
Effect of Ultrasonic Degassing on Mg-Ca Binary Alloy by Ultrasonic Treatment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
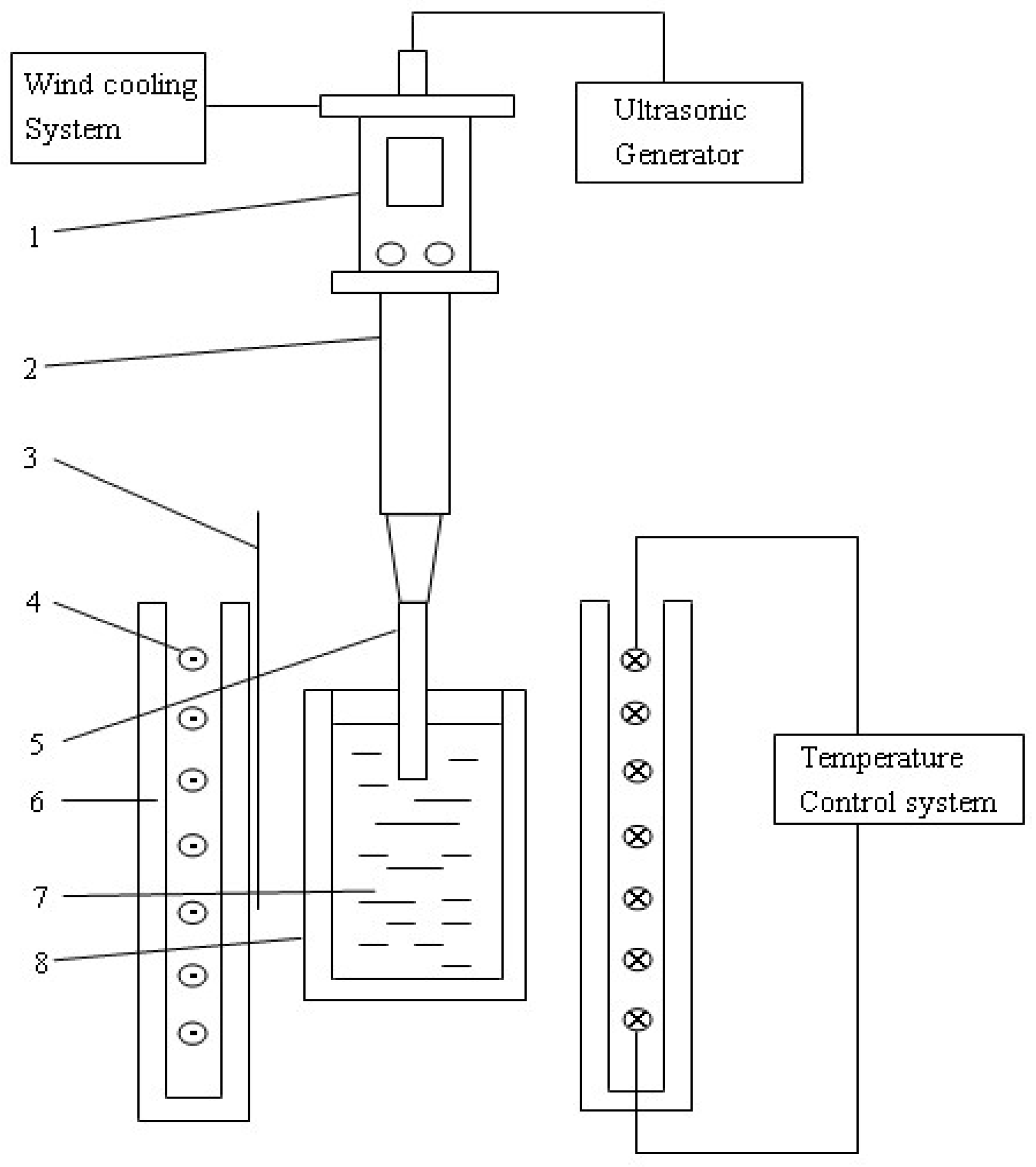
2. Experimental Methods
3. Results and Discussion
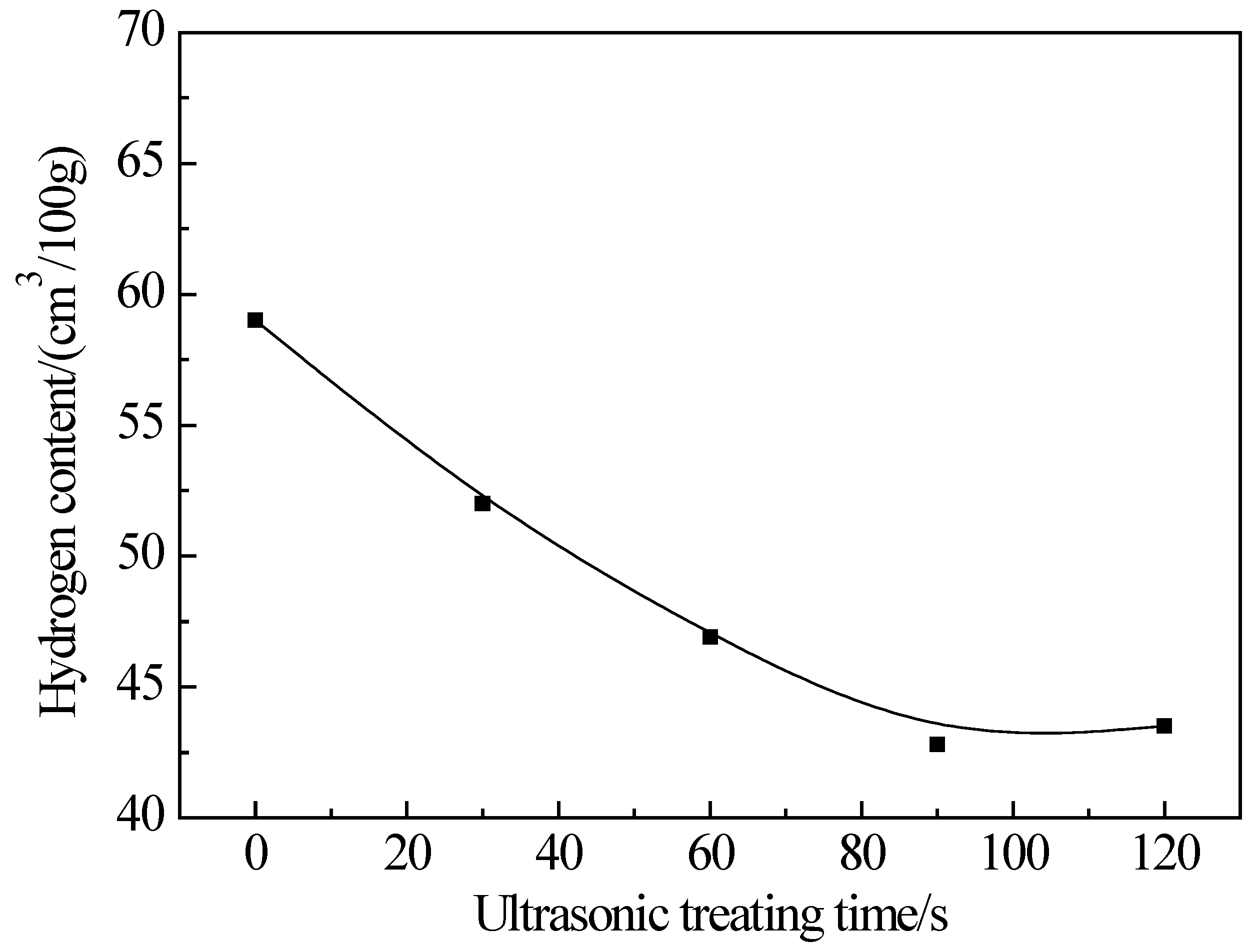
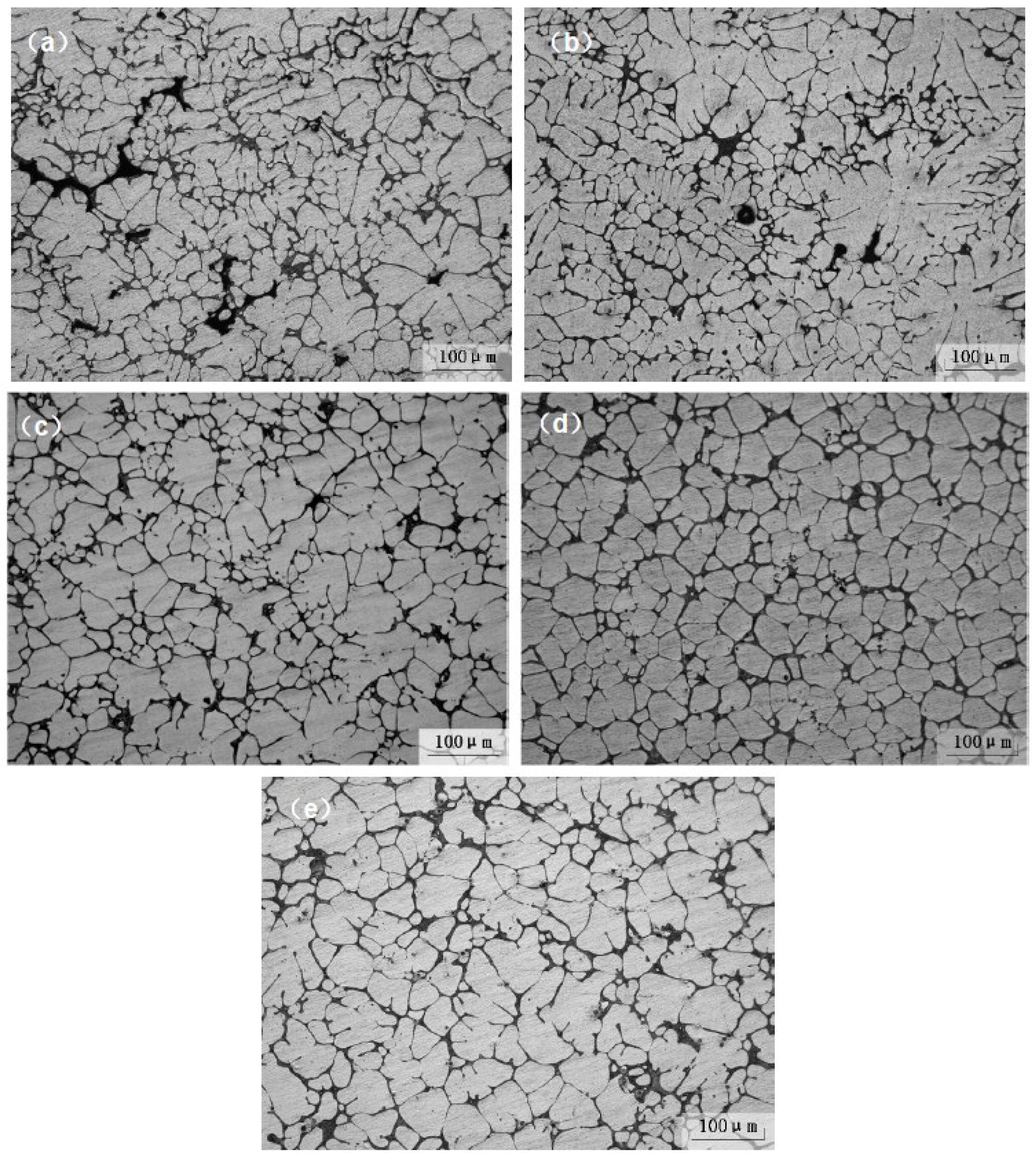
3.1. Effect of Ultrasonic Treatment Duration on Hydrogen Content and Refinement of Mg-3.03Ca Alloy
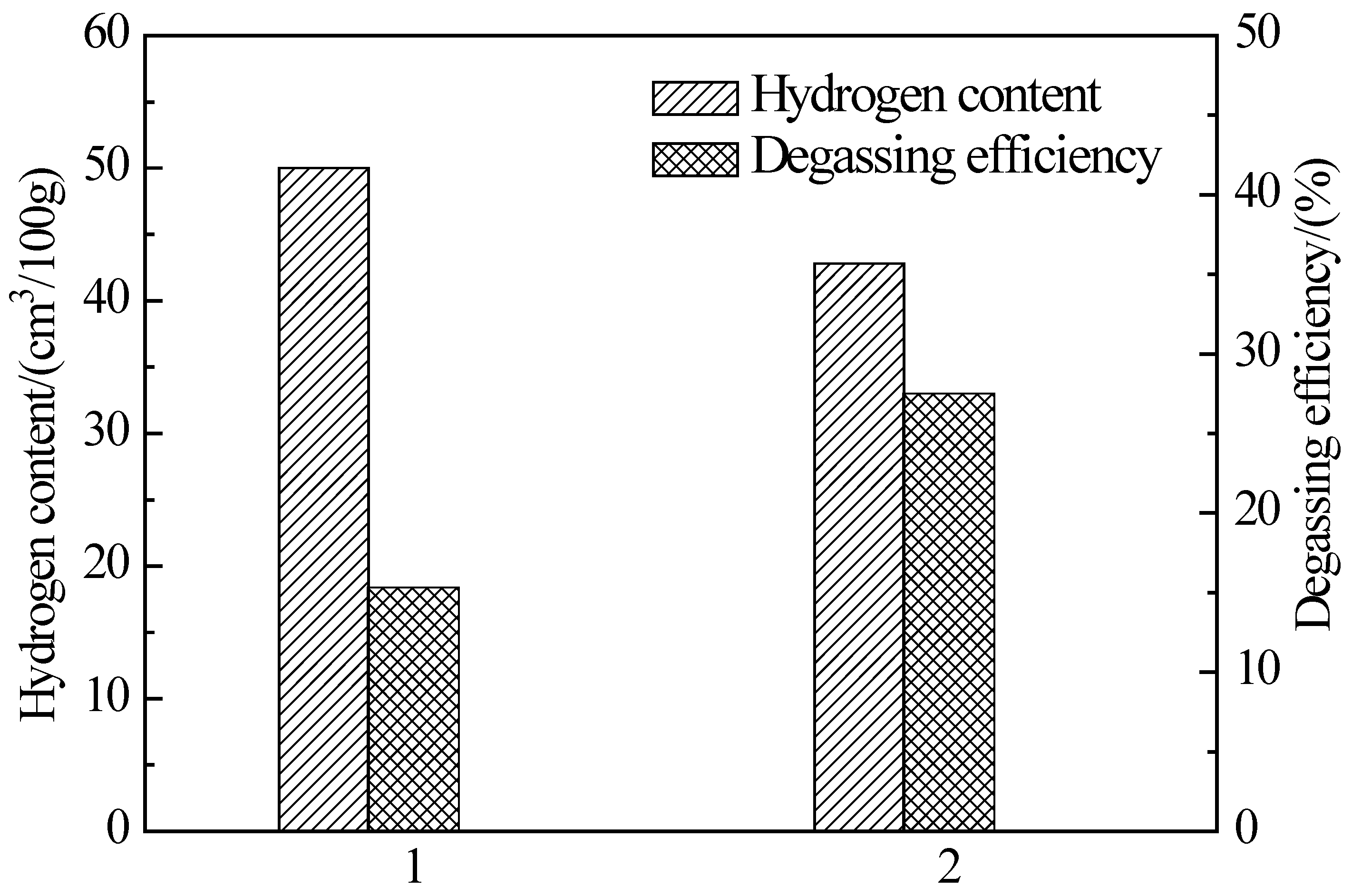
3.2. Effect of Ultrasonic Resonance and Non-Resonance on Hydrogen Content and Degassing Efficiency of Mg-3.03Ca Alloy
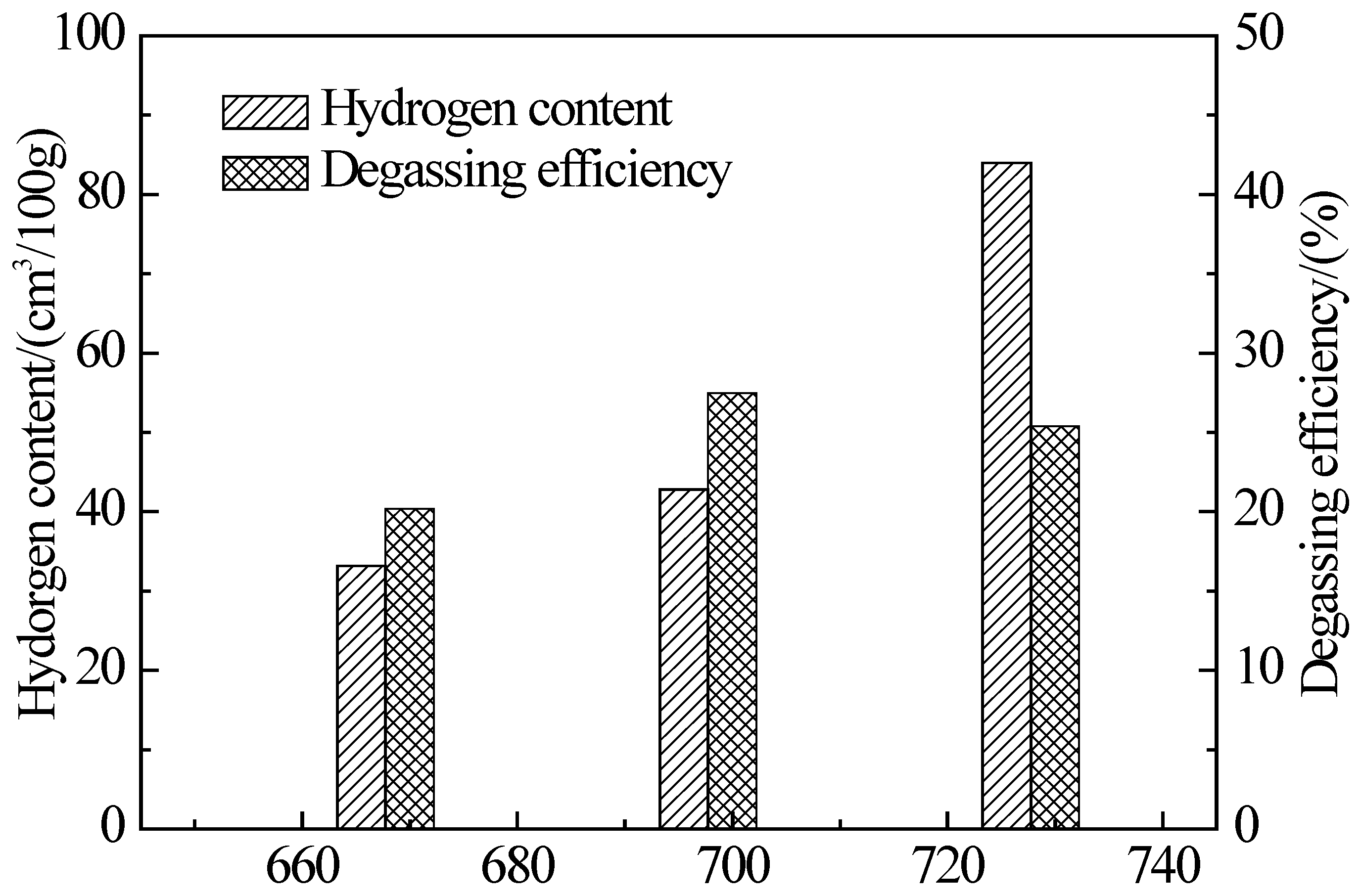
3.3. Ultrasonic Degassing and Refinement at Different Temperatures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, J.; Sun, J.; Chen, Q.; Lu, L. Intergranular Cracking in Mg-Gd-Y Alloy during Tension Test. Crystals 2022, 12, 1040. [Google Scholar] [CrossRef]
- Fu, T.; Sun, X.; Ge, C.; Xie, D.; Li, J.; Pan, H.; Qin, G. Achieving high strength-ductility synergy in dilute Mg-Al-Ca alloy by trace Ce addition. J. Alloys Compd. 2022, 917, 165407. [Google Scholar] [CrossRef]
- Du, J.; Song, H.; An, M.; Li, Y. Effect of rare earth element on amorphization and deformation behavior of crystalline/amorphous dual-phase Mg alloys. Mater. Des. 2022, 221, 110979. [Google Scholar] [CrossRef]
- Jin, Z.-Z.; Zha, M.; Wang, S.-Q.; Wang, S.-C.; Wang, C.; Jia, H.-L.; Wang, H.-Y. Alloying design and microstructural control strategies towards developing Mg alloys with enhanced ductility. J. Magnes. Alloys 2022, 10, 1191–1206. [Google Scholar] [CrossRef]
- Rong, J.; Xiao, W.; Fu, Y.; Zhao, X.; Yan, P.; Ma, C.; Chen, M.; Huang, C. A high performance Mg–Al–Ca alloy processed by high pressure die casting: Microstructure, mechanical properties and thermal conductivity. Mater. Sci. Eng. A 2022, 849, 143500. [Google Scholar] [CrossRef]
- Wang, C.; Dong, Z.; Li, K.; Sun, M.; Wu, J.; Wang, K.; Wu, G.; Ding, W. A novel process for grain refinement of Mg-RE alloys by low frequency electro-magnetic stirring assisted near-liquidus squeeze casting. J. Mater. Process. Technol. 2022, 303, 117537. [Google Scholar] [CrossRef]
- Fu, J.; Xu, J.; Zhang, J.; Xu, G.; Li, Y.; Wang, Z. Effect of low cast-rolling speeds on the microstructure and mechanical properties of twin-roll casting high Mg AA5059 alloy sheets. J. Mater. Res. Technol. 2022, 19, 1059–1072. [Google Scholar] [CrossRef]
- Liu, B.; Xu, K.; Zhang, Y.; Li, J. Hydrogen inhibition of sodium alginate and sodium phosphate on waste magnesium alloy dust particles: A new suppression method for magnesium alloy waste dust. J. Loss Prev. Process Ind. 2022, 77, 104753. [Google Scholar] [CrossRef]
- Pang, X.; Ran, L.; Chen, Y.; Luo, Y.; Pan, F. Enhancing hydrogen storage performance via optimizing Y and Ni element in magnesium alloy. J. Magnes. Alloys 2021, 10, 821–835. [Google Scholar] [CrossRef]
- Zheng, J.; Zhang, Z.; Le, Q.; Cui, J. Progress in Measuring Method to Hydrogen Content in Al and Mg Alloy. Spec. Cast. Nonferrous Alloys 2011, 31, 571–575. [Google Scholar]
- Zhang, S.L.; Dong, X.W.; Zhao, Y.T.; Liu, M.P.; Gang, C.H.E.N.; Zhang, Z.K.; Zhang, Y.Y.; Gao, X.H. Preparation and wear properties of TiB2/Al-30Si composites via in-situ melt reactions under high-energy ultrasonic field. Trans. Nonferrous Met. Soc. China 2014, 24, 3894–3900. [Google Scholar] [CrossRef]
- Wang, A.; Gao, G.; Li, D.; Lu, D.; Wang, M.; Shi, D.; Xu, Z. A hollow exponential ultrasonic horn for aluminum melt degassing under power ultrasound and rotating flow field. Results Phys. 2021, 21, 103822. [Google Scholar] [CrossRef]
- Jang, H.S.; Lee, G.H.; Jeon, J.B.; Choi, Y.S.; Shin, S. Effect of ultrasonic melt treatment conditions on melt quality of Al–Mg alloy. J. Mater. Res. Technol. 2022, 19, 2645–2656. [Google Scholar] [CrossRef]
- Li, Z.; Xu, Z.; He, P.; Ma, Z.; Chen, S.; Yan, J. High speed imaging and numerical simulations of cavitation characteristic during the spreading of GaIn melt under ultrasonication. Int. J. Mech. Sci. 2022, 221, 107221. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, Q.; Chen, R.; Chen, D.; Zhao, T.; Su, Y. Solidification behavior and microstructure evolution of Nb-Si-Mo alloy in ultrasonic field. Int. J. Refract. Met. Hard Mater. 2022, 108, 105933. [Google Scholar] [CrossRef]
- Chen, X.; Jia, Y.; Le, Q.; Ning, S.; Yin, Z.; Hu, C.; Yu, F. Understanding dual-frequency ultrasonic melt treatment on grain refinement and mechanical properties improvement of AZ80 magnesium alloy: Experiment and simulation. J. Mater. Res. Technol. 2021, 15, 4758–4767. [Google Scholar] [CrossRef]
- Chen, H.; Guo, N.; Xu, K.; Xu, C.; Zhou, L.; Wang, G. In-situ observations of melt degassing and hydrogen removal enhanced by ultrasonics in underwater wet welding. Mater. Des. 2020, 188, 108482. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Carneiro, V.; Barbosa, F.; Teixeira, J. Optimizing high-volume ultrasonic melt degassing using synchronized kinematic translation. J. Mater. Res. Technol. 2021, 14, 2832–2844. [Google Scholar] [CrossRef]
- Abramov, O.V. Ultrasound in Liquid and Solid Metals [M]; CRC Press: Boca Raton, FL, USA, 1994. [Google Scholar]
- Xu, H.; Meek, T.T.; Han, Q. Effects of ultrasonic field and vacuum on degassing of molten aluminum alloy. Mater. Lett. 2007, 61, 1246–1250. [Google Scholar] [CrossRef]
- Xu, H.; Jian, X.; Meek, T.T.; Han, Q. Degassing of molten aluminum A356 alloy using ultrasonic vibration. Mater. Lett. 2004, 58, 3669–3673. [Google Scholar] [CrossRef]
- Wu, S.; Liu, L.; Ma, Q.; Mao, Y.; An, P. Degassing effect of ultrasonicvibration in molten melt andsemi-solid slurry of Al-Si alloys. Chin. Foundry 2012, 9, 201–206. [Google Scholar]
- Wu, S.; Lü, S.; An, P.; Nakae, H. Microstructure andproperty of rheocasting aluminum-alloy made with indirectultrasonic vibration process. Mater. Lett. 2012, 73, 150–153. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Z.; Yu, B.; Fu, L. Effect of Ultrasonic Degassing on Mg-Ca Binary Alloy by Ultrasonic Treatment. Crystals 2022, 12, 1162. https://doi.org/10.3390/cryst12081162
Jia Z, Yu B, Fu L. Effect of Ultrasonic Degassing on Mg-Ca Binary Alloy by Ultrasonic Treatment. Crystals. 2022; 12(8):1162. https://doi.org/10.3390/cryst12081162
Chicago/Turabian StyleJia, Zheng, Bing Yu, and Li Fu. 2022. "Effect of Ultrasonic Degassing on Mg-Ca Binary Alloy by Ultrasonic Treatment" Crystals 12, no. 8: 1162. https://doi.org/10.3390/cryst12081162