
Fault Diagnosis of Crack on Gearbox Using Vibration-Based Approaches


Abstract
:1. Introduction
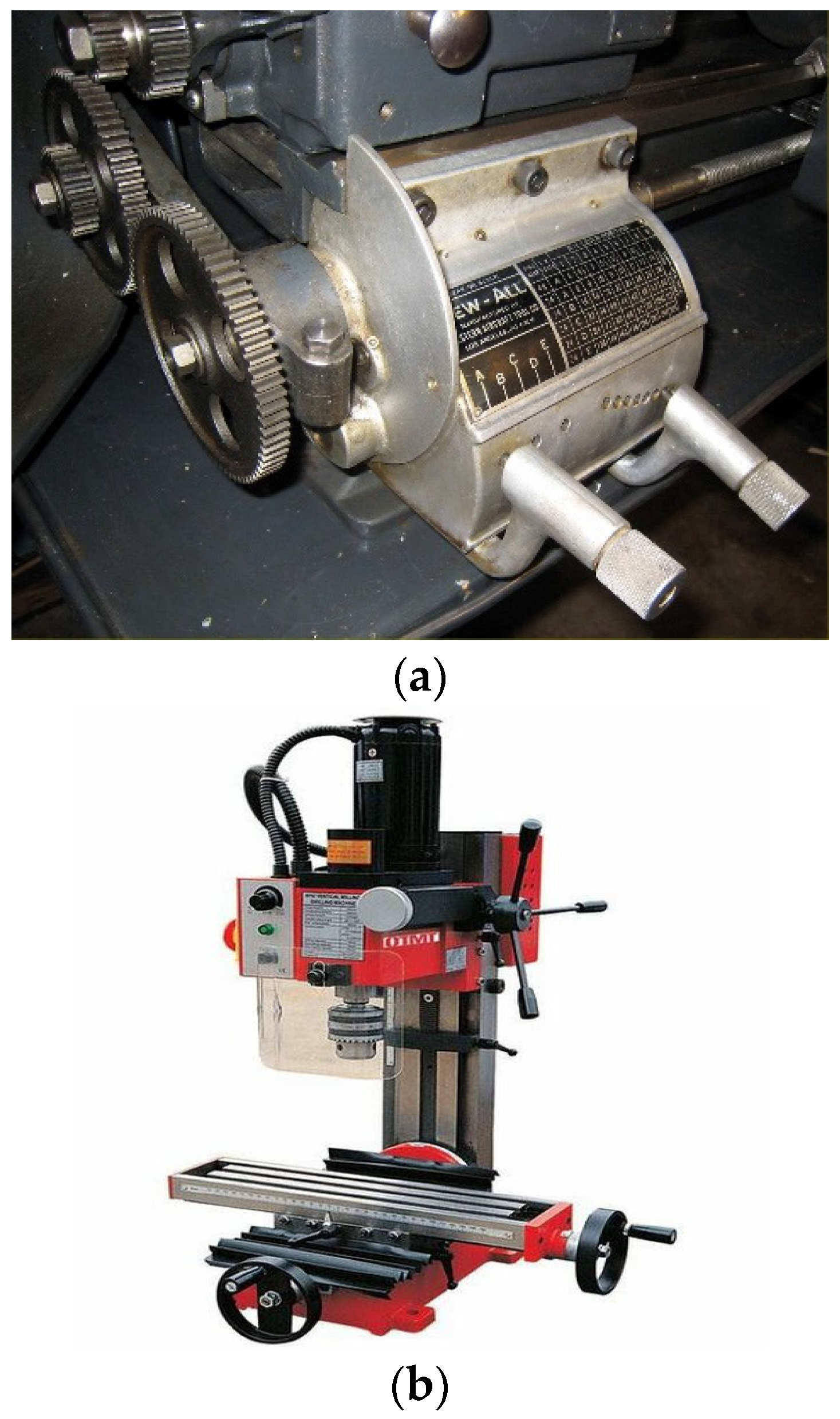
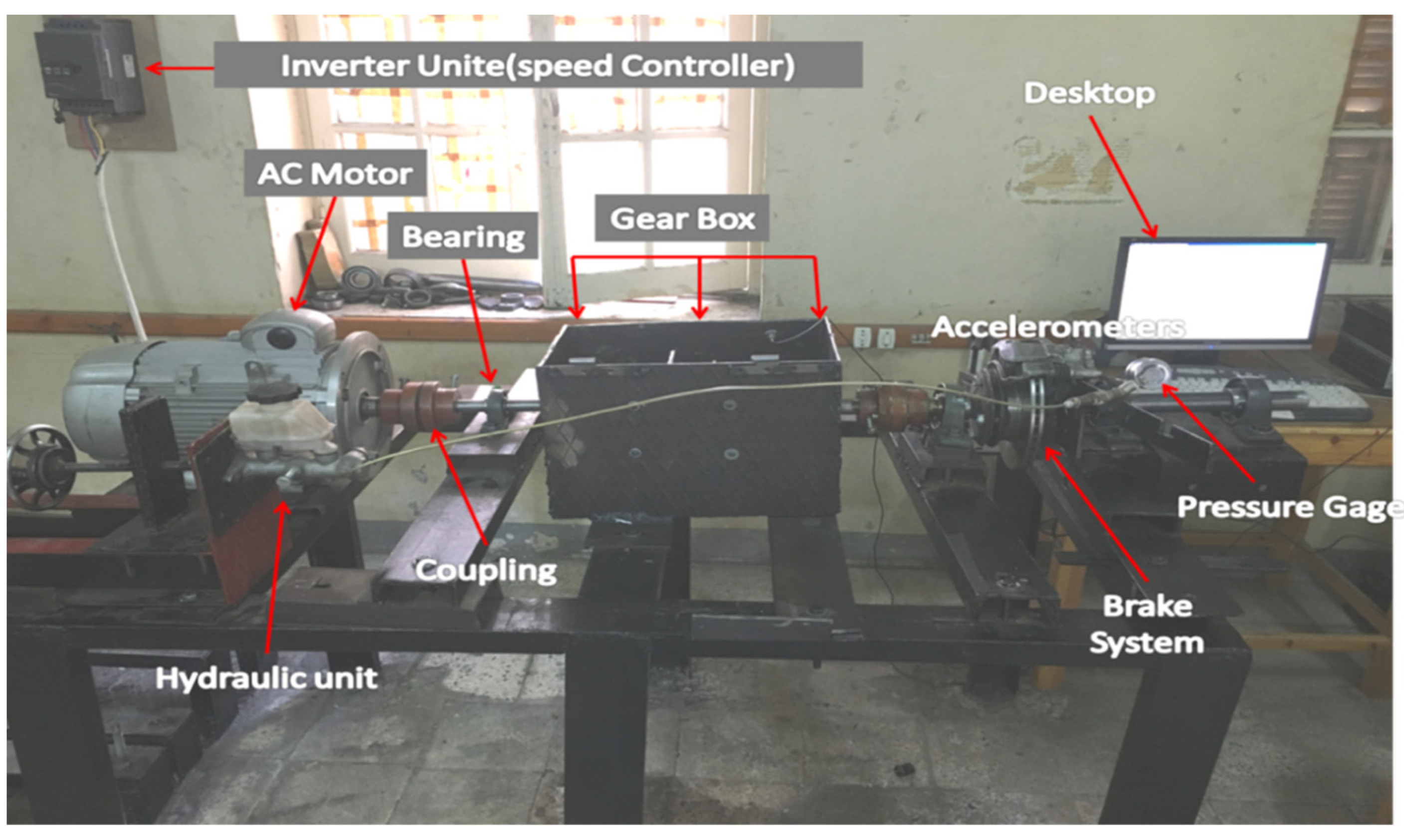
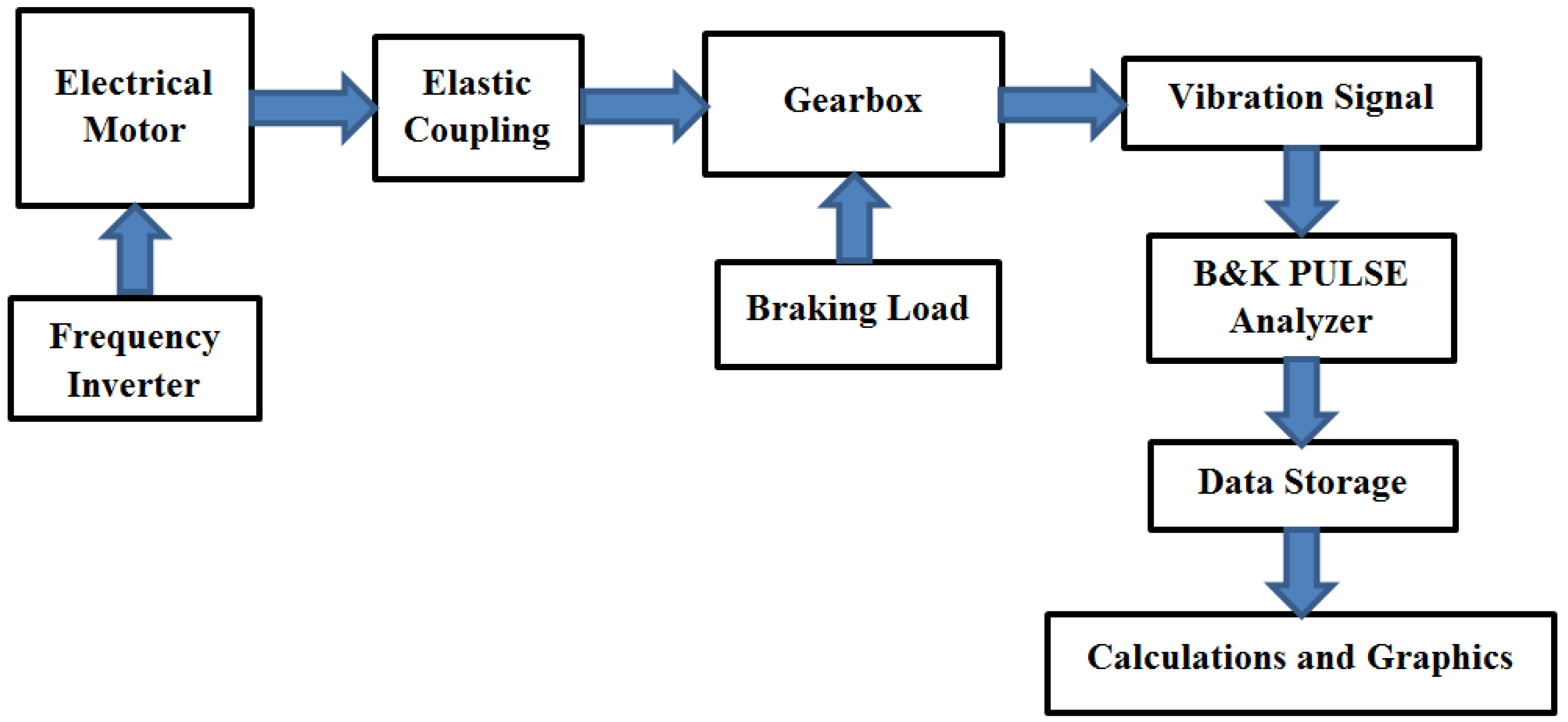
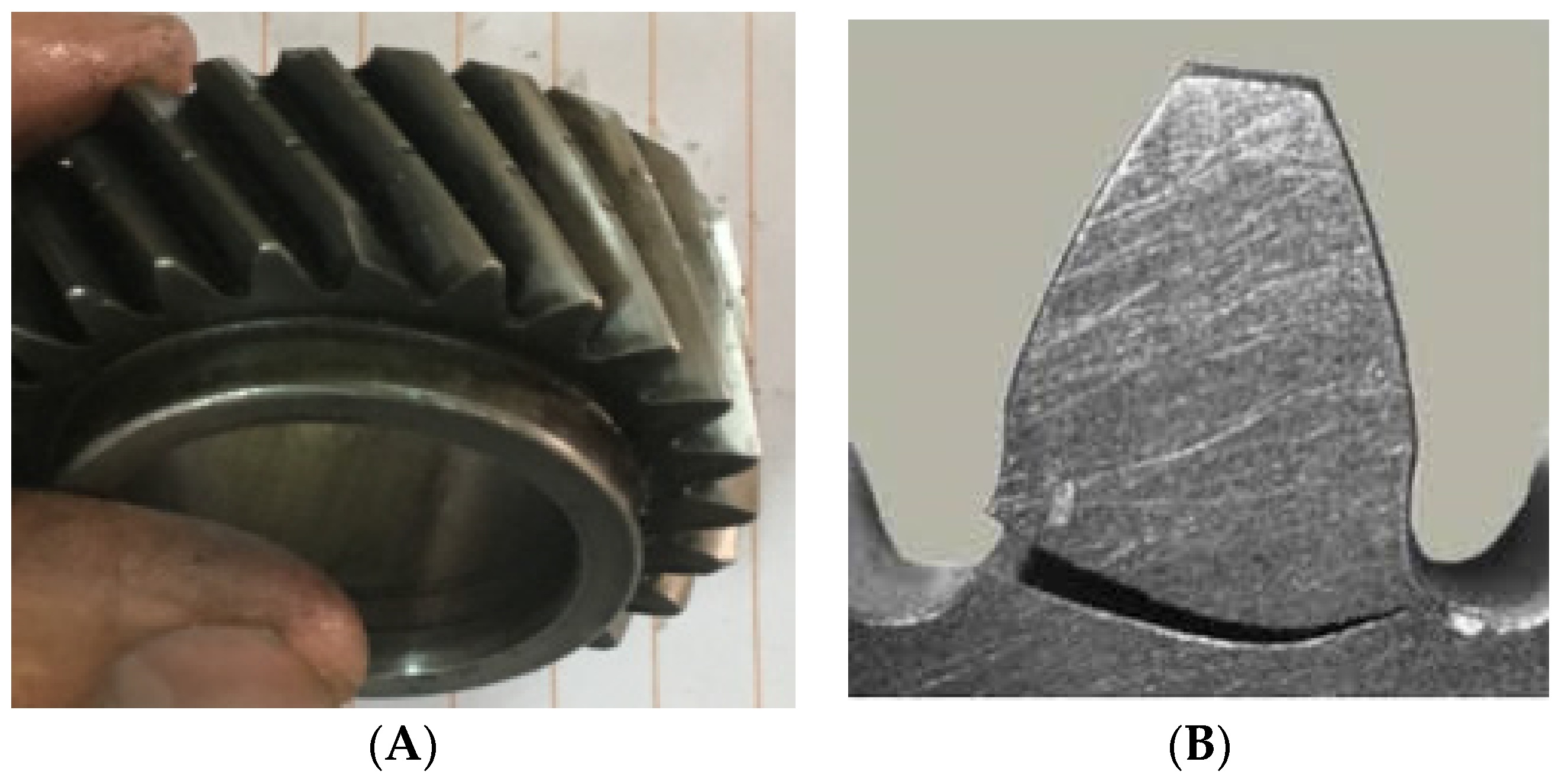
2. Experimental Test Rig
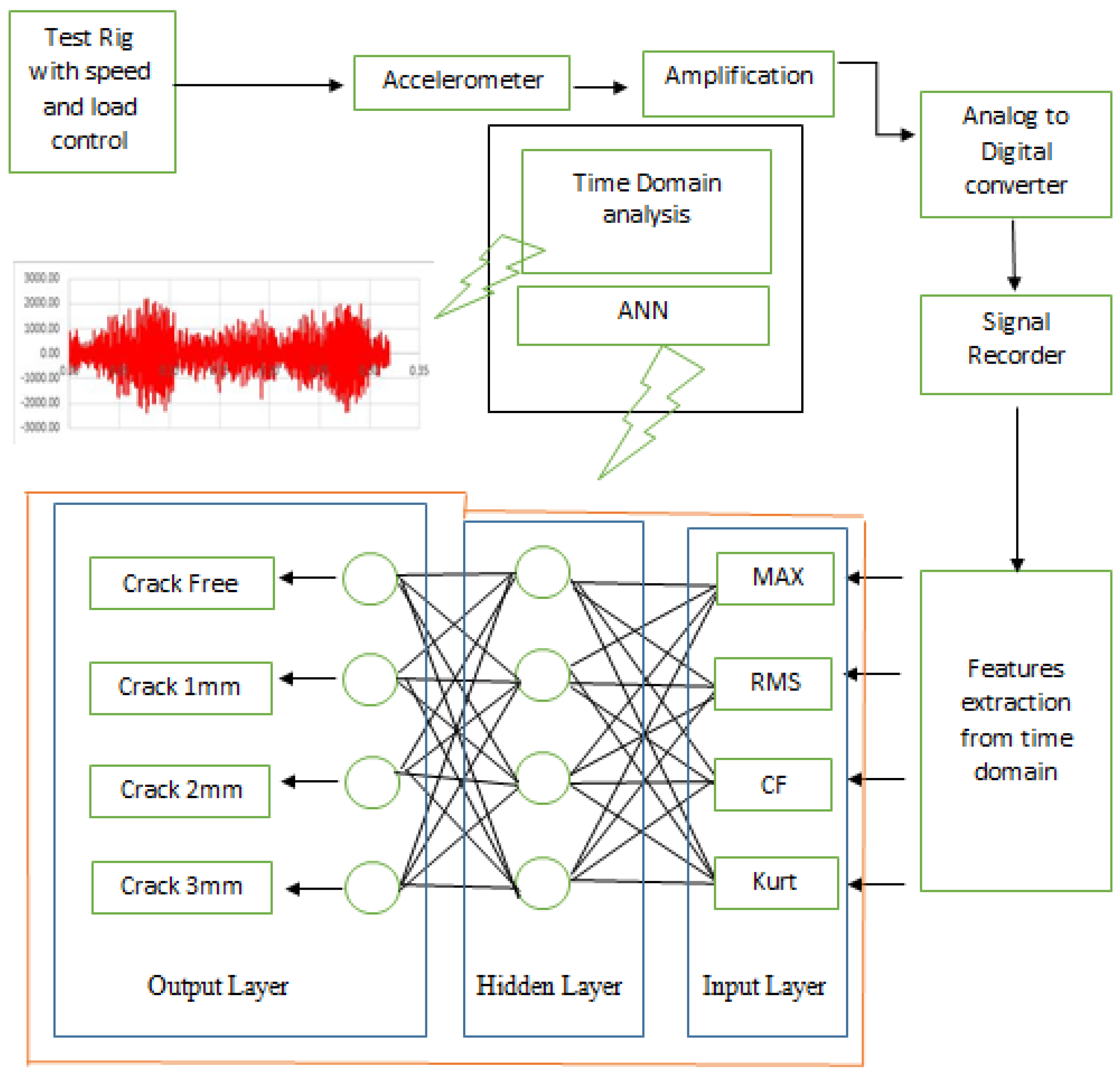
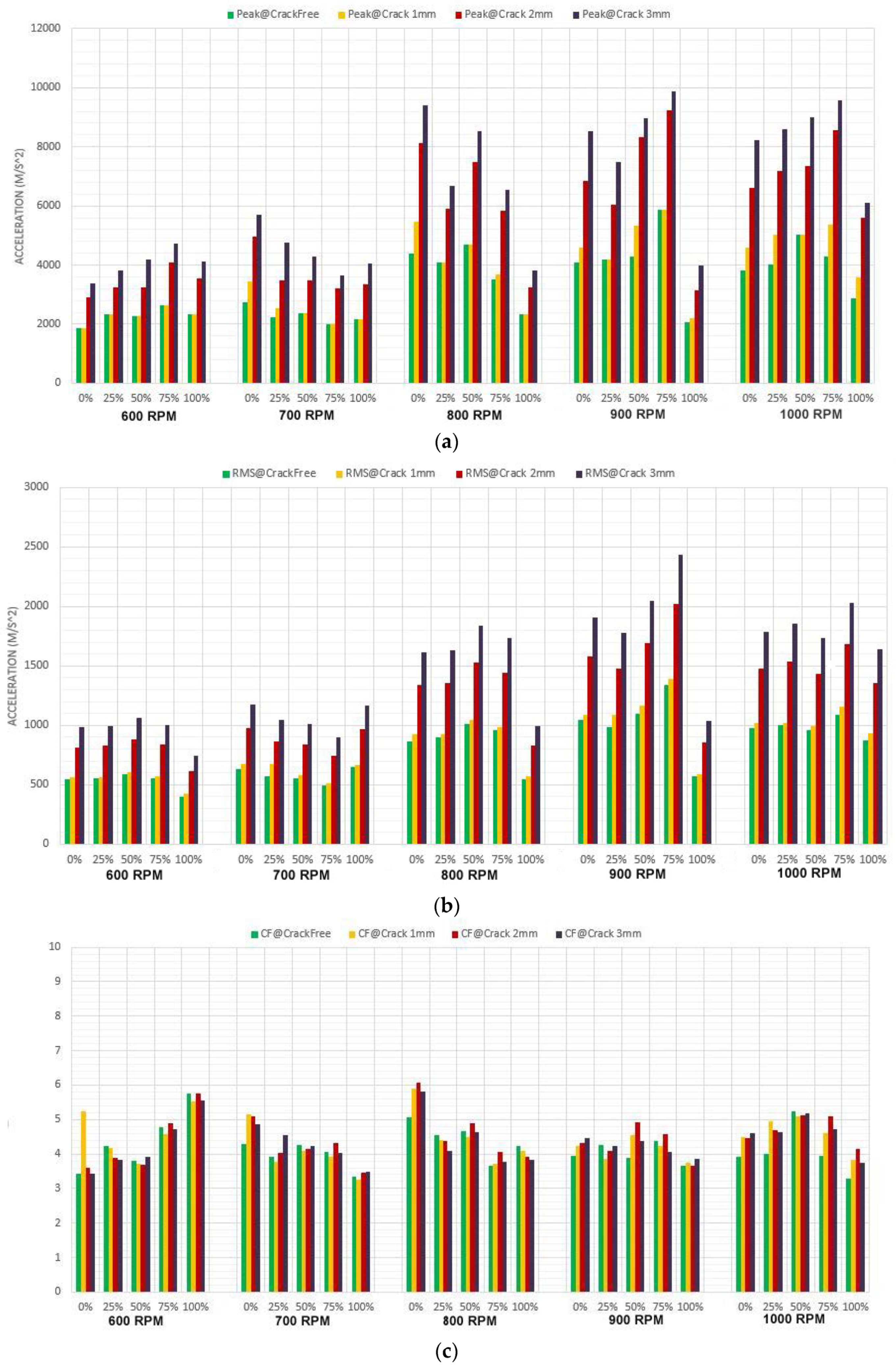
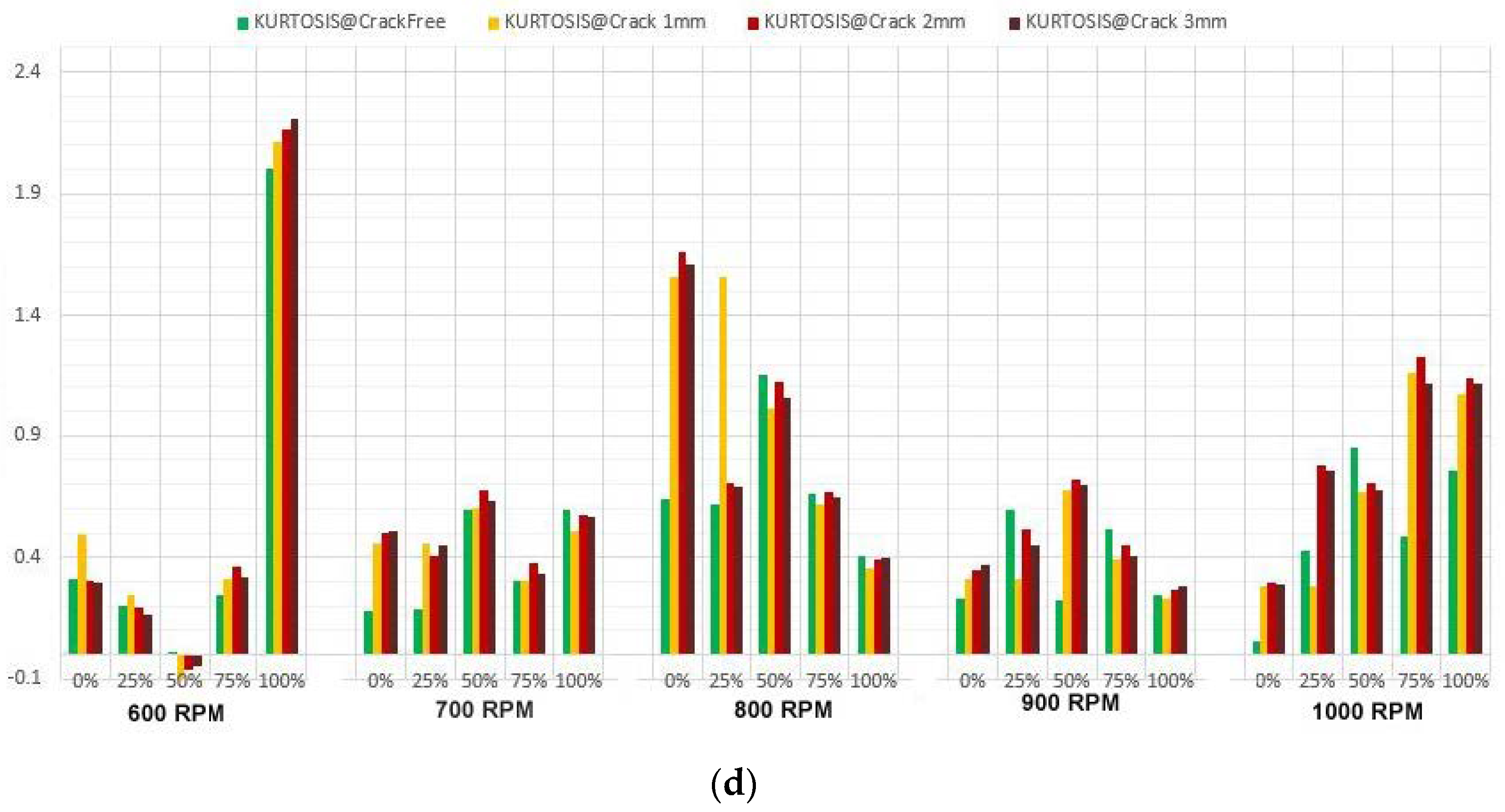
3. Time-Domain Analysis and Features Extraction
4. Artificial Neural Network Training
5. Experimental Procedure
6. Results and Discussions
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, P.; Zhao, X.; Jiang, H. A New Method of Fault Feature Extraction Based on Hierarchical Dispersion Entropy. Shock Vib. 2021, 2021, 8824901. [Google Scholar] [CrossRef]
- Xu, J.; Xu, P.; Wei, Z.; Ding, X.; Shi, L. DC-NNMN: Across Components Fault Diagnosis Based on Deep Few-Shot Learning. Shock Vib. 2020, 2020, 3152174. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhou, T.; Liu, J.; Zhang, C.; Liu, Y. Fault Diagnosis Approach for Rotating Machinery Based on Feature Importance Ranking and Selection. Shock Vib. 2021, 2021, 8899188. [Google Scholar] [CrossRef]
- Zhang, D.; Ren, X.; Zuo, H. Compound Fault Diagnosis for Gearbox Based Using of Euclidean Matrix Sample Entropy and One-Dimensional Convolutional Neural Network. Shock Vib. 2021, 2021, 6669006. [Google Scholar] [CrossRef]
- Long, Y.; Shi, X.; Chen, Q.; Xiao, Z.; Qin, Y.; Lv, J. Early Fault Diagnosis Technology for Bearings Based on Quantile Multiscale Permutation Entropy. Math. Probl. Eng. 2021, 2021, 7718074. [Google Scholar] [CrossRef]
- You, D.; Chen, L.; Liu, F.; Zhang, Y.; Shang, W.; Hu, Y.; Liu, W. Intelligent Fault Diagnosis of Bearing Based on Convolutional Neural Network and Bidirectional Long Short-Term Memory. Shock Vib. 2021, 2021, 7346352. [Google Scholar] [CrossRef]
- Xu, Z.; Li, X.; Wang, J.; Wang, Z. Reliable Fault Diagnosis of Rolling Bearing Based on Ensemble Modified Deep Metric Learning. Shock Vib. 2021, 2021, 5153751. [Google Scholar] [CrossRef]
- Mohamad, S.A.; Makrahy, M.M.; Ghazaly, N.M. Fault Diagnosis of Helical Gear through Various Vibration Techniques in Automotive Gearbox. J. Mech. Des. Vib. 2019, 7, 21–26. [Google Scholar]
- Ghazali, M.H.M.; Rahiman, W. Vibration Analysis for Machine Monitoring and Diagnosis: A Systematic Review. Shock Vib. 2021, 2021, 9469318. [Google Scholar] [CrossRef]
- Zhang, X.; Cong, Y.; Yuan, Z.; Zhang, T.; Bai, X. Early Fault Detection Method of Rolling Bearing Based on MCNN and GRU Network with an Attention Mechanism. Shock Vib. 2021, 2021, 6660243. [Google Scholar] [CrossRef]
- He, J.; Li, X.; Chen, Y.; Chen, D.; Guo, J.; Zhou, Y. Deep Transfer Learning Method Based on 1D-CNN for Bearing Fault Diagnosis. Shock Vib. 2021, 2021, 6687331. [Google Scholar] [CrossRef]
- Chen, Y.; Yuan, J.; Luo, Y.; Zhang, W. Fault Prediction of Centrifugal Pump Based on Improved KNN. Shock Vib. 2021, 2021, 7306131. [Google Scholar] [CrossRef]
- Shu, L.; Shen, J.; Liu, X. Fault Diagnosis Method for Rotating Machinery Based on Hierarchical Amplitude-Aware Permutation Entropy and Pairwise Feature Proximity. Shock Vib. 2021, 2021, 4395500. [Google Scholar] [CrossRef]
- Ghazaly, N.M.; Abdel-Fattah, M.; Makrahy, M.M. Determination of Engine Misfire Location using Artificial Neural Networks. Int. J. Veh. Struct. Syst. 2019, 11, 407–412. [Google Scholar] [CrossRef]
- Zhang, Y.; He, L.; Cheng, G. A Vibrational Signal Fault Diagnosis Rule Extraction Method Based on DST-ACI Discriminant Criterion. Shock Vib. 2021, 2021, 8085421. [Google Scholar] [CrossRef]
- Chen, J.; Xu, B.; Zhang, X. A Vibration Feature Extraction Method Based on Time-Domain Dimensional Parameters and Mahalanobis Distance. Math. Probl. Eng. 2021, 2021, 2498178. [Google Scholar] [CrossRef]
- Ren, Q.; Kou, Z.; Wu, J.; Li, T.; Yahya, W. Development and Parametric Analysis of Vibration System Controlled by Hydraulic Shock Rotary Vibrator. Shock Vib. 2021, 2021, 1082963. [Google Scholar] [CrossRef]
- Miao, F.; Zhao, R.; Jia, L.; Wang, X. Multisource Fault Signal Separation of Rotating Machinery Based on Wavelet Packet and Fast Independent Component Analysis. Int. J. Rotating Mach. 2021, 2021, 9914724. [Google Scholar] [CrossRef]
- Kou, F.; Wu, J.; Gao, J.; Wu, D.; Chen, R. Active Fault-Tolerant Control Based on the Fault of Electromagnetic Hybrid Active Suspension. Shock Vib. 2021, 2021, 4273698. [Google Scholar] [CrossRef]
- Yang, Z.; Ying, S.; Wang, B.; Li, Y.; Dong, B.; Geng, J.; Zhang, T. A System Fault Diagnosis Method with a Reclustering Algorithm. Sci. Program. 2021, 2021, 6617882. [Google Scholar] [CrossRef]
- Kumar, A.; Vashishtha, G.; Gandhi, C.P.; Zhou, Y.; Glowacz, A.; Xiang, J. Novel Convolutional Neural Network (NCNN) for the Diagnosis of Bearing Defects in Rotary Machinery. IEEE Trans. Instrum. Meas. 2021, 70, 1–10. [Google Scholar] [CrossRef]
- Pham, M.T.; Kim, J.-M.; Kim, C.H. Intelligent Fault Diagnosis Method Using Acoustic Emission Signals for Bearings under Complex Working Conditions. Appl. Sci. 2020, 10, 7068. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3560-B-130 (Bruel and Kjaer) | |
|---|---|
| Channels | 5-input channels |
| Input type | Direct/CCLD, 1 Tacho conditioning |
| Frequency range | 0 Hz to 25,600 Hz |
| Communication to PC | LAN interface |
| Voltage | 10–32 V DC |
| Digital signal size | 13 Bits |
| Sampling Frequency (Hz) | 12,500 |
| Number of data points | 8192 |
| Sampling period (seconds per sample) | 0.00008 |
| Duration of samples (s) | 0.655 |
| Filter | Anti-aliasing filter (analog) Finite Impulsive Response (FIR) Band-pass digital filter (10–25 kHz) |
| Degree of Crack | Severity | More Than | Less Than or Equal |
|---|---|---|---|
| 1 mm | Peak Severity | 1 | 1.27 |
| Root mean square Severity | 1.013 | 1.10 | |
| Crest Factor Severity | 0.90 | 1.23 | |
| Kurtosis Severity | 0.52 | 3.04 | |
| 2 mm | Peak Severity | 1.38 | 2.00 |
| Root mean square Severity | 1.48 | 1.55 | |
| Crest Factor Severity | 0.92 | 1.29 | |
| Kurtosis Severity | 0.83 | 3.23 | |
| 3 mm | Peak Severity | 1.64 | 2.24 |
| Root mean square Severity | 1.79 | 1.87 | |
| Crest Factor Severity | 0.90 | 1.20 | |
| Kurtosis Severity | 0.76 | 3.15 |
| Degree of Crack | Instance | Passed Statistical Features (%) |
|---|---|---|
| 1 mm | 600 RPM at 0% load | 75 |
| 700 RPM at 25% load | 75 | |
| 800 RPM at 50% load | 100 | |
| 900 RPM at 75% load | 100 | |
| 1000 RPM at 100% load | 100 | |
| 2 mm | 600 RPM at 0% load | 100 |
| 700 RPM at 25% load | 100 | |
| 800 RPM at 50% load | 100 | |
| 900 RPM at 75% load | 100 | |
| 1000 RPM at 100% load | 100 | |
| 3 mm | 600 RPM at 0% load | 100 |
| 700 RPM at 25% load | 100 | |
| 800 RPM at 50% load | 100 | |
| 900 RPM at 75% load | 100 | |
| 1000 RPM at 100% load | 100 |
| Predicted Crack 1 mm | Predicted Crack 2 mm | Predicted Crack 3 mm | |
|---|---|---|---|
| Real Crack 1 mm | 5 (33.33%) | 0 | 0 |
| Real Crack 2 mm | 0 | 5 (33.33%) | 0 |
| Real Crack 3 mm | 0 | 0 | 5 (33.33%) |
| 600 RPM | |||||
| Load | 0% | 25% | 50% | 75% | 100% |
| Crack free | 38 | 66 | 6 | 44 | 50 |
| Crack 1 mm | 78 | 42 | 100 | 40 | 100 |
| Crack 2 mm | 15 | 66 | 100 | 100 | 2 |
| Crack 3 mm | 100 | 100 | 100 | 100 | 100 |
| 700 RPM | |||||
| Load | 0% | 25% | 50% | 75% | 100% |
| Crack free | 74 | 98 | 100 | 66 | 76 |
| Crack 1 mm | 68 | 86 | 46 | 46 | 78 |
| Crack 2 mm | 100 | 46 | 48 | 80 | 80 |
| Crack 3 mm | 20 | 96 | 80 | 100 | 100 |
| 800 RPM | |||||
| Load | 0% | 25% | 50% | 75% | 100% |
| Crack free | 100 | 100 | 92 | 6 | 18 |
| Crack 1 mm | 100 | 14 | 96 | 98 | 90 |
| Crack 2 mm | 8 | 96 | 100 | 100 | 98 |
| Crack 3 mm | 100 | 100 | 82 | 84 | 100 |
| 900 RPM | |||||
| Load | 0% | 25% | 50% | 75% | 100% |
| Crack free | 86 | 84 | 100 | 82 | 96 |
| Crack 1 mm | 90 | 100 | 100 | 100 | 68 |
| Crack 2 mm | 84 | 64 | 100 | 100 | 92 |
| Crack 3 mm | 100 | 98 | 96 | 100 | 100 |
| 1000 RPM | |||||
| Load | 0% | 25% | 50% | 75% | 100% |
| Crack free | 100 | 100 | 100 | 100 | 76 |
| Crack 1 mm | 16 | 100 | 100 | 100 | 100 |
| Crack 2 mm | 100 | 100 | 100 | 100 | 100 |
| Crack 3 mm | 96 | 86 | 100 | 10 | 100 |
| Condition | Average Recognition Rate |
|---|---|
| Crack free | 78.8% |
| Crack 1 mm | 78.24% |
| Crack 2 mm | 75.8% |
| Crack 3 mm | 89.76% |
| Method | Signal | Element | Optimizer or Learning Strategy | Test Instances, Sample Rate | Defect Conditions | Operation Conditions | Accuracy |
|---|---|---|---|---|---|---|---|
| Back propagation feed forward neural network for gear fault detection (proposed) | Vibration | Gears | Gradient decent | 200 (50 × 4), 12,500 sample/s. | -Crack defect 1 mm, 2 mm, and 3 mm. | 600, 700, 800, 900, 1000 rpm/0%, 25%, 50%, 75%, 100% loads. | 80.65% |
| Novel convolution neural network (NCNN) [21] | Vibration | Bearings | Transfer learning. Sigmoid + Existing Cost function. | 240 (20 × 12), 70,000 sample/s. | - Outer race defect: 22.4, 46.4, 67.7 Mils. - Inner race defect: 18.5, 40.5, 58.6, 71.2 Mils. - Ball defect of 18.1, 44.0, 56.6, 79.1 Mils. | 2050 rpm/0.16 HP load. | 91% |
| Convolution neural network (CNN) [22] | Acoustic Emission | Bearings | Stochastic line-search | 1200 (30 × 40), 10 M sample/s. | Cracks 3, 6, 12 mm at locations: Outer raceway, inner raceway, roller, inner + outer raceways, outer raceway and roller, inner raceway and roller, inner raceway + outer raceway + roller. | 250, 350, 450 rpm | 98.21% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, S.A.; Ghazaly, N.M.; Abdo, J. Fault Diagnosis of Crack on Gearbox Using Vibration-Based Approaches. Symmetry 2022, 14, 417. https://doi.org/10.3390/sym14020417
Mohammed SA, Ghazaly NM, Abdo J. Fault Diagnosis of Crack on Gearbox Using Vibration-Based Approaches. Symmetry. 2022; 14(2):417. https://doi.org/10.3390/sym14020417
Chicago/Turabian StyleMohammed, Sufyan A., Nouby M. Ghazaly, and Jamil Abdo. 2022. "Fault Diagnosis of Crack on Gearbox Using Vibration-Based Approaches" Symmetry 14, no. 2: 417. https://doi.org/10.3390/sym14020417