given in earlier and more recent studies. In the entire paper, pulp potential Eh is given in mV with respect to the SHE.
2. Collectorless Flotation of Cu, Pb, and Zn Sulfides and Eh
Sulfide minerals of Cu, Pb, and (to some extent) Zn exhibit collectorless flotation, due to an acquired surface hydrophobicity, although they do not possess natural floatability, which is characteristic for minerals with a layered structure [49,50]. For example, the natural flotability of molybdenite was used in its collectorless separation from chalcopyrite, galena, and pyrite and from complex sulfide minerals when acetoacetamide (CSD2) is used as a novel depressant [51]. In order to improve the collectorless flotation of Cu, Pb, and Zn sulfides, the hydrophobicity of their surface must be increased by ensuring the exact conditions favorable to the formation of stable hydrophobic species on the minerals surface.
It is now well recognized that collectorless flotation of sulfide minerals requires surface oxidation of the sulfides, resulting in the formation of elemental sulfur (S0), sulfur-excess species (such as M1−xS), or polysulfide layers on the minerals’ surfaces. The pulp potential must be risen to slightly oxidizing conditions to make collectorless flotation possible [52,53]. Sulfides of copper, lead, and (partially) zinc float without collectors only when are exposed to mild oxidizing conditions [19].
Sulfide is oxidized to elemental sulfur according to Equation (3):
and the amount of produced sulfur on the sulfide minerals can be correlated with their collectorless flotation behavior. Under alkaline conditions, polysulfides (i.e., Sx2−, 2 < x < 8), rather than elemental sulfur (S0), cause collectorless flotation. Increased floatability at low pH is caused by the greater stability of elemental sulfur, which is more hydrophobic compared to polysulfide [54].
MS + 2H2O → M(OH)2 + S0 + 2H+ + 2e−
The pulp potential Eh is referenced as a crucial factor in collectorless flotation. Different regions of flotation and non-flotation can be distinguished that are Eh and pH dependent [54,55,56,57]. It is established that the collectorless floatability of sulfide minerals is connected to their ease of oxidation and the stability of the hydrophobic surface state generated by oxidation [58]. Collectorless flotation, as well as requiring an oxidizing environment, needs a relatively fresh surface, where hydrophilic oxidation products have not yet been formed [55]. Flotation proceeds as long as the metal oxides/hydroxides formed on the mineral’s surface are solubilized [54].
However, excessive oxidation leads to the formation of hydrophilic oxide/hydroxide and sulfoxy species (thiosalts and eventually sulfate). This causes a cessation of collectorless flotation [52].
An increase in the collectorless flotation of sulfides can be also achieved by decreasing the amount of the iron-oxidized species on the mineral surface. On the contrary, adsorption leads to further surface precipitation of some ions, for example, flotation of iron from steel mills results in the formation of a hydroxide layer covering the sulfur-rich chalcopyrite surface and cessation of collectorless flotation [54].
2.1. Collectorless Flotation of Chalcopyrite
Heyes and Trahar [59] have found that the collectorless floatability of chalcopyrite depends on the potential—it initiates at ca. −50 mV, reaches 92%–93% at Eh = +200 mV and remains in this range up to +500 mV. In their work, nitrogen was used as the carrier gas. The pulp potential was controlled by the addition of reagents—hypochlorite was used as an oxidizer and dithionite was used for reduction.
The dependence on potential and the mentioned potential range of self-induced flotation of chalcopyrite was supported by the findings of Gardner and Woods [60]. In their experiments, the potential was controlled electrochemically.
Nearly the same potential range (the upper end of the experiment at +400 mV) for chalcopyrite was found by Luttrell and Yoon [55] who applied redox reagents to control the potential. This range of flotation onset correlates with the potential range (0 to +200 mV) in which chalcopyrite is oxidized, iron is removed from its surface, and the remaining iron-deficient copper sulfide increases the surface hydrophobicity of the mineral and ensures flotation in the absence of collectors [61,62].
Hayes and Ralston observed chalcopyrite collectorless flotation in the Eh range from +100 mV to +600 mV (pH 9) in experiments carried out under potentiostatic Eh control [49].
The chalcopyrite lattice was dissolved (Equation (4)), releasing copper and iron atoms and leaving a metal-deficient, sulfur-rich surface that ensures the hydrophobicity needed for collectorless flotation to occur [58]:
where z > y, i.e., the chalcopyrite surface is more deficient in iron than in copper.
The collectorless flotation of chalcopyrite was observed in the Eh range of +260 to +75 mV (corresponding to a pH range from 5 to 9.5). However, excessive oxidation leads to the formation of oxidation products on the sulfide mineral’s surface (soluble cations and sulfate in acidic or neutral solutions and metal hydroxides, polythionates, sulfate, and thiosulfate in alkaline solutions), which are hydrophilic and cause a decrease in the collectorless floatability of the chalcopyrite [54,58].
Zheng and Manton found that collectorless flotation of chalcopyrite occurs when the pulp potential is higher than +240 mV at pH 9 [63].
2.2. Collectorless Flotation of Chalcocite
Razmjouee and Koleini conducted experiments aimed at studying the collectorless flotation of chalcocite [64]. The addition of varying amounts of potassium permanganate (0.05 M) and dithionite sodium (0.05 M), as oxidizing and reducing reagents, respectively, ensured the control of pulp potential. Under reducing conditions, chalcocite exhibited good floatability with a maximum recovery of 73% at pH = 4 and Eh = −17 mV. The floatability of the mineral decreased to 18% at potential Eh = +807 mV. At pH = 9, the maximum recovery (71%) was obtained at Eh = −296 mV, and, when the potential increased, the floatability of chalcocite was decreased to 10% at Eh = +587 mV.
2.3. Collectorless Flotation of Galena
Collectorless flotation of galena (PbS) is possible only in moderately oxidizing environments that can be controlled by the pulp potential, but cannot occur under reducing conditions, as shown by Hayes and Ralston [49]. They obtained a maximum galena recovery of 35% at a pH of 9.2 and an Eh of +500 to +550 mV. The authors discussed that the type of oxidation products, and the rate and mechanism of their formation depends on pulp pH and Eh conditions, temperature, and the amount of O2 available to take part in the cathodic process. They found that moderate oxidation facilitates the formation of hydrophobic species, thus enabling collectorless flotation of galena. On the contrary, when PbS is strongly oxidized, the flotation is depressed due to surface covering by hydrophilic oxidation products [49].
Kocabag et al. discussed that collectorless flotation of galena is due to the mineral’s natural oleophilicity, which in turn is pH–Eh dependent [66]. A relatively low pH value (but >2) of the flotation pulp favors collectorless flotation of galena (recovery of over 75% with a maximum at a pH of approx. 5.5) due to the formation of elemental sulfur on the mineral’s surface, while, in weak alkaline conditions, galena is depressed due to the formation of hydrophilic Pb(OH)2 and HpbO2− [14,66].
Galena exhibits a collectorless floatability in the pH–Eh region where metastable elemental sulfur exists, indicating that the sulfur species are the hydrophobic entities that render the mineral surface hydrophobic. Clean galena can be rendered hydrophobic only when the samples have been exposed to molecular oxygen dissolved in water. At pH values over 11, galena is depressed, owing to the formation of lead hydroxy species, particularly Pb(OH)3−, which are detained at the mineral surface, rendering it hydrophilic. In addition, when the ore is ground with a mild-steel ball at high pH values, iron hydroxides, possibly coming from the balls corrosion, are formed on the galena surface, inhibiting the collectorless flotation of galena. Due to these reasons, galena exhibits good collectorless flotation at pH 8 in the Eh range +250 to +450 mV [67].
The formation of surface hydrophilic and hydrophobic species that are accountable for depression or flotation of minerals is controlled by the pH–Eh conditions in the pulp [68,69].
Galena oxidation results in products that ensure its collectorless flotation by rendering its surface hydrophobic, such as elemental sulfur (S0), lead-deficient sulfide (Pb1−xS, x < 1, where some lead ions are removed from the crystal lattice), and lead polysulfide (PbSn, n > 1, unbranched sulfur chains attached to the metal-sulfide lattice by ionic or covalent bonds) [8,19,68,69,70].
Elemental sulfur was found on the galena’s surface after treatment in solution of pH 4.9 at potentials above +200 mV [69].
In an acidic environment, S0 may be generated by the reaction [70]:
while in weak alkaline media, the reaction can be presented as
and in alkaline media
PbS → Pb2+ +S0 +2e−
PbS + 2H2O → Pb(OH)2 + S0 + 2H+ + 2e−
PbS + 2H2O → HpbO2− + S0 + 3H+ + 2e−
The pH–Eh diagram for the PbS–H2O system at 25 °C shows the presence of elemental sulfur throughout the entire pH range from 0 to 14, provided that the appropriate Eh value of the pulp is achieved. For pH = 9, this Eh range is from approx. +220 to +520 mV. The lower limit of this pH–Eh range is normally achieved by an air set process and explains the good collectorless floatability of galena. When the pH is permanent, the elemental sulfur presents in a corresponding potential range, below which galena is not oxidized, and above which elemental sulfur is further oxidized to hydrophilic species [70,71].
The ratio between the hydrophobic and hydrophilic species that are formed and present on galena surface determines the collectorless flotation recovery of the mineral [70].
The pH–Eh conditions found to be suitable for a collectorless flotation of Cu and Pb sulfides are summarized in Table 1.
2.4. Collectorless Flotation of Sphalerite
Sphalerite exhibits poor collectorless floatability on its own. However, when it is in complex sulfide ores where chalcopyrite is present, the floatability of sphalerite can be increased notably due to unintentional activation by copper ions coming from chalcopyrite dissolution (Equations (12) and (13)) [73]:
xZnS + Cu2+ → (ZnS)x−1CuS + Zn2+
2nCuS + 2e− → nCu2S + Sn2−
Hydrophobic polysulfide is the main surface species influencing sphalerite flotation. Activated sphalerite possesses similar behavior to chalcopyrite and it is difficult to separate the two minerals. The recovery in the collectorless flotation of sphalerite increases with Cu (II) concentration until an optimum copper concentration for maximum sphalerite flotation is reached; after that, an increase in Cu concentration causes flotation decrease. This decrease is explained by the precipitation of copper hydroxide in neutral to mildly alkaline conditions where copper hydroxide is stable [52].
Sphalerite itself shows a certain collectorless flotation, which can be seen at low pH when mineral bulk cationic impurities, such as copper and iron, diffuse to the surface under acidic conditions, resulting in a “self-activating” mechanism [74]. The impurities are easily oxidized under aerated aqueous conditions at the surface, and elemental sulfur or polysulfides are produced that render the mineral surface hydrophobic and consequently increase sphalerite floatability [75].
The collectorless flotation of chalcopyrite, galena, and sphalerite by applying an Eh control, which was investigated for single minerals and mixtures by Hayes and Ralston, resulted in the conclusion that the “collectorless flotation follows the order chalcopyrite > galena > sphalerite” [49].
It is found that the ease of mineral oxidation was approximately opposite to that of natural floatability and that the order of collectorless flotation dropping is as follows: chalcopyrite > galena > pyrrhotite > pentlandite > covellite > bornite > chalcocite > sphalerite > pyrite > arsenopyrite [76].
In all the cases described above of collectorless flotation of sulfide minerals of non-ferrous base metals, the enhanced floatability is observed in the pH–Eh regions of the corresponding Pourbaix diagrams, where metastable elemental sulfur exists, indicating that metastable elemental sulfur is the main hydrophobic entity [54].
Collectorless flotation decreases the reagent consumption, increases flotation selectivity (grade increases), and impacts the equipment needed positively. However, it can also have negative effects. Woods stressed the fact that self-induced flotation takes place when the potential of the mineral of interest is in the region of its surface oxidation. Therefore, self-induced flotation acts as an obstacle in collector-induced flotation [19].
The natural floatability of chalcopyrite, chalcocite, and galena and the separation efficiency are not sufficient when complex ores are used, and, generally, collectors have to be added. For example, Grano et al. found that both chalcopyrite and galena show only moderate collectorless flotation properties, and the selectivity and recovery are increased when collectors are used [77]. That is why the next and major part of this paper is devoted to the effect of Eh on collector-aided flotation of sulfide minerals of non-ferrous base metals.
3. Eh as an Index in Copper Ore Flotation
3.1. Studies on Optimum Flotation Ranges
3.1.1. Non-Arsenic-Bearing Ores
Monominerals or Monomineral Mixtures
Initially, studies were carried out mainly with monominerals or monomineral–quartz mixtures.
Nearly 45 years ago, Heyes and Trahar, based on batch flotation studies with chalcocite–quartz mixtures, raised the idea that if the Eh is in the correct domain, chalcocite could be floated, as long as the process is not carried out under measurable concentrations of dissolved oxygen [78]. According to their findings, the lower-limiting pulp potential for chalcocite flotation with potassium ethyl xanthate (KEX) is the range from −200 to −100 mV, and the pH had no influence on the potential of the lower flotation boundary, while in a progressively oxidizing system, the range is between −100 and 0 mV. The upper flotation range is +200 to +300 mV at pH 11, while at pH 8, over 85% recovery is observed up to +600 mV.
Nearly at the same time, Chander and Fuerstenau proposed electrochemical flotation in order to separate chalcocite from molybdenite by choosing properly the potential of flotation [79].
Changing the Eh value in a real process, i.e., achieving oxidizing or reducing conditions in a flotation system, optimizing the flotation response is usually achieved by the control of pH, dissolved oxygen levels in the system, the addition of modifiers such as hydrogen peroxide (H2O2), sodium hypochlorite (NaClO), and sodium hydrosulfide (NaHS), as well as by imposing an electrochemical impact.
Richardson and Walker showed that the flotation of monomineral chalcocite, chalcopyrite, bornite, and pyrite, with KEX as the collector, is controlled by the conditioning of the redox potential Eh [80]. The identified Eh ranges, at a pH of 9.2, for the flotation of chalcocite, bornite (Cu5FeS4), chalcopyrite, and pyrite (FeS2) are correspondingly −250 to 0 mV, −50 to +150 mV, +50 to +200 mV, and +200 to +400 mV. At potentials spanning the upper 50 mV of the listed ranges, a recovery of 98%–100% was reached for Cu2S, Cu5FeS4, and CuFeS2, while for pyrite, a maximum recovery of 85%–87% was achieved at a potential of approx. 330 mV. The determined ranges for floatation occurring for the mentioned minerals are similar to the ranges found by other researchers, as can be seen below in Table 2.
Grano et al. discussed that the flotation results, when suitable reagents (collectors and depressants) were used, strongly depend on Eh for copper and lead–zinc ores [77].
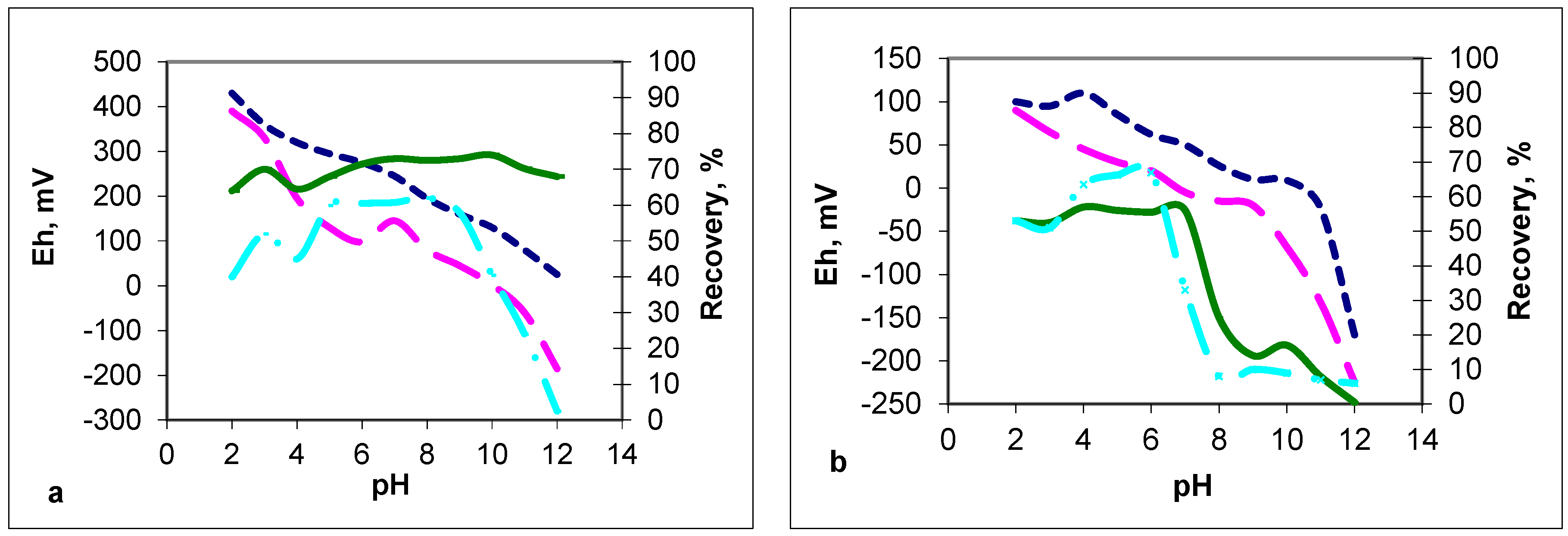
Göktepe [29] studied the relation between the flotation of chalcopyrite, pyrite, sphalerite, and galena minerals and pulp potential (measured with Pt as the indicator electrode), using sodium isopropyl xanthate (SIPX) as the collector and Aerofroth 65 as the frother (Figure 1). In chalcopyrite flotation with xanthate, the pulp potential varied from +642 mV to +220 mV within the pH range of 2 to 13 and the maximum recovery was observed in the range from +500 to +300 mV, at pH = 5–11. For pyrite, the flotation range was determined as −150 to +300 mV and the maximum recovery was obtained in the pH range from 5 to 9, in which the pulp potential was approx. +280 mV.
Although the author has mentioned that differences are observed when comparing single-mineral flotation and complex-ore flotation, the author’s final conclusion is that the pulp potential represents an important parameter that can be associated with flotation results and can be used to regulate the condition of the sulfide surface and prognosticate the regions of optimal flotation.
Guo and Yen also studied the relation between the chalcopyrite floatability and pulp potential [72]. Using contact-angle measurements, the authors determined the floatable potential range as +41 to +441 mV at pH 10 and −9 to +541 mV at pH 7, with 7 × 10−4 M potassium amyl xanthate (PAX). The micro- flotation tests conducted showed that the natural chalcopyrite floated without a collector in the range from +154 to +481 mV (pH 10), and with 7 × 10−4 M PAX, the most suitable range was +41 to +446 mV.
From studies with mixtures of individual minerals and quartz, it has been found that it is possible to achieve flotation-separation of CuFeS2 from PbS by controlling the redox potential [41]. High recoveries of chalcopyrite were found at a potential of +450 mV, while galena recovery was low at that potential. Galena was found to float effectively at a potential of −150 mV. Nevertheless, the minerals interact with each other when they are present together in the flotation pulp, which leads to a decrease in their inherent differences. At +450 mV, chalcopyrite recovery was decreased by a factor of four when galena was present, while galena recovery was nearly doubled in the presence of chalcopyrite. At a potential of −150 mV, chalcopyrite recovery was enhanced by approximately five times, while galena flotation recovery was decreased by 40% [41].
On the other hand, studies of He et al. [81] in mixed-mineral separation experiments of chalcopyrite from pyrite, at pH 9, using SIPX as the collector, showed that the chalcopyrite flotation behavior with Eh is similar for single-mineral and mixed-mineral systems. The flotation recovery of these minerals was Eh dependent. The maximum recovery of pyrite and chalcopyrite was obtained at Eh values of +135 mV and +275 mV, respectively. The maximum separation was achieved at +275 mV [81].
Kalegowda et al. studied the effect of pulp potential on sodium ethyl xanthate (NaEX) induced chalcopyrite flotation [82]. They used ultraviolet visible spectroscopy (UV-VIS), X-ray photo-electron spectroscopy (XPS), synchrotron-based X-ray photoemission electron microscopy (X-PEEM), and time-of-flight secondary ion mass spectrometry (ToF-SIMS) to study the flotation process. At Eh = +385 mV and pH 4, the chalcopyrite recovery was 97%, while under the reducing conditions, Eh = −100 mV and pH 9, it was only 41%.
Liu et al. studied chalcopyrite flotation with butyl xanthate as the collector. The optimum floatability was achieved in the pulp pH range of 4–10 and a pulp potential between +380 and +450 mV [83].
Woods summarized the findings of three research groups with respect to Eh ranges suitable for flotation recovery of chalcocite with ethyl xanthate; the flotation does not occur at Eh below approximately −200 mV and efficient flotation occurs at approx. 0 V [19].
Complex-Ore Systems
Investigations showed that the flotation behavior of mixtures could not be predicted precisely from single-mineral studies, owing to mineral–mineral interactions [84]. However, the separation of chalcocite and pyrite from their mixture was obtained by controlling the potential, although the flotation of the mixture did not exactly follow the performance predicted from measurements on the individual mineral beds [84]. This shows that the flotation separation and recovery of minerals in pulps containing more than one sulfide mineral is still dependent on potential. However, obtaining the dependence of mineral flotation on potential in mixtures is not as simple as assuming they are the sum of the potentials of the individual components determined separately [19].
Although there have been studies claiming that a generalized connection between pulp potential and flotation behavior could not be found for the complex-ore system [85], the numbers of studies showing the opposite is rising.
Sepalveda-Suarez and Castro studied the effect of Eh on the selective flotation of molybdenite by using Anamol-D (a Cu depressant), and N2 as a flotation gas [86]. In order to prevent recirculation of co-floating minerals, it is recommended that in Cu–Mo byproduct plants, the rougher flotation is carried out as selectively as possible. It is found that Cu mineral depression started effectively at potentials below −180 to −200 mV. The high effect of Eh on Mo recovery was observed in the potential range from +20 to −280 mV, with a fast recovery of Mo in concentrate with a high grade in the potential range from −180 to −280 mV. It worth noting that the experiments were carried out with fresh bulk Cu–Fe–Mo concentrate taken directly from the “El Salvador” industrial plant.
Studies were carried out on the selective flotation of copper and zinc from three pyrite-bearing complex ores from Grong (Norway), Pyhiisalmi (Finland), and Aljustrel (Portugal) deposits. Alkyl xanthate was used as the collector and rougher flotation was conducted at pH 11.5. It was found that copper flotation with the highest selectivity for the investigated ores was achieved under aerated conditions, in the potential range from +170 to +240 mV (measured using Pt as an indicator electrode) [87].
Chimonyo et al. studied the effect of the addition of oxidizing agents (H2O2 and NaClO—0.1 M solutions) on the recoveries and grades of chalcopyrite and pentlandite from a PGM-bearing Merensky ore. Batch- flotation experiments were carried out at the natural pH (of 9.2) and the natural dissolved-oxygen (DO) levels of the system, in the presence and absence of Eh modifiers and a xanthate collector [11]. At pH 9, the natural Eh of the pulp was between +100 and +200 mV. When NaClO was added, the Eh value increased to achieve values between +500 and +600 mV, and any further additions of NaClO did not increase the potential further. When the pulp pH was initially adjusted to pH 11 by the addition of NaOH, the natural Eh decreased to between 0 and −100 mV. When NaClO was added at pH 11, the measured Eh value increased to +250 mV. In both cases of NaClO addition, the pulp pH value was practically unchanged, thus showing that the Eh increase was independent of pH under the conditions tested. When H2O2 was added (at pH 9), the pulp potential increased from +300 mV up to +400 mV. In all studied cases, the pulp potential after the addition of the oxidizing reagent exceeded +150 mV (the critical potential for dixanthogen formation), and it was expected to improve the tion results. Indeed, the potential increase led to an increase in the recovery of solids and water, compared to the tests without the addition of oxidants. The higher recoveries of solids and water at pH 9 were found with H2O2. However, this was not the case with copper recovery and grade. The addition of H2O2 led to a significant decrease in the final recoveries and grades of copper in comparison to the base case, both in the absence and presence of xanthate. These effects were attributed to the possible significant oxidation of the chalcopyrite and the considerably greater recovery of gangue solids in the concentrate, respectively. Chalcopyrite recovery of approximately 80% was observed in the entire Eh range (+100 to +600 mV) in the presence of xanthate, which, according to the authors, demonstrated that the low recoveries obtained in the absence of xanthate did not result from an Eh effect, but most likely resulted from chemical reactions that render the mineral particles more hydrophilic. Low recoveries were also obtained for nickel. The results were ascribed to the formation of different hydrophilic hydroxides on the pentlandite surface. The addition of NaClO in the absence of xanthate improved the copper recovery slightly and the recovery and grade of nickel significantly. According to the authors, NaClO probably selectively increased the hydrophobicity and, consequently, the recovery of pentlandite. The addition of NaClO in the presence of xanthate did not significantly change the copper recovery and grade, but the recovery and grade of nickel were decreased. When the oxidants were added at considerably lower concentrations (0.001 M), copper recovery increased notably, and nickel recovery was slightly increased. The results indicated that an attentive control of the H2O2 and NaClO concentrations at suitably low levels (and corresponding Eh values) can increase sulfide mineral recoveries.
Further studies by the same research group reached the conclusion that using higher amounts of NaClO to change the pulp potential in the flotation of a Merensky ore did not have any positive effect on the recoveries of copper or nickel minerals. The result of NaClO addition was a significant increase in the recoveries of solids and water [88]. In studies of the above-mentioned ore at natural values of pH 9, the Eh was made more negative by the addition of a depressant, carboxymethyl cellulose (CMC). This ensured that a wide Eh range was covered—from −120 to +660 mV (the maximum obtained by NaClO addition). It was found that an increase in Eh caused increased gangue recovery and was deleterious to valuable mineral recoveries and grades [89].
Mehrabani et al. studied the effect of pulp potential on the separation of chalcopyrite and molybdenite [90]. The potential was changed by the addition of sodium sulfide (Na2S) and/or by using nitrogen. It was discovered that the addition of 16 kg/t Na2S into the flotation pulp under aeration conditions decreased the pulp potential from +450 to −375 mV in 30 s. Then, by using air as the flotation gas, the pulp potential gradually increased to −178 mV. However, a further increase in the Na2S concentration did not decrease the pulp potential further. A molybdenum recovery of 91.74% at only 0.44% floatability of copper minerals was achieved at a Na2S consumption of 16 kg/t. The use of N2 in the flotation frothing stage helped to decrease the consumption of Na2S to 6 kg/t (pH = 10.5, pulp potential remained stable in the range −30 to −80 mV), where molybdenite recovery of 92.88% was achieved at a separation efficiency of 90.03%. Studies confirmed that the Eh value is a useful parameter in Mo flotation separation from Cu and that the pulp Eh value can be changed and maintained by simultaneous use of Na2S and N2.
Bahrami et al. studied the relation between flotation results and pulp potential measured in real flotation pulp samples taken from the flotation cells of different processing circuits (Cu and Mo) and the different phases of copper and molybdenum flotation in Sungun complex [48]. According to the Sungun copper–molybdenum processing-complex flow sheet, the copper flotation is carried out in two phases, each one of them consisting of rougher, cleaner, and re-cleaner, as well as scavenger stages. The molybdenum flotation is carried out in one rougher and seven cleaner stages. For copper concentration plants, the initial Eh value (measured with a Pt electrode as an indicator electrode) was nearly −40 mV before the addition of collectors and frothers. Further, the measured Eh values in rougher flotation cells were in the range of −77 to −86 mV in phase 1 and from −59 to −86 mV in phase 2. Studies showed that, at the measured potential range, valuable minerals were completely floated and separated from gangue. In copper concentration plants, the measured Eh values for cleaner and re-cleaner flotation in phases 1 and 2 were nearly the same as in rougher flotation: −65 to −66 mV and −77 to −102 mV for cleaner cells in phases 1 and 2, respectively, and −64 and −71 to −85 for re-cleaner in phases 1 and 2, respectively. At that Eh range, all free and locked copper sulfides were recovered. In copper concentration plants, the measured Eh values in the scavenger circuits were in the ranges of −67 to −73 mV and −76 to −88 mV, respectively, for phases 1 and 2. The feed of the scavenger circuit had a copper grade of 1.69%. After the scavenger flotation, a concentrate containing >6% Cu and tailings containing approx. 0.2% Cu were obtained. The measured Eh values in the rougher flotation circuit of the molybdenum plant were in the range of −585 to −600 mV. The reducing conditions were achieved by using Na2S as a depressor for copper sulfide minerals, and gasoil was utilized as a collector. Molybdenite floated well at that potential, while the Cu minerals were depressed. Thus, good separation of liberated copper and molybdenite minerals was achieved in the rougher stage of flotation. When the flotation of molybdenite was conducted at Eh values more positive than −580 mV, some chalcopyrite floated and was recovered in the molybdenum rougher concentrate. In the molybdenum plant, good results in the cleaner circuit were obtained when the Eh in the cleaner cells was on average less than −640 mV. All copper sulfide minerals were depressed and molybdenite floated in the concentrate. The flotation behavior of the fine particles (−25 μm) deviated from the above results. It was found that copper and molybdenum concentrates with high quality can be produced by fine particle flotation—achieved by tuning the pulp potential to over +100 mV in copper plants and to less than −600 mV in molybdenum plants. Finally, the authors summarized that a pulp potential higher than −100 mV in the Cu concentration plants ensured the proper conditions for separation of copper sulfide and molybdenite minerals from pyrite and other gangue minerals. The pulp potential in the range −500 to −700 mV in the molybdenum processing plant ensured molybdenite flotation and separation from depressed copper minerals.
3.1.2. Arsenic-Bearing Ores
The worldwide growing need for copper forces the mineral-processing industries to process low-grade copper ores which, besides chalcopyrite and bornite, contain arsenic-bearing copper minerals (tennantite—Cu12As4S13, enargite—Cu3AsS4) and arsenopyrite (FeAsS) [91]. Arsenic (As) is a penalty element in many base-metal concentrates prepared for smelting. This raises the need to find optimal conditions for selective separation of Cu and As minerals, and the pulp Eh value plays an important role.
Monominerals or Monomineral Mixtures
Kantar determined that the most suitable potential range of the solution is +140 to +240 mV (over 98% recovery) for enargite (pure mineral sample) flotation and separation from copper minerals, at pH 10.5 and NaEX used as the collector [92]. In the micro-floatation experiments, the Eh value of the solution was controlled using hydrogen peroxide (H2O2) as an oxidizing agent and Na2S as a reducing agent.
Guo and Yen discussed the possibility of separating enargite from chalcopyrite by controlling the pulp potential (via NaOCl or Na2S addition), conducting studies with single minerals and a synthetic composite ore sample containing both minerals [93]. They found that the chalcopyrite and enargite floatabilities with PAX were almost the same in the pulp potential range from −160 to +440 mV. The chalcopyrite floatability decreased significantly whilst the floatability of enargite was unchanged when the pulp potential was increased from +440 to +540 mV. Flotation of chalcopyrite was not observed at a pulp potential higher than +540 mV. Enargite showed good floatability even when the Eh value was increased up to +740 mV. Enargite flotation was decreased at potentials higher than +740 mV. Further, the results from experiments with synthetic composite ore showed that chalcopyrite can be successfully separated from enargite at a pulp potential of +740 mV. Enargite concentrate with a grade of 92.8% was obtained at a recovery of 93.4%. Chalcopyrite with a grade of 93.2% was concentrated in the tailings with 92.6% recovery. The work of Guo and Yen showed that, though single-mineral studies may not give exact data for mixtures, they can be employed to identify the conditions for selective flotation in polymetallic ores.
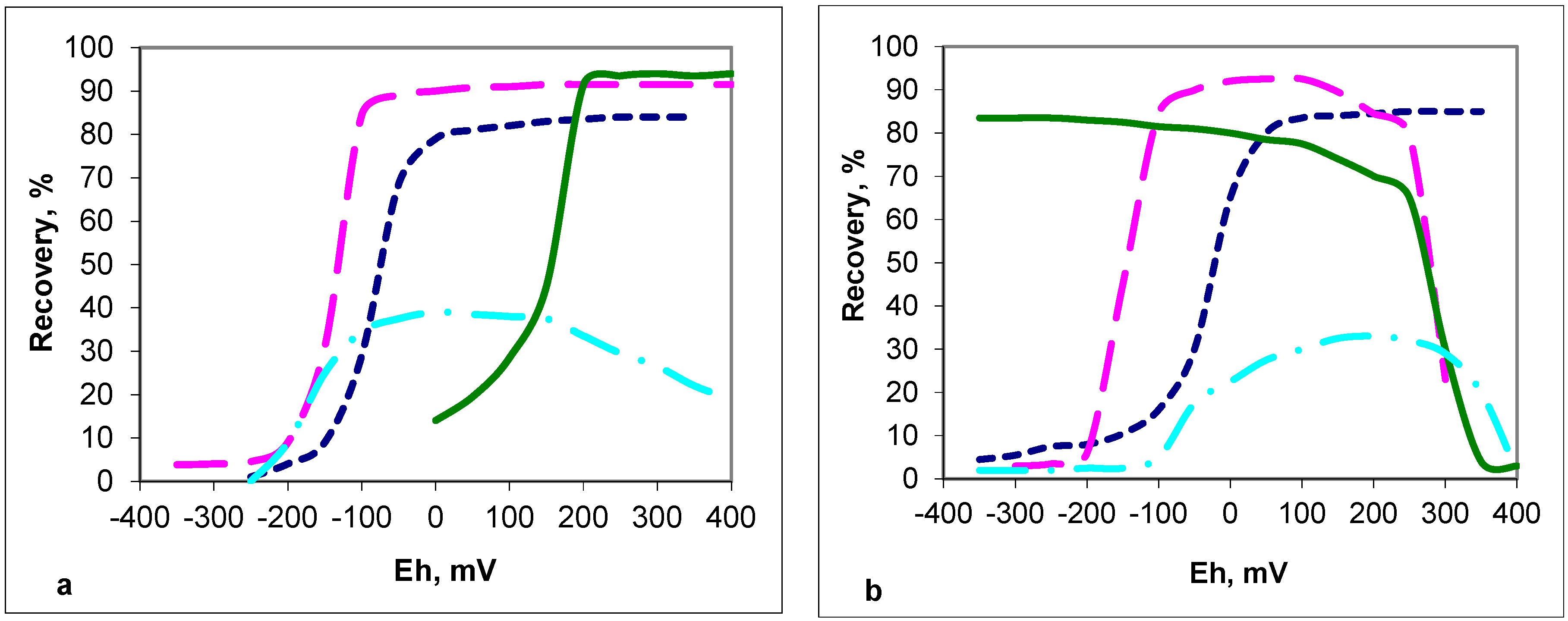
The floatabilities (with KEX as the collector) of chalcopyrite, enargite, pyrite, and chalcocite at pH 8 and pH 11 were studied and the pulp potential was monitored continuously during the experiments [94]. Figure 2 shows that the pulp-potential dependence of enargite flotation is dissimilar from that of chalcopyrite, chalcocite, cuprite, and pyrite. A threshold (verge) potential was defined by Senior et al. as the potential at which recovery after 1 min is 50%. The experimental results have shown that CuFeS2 had a verge potential of approx. +160 mV at pH 8, while at the same pH value, as well as at pH 11, the verge potential of Cu2S was approx. −155 mV. The threshold potential, below which enargite does not float and above which it floats, was established as approximately −70 mV at pH 8 and approximately −25 mV at pH 11. The enargite flotation at this pulp potential was practically independent of pH over the range tested. At pH 11, cuprite (Cu2O) started to float at Eh values more negative than −350 mV. Pyrite flotation was observed in the range from −170 to +380 mV at pH 8, and from −40 to +350 mV at pH 11. However, its recovery was approx. two times lower when compared to other studied minerals at both pH values. Chalcocite and cuprite showed an upper limiting potential at pH 11 (>+270 and >+290 mV, respectively), above which their floatability decreased. This was not the case with enargite and chalcopyrite (up to +400 mV).
Comparison of the flotation results for chalcopyrite and enargite at pH 8 (Figure 2a) points at the possibility of separating these minerals in the potential range −25 mV to +50 mV, where enargite floats ahead of chalcopyrite. The comparison of the flotation response of enargite and chalcocite at pH 11 shows the availability of two possible windows for separation of chalcocite and enargite. The first is between −150 mV and −75 mV, at which chalcocite floats ahead of enargite. The second is above +270 mV, at which chalcocite does not float but enargite floats. Finally, a conclusion was drawn that enargite could be floated from chalcopyrite and other copper–iron sulfides at pH 8 to 11 at 0 V.
Most of the studies aimed to relate the flotation recovery of minerals and the pulp potential have been conducted with fresh water. However, a shortage of freshwater leads to the use not only of recycled water but also of sea water in mineral processing. The flotation of chalcopyrite and enargite in seawater, as a function of Eh, has been studied and compared to the flotation in buffer solution with pH 10 (prepared with freshwater) [95]. Monomineral samples were used in the micro-flotation tests. Potassium amyl xanthate was used as the collector, the Eh value was adjusted with H2O2 and sodium hydrosulfide solutions (NaHS), and the flotation gas was nitrogen (Figure 3).
In buffer solution, enargite recovery stared at −200 mV and approx. 90% recovery was achieved at Eh values from −50 to +450 mV. The recovery sharply decreased at Eh values below −150 mV and above +500 mV. The chalcopyrite recovery also started at −200 mV and reached 84%–85% at Eh values from −100 to +200 mV. A steep depression of chalcopyrite started at potentials higher than +200 mV.
When seawater is used as the flotation medium, at pH 9, enargite recovery is observed in the Eh range −200 to +250 mV. However, the recovery was approx. 15% lower compared to that achieved in the buffer solution. The enargite recovery steeply decreased at Eh > +100 mV. In the reducing range of Eh values, enargite recovery was lower than that achieved in the buffer solution. In short, in contrast to that observed in the buffer solution at pH 10, the enargite flotation in seawater at pH 9 was depressed for both oxidizing and reducing conditions. The flotation data obtained in seawater at pH 10.5 exhibits a strong depression of enargite throughout the whole studied Eh range, which is attributed to the adhesion of magnesium hydrolysis products (from the water) on the enargite surface, rendering it hydrophilic.
The flotation behavior of chalcopyrite in seawater at pH 9 is similar to that in the buffer solution, while at pH 10.5, a strong depression of chalcopyrite is observed in the whole range of studied Eh values. The results for enargite recoveries, as a function of Eh at pH 9, in presence of 1300 mg/L Mg and 300 mg/L Ca, show that enargite flotation is depressed when both solutions are used. This is in agreement with the enargite flotation results obtained with seawater. It was found that, under oxidizing conditions, the depressing effect of the calcium ions was stronger compared to the effect of the magnesium ions, although the concentration of calcium was much lower than the concentration of magnesium. This fact may be related to the presence of highly stable calcium compounds, such as hydrophilic arsenates, on the enargite surface. Chalcopyrite recovery as a function of Eh at pH 9, in solutions of magnesium and calcium, is strongly depressed in the oxidizing range of Eh. Magnesium ions exhibit a slightly stronger depressing effect than calcium. The results obtained under oxidizing conditions in seawater at pH = 9 may be explained by the availability of hydrophilic arsenates of calcium/magnesium on the enargite surface.
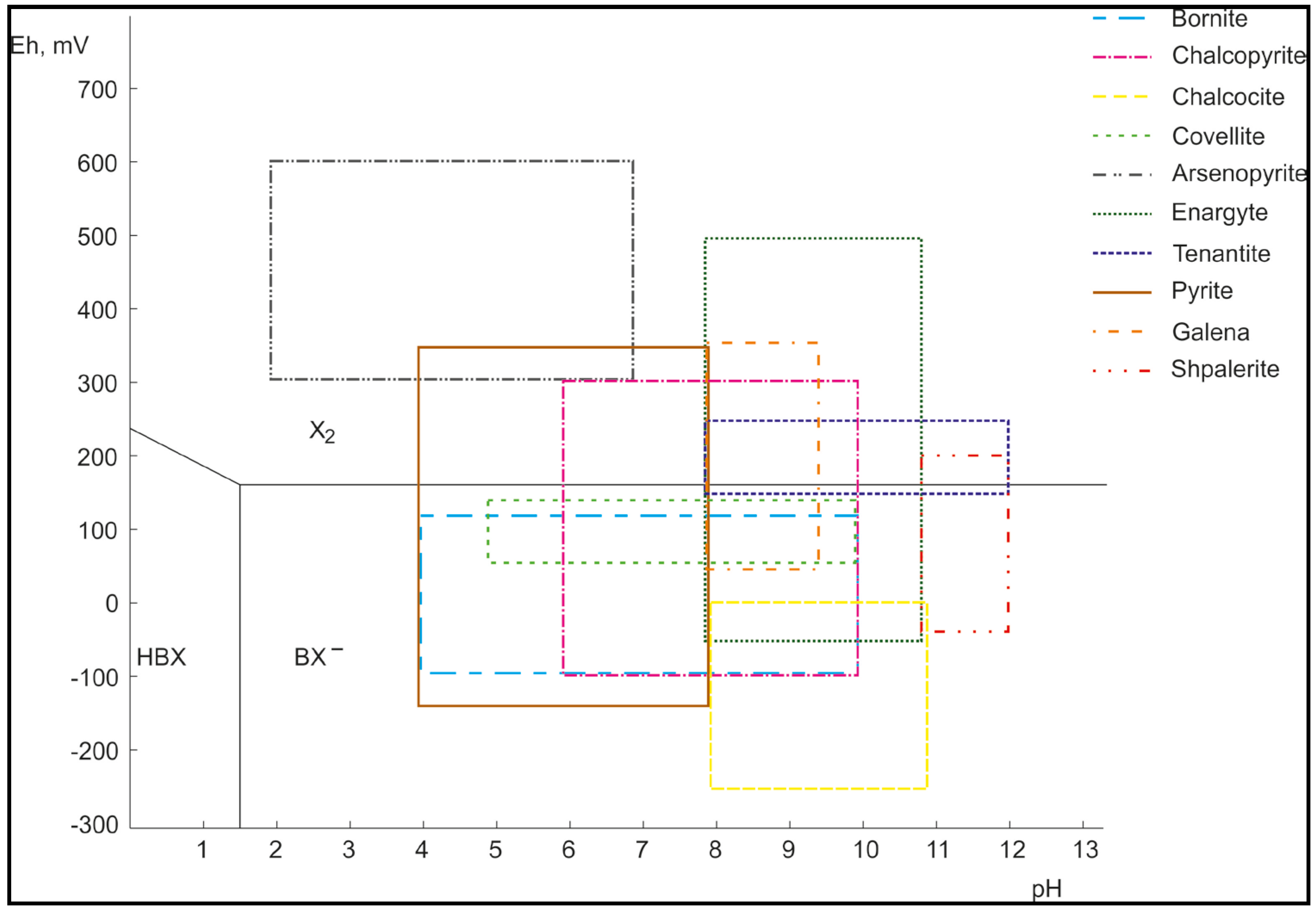
A non-exhaustive summary of the empirical information available on the probable Eh and pH ranges that are most suitable for the flotation of major copper ores, as well as on pyrite and arsenopyrite as the major accompanying minerals, with xanthate as the collector (except for tennantite, for which thionocarbamates were used), is presented in Table 2 (compiled mainly based on the works [48,76] and with additional information from the papers referred to in this manuscript).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 2.
Eh and pH values and ranges suitable for collector-aided flotation of major copper ores and pyrite.
Table 2.
Eh and pH values and ranges suitable for collector-aided flotation of major copper ores and pyrite.
| Mineral | Eh Range, mV (SHE) | pH (Range) | References |
|---|---|---|---|
| Bornite (Cu5FeS4) | −100–+100 | 5–10 | [76] |
| −50–+150 | 9.2 | [80] | |
| Chalcopyrite (CuFeS2) | 0–+200 | 6–10 | [76] |
| +50–+200 | 9.2 | [80] | |
| +300–+500 | 5–11 | [29] | |
| +88–+493 | 10 | [72] | |
| +450 | 11 | [41] | |
| −160–+440 | 10 | [93] | |
| +275 | 9 | [81] | |
| +160–+360 | 8 | [94] | |
| +385 | 4 | [82] | |
| −100 | 9 | [82] | |
| −100–+200 | 10 | [95] | |
| −100–+200 | 9, seawater | [95] | |
| +380–+450 | 4–10 | [83] | |
| 0–+400 | - | [48] | |
| Chalcocite (Cu2S) | −200–0 | 8–11 | [76] |
| −200–0 | - | [78] | |
| −250–0 | 9.2 | [80] | |
| −296 | 9 | [64] | |
| >−155–+400 | 8 | [94] | |
| >−155–+290 | 11 | [94] | |
| −100–+300 | - | [48] | |
| Covellite (CuS) | +50–+150 | 5–10 | [76] |
| Arsenopyrite (FeAsS) | +300–+600 | 2–7 | [76] |
| Enargite (Cu3AsS4) | −50–+520 | 8–11 | [76] |
| +140–+240 | 10.5 | [92] | |
| +440–+740 | 10 | [93] | |
| −75–+400 | 8 | [94] | |
| −25–+400 | 11 | [94] | |
| −100–+500 | 10 | [95] | |
| −200–+250 | 9, seawater | [95] | |
| −100–+400 | - | [48] | |
| Tennantite Cu12As4S13 | +150–+250 | 8–12 | [76] |
| Cuprite (Cu2O) | −400–+290 | 11 | [94] |
| Pyrite (FeS2) | −150–+300 | 4–8 | [76] |
| +200–+400 | 9.2 | [80] | |
| −150–+300 | 5–9 | [29] | |
| +135 | 9 | [81] | |
| −170–+380 | 8 | [94] | |
| −40–+350 | 11 | [94] | |
| 0–+300 | - | [48] |
As can be seen from Table 2, studies devoted to chalcopyrite, chalcocite, enargite, and pyrite are prevailing, corresponding with the main copper minerals available and exploited for industrial purposes. There are some inevitable differences in the Eh and pH ranges for good floatation found by the different authors that may be related to the studied mineral samples’ (micro)chemistry, preparation, and exact flotation conditions. However, generally, pH–Eh areas may be delineated where a given mineral is expected to float.
Complex-Ore Systems
Many years ago, Huch patented a method for flotation selective separation of chalcocite from enargite by concentrating enargite from a slurry containing both minerals. According to the inventor, the separation was achieved by adjusting the pulp potential to the range of +50 to +200 mV, by the addition of H2O2 [96]. However, the invention does not mention the reference electrode used in the potential measurements that were carried out.
Based on the results obtained by studies using monominerals, Senior et al. concluded that enargite could be rejected from ore from Tampakan deposits in the Philippines by controlling the flotation pulp potential [94]. A conceptual flow sheet was proposed, in which the bulk Cu–As flotation concentrate was reground and subjected to further treatment. The first stage in the flow sheet utilizes the difference in the beginnings of flotation for chalcocite and cuprite from those of enargite and chalcopyrite. The pulp pH was adjusted to 11 (under an N2 atmosphere) and the Eh to −125 mV. This way, chalcocite and cuprite were separated by flotation from enargite. The second stage (Eh of approx. 0 V, pH of 11) uses the difference in the potentials of the beginning of flotation of enargite and that of copper–iron sulfides. Chalcocite and cuprite that are not floated in the first stage float with enargite because the potential in the second stage is in the Eh range for the efficient flotation of these minerals. Chalcopyrite does not float. In the third stage, enargite is separated from chalcocite and cuprite at pH 11 (under an air atmosphere) after establishing a potential of approx. +290 mV. Further, Smith and Bruckard [97] reported on the successful use of one of the separation methods proposed in the work [94] to treat Tampakan ore and obtained copper concentrate with sufficiently low arsenic content that allows sending it to a conventional smelter for copper metal production.
In order to selectively separate chalcopyrite and bornite from tennantite, Smith and Bruckard applied Eh control of the flotation pulp, prepared from a composite sample of high-arsenic drill cores from Northparkes copper–gold ore, Australia [97]. They used bulk copper–arsenic concentrate in the experiments for the separation of As-bearing and As-non-bearing minerals. The separation was based on findings that the lower-limiting pulp-potential threshold for tennantite is lower than that for chalcopyrite. So, the potential window used in the reducing region is that in which tennantite is floatable but chalcopyrite is not. In the oxidizing pulp, potential-region selectivity between tennantite and chalcopyrite has not been established. A pulp-potential region exists (between −200 and −130 mV) in which tennantite can be floated from the other non-tennantite copper minerals (NTCu)—chalcopyrite and bornite. Arsenic recovery in this Eh region is between 80 and 90%, while recovery of NTCu is only 30%. Tennantite floatability decreased below −200 mV and the floatability of the other copper minerals increased above −130 mV, and thus, selectivity between copper and arsenic was decreased. Decreasing the pulp potential of a bulk copper–arsenic concentrate to −150 mV at pH 12 (collectors—NaEX and AP 208, a dithiophosphate) achieved tennantite flotation, and thus, its separation from the chalcopyrite and bornite that remained unfloated. After the tennantite was removed by flotation under reducing conditions, the depressed non-tennantite copper minerals were floated by changing the flotation gas from nitrogen to air at pH 12. When the pulp potential reached the air-set potential (approx. +120 mV), the non-tennantite copper minerals were floated, and the froth product represented a low-arsenic copper concentrate. As a final result, a low-arsenic high-copper concentrate containing 52% of the NTCu and assaying 2600 ppm As was obtained from the drill core tested, with a head grade of 0.11% As and 1.2% Cu.
Further, the same working group presented results of several selected case-studies in which the separation of copper and arsenic from sulfide high-arsenic copper ores was achieved based on flotation with a controlled pulp potential [46]. Low-arsenic copper concentrates that can be smelted without penalty, and high-arsenic copper concentrates, that require further processing, were obtained. Four types of raw materials were used (Table 3). Initially, a rougher-scavenger concentrate was obtained, by applying a standard industrial procedure used for the corresponding ore. Further pulp-potential control was applied during a subsequent flotation stage of the corresponding concentrate to achieve a copper–arsenic separation. The results are summarized in Table 3, along with data on flotation process selectivity. A value greater than one designates the selectivity of copper over arsenic.
As can be seen from Table 3, for all ores studied, no selectivity between copper and arsenic minerals was achieved by conventional flotation. A separation between the arsenic-bearing copper minerals and the non-arsenic-bearing copper minerals can be achieved by using a controlled-potential flotation at a suitable potential, specific for the given case. In addition, the authors noticed that the efficiency of the pulp potential’s impact on the separation and selection depends on the ore’s mineralogy, the degree of liberation of the arsenic-bearing minerals, as well as on the reagent’s scheme, especially the collector type, used in producing the bulk copper–arsenic rougher concentrate.
Long et al. carried out a survey on the flotation behavior of arsenic and non-arsenic copper minerals at the Rosebery plant copper circuit [98]. Samples from the pulp and concentrates (where relevant) were taken from the grinding, rougher, and cleaner circuits, from each flotation cell. Different parameters characterizing the pulp, such as pH, Eh, and DO were measured in the pulp samples. Simultaneously, the concentrate samples were analyzed to determine the concentrations of Cu and As. It was found that the pulp potential changed from +321 mV to +155 mV in the conditioning tank. This is related to the addition of sodium meta-bi-sulfite (SMBS) to control lead and zinc concentrations in copper concentrate. Further, pulp potential was in the range +225 to +265 mV in the flotation cells. The copper-to-arsenic recovery ratio was 9:1, i.e., much higher than found by Smith et al. [46] for a similar type of ore at +250 mV (Table 3). The difference is explained with the use of a different potential controlling agent and with the predominance of tetrahedrite in Rosebery ore compared to tennantite in the ore used in the work [46].
Tayebi-Khorami et al. studied the selective separation of other copper sulfide minerals from enargite in a rougher flotation cycle under a controlled pulp potential, using porphyry copper ores with a different As content, from a deposit situated in the SE part of Mindanao, the Philippines [99]. The ore samples represented mixtures of several drill-core intersections with a high arsenic content (HAS) or low arsenic content (LAS). Flotation experiments were carried out at different pulp-potential values (Table 4). Nitrogen gas was used to maintain the Eh values when they had to be lower than the air-set value. Dilute solutions of sodium dithionite (Na2S2O4) and NaClO were used as a reducing and an oxidizing reagent, respectively. The collector was KEX, the frother was Aerofroth 65, and the pulp pH was adjusted with NaOH solution to 11. The overall recovery results for 10 min flotation of non-enargite Cu minerals (NECu), enargite, pyrite, and non-sulfide gangue minerals (NSGM) at different Eh values (−200, 0, +200, and +400 mV) for the HAS and the LAS samples are presented in Table 4 (compiled based on the data from [99]).
For both HAS and LAS samples, the NECu recovery achieves a maximum of approx. 82%–83% in the Eh range between +100 and +200 mV. Similar recoveries of NECu and enargite are found at reducing potentials; there is no separation between NECu and enargite at the pulp potential between −200 mV and −130 mV. The recoveries of NECu and enargite at Eh +400 mV decreased in both samples. The enargite did not float significantly in the HAS sample and its recovery changed little with the increase in Eh. In addition, it is found that, at pH 11 and Eh +400 mV, pyrite is depressed without any depressant addition. The study in a real ore system proved that flotation at a reducing pulp potential (≤−200 mV) is suitable to separate enargite from other copper minerals. Based on the results obtained, a flow sheet is proposed for a processing method aimed at As removal from Cu concentrate. It comprises: (i) production of a bulk copper–arsenic flotation concentrate at air-set potential and pH 11; (ii) regrinding the concentrate in a closed circuit with a cyclone and using the overflow as a feed for the arsenic rejection stage; and (iii) conducting a separation flotation in two steps—(a) enargite flotation at −200 mV, under nitrogen gas and the non-enargite copper mineral’s depression, and (b) copper flotation from the tail obtained at the first step at pH 11 at the air-set potential using air to float the copper minerals and obtain a low-arsenic high-copper concentrate suitable for direct smelting.
Summarizing the above-described data, it can be stated that pulp potential Eh is an important parameter governing the flotation process of Cu-sulfide minerals. Its adjustment and monitoring can be a useful tool for improving the flotation separation results. However, it has not been forgotten that the Eh ranges of the best recovery and separation and the efficiency of the pulp potential’s impact on minerals depends also on the ore’s mineralogy, on the reagent scheme used, as well as on grinding conditions.
3.2. Research on Grinding Environment and Its Effect on Flotation
Studies on the effect of grinding conditions (conventional or autogenous circuits) or grinding medium (mild-, stainless-, or forged-steel) on the Eh values and Eh changes, and thus, on the Cu minerals’ flotation results started in the 1980s–1990s [12,59,77,100].
Heyes and Trahar [59] found that strongly reducing conditions were achieved by grinding in an iron mill, which led to the suppressed flotation of chalcopyrite.
Yelloji and Natarajan [100] found that oxyhydroxide species of iron were present on the surface of the sulfide minerals that were in contact with the grinding medium. Those iron species’ formation was found to be dependent on the minerals’ relative electrochemical activity.
Grano and Ralston [77] measured Eh values of −220 mV and +325 mV when Mount Isa copper ore was ground in a cast iron and a ceramic mill, respectively. The non-reducing environment and low iron concentration of the autogenous mill resulted in enhanced chalcopyrite flotability when the Mount Isa copper concentrator changed normal-steel-rod/ball milling to autogenous-ball milling.
Subrahmanyam and Forssberg [12] studied different pulp parameters, including Eh measured directly in the pulp, in conventional and autogenous circuits of the plant processing of a low-grade copper ore. They measured higher Eh values in the autogenous circuit compared to the conventional circuit.
Yuan et al. investigated the effect of grinding media (mild-steel and stainless-steel), pre-conditioning, and flotation gas type on the flotation results [15]. They found the grinding environment to be the controlling variable. They observed that the Eh of the pulp at the end of grinding and the beginning of the conditioning stage was approx. +250 mV and approx. −150 mV with a stainless-steel and a mild-steel medium, respectively. The grinding medium influences the pulp chemistry after the pre-conditioning stage and the influence is more pronounced in the case of mild-steel grinding. A strong dependence is found of Cu/Zn selectivity on the pre-conditioning type and applied flotation gases when mild-steel grinding was applied, but a dependence was not found for stainless-steel grinding. According to the authors, the galvanic reactions during or after mild-steel grinding make the surface oxidation of sulfides and sulfur mobilizing into the pulp easier. At the same time, iron is leached in the pulp due to corrosion, thus affecting the pulp potential [15].
Leppinen et al. also reported the effect of grinding media (mild-steel and stainless-steel) on the copper floatation results of three different pyrite-bearing complex ores from Finland, Norway, and Portugal [87]. More reducing conditions were generated by grinding in a non-alloyed steel mill than by grinding in a stainless-steel mill. As a result, copper recovery was low at low potentials after grinding with a mild-steel medium and increased at higher oxidizing potentials, achieved by contact with the air during the conditioning and flotation. Due to an excessive recovery of pyrite, the copper grade was low at low potentials. The copper grades and recoveries were raised to that obtained by grinding carried out with stainless steel when lime was added into the grinding stage. When a stainless-steel medium was used as the grinding medium, copper recovery was high from the beginning. On the other hand, the flotation selectivity was low due to highly oxidizing conditions.
The effects of the grinding media (mild-steel and stainless-steel rods) and the addition of NaHS in the conditioning stage immediately after the grinding on the flotation of copper minerals from the Northparkes Mines copper–gold ore was studied by Freeman et al. [9]. The Eh values at the beginning of conditioning were +40 mV and +415 mV for mild steel and stainless steel, respectively. When the ore was ground using mild-steel grinding media, the copper flotation recovery without the addition of NaHS was 37% in the rougher stage and 72% when rougher and scavenger were combined. The process was fast. The addition of NaHS (100 g/t) increased the recovery to 83% (combined rougher and scavenger) and the grade achieved was 22.6%. The addition of NaHS to the pulp, using mild-steel rods, increased froth mineralization and stability, thus improving the copper minerals’ flotation kinetics. When the ore was ground using stainless-steel media, the copper flotation recovery was over 90% in the rougher stage and over 94% (at a grade of 15.8%) when rougher and scavenger were combined. The use of NaHS increased the recovery and grades by less than 1% in this case and can be omitted. The findings are attributed to the reaching of the optimum potential for bornite and chalcopyrite flotation in the pulp obtained after grinding with a stainless-steel grinding medium.
Furthermore, Peng et al. reported the role of the iron oxidation species formed during grinding with mild steel in the flotation separation of chalcopyrite and pyrite [101]. Grinding changed the oxidation–reduction conditions and facilitated the reduction of copper(II) to copper(I) and the formation of Cu2S on the pyrite surface, which resulted in pyrite activation. On the contrary, these effects were not observed when chromium stainless steel was used as the grinding medium. For that reason, a stainless-steel grinding medium led to a higher chalcopyrite recovery and separation from pyrite than a mild-steel grinding medium.
Grano reported that when a mild-steel ball mill is used, iron is oxidized, and corresponding iron species are formed, which is reflected by a low Eh = −200 mV at pH 7. However, when the gro((und material slurry is transferred to the flotation cells by pumping, air is introduced into the pulp (while there is no direct contact with the iron balls), and another oxidation–reduction couple, namely O2/H2O, is introduced to the system. Aeration causes an increase in the Eh value above the critical value for collector adsorption [38].
Since it is more economically viable to control the electrochemical conditions during grinding via the addition of reducing or oxidizing reagents, than to change the mill’s materials, a study was carried out in which the potential during grinding was adjusted (by the addition of dithionite and peroxide) to be −185 mV, −10 mV, or +260 mV at the end of the grinding period [102]. The Eh was measured directly in the pulp. It was found that the more reducing grinding conditions resulted in a higher pyrite recovery (that would result in a worse Cu/Py selection). The values obtained for Py recovery were 16, 32, and 72 wt.% at +260 mV, −10 mV, and −185 mV, respectively. By using Visual MINTEQ (ver. 3.0) software, it was found that at −185 mV, over 99 wt.% of aqueous copper was present as Cu+ ions, at −10 mV, these species were 28 wt.% of all dissolved Cu, while at +260 mV, practically no Cu+ was found. This confirmed that the reducing grinding conditions can lead to increased concentrations of Cu+ species that facilitate formation of Cu2S on the pyrite surface and activate it.
Corin et al. [103] studied the effect of the grinding conditions on the floatation behavior of a Nkomati ore. They used a Magotteaux Mill® with a 21% Cr grinding medium, applied mill purging with either nitrogen or air, corresponding to the required concentration of dissolved oxygen (in the pulp), and measured the corresponding Eh value. Contrary to other similar studies, this study found that chalcopyrite recoveries and grades were barely affected by the change in chemical characteristics, including Eh, of the grinding environment. Nevertheless, the conclusion was that, despite many literature sources reporting that the results of base-metal-sulfide flotation plants can be optimized by controlling the Eh, the Eh value is not a regulating means but an indicator of more fundamental chemical reactions proceeding on the mineral’s surface, involving the dissolved oxygen concentration and/or the hydroxyl ion concentration (via the pH). However, the grinding medium used and the method of changing the Eh actually does not account for reactions leading to the possible formation of iron hydroxide/oxide species that would result in the Eh changing, as well as affecting further flotation processes. Actually, in the same paper, the authors mention that if other means are used to control the Eh, different surface reactions may occur and the effect of Eh on the further flotation process would be different.
Nooshabadi et al. also found that a mild-steel grinding medium produced more reducing conditions compared to stainless steel [104]. When grinding pyrite, the Eh value changed in 60 min from the initial value corresponding to air-saturated water to +290 and +140 mV for stainless-steel and mild-steel grinding media, respectively. They proposed another explanation for the effect of oxidation–reduction conditions, resulting from grinding, on the subsequent flotation results, besides the explanations of the impact of galvanic interactions taking place in the system “grinding media—sulfide mineral” that lead to unselective surface coatings of mineral surfaces by iron-oxidation products. The scientists proved the formation of H2O2 in pulp liquid from water molecules during wet grinding and when solids obtained by dry grinding were placed in water immediately after the grinding. They found that the pyrite surface acted as catalyst for this process. A mild-steel grinding medium created more H2O2 compared to stainless steel. The authors raised the idea that H2O2, instead of oxygen, may be the main oxidizing agent in the pulp, leading to the unintended activation and lack of selectivity in the sulfide ore floatation. Further studies by the same authors found that chalcopyrite also facilitated the generation of H2O2 in pulp liquid during wet grinding as well as when placing the freshly ground minerals in water immediately after dry grinding [105]. The results of Nooshabadi were in line with the findings of other authors [106].
Jacques et al. studied the influence of grinding medium (forged and stainless (chromium 21%) steel) on the flotation behavior of partially oxidized sulfide minerals [107]. Experiments were carried out with a hypogene copper-sulfide ore that was artificially oxidized for different lengths of time up to and including 16 months by percolating a small quantity of acidic ferric-sulfate solution inoculated with a mixed bacterial culture through columns packed with the ore. It is found that, generally, stainless steel ensured a more stable pulp chemistry and produced pulp with a higher dissolved oxygen content and higher pulp potential Eh than forged steel, both at the ball-mill discharge and at the flotation-feed measuring points. The Eh values (for samples oxidized for different time periods) at mill discharge were in the range +16 to +238 mV for a forged-steel mill and +157 to +263 mV for a stainless-steel mill. The Eh values at the flotation-feed point were in the range +93 to +183 mV for a forged-steel mill and +159 to +221 mV for a stainless-steel mill. The comparison of the two grinding environments showed that stainless-steel grinding led to better copper recovery and flotation rate constants (considering the flotation as a first order reaction) at each oxidation stage. The recoveries of Cu of 73.4 to 88.8% for a forged-steel mill and 82.4 to 92.4% for a stainless-steel mill were obtained. Flotation rate constants of 0.6 to 1.9 min−1 for a forged-steel mill and 3.2 to 4.3 min−1 for a stainless-steel mill were found. In addition, stainless steel led to better selectivity in the flotation—the copper/iron-sulfide selectivity index was in the range 1.3 to 5.5 for forged steel and 4.5 to 9.4 for stainless steel.
Peng et al. studied the effect of the addition of a collector (sodium butyl xanthate (SBX)) to the mill before grinding on the pulp Eh value and flotation of chalcopyrite at pH 10 [108]. They found that collector addition before grinding led to a higher pulp Eh value. Immediately after grinding, it was higher compared to the case when the xanthate was added after grinding (+236 vs. +226 mV). In both cases, the Eh value increased with increased collector dosage and at a SBX concentration of 0.002 mol/L, it reached +290 mV—a value suitable for chalcopyrite flotation. A recovery of 93.6% was achieved when the collector was added before grinding compared to 90.03% in the case when the collector was added after grinding. XPS analysis revealed that collector addition before grinding ensured a higher collector adsorption and a lower amount of detrimental iron species on the chalcopyrite surface.
Liu et al. investigated the effect of grinding conditions (wet or dry, and with or without lime addition) on the pulp Eh values and reported flotation results for two copper-sulfide ores from the Lujiu (LJ) mine situated in north-eastern China and the Dexing (DX) mine situated in south-eastern China [109]. Chalcopyrite was the main copper-bearing mineral in both ores and pyrite was the other main sulfide mineral. Chalcopyrite in the ore was mainly associated with pyrite and gangue minerals. Quartz, mica, chlorite, calcite, and illite were the main gangue minerals in the LJ ore. Quartz, mica, calcite, chlorite, and feldspar were the main gangue minerals in the DX ore. Lime was used as the pH regulator and pyrite was depressed by lime addition. Three different approaches were followed for each ore: (a) wet milling and subsequent lime addition in the flotation cell; (b) wet milling with lime added in the mill before grinding; and (c) dry milling and subsequent lime addition in the flotation cell. A Magotteaux mill with mild-steel balls was used. It was found that for the LJ ore, the Eh value after 45 min of grinding changed from approximately +80 mV to approximately +30 mV when no lime was added, and to +45 mV when lime was added. The flotation tests (with sodium isobutyl xanthate (SIBX) as the collector and DOW 200 as the frother) showed a higher Cu recovery for wet- or dry-ground ore with the addition of lime compared to the case of wet grinding without lime (approx. 93% vs. approx. 90%). In addition, the Cu grade was considerably higher in the case of lime addition (for example, for 90% recovery, approximately 15% vs. approximately 7%). The Eh value after 45 min decreased from approximately +75 mV to approximately +25 mV when lime was not added before the grinding of DX ore but increased from an initial value of +45 mV to approximately +65 mV after lime addition. This was attributed to the differences in the ore mineralogy. The floatation results showed that wet grinding with lime led to a slightly lower Cu recovery when compared to the other two cases (with approximately 87% recovery). However, the grade of the produced rougher Cu concentrate was considerably lower (4%–6%) than that of the concentrate obtained from LJ ore. The results are attributed mainly to better depression of pyrite and to less entrainment of gangue minerals in the case when LJ ore is used.
While most of the studies have found better flotation results when a stainless-steel grinding medium was used, there are results that support the opposite case as well, which may be related to the influence of the mineralogical composition of the ores.
Corin et al. used flotation results as a judgment tool in studying the effects of grinding media [110]. Cu–Ni base-metal ore was used, containing nearly 5% total sulfide (Ni 0.67 wt%, Cu 0.36 wt%, S 5.67 wt%) and 7% talc. It was ground without reagent addition, using as the grinding media mild-steel rods (RMMS), forged-steel balls (BMFS), stainless-steel rods (RMSS), and stainless-steel (21% Cr) balls (BMCS). When mild steel was used, the measured Eh values were low after grinding, i.e., +32 mV. Stainless steel gave higher values of the pulp potential of +86 to +89 mV. However, the use of stainless-steel grinding media led to the lower flotation recovery of base metals. Rougher Cu concentrates (batch experiments, with SIBX used as a collector at a dose of 50 g/t and DOW 200 as a frother at a dose of 20 g/t) with grades of 1.75% and 1.79% were obtained at recoveries of 80% and 77%, respectively, when RMMS and BMFS were applied. Under the same flotation conditions, Cu recovery was 75 and 74% when using RMSS and BMCS, respectively. These findings were attributed to the formation of higher iron amounts in the pulp obtained by grinding with RMMS, causing a decrease in talc hydrophobicity and the concentrate dilution.
Very recent studies have compared Eh values and dissolved oxygen (DO) concentrations, obtained when forged steel and stainless steel (containing 30% Cr) were used as the grinding media [111]. A copper–molybdenum ore sample (with chalcopyrite and pyrite as the main Cu- and Fe-bearing minerals) was ground with fresh and saline water. Grinding with forged steel in saline water led to a significantly lower pulp Eh value and DO concentration compared to stainless steel. Immediately after grinding in fresh water, the pulp Eh values of +241.7 mV and +303.9 mV were measured for forged steel and stainless steel, respectively. The respective DO values were 1.28 ppm and 5.00 ppm. When the grinding discharge was transferred to the flotation cell with additional fresh water, the pulp Eh values were +298.5 mV and +307.0 mV (DO 7.19 ppm and 7.42 ppm), respectively, for forged and stainless steel. The more oxidizing conditions ensured by stainless-steel grinding inhibited copper activation on pyrite and allowed effective pyrite depression [112]. Similarly, in high-salinity water, immediately after grinding, the forged-steel media produced a lower Eh value of +85.4 mV compared to +303.3 mV for stainless steel. The respective DO concentrations were 0.48 ppm and 4.47 ppm. When the grinding discharge was transferred to the flotation cell with additional fresh water, the pulp Eh values were +233.4 mV and +305.7 mV (DO 3.63 ppm and 6.68 ppm, respectively). Nevertheless, the high pulp Eh ensured by stainless steel in high-salinity water was not able to satisfactorily inhibit copper-activation action on pyrite due to the fact that more copper ions were released from chalcopyrite oxidation in high-salinity water. That is why the authors proposed the addition of sodium metabisulfite (Na2S2O5) to selectively depress pyrite in chalcopyrite flotation while keeping the chalcopyrite recovery in high-salinity water [111].
Another very recent study reported that not only the grinding media (mild-steel (MS) and stainless-steel (SS)) but also wet- or dry-grinding conditions affect the pulp potential after the grinding and the subsequent results of Cu-sulfide ore flotation [113]. The redox potential of the pulp, prepared with dry-ground ore, was considerably higher (in the range of +100 to +200 mV) than that of pulp prepared with ore ground under wet conditions, irrespective of the type of milling media. Dry grinding prevents the galvanic interaction between sulfide minerals and the grinding media. The lowest redox potential (−400 mV) was measured as a result of the wet-MS-grinding process. The pulp potential was significantly decreased due to the release of ferrous ions from the grinding media. These ions consume all of the oxygen dissolved in the pulp. The redox potential measured in pulp prepared with wet-SS-ground material was −200 mV. The rate of Cu flotation was high for dry-ground ore with SS media, resulting in a higher selective concentrate in terms of grade. Nonetheless, Cu recovery was lower due to the instability of the froth structure.
Generally, it can be concluded that when carbon steel is used as the grinding medium, galvanic interactions causing oxidation of steel-grinding media (that is less noble than the sulfide minerals) and different oxidation–reduction reactions are proceeding in the pulp that are leading to the precipitation of iron oxyhydroxy species at the sulfide surfaces, decreasing the amount of oxygen dissolved in pulp, and thus, lowering the pulp Eh values, which generally has as a consequence poor copper-sulfide floatability.
4. Eh as an Index in Galena Flotation
4.1. Studies on Optimum Flotation Ranges
Research into the potential control in galena flotation began practically at the same time as that of the potential control in the flotation of copper-sulfide ores, although the latter proved to be more numerous over time.
Woods pointed out that for galena ground in a normal mill (iron balls), the beginning of flotation with xanthate starts at 0 V (pH 9) [114]. Gardner and Woods noted that significant flotation of galena initiated at +100 mV in the particle-bed electrode cell [115].
Johnson et al. showed that galena from lead–zinc ore from Mt Isa Mines floated with ethyl xanthate in the Eh range 0 mV to +150 mV (at pH 8.3) [116].
Guy and Trahar found that the flotation of galena with an ethyl xanthate system proceeds in the Eh range from 0 to +350 mV (at pH 8) [117].
Grano et al. [77] also conducted studies on the potential dependence of the flotation of galena from Mt Isa lead-zinc ore—using ethyl xanthate at pH 8.1. They found significant dependency of the recovery on Eh—the flotation initiated at 0 mV and a recovery over 60% was observer in the Eh range from 0 to +400 mV with a maximum (over 80%) at Eh = +60 to +140 mV. Flotation was not observed in the Eh range from −200 mV to −400 mV.
Investigations carried out in the research group of Fuerstenau—a pioneer in the studies on sulfide flotation under potential control [41]—showed that galena flotation separation from mixed oxide–sulfide lead ores can be improved by controlling the pulp potential during the ore sulfidization by addition of Na2S in suitable concentrations [118]. High galena recovery and good separation from cerussite can be achieved at pH 9.5 using amyl xanthate as collector in the Eh range of 0 to +290 mV. Galena flotation falls drastically above a certain sulfide dosage that decreases the pulp Eh to reducing values therefore inhibiting the xanthate chemisorption onto the mineral surface.
Göktepe [29] pointed the Eh range +100 to +50 mV (pH 2 to 7) as optimal for galena flotation—Figure 1b.
Woods [41] pointed that galena can float at recovery in the range 50%–88% with ethyl xanthate in the Eh range +150 to +400 mV (pH 12.8 to 8.6), with the highest recovery at Eh of approx. +150 mV.
In small scale single-mineral flotation tests, Liu et al. [83] achieved, with butyl xanthate as the collector, flotation recovery of galena over 95% with pulp Eh in the range +440 to +360 mV (while the pulp pH was in the range 2 to 9). On the other hand, under alkaline conditions (pH > 9), the recovery of galena decreased sharply and the minimum recovery of 15.51% was achieved at pH 12. At Eh in the range +75 to +100 mV (and pH 8 to 9), galena recovery in the range 85%–93% was achieved. At Eh lower than +75 mV (obtained by Na2S addition), a sharp decrease in the galena recovery was found, reaching only 18% at Eh = −242 mV. The authors explained the sharp decrease in the floatation recovery with the removal of BX from the mineral surface by the Na2S via a competitive adsorption between the anions BX− and HS−, under which the reagents exist at the studied pH–Eh conditions.
Hintikka and Leppinen [119] applied nitrogen and air in different amounts in order to control the potential during the flotation of a complex sulfide ore with the aim to improve the selectivity in the flotation of copper minerals. Galena was the main Pb mineral sphalerite was the main Zn mineral, and chalcopyrite was the main Cu mineral. A relatively high recovery of Pb minerals was observed, together with chalcopyrite (i.e., low selectivity for copper minerals), at Eh (measured with a Pt indicator electrode) = −20 to −70 mV and at Eh = +120 to +190 mV.
Pälson et al. studied the effect of redox control in a pilot flotation column for lead–zinc ore containing 3.6% Pb and 0.8% Zn as galena and sphalerite in a sandstone hoist rock [24]. The potential was adjusted by varying the oxygen activity of the flotation gas fed to the spargers and nitrogen was used as an oxygen-free gas. The highest recovery of Pb minerals (approx. 95%) was observed in the Eh range of +348 to +284 mV for particle sizes < 75 µm when air was used as the flotation gas (the frother was SIBX—25 kg/t, pH 7.7 to 7.9). For the studied gases, better selectivity between lead and zinc was observed when pure nitrogen was used, with Eh values in the range from +6 to −34 mV, and particles < 75 µm; the average Zn recovery was approx. 25%, while the Pb recovery was in the range 80 to 95%.
Uribe-Salas et al. studied the flotation recovery of galena from fine-grain, complex pyritic ore. They reported good results at potentials of approx. +300 mV, when the collector used was a mixture based on sec-butyl dithiophosphate (SBDTPH), mercaptobenzothiazole (Aeroflot 404), diisobutyl dithiophosphinate (Aerophine 3418A), and amyl xanthate (AX). When PAX was used as collector, the Eh range found to be suitable was +150 to +200 mV (pH 11–12) [120,121].
Gu et al. studied the flotation of Pb–Zn–Py ores with the collector sodium diethyldithiocarbamate (DDTC). For different ores, PbS recovery was in the range 76%–92% at an Eh range from +350 to +150 mV (corresponding to pH values from 9.5 to 12.9). Under these conditions, the content of pyrite and sphalerite in the lead rougher concentrate was minimal [122]. The application of the optimum pulp potential found in the conditions in the plants that process ores from different mines led to an increase in Pb concentrate recoveries (compared to traditional technology) in the range of 2.2 to 5.1% with the grade increase in the range of 0.7 to 4.6%.
Further studies of the same research group carried out at pH values over 12.5 and Eh values below +200 mV, with DDTC as the collector, found, as the optimum conditions for galena flotation from Pb–Zn–Fe sulfide ores, Eh = +150 to +180 mV and pH = 12.5–12.8 [44,71]. A stage potential control flotation was developed and proposed for Mengzi lead–silver–zinc ore, where N,N′diphenylamino-dithiolphosphoric acid(NNDDC) is used as a prime collector and DDTC is used as secondary one. The pulp-potential values significantly affected the floatability from real mixed-mineral pulp. Under a controlled pulp potential (+330 mV, pH 8.8) flotation recovery of galena reached 85%. The grades of Pb and Ag of galena concentrate were 55% and 1800 g/t, respectively. When pulp-potential control was ensured during grinding and flotation, the recoveries of Pb and Ag were 86.5% and 65%, respectively. The recovery of Zn in marmatite concentrate was 91.25% and the grade of Zn was 42.5%. The authors reported that the potential-controlled flotation of galena has been applied successfully in many complex lead–zinc–iron sulfide mines in China [123].
Hu et al. [57] studied the flotation of ore from the Nanjing lead–zinc mine. In the generally used flow sheet, ZnSO4 and Na2SO3 are applied as the depressants of ZnS and FeS2 under neutral pH conditions, and the flotation separation of galena from sphalerite and pyrite is poor. They proposed flotation separation carried out in lime-modified alkaline pulp (pH = 12.4–12.5), at a potential kept under +170 mV using DDTC as a collector in galena flotation. In comparison with the common flow sheet, the recovery and grade of lead concentrate increased from 85.9% to 88.9% and from 52.1% to 60.0%, respectively. The same research group achieved good flotation separation with ore from the Fankou lead–zinc mine in Guangdong Province, China, where the pH was modified to 12 by lime addition, and pulp potential was again kept less than +170 mV, using a mixture of xanthate and DDTC as collectors in galena flotation [57].
A non-exhaustive summary of the information available on the most-probably suitable Eh and pH ranges for flotation of galena is summarized in Table 5.
4.2. Research on Grinding Environment and Its Effect on Flotation
Similar to the studies on the effect of grinding environment on Cu mineral flotation, the studies on the effect of grinding conditions on galena flotation results started in the 1980s–1990s of the previous century.
Hayes and Ralston [49] reported that galena and chalcopyrite can be separated by Eh control if they are ground together in a reducing environment. However, if they are ground together in an oxidizing environment, the selectivity and floatability is decreased due to the formation of hydrophilic oxidation products on the mineral’s surface.
The effect of different grinding media (forged-steel and high-Cr-steel) on galena flotation performance in the lead circuit of the Mount Isa Mines lead–zinc concentrator was studied in laboratory experiments [124]. Galena recovery of the 3-micron fraction was 63% when forged-steel media was used and when stainless-steel media was applied the recovery was 79%. Also, better selectivity for galena against sphalerite and iron sulfides was found with a high-Cr steel medium. The corresponding Eh and pH values after grinding were Eh = +72 mV and pH = 7.8 for a forged-steel grinding medium and Eh = +275 mV and pH = 8.2 for stainless steel.
The lower Eh value for the forged-steel grinding medium was related to the corrosion of forged steel and thus formation of higher levels of oxidized iron hydrophilic species that covered the galena’s surface and impeded its flotation [70,125]. During grinding with forged steel, the main anodic reaction is:
Fe → Fe2+ + 2e−, E0 = 0.447 V
In contact with air, Fe2+ may be further oxidized:
Fe2+ → Fe3+ + e−, E0 = 0.771 V
The proceeding main cathodic reaction is:
O2 + 2H2O + 4e− → 4OH−, E0 = 0.401 V
With the water in the flotation pulp, hydrolysis reactions proceed:
Fe2+ + 2H2O → Fe(OH)2 + 2H+
Fe3+ + 3H2O → Fe(OH)3 + 3H+
The produced iron hydroxides are hydrophilic and may partially or completely cover the sulfide mineral surface, impeding the interaction between collectors and minerals and thus reducing flotability.
Peng and Grano found a linear relation of galena or chalcopyrite flotation recovery on the quantity of iron-oxidation species on the mineral, and the galena flotation was more susceptible to that species than chalcopyrite flotation [125]. In addition, the concentration of dissolved O2 was decreased further when grinding with forged- or mild-steel media, thus hindering the adsorption of xanthate on the sulfide mineral surfaces, preventing the flotability of these minerals [70].
Furthermore, besides iron-oxidation species, H2O2 is formed in the grinding system during wet grinding and from mixing freshly ground galena with water immediately after dry grinding. Dissolved O2 can form superoxide anions (O2•)− that react with H+ to form H2O2 (Equations (19) and (20)). In the presence of dissolved molecular oxygen, at pH < 4, galena participates in the formation of hydrophobic sulfur and H2O2 (Equations (21) and (22)) [104,126,127]:
O2 + e− → (O2•)−
2(O2•)− + 2H+ → H2O2 + O2
PbS + H2O2 → Pb2+ + S0 + 2e−+ 2•OH
2•OH → H2O2
When O2 is not present to participate in reactions, H2O2 is formed by combining two hydroxyl radicals obtained by the reaction of galena with water (Equations (23) and (24)) [123]:
PbS + H2O → •OH + H•+Pb2++ S0 + 2e−
2•OH → H2O2
H2O2 is a stronger oxidizing agent than O2; it oxidizes galena and thus depresses its flotation [126]. This depressing action of H2O2 on galena is attributed to its strong oxidizing action on lead xanthate that presents on the galena’s surface, resulting in a decomposition of lead xanthate (Equation (25)):
Pb(EX)2 + H2O2 → Pb(OH)2 + (EX)2
Nooshabadi and Rao [126] found that the amount of produced H2O2 increased with decreasing pH (from 7 to 2), thus leading to an increase in Eh (from +275 to +380 mV). Increased grinding time and galena loading also increased the amount of produced H2O2 because of the increase in surface area and its interaction with water. Increased H2O2 production caused decreased galena flotation—76%, 70%, and 65% recovery at pH 6.3, 4, and 3, respectively.
In addition, H2O2 facilitates the corrosion of galena, thereby promoting the formation of lead oxide, thiosulfate, and sulfate [128].
Generally, when carbon/forge steel are used as grinding media, more reducing conditions are formed in the pulp, leading to an increase in the amount of hydrophilic species on the galena’s surface and decreased flotation. In addition, PbS facilitates the formation of H2O2, which depresses galena flotation.
5. Eh as an Index in Zinc Mineral Flotation
Compared to studies related to copper-bearing minerals and galena, the investigations into zinc minerals are scarce and are mainly pointed at complex sulfide ores with the aim to improve flotation selectivity.
Hintikka and Leppinen [119] used nitrogen and air in different orders and proportions to control the potential during the flotation of a complex sulfide ore (containing chalcopyrite, galena, and sphalerite) with the aim to improve the selectivity in the flotation of copper minerals. A relatively high recovery of Zn minerals was found at Eh = +120 to +190 mV (pH 11.5, PAX 150 g/t, SO2 400 g/t, flotation time 10 min). However, this was accompanied by a high chalcopyrite recovery (i.e., low selectivity for copper minerals). The EDTA analysis of the ore slurry showed that the high recoveries of lead and zinc corresponded to high amounts of EDTA-soluble lead and zinc. Therefore, the conclusion was that oxidation products of zinc and lead are formed that improve the interaction with amyl xanthate.
The same authors continued their studies with three different complex sulfide ore samples [87]. All the studied ores contained over 50% pyrite, with the highest content in the Adjuster ore, 84.7%. Besides pyrite, the Adjuster ore contained chalcopyrite, bournonite, tetrahedrite, galena, and arsenopyrite. The Grong ore contained chalcopyrite, sphalerite, pyrrhotite, and pyrite. The Pyhäsalmi ore contained chalcopyrite, sphalerite and pyrite. The experiments showed that the grinding medium had a strong effect on the pulp potential and the flotation results of the three ore types studied. Immediately after the grinding, the potential difference between the two grinding media (mild-steel and stainless-steel) was between 100 and 250 mV depending on the ore type; the biggest difference was found for the Aljustrel ore. The mild-steel media grinding resulted in more reducing potential. The Eh values for good zinc flotation of the three ore types were obtained at full aeration; these were in the range +130 to +230 mV (pH 11.5 to 12, with xanthate as the collector). The highest recovery was found at Eh = +230 mV. Conditions in the activation and conditioning stages affect the zinc floatation of the complex ores. The highest Zn grades for the Aljustrel and the Grong ores were obtained at the activation stage at a potential of Eh = −70 mV, whereas the Pyhäsalmi ore yielded the best recovery and grade at “air-set” potentials (Eh ca. +220 mV).
Pälson et al., using a pilot flotation column, investigated the impact of redox control on the flotation of lead–zinc ore containing 3.6% Pb and 0.8% Zn as galena and sphalerite in a sandstone hoist rock [24]. They adjusted the potential by varying the activity of oxygen in the flotation gas fed to system; nitrogen was used as an oxygen-free gas. In the Eh range of +348 to +284 mV, when air was used as the flotation gas (the frother was SIPX at 25 kg/t, pH 7.7 to 7.9), Zn mineral recovery was approx. 82% for particles < 53 µm and approximately 60% for particles < 75 µm. The lowest Zn recovery, of approx. 25%, was observed in the Eh range from +6 to −34 mV, in which pure nitrogen was used, and the solid phase consisted of particles < 75 µm. Under these conditions, the Pb recovery was in the range 80 to 95%, and thus better selectivity between lead and zinc was achieved.
Göktepe [29] reports the Eh range +45 to +20 mV (pH 4 to 6) as optimal for sphalerite floatation (Figure 1b).
Gu et al. studied the flotation of Pb–Zn–Py ores, with DDTC used as the collector. For different ores, ZnS recovery was in the range 45%–55% at Eh from +250 to +350 mV (corresponding to pH values from 11.2 to 9.5) [122]. The authors explained their findings with the activating role of the Cu2+ ion that, under these conditions, produces copper sulfides able to prevent the sphalerite surface from over-oxidation [129]. The application of the optimum pulp-potential conditions found in the plants that process ores from different mines, led to an increase (compared to traditional technology) in Zn-concentrate recoveries in the range of 2.3 to 4.6% with a grade increase in the range 0.3 to 2.1%.
Hu et al. [56] investigated the flotation of ore from the Nanjing lead–zinc mine. They carried out flotation separation in alkaline pulp (pH = 12.4–12.5, achieved by lime addition), at a potential kept less than +170 mV. After galena separation, CuSO4 was used as a sphalerite activator. The grade and recovery of zinc concentrate increased from 52.6% to 53.0% and from 87.0% to 91.9%, respectively, compared to the classically used flow sheet in the factory.
The flotation of Zn minerals from polymetallic-sulfide complex ore from the Eureka Mine was carried out in the Eh region of +50 to +100 mV (pH 11.2, using xanthate as the collector) with a recovery of approximately 92% at a grade of 59.4% [130].
The zinc-reverse process is used to upgrade Zn concentrate by pyrite removal at Mount Isa Mines, Mt Isa. The process was not successful at a pulp Eh of approximately +200 mV (pH of approx. 5). Experiments showed that the pulp Eh should be less than +100 mV to achieve a successful sphalerite depression [38].
Nooshabadi and Rao found that H2O2 was formed in the sphalerite grinding system at pH < 6 or when freshly dry-ground sphalerite was mixed with water [131]. When dissolved molecular oxygen is available in the pulp, Zn2+ ions produced via Equation (26) can catalyze the generation of the superoxide anion (O2•)− to form H2O2 (according to Equations (19) and (20)):
ZnS → Zn2+ + e− +S0
The same authors studied the influence of the addition of a depressant and a collector during grinding on the generation of H2O2 by metal sulfides and its effect on the flotation of a complex (Cu-, Pb-, and Zn-sulfide) ore containing pyrite and silicates as the main gang materials [132]. The collectors used were PAX and Danaflot 871 (dialkyl dithiophoshate mercaptobenzothiazole), and the frother was Dowfroth 250 (polypropylene oxide methanol). Copper sulfate was the source of copper ions for the activation of sphalerite flotation. In the reference experiment, the reagents were added to the ground sulfide pulp. In other experiments, either only a collector or a collector, an activator, and a depressant (NaHSO3 and dextrin) were added to the mill before grinding. The researchers found that the addition of only a depressant during grinding decreased the formation of H2O2, thus leading to a lower depression of Py. The addition of a collector and a depressant together during ore grinding increased H2O2 generation in the flotation pulp, which led to the oxidation of the pyrite surface, causing better Py depression and higher metal recovery of Cu, Pb, and Zn in concentrates with higher grades. Generally, the addition of reagents during grinding decreased the Eh and increased the pH values of the pulp. The areas in which Zn minerals floated well were in the Eh range from +220 to +300 mV and the corresponding pH range from 10.5 to 8.8, with optimum values of Eh = +260 to +265 mV and pH 9.5 (in which a recovery of 43% was achieved at a grade of 42.2% in the first concentrate from Zn rougher flotation).
Long et al. studied the effects of different grinding media (balls of common steel and stainless steel (SS)) on the flotation behavior of copper-activated marmatite [133]. After grinding, the Eh potential of the pulp prepared with material ground with the SS medium was 54 mV higher than that of the pulp prepared with material ground with normal-steel balls. Although during the conditioning, collector (butyl xanthate) addition, and flotation stages, the Eh values of both types of pulp become close, the flotation recovery of marmatite in the presence of copper ions acting as an activator was higher from the pulp prepared with material ground with the SS medium—approx. 87% vs. approx. 80% for pulp prepared with material ground with normal-steel balls. Based on data from FTIR, XPS, and ion-concentration measurements, the authors explain the flotation difference observed with the different products formed on the marmatite surface—Cu2S and Fe(OH)3 in the case of normal-steel grinding and Cu(OH)2 and hydrophobic S0 in the case of the SS grinding medium.
A non-exhaustive summary of the information available on the most probably suitable Eh and pH ranges for flotation of sphalerite is shown in Table 6.
Finally, we have to point out that the use of pulp potential as a parameter to control flotation of base non-ferrous metal-sulfide ores has been widely proposed in the literature, including by a few of the examples already discussed in the above text [30,41,46,57,119,122].
However, we should not forget the other point of view, expressed by some authors [41,134], that it is almost impossible to practically control the flotation process only by controlling the potential in sulfide flotation plants, due to the complexity of maintaining the state of electrode probes so that they respond correctly to plant conditions, or due to the many relationships between Eh and added reagents, galvanic interactions between minerals, grinding media effects, and conditioning procedures.
6. Floatation Reagent Action and Pourbaix (pH–Eh) Diagrams
6.1. pH–Eh Diagrams in Copper Mineral Flotation Separation
As described above (Section 2 and Section 3.1), different copper minerals float best in different ranges of Eh values. Floating sulfide minerals are semiconductors, i.e., they can take part in electrochemical reactions and either donate or accept electrons in an electrochemically active system [88,135,136,137]. This means that the potential across the mineral/solution interface is an essential factor in determining flotation recovery [19,138].
When the mineral’s near-surface area (space charge area) is rich in holes (positively charged), a negatively charged collector radical can be adsorbed onto the mineral’s surface to render it hydrophobic. When the mineral’s near-surface area is rich in electrons (negatively charged), it will not permit a negatively charged radical to be adsorbed. Rather, the collector would form a hydrogen bond on this surface to hydrophobize the mineral [88,138,139,140].
Pioneering studies on the mechanism of the interaction of flotation collectors with sulfide minerals were made by Woods (galena/ethyl xanthate) [141], Kowal and Pomianowski (chalcocite/ethyl xanthate) [142], and Chander and Fuerstenau (chalcocite/diethyldithiophosphate) [143].
The adsorption of collector(s) onto most of the sulfide’s surface is controlled by redox potential, as reported many years ago [138,144] and reconfirmed during years [76,82,140], including by recent publications [37,134].
It is established that the adsorption of xanthate species can be realized in three forms [134]: (a) specific adsorption of a xanthate ion, which does not make the mineral’s surface hydrophobic (Equation (27)); (b) chemisorption of a radical (further developing to formation of a complex with metal ions), which renders the surface slightly hydrophobic (Equations (28)–(30)); and (c) physical adsorption of dixanthogen, formed via reaction (31), which makes the mineral surface strongly hydrophobic. Path (a) occurs only in the absence of oxygen. Paths (b) and (c) occur in the presence of oxygen and the surface becomes hydrophobic. Generally, chemisorption (in which a monolayer on the mineral surface is formed) is the thermodynamically favorable process, and because of this, it is considered the most optimal use of the collector [18,19,145,146,147]:
where X− represents the xanthate ion and Me denotes the corresponding metal in the sulfide ore.
X− → Xads + e−
MeS + 2X− → MeX2 +S0 +2e−
MeS + 2X− +4H2O → MeX2 + 8H+ + SO42− + 8e−
2MeS + 4X− +3H2O → 2MeX2 + 6H+ + S2O32−+ 8e−
2X− → X2 + 2e−
In the flotation pulp, the described anodic reactions (Equations (27)–(31)) are commonly joint with the cathodic reduction of oxygen (Equation (16)), and in an acidic environment (Equation (32)):
½ O2 + 2H+ + 2e− → H2O
Generally, the cathodic reduction of oxygen, proceeding simultaneously with specific anodic reaction(s) occurring on the mineral’s surface and depending on the mineral’s properties, facilitates the establishment of the “mixed potential”. At the mixed potential, the collector transfers electrons to the mineral surface via an anodic oxidation reaction, and a cathodic reaction of oxygen reduction returns the charge back to the solution [19].
It has to be mentioned that some small (and actually, apparent) discrepancies appear in the literature regarding the potential at which the equilibrium between xanthate and dixanthogen is established. Lotter et al. [76] and Zanin et al. [148] give a potential of +163 mV as the value for xanthate oxidation on pyrite’s surface. Wonder Chimonyo et al. [11] give a value of approx. +150 mV as the critical potential for dixanthogen formation, while Lui et al. [83] calculate this value to be +136 mV. Some authors claimed that the xanthate/dixanthogen equilibrium potential depends on the type of xanthate (the number of carbon atoms in a hydrocarbon chain and the corresponding cation); the lower equilibrium potential of the xanthate/dixanthogen couple is observed with a higher number of carbon atoms in the hydrocarbon chain [149,150].
Actually, the equilibrium potential for reaction (31) is given by the Nernst equation—Equation (33) [92]:
and depends on the concentration of the used xanthate. Kantar [92] reported that the equilibrium potential is +66 mV for 5 × 10−3 M xanthate, and this corresponded with the observed lower-limiting flotation potential of enargite in alkaline solutions.
Eh = E0 − 0.0591 × log[X−], E0 = −0.07 V
For commonly used xanthate concentrations in the range 10−5 to 10−3, the equilibrium potential of xanthate oxidation is expected to be in the range from +107 to +226 mV.
In addition, different reference sources give different values for E0, for example, Xu et al. [151], following Winter and Woods [152], use E0 = −0.158 V, which would result in a different potential for xanthate oxidation at the same concentrations of the reagent. This confirms that Eh areas of eventual activation or depression of a given mineral under given conditions have to be considered, not exact Eh values. On the other hand, it should be remembered that the E0 value reflects standard equilibrium conditions for a given oxidation–reduction pair, i.e., usually in clear solution.
Many authors explain the experimentally determined most-susceptible Eh regions for flotation of different minerals with the xanthate/dixanthogen adsorption potential being reached [8,103,153,154].
Due to the mixed-potential formation, there is a particular potential at which the anodic reaction transforms the xanthate to produce the metal xanthate or adsorbed dixanthogen, coupled with the oxygen cathodic reduction. Dixanthogen is formed if the mineral surface reaches a mixed-potential value higher than the xanthate/dixanthogen equilibrium potential. The transformation is mineral-specific—dixanthogen formation is preferential on pyrite, while on chalcopyrite, both the formation of a metal complex and adsorption of dixanthogen are proceeding, and PbX2 formation is favored on galena [134]. According to the mixed-potential mechanism, the flotation will not start if the potential is below the region in which a collector oxidation reaction can take place, and at potentials inside this region, flotation is possible.
Chemisorption of ethyl xanthate on chalcocite’s surface and the formation of a monolayer on the mineral is reported at Eh = −150 mV, where the onset of flotation occurs. At a potential over 0 V, xanthate interacts with the mineral to form copper(I) xanthate and efficient flotation still occurs [19].
Potassium amyl xanthate adsorption on pyrite has an optimum Eh range of +100 to +300 mV at pH 9 [155], while sodium isopropyl xanthate adsorbs best on pyrite at pH 9 in the range from +35 to +260 mV [156].
For chalcopyrite, the maximum adsorption of sodium ethyl xanthate was observed at +385 mV at pH 4, at which the mineral surface was mildly oxidized and covered with adsorbed CuEX. Under reductive conditions (−100 mV, pH 9), a certain desorption of xanthate from chalcopyrite was initiated; it was higher at −200 mV, and pH 9 and an increase in concentration of Fe (III) and Cu (I) oxides and hydroxides was noticed [82].
Tolley et al. [4] found decreased adsorption of ethyl xanthate on chalcocite’s surface at reducing potentials (approximately 95% of the xanthate that was present in the system at +245 mV was adsorbed, vs. approximately 65% at −155 mV). The latter yielded good copper grades but poor recoveries.
In addition to desorption, oxidation-decomposition of metal xanthates formed on the mineral’s surface can take place, for example, of copper xanthate [93,94]:
CuX + H2O → CuO + X− + 2H+ + e−
The experimentally observed upper flotation range with xanthates may be explained as the potential being reached at which the metal xanthate is decomposed (Equation (34)), the potential being described with the expression (35) [92]:
Eh = E0+ 0.0591 × log[X−] − 0.1182 pH, E0 = 1.787 V
At pH 10.5, for a xanthate concentration of 5 × 10−3 M, the Eh is calculated at 410 mV, using Equation (35), which is in good agreement with the findings of Kantar for the upper flotation limit of enargite [92].
Pulp pH–Eh conditions determine the possibility of the presences of different metal and non-metal (for example, sulfur) species on the mineral’s surface, which influence the mineral’s floatability [4,76,148], as well as the adsorption of metal species (for example, copper species) from the solution on the mineral’s surface in order to activate the surface for the attachment of hydrophobic collectors [156,157].
Different Cu-bearing minerals have been found to be hydrophobized (and consequently rendered floating) by different species of the used reagents. For example, for chalcocite, bornite, and covellite, metal xanthates are found to be active surface entities; dixanthogen is the hydrophobizing agent for pyrite, while metal xanthate is needed for initial floatation of chalcopyrite and dixanthogen for complete flotation of the same mineral [76,145,148].
Arsenic-bearing minerals float with dixanthogen adsorption at a potential above approximately +160 mV. At these Eh values, for arsenopyrite, the suitable pH range is below 7, while for enargite and tennantite, the range of pH is 8–11/12 [76].
As described above (Section 3.2 and Section 4.2), the impact of grinding medium on further flotation results is explained by different authors as resulting from the development of oxidizing or reducing conditions (i.e., high or low Eh value) in the pulp [9,15,59,104,111].
The above-mentioned established phenomena, and the relationships between them, are explained by the pH–Eh diagrams, as proposed by Fuerstenau [158], confirmed in subsequent years by: (i) comparing the predictions made from the pH–Eh diagrams and the experimentally observed flotation recovery of chalcocite as a function of potential [159]; (ii) explaining the convincing dependence of enargite flotation on Eh and pH values of the flotation solution [92]; and (iii) elucidating the collectorless floatability of some minerals [57,160]—and reconfirmed recently [70,83,148] by showing the forms of existence of the reactant(s) and the corresponding metal (copper, iron, lead, etc.) species in the given flotation medium, i.e., in a given pH–Eh region.
For example, the potential at which xanthogenate is oxidized to dixanthogen (Eh = +163 mV) gives the theoretical boundary between the two forms on the pH–Eh diagrams. The line describing the equilibrium between xanthate radical and xanthic acid is at pH = 1.6 on these diagrams. The boundary between di-ethyl dithiophosphate and dithiolate is at +255 mV [76]. The boundary between sulfur ions originating from minerals and the formation of S0 is not only Eh but also pH dependent, however, at pH 7, the transformation occurs at approximately −180 mV, while at pH 5 it occurs at approx. −30 mV [83].
Woods et al. showed that metastable copper sulfides and sulfur counted for electrochemical reactions at chalcocite surfaces and for results obtained in an aqueous system considering chalcocite, covellite, anilite, and djurleite [161]. Latter Aghazadeh et al. confirmed that the region where metastable elemental sulfur exists is exactly the pH–Eh area where chalcopyrite exhibited a self-induced floatability [54].
The usefulness of using Porbaix diagrams is demonstrated by Grano [38] by explaining the finding in a flotation plant which normally treats porphyry copper ore (chalcocite and chalcopyrite as the main Cu minerals) but with high sulfide skarn content. The pH range in which the plant works is 11 to 11.5, achieved by lime addition. The pH–Eh diagram for the CuS–H2O system shows that at pH 11, chalcocite is stable only to an Eh approx. 0 mV and above this Eh value it will begin to oxidize. The pulp Eh measured in the beginning of the flotation (cyclone overflow) was over +150 mV, signifying that chalcocite oxidation may occur. When NaHS was added to the cyclone overflow to achieve an Eh of −50 mV, the system entered the stability region of Cu2S and the copper recovery increased.
Lotter et al. [76] actually visualized most clearly the relationship between the different species of xanthate (xanthic acid (HBX), free xanthate radical (BX−), and dixanthogen (X2)) at the corresponding pH–Eh values and the most suitable Eh ranges for the flotation of the various copper minerals (Figure 4). Empirically observed flotation domains of galena and sphalerite, as described above, are added in the figure.
Figure 4 shows that the flotation domains of chalcocite, bornite, and covellite fall in the butyl-xanthate radical domain, while chalcopyrite crosses the Eh equilibrium line between free-xanthate radical and dixanthogen domains. This is consistent with the above-mentioned literature and established by spectral analysis findings about the xanthate species that are responsible for the hydrophobicity of those Cu sulfides.
Pyrite floats in the domain with pH from 4 to 8 and Eh from −150 to +350 mV, with higher recoveries at an Eh over +150 mV, which is in line with findings that dixanthogen is the main species causing hydrophobicity in pyrite flotation. Figure 4 exhibits a clear boundary for pyrite flotation at pH 8. This is consistent with Py depression at higher pH values of the pulp and is the reason to commonly use lime as a pH modifier in a copper circuit to reject pyrite.
As can be seen in Figure 4, the domain for arsenopyrite flotation is at Eh values higher than that of the free-xanthate radical oxidation to dixanthogen. This is consistent with the findings that dixanthogen is the species that makes arsenopyrite’s surface hydrophobic [162].
On the other hand, Lui et al. used pH–Eh diagrams to elucidate the mechanism (competitive adsorption) of removal of butyl-xanthate radical from the chalcopyrite and galena surfaces using sodium sulfide (existing in the form of HS−) in the bulk flotation of copper–lead mixed concentrate [83]. The authors explained the influence of the grinding medium as reaching a corresponding pH–Eh region of the formation of iron oxyhydroxides, which impart hydrophilic properties to minerals.
Pyrite activation by copper can be also clarified as reaching the pH–Eh region in which reduction of Cu2+ to Cu+ ions, capable of forming CuS with hydrophobizing properties on the pyrite surface, takes place. This explains the findings of He et al. that the pulp potential Eh is a significant factor in determining recoveries and Cu speciation on the pyrite surface in copper-activated pyrite flotation [156]. They observed that a conditioning potential of +35 mV at pH 9 increased pyrite recovery by facilitating the formation of Cu(I)–S and Cu(I)–xanthate hydrophobic species on the Py surface. At high Eh values, the formation of hydrophilic-oxide/hydroxide species on the pyrite surface decreased the recovery.
Diagrams, such as those proposed by Lotter et al. [76] and Lui et al. [83] can serve both to explain the phenomena observed in experimental practice and to justify the necessary change in the used reagents and floatation gas and/or the need to add an oxidizer or reducer to the floatation medium.
The different thermodynamically stable pH–Eh ranges of the collector(s) and metal species (in minerals) permits the selective flotation of metal sulfides by manipulating both pH and redox potential. Some examples of such manipulations can be mentioned:
- Usage of mixed and new collectors:
Lotter et al. overlapped the Pourbaix stability diagrams of xanthate and dithiophosphate species in water solution with the outcomes of preceding studies on the different sulfide minerals [76]. Thus, pH–Eh regions are found where the corresponding species of a given collector are able or unable to adsorb on the minerals, therefore leading to the possibility of achieving selective floatation. Based on the drawn diagrams, and due to the fact that the different minerals float best with different forms of different collectors, the authors proposed the use of a mixed-collector system of xanthate and dithiophosphate to recover a bulk concentrate as a mixture of sulfides.
New types of collectors are proposed that might replace xanthates in the flotation, such as N-propyl-N0-ethoxycarbonyl thiourea (PECTU) [163], 1-hydroxyethylidene-1, 1-diphosphonic acid (HEDP) [164], and even nanocollectors [165,166].
- 2.
- Change in floatation gas:
It is well known that the pulp redox potential correlates with pulp pH and dissolved oxygen by the relation [145]:
Eh = 1.23 + 0.015 × log PO2 × 0.059pH, V
The presence of oxidizing agents (such as O2, H2O2, NaOCl) dissolved in the pulp changes the Eh of the flotation pulp and creates conditions for the existence and/or appearance of the different species of the reactants and/or mineral components. Because the dissolved O2 will always shift the potential in the direction of higher values, in some cases it is probably better for N2 to be used as a carrier flotation gas, instead of air.
- 3.
- Control of pulp pH value:
In flotation plants, usually lime is used to control the pulp pH.
- 4.
- Addition of reducing reagents to the floatation pulp:
A decrease in the amount of oxygen and, especially, availability in the pulp of reducing agents (such as sodium sulfide, hydrazine, sodium dithionite, NaHS) also changes the Eh of the flotation pulp and creates conditions for the existence and/or appearance of the different species of the reactants and/or mineral components.
Due to the fact that dixanthogen is the main species accountable for pyrite flotation, reagents that form a more-reducing environment than the X−/X2 couple would act as pyrite depressants by avoiding the oxidation of xanthate. This explains the depressing effect of sulfide/sulfite ions, which are easily oxidized (Equations (37) and (38)), with standard half-cell potentials which are considerably lower than that of the X−/X2 couple [167]:
S2− + 2e− → S0, E0 = −0.48 V
SO32− + 2OH− → SO42− + H2O + 4e−, E0 = −0.93 V
Another example is the use of cyanide, a well-known depressor in the flotation of sulfide minerals. Cyanide can act in different ways:
(1) It is preferentially adsorbed on the sulfide-mineral surfaces compared to xanthate, and thus inhibits xanthate adsorption and the oxidation of xanthate on the mineral surface practically in the entire Eh region where xanthate would be adsorbed and oxidized [23,150].
(2) As a strong reducing agent, cyanide reacts with oxygen dissolved in the pulp to form cyanogen and/or cyanate:
2CN− + H2O + 1/2 O2 → (CN)2(g) + 2OH−
2CN− + O2 → 2CNO−
(CN)2 + 1/2O2 + 2OH− → 2CNO− + H2O
(3) The xanthate oxidation to dixanthogen is suppressed due to the large consumption of oxygen by cyanide. In this way, the redox potential of the flotation pulp is decreased to values unfavorable for xanthate adsorption on the mineral’s surface.
(4) Additionally, a direct reduction of dixanthogen by cyanide may also occur:
(EX)2 + 2CN− → 2EX− + (CN)2
- 5.
- 6.
- Changing Eh and pH, similarly to the reagents’ addition, achieved by using an external voltage source with electrodes inserted in the pulp [4,99,119,169,170] with the anticipation that mineral particles in the pulp will attain the potential of the control electrode and the measuring electrodes will receive the potential of the particles [28], or by using water that was previously subjected to electrolysis as the pulp preparation water [171].
Hintikka [119] reported that the disadvantages of potential controlling by using chemicals include chemical side-reactions which modify mineral surfaces in the pulp or bring about decomposition of flotation collectors and/or high consumption of reagents.
However, it should be mentioned that some authors consider that the chemical control of Eh is more easily implemented in plants and leads to a more unchanging electrochemical environment around the mineral particles in the flotation pulp compared to potentiostatic control that depends on the efficiency of electrode/particle contact [19,49,54].
6.2. pH–Eh Diagrams in Galena Flotation Separation
Xanthate is a commonly used collector in galena flotation. pH–Eh diagrams were created to explain equilibriums in a galena–ethyl xanthate system and the anodic dissolution of galena in acidic conditions nearly 30 years ago [172], and have been used in subsequent years to explain the phenomena and results obtained in galena floatation [24,67,123], as well as recently to explain the removal of the adsorbed xanthate species from the mineral’s surface in copper–lead mixed bulk concentrate by sodium sulfide addition [70,83].
By using in situ FTIR-ATR measurements of ethyl xanthate adsorption on galena at pH 9.2, Leppinen et al. found that lead ethyl xanthate-like species are formed on the galena surface [145]. Nowadays, it is commonly accepted that lead dixanthate is the hydrophobic entity on the galena surface, ensuring xanthate-facilitated flotation. As a semi-conductor, galena allows electron transfer in the solid phase [138,140,169]. Thus, formation of lead dixanthate is possible via reaction (29) [19,70,114,117,173,174] or via oxidation of the mineral, followed by ion exchange with the collector [19] (Equation (43)):
PbS + 2O2 → PbSO4 and further PbSO4 + 2X− → PbX2 + SO42−
Other reactions, namely the ones described by Equations (28) and (30), are also possible [70].
The reactions described in Equations (27)–(30) and (43) are anodic and the coupled cathodic reaction under air conditions is the oxygen reduction (Equations (16) and (32)) depending on a medium pH value.
The interaction of xanthates with a galena surface starts at approx. 0 V, with thermodynamically favored chemisorption (Equation (27)) forming a monolayer of adsorbed xanthate. In the chemisorption, the sulfur entities of xanthate are equally bonded to lead atoms in the mineral surface, similarly to the bonding in lead dixanthate molecules, but in chemisorption, the metal atoms remain part of the mineral lattice [19].
Chemisorption is considered the most efficient use of the collector, due to the fact that a monolayer is formed before the formation of multilayers of bulk lead dixanthate [41]. In addition, it is reported that the solubility of chemisorbed xanthate is smaller than that of bulk lead dixanthate [146].
Some authors consider chemisorbed xanthate as a direct precursor of lead dixanthate and dixanthogen, which are produced via the following reactions [175]:
PbS + 2Xads → PbX2 + S0
PbS + 4Xads → PbX2 + X2 + S0
According to Fredriksson and Holmgren, at low xanthate concentrations, formation of the adsorbed species of PbX is favored. Infrared spectra showed that, at high xanthate concentrations, lead dixanthate precipitate was formed on the surface of PbS [176].
O’Dea et al. showed that the balance between monolayer adsorption and PbX2 precipitation depends on Eh and the concentration of X− ions in the solution. At low Eh (at pH = 8.7) and low xanthate concentrations (10−5 M), the overall concentration of adsorbed xanthates is higher than at high Eh and higher xanthate concentrations (10−2 M) [177]. The investigators found that the most beneficial conditions to produce chemically-adsorbed, continuous xanthate layers, on an unoxidized PbS surface are Eh = +130 mV, pH 8.7, and 10−5 M xanthate. They confirmed that the xanthate adsorption onto oxidized galena surfaces is unfavorable even at high concentrations of KEX.
Some authors mention that although lead dixanthate is the principal hydrophobic species produced on the galena surface, dixanthogen and chemisorbed xanthate may also be found and they might contribute to the xanthate-induced flotation of galena. Increased addition of potassium ethyl xanthate and Eh is helpful to the generation of X2 [70].
Woods reports that the formation of PbX2 takes place in the range from 0 to +200 mV, where the galena flotation with xanthate (pH = 8.1) is observed [19]. Generally, the stability of lead xanthates increases with an increase in the chain length. Multilayers of lead xanthate can form on a mineral surface.
The pH–Eh domain of galena flotation with xanthate, constructed on the basis of the empirical data mentioned in this paper, is shown in Figure 4. As can be seen, the domain crosses the Eh equilibrium line between free xanthate radical and dixanthogen domains.
The upper Eh edge for galena flotation is observed. The upper boundary is near to the potential at which the metal xanthate oxidizes to the metal oxide and diethyl dixanthogen and these processes are pH dependent. Dixanthogen is more hydrophobic than metal xanthates, so the oxidation to it and to a metal oxide would not inhibit flotation significantly. However, when the mineral itself is not sufficiently covered and passivated by a metal xanthate, mineral oxidation takes place, leading to the appearance of considerable amounts of hydrophilic metal oxide on the mineral surface and consequently to mineral depression [19]. At lower potentials (<−50 mV), lead xanthate is converted back to galena [8,146] and the process is the most intensive at −300 mV [19].
For example, when low Eh is achieved by Na2S addition, due to the lower insolubility of lead sulfide, compared to that of PbX2, the latter is transformed back to galena:
PbX2(s) + S2− → PbS(s) + 2X−
The depression effect of S2− is pH dependent (higher at higher pH values). Galena exhibits the highest sensitivity to sulfide iron, compared to the other sulfide minerals [19].
In addition to xanthate, other collectors are used for the floatation of sulfide minerals. Leppinen and Mielczarski [178] were probably the first who studied the interaction of galena with potassium diphenyldithiophosphate and sodium diethyldithiophosphate. They concluded that the main type of adsorption product formed by collectors on the galena surface is analogous to lead dixanthate.
Buckley and Woods were probably the first who studied the interaction of galena with a diethyldithiophosphate system using voltammetry. They found that the collector was chemisorbed at potentials below that at which lead dithiophosphate was formed, thus ensuring the surface hydrophobicity. At high potentials, lead dithiophosphate dissolved [179].
In the case when diethyldithioncarbamate (DDTC) is used as a collector, hydrophobic PbD2 species are formed in the Eh range from 0 to 200 mV, according to the reaction:
where D stands for DDTC.
PbS + 2D− → PbD2 + S0 + 2e−
In addition, DDTC reacts with hydrophilic HPbO2− species formed by PbS oxidation in this pH–Eh (reaction 11), thus increasing the mineral’s hydrophobicity, as described by reaction (48) [71]:
HPbO2− + 2D− + 3H+ → PbD2 + 2H2O
Studies have also shown that PbD2 is firmly adsorbed on the galena surface in the range from −900 to +600 mV.
It can be summarized that although Pourbaix pH–Eh diagrams are based on equilibrium (thermodynamically defined) Eh and pH values that differ from the non-equilibrium values in the real pulp, they still can be very useful. The joint measurement of Eh and pH and the use of the corresponding pH–Eh diagram(s) can help to define which species are present in a given flotation system and their thermodynamic stability. This is possible because most equilibriums are predominantly controlled by Eh (e.g., oxidation/reduction) and pH (e.g., hydrolysis). Knowledge on the species’ stability would give information on which minerals from a given complex sulfide ore would float and which would be depressed. Even more, merging two or more diagrams of species of metals that are present in the pulp discloses more clearly the possibility of the reactions involved [180]. Further, the pH–Eh diagrams can reveal directions for the improvement of the process by changing the Eh and/or pH values of the pulp using different means (reagent selection, their amounts, optimization and selection of points of additions, gas use, an external impact changing the potential). Thus, the Eh regions (at suitable pH values) can be reached in which enough hydrophobic species of a given mineral are present on its surface to improve its recovery, while at the same time, enough hydrophilic species are present on the surface of other mineral(s), thus enhancing their depression, leading to an increase in the flotation selectivity, yield, and quality of concentrates.
A generalized scheme of the proposed complex methodology for using Eh and pH data to guide the industrial process control is given in Figure 5. For complex ores, the last three steps may be applied for each metal flotation circuit.
7. Conclusions
Research on the electrochemistry of non-ferrous metal-sulfide minerals flotation has been carried out for half a century. Based on the studies described in the worldwide literature, it can be stated that a consensus is reached that: (i) sulfide minerals float only under suitable oxidation–reduction conditions; and (ii) the Eh and pH values of the flotation pulp govern the reactions occurring between the various minerals in the pulp and collectors, and thus the flotation results.
Interest in measuring the Eh value of flotation pulp and its use in flotation has not abated in the last 30–40 years, with the focus generally being in the following directions: (i) searching for suitable Eh ranges for selective separation of minerals; (ii) changing the conditions and, accordingly, the Eh by adding reagents or imposing an electrochemical impact with the aim to improve the flotation results; and (iii) explanation of the interaction of the minerals with the reagents and/or the effect of the grinding medium on the efficiency of the flotation process.
Eh is a complex indicator—it reflects the specificity of minerals in the pulp, the interactions between them, the addition of reagents, grinding media, and conditioning procedure effects, and the changing nature and concentration of the flotation gas, reagents, and minerals. Its complexity is both the advantage and the disadvantage of using it to control flotation processes. The disadvantage is expressed in the fact that it cannot be calculated for the real case when there are many different oxidation–reduction pairs in the pulp and at changing concentrations of the participating species, and that it is relatively difficult to adjust. The advantage can be seen in the opportunity that, based on measurements in a real environment and established correlations between the complex indicator Eh and the flotation yield, selectivity, and quality of concentrate, the Eh value (jointly with pH) can be used as a reliable unified indicator for flotation control.
The creation of pH–Eh diagrams that include the main species of the elements forming the minerals in a given flotation pulp and the main reagent species, requires an exact knowledge of their concentrations in the pulp. Finding reliable methods for the real-time determination of concentrations in industrial flotation systems is one of the challenges and a mandatory direction for future research.
Solving the problems with long-term stability and fouling of electrodes under the harsh conditions in the flotation pulp is another compulsory direction for further research.
The establishment of reliable “predictive” correlations between Eh and pH values measured in the pulp under real industrial conditions and flotation process parameters represents the most important issue requiring the focus of future research.
In conclusion, it can be noted that despite some known mistrust and difficulties in using the pulp Eh value to control the flotation processes, this indicator, especially considered together with the pH of the pulp, appears to be quite useful and promising, deserving further research, particularly under industrial conditions.
Funding
This research received no external funding.
Conflicts of Interest
The author declares no conflict of interest.
References
- Chander, S. Oxidation-reduction effects in depression of sulfide minerals—A review. Min. Metall. Explor. 1985, 2, 26–35. [Google Scholar] [CrossRef]
- Ekmekçi, Z.; Demirel, H. Effects of galvanic interaction on collectorless flotation behaviour of chalcopyrite and pyrite. Int. J. Miner. Process. 1997, 52, 31–48. [Google Scholar] [CrossRef]
- Wang, X.; Qin, W.; Jiao, F.; Wu, J. The influence of galvanic interaction on the dissolution and surface composition of galena and pyrite in flotation system. Miner. Eng. 2020, 156, 106525. [Google Scholar] [CrossRef]
- Tolley, W.; Kotlyar, D.; Van Wagoner, R. Fundamental electrochemical studies of sulfide mineral flotation. Miner. Eng. 1996, 9, 603–637. [Google Scholar] [CrossRef]
- Buswell, A.M. An Electrochemical Investigation into the Floatability of Pyrrhotite. Ph.D. Thesis, University of the Witwatersrand, Johannesburg, South Africa, 1998. [Google Scholar]
- Janetski, N.D.; Woodburn, S.I.; Woods, R. An electrochemical investigation of pyrite flotation and depression. Int. J. Miner. Process. 1977, 4, 227–239. [Google Scholar] [CrossRef]
- Gebhardt, J.E.; Dewsnap, N.F.; Richardson, P.E. Electrochemical Conditioning of a Mineral Particle Bed Electrode for Flotation; Report of Investigations 8951; Bureau of Mines Report of Investigations; United States Department of Inferior: Washington, DC, USA, 1985; pp. 6–10. [Google Scholar]
- Buckley, A.N.; Woods, R. Chemisorption—The thermodynamically favoured process in the interaction of thiol collectors with sulphide minerals. Int. J. Miner. Process. 1997, 51, 15–26. [Google Scholar] [CrossRef]
- Freeman, W.A.; Newell, R.K.; Quast, B. Effect of grinding media and NaHS on copper recovery at Northparkes Mines. Miner. Eng. 2000, 13, P1395–P1403. [Google Scholar] [CrossRef]
- Van Deventer, J.S.J.; Ross, V.E.; Dunne, R.C. The effect of galvanic interaction on the behaviour of the froth phase during the flotation of a complex sulphide ore. Miner. Eng. 1993, 6, 1217–1229. [Google Scholar] [CrossRef]
- Chimonyo, W.; Wiese, J.; Corin, K.; O’Connor, C. The use of oxidising agents for control of electrochemical potential in flotation. Miner. Eng. 2017, 109, 135–143. [Google Scholar] [CrossRef]
- Subrahmanyam, T.V.; Forssberg, K.S.E. Grinding and flotation pulp chemistry of a low grade copper ore. Miner. Eng. 1995, 8, 913–921. [Google Scholar] [CrossRef]
- Zhai, Q.; Liu, R.; Li, J.; Sun, W.; Hu, Y. Changing the pulp properties and surface hydrophilicity of galena and pyrite by selecting the appropriate grinding media towards their selective separation. Minerals 2023, 13, 1213. [Google Scholar] [CrossRef]
- Cheng, X.; Iwasaki, I. Pulp potential and its implications to sulfide flotation. Miner.Process. Extr. Metall. Rev. 1992, 11, 187–210. [Google Scholar] [CrossRef]
- Yuan, X.-M.; Pälsson, B.I.; Forssberg, K.S.E. Flotation of a complex sulphide ore Cu/Zn selectivity control by adjusting potential with different gases. Int. I. Miner. Process. 1996, 46, 155–179. [Google Scholar] [CrossRef]
- Moslemi, H.; Shamsi, P.; Habashi, F. Pyrite and pyrrhotite open circuit potentials study: Effects on flotation. Miner. Eng. 2011, 24, 1038–1045. [Google Scholar] [CrossRef]
- Wang, J.; Zeng, H. Recent advances in electrochemical techniques for characterizing surface properties of minerals. Adv. Colloid. Interfac. 2021, 288, 102346. [Google Scholar] [CrossRef]
- Tafirenyika, T.P.; O’Connor, C.T.; Corin, K.C. Investigating the Influence of the Electrochemical Environment on the Flotation of Bornite and Chalcocite. Minerals 2022, 12, 1527. [Google Scholar] [CrossRef]
- Woods, R. Electrochemical aspects of sulfide mineral flotation. In Flotation Plant Optimisation—A Metallurgical Guide to Identifying and Solving Problems in Flotation Plants; Greet, C.J., Ed.; The Australasian Institute of Mining and Metallurgy: Melbourne, Australia, 2010; pp. 123–136. [Google Scholar]
- Thorstenson, D.C. The Concept of Electron Activity and Its Relation to Redox Potentials in Aqueous Geochemical Systems; U.S. Geological Survey, Open-File Report 84 072; US Government Printing Office: Washington, DC, USA, 1984; pp. 1–38. [Google Scholar]
- Bockris, J.O’.M.; Reddy, A.K.N. Modern Electrochemistry; Plenum Press: New York, NY, USA, 1970; p. 659. [Google Scholar]
- Stumm, W.; Morgan, J.J. Aquatic Chemistry; John Willey & Sons Inc.: New York, NY, USA, 1970; p. 318. [Google Scholar]
- Wang, H.; Forssberg, K.S.E. The solution electrochemistry of sulfide-xanthate-cyanide systems in sulfide mineral flotation. Miner. Eng. 1996, 9, 527–546. [Google Scholar] [CrossRef]
- Pålsson, B.I.; Persson, H. Redox control in a pilot flotation column. Miner. Eng. 1996, 9, 73–83. [Google Scholar] [CrossRef]
- Rand, D.A.J.; Woods, R. Eh measurements in sulphide mineral slurries. Int. J. Miner. Process. 1984, 13, 29–42. [Google Scholar] [CrossRef]
- Finch, A.; Labonté, G. Verification of electrodes for pulp potential measurement. Miner. Eng. 1989, 2, 557–564. [Google Scholar] [CrossRef]
- Zhou, R.; Chander, S. Comparison of gold, platinum and sulfide ion selective electrodes as sensors for Eh measurement in sulfide solutions. Miner. Metall. Process. 1991, 8, 91–96. [Google Scholar] [CrossRef]
- Kocabaǧ, D.; Güler, T. A comparative evaluation of the response of platinum and mineral electrodes in sulfide mineral pulps. Int. J. Miner. Process. 2008, 87, 51–59. [Google Scholar] [CrossRef]
- Göktepe, F. Effect of pH on pulp potential and sulphide mineral flotation. Turkish J. Eng. Env. Sci. 2002, 26, 309–318. [Google Scholar]
- Chander, S. A brief review of pulp potentials in sulfide flotation. Int. J. Miner. Process. 2003, 72, 141–150. [Google Scholar] [CrossRef]
- Heimala, S.; Jounela, S.; Saari, M. Flotation control with mineral electrodes. In Proceedings of the XVIth International Mineral Processing Congress, Stockholm, Sweden, 5–10 June 1988; pp. 1713–1718. [Google Scholar]
- Yi, G.; Macha, E.; Van Dyke, J.; Macha, R.; McKay, T.; Free, M.L. Recent progress on research of molybdenite flotation: A review. Adv. Colloid. Interfac. 2021, 295, 102466. [Google Scholar] [CrossRef]
- Pourbaix, M. Atlas of Electrochemical Equilibrium in Aqueous Solutions, 2nd ed.; National Association of Corrosion Engineers: Houston, TX, USA; Cebelcor, Brussels, 1974; pp. 29–55. [Google Scholar]
- Foroutan, A.; Abadi, M.A.Z.H.; Kianinia, Y.; Ghadiri, M. Critical importance of pH and collector type on the flotation of sphalerite and galena from a low-grade lead–zinc ore. Sci. Rep. 2021, 11, 3103. [Google Scholar] [CrossRef]
- Joseph-Soly, S.; Quast, K.; Connor, J.N. Effects of Eh and pH on the oleate flotation of iron oxides. Miner. Eng. 2015, 83, 97–104. [Google Scholar] [CrossRef]
- Tao, D.; Wang, Y.; Li, L. An electrochemical study of surface oxidation and cCollectorless flotation of pyrite. Int. J. Electrochem. Sci. 2018, 13, 5971–5982. [Google Scholar] [CrossRef]
- Park, I.; Hong, S.; Jeon, S.; Ito, M.; Hiroyoshi, N.A. Review of recent advances in depression techniques for flotation separation of Cu–Mo sulfides in porphyry copper deposits. Metals 2020, 10, 1269. [Google Scholar] [CrossRef]
- Grano, S. Chemical measurements during plant surveys and their interpretation. In Flotation Plant Optimisation—A Metallurgical Guide to Identifying and Solving Problems in Flotation Plants; Greet, C.J., Ed.; The Australasian Institute of Mining and Metallurgy: Melbourne, Australia, 2010; pp. 107–121. [Google Scholar]
- Plaksin, I.N.; Shafeev, R.S.; Chanturiya, V.A. The relationship between the energy structure of mineral crystals and their flotation properties. In Proceedings of the VIII International Mineral Processing Congress; Mekhanobr: St. Petersburg, Russia, 1969; Volume 2, pp. 235–245. (In Russian) [Google Scholar]
- Ralston, J. Eh and its consequences in sulphide mineral flotation. Miner. Eng. 1991, 4, 859–878. [Google Scholar] [CrossRef]
- Woods, R. Electrochemical potential controlling flotation. Int. J. Miner. Process. 2003, 72, 151–162. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Krasavtseva, E.A.; Makarov, D.V. Electrochemistry of sulfides: Process and environmental aspects. Sustainability 2022, 14, 11285. [Google Scholar] [CrossRef]
- Rao, S.R.; Labonté, G.; Finch, J.A. Electrochemistry in the plant. In Innovations in Flotation Technology. NATO ASI Series; Mavros, P., Matis, K.A., Eds.; Springer: Dordrecht, The Netherlands, 1992; Volume 208, pp. 57–100. [Google Scholar] [CrossRef]
- Gu, G.; Hu, Y.; Wang, H.; Qui, G.; Wang, D. Original potential flotation of galena and its industrial application. J. Cent. South Univ. Technol. 2002, 9, 91–94. [Google Scholar] [CrossRef]
- Orwe, D.; Grano, S.R.; Lauder, D.W. Increasing fine copper recovery at the Ok Tedi concentrator, Papua New Guinea. Miner. Eng. 1998, 11, 171–187. [Google Scholar] [CrossRef]
- Smith, L.K.; Davey, K.J.; Bruckard, W.J. The use of pulp potential control to separate copper and arsenic—An overview based on selected case studies. In Proceedings of the XXVI International Mineral Processing Congress (IMPC), New Delhi, India, 24–28 September 2012; Paper No. 321. pp. 05057–05067. [Google Scholar]
- Cruz, C.; Botero, Y.L.; Jeldres, R.I.; Uribe, L.; Cisternas, L.A. Current status of the effect of seawater ions on copper flotation: Difficulties, opportunities, and industrial experience. Miner. Process. Extr. Metall. Rev. 2022, 43, 545–563. [Google Scholar] [CrossRef]
- Bahrami, A.; Kashani, R.H.; Kazemi, F.; Ghorbani, Y. Oxidation-reduction effects in the flotation of copper sulfide minerals and molybdenite—A proof of concept at industrial scale. Miner. Eng. 2022, 180, 107505. [Google Scholar] [CrossRef]
- Hayes, R.A.; Ralston, J. The collectorless flotation and separation of sulphide minerals by Eh control. Int. J. Miner. Process. 1988, 23, 55–84. [Google Scholar] [CrossRef]
- Lekki, J.; Drzymala, J. Flotometric analysis of the collectorless flotation of sulphidematerials. Colloids Surf. 1990, 44, 179–190. [Google Scholar] [CrossRef]
- Zhang, W.; Jin, X.; Feng, Z.; Zheng, R.; Cao, J.; Chen, J.; Sun, W.; Xu, S.; Gao, Z. Collectorless flotation separation of molybdenite from complex sulfide minerals employing a bi-carbonyl depressant. Sep. Purif. Technol. 2023, 322, 124207. [Google Scholar] [CrossRef]
- Fornasiero, D.; Ralston, J. Effect of surface oxide/hydroxide products on the collectorless flotation of copper-activated sphalerite. Int. J. Miner. Process. 2006, 78, 231–237. [Google Scholar] [CrossRef]
- Abramov, A.A.; Avdohin, V.M. Oxidation of Sulfide Minerals in Benefication Processes; Gordon and Breach Science Publishers: Amsterdam, The Netherlands, 1997; pp. 191–272. [Google Scholar]
- Aghazadeh, S.; Mousavinezhad, S.K.; Gharabaghi, M. Chemical and colloidal aspects of collectorless flotation behavior of sulfide and non-sulfide minerals. Adv. Colloid. Interfac. 2015, 225, 203–217. [Google Scholar] [CrossRef] [PubMed]
- Luttrell, G.; Yoon, R. Surface studies of the collectorless flotation of chalcopyrite. Colloids Surf. 1984, 12, 239–254. [Google Scholar] [CrossRef]
- Ceylan, H.; Hicyilmaz, C.; Guler, T. Collectorless flotation of lead and zinc sulphide from Dereköy oredeposits. Physicochem. Probl. Miner. Process. 2002, 36, 197–208. [Google Scholar]
- Hu, Y.; Sun, W.; Wang, D. Electrochemistry of Flotation of Sulphide Minerals; Tsinghua University Press: Beijing, China; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar] [CrossRef]
- Fairthorne, G.; Fornasiero, D.; Ralston, J. Effect of oxidation on the collectorless flotation of chalcopyrite. Int. J. Miner. Process. 1997, 49, 31–48. [Google Scholar] [CrossRef]
- Heyes, G.W.; Trahar, W.J. The natural flotatability of chalcopyrite. Int. J. Miner. Process. 1977, 4, 317–344. [Google Scholar] [CrossRef]
- Gardner, J.R.; Woods, R. An electrochemical investigation of the natural floatability of chalcopyrite. Int. J. Miner. Process. 1979, 6, 1–16. [Google Scholar] [CrossRef]
- Buckley, A.N.; Woods, R. An X-ray photoelectron spectroscopic study of the oxidation of chalcopyrite. Aust. J. Chem. 1984, 37, 2403–2413. [Google Scholar] [CrossRef]
- Buckley, A.N.; Hamilton, I.C.; Woods, R. Investigation of the surface oxidation of sulphide minerals by linear potential sweep voltammetry and X-ray photoelectron spectroscopy. In Flotation of Sulphide Minerals; Forsberg, K.S.E., Ed.; Elsevier Science: Amsterdam, The Netherlands, 1985; pp. 41–60. [Google Scholar]
- Zheng, X.; Manton, P. A potential application of collectorless flotation in a copper/gold operation. Miner. Eng. 2010, 23, 895–902. [Google Scholar] [CrossRef]
- Razmjouee, S.M.A.; Koleini, S.M.J. Collectorless flotation of chalcocite by controlling redox potential. J. Min. Environ. 2012, 3, 99–102. [Google Scholar] [CrossRef]
- Walker, G.; Stout, J.; Richardson, P. Electrochemical flotation of sulfides: Reactions of chalcocite in aqueous solution. Int. J. Miner. Process. 1984, 12, 55–72. [Google Scholar] [CrossRef]
- Kocabag, D.; Kelsall, G.H.; Shergold, H.L. Natural oleophilicity/hydrophobicity of sulphide minerals, I. Galena. Int. J. Miner. Process. 1990, 29, 195–210. [Google Scholar] [CrossRef]
- Ralston, J. The chemistry of galena flotation: Principles & practice. Miner. Eng. 1994, 7, 715–735. [Google Scholar] [CrossRef]
- Chernyshova, I.V.; Andreev, S.I. Spectroscopic study of galena surface oxidation in aqueous solutions I. Identification of surface species by XPS and ATR/FTIR spectroscopy. Appl. Surf. Sci. 1997, 108, 225–236. [Google Scholar] [CrossRef]
- Kartio, I.; Wittstock, G.; Laajalehto, K.; Hirsch, D.; Simola, J.; Laiho, T.; Szargan, R.; Suoninen, E. Detection of elemental sulphur on galena oxidized in acidic solution. Miner. Process. 1997, 51, 293–301. [Google Scholar] [CrossRef]
- Hu, Y.; Wu, M.; Liu, R.; Sun, W. A review on the electrochemistry of galena flotation. Miner. Eng. 2020, 150, 106272. [Google Scholar] [CrossRef]
- Gu, G.; Hu, Y.; Qui, G.; Wang, H.; Wang, D. Potential control flotation of galena in strong alkaline media. J. Cent. South Univ. T. 2002, 9, 16–20. [Google Scholar] [CrossRef]
- Guo, H.; Yen, W.-T. Pulp potential and floatability of chalcopyrite. Miner. Eng. 2003, 16, 247–256. [Google Scholar] [CrossRef]
- Khmeleva, T.; Skinner, W.; Beattie, D.A. Depressing mechanisms of sodium bisulphite in the collectorless flotation of copper-activated sphalerite. Int. J. Miner. Process. 2005, 76, 43–53. [Google Scholar] [CrossRef]
- Chandra, A.P.; Gerson, A.R. A review of the fundamental studies of the copper activation mechanisms for selective flotation of the sulfide minerals, sphalerite and pyrite. Adv. Colloid. Interfac. 2009, 145, 97–110. [Google Scholar] [CrossRef]
- Tayebi-Khorami, M.; Manlapig, E.; Forbes, E.; Edraki, M.; Bradshaw, D. Effect of surface oxidation on the flotation response of enargite in a complex ore system. Miner. Eng. 2018, 119, 149–155. [Google Scholar] [CrossRef]
- Lotter, N.O.; Bradshaw, D.J.; Barnes, A.R. Classification of the major copper sulphides into semiconductor types, and associated flotation characteristics. Miner. Eng. 2016, 96–97, 177–184. [Google Scholar] [CrossRef]
- Grano, S.; Ralston, J.; Smart, R.S.C. Influence of electrochemical environment on the flotation behavior of Mt. Isa copper and lead-zinc ore. Int. J. Miner. Process. 1990, 30, 69–97. [Google Scholar] [CrossRef]
- Heyes, G.W.; Trahar, W.J. Oxidation-reduction effects in the flotation of chalcocite and cuprite. Int. J. Miner. Process. 1979, 6, 229–252. [Google Scholar] [CrossRef]
- Chander, D.W.; Fuerstenau, D.W. Electrochemical flotation separation of chalcocite from molybdenite. Int. J. Miner. Process. 1983, 10, 89–94. [Google Scholar] [CrossRef]
- Richardson, P.E.; Walker, G.W. The flotation of chalcocite, bornite, chalcopyrite and pyrite in electrochemical flotation cell. In Proceedings of the 15th International Mineral Processing Congress, Cannes, France, 2–9 June 1985; Edition GEDIM: St Etienne, France, 1985; Volume 2, pp. 198–210. [Google Scholar]
- He, S.; Skinner, W.; Fornasiero, D. Effect of oxidation potential and zinc sulphate on the separation of chalcopyrite from pyrite. Int. J. Miner. Process. 2006, 80, 169–176. [Google Scholar] [CrossRef]
- Kalegowda, Y.; Chan, Y.-L.; Wei, D.-H.; Harmer, S.L. X-PEEM, XPS and ToF-SIMS characterisation of xanthate induced chalcopyrite flotation: Effect of pulp potential. Surf. Sci. 2015, 635, 70–77. [Google Scholar] [CrossRef]
- Liu, R.; Lu, H.; Xu, Z.; Wang, C.; Sun, W.; Wu, M.; Dong, Y.; Bai, L. New insights into the reagent-removal mechanism of sodium sulfide in chalcopyrite and galena bulk flotation: A combined experimental and computational study. J. Mater. Res. Technol. 2020, 9, 5352–5363. [Google Scholar] [CrossRef]
- Gebhardt, J.E.; Richardson, P.E. Differential flotation of a chalcocite-pyrite particle bed by electrochemical control. Min. Metall. Explor. 1987, 4, 140–145. [Google Scholar] [CrossRef]
- Göktepe, F.; Williams, K.P. Electrochemical effects in flotation of a Turkish complex sulphide ore. Miner. Eng. 1995, 8, 1035–1048. [Google Scholar] [CrossRef]
- Sepalveda-Suarez, C.; Castro, S.H. The effect of redox potential on the selective flotation of molybdenite by using Anamol-D as copper depressant. In Proceedings International Symposium on Electrochemistry in Mineral and Metal Processing; Woods, R., Doyle, F.M., Richardson, P., Eds.; The Electrochemical Society: Pennington, NJ, USA, 1996; Volume 96-6, pp. 98–107. [Google Scholar]
- Leppinen, J.O.; Hintikka, V.V.; Kalapudas, R.P. Effect of electrochemical control on selective flotation of copper and zinc from complex ores. Miner. Eng. 1998, 11, 39–51. [Google Scholar] [CrossRef]
- Chimonyo, W.; Corin, K.C.; Wiese, J.G.; O’Connor, C.T. Redox potential control during flotation of a sulphide mineral ore. Miner. Eng. 2017, 110, 57–64. [Google Scholar] [CrossRef]
- Sheni, N.; Corin, K.; Wiese, J. Considering the effect of pulp chemistry during flotation on froth stability. Miner. Eng. 2018, 116, 15–23. [Google Scholar] [CrossRef]
- Mehrabani, J.V.; Pourghahramani, P.; Asqarian, H.; Bagherian, A. Effects of pH and pulp potential on selective separation of molybdenite from the Sungun mine Cu-Mo concentrate. Int. J. Min. Geo-Eng. 2017, 51, 147–150. [Google Scholar]
- Filippou, D.; St-Germain, P.; Grammatikopoulos, T. Recovery of metal values from copper–arsenic minerals and other related resources. Miner. Process. Extr. Metall. Rev. 2007, 28, 247–298. [Google Scholar] [CrossRef]
- Kantar, C. Solution and flotation chemistry of enargite. Colloid. Surf. A 2002, 210, 23–31. [Google Scholar] [CrossRef]
- Guo, H.; Yen, W.-T. Selective flotation of enargite from chalcopyrite by electrochemical control. Miner. Eng. 2005, 18, 605–612. [Google Scholar] [CrossRef]
- Senior, G.D.; Guy, P.J.; Bruckard, W.J. The selective flotation of enargite from other copper minerals—A single mineral study in relation to beneficiation of the Tampakan deposit in the Philippines. Int. J. Miner. Process. 2006, 81, 15–26. [Google Scholar] [CrossRef]
- Yepsen, R.; Gutierrez, L. Effect of Eh and pH on the flotation of enargite using seawater. Miner. Eng. 2020, 159, 106612. [Google Scholar] [CrossRef]
- Huch, R.O. Method for Achieving Enhanced Copper-Containing Mineral Concentrate Grade by Oxidation and Flotation. US Patent 5295585, 22 March 1994. [Google Scholar]
- Smith, L.K.; Bruckard, W.J. The separation of arsenic from copper in the Northparkes copper-gold ore using controlled-potential flotation. Int. J. Miner. Process 2007, 84, 15–24. [Google Scholar] [CrossRef]
- Long, G.; Peng, Y.; Bradshaw, D. Flotation separation of copper sulphides from arsenic minerals at Rosebery copper concentrator. Miner. Eng. 2014, 66–68, 207–214. [Google Scholar] [CrossRef]
- Tayebi-Khorami, M.; Manlapig, E.; Forbes, E.; Bradshaw, D.; Edraki, M. Selective flotation of enargite from copper sulphides in Tampakan deposit. Miner. Eng. 2017, 112, 1–10. [Google Scholar] [CrossRef]
- Yelloji Rao, M.K.; Natarajan, K.A. Effect of electrochemical interactions among sulfide minerals and grinding medium on chalcopyrite flotation. Min. Metall. Explor. 1989, 6, 146–151. [Google Scholar] [CrossRef]
- Peng, Y.; Grano, S.; Fornasiero, D.; Ralston, J. Control of grinding conditions in the flotation of chalcopyrite and its separation from pyrite. Int. J. Miner. Process. 2003, 69, 87–100. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, B.; Gerson, A. The effect of electrochemical potential on the activation of pyrite by copper and lead ions during grinding. Int. J. Miner. Process. 2012, 102–103, 141–149. [Google Scholar] [CrossRef]
- Corin, K.C.; Mishra, J.; O’Connor, C.T. Investigating the role of pulp chemistry on the floatability of a Cu–Ni sulfide ore. Int. J. Miner. Process. 2013, 120, 8–14. [Google Scholar] [CrossRef]
- Nooshabadi, A.J.; Larsson, A.-C.; Kota, H.R. Formation of hydrogen peroxide by pyrite and its influence on flotation. Miner. Eng. 2013, 49, 128–134. [Google Scholar] [CrossRef]
- Nooshabadi, A.J.; Kota, H.R. Formation of hydrogen peroxide by chalcopyrite and its influence on flotation. Miner. Metall. Process. 2013, 30, 212–219. [Google Scholar] [CrossRef]
- Ikumapayi, F.; Sis, H.; Johansson, B.; Hanumantha, R.K. Recycling process water in sulfide flotation, Part B: Effect of H2O2 and process water components on sphalerite flotation from complex sulfide. J. Miner. Metall. Process. 2012, 29, 192–198. [Google Scholar] [CrossRef]
- Jacques, S.; Greet, C.J.; Bastin, D. Oxidative weathering of a copper sulphide ore and its influence on pulp chemistry and flotation. Miner. Eng. 2016, 99, 52–59. [Google Scholar] [CrossRef]
- Peng, H.; Wu, D.; Abdelmonem, M. Flotation performances and surface properties of chalcopyrite with xanthate collector added before and after grinding. Results Phys. 2017, 7, 3567–3573. [Google Scholar] [CrossRef]
- Liu, J.; Han, L.; Corin, K.C.; O’Connor, C.T. A study of the effect of grinding environment on the flotation of two copper sulphide ores. Miner. Eng. 2018, 122, 339–345. [Google Scholar] [CrossRef]
- Corin, K.C.; Song, Z.G.; Wiese, J.G.; O’Connor, C.T. Effect of using different grinding media on the flotation of a base metal sulphide ore. Miner. Eng. 2018, 126, 24–27. [Google Scholar] [CrossRef]
- Mu, Y.; Peng, Y. Maximise pyrite depression in copper ore flotation using high salinity water. Miner. Eng. 2023, 196, 108060. [Google Scholar] [CrossRef]
- Mu, Y.; Peng, Y. The effect of saline water on copper activation of pyrite in chalcopyrite flotation. Miner. Eng. 2019, 131, 336–341. [Google Scholar] [CrossRef]
- Can, N.M.; Başaran, Ç. Effects of different grinding media and milling conditions on the flotation performance of a copper-pyrite ore. Minerals 2023, 13, 85. [Google Scholar] [CrossRef]
- Woods, R. The anodic oxidation of ethylxanthate on galena electrodes. Aust. J. Chem. 1972, 25, 2329–2335. [Google Scholar] [CrossRef]
- Gardner, J.R.; Woods, R. The use of a particulate bed electrode for the electrochemical investigation of metal and sulphide flotation. Aust. J. Chem. 1973, 26, 1635–1644. [Google Scholar] [CrossRef]
- Johnson, N.W.; Jowett, A.; Heyes, G.W. Oxidation-reduction effects in galena flotation: Observations on Pb-Zn-Fe sulphides separation. T. I. Min. Metall. 1982, 91, C32–C37. [Google Scholar]
- Guy, P.J.; Trahar, W.J. The influence of grinding and flotation environments on the laboratory batch flotation of galena. Int. J. Miner. Process. 1984, 12, 15–38. [Google Scholar] [CrossRef]
- Herrera-Urbina, R.; Sotillo, F.J.; Fuerstenau, D.W. Effect of sodium sulfide additions on the pulp potential and amyl xanthate flotation of cerussite and galena. Int. J. Miner. Process. 1999, 55, 157–170. [Google Scholar] [CrossRef]
- Hintikka, V.V.; Leppinen, J.O. Potential control in the flotation of sulphide minerals and precious metals. Miner. Eng. 1995, 8, 1151–1158. [Google Scholar] [CrossRef]
- Uribe-Salas, A.; Martínez-Cavazos, T.E.; Nava-Alonso, F.C.; Méndez-Nonell, J.; Lara-Valenzuela, C. Metallurgical improvement of a lead/copper flotation stage by pulp potential control. Int. J. Miner. Process. 2000, 59, 69–83. [Google Scholar] [CrossRef]
- Uribe-Salas, A.; Nava-Alonso, F.; Martínez-Cavazos, T.E.; Pérez-Garibay, R. The effect of pulp potential on the metallurgical performance of a lead/copper bulk flotation stage. In Developments in Mineral Processing, 13. Proc XXI International Mineral Processing Congress; Massacci, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2000; Volume B, pp. B8b96–B8b102. [Google Scholar]
- Gu, G.-h.; Hu, Y.H.; Qui, G.Z.; Wang, D. Potential control flotation of galena and its industrial application. In Electrochemistry in Mineral and Metal Processing V: Proceedings of the International Symposium; Woods, R., Doyle, F.M., Eds.; The Electrochemical Society: Pennington, NJ, USA, 2000; pp. 131–149. [Google Scholar]
- Qing, W.-q.; He, M.-f.; Chen, Y.-p. Improvement of flotation behavior of Mengzi lead-silver-zinc ore by pulp potential control flotation. T. Nonferr. Metal. Soc. 2008, 18, 949–954. [Google Scholar] [CrossRef]
- Cullinan, V.J.; Grano, S.R.; Greet, C.J.; Johnson, N.W.; Ralston, J. Investigating fine galena recovery problems in the lead circuit of Mount Isa Mines lead/zinc concentrator, Part 1: Grinding Media Effects. Miner. Eng. 1999, 12, 147–163. [Google Scholar] [CrossRef]
- Peng, Y.; Grano, S. Inferring the distribution of iron oxidation species on mineral surfaces during grinding of base metal sulphides. Electrochim. Acta 2010, 55, 5470–5477. [Google Scholar] [CrossRef]
- Nooshabadi, A.J.; Rao, K.H. Formation of hydrogen peroxide by galena and its influence on flotation. Adv. Powder Technol. 2014, 25, 832–839. [Google Scholar] [CrossRef]
- Nooshabadi, A.J.; Rao, K.H. Formation of hydrogen peroxide by sulphide minerals. Hydrometallurgy 2014, 141, 82–88. [Google Scholar] [CrossRef]
- Wang, D.; Jiao, F.; Qin, W.; Wang, X. Effect of surface oxidation on the flotation separation of chalcopyrite and galena using sodium humate as depressant. Sep. Sci. Technol. 2017, 53, 961–972. [Google Scholar] [CrossRef]
- Gu, G.-h.; Hu, Y.; Qui, G.; Liu, R. Electrochemistry of sphalerite activated by Cu2+ ion. Trans. Non-Ferr. Met. Soc. China 2000, 10, 64–67. [Google Scholar]
- Greet, C. The Eureka Mine—An example of how to identify and solve problems in a flotation plant. In Flotation Plant Optimisation—A Metallurgical Guide to Identifying and Solving Problems in Flotation Plants; Greet, C.J., Ed.; The Australasian Institute of Mining and Metallurgy: Melbourne, Australia, 2010; pp. 1–34. [Google Scholar]
- Nooshabadi, A.J.; Rao, K.H. Formation of hydrogen peroxide by sphalerite. Int. J. Miner. Process. 2013, 125, 78–85. [Google Scholar] [CrossRef]
- Nooshabadi, A.J.; Rao, K.H. Complex sulphide ore flotation: Effect of depressants addition during grinding on H2O2 formation and its influence on flotation. Int. J. Miner. Process. 2016, 157, 89–97. [Google Scholar] [CrossRef]
- Long, T.; Chen, Y.; Shi, J.; Chen, W.; Zhu, Y.; Zhang, C.; Bu, X. Effect of grinding media on the flotation of copper-activated marmatite. Physicochem. Probl. Miner. Process. 2020, 56, 229–237. [Google Scholar] [CrossRef]
- O’Connor, C. Review of important developments since the 1st IMPC in 1952 in the understanding of the effects of chemical factors on flotation. Miner. Eng. 2021, 170, 106960. [Google Scholar] [CrossRef]
- Plaksin, I.N.; Shafeev, R.S. On the effects of the electrochemical potential on the distribution of xanthate across the surface of sulfides. Dokl. Akad. Nauk. USSR 1958, 118, 546–548. (In Russian) [Google Scholar]
- Plaksin, I.N. Interaction of minerals with gases and reagents in flotation. Min. Eng. 1959, 214, 319–324. [Google Scholar]
- Lotter, N.O.; Bradshaw, D.J. The formulation and use of mixed collector systems in sulphide flotation. Miner. Eng. 2010, 23, 945–951. [Google Scholar] [CrossRef]
- Plaksin, I.N.; Shafeev, R.S. Effects of some semiconductor properties of the surface on the interaction of xanthate with galena. Dokl. Akad. Nauk. USSR 1960, 132, 399–401. (In Russian) [Google Scholar]
- Bard, A.J.; Faulkner, L.R. Electrochemical Methods: Fundamentals and Applications, 2nd ed.; John Wiley & Sons: New York, NY, USA, 2001; pp. 534–575. [Google Scholar]
- Panayotov, V.; Habashi, F.; Panayotova, M. Chemical Technology of Ore Processing; Publishing House”St. Ivan Rilski”of the University of Mining and Geology “St. Ivan Rilski”: Sofia, Bulgaria, 2014; pp. 14–62. [Google Scholar]
- Woods, R. The oxidation of ethyl xanthate on platinum, gold, copper, and galena electrodes: Relation to the mechanism of mineral flotation. J. Phys. Chem. 1971, 75, 354–362. [Google Scholar] [CrossRef]
- Kowal, A.; Pomianowski, A. Cyclic voltammetry of ethyl xanthate on a natural copper sulphide electrode. J. Electroanal. Chem. 1973, 46, 411–420. [Google Scholar] [CrossRef]
- Chander, S.; Fuerstenau, D.W. The effect of potassium diethyldithiophosphate on the electrochemical properties of platinum, copper and copper sulfide in aqueous solutions. J. Electroanal. Chem. 1974, 56, 217–247. [Google Scholar] [CrossRef]
- Woods, R. Electrochemistry of sulfide flotation. In Principles of Mineral Flotation: The Wark Symposium; Jones, M.H., Woodcock, J.T., Eds.; Australasian Institute of Mining and Metallurgy: Parkville-Melbourne, VIC, Australia, 1984; Volume 40, pp. 91–115. [Google Scholar]
- Leppinen, J.O.; Basilio, C.I.; Yoon, R.H. In-situ FTIR study of ethyl xanthate adsorption on sulfide minerals under conditions of controlled potential. Int. J. Miner. Process. 1989, 26, 259–274. [Google Scholar] [CrossRef]
- Buckley, A.N.; Woods, R. Xanthate chemisorption on lead sulfide. Colloid. Surface. 1994, 89, 71–76. [Google Scholar] [CrossRef]
- Rao, S.R. Surface Chemistry of Froth Flotation. Fundamentals, Reagents and Mechanisms; Springer: Berlin/Heidelberg, Germany, 2003; pp. 314–325. [Google Scholar]
- Zanin, M.; Lambert, H.; du Plessis, C.A. Lime use and functionality in sulphide mineral flotation: A review. Miner. Eng. 2019, 143, 105922. [Google Scholar] [CrossRef]
- Mielczarski, J.A.; Mielczarski, E.; Cases, J.M. Influence of chain length on adsorption of xanthates on chalcopyrite. Int. J. Miner. Process. 1998, 52, 215–231. [Google Scholar] [CrossRef]
- Guo, B.; Peng, Y.; Espinosa-Gomez, R. Cyanide chemistry and its effect on mineral flotation. Miner. Eng. 2014, 66–68, 25–32. [Google Scholar] [CrossRef]
- Xu, S.; Zanin, M.; Skinner, W.; Brito-Abreu, S. Influence of grinding conditions on the pulp chemistry and flotation of oxidised pyrite. Miner. Eng. 2022, 177, 107385. [Google Scholar] [CrossRef]
- Winter, G.; Woods, R. The relation of collector redox potential to flotation efficiency: Monothiocarbonates. Separat. Sci. 1973, 8, 261–267. [Google Scholar] [CrossRef]
- Wang, X.H.; Forssberg, K.S.E. Mechanisms of pyrite flotation with xanthates. Int. J. Miner. Process. 1991, 33, 275–290. [Google Scholar] [CrossRef]
- Dzinza, L. An Investigation into the Effect of Potential Modifiers on the Flotation of a Copper Sulphide Ore. Master Thesis, University of Cape Town, Cape Town, South Africa, 2018. [Google Scholar]
- Huai, Y.; Peng, Y. The formation of iron sulphide on oxidised pyrite during sulphidisation and subsequent interactions with xanthate. Miner. Eng. 2020, 157, 106564. [Google Scholar] [CrossRef]
- He, S.; Fornasiero, D.; Skinner, W. Correlation between copper-activated pyrite flotation and surface species: Effect of pulp oxidation potential. Miner. Eng. 2005, 18, 1208–1213. [Google Scholar] [CrossRef]
- Laajalehto, K.; Leppinen, J.; Kartioa, I.; Laiho, T. XPS and FTIR study of the influence of electrode potential on activation of pyrite by copper or lead. Colloid. Surface. A 1999, 154, 193–199. [Google Scholar] [CrossRef]
- Fuerstenau, D.W. Thermodynamic of sulphide mineral flotation system. In The Physical Chemistry of Mineral-reagent Interactions in Sulfide Flotation, Proceedings of Symposium, College Park, MD, USA, 6–7 April 1978; Department of the Interior, Bureau of Mines: Washington, DC, USA, 1979; pp. 35–62. [Google Scholar]
- Woods, R.; Young, C.A.; Yoon, R.H. Ethyl xanthate chemisorption isotherms and Eh-pH diagrams for the copper/water/xanthate and chalcocite/water/xanthate systems. Int. J. Miner. Process. 1990, 30, 17–33. [Google Scholar] [CrossRef]
- Fuerstenau, M.C.; Chander, S.; Woods, R. Sulfide Mineral Flotation. In Froth Flotation: A Century of Innovation; Fuerstenau, M.C., Jameson, G.J., Yoon, R.H., Eds.; Society for Mining, Metallurgy, and Exploration: Littleton, CO, USA, 2007; pp. 425–464. [Google Scholar]
- Woods, R.; Yoon, R.H.; Young, C.A. Eh -pH diagrams for stable and metastable phases in the copper-sulfur-water system. Int. J. Miner. Process. 1987, 20, 109–120. [Google Scholar] [CrossRef]
- López Valdivieso, A.; Sánchez López, A.A.; Ojeda Escamilla, C.; Fuerstenau, M.C. Flotation and depression control, of arsenopyrite through pH and pulp redox potential using xanthate as collector. Int. J. Miner. Proc. 2006, 81, 27–34. [Google Scholar] [CrossRef]
- Qiu, X.; Huang, Z.; Cao, F.; Sun, D.; Wang, P.; Chen, C. Flotation separation of chalcopyrite from pyrite using a novel O-n-butyl-N-isobutyl thionocarbamate as the selective collector. Colloid Surf. A 2023, 661, 130890. [Google Scholar] [CrossRef]
- Huang, Z.; Wang, J.; Sun, W.; Hu, Y.; Cao, J.; Gao, Z. Selective flotation of ohalcopyrite from pyrite using diphosphonic acid as oollector. Miner. Eng. 2019, 140, 105890. [Google Scholar] [CrossRef]
- Hoseinian, F.S.; Rezai, B.; Kowsari, E.; Chinnappan, A.; Ramakrishna, S. Synthesis and characterization of a novel nanocollector for the removal of nickel ions from synthetic wastewater using ion flotation. Sep. Purif. Technol. 2020, 240, 116639. [Google Scholar] [CrossRef]
- Castellón, C.I.; Toro, N.; Gálvez, E.; Robles, P.; Leiva, W.H.; Jeldres, R.I. Froth flotation of chalcopyrite/pyrite ore: A critical review. Materials 2022, 15, 6536. [Google Scholar] [CrossRef]
- Mu, Y.; Peng, Y.; Lauten, R.A. The depression of pyrite in selective flotation by different reagent systems—A Literature review. Miner. Eng. 2016, 96–97, 143–156. [Google Scholar] [CrossRef]
- Khoso, S.A.; Lyu, F.; Meng, X.; Hu, Y.; Sun, W. Selective separation of chalcopyrite and pyrite with a novel and non-hazardous depressant reagent scheme. Chem. Eng. Sci. 2019, 209, 115204. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Lunin, V.D. Elektrokhimicheskie Metody Intensifikatsii Protsessa Flotatsii (Electrochemical Methods of Flotation Process Intensification); Nauka: Moscow, Russia, 1983; pp. 21–136. [Google Scholar]
- Panayotov, V.; Kovachev, K.; Önal, G.; Dovan, J.; Diner, H.; Bulut, G.; Panayotova, M.; Ninova, V. Technology for copper–zinc flotation by electrochemical treatment. In Developments in Mineral Processing, 13. Proc XXI International Mineral Processing Congress; Massacci, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2000; Volume B, pp. B8b103–B8b108. [Google Scholar]
- Chanturiya, E.L.; Chanturiya, V.A.; Zhuravleva, E.S. Prospects of application of water preparation of electrochemical technology in copper-zinc ores flotation. Tsvetnye Met. 2016, 1, 13–19. [Google Scholar] [CrossRef]
- Pritzker, M.D.; Yoon, R.H. Thermodynamic calculations on sulfide flotation systems: I. Galena-ethyl xanthate system in the absence of metastable species reagents explanation. Int. J. Miner. Process. 1984, 12, 95–125. [Google Scholar] [CrossRef]
- Leppinen, J.O.; Rastas, J.K. The interaction between ethyl xanthate ion and lead sulfide surface. Colloids Surf. 1986, 20, 221–237. [Google Scholar] [CrossRef]
- Mhonde, N.; Johansson, L.-S.; Corin, K.; Schreithofer, N. The effect of sodium isobutyl xanthate on galena and chalcopyrite flotation in the presence of dithionite ions. Miner. Eng. 2021, 169, 106985. [Google Scholar] [CrossRef]
- Chernyshova, I.V. In Situ FTIR-spectroelectrochemical study of the anodic processes on a galena (PbS) electrode under open-air conditions in the absence and presence of n-butyl xanthate. Langmuir ACS J. Surf. Colloids 2002, 18, 6962–6968. [Google Scholar] [CrossRef]
- Fredriksson, A.; Holmgren, A. An in situ ATR-FTIR investigation of adsorption and orientation of heptyl xanthate at the lead sulphide/aqueous solution interface. Miner. Eng. 2008, 21, 1000–1004. [Google Scholar] [CrossRef]
- O’Dea, A.R.; Prince, K.E.; Smart, R.S.C.; Gerson, A.R. Secondary ion mass spectrometry investigation of the interaction of xanthate with galena. Int. J. Miner. Process. 2001, 61, 121–143. [Google Scholar] [CrossRef]
- Leppinen, J.; Mielczarski, J. Spectroscopic study of the adsorption of thiol collectors on lead sulphide in the presence of sodium sulphide. Int. J. Miner. Process. 1986, 18, 3–20. [Google Scholar] [CrossRef]
- Buckley, A.N.; Woods, R. An electrochemical and electron spectroscopic investigation of the galena/diethyl dithiophosphate system. Colloids Surf. 1991, 59, 307–319. [Google Scholar] [CrossRef]
- Huang, H.-H. The Eh-pH diagram and its advances. Metals 2016, 6, 23. [Google Scholar] [CrossRef]
Figure 1.
Relation between the flotation recovery, pulp potential Eh, and pulp pH values for (a) chalcopyrite and pyrite (Eh chalcopyrite - - - -, Eh pyrite − − − −, recovery chalcopyrite ——— recovery pyrite − · − · −), and (b) galena and sphalerite (Eh galena - - - -, Eh sphalerite − − − −, recovery galena ——— recovery pyrite − · − · −), with SIPX as the collector (compiled based on the data from [29]).
Figure 1.
Relation between the flotation recovery, pulp potential Eh, and pulp pH values for (a) chalcopyrite and pyrite (Eh chalcopyrite - - - -, Eh pyrite − − − −, recovery chalcopyrite ——— recovery pyrite − · − · −), and (b) galena and sphalerite (Eh galena - - - -, Eh sphalerite − − − −, recovery galena ——— recovery pyrite − · − · −), with SIPX as the collector (compiled based on the data from [29]).

Figure 2.
Relation between the flotation recovery and pulp potential Eh: (a) pH 8 (enargite - - - -, chalcocite − − − −, chalcopyrite ——— and pyrite − · − · −); and (b) pH 11 (enargite - - - -, chalcocite − − − −, cuprite ——— and pyrite − · − · −), with KEX as the collector (compiled based on the data from [94]).
Figure 2.
Relation between the flotation recovery and pulp potential Eh: (a) pH 8 (enargite - - - -, chalcocite − − − −, chalcopyrite ——— and pyrite − · − · −); and (b) pH 11 (enargite - - - -, chalcocite − − − −, cuprite ——— and pyrite − · − · −), with KEX as the collector (compiled based on the data from [94]).

Figure 3.
Relation between the flotation recovery and pulp potential Eh: (a) enargite (buffer at pH 10 - - - -, seawater at pH 9 − − − −, seawater at pH 10 — ·· — ·· —, seawater at pH 9 + Ca − · − · −, seawater at pH 9 + Mg ———); and (b) chalcopyrite (buffer at pH 10 - - - -, seawater at pH 9 − − − −, seawater at pH 10 — ·· — ·· —, seawater at pH 9 + Ca − · − · −, and seawater at pH 9 + Mg ———), with PAX as the collector (compiled based on the data from [95]).
Figure 3.
Relation between the flotation recovery and pulp potential Eh: (a) enargite (buffer at pH 10 - - - -, seawater at pH 9 − − − −, seawater at pH 10 — ·· — ·· —, seawater at pH 9 + Ca − · − · −, seawater at pH 9 + Mg ———); and (b) chalcopyrite (buffer at pH 10 - - - -, seawater at pH 9 − − − −, seawater at pH 10 — ·· — ·· —, seawater at pH 9 + Ca − · − · −, and seawater at pH 9 + Mg ———), with PAX as the collector (compiled based on the data from [95]).

Figure 4.
Flotation domains of bornite, chalcopyrite, chalcocite, covellite, arsenopyrite, enargite, tennantite, pyrite, galena, and sphalerite, plotted based on empirical data on Eh and pH values, with butyl xanthate as the collector (adapted from [76] with added data).
Figure 4.
Flotation domains of bornite, chalcopyrite, chalcocite, covellite, arsenopyrite, enargite, tennantite, pyrite, galena, and sphalerite, plotted based on empirical data on Eh and pH values, with butyl xanthate as the collector (adapted from [76] with added data).

Figure 5.
A generalized scheme of the proposed complex methodology for using Eh and pH measurements in the control of industrial processes.
Figure 5.
A generalized scheme of the proposed complex methodology for using Eh and pH measurements in the control of industrial processes.

Table 1.
pH–Eh conditions found to be suitable for a collectorless flotation of Cu and Pb sulfides.
| Mineral | Eh Range, mV (SHE) | pH Range | References |
|---|---|---|---|
| Chalcopyrite (CuFeS2) | −50–+500 | 9 | [59] |
| 0–+400 | 7–10 | [55] | |
| +100–+600 | 9 | [59] | |
| +260–+75 | 5–9.5 | [58] | |
| +201–+488 | 10 | [72] | |
| >+240 | 9 | [63] | |
| Chalcocite (Cu2S) | −17 | 4 | [64] |
| −296 | 9 | [64] | |
| Galena (PbS) | +500–+550 | 9.2 | [49] |
| +250–+450 | 8 | [67] | |
| +220–+520 | 9 | [71] |
Table 3.
Results of the selected case-studies of separation of copper and arsenic from sulfide arsenic copper ores [46].
Table 3.
Results of the selected case-studies of separation of copper and arsenic from sulfide arsenic copper ores [46].
| Ore Sample; Parameter | Conventional Low-As Cu Ore | Conventional Low-As Cu-Pb-Zn Ore | Conventional low-As Cu Concentrate | Conventional Low-As Cu-Mo Concentrate |
|---|---|---|---|---|
| Major Cu minerals | Chalcopyrite, Bornite | Chalcopyrite | Chalcopyrite | Covellite |
| Major As minerals | Tennantite | Tennantite | Tennantite | Enargite |
| Cu, % | 1.21 | 0.95 | 22.5 | 0.48 |
| As, % | 0.11 | 0.061 | 0.34 | 0.073 |
| Fe, % | n.d. | 8.49 | 21.2 | 5.4 |
| S, % | 0.68 | 13.0 | 27.3 | 8.7 |
| Pb, % | n.d. | n.d. | 0.58 | n.d. |
| Zn, % | n.d. | 7.24 | n.d. | 0.53 |
| Mo, % | n.d. | n.d. | 0.10 | 0.025 |
| Collector type used in rougher | Xanthate/ dithiophosphate | Thionocarbamate | Thionocarbamate | Thionocarbamate/ xanthate ester |
| Pulp potential, mV in conventional | +250 | +230 | +150 | +180 |
| Selectivity, in conventional | 1.0 | 1.0 | 1.1 | 1.0 |
| Pulp potential, mV in controlled | −200 | +400 | +350 | +500 |
| Selectivity, in Eh controlled | 4.7 | 2.8 | 2.4 | 2.8 |
n.d.—not determined, Cu/As selectivity = Cu recovery/As recovery.
Table 4.
Overall recovery results for 10 min flotation of non-enargite Cu minerals (NECu), enargite, pyrite, and non-sulfide gangue minerals (NSGM) at different Eh values for the HAS and the LAS samples, compiled based on [99].
Table 4.
Overall recovery results for 10 min flotation of non-enargite Cu minerals (NECu), enargite, pyrite, and non-sulfide gangue minerals (NSGM) at different Eh values for the HAS and the LAS samples, compiled based on [99].
| Recovery, %, Eh | −200 mV | 0 mV | +200 mV | +400 mV |
|---|---|---|---|---|
| HAS ore | ||||
| NECu | 45 | 76 | 83 | 77 |
| Enargite | 47 | 60 | 63 | 51 |
| Pyrite | 74 | 81 | 77 | 40 |
| NSGM | 5 | 6 | 8 | 9 |
| LAS ore | ||||
| NECu | 46 | 77 | 78 | 55 |
| Enargite | 47 | 82 | 82 | 60 |
| Pyrite | 76 | 81 | 78 | 22 |
| NSGM | 5 | 6 | 7 | 8 |
Table 5.
Probable Eh and pH values and ranges that are most suitable for collector-aided flotation of galena.
Table 5.
Probable Eh and pH values and ranges that are most suitable for collector-aided flotation of galena.
| Eh Range, mV (SHE) | pH Range | Collector | References |
|---|---|---|---|
| 0—flotation starts | 9 | Xanthate | [114] |
| +100—flotation starts | 8.3 | Ethylxanthate | [115] |
| 0–+150 | Ethyl xanthate | [116] | |
| 0–+350 | 8 | Ethyl xanthate system | [117] |
| +100–+50 | 2–7 | Sodium isopropyl xanthate | [29] |
| +0–+400 | 8.1 | Ethyl xanthate | [77] |
| −20–−70 and +120–+190 | 11.5 | Potassium amyl xanthate | [119] |
| +348–+284 | 7.7–7.9 | Na-isopropyl xanthate | [24] |
| 0–+290 | 9.5 | Amyl xanthate | [118] |
| +150–+400 | 12.8–8.6 | Ethyl xanthate | [41] |
| +150–+200 | 11–12 | Potassium amyl xanthate | [120] |
| approx. +300 | 11–12 | SBDTPH + Aeroflot 404 + Aerophine 3418A + AX | [120] |
| +350–+150 | 9.5–12.9 | Diethyldithioncarbamate | [122] |
| +150–+180 | 12.5–12.8 | Diethyldithioncarbamate | [71] |
| <+170 | 12.4–12.50 | Diethyldithiocarbamate, lime addition | [57] |
| <+170 | 12 | Xanthate + DDTC | [57] |
| +440–+360 | 2–9 | Butyl xanthate | [83] |
| +75–+100 | 8–9 | Butyl xanthate + Na2S | [83] |
Table 6.
Probable Eh and pH values and ranges that are most suitable for collector-aided flotation of sphalerite.
Table 6.
Probable Eh and pH values and ranges that are most suitable for collector-aided flotation of sphalerite.
| Eh Range, mV (SHE) | pH Range | Collector | References |
|---|---|---|---|
| +120–+190 | 11.5 | Potassium amyl xanthate | [119] |
| +130–+230 | 11.5–12 | Xanthate | [87] |
| +250–+350 | 11.2–9.5 | Diethyldithioncarbamate | [122] |
| +50–+100 | 11.2 | Xanthate | [130] |
| +220–+300 | 10.5–8.8 | PAX and Danaflot 871 | [132] |
| +45–+20 | 4–6 | Sodium isobutyl xanthate | [29] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Panayotova, M. Control of Non-Ferrous Metal-Sulfide Minerals’ Flotation via Pulp Potential. Minerals 2023, 13, 1512. https://doi.org/10.3390/min13121512
AMA Style
Panayotova M. Control of Non-Ferrous Metal-Sulfide Minerals’ Flotation via Pulp Potential. Minerals. 2023; 13(12):1512. https://doi.org/10.3390/min13121512
Chicago/Turabian StylePanayotova, Marinela. 2023. "Control of Non-Ferrous Metal-Sulfide Minerals’ Flotation via Pulp Potential" Minerals 13, no. 12: 1512. https://doi.org/10.3390/min13121512
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.