
The Effects of Etchant on via Hole Taper Angle and Selectivity in Selective Laser Etching


Abstract
:1. Introduction
2. Experiments
2.1. Substrate Material
2.2. Ultrashort Pulsed Laser
2.3. Local Modification by Ultrashort Pulsed Laser
2.4. Bessel Beam Shaping
2.5. Selective Laser Etching
3. Results and Discussion
3.1. Etchants and Selectivity
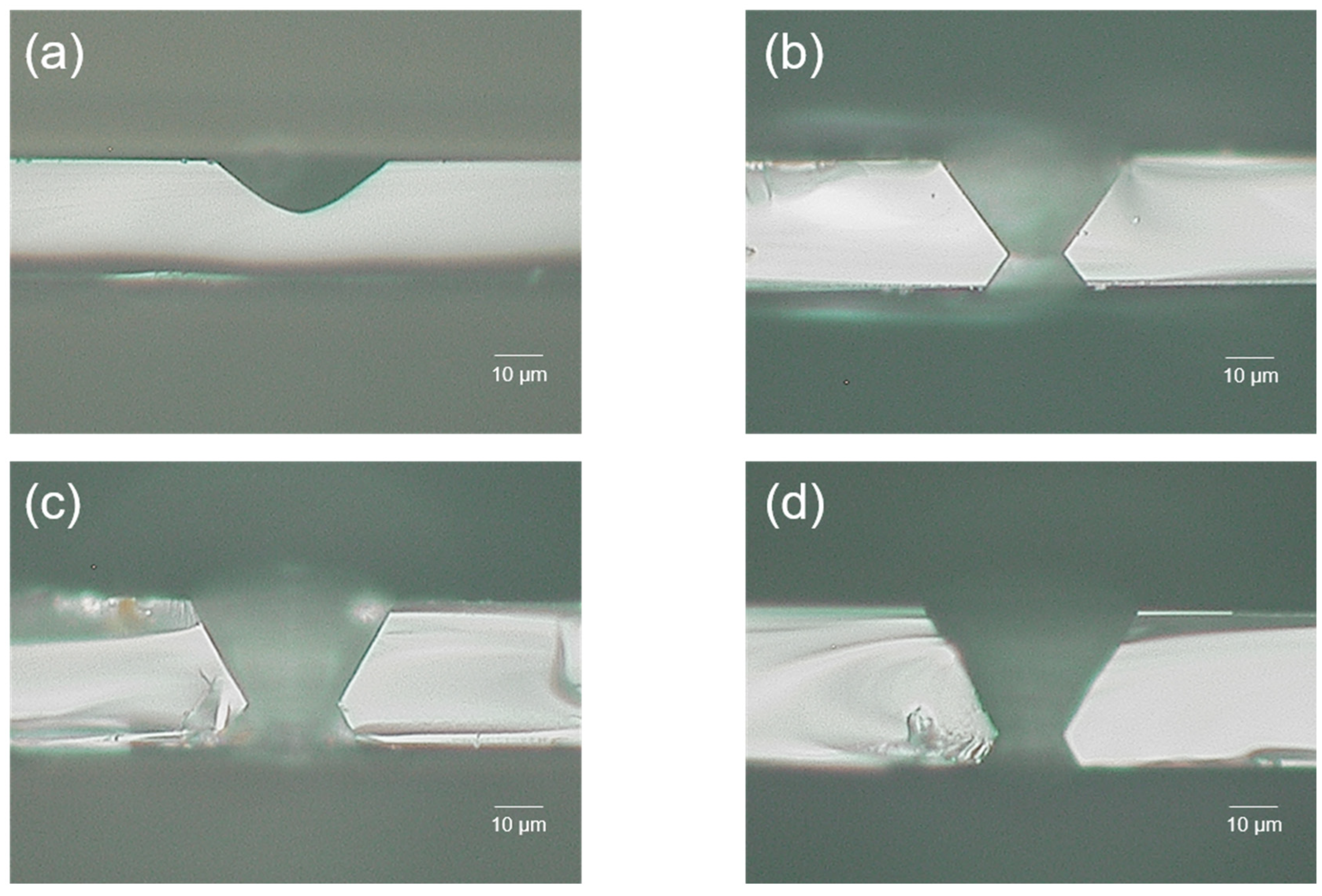
3.2. Etchants and Hole Taper Angle
4. Conclusions
- (1)
- The results show that the most efficient etchant is NH4F, and the TGV could be generated within 3 h through etching with the 8 M NH4F solution at 85 °C. As mentioned above, we could generate TGV three times faster than demonstrated in previous studies. In addition, we found that selectivity is the most trustworthy parameter for representing etching efficiency.
- (2)
- The results also reveal that the taper angle of a blind hole is affected by the etchant. The etchant itself determines the taper angle. HF, NH4F, NaOH, and KOH solutions generated 41°–53°, 47°–60°, 53°–62°, and 58°–66° taper angles, respectively. This study might be helpful for those who want to generate holes with certain angles. However, we still need to understand the principle underlying the phenomena identified in this study.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Töpper, M.; Ndip, I.; Erxleben, R.; Brusberg, L.; Nissen, N.; Schröder, H.; Yamamoto, H.; Todt, G.; Reichl, H. 3-D Thin Film Interposer Based on TGV (Through Glass Vias): An Alternative to Si-Interposer. In Proceedings of the 2010 Proceedings 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 66–73. [Google Scholar]
- Keech, J.; Chaparala, S.; Shorey, A.; Piech, G.; Pollard, S. Fabrication of 3D-IC Interposers. In Proceedings of the 2013 IEEE 63rd Electronic Components and Technology Conference, Las Vegas, NV, USA, 28–31 May 2013; pp. 1829–1833. [Google Scholar]
- Delmdahl, R.; Paetzel, R. Laser Drilling of High-Density Through Glass Vias (TGVs) for 2.5D and 3D Packaging. J. Microelectron. Packag. Soc. 2014, 21, 53–57. [Google Scholar] [CrossRef]
- Lueck, M.; Huffman, A.; Shorey, A. Through glass vias (TGV) and aspects of reliability. In Proceedings of the 2015 IEEE 65th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 26–29 May 2015; pp. 672–677. [Google Scholar]
- Shorey, A.B.; Lu, R. Progress and Application of through Glass via (TGV) Technology. In Proceedings of the 2016 Pan Pacific Microelectronics Symposium (Pan Pacific), Big Island, HI, USA, 25–28 January 2016; pp. 1–6. [Google Scholar]
- Watanabe, A.O.; Ali, M.; Zhang, R.; Ravichandran, S.; Kakutani, T.; Raj, P.M.; Tummala, R.R.; Swaminathan, M. Glass-Based IC-Embedded Antenna-Integrated Packages for 28-GHz High-Speed Data Communications. In Proceedings of the 2020 IEEE 70th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 3–30 June 2020; pp. 89–94. [Google Scholar]
- Sato, Y.; Imajyo, N.; Ishikawa, K.; Tummala, R.; Hori, M. Laser-Drilling Formation of through-Glass-via (TGV) on Polymer-Laminated Glass. J. Mater. Sci. Mater. Electron. 2019, 30, 10183–10190. [Google Scholar] [CrossRef]
- Hof, L.A.; Ziki, J.A. Micro-Hole Drilling on Glass Substrates—A Review. Micromachines 2017, 8, 53. [Google Scholar] [CrossRef]
- Chen, S.T.; Jiang, Z.H.; Wu, Y.Y.; Yang, H.Y. Development of a Grindingdrilling Technique for Holing Optical Grade Glass. Int. J. Mach. Tools Manuf. 2011, 51, 95–103. [Google Scholar] [CrossRef]
- Park, B.J.; Choi, Y.J.; Chu, C.N. Prevention of exit crack in micro drilling of soda-lime glass. CIRP Ann. 2002, 51, 347–350. [Google Scholar] [CrossRef]
- Kowsari, K.; Nouraei, H.; James, D.F.; Spelt, J.K.; Papini, M. Abrasive Slurry Jet Micro-Machining of Holes in Brittle and Ductile Materials. J. Mater. Process. Technol. 2014, 214, 1909–1920. [Google Scholar] [CrossRef]
- Nouraei, H.; Kowsari, K.; Spelt, J.K.; Papini, M. Surface Evolution Models for Abrasive Slurry Jet Micro-Machining of Channels and Holes in Glass. Wear 2014, 309, 65–73. [Google Scholar] [CrossRef]
- Li, X.; Abe, T.; Esashi, M. Deep Reactive Ion Etching of Pyrex Glass Using SF6 Plasma. Sens. Actuators A Phys. 2001, 87, 139–145. [Google Scholar] [CrossRef]
- Kolari, K. Deep Plasma Etching of Glass with a Silicon Shadow Mask. Sens. Actuators A Phys. 2008, 141, 677–684. [Google Scholar] [CrossRef]
- Malhotra, R.; Saxena, I.; Ehmann, K.; Cao, J. Laser-Induced Plasma Micro-Machining (LIPMM) for Enhanced Productivity and Flexibility in Laser-Based Micro-Machining Processes. CIRP Ann. 2013, 62, 211–214. [Google Scholar] [CrossRef]
- Kim, S.; Kim, J.; Joung, Y.H.; Ahn, S.; Choi, J.; Koo, C. Optimization of Selective Laser-Induced Etching (SLE) for Fabrication of 3D Glass Microfluidic Device with Multi-Layer Micro Channels. Micro Nano Syst. Lett. 2019, 7, 15. [Google Scholar] [CrossRef]
- Marcinkevicius, A.; Juodkazis, S.; Watanabe, M.; Miwa, M.; Matsuo, S.; Misawa, H.; Nishii, J. Microfabrication in Silica. Opt. Lett. 2001, 26, 277–279. [Google Scholar]
- Hörstmann-Jungemann, M.; Gottmann, J.; Wortmann, D. Nano- and Microstructuring of SiO2 and Sapphire with Fs-Laser Induced Selective Etching. J. Laser Micro/Nanoeng. 2009, 4, 135–140. [Google Scholar] [CrossRef]
- Hermans, M.; Gottmann, J.; Riedel, F. Selective, Laser-Induced Etching of Fused Silica at High Scan-Speeds Using KOH. J. Laser Micro/Nanoeng. 2014, 9, 126–131. [Google Scholar] [CrossRef]
- Hnatovsky, C.; Taylor, R.S.; Simova, E.; Rajeev, P.P.; Rayner, D.M.; Bhardwaj, V.R.; Corkum, P.B. Fabrication of Microchannels in Glass Using Focused Femtosecond Laser Radiation and Selective Chemical Etching. Appl. Phys. A 2006, 84, 47–61. [Google Scholar] [CrossRef]
- Gottmann, J.; Hermans, M.; Repiev, N.; Ortmann, J. Selective Laser-Induced Etching of 3D Precision Quartz Glass Components for Microfluidic Applications—Up-Scaling of Complexity and Speed. Micromachines 2017, 8, 110. [Google Scholar] [CrossRef]
- Kim, J.; Kim, S.; Kim, B.; Choi, J.; Ahn, S. Study of Through Glass Via (TGV) Using Bessel Beam, Ultrashort Two-Pulses of Laser and Selective Chemical Etching. Micromachines 2023, 14, 1766. [Google Scholar] [CrossRef] [PubMed]
- Turboexpo, A.; Germany, M. The Effects of Injection Angle and Hole Exit Shape on Turbine Nozzle Pressure Side Film Cooling. In Proceedings of the ASME Turbo Expo 2000, Munich, Germany, 8–11 May 2020; p. 11. [Google Scholar]
- Ji, J.; Tay, F.E.H.; Miao, J.; Iliescu, C. Microfabricated Microneedle with Porous Tip for Drug Delivery. J. Micromechanics Microengineering 2006, 16, 958–964. [Google Scholar] [CrossRef]
- Matsumura, T.; Muramatsu, T.; Fueki, S. Abrasive Water Jet Machining of Glass with Stagnation Effect. CIRP Ann. 2011, 60, 355–358. [Google Scholar] [CrossRef]
- Alberdi, A.; Suárez, A.; Artaza, T.; Escobar-Palafox, G.A.; Ridgway, K. Composite Cutting with Abrasive Water Jet. Procedia Eng. 2013, 63, 421–429. [Google Scholar] [CrossRef]
- Ross, C.A.; MacLachlan, D.G.; Choudhury, D.; Thomson, R.R. Optimisation of Ultrafast Laser Assisted Etching in Fused Silica. Opt. Express 2018, 26, 24343. [Google Scholar] [CrossRef] [PubMed]
- Ahn, S.; Kim, S.I.; Choi, J.; Park, C. Etching Apparatus and Interposer Manufacturing System Including the Same. Patent KR10-2423292, 2022. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Etchant | Modification Etch Rate (μm/h) | Non-Modification Etch Rate (μm/h) | Selectivity |
|---|---|---|---|
| HF | 191.0 | 143.9 | 2.3 |
| NaOH | 5.0 | 1.7 | 3.9 |
| KOH | 12.5 | 4.1 | 4.1 |
| NH4F | 33.3 | 10.5 | 4.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Kim, B.; Choi, J.; Ahn, S. The Effects of Etchant on via Hole Taper Angle and Selectivity in Selective Laser Etching. Micromachines 2024, 15, 320. https://doi.org/10.3390/mi15030320
Kim J, Kim B, Choi J, Ahn S. The Effects of Etchant on via Hole Taper Angle and Selectivity in Selective Laser Etching. Micromachines. 2024; 15(3):320. https://doi.org/10.3390/mi15030320
Chicago/Turabian StyleKim, Jonghyeok, Byungjoo Kim, Jiyeon Choi, and Sanghoon Ahn. 2024. "The Effects of Etchant on via Hole Taper Angle and Selectivity in Selective Laser Etching" Micromachines 15, no. 3: 320. https://doi.org/10.3390/mi15030320