
Partial Polymer Blend for Fused Filament Fabrication with High Thermal Stability

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Melt Blending
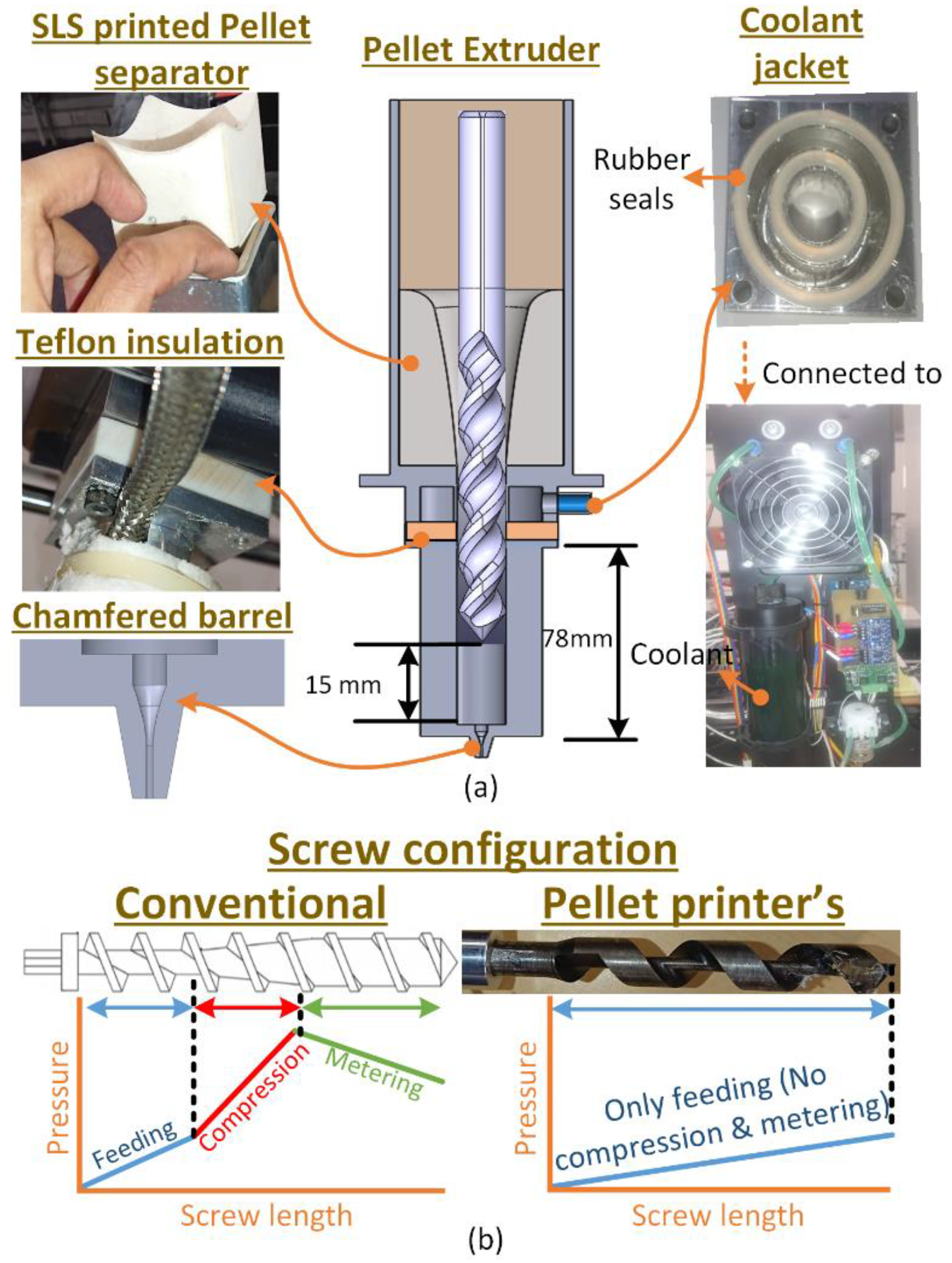
2.3. Pellet 3D Printing
2.4. Thermal Analysis
2.5. Tensile Testing
2.6. Fourier Transform Infrared Spectroscopy (FTIR)
2.7. Differential Scanning Calorimetry (DSC)
2.8. Thermogravimetric Analysis (TGA)
2.9. Scanning Electron Microscope (SEM)
3. Results
4. Discussion
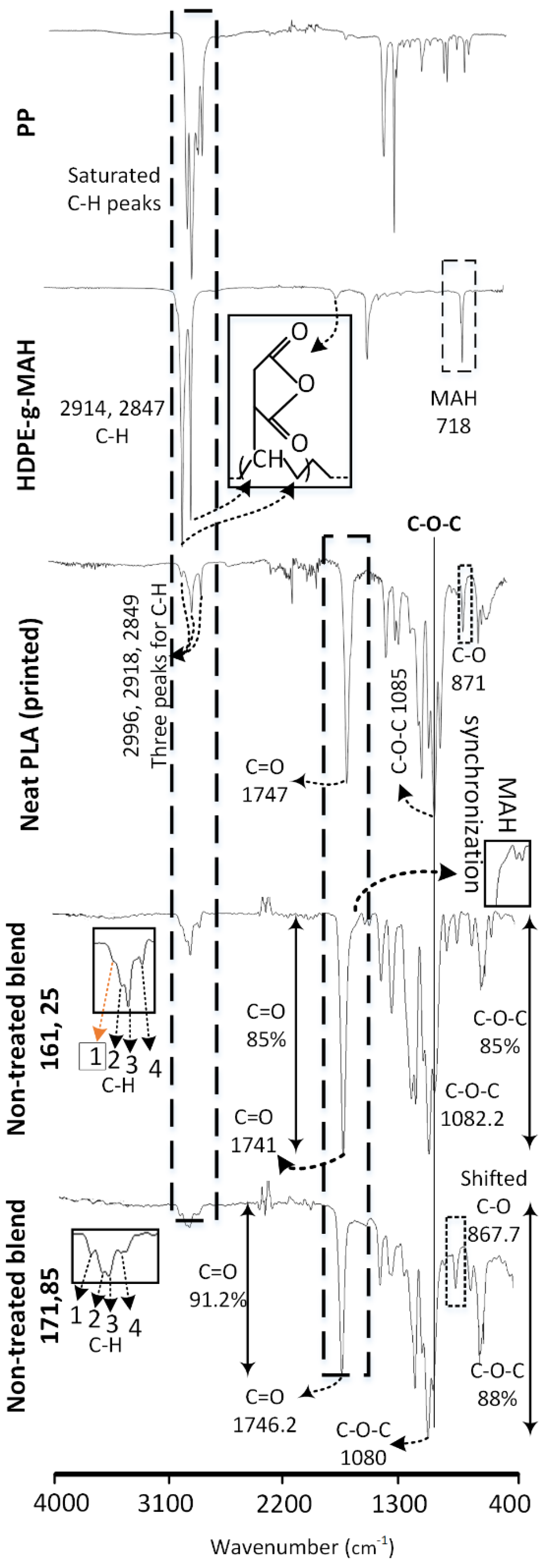
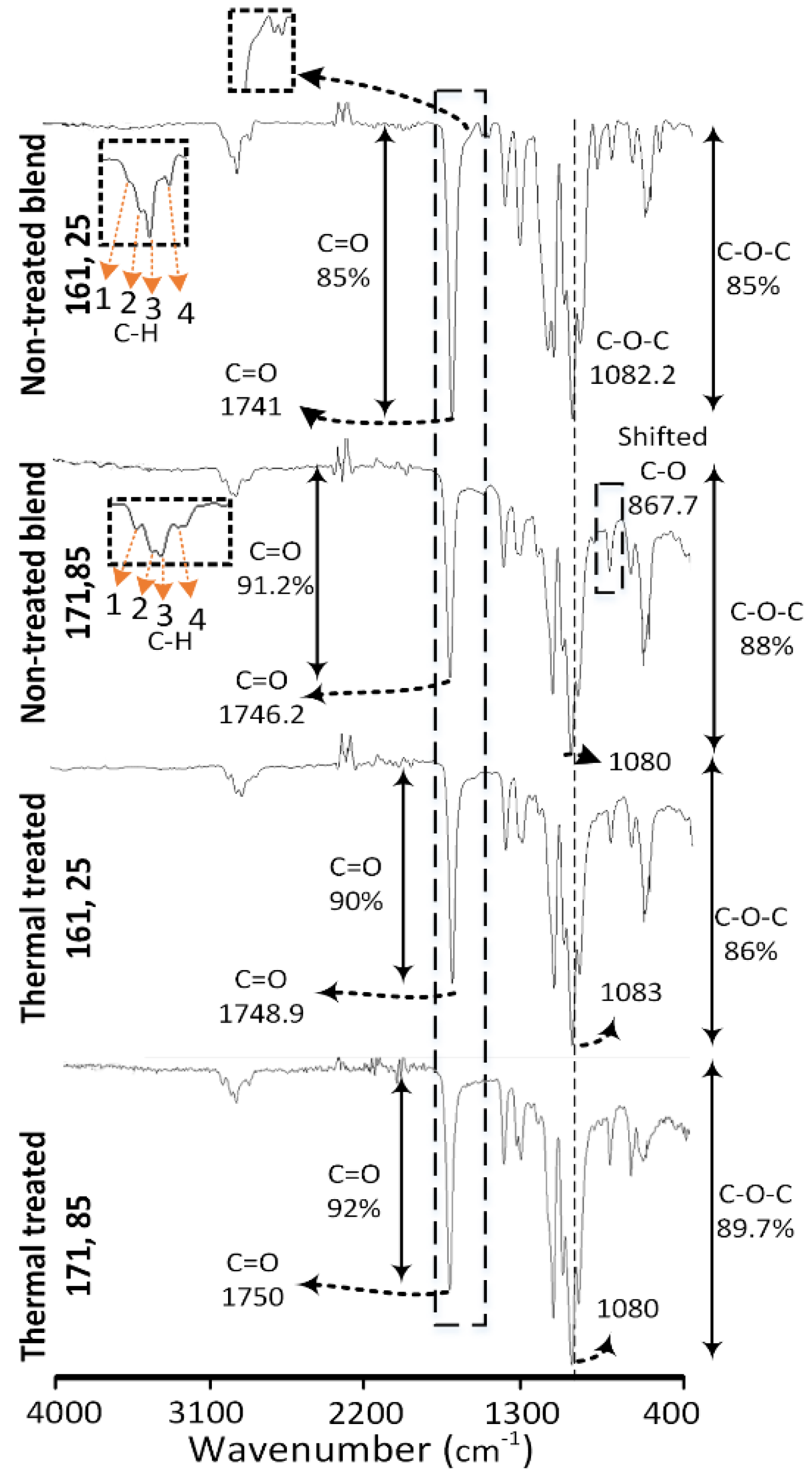
4.1. Analysis for Thermochemical Effects Using FTIR
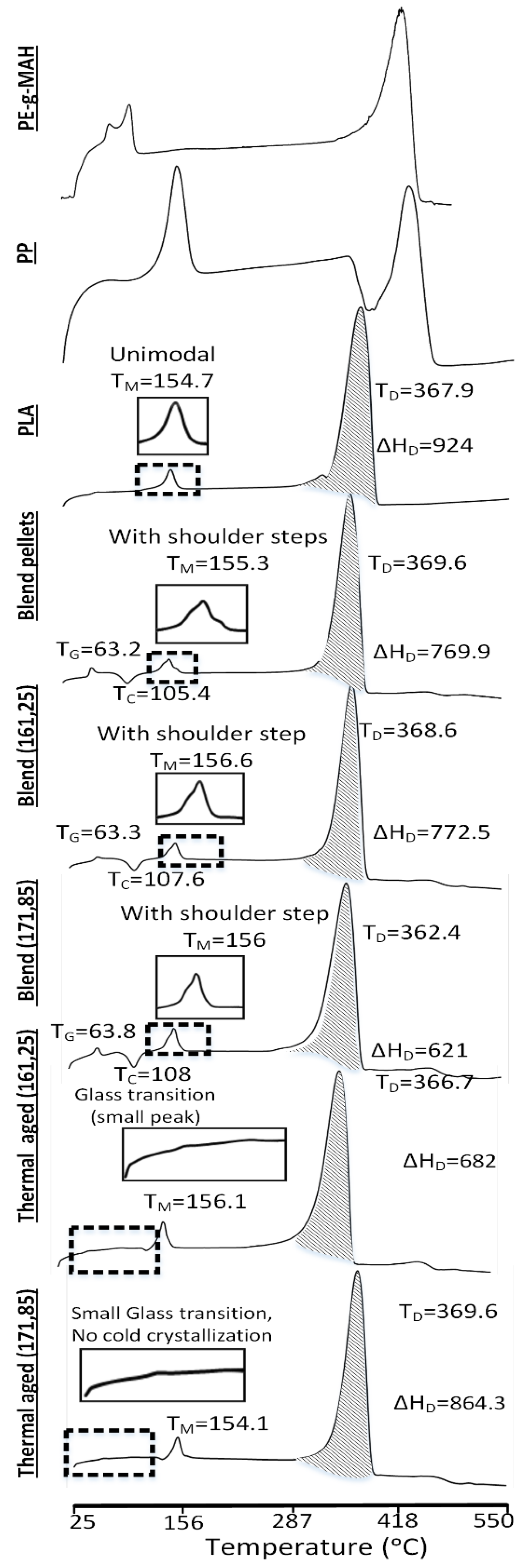
4.2. Analysis for Thermochemical Effects Using DSC
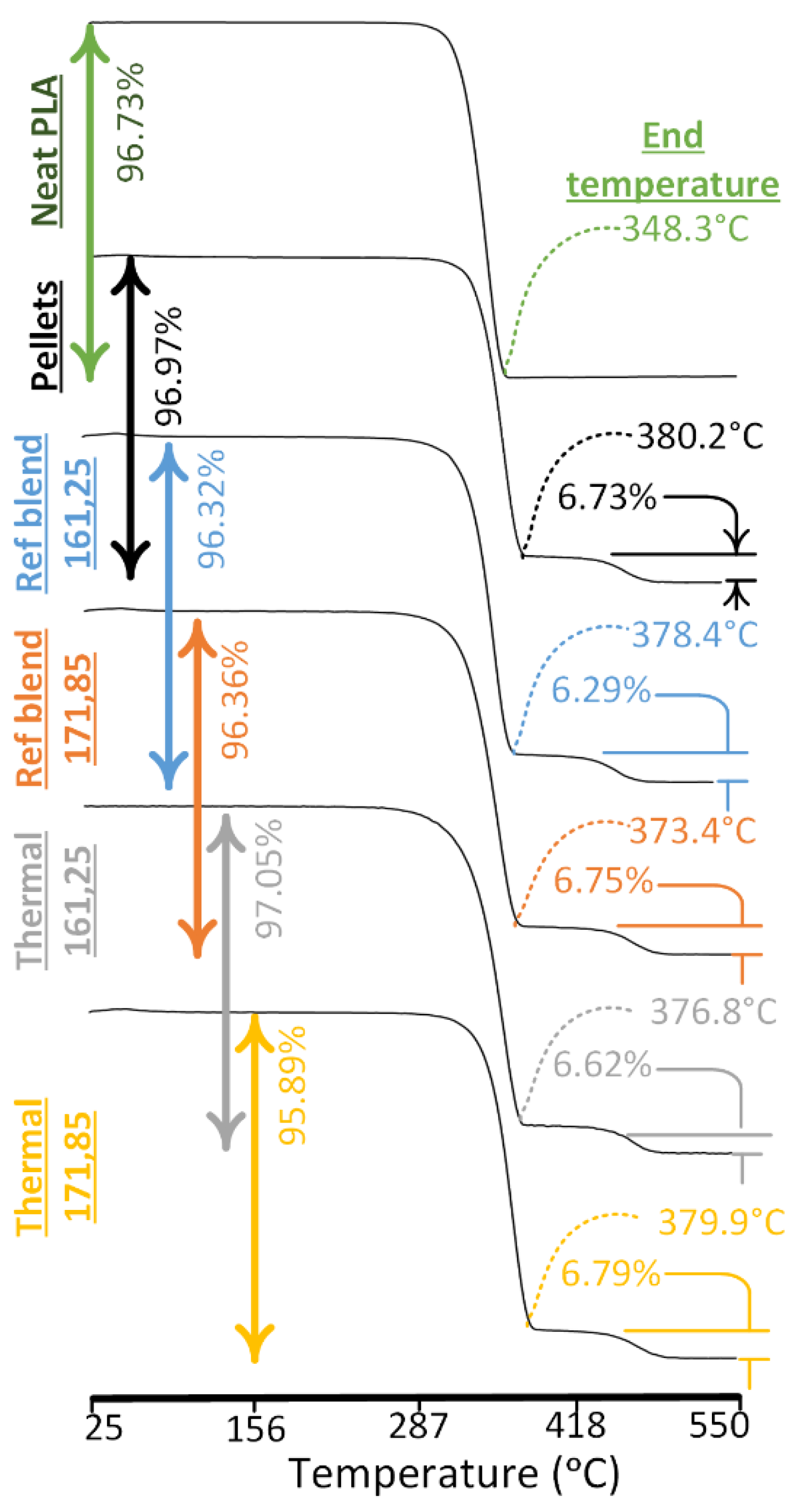
4.3. Analysis for Partial Grafting and Physical Interlocking Using TGA
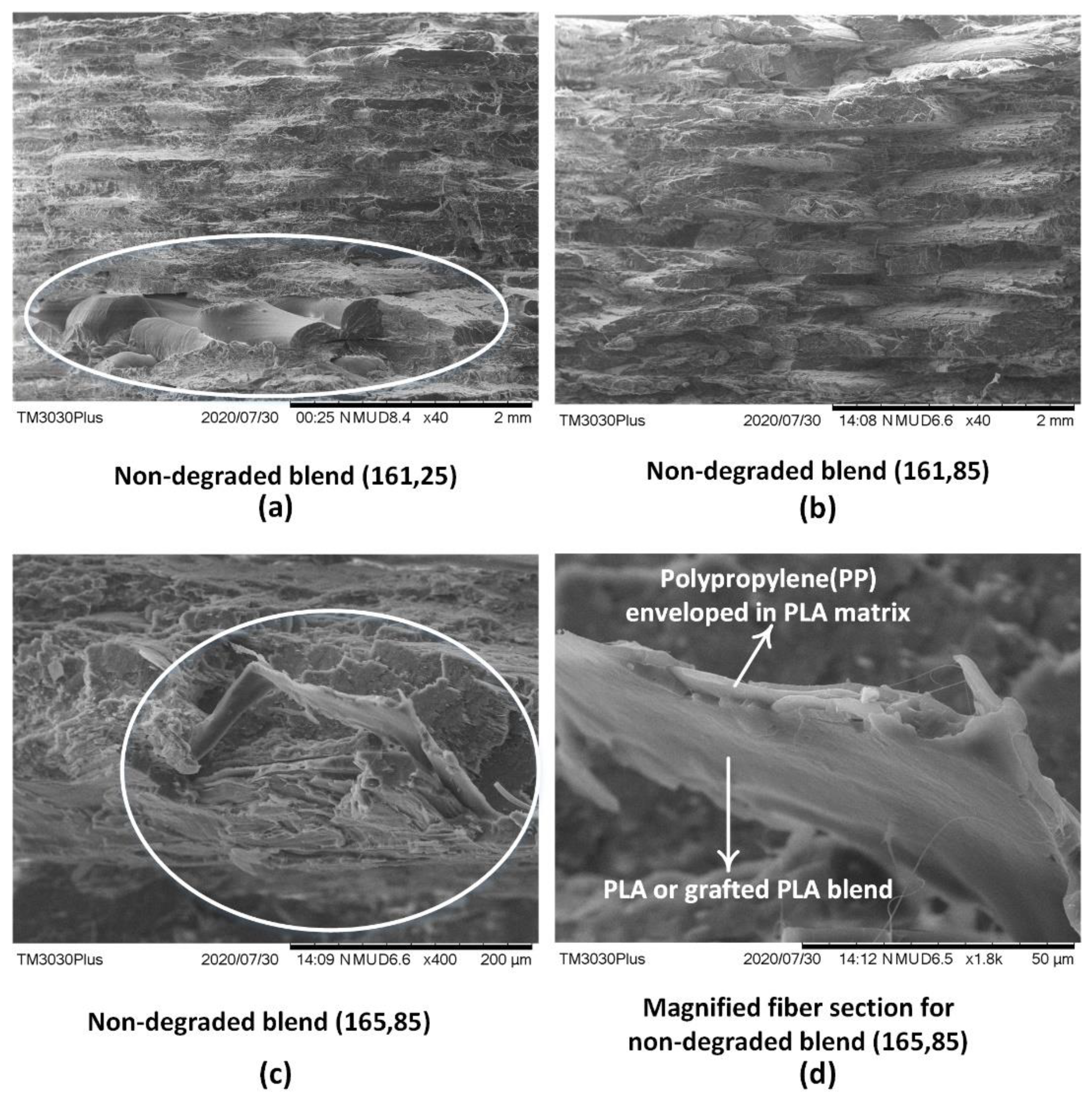
4.4. Analysis for Visual Analysis of Melt Blending
5. Conclusions
- Based on the distinct C-H groups of PP in FTIR, immiscible PP in melt crystallization in DSC, and ≈6.2% to 6.75% immiscible PP in TGA, the PLA/PP/PE-g-MAH blend includes minor grafting and overwhelmed physical interlocking.
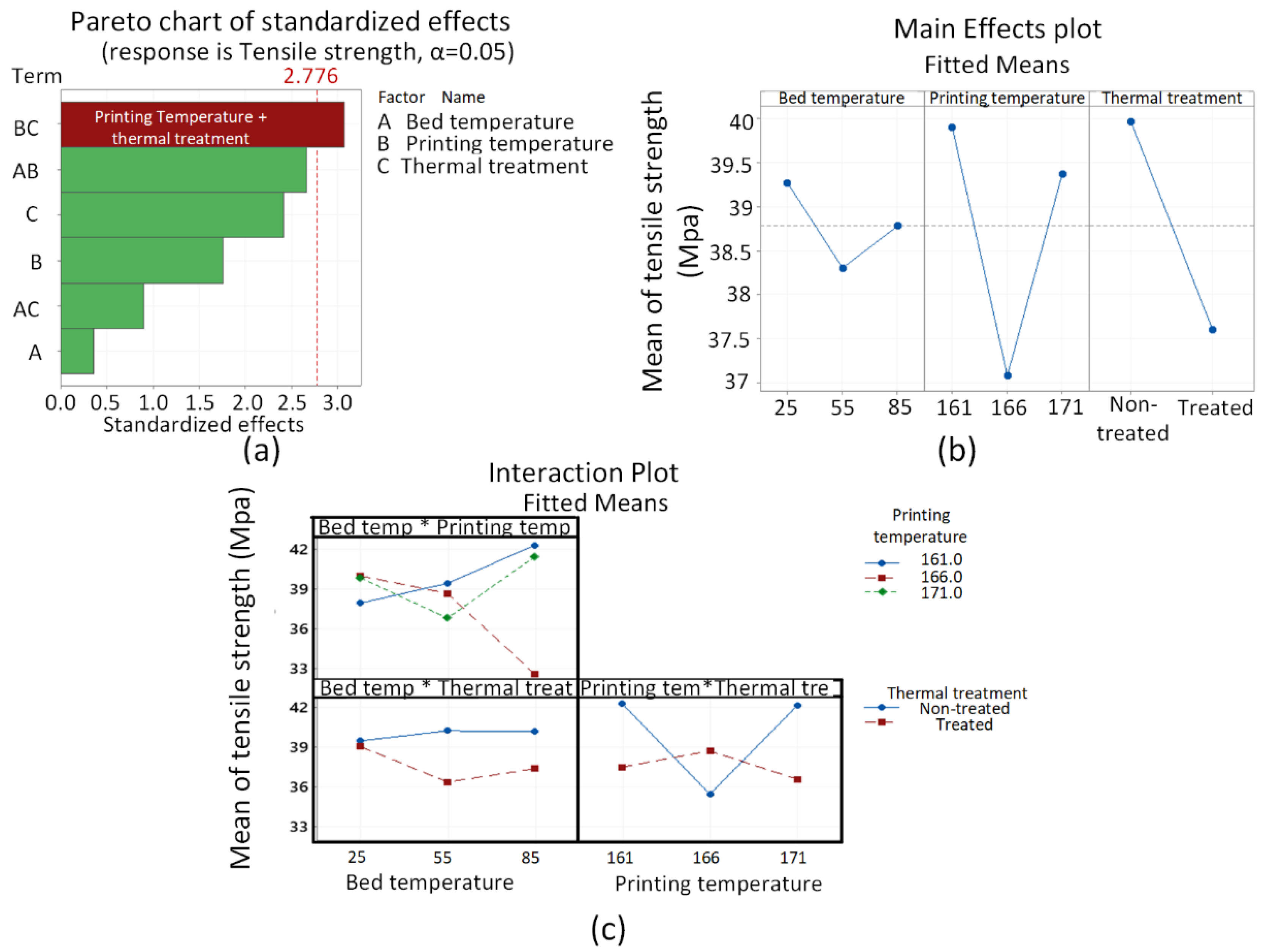
- Overall, the novel blend is stable against thermal degradation (aging) based on the insignificance found in ANOVA.
- The parameters found that significant thermal degradation is “printing temperature”. This confirms the thermal stability to thermal treatment (aging).
- The FTIR analysis presents the chain scission after thermal degradation. The chain scission occurs at the C-O-C bond. This chain scission is observed in DSC in the form of ΔHM and ΔHD for thermal degradation mechanism at any temperature combination. The chain scission is also supported with the decrease of onset temperatures in TGA analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chaudhari, V.S.; Malakar, T.K.; Murty, U.S.; Banerjee, S. Extruded filaments derived 3D printed medicated skin patch to mitigate destructive pulmonary tuberculosis: Design to delivery. Expert Opin. Drug Deliv. 2021, 18, 301–313. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, M.; Mujumdar, A.S. Novel evaluation technology for the demand characteristics of 3D food printing materials: A review. Crit. Rev. Food Sci. Nutr. 2021, 61, 1–16. [Google Scholar]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Effect of Material and Process Specific Factors on the Strength of Printed Parts in Fused Filament Fabrication: A Review of Recent Developments. Materials 2019, 12, 1664. [Google Scholar] [CrossRef] [Green Version]
- Taufik, M.; Jain, P.K. Part surface quality improvement studies in fused deposition modelling process: A review. Aust. J. Mech. Eng. 2020, 18, 1–25. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Ariffin, M.K.A.M.; Hatami, S. An overview of fused deposition modelling (FDM): Research, development and process optimisation. Rapid Prototyp. J. 2021, 27, 1355–2546. [Google Scholar]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.; Lind, R.; Lloyd, P.; Love, L. Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 2017, 23, 1355–2546. [Google Scholar] [CrossRef]
- Greer, C.; Nycz, A.; Noakes, M.; Richardson, B.; Post, B.; Kurfess, T.; Love, L. Introduction to the design rules for metal big area additive manufacturing. Addit. Manuf. 2019, 27, 159–166. [Google Scholar] [CrossRef]
- Post, B.K.; Chesser, P.C.; Lind, R.F.; Roschli, A.; Love, L.J.; Gaul, K.T.; Sallas, M.; Blue, F.; Wu, S. Using Big Area Additive Manufacturing to directly manufacture a boat hull mould. Virtual Phys. Prototyp. 2019, 14, 123–129. [Google Scholar] [CrossRef]
- Chesser, P.; Post, B.; Roschli, A.; Carnal, C.; Lind, R.; Borish, M.; Love, L. Extrusion control for high quality printing on Big Area Additive Manufacturing (BAAM) systems. Addit. Manuf. 2019, 28, 445–455. [Google Scholar] [CrossRef]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-lactic acid: Production, applications, nanocomposites, and release studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. In-process thermal treatment of polylactic acid in fused deposition modelling. Mater. Manuf. Process. 2019, 34, 701–713. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Polylactic acid and high-density polyethylene blend: Characterization and application in additive manufacturing. J. Appl. Polym. Sci. 2020, 137, 49602. [Google Scholar] [CrossRef]
- Nwabunma, D.; Kyu, T. Polyolefin Blends, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar] [CrossRef]
- Rasselet, D.; Caro-Bretelle, A.-S.; Taguet, A.; Lopez-Cuesta, J.-M. Reactive Compatibilization of PLA/PA11 Blends and Their Application in Additive Manufacturing. Materials 2019, 12, 485. [Google Scholar] [CrossRef] [Green Version]
- Long, H.; Wu, Z.; Dong, Q.; Shen, Y.; Zhou, W.; Luo, Y.; Zhang, C.; Dong, X. Mechanical and thermal properties of bamboo fiber reinforced polypropylene/polylactic acid composites for 3D printing. Polym. Eng. Sci. 2019, 59, E247–E260. [Google Scholar] [CrossRef]
- Vrsaljko, D.; Macut, D.; Kovačević, V. Potential role of nanofillers as compatibilizers in immiscible PLA/LDPE Blends. J. Appl. Polym. Sci. 2015, 132, 41414. [Google Scholar] [CrossRef]
- Kumar, K.A.; Soundararajan, S. Studies on Mechanical, Barrier, Optical and Physical Properties of LDPE/PLA Blend for Packaging Films. J. Polym. Mater. 2016, 33, 491–502. [Google Scholar]
- Hwang, K.-J.; Park, J.-W.; Kim, I.; Ha, C.-S.; Kim, G.-H. Effect of a compatibilizer on the microstructure and properties of partially biodegradable LDPE/aliphatic polyester/organoclay nanocomposites. Macromol. Res. 2006, 14, 179–186. [Google Scholar] [CrossRef]
- Yu, G.; Ji, J.; Zhu, H.; Shen, J. Poly (D, L-lactic acid)-block-(ligand-tethered poly (ethylene glycol)) copolymers as surface additives for promoting chondrocyte attachment and growth. J. Biomed. Mater. Res. B. 2006, 76, 64–75. [Google Scholar] [CrossRef]
- Supri, A.G.; Ismail, H.; Shuhadah, S. Effect of polyethylene-grafted maleic anhydride (PE-g-MAH) on properties of low density polyethylene/eggshell powder (LDPE/ESP) composites. Polym. Plast. Technol. Eng. 2010, 49, 347–353. [Google Scholar] [CrossRef]
- Farahanchi, A.; Sobkowicz, M.J. Kinetic and process modeling of thermal and mechanical degradation in ultrahigh speed twin screw extrusion. Polym. Degrad. Stab. 2017, 138, 40–46. [Google Scholar] [CrossRef] [Green Version]
- Whyman, S.; Arif, K.M.; Potgieter, J. Design and development of an extrusion system for 3D printing biopolymer pellets. Int. J. Adv. Manuf. Technol. 2018, 96, 3417–3428. [Google Scholar] [CrossRef]
- Kelly, A.L.; Brown, E.C.; Coates, P.D. The effect of screw geometry on melt temperature profile in single screw extrusion. Polym. Eng. Sci. 2006, 46, 1706–1714. [Google Scholar] [CrossRef]
- Wallis, M.D.; Bhatia, S.K. Thermal degradation of high density polyethylene in a reactive extruder. Polym. Degrad. Stab. 2007, 92, 1721–1729. [Google Scholar] [CrossRef]
- International, A. D638–10, 2010. In Standard Test Methods for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Lin, J.H.; Chung, H.Y.; Wu, K.D.; Wen, S.P.; Lu, C.T.; Lou, C.W. Polylactic Acid Bone Scaffolds Made by Heat Treatment. Adv. Mater. Res. 2012, 627, 751–755. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Preparation and characterization of thermally stable ABS/HDPE blend for fused filament fabrication. Mater. Manuf. Process. 2019, 35, 230–240. [Google Scholar] [CrossRef]
- Yang, S.-l.; Wu, Z.-H.; Yang, W.; Yang, M.-B. Thermal and mechanical properties of chemical crosslinked polylactide (PLA). Polym. Test. 2008, 27, 957–963. [Google Scholar] [CrossRef]
- Gajria, A.M.; Dave, V.; Gross, R.A.; McCarthy, S.P. Miscibility and biodegradability of blends of poly (lactic acid) and poly (vinyl acetate). Polymer 1996, 37, 437–444. [Google Scholar] [CrossRef]
- Wang, L.; Gramlich, W.M.; Gardner, D.J. Improving the impact strength of Poly(lactic acid) (PLA) in fused layer modeling (FLM). Polymer 2017, 114, 242–248. [Google Scholar] [CrossRef]
- Ma, P.; Jiang, L.; Ye, T.; Dong, W.; Chen, M. Melt free-radical grafting of maleic anhydride onto biodegradable poly (lactic acid) by using styrene as a comonomer. Polymers 2014, 6, 1528–1543. [Google Scholar] [CrossRef] [Green Version]
- Birnin-Yauri, A.U.; Ibrahim, N.A.; Zainuddin, N.; Abdan, K.; Then, Y.Y.; Chieng, B.W. Effect of maleic anhydride-modified poly (lactic acid) on the properties of its hybrid fiber biocomposites. Polymers 2017, 9, 165. [Google Scholar] [CrossRef] [Green Version]
- Moazzen, N.; Khanmohammadi, M.; Bagheri Garmarudi, A.; Kazemipour, M.; Ansari Dogaheh, M. Optimization and infrared spectrometric evaluation of the mechanical properties of PLA-based biocomposites. J. Macromol. Sci. A 2019, 56, 17–25. [Google Scholar] [CrossRef]
- Morent, R.; De Geyter, N.; Leys, C.; Gengembre, L.; Payen, E. Comparison between XPS-and FTIR-analysis of plasma-treated polypropylene film surfaces. Surf. Interface Anal. 2008, 40, 597–600. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Acrylonitrile Butadiene Styrene and Polypropylene Blend with Enhanced Thermal and Mechanical Properties for Fused Filament Fabrication. Materials 2019, 12, 4167. [Google Scholar] [CrossRef] [Green Version]
- Gupta, A.P.; Bharduwaj, V.R. The Study of Reactively Compatibilized mPPO/PP Blend Systems. Polym. Plast. Technol. Eng. 2007, 46, 273–279. [Google Scholar] [CrossRef]
- Wang, H.; Wei, D.; Zheng, A.; Xiao, H. Soil burial biodegradation of antimicrobial biodegradable PBAT films. Polym. Degrad. Stab. 2015, 116, 14–22. [Google Scholar] [CrossRef]
- Coates, J. Interpretation of infrared spectra, a practical approach. In Encyclopedia of Analytical Chemistry; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2006; pp. 1–23. [Google Scholar]
- Van der Zee, M. Analytical methods for monitoring biodegradation processes of environmentally degradable polymers. In Handbook of Biodegradable Polymers; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; pp. 263–281. [Google Scholar]
- Larguech, S.; Triki, A.; Ramachandran, M.; Kallel, A. Dielectric Properties of Jute Fibers Reinforced Poly(lactic acid)/Poly(butylene succinate) Blend Matrix. J. Polym. Environ. 2021, 29, 1240–1256. [Google Scholar] [CrossRef]
- Sookprasert, P.; Hinchiranan, N. Morphology, mechanical and thermal properties of poly(lactic acid) (PLA)/natural rubber (NR) blends compatibilized by NR-graft-PLA. J. Mater. Res. 2017, 32, 788–800. [Google Scholar] [CrossRef]
- Kaczmarek, H.; Nowicki, M.; Vuković-Kwiatkowska, I.; Nowakowska, S. Crosslinked blends of poly(lactic acid) and polyacrylates: AFM, DSC and XRD studies. J. Polym. Res. 2013, 20, 91. [Google Scholar] [CrossRef] [Green Version]
- Mourad, A.-H.; Akkad, R.O.; Soliman, A.; Madkour, T. Characterisation of thermally treated and untreated polyethylene–polypropylene blends using DSC, TGA and IR techniques. Plast. Rubber Compos. 2009, 38, 265–278. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend | PLA | PP | HDPE-g-MAH |
|---|---|---|---|
| 1 | 75 | 20 | 5 |
| 2 | 92 | 7.5 | 0.5 |
| Analysis | Factor (Parameter) | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Thermal analysis | Bed temperature | 25 ± 2 °C | 55 ± 2 °C | 85 ± 2 °C |
| Printing temperature | 161 ± 3 °C | 166 ± 3 °C | 171 ± 3 °C | |
| Thermal aging | 0 days | 15 days |
| Materials | TG | ΔHG | TC | ΔHC | TM | ΔHM | TD | ΔHD |
|---|---|---|---|---|---|---|---|---|
| PP | 170.6 | 82.5 | 458 | 148 | ||||
| PE-g-MAH | 108.6 | 27.22 | 475.8 | 164.5 | ||||
| PLA(Non-treated) | 65.5 | 0.0261 | 105.7 | 21.02 | 154.7 | 23.94 | 367.9 | 924 |
| PLA/PE-g-MAH/PP pellets | 63.2 | 1.716 | 105.4 | 11.73 | 155.3 | 11.96 | 369.6 | 769.9 |
| PLA/PE-g-MAH/PP Reference (161,25) | 63.3 | 1.645 | 107.6 | 13.17 | 156.6 | 12.7 | 368.6 | 789.6 |
| PLA/PE-g-MAH/PP Reference (171,85) | 63.8 | 3.086 | 108 | 11.52 | 156 | 13.64 | 362.4 | 621 |
| PLA/PE-g-MAH/PP Thermal (161,25) | 65.9 | Negligible | 105.9 | Negligible | 156.1 | 17.72 | 366.7 | 682 |
| PLA/PE-g-MAH/PP Thermal (171,85) | 66.6 | Negligible | 101.1 (not there) | Negligible | 154.1 | 21.19 | 369.6 | 864.3 |
| Mass Loss% | PLA °C | Pellet, °C (% of PLA) | Non-Treated 161,25 °C (% of PLA) | Non-Treated 171,85 °C (% of PLA) | Thermal 61,25 °C (% of PLA) | Thermal 171,85 °C (% of PLA) |
|---|---|---|---|---|---|---|
| 50% | 367.7 | 365.9 (−0.49) | 364.4 (−0.9) | 356.1 (−3.15) | 359.7 (−2.18) | 365.8 (−0.52) |
| 60% | 371.2 | 369.3 (−0.51) | 367.8 (−0.92) | 360.4 (−2.91) | 363.8 (−1.99) | 369.2 (−0.54) |
| 70% | 374.7 | 372.8 (0.51) | 371.2 (−0.93) | 364.5 (−2.72) | 367.9 (−1.81) | 372.6 (−0.56) |
| 80% | 378.2 | 376.8 (−0.37) | 375.2 (−0.79) | 369.1 (−2.41) | 372.2 (−1.59) | 376.4 (−0.48) |
| 90% | 382.5 | 383.9 (−0.37) | 383 (−0.05) | 377.7 (−1.25) | 378.9 (−0.94) | 383.5 (+0.26) |
| 92% | 383.7 | 440.7 (+14.8) | 443 (+15.4) | 447.1 (+16.5) | 440 (+14.67) | 441.5 (+15.1) |
| 95% | 385.7 | 465.6 (+20.7) | 465.9 (+20.8) | 467.5 (+21.2) | 465 (+20.6) | 465.5 (+20.7) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harris, M.; Potgieter, J.; Mohsin, H.; Chen, J.Q.; Ray, S.; Arif, K.M. Partial Polymer Blend for Fused Filament Fabrication with High Thermal Stability. Polymers 2021, 13, 3353. https://doi.org/10.3390/polym13193353
Harris M, Potgieter J, Mohsin H, Chen JQ, Ray S, Arif KM. Partial Polymer Blend for Fused Filament Fabrication with High Thermal Stability. Polymers. 2021; 13(19):3353. https://doi.org/10.3390/polym13193353
Chicago/Turabian StyleHarris, Muhammad, Johan Potgieter, Hammad Mohsin, Jim Qun Chen, Sudip Ray, and Khalid Mahmood Arif. 2021. "Partial Polymer Blend for Fused Filament Fabrication with High Thermal Stability" Polymers 13, no. 19: 3353. https://doi.org/10.3390/polym13193353