
Modelling of Phase Diagrams and Continuous Cooling Transformation Diagrams of Medium Manganese Steels

Abstract
:1. Introduction
2. Modelling Procedure
3. Results
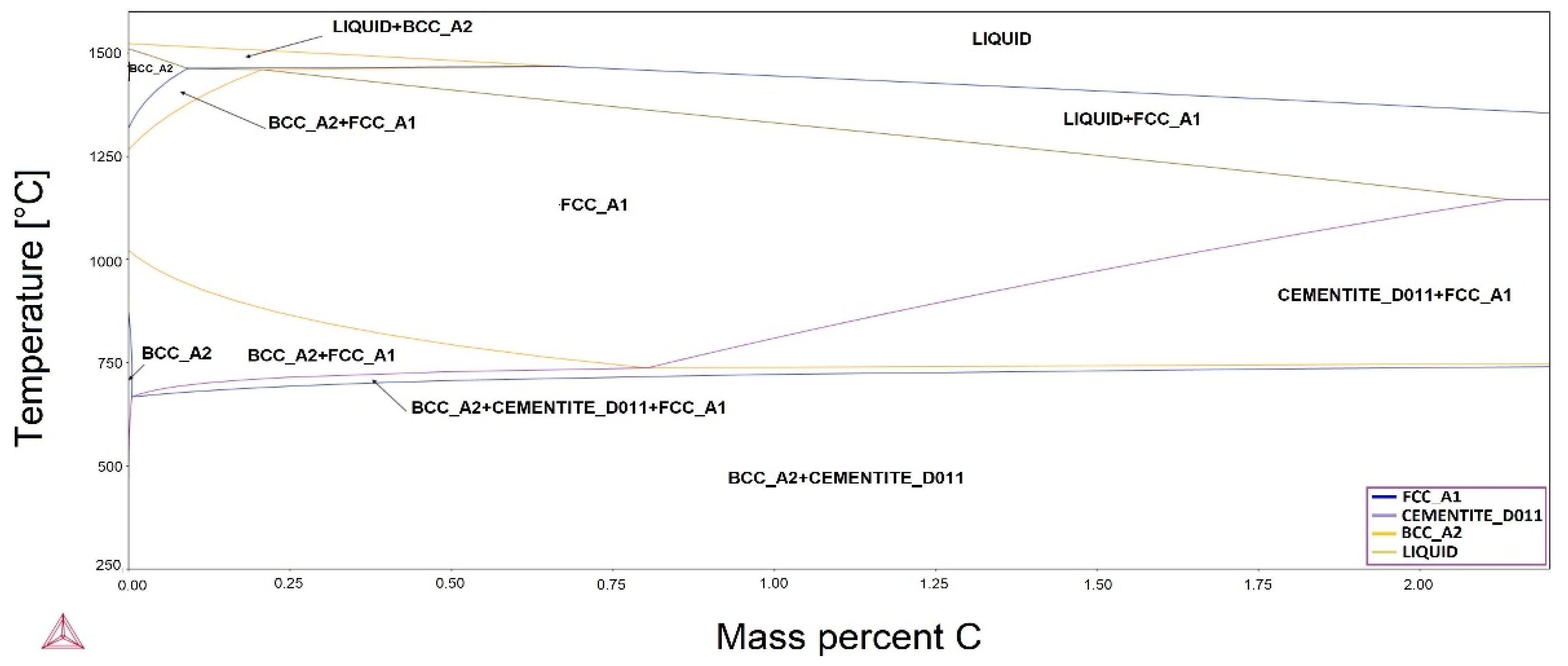
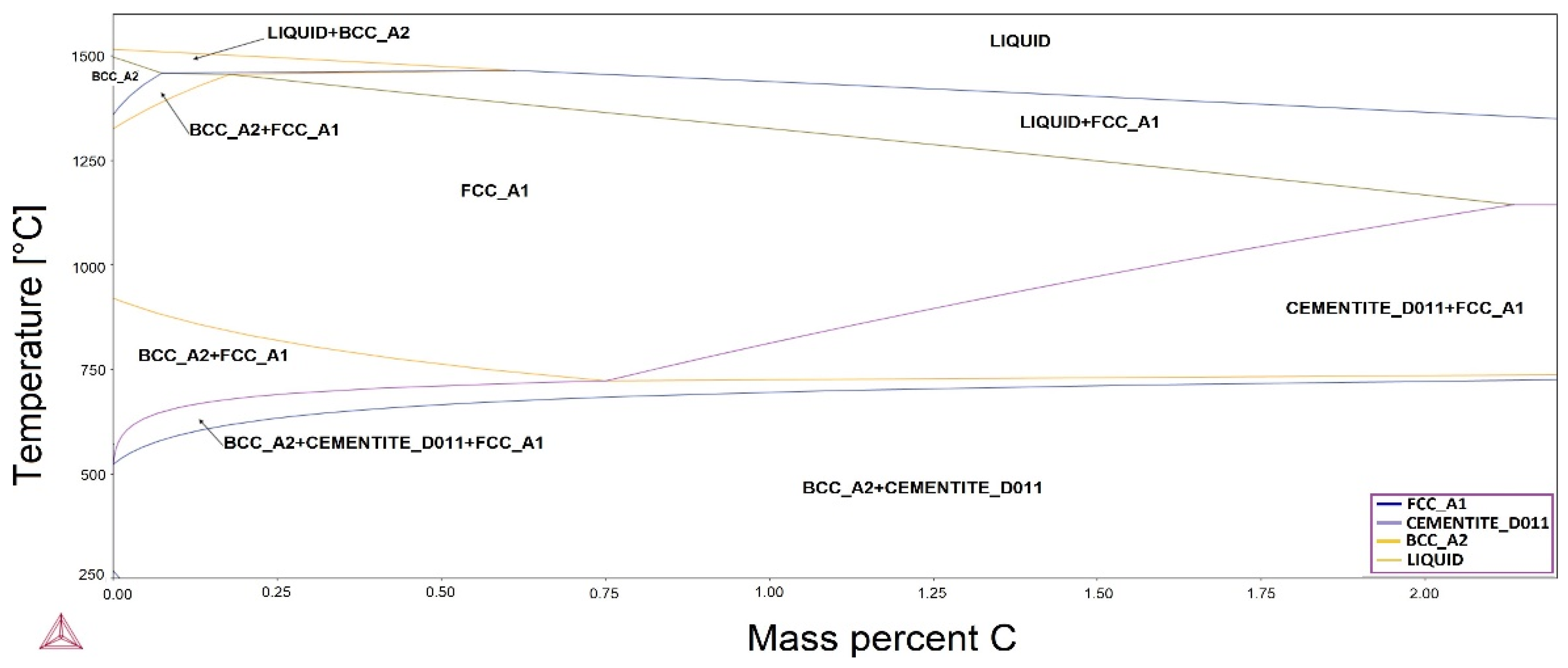
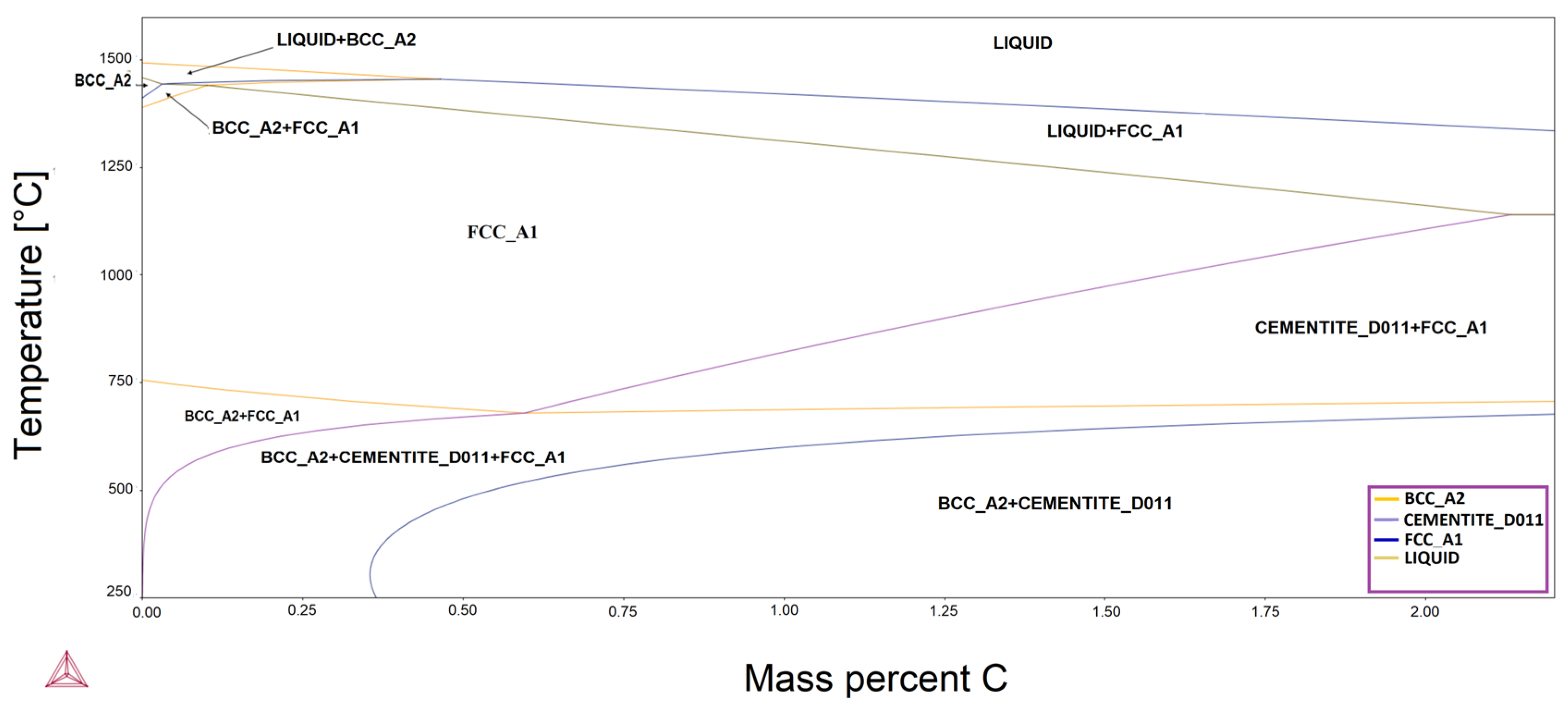
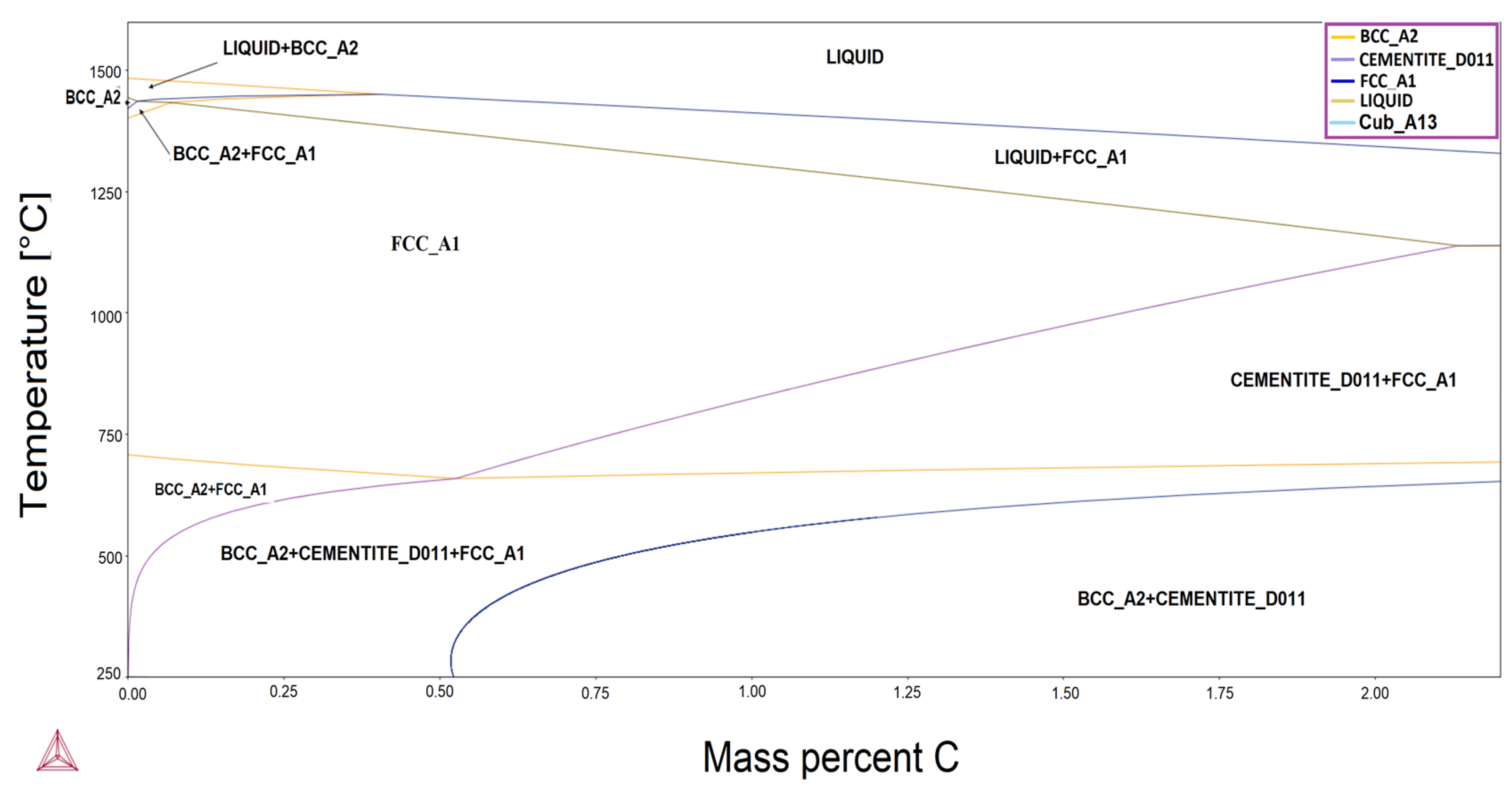
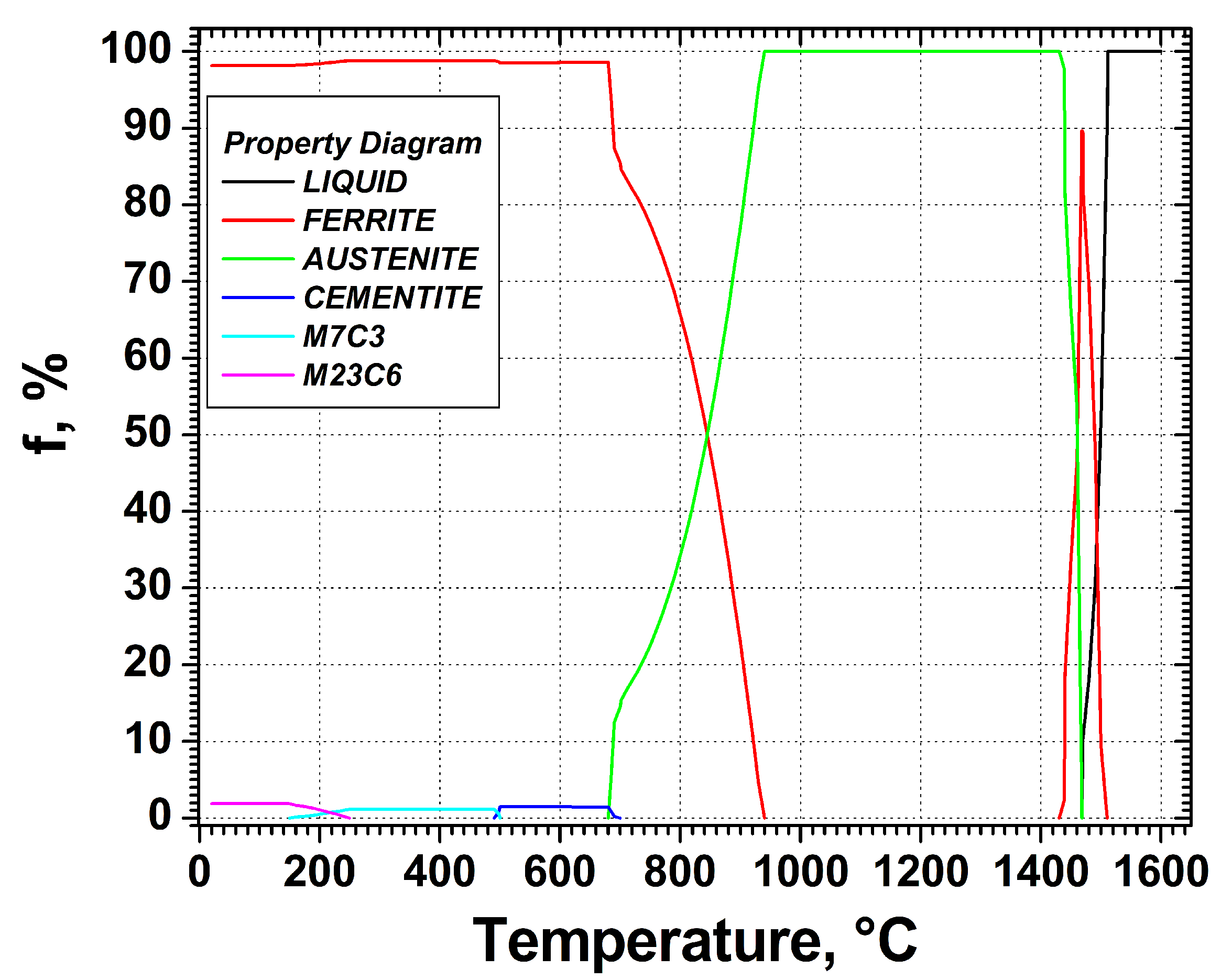
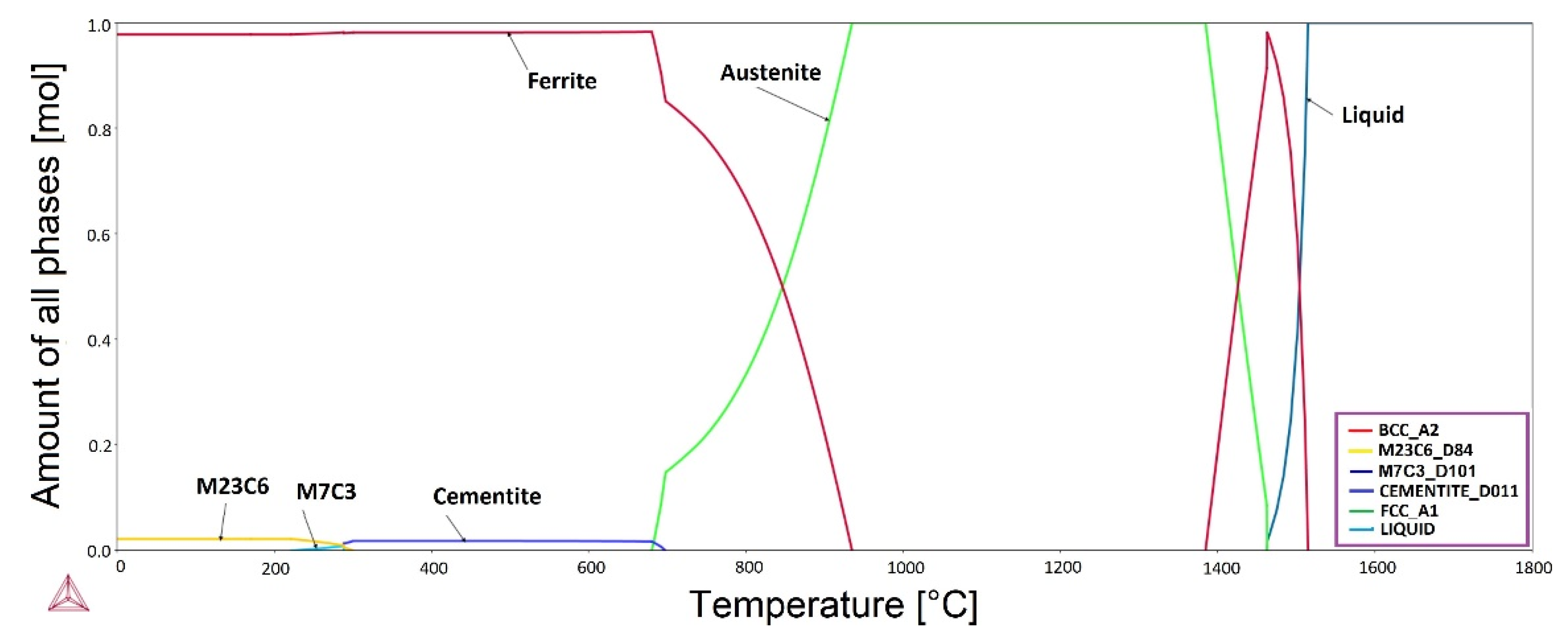
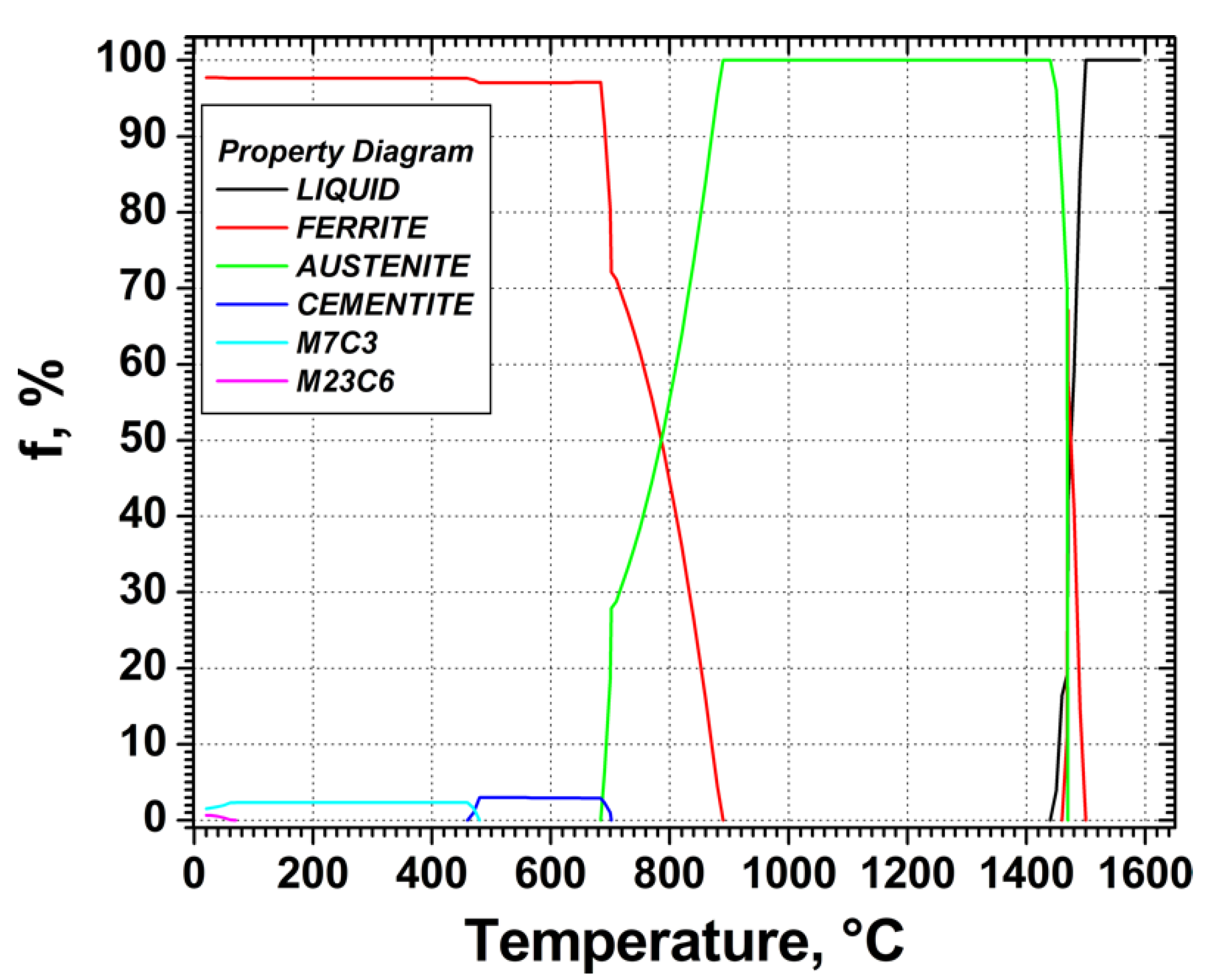
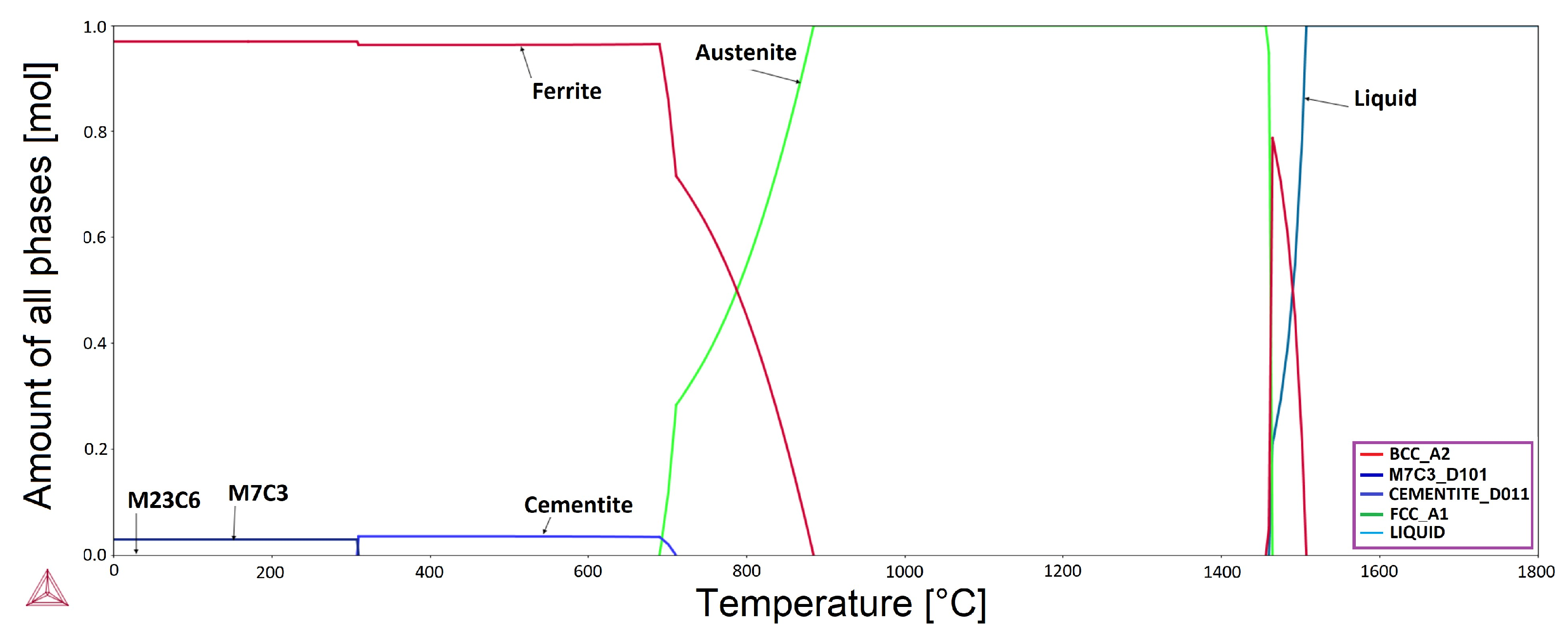
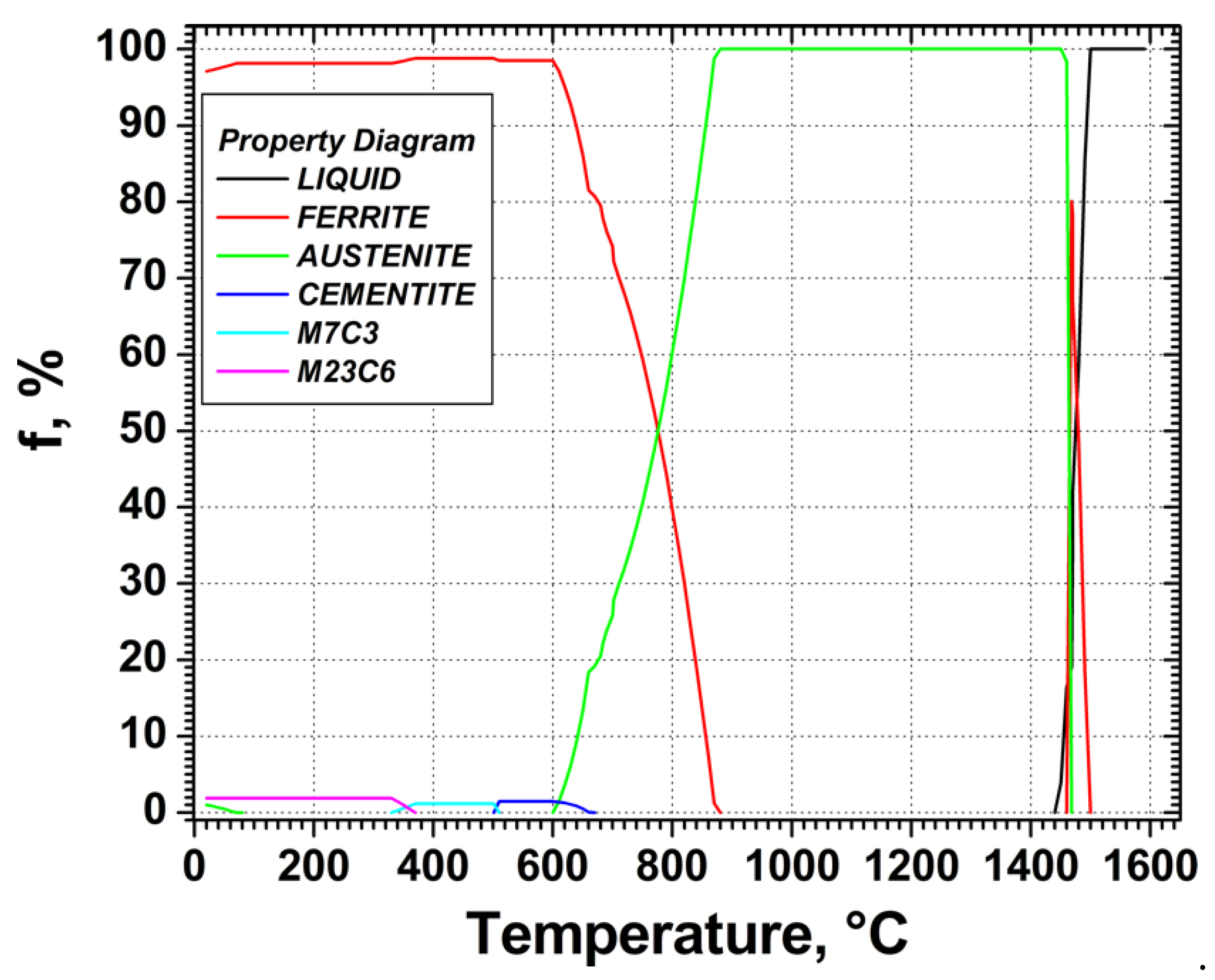
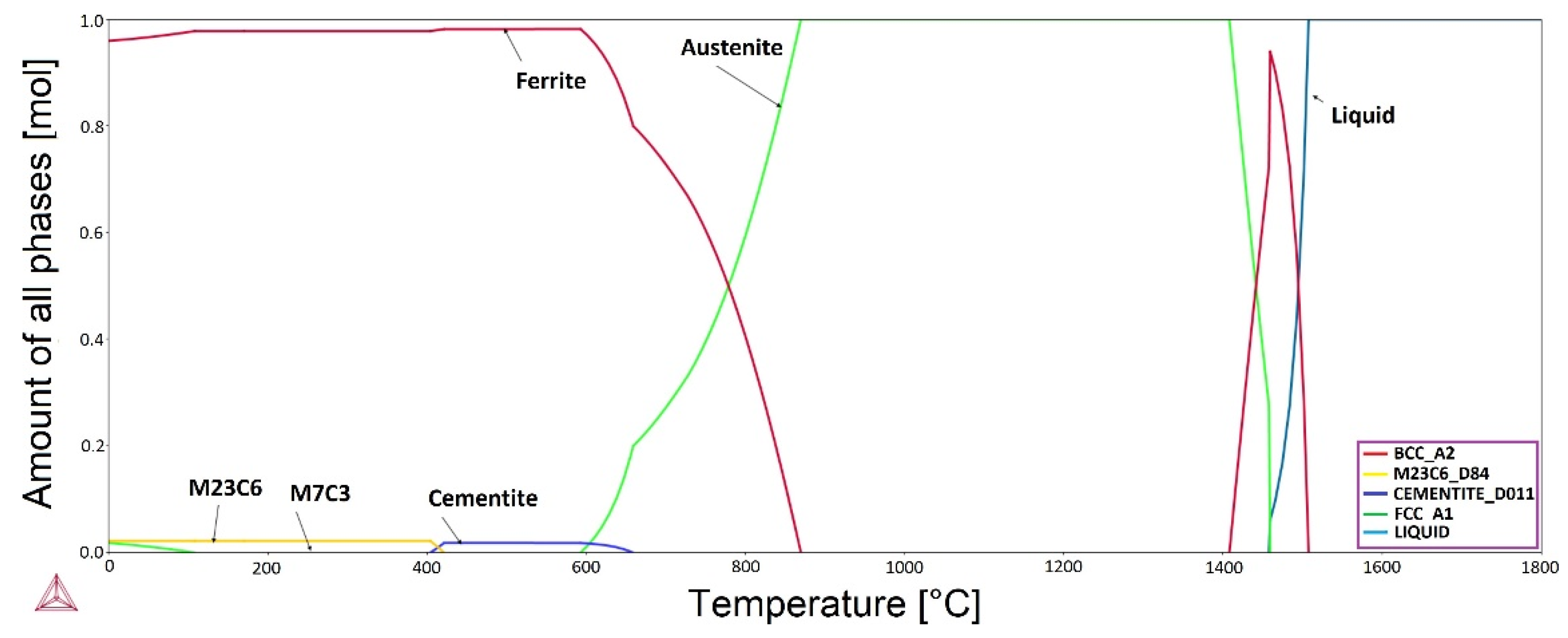
3.1. Phase Diagram Simulations
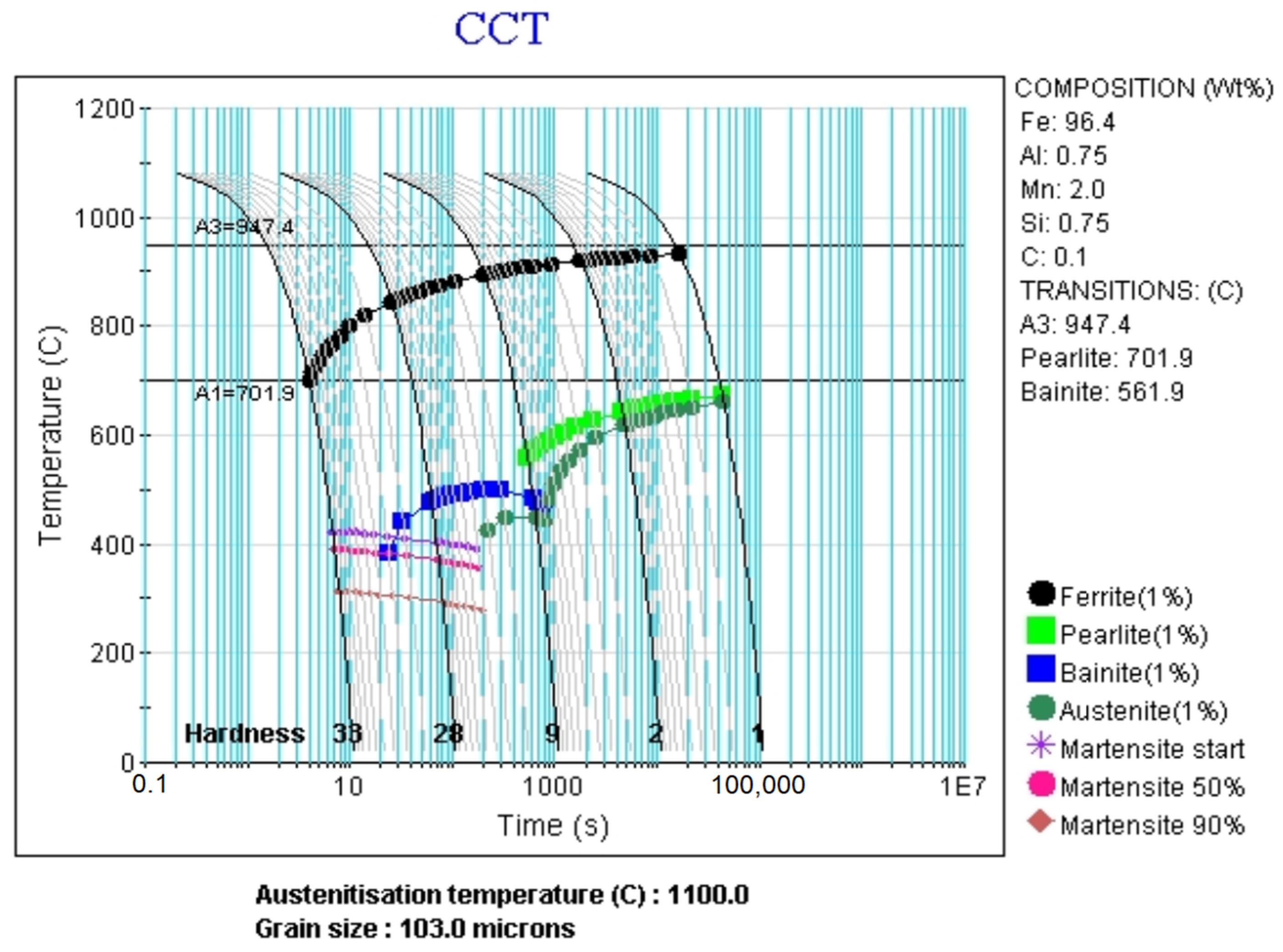
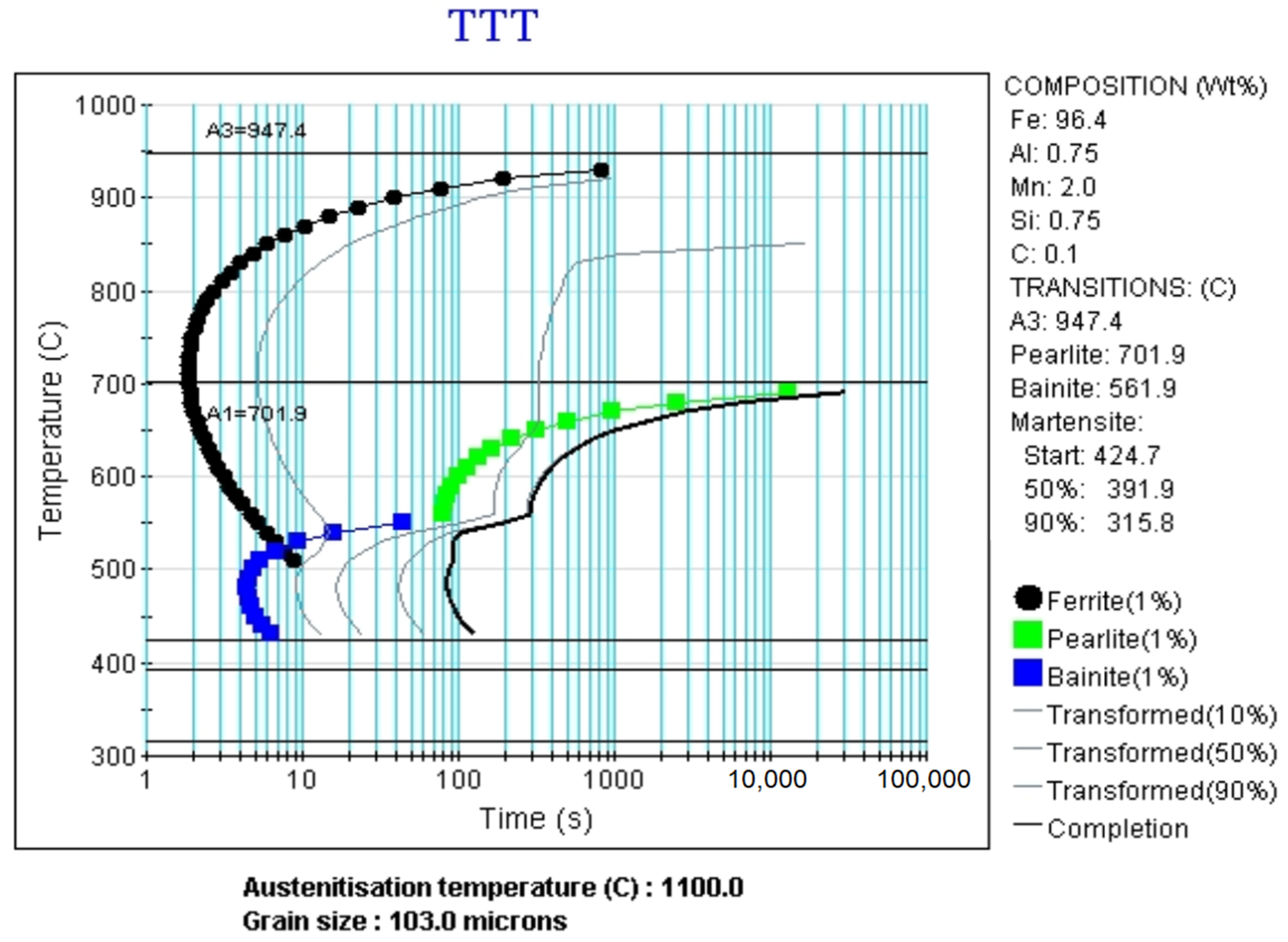
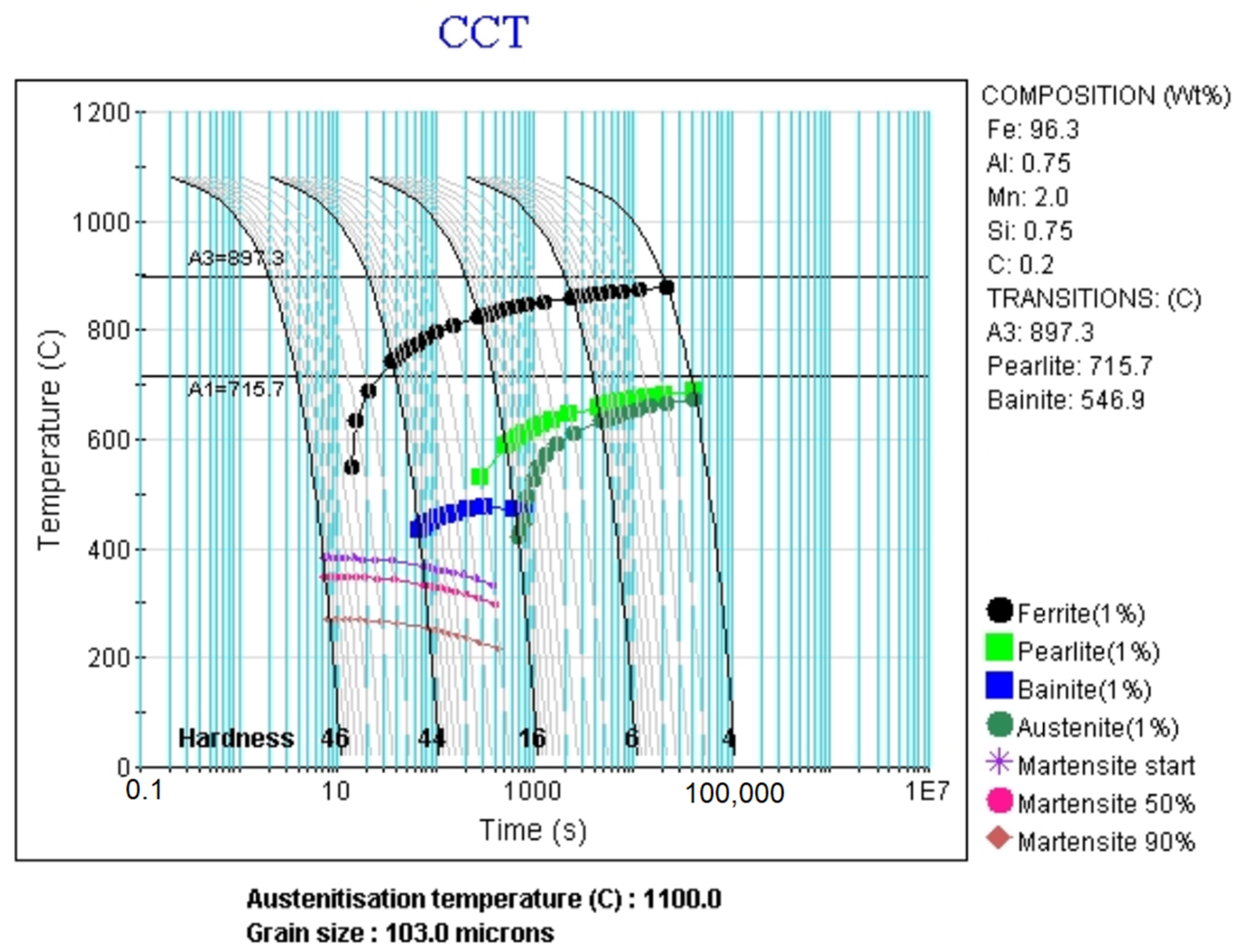
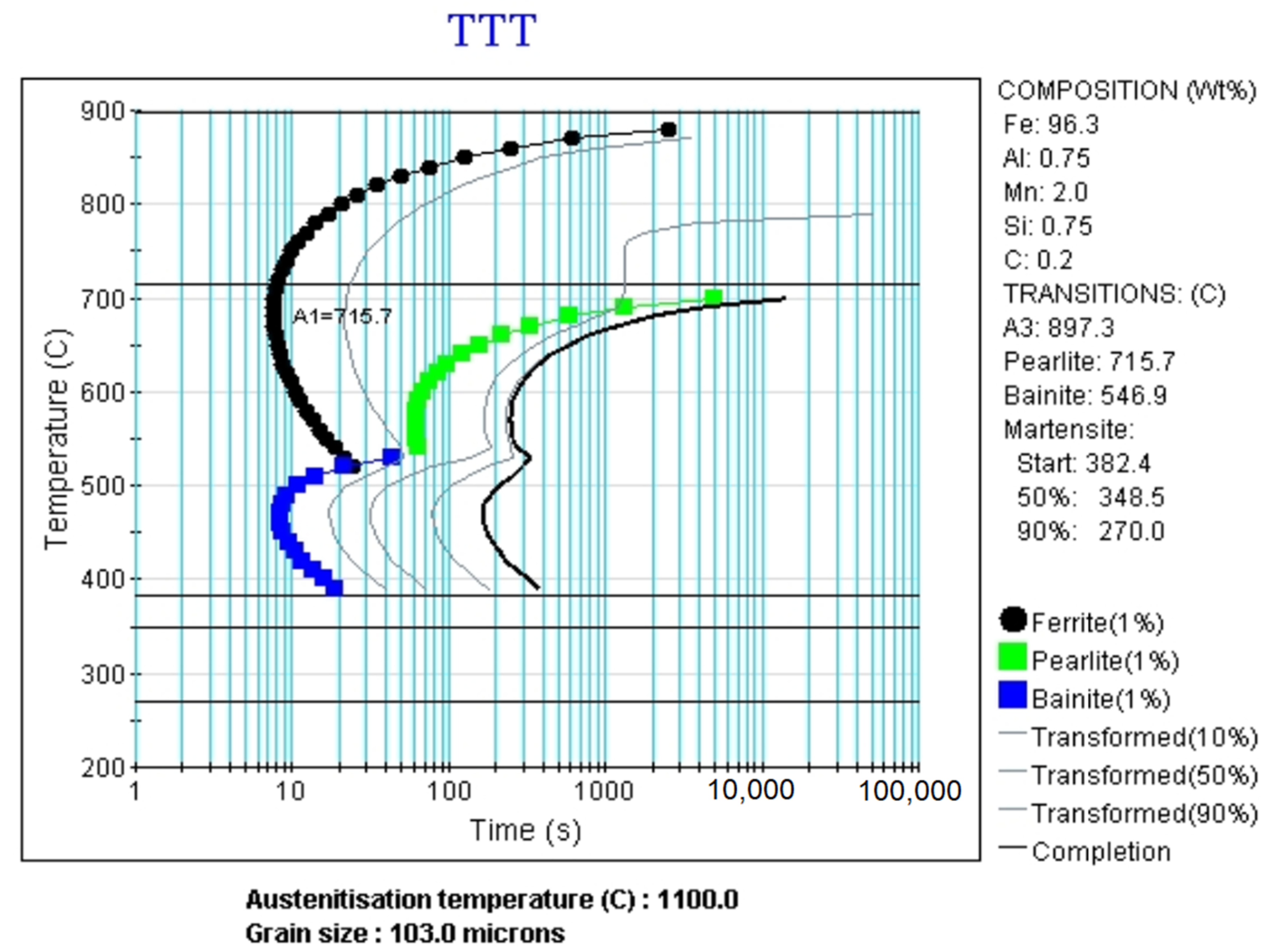
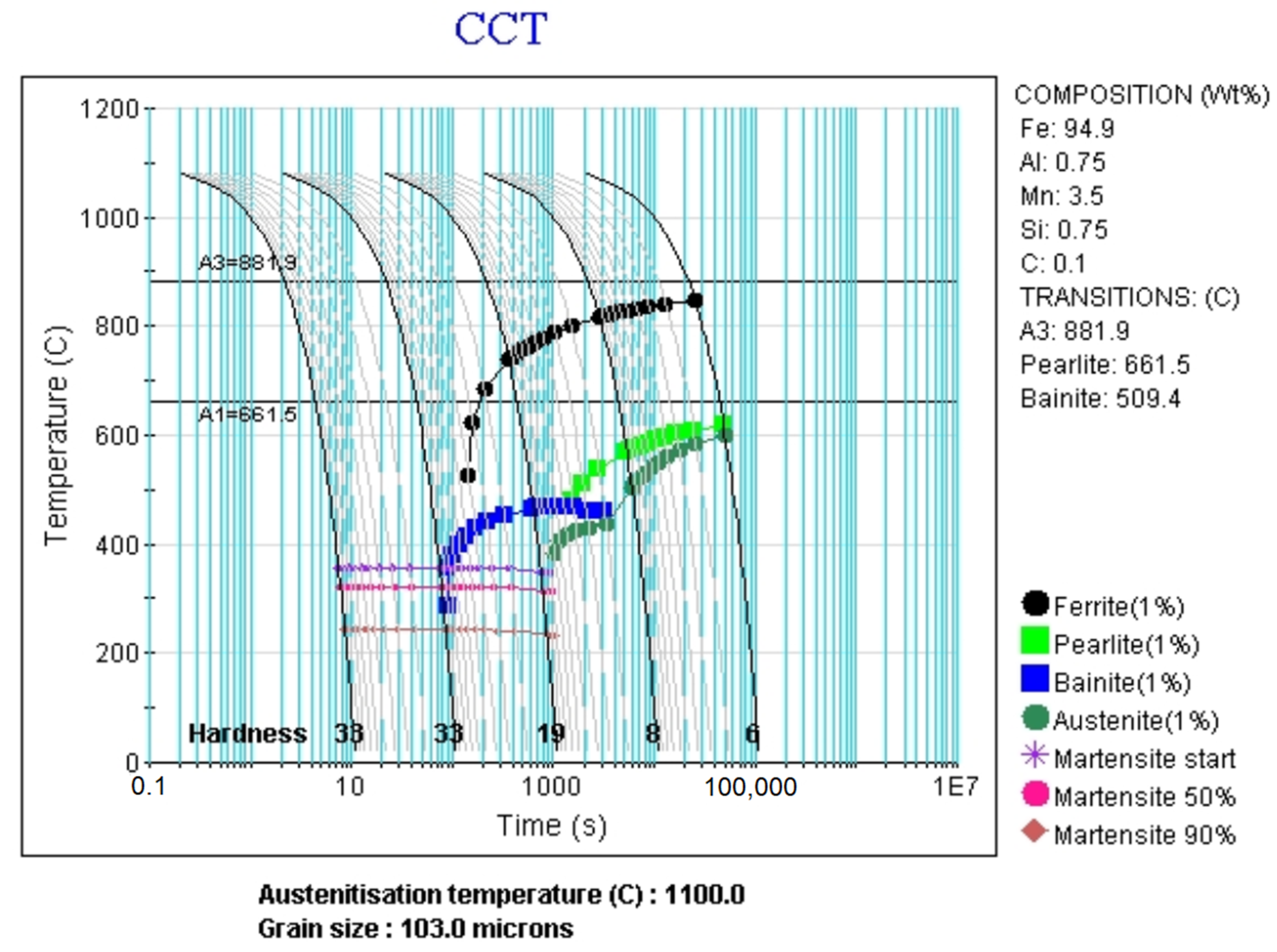
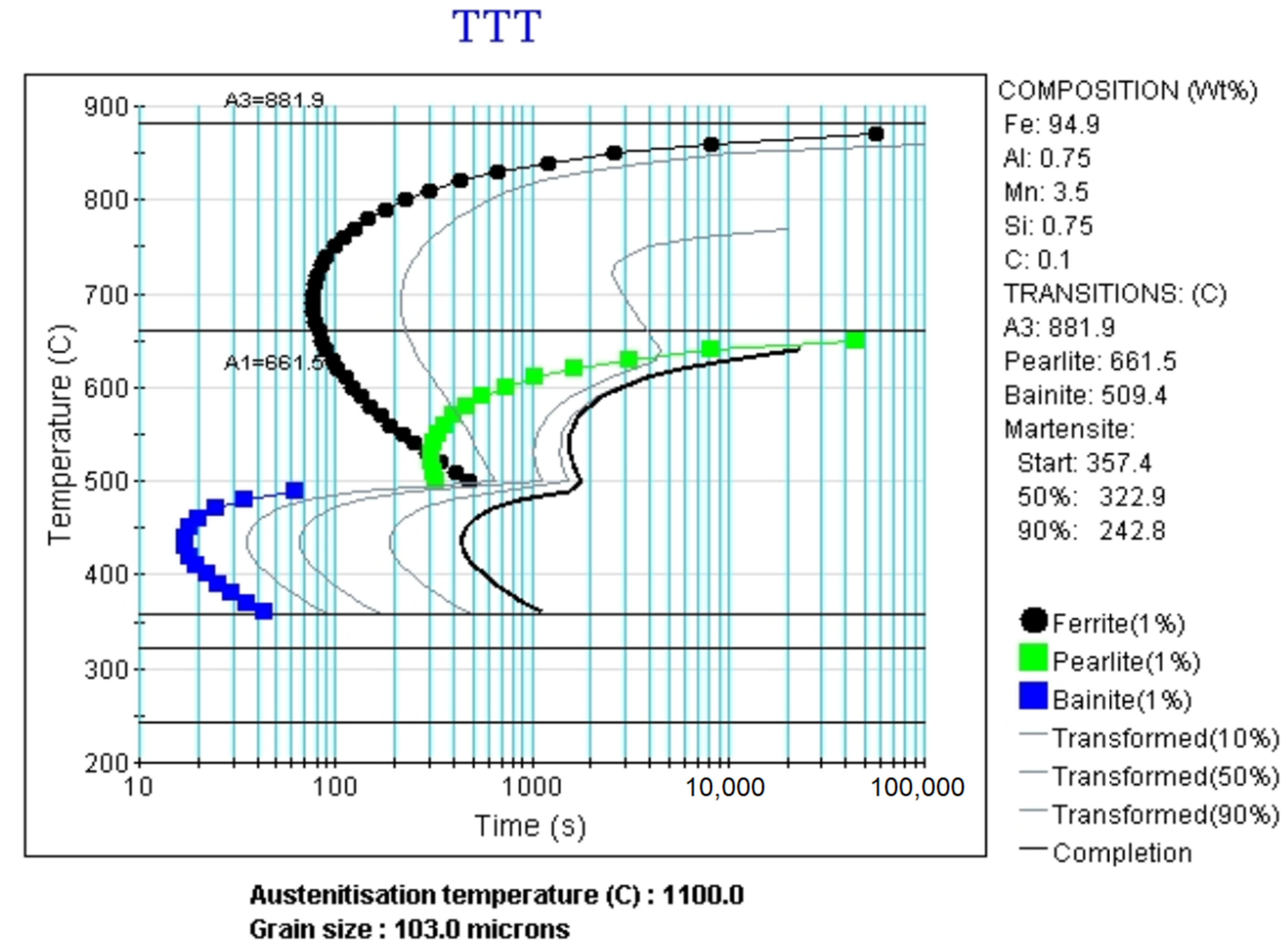
3.2. Continuous Cooling Transformation and Temperature–Time Transformation Diagrams
3.3. Phase Evolution Diagrams
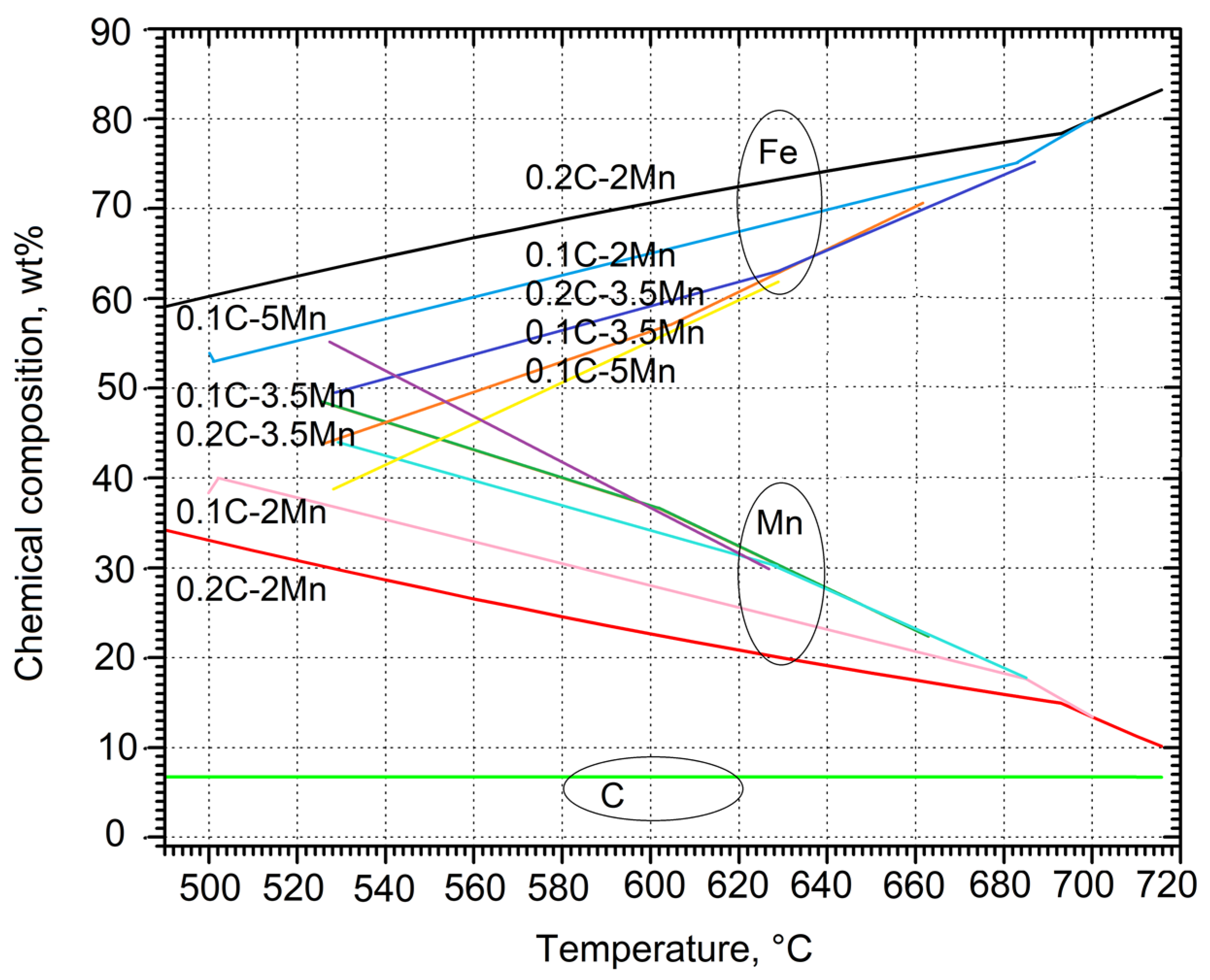
3.4. Chemical Composition Evolution
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matlock, D.K.; Speer, J.G. Third generation of AHSS: Microstructure design concepts. In Microstruct. Texture Steels Other Mater; Suwas, S., Haldar, A., Bhattacharjee, D., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 185–205. [Google Scholar] [CrossRef]
- Baluch, N.; Udin, Z.M.; Abdullah, C.S. Advanced High Strength Steel in Auto Industry: An Overview. Eng. Technol. Appl. Sci. Res. 2014, 4, 686–689. [Google Scholar] [CrossRef]
- Grajcar, A.; Zalecki, W.; Burian, W.; Kozłowska, A. Phase Equilibrium and Austenite Decomposition in Advanced High-Strength Medium-Mn Bainitic Steels. Metals 2016, 6, 248. [Google Scholar] [CrossRef]
- Opiela, M.; Grajcar, A. Microstructure and Anisotropy of Plastic Properties of Thermomechanically-Processed HSLA-Type Steel Plates. Metals 2018, 8, 304. [Google Scholar] [CrossRef]
- Samek, L.; De Moor, E.; Penning, J.; De Cooman, B.C. Influence of alloying elements on the kinetics of strain-induced martensitic nucleation in low-alloy, multiphase high-strength steels. Met. Mater. Trans. A 2006, 37, 109–124. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, M.; Sun, B.; Zhang, B.; Ding, R.; Luo, C.; Zeng, W.; Zhang, C.; Yang, Z.; van der Zwaag, S.; et al. Critical role of Lüders banding in hydrogen embrittlement susceptibility of medium Mn steels. Scr. Mater. 2020, 190, 32–37. [Google Scholar] [CrossRef]
- Samek, L.; Dykas, J.; De Moor, E.; Grajcar, A. Strain-Ageing of Low-Alloyed Multiphase High-Strength Steels. Metals 2020, 10, 439. [Google Scholar] [CrossRef]
- Kaar, S.; Krizan, D.; Schwabe, J.; Hofmann, H.; Hebesberger, T.; Commenda, C.; Samek, L. Influence of the Al and Mn content on the structure-property relationship in density reduced TRIP-assisted sheet steels. Mater. Sci. Eng. A 2018, 735, 475–486. [Google Scholar] [CrossRef]
- Wagoner, R.H.; Kim, J.H.; Sung, J.H. Formability of advanced high strength steels. Int. J. Mater. Form. 2009, 2, 359–362. [Google Scholar] [CrossRef]
- Kim, J.H.; Seo, E.J.; Kwon, M.-H.; Kang, S.; De Cooman, B.C. Effect of quenching temperature on stretch flangeability of a medium Mn steel processed by quenching and partitioning. Mater. Sci. Eng. A 2018, 729, 276–284. [Google Scholar] [CrossRef]
- Gündüz, S. Static strain ageing behaviour of dual phase steels. Mater. Sci. Eng. A 2008, 486, 63–71. [Google Scholar] [CrossRef]
- Cottrell, A.H.; A Bilby, B. Dislocation Theory of Yielding and Strain Ageing of Iron. Proc. Phys. Soc. Sect. A 1949, 62, 49–62. [Google Scholar] [CrossRef]
- De, A.K.; Vandeputte, S.; De Cooman, B.C. Kinetics of Strain Aging in Bake Hardening Ultra Low Carbon Steel—A Comparison with Low Carbon Steel. J. Mater. Eng. Perform. 2001, 10, 567–575. [Google Scholar] [CrossRef]
- Mukherjee, M.; Singh, S.B.; Mohanty, O.N. Microstructural characterization of TRIP-aided steels. Mater. Sci. Eng. A 2008, 486, 32–37. [Google Scholar] [CrossRef]
- Xu, F.-Y.; Wang, Y.-W.; Bai, B.-Z.; Fang, H.-S. CCT curves of low-carbon Mn-Si steels and development of water-cooled bainitic steels. J. Iron Steel Res. Int. 2010, 17, 46–50. [Google Scholar] [CrossRef]
- Diekmann, U. Calculation of Steel Data Using JMatPro; COMAT 2012: Plzen, Czech Republic, 2012. [Google Scholar]
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schillé, J.-P. Using JMatPro to model materials properties and behavior. JOM 2003, 55, 60–65. [Google Scholar] [CrossRef]
- Grajcar, A.; Morawiec, M.; Zalecki, W. Austenite Decomposition and Precipitation Behavior of Plastically Deformed Low-Si Microalloyed Steel. Metals 2018, 8, 1028. [Google Scholar] [CrossRef]
- Morawiec, M.; Skowronek, A.; Król, M.; Grajcar, A. Dilatometric Analysis of the Austenite Decomposition in Undeformed and Deformed Low-Carbon Structural Steel. Materials 2020, 13, 5443. [Google Scholar] [CrossRef]
- Geng, X.; Wang, H.; Xue, W.; Xiang, S.; Huang, H.; Meng, L.; Ma, G. Modeling of CCT diagrams for tool steels using different machine learning techniques. Comput. Mater. Sci. 2019, 171, 109235. [Google Scholar] [CrossRef]
- Aristeidakis, J.S.; Haidemenopoulos, G.N. Composition and processing design of medium-Mn steels based on CALPHAD, SFE modeling, and genetic optimization. Acta Mater. 2020, 193, 291–310. [Google Scholar] [CrossRef]
- Piekarska, W.; Goszczyńska-Króliszewska, D. Analytical Methods of Predicting the Structure and Mechanical Properties of High Tensile Strength Steel. Procedia Eng. 2017, 177, 92–98. [Google Scholar] [CrossRef]
- Contreras, A.; López, A.; Gutiérrez, E.; Fernández, B.; Salinas, A.; Deaquino, R.; Bedolla, A.; Saldaña, R.; Reyes, I.; Aguilar, J.; et al. An approach for the design of multiphase advanced high-strength steels based on the behavior of CCT diagrams simulated from the intercritical temperature range. Mater. Sci. Eng. A 2019, 772, 138708. [Google Scholar] [CrossRef]
- Soleimani, M.; Kalhor, A.; Mirzadeh, H. Transformation-induced plasticity (TRIP) in advanced steels: A review. Mater. Sci. Eng. A 2020, 795, 140023. [Google Scholar] [CrossRef]
- Jeong, M.S.; Park, T.M.; Choi, S.; Lee, S.-J.; Han, J. Recovering the ductility of medium-Mn steel by restoring the original microstructure. Scr. Mater. 2020, 190, 16–21. [Google Scholar] [CrossRef]
- Staiger, M.; Brownrigg, A.; Hodgson, P.; Davies, C. Multistage strain aging of low-carbon steels. Mater. Sci. Eng. A 2004, 364, 35–47. [Google Scholar] [CrossRef]
- de Meira, R.R.; Dias, F.M.D.S.; Lins, J.F.C. The influence of manganese on the bake hardening of hot dip galvanized low carbon steels. J. Mater. Res. Technol. 2020, 9, 2208–2213. [Google Scholar] [CrossRef]
- Speer, J.; Rana, R.; Matlock, D.; Glover, A.; Thomas, G.; De Moor, E. Processing Variants in Medium-Mn Steels. Metals 2019, 9, 771. [Google Scholar] [CrossRef]
- Ji, D.; Zhang, M.; Zhu, D.; Luo, S.; Li, L. Influence of microstructure and pre-straining on the bake hardening response for ferrite-martensite dual-phase steels of different grades. Mater. Sci. Eng. A 2017, 708, 129–141. [Google Scholar] [CrossRef]
- Li, Z.C.; Li, X.J.; Mou, Y.J.; Misra, R.D.K.; Ding, H.; He, L.F.; Li, H.P. Tuning austenite stability in a medium Mn steel and relationship to structure and mechanical properties. Mater. Sci. Technol. 2020, 36, 1308–1317. [Google Scholar] [CrossRef]
- Santofimia, M.; Zhao, L.; Petrov, R.; Kwakernaak, C.; Sloof, W.; Sietsma, J. Microstructural development during the quenching and partitioning process in a newly designed low-carbon steel. Acta Mater. 2011, 59, 6059–6068. [Google Scholar] [CrossRef]
- Kaar, S.; Schneider, R.; Krizan, D.; Béal, C.; Sommitsch, C. Influence of the Quenching and Partitioning Process on the Transformation Kinetics and Hardness in a Lean Medium Manganese TRIP Steel. Metals 2019, 9, 353. [Google Scholar] [CrossRef]
- Akbary, F.H.; Santofimia, M.J.; Sietsma, J. Optimizing Mechanical Properties of a 0.3C-1.5Si-3.5MnQuenched and Partitioned Steel. Adv. Mater. Res. 2013, 829, 100–104. [Google Scholar] [CrossRef]
- Kaar, S.; Schneider, R.; Krizan, D.; Béal, C.; Sommitsch, C. Influence of the Phase Transformation Behaviour on the Microstructure and Mechanical Properties of a 4.5 wt.-% Mn Q&P Steel. HTM J. Heat Treat. Mater. 2019, 74, 70–84. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Al | Si |
|---|---|---|---|---|
| 1a | 0.1 | 2 | 0.75 | 0.75 |
| 2a | 0.1 | 3.5 | 0.75 | 0.75 |
| 3a | 0.1 | 5 | 0.75 | 0.75 |
| 4a | 0.1 | 8 | 0.75 | 0.75 |
| 5a | 0.1 | 10 | 0.75 | 0.75 |
| 1b | 0.2 | 2 | 0.75 | 0.75 |
| 2b | 0.2 | 3.5 | 0.75 | 0.75 |
| 3b | 0.2 | 5 | 0.75 | 0.75 |
| 4b | 0.2 | 8 | 0.75 | 0.75 |
| 5b | 0.2 | 10 | 0.75 | 0.75 |
| Mn, wt% | 2 | 3.5 | 5 | 8 | 10 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| C, wt% | 0.1 | 0.2 | 0.1 | 0.2 | 0.1 | 0.2 | 0.1 | 0.2 | 0.1 | 0.2 |
| Ae1, °C | 705 | 720 | 640 | 700 | 620 | 670 | 575 | 625 | 520 | 620 |
| Ae3, °C | 955 | 900 | 875 | 850 | 820 | 780 | 750 | 740 | 730 | 720 |
| Ac1, °C | 702 | 716 | 661 | 686 | 627 | 660 | 578 | 620 | 557 | 601 |
| Ac3, °C | 947 | 897 | 882 | 846 | 829 | 802 | 746 | 731 | 703 | 692 |
| Ms, °C | 425 | 382 | 357 | 315 | 299 | 257 | 206 | 164 | 158 | 116 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dykas, J.; Samek, L.; Grajcar, A.; Kozłowska, A. Modelling of Phase Diagrams and Continuous Cooling Transformation Diagrams of Medium Manganese Steels. Symmetry 2023, 15, 381. https://doi.org/10.3390/sym15020381
Dykas J, Samek L, Grajcar A, Kozłowska A. Modelling of Phase Diagrams and Continuous Cooling Transformation Diagrams of Medium Manganese Steels. Symmetry. 2023; 15(2):381. https://doi.org/10.3390/sym15020381
Chicago/Turabian StyleDykas, Jakub, Ludovic Samek, Adam Grajcar, and Aleksandra Kozłowska. 2023. "Modelling of Phase Diagrams and Continuous Cooling Transformation Diagrams of Medium Manganese Steels" Symmetry 15, no. 2: 381. https://doi.org/10.3390/sym15020381