
Microstructural and Mechanical Properties of a Heat-Treated EV31A Magnesium Alloy Fabricated Using the Stir-Casting Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Phase and Microstructural Analysis
2.3. Mechanical Properties and Fractography
3. Results and Discussion
3.1. Density
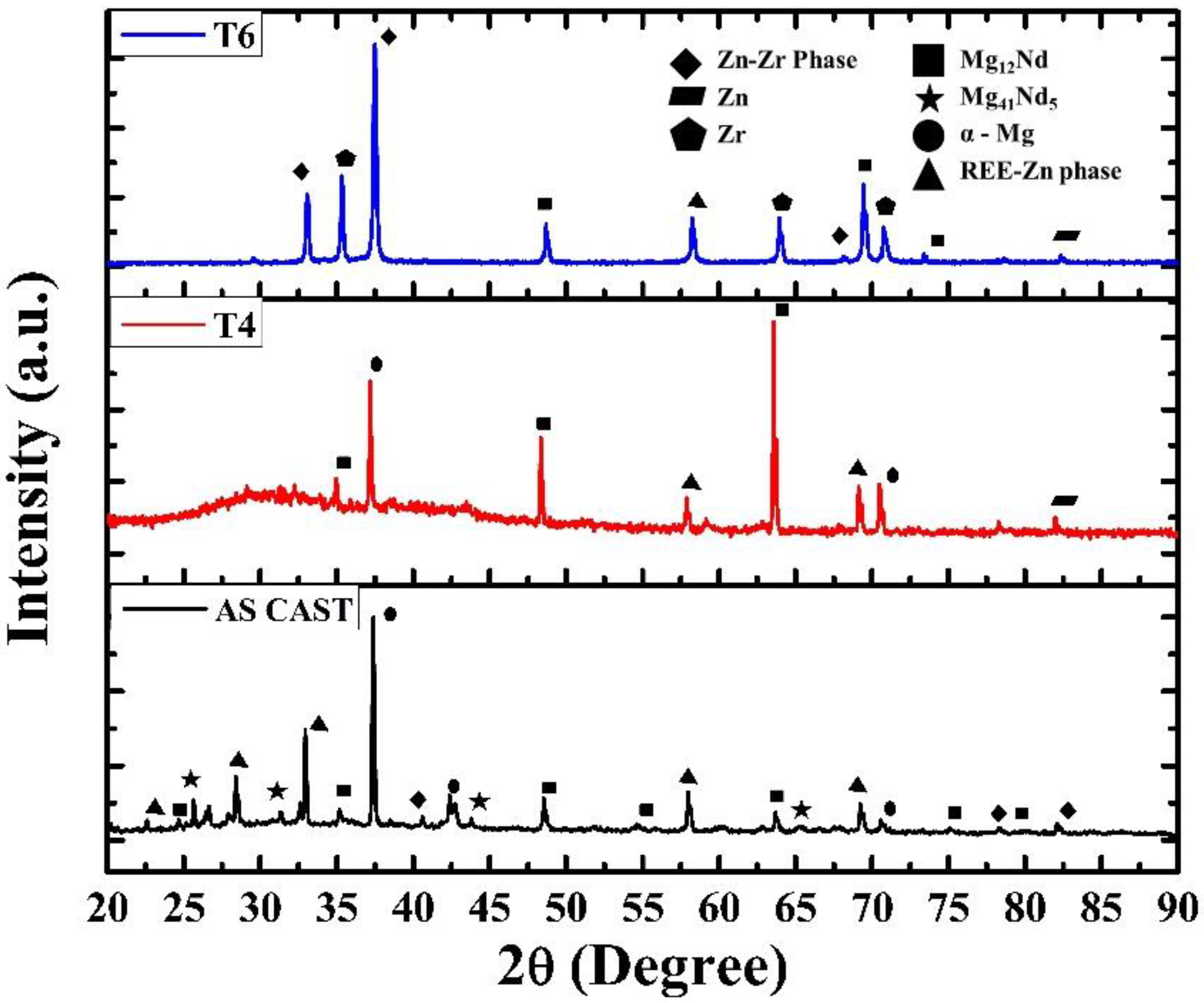
3.2. Phase Analysis
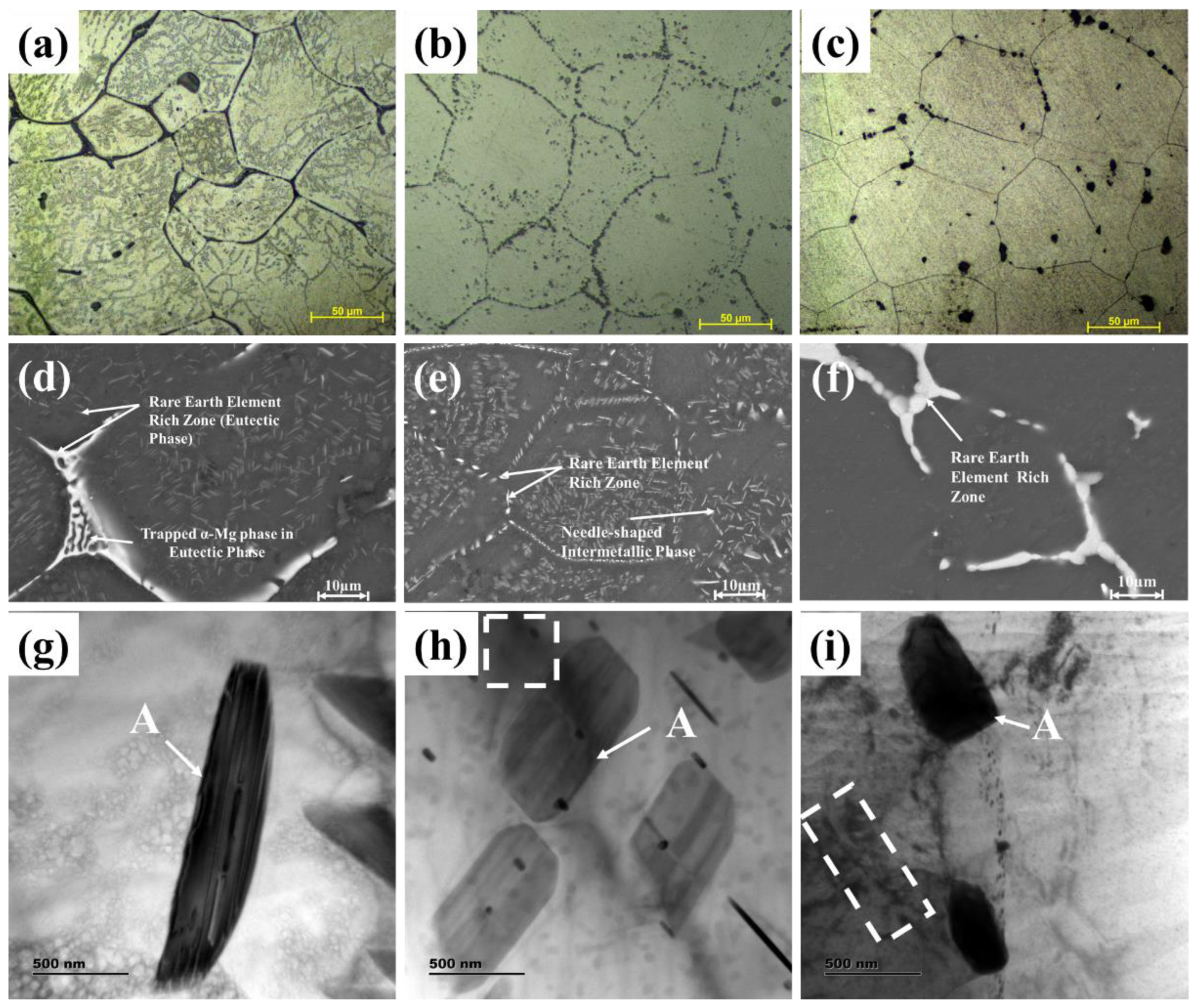
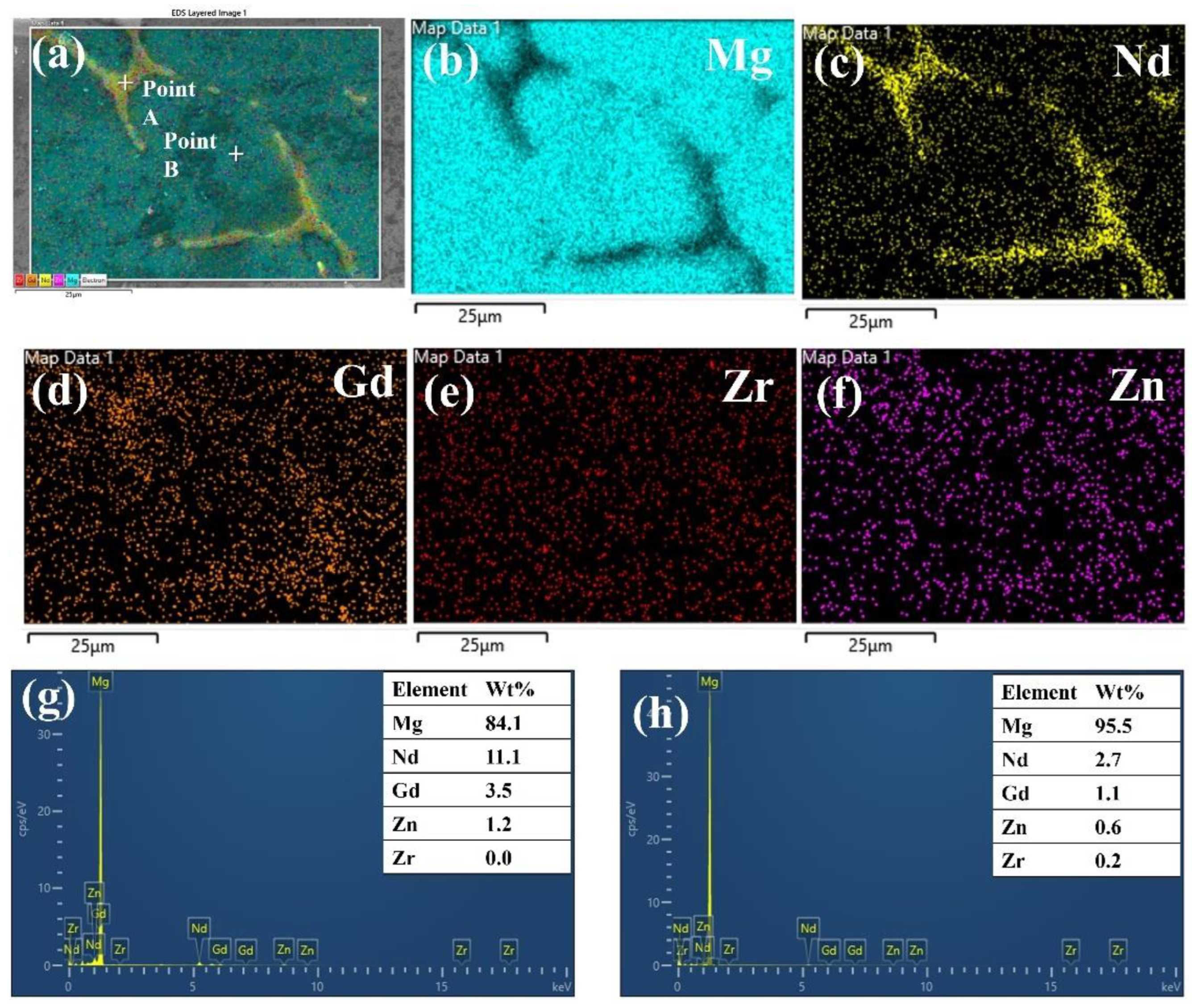
3.3. Microstructure Analysis
3.4. Mechanical Properties Analysis
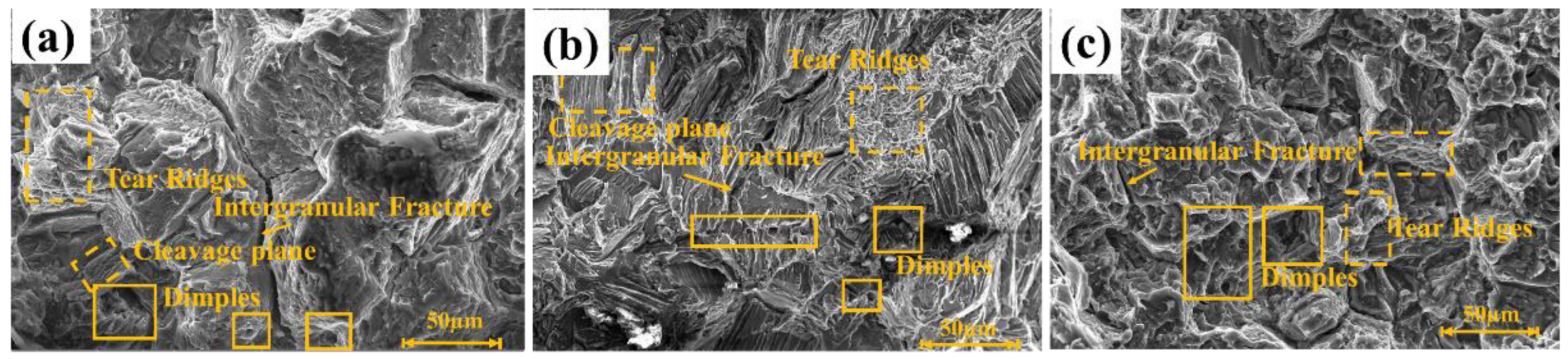
3.5. Fractography
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, C.-J.; Sun, H.-F.; Li, X.-W.; Zhang, J.-L.; Fang, W.-B.; Tan, Z.-Y. Microstructure, texture and mechanical properties of Mg-3.0Zn-0.2Ca alloys fabricated by extrusion at various temperatures. J. Alloys Compd. 2015, 652, 122–131. [Google Scholar] [CrossRef]
- Dvorský, D.; Kubásek, J.; Vojtěch, D.; Čavojský, M. Advanced Mechanical and Corrosion Properties of WE43 Alloy Prepared by Powder Metallurgy. Acta Phys. Pol. A 2018, 134, 748–752. [Google Scholar] [CrossRef]
- Bettles, C.J.; Gibson, M.A. Material rate dependence and localized deformation in crystalline solids. J. Miner. Met. Mater. Soc. 2005, 57, 46–49. [Google Scholar] [CrossRef]
- Bao, J.; Li, Q.; Chen, X.; Zhang, Q.; Chen, Z. Effect of Nd on the microstructure and corrosion behavior of Mg-Gd-Nd-Zr alloys. Mater. Res. Express 2021, 8, 046526. [Google Scholar] [CrossRef]
- Zhang, X.; Cui, S.-D.; Zhou, L.; Lian, J.-B.; He, J.; Li, X.-W. Preparation and characterization of calcium phosphate containing coating on plasma electrolytic oxidized magnesium and its corrosion behavior in simulated body fluids. J. Alloys Compd. 2022, 896, 163042. [Google Scholar] [CrossRef]
- Liu, L.; Dong, S.; Wang, F.; Chen, X.-B.; Dong, J. Fabrication of uniform and anti-corrosion layered double hydroxides film on Mg-Gd-Y-Zn-Zr alloy through solution pH tailoring. Electrochim. Acta 2022, 411, 140057. [Google Scholar] [CrossRef]
- Gu, X.; Zheng, Y.; Cheng, Y.; Zhong, S.; Xi, T. In vitro corrosion and biocompatibility of binary magnesium alloys. Biomaterials 2009, 30, 484–498. [Google Scholar] [CrossRef]
- Xu, L.; Zhang, E.; Yang, K. Phosphating treatment and corrosion properties of Mg–Mn–Zn alloy for biomedical application. J. Mater. Sci. Mater. Electron. 2009, 20, 859–867. [Google Scholar] [CrossRef]
- Gu, X.; Xie, X.; Li, N.; Zheng, Y.; Qin, L. In vitro and in vivo studies on a Mg–Sr binary alloy system developed as a new kind of biodegradable metal. Acta Biomater. 2012, 8, 2360–2374. [Google Scholar] [CrossRef]
- Feng, A.; Han, Y. The microstructure, mechanical and corrosion properties of calcium polyphosphate reinforced ZK60A magnesium alloy composites. J. Alloys Compd. 2010, 504, 585–593. [Google Scholar] [CrossRef]
- Zhou, N.; Zhang, Z.; Dong, J.; Jin, L.; Ding, W. Selective oxidation behavior of an ignition-proof Mg-Y-Ca-Ce alloy. J. Rare Earths 2013, 31, 1003–1008. [Google Scholar] [CrossRef]
- Aydin, D.; Bayindir, Z.; Hoseini, M.; Pekguleryuz, M. The high temperature oxidation and ignition behavior of Mg–Nd alloys part I: The oxidation of dilute alloys. J. Alloys Compd. 2013, 569, 35–44. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A Review on Casting Magnesium Alloys: Modification of Commercial Alloys and Development of New Alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Moheimani, S.K.; Dadkhah, M.; Mosallanejad, M.H.; Saboori, A. Fabrication and Characterization of the Modified EV31-Based Metal Matrix Nanocomposites. Metals 2021, 11, 125. [Google Scholar] [CrossRef]
- Grilo, J.; Carneiro, V.H.; Teixeira, J.C.; Puga, H. Manufacturing methodology on casting-based alu-minium matrix composites: Systematic review. Metals 2021, 11, 436. [Google Scholar] [CrossRef]
- Moussa, M.E.; El-Hadad, S.; Khalifa, W. Strengthening Effect of Y2O3 on AZ92 Magnesium Alloy Using Stir Casting Process. Int. J. Met. 2021, 15, 818–828. [Google Scholar] [CrossRef]
- Xia, X.; Chen, Q.; Li, J.; Shu, D.; Hu, C.; Huang, S.; Zhao, Z. Characterization of hot deformation behavior of as-extruded Mg–Gd–Y–Zn–Zr alloy. J. Alloys Compd. 2014, 610, 203–211. [Google Scholar] [CrossRef]
- Yu, H.; Park, S.H.; You, B.S.; Kim, Y.M.; Yu, H.S. Effects of extrusion speed on the microstructure and mechanical properties of ZK60 alloys with and without 1wt% cerium addition. Mater. Sci. Eng. A 2013, 583, 25–35. [Google Scholar] [CrossRef]
- Park, S.H.; You, B.S.; Mishra, R.K.; Sachdev, A.K. Effects of extrusion parameters on the microstructure and mechanical properties of Mg–Zn–(Mn)–Ce/Gd alloys. Mater. Sci. Eng. A 2014, 598, 396–406. [Google Scholar] [CrossRef]
- Prasad, S.S.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research-A review. J. Magnes. Alloy. 2021, 10, 1–61. [Google Scholar] [CrossRef]
- Barylski, A.; Aniołek, K.; Dercz, G.; Kowalewski, P.; Kaptacz, S.; Rak, J.; Kupka, M. Investigation of Micromechanical Properties and Tribological Behavior of WE43 Magnesium Alloy after Deep Cryogenic Treatment Combined with Precipitation Hardening. Materials 2021, 14, 7343. [Google Scholar] [CrossRef] [PubMed]
- Nie, J.-F. Precipitation and Hardening in Magnesium Alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Qi, F.; Zhang, X.; Wu, G.; Liu, W.; He, X.; Ding, W. High cycle fatigue behavior and mechanical performance of a novel sand-cast Mg-Nd-Gd alloy: Effect of heat treatment. Mater. Sci. Eng. A 2021, 813, 141172. [Google Scholar] [CrossRef]
- Jana, A.; Das, M.; Balla, V.K. Effect of heat treatment on microstructure, mechanical, corrosion and biocompatibility of Mg-Zn-Zr-Gd-Nd alloy. J. Alloys Compd. 2020, 821, 153462. [Google Scholar] [CrossRef]
- Rokhlin, L.; Nikitina, N.; Dobatkina, T. Solid-state phase equilibria in the Mg corner of the Mg-Gd-Sm phase diagram. J. Alloys Compd. 1996, 239, 209–213. [Google Scholar] [CrossRef]
- Kiełbus, A.; Rzychoń, T.; Przeliorz, R. DSC and Microstructural Investigations of the Elektron 21 Magnesium Alloy. Mater. Sci. Forum 2010, 638–642, 1447–1452. [Google Scholar] [CrossRef]
- Somasundaram, M.; Narendrakumar, U.; Annamalai, A.R. Effect of heat treatment on fatigue behaviour of stir-cast EV31A magnesium alloy. Mater. Lett. 2022, 313, 131721. [Google Scholar] [CrossRef]
- Angelini, V.; Ceschini, L.; Morri, A.; Apelian, D. Influence of Heat Treatment on Microstructure and Mechanical Properties of Rare Earth-Rich Magnesium Alloy. Int. J. Met. 2017, 11, 382–395. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Li, H.; Guo, G.; Wang, L.; Rong, Y. The effect of porosity on the mechanical property of metal-bonded diamond grinding wheel fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2019, 743, 697–706. [Google Scholar] [CrossRef]
- Sankhla, A.; Patel, K.M. Metal Matrix Composites Fabricated by Stir Casting Process—A Review. Adv. Mater. Process. Technol. 2021, 1–22. [Google Scholar] [CrossRef]
- Huang, S.-J.; Abbas, A. Effects of tungsten disulfide on microstructure and mechanical properties of AZ91 magnesium alloy manufactured by stir casting. J. Alloys Compd. 2020, 817, 153321. [Google Scholar] [CrossRef]
- Emley, E. Principles of Magnesium Technology; Pergamon Press: New York, NY, USA; London, UK, 1966. [Google Scholar]
- Qian, M.; Graham, D.; Zheng, L.; St John, D.H.; Frost, M.T. Alloying of pure magnesium with Mg 33.3 wt-%Zr master alloy. Mater. Sci. Technol. 2003, 19, 156–162. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.; Cao, P.; Hildebrand, Z. Grain refinement of magnesium alloys. Met. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Freeney, T.A.; Mishra, R.S. Effect of Friction Stir Processing on Microstructure and Mechanical Properties of a Cast-Magnesium–Rare Earth Alloy. Met. Mater. Trans. A 2010, 41, 73–84. [Google Scholar] [CrossRef]
- Rokhlin, L.L. Magnesium Alloys Containing Rare Earth Metals: Structure and Properties; CRC Press: London, UK, 2003. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A. Phase Diagrams of Binary Magnesium Alloys; ASM International: Metals Park, OH, USA, 1988; Volume 370. [Google Scholar]
- Smola, B.; Stulíková, I.; von Buch, F.; Mordike, B. Structural aspects of high-performance Mg alloys design. Mater. Sci. Eng. A 2002, 324, 113–117. [Google Scholar] [CrossRef]
- Li, Z.; Luo, A.; Wang, Q.; Peng, L.; Fu, P.; Wu, G. Effects of grain size and heat treatment on the tensile properties of Mg–3Nd–0.2Zn (wt%) magnesium alloys. Mater. Sci. Eng. A 2013, 564, 450–460. [Google Scholar] [CrossRef]
- Peng, L.; Liming, P.; Haiyan, J.; Jianwei, C.; Chunquan, Z. Effects of heat treatments on the microstructures and mechanical properties of Mg–3Nd–0.2Zn–0.4Zr (wt.%) alloy. Mater. Sci. Eng. A 2008, 486, 183–192. [Google Scholar] [CrossRef]
- Jiang, H.; Zheng, M.; Qiao, X.; Wu, K.; Peng, Q.; Yang, S.; Yuan, Y.; Luo, J. Microstructure and mechanical properties of WE43 magnesium alloy fabricated by direct-chill casting. Mater. Sci. Eng. A 2017, 684, 158–164. [Google Scholar] [CrossRef]
- Davis, A.; Kennedy, J.; Lunt, D.; Guo, J.; Strong, D.; Robson, J. Preageing of magnesium alloys. Mater. Sci. Eng. A 2021, 809, 141002. [Google Scholar] [CrossRef]
- Delfino, S.; Saccone, A.; Ferro, R. Phase relationships in the neodymium-magnesium alloy system. Met. Mater. Trans. A 1990, 21, 2109–2114. [Google Scholar] [CrossRef]
- Konovalenko, I.; Maruschak, P.; Brezinová, J.; Brezina, J. Morphological Characteristics of Dimples of Ductile Fracture of VT23M Titanium Alloy and Identification of Dimples on Fractograms of Different Scale. Materials 2019, 12, 2051. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Mg | Nd | Gd | Zn | Zr |
|---|---|---|---|---|---|
| Wt. (%) | 95.3 ± 1.3 | 3 ± 0.5 | 1 ± 0.5 | 0.2–0.5 | 0.2–0.5 |
| Heat Treatment Process | T4 Condition | T6 Condition | ||
|---|---|---|---|---|
| Temperature (°C) | Time (Hours) | Temperature (°C) | Time (Hours) | |
| Solid Solutionizing | 520 | 8 | 520 | 8 |
| Water Quenching | 60 to 80 | 1 min | 60 to 80 | 1 min |
| Age-hardening | - | - | 200 | 16 |
| Sample ID | Grain Size (µm) | Hardness (HV0.05) | YS (MPa) | UTS (MPa) | Ductility (%) | Impact (J) |
|---|---|---|---|---|---|---|
| As-cast | 44 ± 3.3 | 83 ± 8.4 | 130 ± 5.4 | 192 ± 10.3 | 7 ± 0.7 | 3.7 ± 0.2 |
| T4 | 68 ± 1.8 | 91 ± 5.5 | 143 ± 6.7 | 212 ± 9.1 | 6 ± 0.5 | 4.4 ± 0.5 |
| T6 | 37 ± 2.0 | 98 ± 4.1 | 173 ± 1.4 | 230 ± 8.7 | 5 ± 0.5 | 5.3 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somasundaram, M.; NarendraKumar, U. Microstructural and Mechanical Properties of a Heat-Treated EV31A Magnesium Alloy Fabricated Using the Stir-Casting Process. Crystals 2022, 12, 1163. https://doi.org/10.3390/cryst12081163
Somasundaram M, NarendraKumar U. Microstructural and Mechanical Properties of a Heat-Treated EV31A Magnesium Alloy Fabricated Using the Stir-Casting Process. Crystals. 2022; 12(8):1163. https://doi.org/10.3390/cryst12081163
Chicago/Turabian StyleSomasundaram, M., and U. NarendraKumar. 2022. "Microstructural and Mechanical Properties of a Heat-Treated EV31A Magnesium Alloy Fabricated Using the Stir-Casting Process" Crystals 12, no. 8: 1163. https://doi.org/10.3390/cryst12081163