
Influence of Machining Conditions on Micro-Geometric Accuracy Elements of Complex Helical Surfaces Generated by Thread Whirling
 , , , and
, , , and
Abstract
:1. Introduction
- Complex surfaces in mathematics and engineering;
- The current state of the research field with initial discussions on referential approaches and eventually on controversial and diverging hypotheses.
- The current problems, purpose, and objectives of this research study.
1.1. Complex and Helical Surfaces in Mathematics and Engineering
1.2. Referential Approaches
- Development of thread whirling equipment and tooling;
- Applicability and advantages of thread whirling for various complex helical surfaces generation;
- Inventory and analysis of specific process parameters;
- Studies on the chip formation and the process mechanics;
- Theoretical modeling and numerical simulation for specific aspects involved in the thread whirling process;
- Modeling and simulation for thread whirling tooling;
- Investigations on accuracy and surface quality, resulted in processed parts to the influence parameters;
- Research the thermal and energetic phenomena in the whirling process for sustainable development.
1.3. Current Problem: Purpose and Objectives of the Research
- Theoretically modeling and numerically simulating the whirled complex helical surfaces for reasonable prediction of specific machining errors, based on less simplifying hypotheses and taking into account all of the geometrical parameters describing the whirling head and cutters and also the whole process kinematics;
- Model validation through experiments and finding empirical mathematical functions to describe the influence of machining conditions on some accuracy elements for whirled trapezoidal threads.
2. Research Study—Materials and Methods
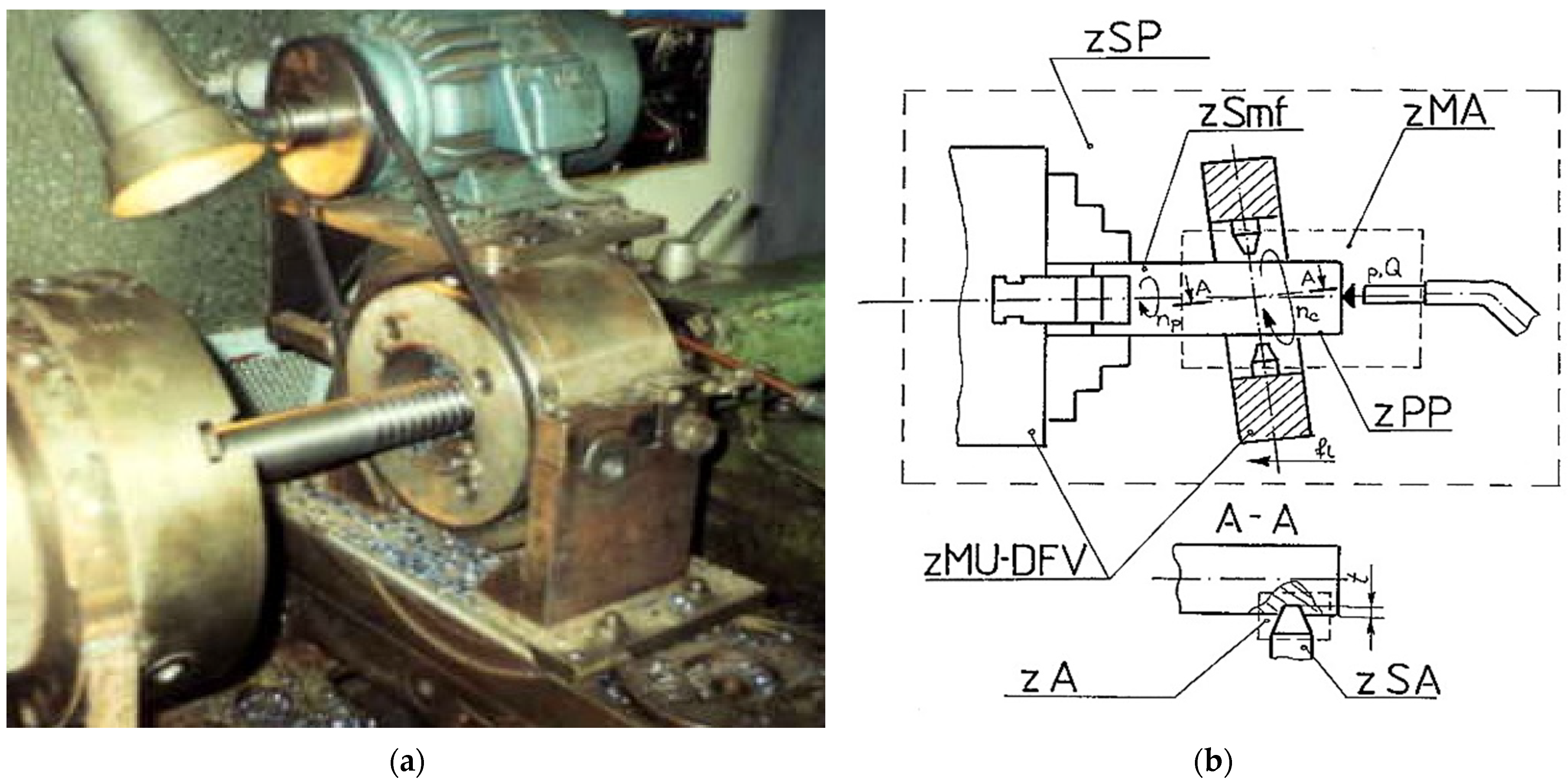
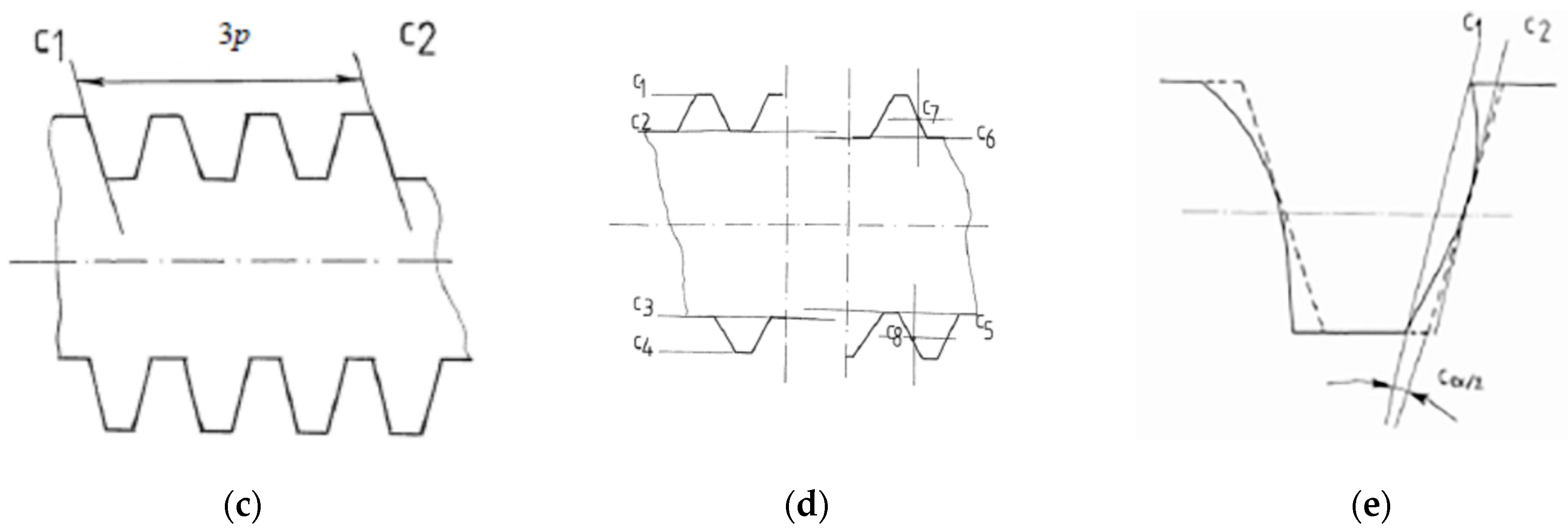
2.1. Theoretical Conditions in Surface Generation at Thread Whirling
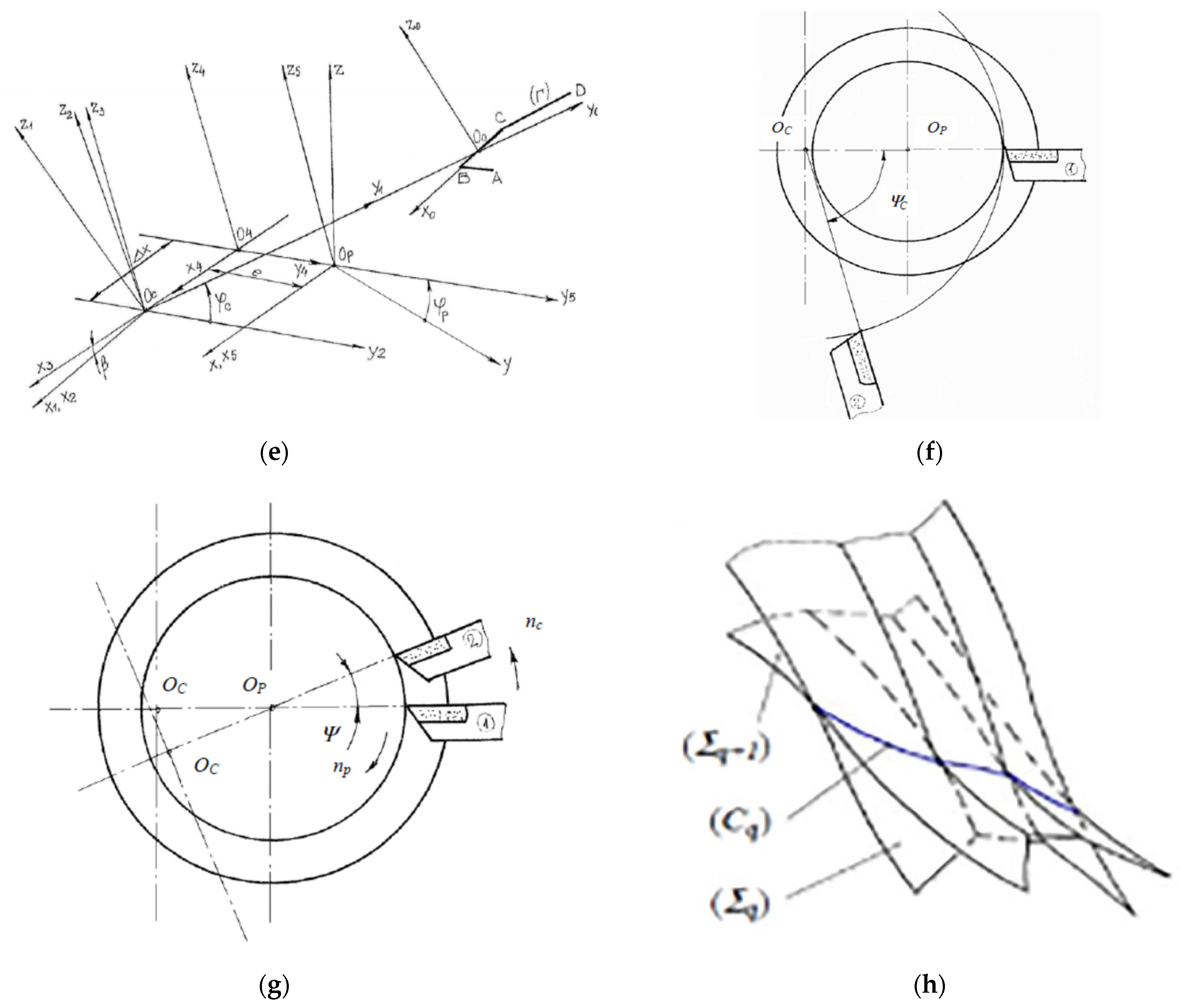
- The threaded surface generated by whirling represents a complex compound surface resulting from intersecting successive ruled helical surfaces corresponding to the cutting edges of the set of cutters from the whirling head;
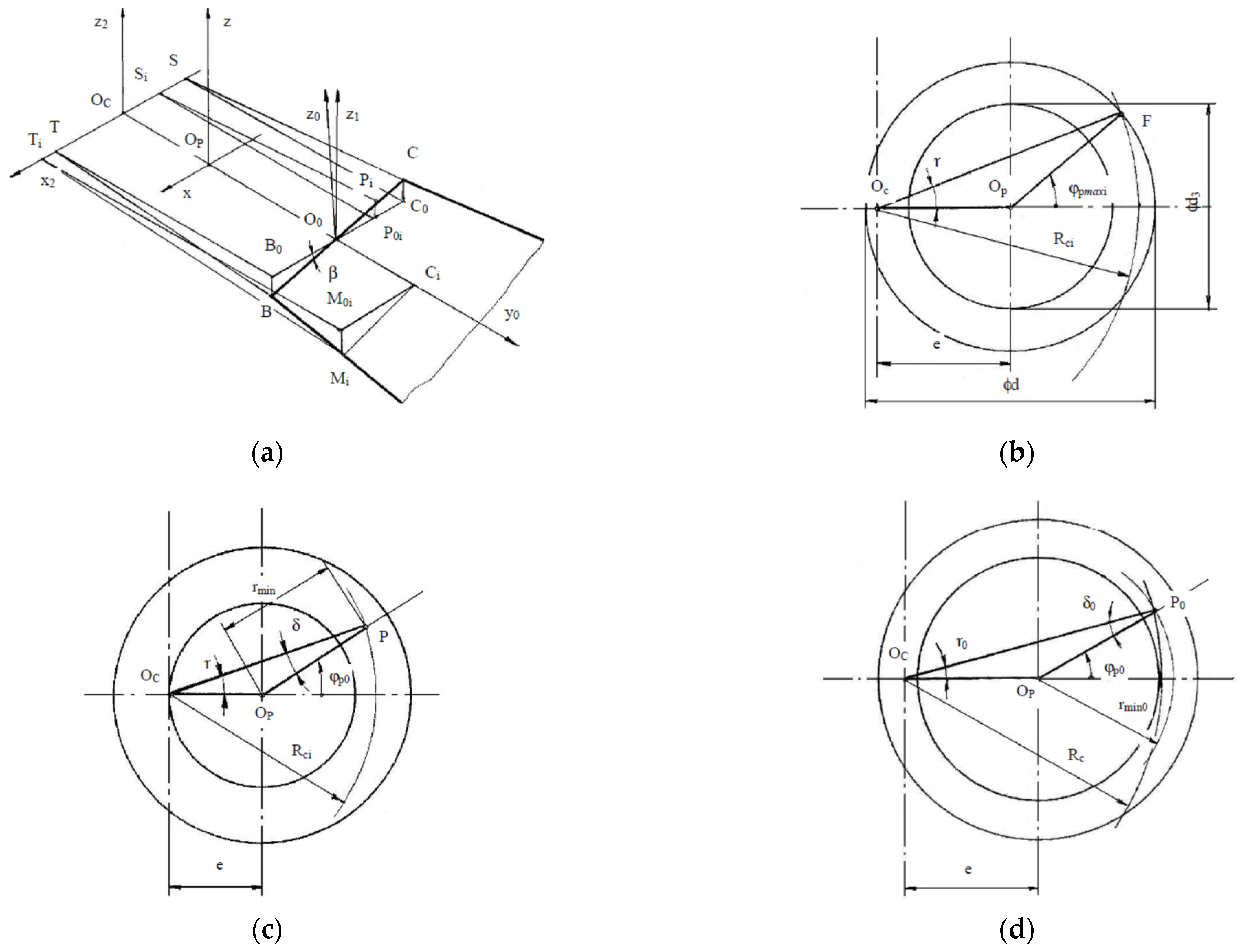
- The geometrical parameters describing the whirling head and cutters, such as the thread diameters, the number of cutters on the whirling head, the tool edge profile geometry, the diameter or the radius of cutters’ top edge disposal on the whirling tool holder, the eccentricity of whirling head axis, the whirling head tilting angle and also the whole kinematics of the process, respectively, the rotary speed of whirling head, the rotary speed of workpiece, and the axial feed rate were considered as influential factors in modeling;
- The process dynamics are not considered in the modeling algorithm, nor are the thermal or elastic deforming phenomena.
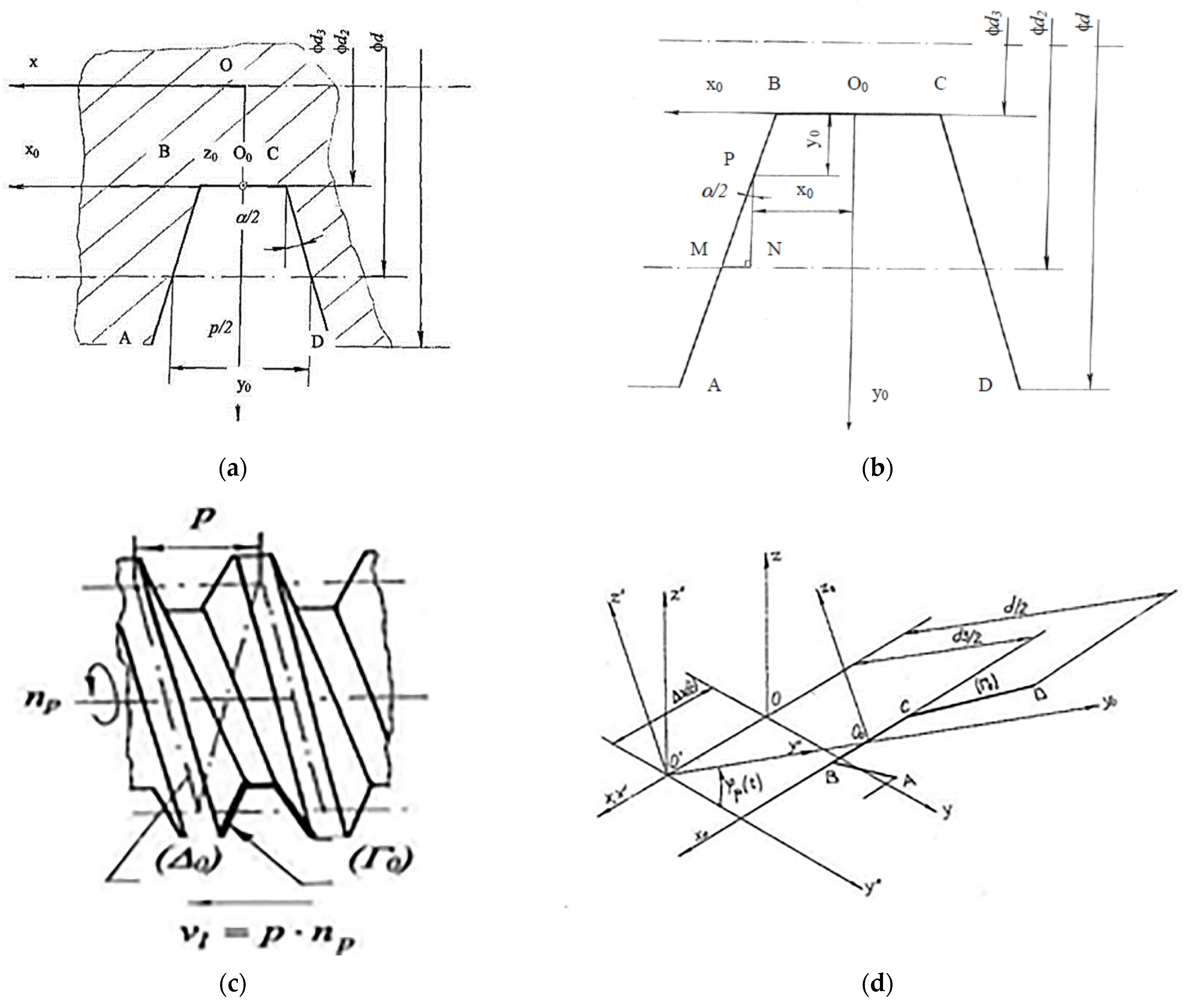
- The modeling approach involved the following steps:
- The thread flank theoretical generated profile in the axial section plane was mathematically represented by calculating a discretized set of points’ coordinates. Further on, some of the significant generation errors have been modeled.
- The numerical calculus and simulation on the developed models have been performed with a customized engineering software tool [47], developed by modular, procedural programming under MATLAB.
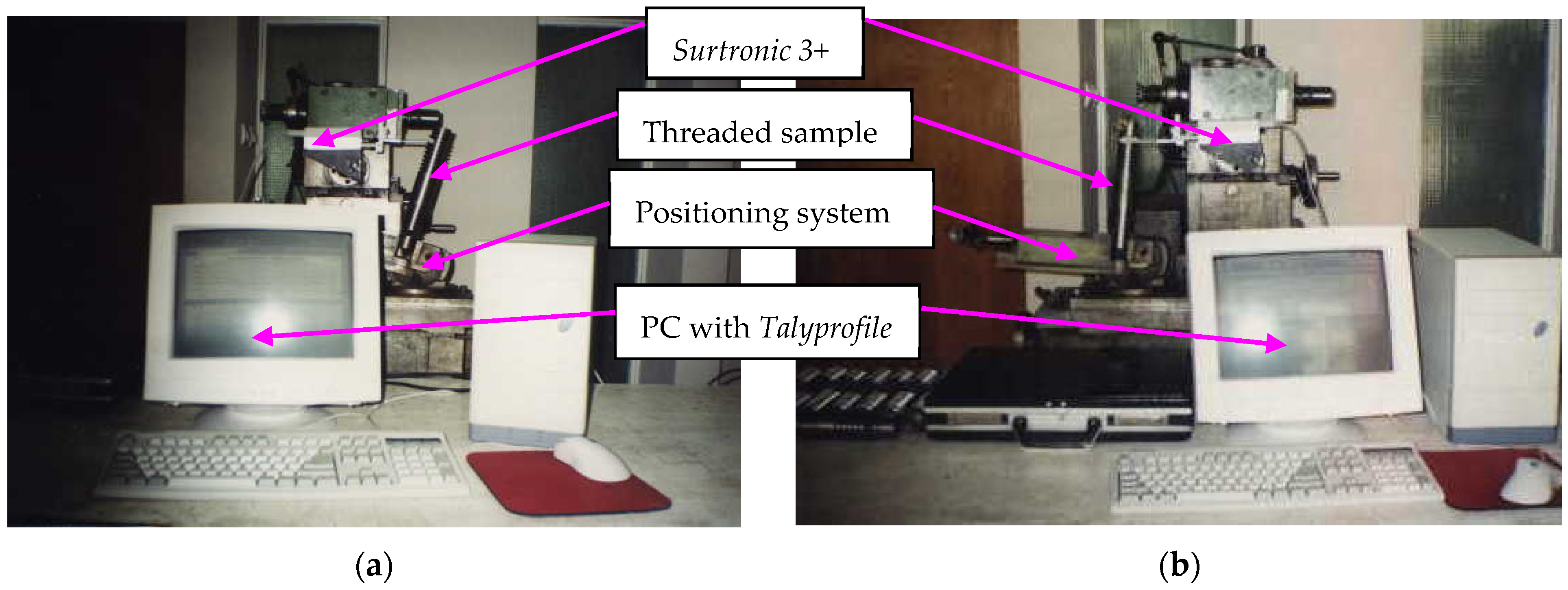
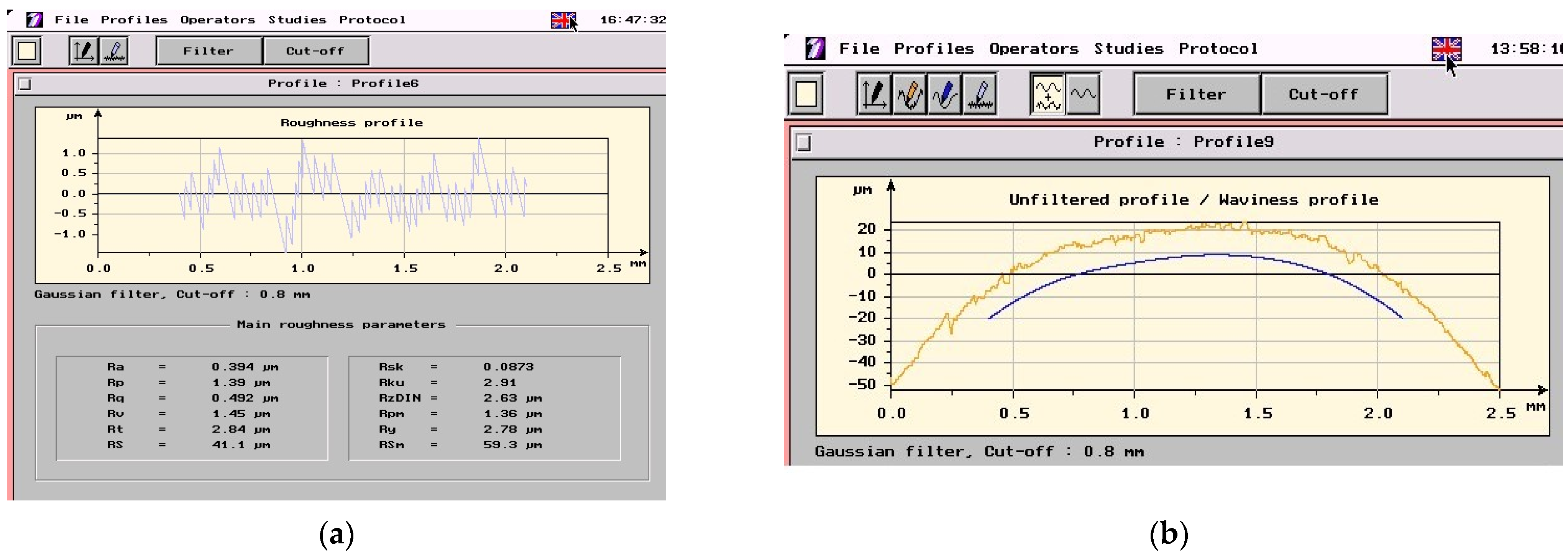
2.2. Experimental Conditions
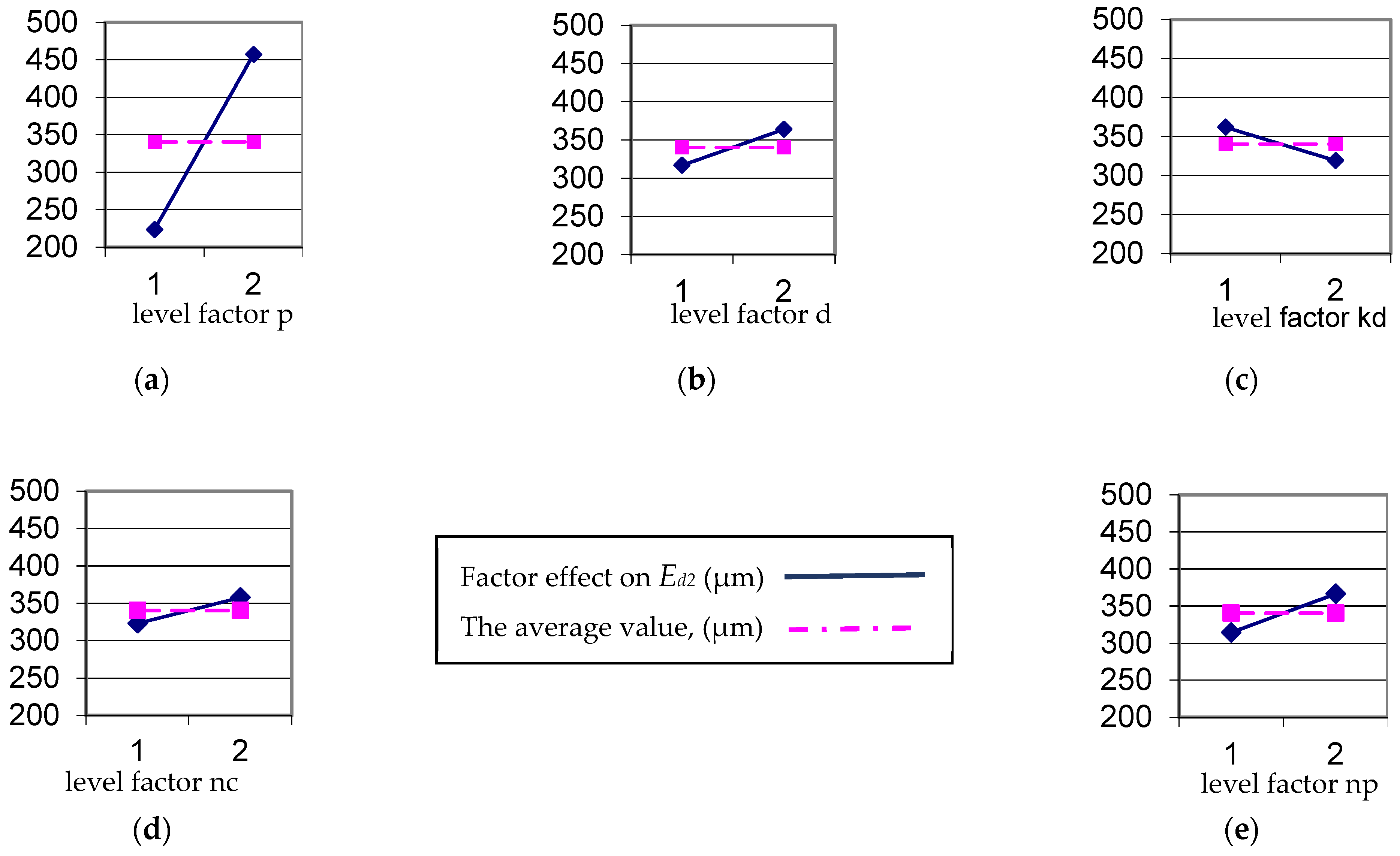
- The empirical models follow the trends of machining conditions influences highlighted by the theoretical models;
- Differences should be registered due to other controllable or uncontrollable factors involved in the process;
- For optimal adjusting of processing conditions on favorable values of the input parameters, the values of performance parameters, in terms of accuracy and surface roughness, are similar to those obtained by grinding operations, proving the adequacy of thread whirling as a single or final operation for generating medium or large pitch trapezoidal threads;
- Experimental results, the obtained empirical mathematical models, and the related conclusions have validity for the particular experimented domain, defined through the range of variation of input parameters.
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Barth, W.P.; Hulek, K.; Peters, C.A.M.; Van de Ven, A. The Enriques Kodaira Classification. In Compact Complex Surfaces. Ergebnisse der Mathematik und Ihrer Grenzgebiete/A Series of Modern Surveys in Mathematics; Springer: Berlin, Heidelberg, 2004; Volume 4, pp. 243–267. [Google Scholar] [CrossRef]
- Krivoshapko, S.N.; Ivanov, V.N. (Eds.) Helical Surfaces. In Encyclopedia of Analytical Surfaces; Springer Int. Publ.: Cham, Switzerland, 2015; pp. 225–258. [Google Scholar] [CrossRef]
- Horvath, L.; Rudas, I. Modeling and Problem Solving Techniques for Engineers, 1st ed.; Elsevier Academic Press: Amsterdam, The Netherlands, 2004; pp. 95–99. ISBN 0-12-602250-X. [Google Scholar]
- Merticaru, V.; Negoescu, F. Theoretical Fundaments and Applications in CAD; Politehnium Publish. House: Iaşi, Romania, 2010; p. 66. ISBN 978-973-621-256-7. (In Romanian) [Google Scholar]
- Somarriba Sokolova, L.N.; Rodriguez Infante, D.L.; Vladimir, J.P.; Ermakova, E. Helical surfaces and their application in engineering design. Int. J. Adv. Sci. Technol. 2020, 29, 1839–1846. [Google Scholar]
- Kostyuk, Y.; Barbelko, N. Classification of Helical Surfaces. Personal Communication in Zhytomyr Polytechnic State University, Ukraine. 2019. Available online: https://conf.ztu.edu.ua/wp-content/uploads/2019/06/30.pdf (accessed on 21 July 2022).
- Whirling Technology. Available online: https://www.burgsmueller.de/en/whirling-technology.html (accessed on 16 August 2022).
- Leistritz. Whirling Machines. Available online: https://machinetools.leistritz.com/en/products/whirling-machines (accessed on 21 July 2022).
- GenSwiss. Thread Whirling—What Is It, and How Does It Work. Available online: https://genswiss.com/whirldata (accessed on 21 July 2022).
- Cheng, E.H.; Tsai, T.L.; Lin, M.J.; Wu, X.R.; Yeh, N.M.; Pan, B.W.; Chen, Y.C.; Kuo, S.N. Study of using internal thread whirling in machining titanium dental implant. Appl. Mech. Mat. 2012, 268, 436–441. [Google Scholar] [CrossRef]
- Serizawa, M.; Suzuki, M.; Matsumura, T. Microthreading in whirling. J. Micro. Nano-Manuf. 2015, 3, 41001–41007. [Google Scholar] [CrossRef]
- Giacomozzi, G.; Turci, M. The Whirling Process in a Company That Produces Worm Gear Drives, Gear Sol. 2017. Available online: https://gearsolutions.com/features/the-whirling-process-in-a-company-that-produces-worm-gear-drives/ (accessed on 21 July 2022).
- Laprade, S. Advancements in Thread Whirling Tooling Technology. Prod. Machining. 2021. Available online: https://www.productionmachining.com/articles/advancements-in-thread-whirling-tooling-technology (accessed on 21 July 2022).
- Interempresas-Metalworking. Whirlwind, a Solution for Difficult Threads. Available online: https://www.interempresas.net/MetalMecanica/Articulos/9390-Torbellino-una-solucion-para-roscas-dificiles.html (accessed on 21 July 2022).
- Rakowski, L. Boning up on Thread Whirling’s Advantages. Prod. Machin. 2005. Available online: https://www.productionmachining.com/articles/boning-up-on-thread-whirling39s-advantages (accessed on 5 September 2022).
- Soshi, M.; Rigolone, F.; Sheffield, J.; Yamazaki, K. Development of a directly-driven thread whirling unit with advanced tool materials for mass-production of implantable medical parts. CIRP Ann. 2018, 67, 117–120. [Google Scholar] [CrossRef]
- Creţu, G. Contributions to systemic analysis for worm screw production using thread whirling devices. IOP Conf. Ser. Mat. Sci. Eng. 2017, 227, 012032. [Google Scholar] [CrossRef]
- Creţu, G. Determination of the theoretical deviations at the tooth bottom processing with Vortex threading device. IOP Conf. Ser. Mat. Sci. Eng. 2020, 916, 012023. [Google Scholar] [CrossRef]
- Diachun, A.; Vasylkiv, V.; Korol, O.; Myhailiuk, V.; Ivan Golovatyi, I.; Kuras, A. Investigation of geometrical parameters in screw surfaces whirling process. Sci. J. TNTU 2021, 101, 68–78. [Google Scholar] [CrossRef]
- Song, S.Q.; Zuo, D.W. Modelling and simulation of whirling process based on equivalent cutting volume. Simul. Model. Pract. Theory 2014, 42, 98–106. [Google Scholar] [CrossRef]
- Mohan, L.V.; Shunmugam, M.S. Simulation of whirling process and tool profiling for machining of worms. J. Mat. Processing Technol. 2007, 185, 191–197. [Google Scholar] [CrossRef]
- Albu, S.C. Simulation of processing of a helical surface with the aid of a frontal-cylindrical milling tool. Proc. Manuf. 2019, 32, 36–41. [Google Scholar] [CrossRef]
- Han, Q.; Liu, R. Theoretical model for CNC whirling of screw shafts using standard cutters. Int. J. Adv. Manuf. Technol. 2013, 69, 2437–2444. [Google Scholar] [CrossRef]
- Han, L.; Liu, R.; Liu, X.; Feng, J. Theoretical modeling and chatter prediction for the whirling process of airfoil blades with consideration of asymmetric FRF and material removal. Int. J. Adv. Manuf. Technol. 2020, 106, 2613–2628. [Google Scholar] [CrossRef]
- Zanger, F.; Sellmeier, V.; Klose, J.; Bartkowiak, M.; Schulze, V. Comparison of modeling methods to determine cutting tool profile for conventional and synchronized whirling. Procedia CIRP 2017, 58, 222–227. [Google Scholar] [CrossRef]
- Yi, X.; Yang, Z.; Zhou, Y. 5-Axis CNC Milling Method on Complex Helical Surfaces of PDMs. In Proceedings of the 2010 International Conference on E-Product E-Service and E-Entertainment (ICEEE), Henan, China, 7–9 November 2010; pp. 1–4. [Google Scholar] [CrossRef]
- Kuang, Y.; Lin, W.; Dong, Z.; Wu, L.; Wang, Q. A cutter path generation strategy for helical surface machining of screw rotor. Sci. Prog. 2020, 103, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Creţu, G.; Negoescu, F. Influence of the cutting parameters on the flank surface roughness at thread whirling of low carbon steel worm shafts. IOP Conf. Ser. Mat. Sci. Eng. 2022, 1235, 012025. [Google Scholar] [CrossRef]
- Paraschiv, D.; Merticaru, V.; Creţu, G. Comparative results concerning the roughness obtained on surfaces cut by whirling method. Merid. Ing. 2015, 2, 91–94. [Google Scholar]
- Guo, Q.; Ye, L.; Wang, Y.; Feng, H.; Li, Y. Comparative assessment of surface roughness and microstructure produced in whirlwind milling of bearing steel. Mach. Sci. Technol. 2014, 18, 251–276. [Google Scholar] [CrossRef]
- Guo, Q.; Xie, J.; Yang, W.; Xu, Y.; Wang, Y. Comprehensive investigation on the residual stress of large screws by whirlwind milling. Int. J. Adv. Manuf. Technol. 2020, 106, 843–850. [Google Scholar] [CrossRef]
- Guo, Q.; Xu, Y.; Wang, M.; Yang, W.; Wang, Y. Studies on residue stress and deformation behavior of GCr15 subjected to whirlwind milling. Int. J. Prec. Eng. Manuf. 2020, 21, 1399–1408. [Google Scholar] [CrossRef]
- Guo, Q.; Wang, M.; Xu, Y.; Wang, Y. Minimization of surface roughness and tangential cutting force in whirlwind milling of a large screw. Measurement 2020, 152, 107256. [Google Scholar] [CrossRef]
- Guo, Q.; Guo, T.; Wang, Y. The cutting vibration and surface information in whirlwind milling a large screw. Adv. Mech. Eng. 2022, 14, 1–11. [Google Scholar] [CrossRef]
- Son, J.H.; Han, C.W.; Kim, S.I.; Jung, H.C.; Lee, Y.M. Cutting forces analysis in whirling process. Int. J. Mod. Phys. B 2010, 24, 2786–2791. [Google Scholar] [CrossRef]
- Son, J.H.; Lee, Y.M. Thermal Analysis of Whirling Unit Attached to Thread Whirling Machine. Mat. Sci. Forum (MSF) 2008, 575, 93–97. [Google Scholar] [CrossRef]
- Li, Y.F.; Song, X.C.; Jiang, H.K.; Xu, X.R. Study on thermal elongation error of whirlwind hard milling ballscrew. Key Eng. Mat. 2013, 589, 221–226. [Google Scholar] [CrossRef]
- He, Y.; Wang, L.; Wang, Y.; Li, Y.; Wang, S.; Wang, Y.; Liu, C.; Hao, C. An analytical model for predicting specific cutting energy in whirling milling process. J. Clean. Prod. 2019, 240, 118181. [Google Scholar] [CrossRef]
- He, Y.; Liu, C.; Wang, Y.; Li, Y.; Wang, S.; Wang, L.; Wang, Y. Analytical modeling of temperature distribution in lead-screw whirling milling considering the transient un-deformed chip geometry. Int. J. Mech. Sci. 2019, 157, 619–632. [Google Scholar] [CrossRef]
- Liu, C.; He, Y.; Wang, Y.; Li, Y.; Wang, S.; Wang, L.; Wang, Y. An investigation of surface topography and workpiece temperature in whirling milling machining. Int. J. Mech. Sci. 2019, 164, 105182. [Google Scholar] [CrossRef]
- Wang, L.; He, Y.; Wang, Y.; Li, Y.; Liu, C.; Wang, S.; Wang, Y. Analytical modeling of material removal mechanism in dry whirling milling process considering geometry, kinematics and mechanics. Int. J. Mech. Sci. 2020, 172, 105419. [Google Scholar] [CrossRef]
- Wang, L.; He, Y.; Li, Y.; Wang, Y.; Liu, C.; Liu, X.; Wang, Y. Modeling and analysis of specific cutting energy of whirling milling process based on cutting parameters. Proc. CIRP 2019, 80, 56–61. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L.; Zhou, C.; Guo, Q.; Zhang, C.; Feng, H. The dynamic modeling and vibration 3 analysis of the large-scale thread whirling system under high-speed hard cutting. Mach. Sci. Technol. 2014, 18, 522–546. [Google Scholar] [CrossRef]
- Wang, Y.; Yin, C.; Li, L.; Zha, W.; Pu, X.; Wang, Y.; Wang, J.; He, Y. Modeling and optimization of dynamic performances of large-scale lead screws whirl milling with multi-point variable constraints. J. Mat. Proc. Technol. 2020, 276, 116392. [Google Scholar] [CrossRef]
- Dong, Z.; Xu, F.; Sun, X.; Liu, W. A laser-based on-machine measuring system for profile accuracy of double-headed screw rotor. Sensors 2019, 19, 5059. [Google Scholar] [CrossRef] [PubMed]
- Merticaru, V. Theoretical and Experimental Research Concerning Machining Accuracy at Thread Whirling. Ph.D. Thesis, Gheorghe Asachi Technical University, Iași, Romania, 2003. (In Romanian). [Google Scholar]
- Merticaru, V.; Slătineanu, L.; Mihalache, M.A.; Dodun, O. Procedurally programmed engineering solution for a machining process accuracy assessment. In Proceedings of the ICPR-AEM & QIEM 2016, Cluj Napoca, Romania, 25–30 July 2016; ISBN 978-606-737-180-2. [Google Scholar]
- Merticaru, V.; Mihalache, A.; Nagîţ, G.; Dodun, O.; Slătineanu, L. Some aspects about the significant parameters of the thread whirling process. Appl. Mech. Mat. (AMM) 2016, 834, 96–101. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor Level | Factor | ||||
|---|---|---|---|---|---|
| p [mm] | d [mm] | kd | nc [rpm] | np [rpm] | |
| 1 | 6 | 36 | 1.1 | 614 | 2.4 |
| 2 | 10 | 48 | 1.3 | 878 | 3.76 |
| No. | Factor Level | fx [mm/tooth] | v [m/min] | ||||
|---|---|---|---|---|---|---|---|
| p | d | kd | nc | np | |||
| 1 | 1 | 1 | 1 | 1 | 1 | 0.11 | 88.7 |
| 2 | 1 | 1 | 1 | 1 | 2 | 0.17 | 88.7 |
| 3 | 1 | 1 | 1 | 2 | 1 | 0.08 | 117.5 |
| 4 | 1 | 1 | 1 | 2 | 2 | 0.12 | 117.5 |
| 5 | 1 | 1 | 2 | 1 | 1 | 0.11 | 96.1 |
| 6 | 1 | 1 | 2 | 1 | 2 | 0.17 | 96.1 |
| 7 | 1 | 1 | 2 | 2 | 1 | 0.08 | 137.3 |
| 8 | 1 | 1 | 2 | 2 | 2 | 0.12 | 137.3 |
| 9 | 1 | 2 | 1 | 1 | 1 | 0.15 | 107.6 |
| 10 | 1 | 2 | 1 | 1 | 2 | 0.23 | 107.6 |
| 11 | 1 | 2 | 1 | 2 | 1 | 0.10 | 153.9 |
| 12 | 1 | 2 | 1 | 2 | 2 | 0.16 | 153.9 |
| 13 | 1 | 2 | 2 | 1 | 1 | 0.15 | 126.1 |
| 14 | 1 | 2 | 2 | 1 | 2 | 0.23 | 126.1 |
| 15 | 1 | 2 | 2 | 2 | 1 | 0.10 | 180.4 |
| 16 | 1 | 2 | 2 | 2 | 2 | 0.16 | 180.4 |
| 17 | 2 | 1 | 1 | 1 | 1 | 0.11 | 92.1 |
| 18 | 2 | 1 | 1 | 1 | 2 | 0.17 | 92.1 |
| 19 | 2 | 1 | 1 | 2 | 1 | 0.08 | 123.0 |
| 20 | 2 | 1 | 1 | 2 | 2 | 0.12 | 123.0 |
| 21 | 2 | 1 | 2 | 1 | 1 | 0.11 | 99.9 |
| 22 | 2 | 1 | 2 | 1 | 2 | 0.17 | 99.9 |
| 23 | 2 | 1 | 2 | 2 | 1 | 0.08 | 142.9 |
| 24 | 2 | 1 | 2 | 2 | 2 | 0.12 | 142.9 |
| 25 | 2 | 2 | 1 | 1 | 1 | 0.15 | 111.5 |
| 26 | 2 | 2 | 1 | 1 | 2 | 0.23 | 111.5 |
| 27 | 2 | 2 | 1 | 2 | 1 | 0.10 | 159.4 |
| 28 | 2 | 2 | 1 | 2 | 2 | 0.16 | 159.4 |
| 29 | 2 | 2 | 2 | 1 | 1 | 0.15 | 130.0 |
| 30 | 2 | 2 | 2 | 1 | 2 | 0.23 | 130.0 |
| 31 | 2 | 2 | 2 | 2 | 1 | 0.10 | 185.9 |
| 32 | 2 | 2 | 2 | 2 | 2 | 0.16 | 185.9 |
| Exp. No. | nc [rpm] | np [rpm] | v [m/min] | fz [mm/tooth] |
|---|---|---|---|---|
| 1 | 614 | 2.4 | 111.5 | 0.15 |
| 2 | 878 | 2.4 | 159.4 | 0.10 |
| 3 | 1070 | 2.4 | 197.6 | 0.09 |
| 4 | 1241 | 2.4 | 229.2 | 0.07 |
| 5 | 614 | 3.76 | 111.5 | 0.23 |
| 6 | 878 | 3.76 | 159.4 | 0.16 |
| 7 | 1070 | 3.76 | 197.6 | 0.13 |
| 8 | 1241 | 3.76 | 229.2 | 0.11 |
| No. | Factor Level | Ep [μm] | Ed2 [μm] | Ra_pr [μm] | Ra_E [μm] | ||||
|---|---|---|---|---|---|---|---|---|---|
| p | d | kd | nc | np | |||||
| 1 | 1 | 1 | 1 | 1 | 1 | 7.33 | 185.312 | 1.08 | 0.76 |
| 2 | 1 | 1 | 1 | 1 | 2 | 8.66 | 228.750 | 1.95 | 1.32 |
| 3 | 1 | 1 | 1 | 2 | 1 | 9.33 | 223.750 | 0.50 | 0.,27 |
| 4 | 1 | 1 | 1 | 2 | 2 | 10.66 | 269.062 | 1.21 | 0.51 |
| 5 | 1 | 1 | 2 | 1 | 1 | 6.66 | 143.750 | 1.47 | 0.94 |
| 6 | 1 | 1 | 2 | 1 | 2 | 7.66 | 184.062 | 2.32 | 1.48 |
| 7 | 1 | 1 | 2 | 2 | 1 | 8.66 | 179.062 | 0.70 | 0.35 |
| 8 | 1 | 1 | 2 | 2 | 2 | 9.66 | 221.250 | 1.44 | 0.74 |
| 9 | 1 | 2 | 1 | 1 | 1 | 4.66 | 221.250 | 1.15 | 0.82 |
| 10 | 1 | 2 | 1 | 1 | 2 | 7.00 | 274.062 | 2.19 | 1.45 |
| 11 | 1 | 2 | 1 | 2 | 1 | 6.33 | 256.562 | 0.52 | 0.25 |
| 12 | 1 | 2 | 1 | 2 | 2 | 9.00 | 311.250 | 1.35 | 0.63 |
| 13 | 1 | 2 | 2 | 1 | 1 | 4.00 | 179.062 | 1.51 | 1.03 |
| 14 | 1 | 2 | 2 | 1 | 2 | 6.33 | 228.750 | 2.60 | 1.74 |
| 15 | 1 | 2 | 2 | 2 | 1 | 5.33 | 211.250 | 0.82 | 0.34 |
| 16 | 1 | 2 | 2 | 2 | 2 | 8.33 | 262.812 | 1.57 | 0.81 |
| 17 | 2 | 1 | 1 | 1 | 1 | 11.00 | 405.000 | 1.40 | 0.93 |
| 18 | 2 | 1 | 1 | 1 | 2 | 14.33 | 457.812 | 2.21 | 1.47 |
| 19 | 2 | 1 | 1 | 2 | 1 | 13.66 | 440.312 | 0.68 | 0.35 |
| 20 | 2 | 1 | 1 | 2 | 2 | 15.33 | 495.000 | 1.48 | 0.68 |
| 21 | 2 | 1 | 2 | 1 | 1 | 11.00 | 367.812 | 1.65 | 1.09 |
| 22 | 2 | 1 | 2 | 1 | 2 | 13.00 | 417.500 | 2.64 | 1.74 |
| 23 | 2 | 1 | 2 | 2 | 1 | 13.00 | 400.000 | 0.95 | 0.40 |
| 24 | 2 | 1 | 2 | 2 | 2 | 14.33 | 451.562 | 1.60 | 0.83 |
| 25 | 2 | 2 | 1 | 1 | 1 | 9.66 | 457.812 | 1.38 | 0.95 |
| 26 | 2 | 2 | 1 | 1 | 2 | 13.00 | 520.000 | 2.42 | 1.57 |
| 27 | 2 | 2 | 1 | 2 | 1 | 11.66 | 490.000 | 0.64 | 0.36 |
| 28 | 2 | 2 | 1 | 2 | 2 | 14.66 | 554.062 | 1.52 | 0.76 |
| 29 | 2 | 2 | 2 | 1 | 1 | 9.00 | 420.000 | 1.77 | 1.08 |
| 30 | 2 | 2 | 2 | 1 | 2 | 12.00 | 479.062 | 2.79 | 1.84 |
| 31 | 2 | 2 | 2 | 2 | 1 | 11.00 | 449.062 | 1.02 | 0.42 |
| 32 | 2 | 2 | 2 | 2 | 2 | 10.00 | 510.000 | 1.69 | 0.97 |
| Exp. No. | v [m/min] | fz [mm/tooth] | Ep [μm] | Ed2 [μm] | Ra_pr [μm] | Ra_E [μm] |
|---|---|---|---|---|---|---|
| 1 | 111.5 | 0.15 | 9.66 | 460 | 1.38 | 0.95 |
| 2 | 159.4 | 0.10 | 11.66 | 490 | 0.64 | 0.36 |
| 3 | 197.6 | 0.09 | 13.00 | 510 | 0.59 | 0.33 |
| 4 | 229.2 | 0.07 | 13.33 | 510 | 0.56 | 0.30 |
| 5 | 111.5 | 0.23 | 13.00 | 520 | 2.42 | 1.57 |
| 6 | 159.4 | 0.16 | 14.66 | 550 | 1.52 | 0.76 |
| 7 | 197.6 | 0.13 | 15.33 | 570 | 1.12 | 0.66 |
| 8 | 229.2 | 0.11 | 16.00 | 585 | 0.99 | 0.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Merticaru, V.; Nagîț, G.; Dodun, O.; Merticaru, E.; Rîpanu, M.I.; Mihalache, A.M.; Slătineanu, L. Influence of Machining Conditions on Micro-Geometric Accuracy Elements of Complex Helical Surfaces Generated by Thread Whirling. Micromachines 2022, 13, 1520. https://doi.org/10.3390/mi13091520
Merticaru V, Nagîț G, Dodun O, Merticaru E, Rîpanu MI, Mihalache AM, Slătineanu L. Influence of Machining Conditions on Micro-Geometric Accuracy Elements of Complex Helical Surfaces Generated by Thread Whirling. Micromachines. 2022; 13(9):1520. https://doi.org/10.3390/mi13091520
Chicago/Turabian StyleMerticaru, Vasile, Gheorghe Nagîț, Oana Dodun, Eugen Merticaru, Marius Ionuț Rîpanu, Andrei Marius Mihalache, and Laurențiu Slătineanu. 2022. "Influence of Machining Conditions on Micro-Geometric Accuracy Elements of Complex Helical Surfaces Generated by Thread Whirling" Micromachines 13, no. 9: 1520. https://doi.org/10.3390/mi13091520