
Review on Abrasive Machining Technology of SiC Ceramic Composites
Abstract
:1. Introduction
2. Experimental Study of CMC Abrasive Machining
2.1. Conventional Grinding
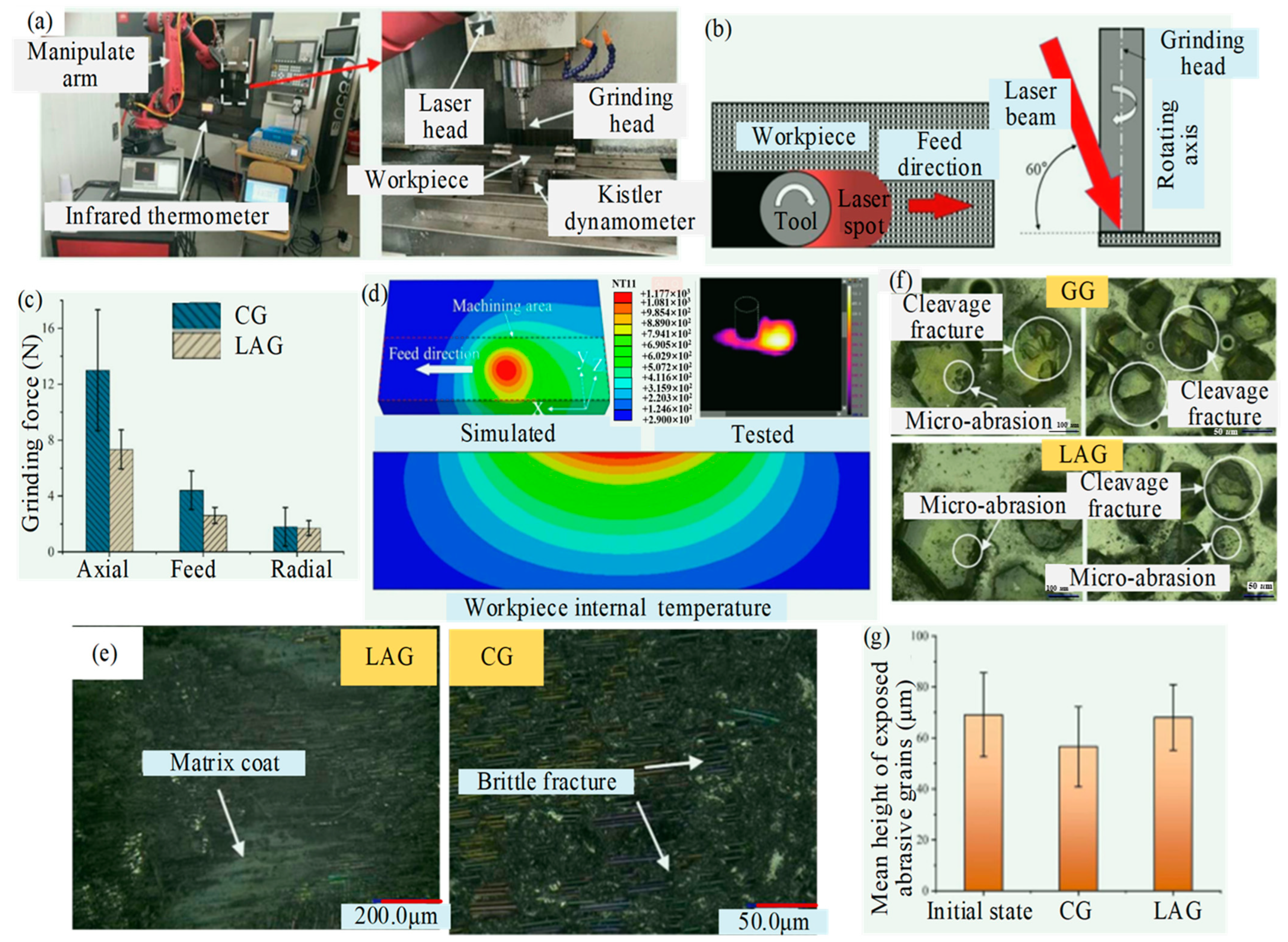
2.2. Laser-Assisted Grinding (LAG)
2.3. Abrasive Waterjet Machining (AWJM)
2.4. Ultrasonic Vibration-Assisted Grinding (UVAG)
2.5. Summary for Experiment Study
3. Simulation Study of CMC Abrasive Machining
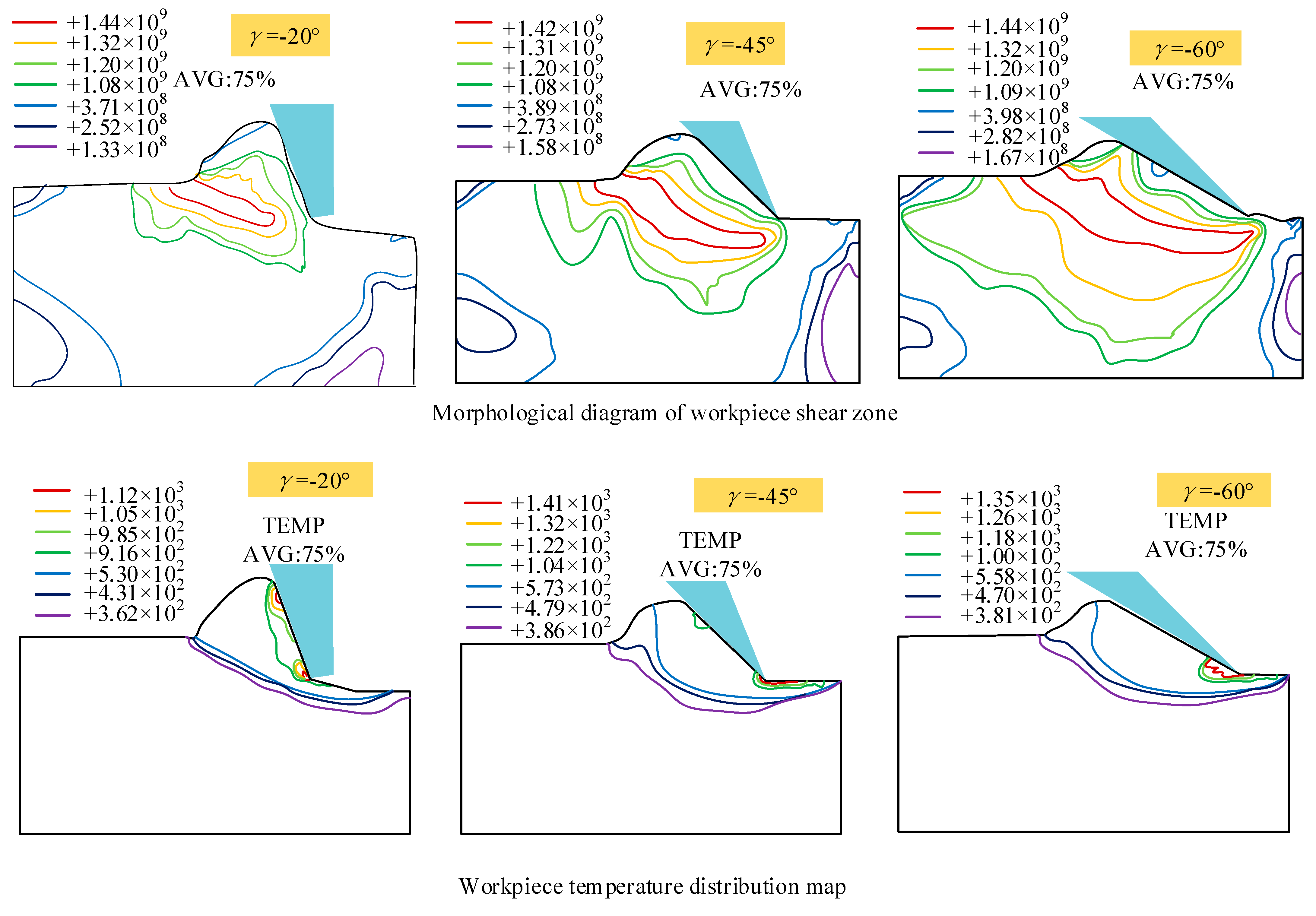
3.1. Finite Element Method (FEM)
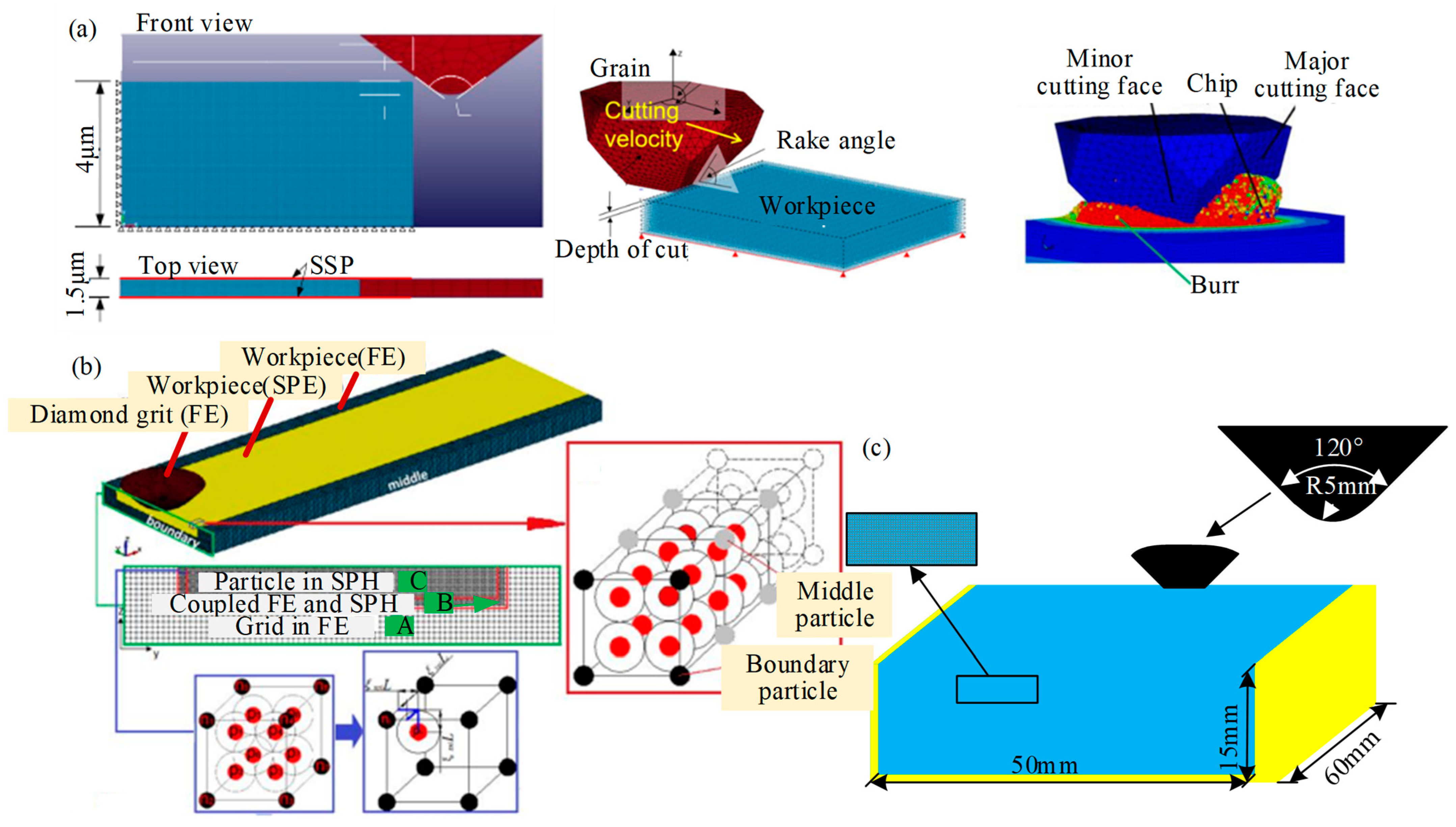
3.2. Smoothed Particle Hydrodynamics (SPH)
3.3. Molecular Dynamics (MD)
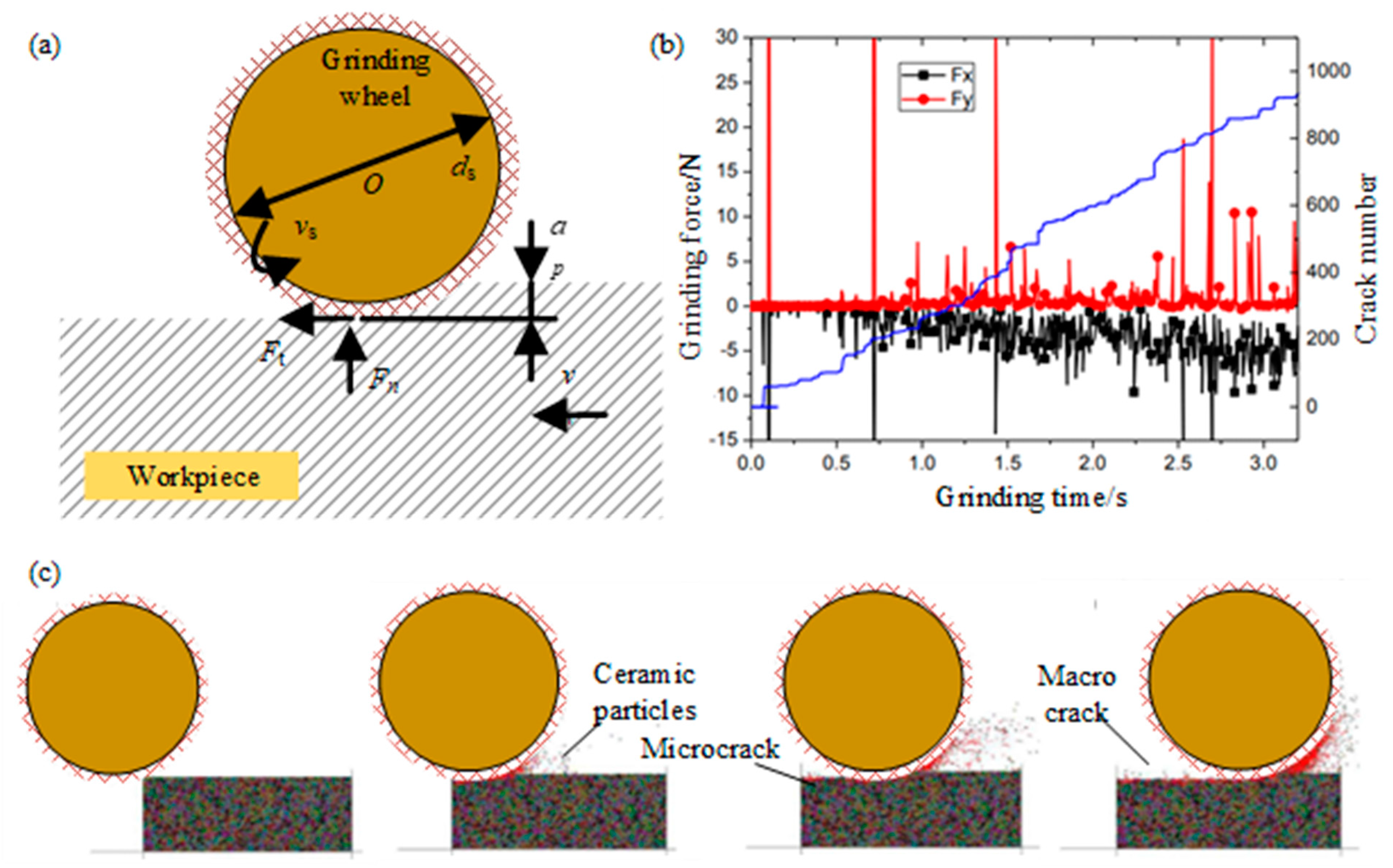
3.4. Discrete Element Method (DEM)
3.5. Summary of Simulation Study
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Naslain, R. Design, Preparation and Properties of Non-Oxide CMCs for Application in Engines and Nuclear Reactor: An Overview. Compos. Sci. Technol. 2004, 64, 155–170. [Google Scholar] [CrossRef]
- Itoh, T.; Kimura, H. Status of the Automotive Ceramic Gas Turbine Development Program. ASME J. Eng. Gas Turbines Power 1993, 115, 42–50. [Google Scholar] [CrossRef]
- Wang, C.; Li, K.; Chen, H.; Ma, X.M. Research Progress of Processing Technology for Fiber Reinforced Ceramic Matrix Composites. Aeronaut. Manuf. Technol. 2016, 59, 55–60. [Google Scholar] [CrossRef]
- Azarhoushang, B.; Tawakoli, T. Development of a novel ultrasonic unit for grinding of ceramic matrix composites. Int. J. Adv. Manuf. Technol. 2011, 57, 945–955. [Google Scholar] [CrossRef]
- Zhang, L.; Ren, C.; Ji, C.; Wang, Z.; Chen, G. Effect of fiber orientations on surface grinding process of unidirectional C/SiC composites. Appl. Surf. Sci. 2016, 366, 424–431. [Google Scholar] [CrossRef]
- Qu, S.; Gong, Y.; Yang, Y.; Wen, X.; Yin, G. Grinding characteristics and removal mechanisms of unidirectional carbon fiber reinforced silicon carbide ceramic matrix composites. Ceram. Int. 2018, 45, 3059–3071. [Google Scholar] [CrossRef]
- Cao, X.; Lin, B.; Zhang, X. Investigations on grinding process of woven ceramic matrix composite based on reinforced fiber orientations. Compos. Part B Eng. 2015, 71, 84–192. [Google Scholar] [CrossRef]
- Hu, N.S.; Zhang, L.C. A study on the grindability of multidirectional carbon fibre-reinforced plastics. J. Mater. Process. Technol. 2003, 140, 152–156. [Google Scholar] [CrossRef]
- Yin, J.; Xu, J.; Ding, W.; Su, H. Effects of grinding speed on the material removal mechanism in single grain grinding of SiCf/SiC ceramic matrix composite. Ceram. Int. 2021, 47, 12795–12802. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, G.; Fang, C.; Cui, C.; Xu, X. Experimental investigations on grinding characteristics and removal mechanisms of 2D–Cf/C-SiC composites based on reinforced fiber orientations. Ceram. Int. 2017, 43, 15266–15274. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, G.; Xu, X.; Fang, C.; Cui, C. Influence of grinding fiber angles on grinding of the 2D–Cf/C–SiC composites. Ceram. Int. 2018, 44, 12774–12782. [Google Scholar] [CrossRef]
- Wang, T.; Wang, S.; Qiao, W.L.; Zhang, L.F.; Zhen, T.T. Research on Grinding Force Model of Plane Grinding for Unidirectional C/SiC Composites. China Mech. Eng. 2019, 30, 2017–2021. Available online: https://kns.cnki.net/kcms/detail/42.1294.TH.20190903.1707.020.html (accessed on 27 April 2018).
- Zhang, L.C.; Zhang, H.J.; Wang, X.M. A force prediction model for cutting unidirectional fiber-reinforced plastics. Mach. Sci. Technol. 2001, 5, 293–305. [Google Scholar] [CrossRef]
- Tawakoli, T.; Azarhoushang, B. Intermittent grinding of ceramic matrix composites (CMCs) utilizing a developed segmented wheel. Int. J. Mach. Tools Manuf. 2011, 51, 112–119. [Google Scholar] [CrossRef]
- Ma, L.; Yu, A.; Gu, L.; Wang, H.; Chen, J. Mechanism of compound fracture and removal in grinding process for low-expansion glass ceramics. Int. J. Adv. Manuf. Technol. 2017, 91, 2303–2313. [Google Scholar] [CrossRef]
- Qu, S.; Gong, Y.D.; Yang, Y.Y.; Cai, M.; Sun, Y. Surface topography and roughness of silicon carbide ceramic matrix composites. Ceram. Int. 2018, 44, 14742–14753. [Google Scholar] [CrossRef]
- Pineau, P.; Couégnat, G.; Lamon, J. Virtual testing applied to transverse multiple cracking of tows in woven ceramic composites. Mech. Res. Commun. 2011, 38, 579–585. [Google Scholar] [CrossRef]
- Lamon, J. A Micromechanics-Based Approach to the Mechanical Behavior of Brittle-Matrix Composites. Compos. Sci. Technol. 2001, 61, 2259–2272. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, C.; Jia, D.; Zhang, D.; Zhang, X. Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. Int. J. Mach. Tools Manuf. 2015, 99, 19–33. [Google Scholar] [CrossRef]
- Hu, M.; Ming, W.W.; An, Q.L.; Chen, M. Experimental study on milling performance of 2D C/SiC composites using polycrystalline diamond tools. Ceram. Int. 2019, 45, 10581–10588. [Google Scholar] [CrossRef]
- Xu, L.; Zhao, G.L.; Zhang, J.Q.; Wang, K.; Wang, X.Y.; Hao, X.Q. Feasibility study on cryogenic milling of carbon fiber reinforced silicon carbide composites. Trans. Nanjing Univ. Aeronaut. Astronaut. 2020, 37, 1005–1120. [Google Scholar] [CrossRef]
- Qu, S.; Gong, Y.; Yang, Y.; Sun, Y.; Wen, X.; Qi, Y. Investigating Minimum Quantity Lubrication in Unidirectional Cf/SiC composite grinding. Ceram. Int. 2020, 46, 3582–3591. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Ming, W.; Chen, M. Machining of SiC ceramic matrix composites: A review. Chinese. J. Aeronaut. 2021, 34, 540–567. [Google Scholar] [CrossRef]
- Zhang, C.; Li, H.; Chen, J.; An, Q.L.; Chen, M. Microstructure evolution and ablation mechanism of SiCf/SiC ceramic matrix composite microgrooves processed by pico-second laser. Ceram. Int. 2023, 49, 37356–37365. [Google Scholar] [CrossRef]
- An, Q.L.; Li, H.; Chen, J.; Ming, W.W.; Chen, M. Multi-energy field assisted high-efficiency and low damage milling process of ceramic matrix composites. Aeronaut. Manuf. Technol. 2023, 66, 40–51. [Google Scholar] [CrossRef]
- Zhou, K.; Xu, J.Y.; Xiao, G.J.; Huang, Y. A novel low-damage and low-abrasive wear processing method of Cf/SiC ceramic matrix composites: Laser-induced ablation-assisted grinding. J. Mater. Process. Technol. 2022, 302, 117503. [Google Scholar] [CrossRef]
- Li, W.; Long, C.J.; Ma, W.Q.; Ke, F.F.; Feng, W. Key technologies for laser-assisted precision grinding of 3D C/C-SiC composites. J. Eur. Ceram. Soc. 2023, 43, 4322–4335. [Google Scholar] [CrossRef]
- Kong, X.J.; Liu, S.W.; Hou, N.; Zhao, M.; Liu, N.; Wang, M.H. Cutting performance and tool wear in laser-assisted grinding of SiCf/SiC ceramic matrix composites. Mater. Res. Express 2022, 9, 125601. [Google Scholar] [CrossRef]
- Dong, Z.G.; Wang, Z.W.; Ran, Y.C. Advances in Ultrasonic Vibration-Assisted Milling of Carbon Fiber Reinforced. J. Mech. Eng. 2023, 59, 1–31. Available online: https://link.cnki.net/urlid/11.2187.TH.20231129.1504.034 (accessed on 1 December 2023).
- Chen, G.M. The Feature and Application of NC High Pressure Water Jet Cutting Technology. Mach. Tool Hydraul. 2007, 8, 44–68. [Google Scholar]
- Hashish, M. Turning with abrasive water jets—A first investigation. J. Eng. Ind. 1987, 9, 281–290. [Google Scholar] [CrossRef]
- Hashish, M.; Kotchon, A.; Ramulu, M. Status of AWJ machining of CMCS and hard materials. In Proceedings of the INTERTECH 2015, Indianapolis, India, 19–20 May 2015. [Google Scholar]
- Zhang, Y.F.; Liu, D.; Zhang, W.J.; Zhu, H.T.; Huang, C.Z. Hole characteristics and surface damage formation mechanisms of Cf/SiC composites machined by abrasive waterjet. Ceram. Int. 2022, 48, 5488–5498. [Google Scholar] [CrossRef]
- Ramulu, M.; Jenkins, M.G.; Guo, Z. Abrasive water jet machining mechanisms in continuous-fiber ceramic composites. J. Compos. Technol. Res. 2001, 23, 82–91. [Google Scholar] [CrossRef]
- Ren, Y.M. Research on abrasive water jet machining of structural ceramics and ceramic matrix composites. Intern. Combust. Engine Parts 2018, 15, 116–118. [Google Scholar] [CrossRef]
- Wang, X.B.; Li, L.-L.; Zhao, B.; Song, C.-S. Research progress on processing technology and surface and subsurface damage mechanism of ceramic matrix composites. Surf. Technol. 2021, 50, 17–34. [Google Scholar]
- Kang, R.K.; Zhao, F.; Bao, Y.; Sun, H.Q.; Dong, Z.G. Ultrasonic assisted grinding of SiCf/SiC composites. Diam. Abras. Eng. 2019, 39, 85–91. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.C.; Su, H.H.; Cui, F.F.; Li, Q.L.; Lei, W.N.; Xu, H.X. Study on surface/subsurface breakage in ultrasonic assisted grinding of C/SiC composites. Int. J. Adv. Manuf. Technol. 2017, 91, 3095–3105. [Google Scholar] [CrossRef]
- Zhang, M.; Pang, Z.; Jia, Y.; Shan, C. Understanding the machining characteristic of plain weave ceramic matrix composite in ultrasonic-assisted grinding. Ceram. Int. 2022, 48, 5557–5573. [Google Scholar] [CrossRef]
- Bertsche, E.; Ehmann, K.; Malukhin, K. Ultrasonic slot machining of a silicon carbide matrix composite. Int. J. Adv. Manuf. Technol. 2013, 66, 1119–1134. [Google Scholar] [CrossRef]
- Huang, B.; Wang, W.; Jiang, R.; Xiong, Y.; Liu, C. Experimental study on ultrasonic vibration–assisted drilling micro-hole of SiCf/SiC ceramic matrix composites. Int. J. Adv. Manuf. Technol. 2022, 120, 8031–8044. [Google Scholar] [CrossRef]
- Wang, J.J.; Zhang, J.F.; Feng, P.F. Effects of tool vibration on fiber fracture in rotary ultrasonic machining of C/SiC ceramic matrix composites. Compos. Part B Eng. 2017, 129, 233–242. [Google Scholar] [CrossRef]
- Zhai, Z.Y.; Mei, X.S.; Wang, W.J.; Cui, J.L. Research advancement on laser etching technology of silicon carbide ceramic matrix composite. Chin. J. Lasers 2020, 47, 24–34. [Google Scholar] [CrossRef]
- Lu, X.Z.; Jiang, K.Y. Research and application development of compound energy field processing Laser microjet. Sci. China Phys. Mech. Astron. 2020, 50, 30–43. Available online: https://kns.cnki.net/kcms/detail/detail.aspx?FileName=JGXK202003003&DbName=CJFQ2020 (accessed on 27 May 2019). [CrossRef]
- Che, J.T.; Zhou, T.F.; Zhu, X.J.; Kong, W.J.; Wang, Z.B.; Xie, X.D. Experimental study on horizontal ultrasonic electrical discharge machining. J. Mater. Process. Tech. 2016, 231, 312–318. [Google Scholar] [CrossRef]
- Ishida, T.; Noma, K.; Kakinuma, Y.; Aoyama, T.; Hamada, S.; Ogawa, H.; Higaino, T. Helical Milling of Carbon Fiber Reinforced Plastics Using Ultrasonic Vibration and Liquid Nitrogen. Procedia CIRP 2014, 24, 13–18. [Google Scholar] [CrossRef]
- Zhao, B.; Chen, F.; Jia, X.F.; Zhao, C.Y.; Wang, X.B. Surface quality prediction model of nano-composite ceramics in ultrasonic vibration-assisted ELID mirror grinding. J. Mech. Sci. Tech. 2017, 31, 1877–1884. [Google Scholar] [CrossRef]
- Zhang, H.B.; Ren, C.Z.; Zhang, L.F.; Li, Y.C. Finite Element Simulation of Nanoindentation of C/SiC Composites. J. Mater. Sci. Eng. 2016, 34, 49–53+74. [Google Scholar] [CrossRef]
- Liao, X.T.; Liu, D.F.; Tang, J.Y. Finite element analysis of grinding chip formation of single abrasive grain with negative rake angle. Mod. Manuf. Eng. 2009, 4, 36–41. [Google Scholar] [CrossRef]
- Pang, N. Ultrasonic Grinding Composite Machining of New Ceramic Materials; Northeastern University: Shenyang, China, 1997. [Google Scholar]
- Wu, Y.H.; Wang, H.; Li, S.H.; Sun, J.; Wang, H. Grinding Thermal Characteristics and Surface Forming Mechanism of Silicon Nitride Ceramics. Surf. Technol. 2019, 48, 360–368. [Google Scholar] [CrossRef]
- Long, H.; Guo, L.; Wang, C. Study on improving the accuracy of finite element simulation of ceramic high-speed grinding temperature. Manuf. Technol. Mach. Tool 2022, 12, 153–158. [Google Scholar]
- Fang, G.W.; Gao, X.G.; Song, Y.D. Finite element simulation of stress transfer through the multilayer interphase in ceramic matrix composites. Acta Mater. Compos. Sin. 2018, 35, 3415–3422. [Google Scholar] [CrossRef]
- Liu, S.H. Research on Removal Mechanism of SiCf/SiC Ceramic Matrix Composite. Master’s Thesis, Hunan University, Changsha, China, 2021. [Google Scholar] [CrossRef]
- Li, J.D.; Ren, C.Z.; Lv, Z.; Zhang, L.F. Finite Element Simulation of Single Diamond Abrasive Surface Grinding C/SiC. J. Mater. Sci. Eng. 2014, 32, 686–689+715. [Google Scholar] [CrossRef]
- Zohaib, E.; Zhao, G.L.; Long, Z.W.; Jamil, M.; He, N. Milling Performance of Cf/SiC Composites: Three-Dimensional Finite Element Analysis and Experimental Validation. Trans. Nanjing Univ. Aeronaut. Astronaut. 2023, 40, 253–263. [Google Scholar] [CrossRef]
- Huang, X.C.; Su, H.H.; He, J.Y.; Xu, P.F. Three Dimensional Finite Element Simulation Modification of Single AbrasiveParticle Ultrasonic Vibration Assisted Scratching C/SiC Composites. Mach. Build. Autom. 2022, 51, 98–100+112. [Google Scholar] [CrossRef]
- Liu, R.J.; Huang, H.; Zhao, C.X.; Wang, H.H.; Li, G.Z. Study on micropore preparation of ceramic matrix composites by ultra-short pulse laser processing. Electromachining Mould 2019, 2, 55–58. Available online: https://kns.cnki.net/kcms/detail/detail.aspx?FileName=DJGU201902015&DbName=CJFQ2019 (accessed on 9 January 2019).
- Feng, Z.P.; Xiao, Q. Research progress of ultrasonic machining technology. Surf. Technol. 2020, 49, 161–172. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.Z.; Wu, C.J.; Kong, L.F.; Zheng, Y.H. Smoothed particle hydrodynamics simulation and experimental analysis of SiC ceramic grinding mechanism. Ceram. Int. 2018, 44, 12194–12203. [Google Scholar] [CrossRef]
- Duan, N.; Yu, Y.Q.; Wang, W.S.; Xu, X.P. SPH and FE coupled 3D simulation of monocrystal SiC scratching by single diamond grit. Int. J. Refract. Met. Hard Mater. 2017, 64, 279–293. [Google Scholar] [CrossRef]
- Liang, Z.Q.; Mi, Z.Y.; Wang, X.B.; Wang, X.B.; Zhou, T.F.; Wu, Y.B.; Zhao, W.X. Numerical Investigations on the Grinding Forces in Ultrasonic Assisted Grinding of SiC Ceramics by Using SPH Method. Adv. Mater. Res. 2014, 1017, 735–740. [Google Scholar] [CrossRef]
- Zheng, Z.J.; Kulasegaram, S.; Chen, P.; Chen, Y.Q. An efficient SPH methodology for modelling mechanical characteristics of particulate composites. Def. Technol. 2021, 17, 135–146. [Google Scholar] [CrossRef]
- Takabi, B.; Tajdari, M.; Tai, B.L. Numerical study of smoothed particle hydrodynamics method in orthogonal cutting simulations effects of damage criteria and particle density. J. Manuf. Process. 2017, 30, 523–531. [Google Scholar] [CrossRef]
- Shi, Z.L.; Xiang, D.H.; Feng, D.R.; Wu, B.F.; Zhang, Z.M.; Gao, G.F.; Zhao, B. Finite Element and Experimental Analysis of Ultrasonic Vibration Milling of High-Volume Fraction SiCp/Al Composites. Int. J. Precis. Eng. Manuf. 2021, 22, 1777–1789. [Google Scholar] [CrossRef]
- Zhou, Y.G.; Tian, C.C.; Li, H.Y.; Ma, L.J.; Li, M.; Yin, G.Q. Study on removal mechanism and surface quality of grinding carbon fiber toughened ceramic matrix composite. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 476. [Google Scholar] [CrossRef]
- Tersoff, J. Modeling solid-state chemistry: Interatomic potentials for multicomponent systems. Phys. Rev. B 1990, 41, 3248. [Google Scholar] [CrossRef]
- Li, L.L.; Xia, Z.H.; Yang, Y.Q.; Han, M. Molecular dynamics study on tensile behavior of SiC nanofiber/C/SiC nanocomposites. Acta Phys. Sin. 2015, 64, 117101. [Google Scholar] [CrossRef]
- Miao, L.L.; Yang, L.W.; Wang, C.Y.; Zhao, G.X.; Li, J.J.; Zhao, Y.S.; Sui, C.; He, X.D.; Xu, Z.H.; Wang, C. Anisotropic tensile mechanics of vertically aligned carbon nanotube reinforced silicon carbide ceramic nanocomposites. Carbon 2022, 199, 241–248. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D.L. A discrete numerical model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Jiang, S.Q.; Li, T.T.; Tan, Y.Q. A DEM Methodology for Simulating the Grinding Process of SiC Ceramics. Proc. Eng. 2015, 102, 1803–1810. [Google Scholar] [CrossRef]
- Qiang, S.Q.; Tan, Y.Q.; Yang, D.M. Discrete element method simulation of residual stresses in SiC single-point diamond ultra-precision machining. J. Chin. Ceram. Soc. 2010, 38, 918–923+930. [Google Scholar] [CrossRef]
- Li, L.T.; Tan, Y.Q.; Qiang, S.Q. Study on Interfaces Properties of C/SiC Ceramic Matrix Composites Using Discrete Element Method. Mater. Rep. 2012, 26, 148–156. Available online: https://kns.cnki.net/kcms/detail/detail.aspx?FileName=CLDB201222038&DbName=CJFQ2012 (accessed on 25 November 2012).
- Wang, R.Q.; Han, J.B.; Mao, J.X.; Hu, D.Y.; Liu, X.; Guo, X.J. A molecular dynamics based cohesive zone model for interface failure under monotonic tension of 3D four direction SiCf/SiC composites. Compos. Struct. 2021, 274, 114397. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | CG | LAG | UVAG | AWJM |
|---|---|---|---|---|
| Advantage | Wide application range, simple process, and high processing efficiency. | Reduce material hardness and improve processing performance. | Good processing quality, small surface loss. | Super-hard abrasive high-speed impact workpiece surface to achieve removal processing, no thermal effect. |
| Shortcoming | Rely on diamond tools, which are expensive and prone to serious wear; and It is difficult to process parts with complex shapes and high dimensional accuracy. | The heat-affected zone material must be removed to obtain the desired surface; High temperature will reduce the cutting performance of the tool, in particular lead to diamond graphitization. | The processing efficiency is low and the processing range is limited. | Large impact force, easy to break the edge and damage the surface of the workpiece. |
| Method | FEM | SPH | DEM | MD |
|---|---|---|---|---|
| Basic theory | Continuum mechanics | Meshless Lagrange method, Kernel Function and Describing a continuous fluid (or solid) with a swarm of interacting particles | Newton’s law of motion and the relationship between force and relative displacement between neighbor particles | Newton’s law of motion and the potential function |
| Timestep | ~μs | ~μs | ~μs | ~fs |
| Length scale | Macroscale to mesoscale | Macroscale to mesoscale | Macroscale to mesoscale | Nanoscale |
| Common usage | Continuum materials and composites | Continuum materials and composites | Granular and discontinuous materials, composites | Nanomaterials |
| Limitation | Cannot well represent the discreteness, fracture, and damage processes in materials | It requires a relative high computation and a lot of time to calibrate the parameter | Requires a relatively high computation and a lot of time to calibrate the parameter | Requires a huge amount of computation and limits to nanometric sizes |
| Main Difficulty | General Problem | Research Directions |
|---|---|---|
| Diverse machinability | The great difference in physical properties between SiC matrix and C fiber, and the matrix and reinforcing fiber are not necessarily removed synchronously. | The effect of reinforcing fibers on the removal mechanism and mode of the material. |
| The anisotropy and filamentous toughening phase structure | The reinforcement-matrix interphase material with random interface debonding and cracking events during a machining process. | The mechanical model of the two-phase interface and the transformation of the removal mode at the bonded surfaces during grinding. |
| Fiber orientation | The variation of fiber orientations relative to cutting directions, random waviness of individual fibers, and uneven fiber dispersion in the matrix bring about significant variations of material removal mechanisms. | Grinding mechanism and surface quality on different fiber orientations. |
| Tool wear | The high abrasion of the reinforcements to a cutting tool leads to excessive tool wear. | Application of non-CG and research on new grinding mechanism; research on grinding quality under different grinding tools. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhao, Z.; Li, J.; Ye, L.; Liu, Y. Review on Abrasive Machining Technology of SiC Ceramic Composites. Micromachines 2024, 15, 106. https://doi.org/10.3390/mi15010106
Zhang H, Zhao Z, Li J, Ye L, Liu Y. Review on Abrasive Machining Technology of SiC Ceramic Composites. Micromachines. 2024; 15(1):106. https://doi.org/10.3390/mi15010106
Chicago/Turabian StyleZhang, Huiyun, Zhigang Zhao, Jiaojiao Li, Linzheng Ye, and Yao Liu. 2024. "Review on Abrasive Machining Technology of SiC Ceramic Composites" Micromachines 15, no. 1: 106. https://doi.org/10.3390/mi15010106