
Prediction and Optimization of Surface Roughness for Laser-Assisted Machining SiC Ceramics Based on Improved Support Vector Regression
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
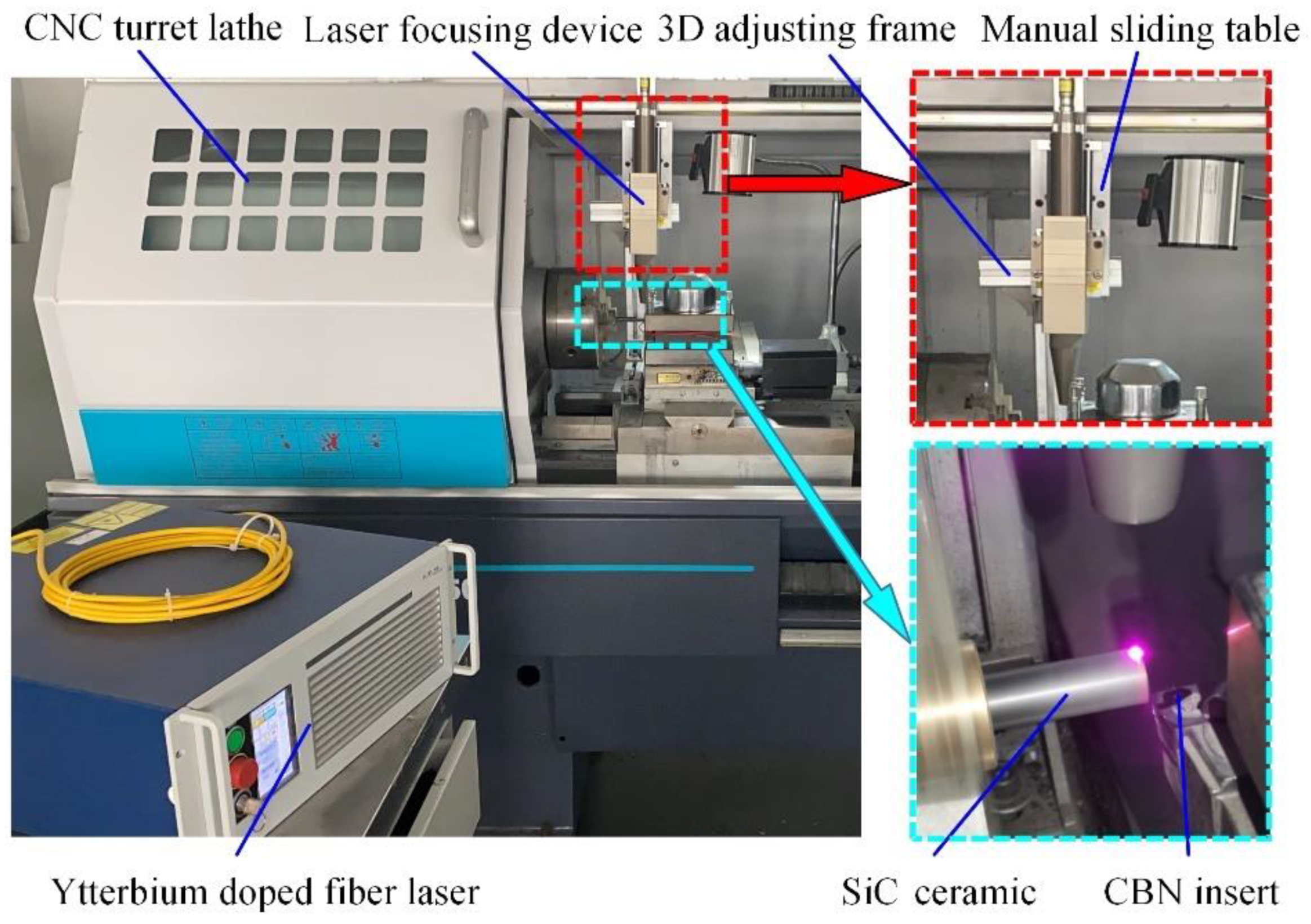
2.1. Experimental Material and Equipment
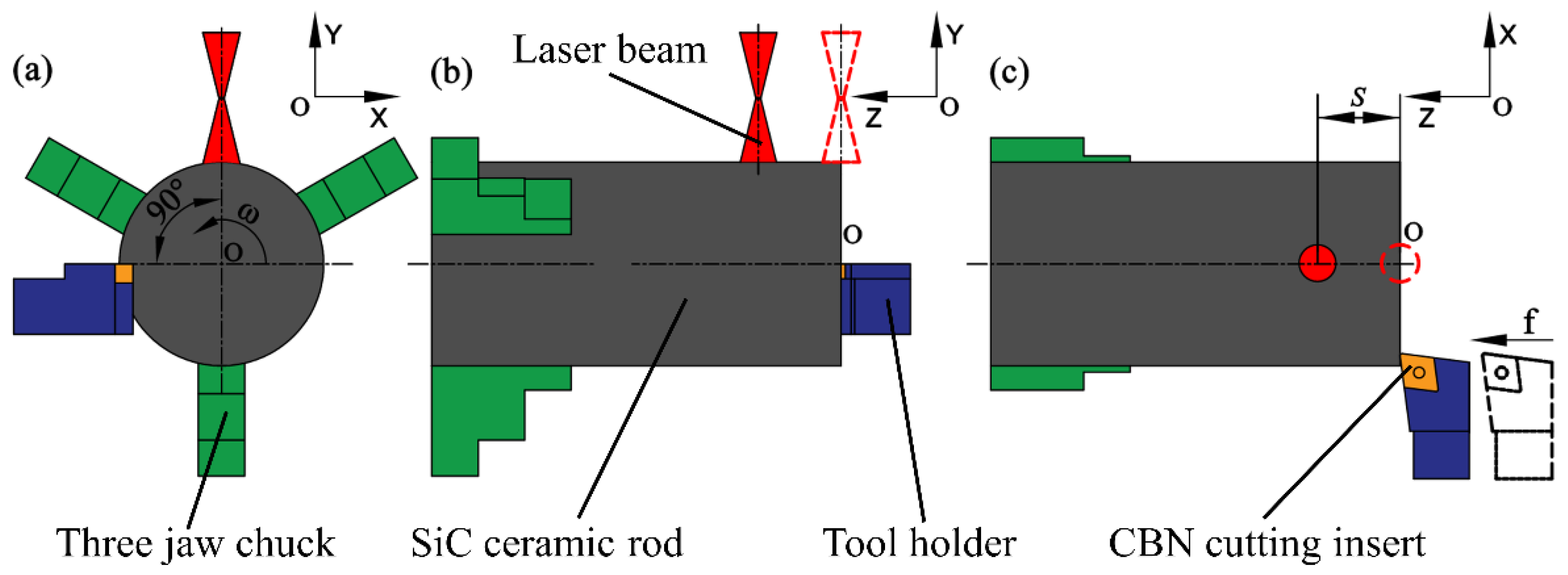
2.2. Processing Principle and Material Removal Mechanism
3. Experiments and Modeling
3.1. Effect of Factors on Surface Roughness
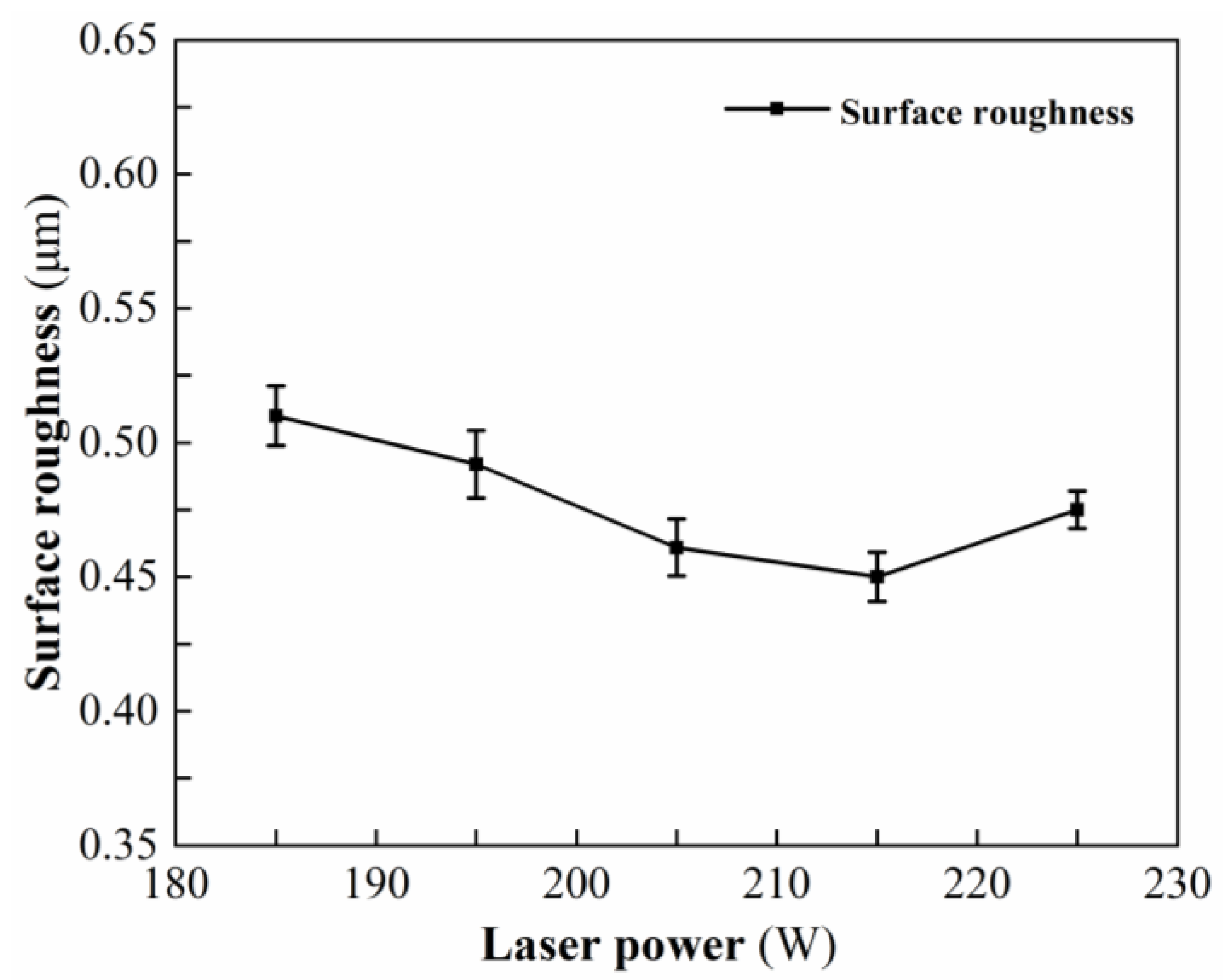
3.1.1. Effect of Laser Power on Surface Roughness
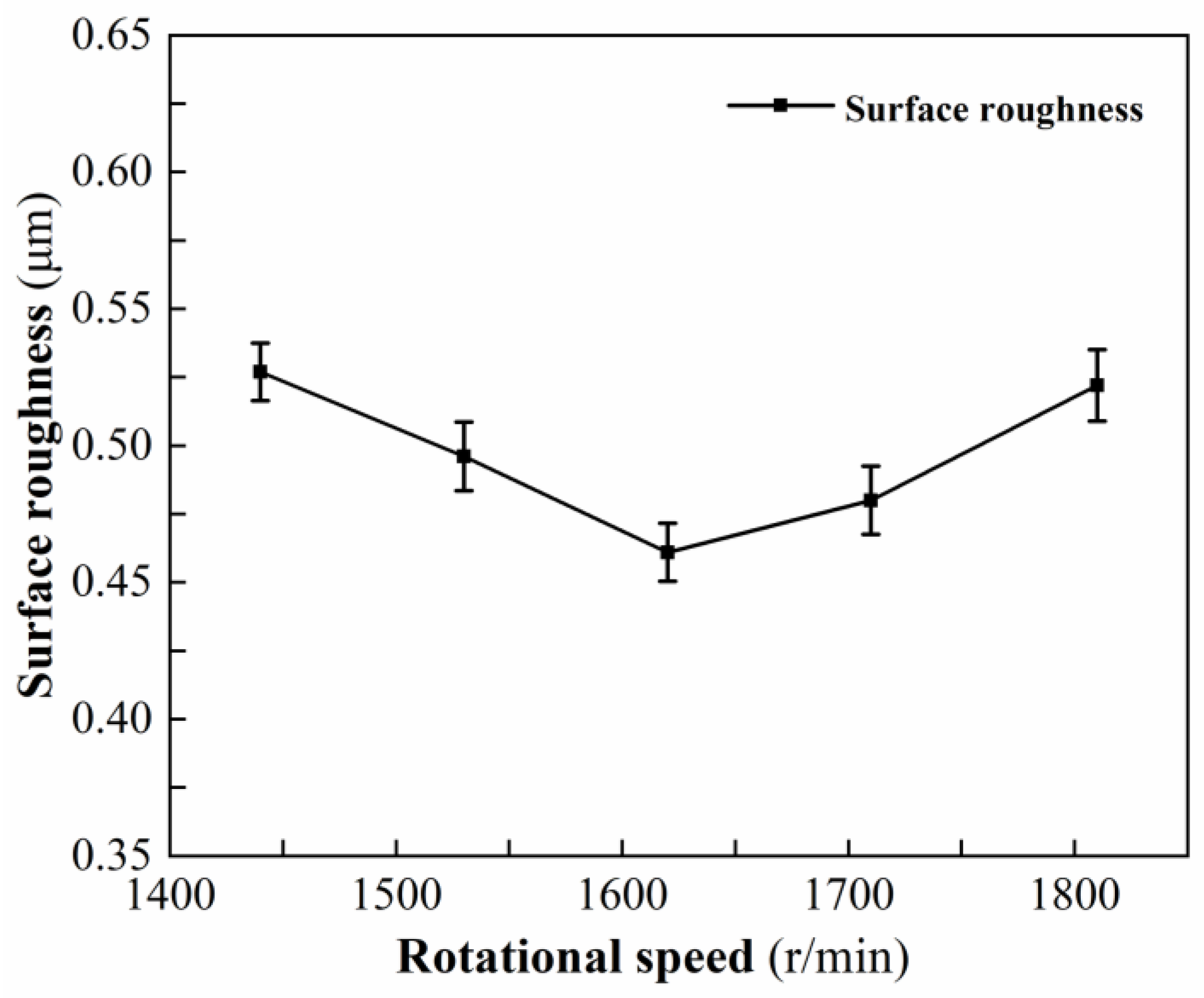
3.1.2. Effect of Rotational Speed on Surface Roughness
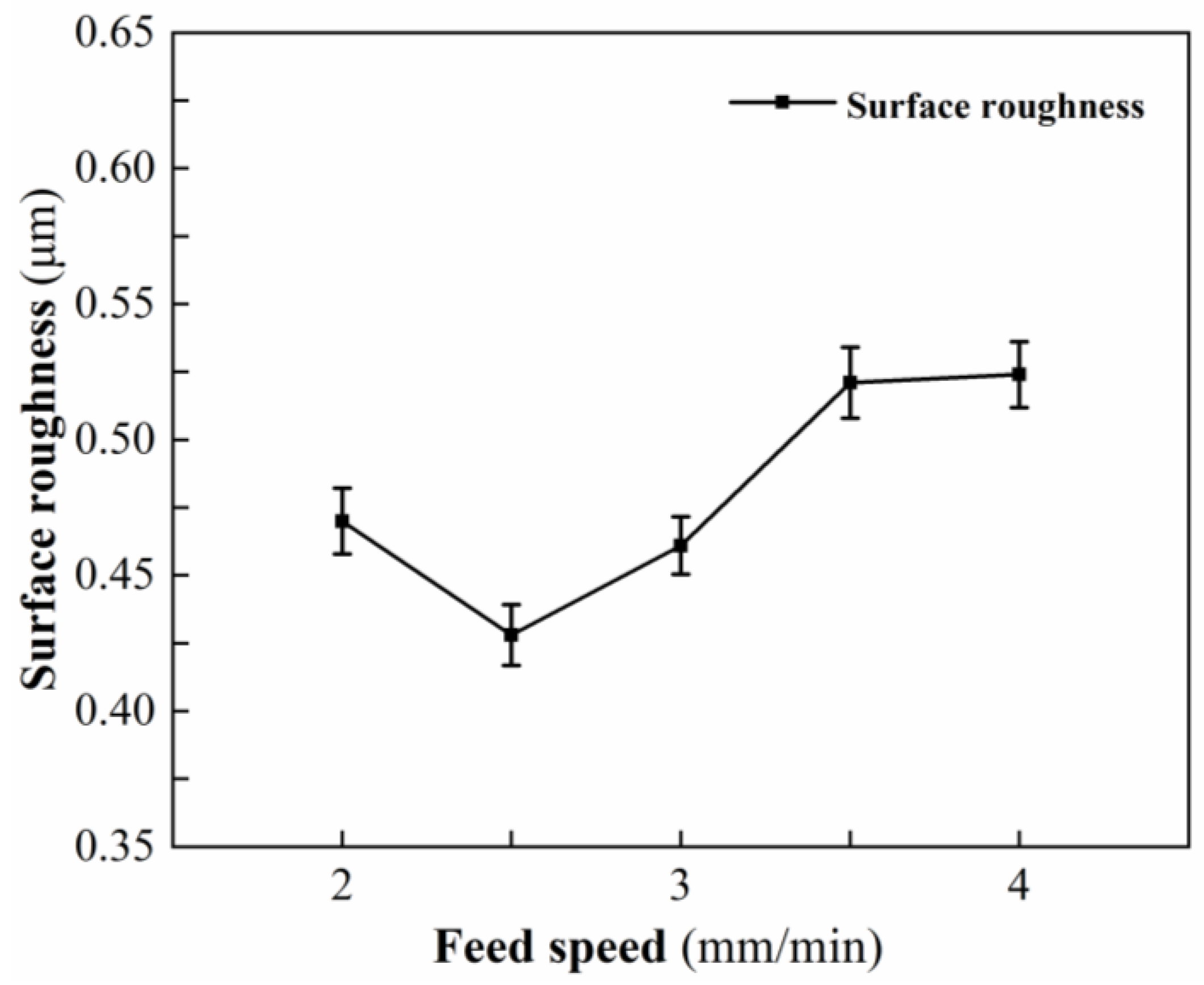
3.1.3. Effect of Feed Speed on Surface Roughness
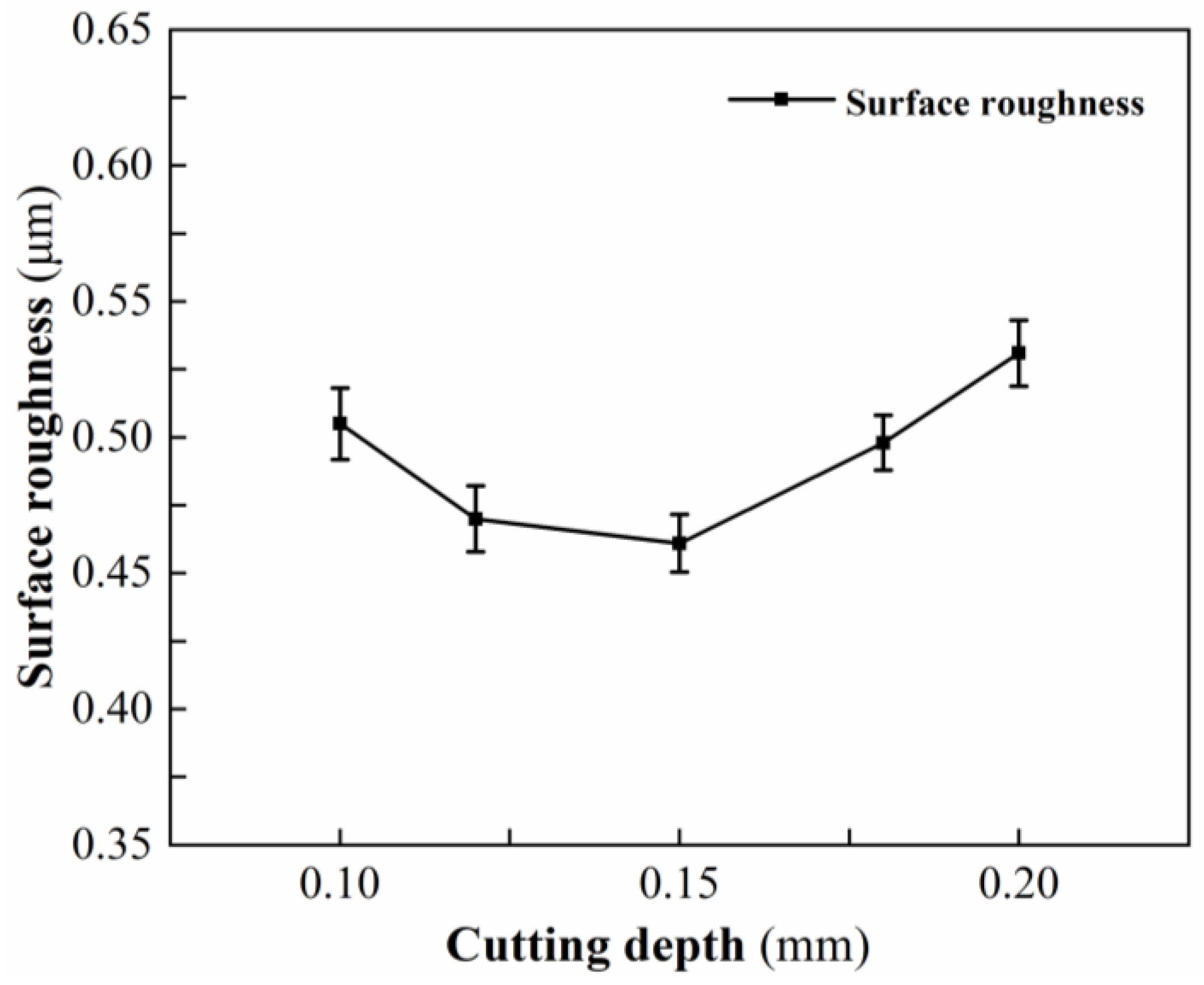
3.1.4. Effect of Cutting Depth on Surface Roughness
3.2. Ra Value Prediction Model Construction of Surface Roughness
3.2.1. Orthogonal Experimental Design and Results
3.2.2. SVR Prediction Model
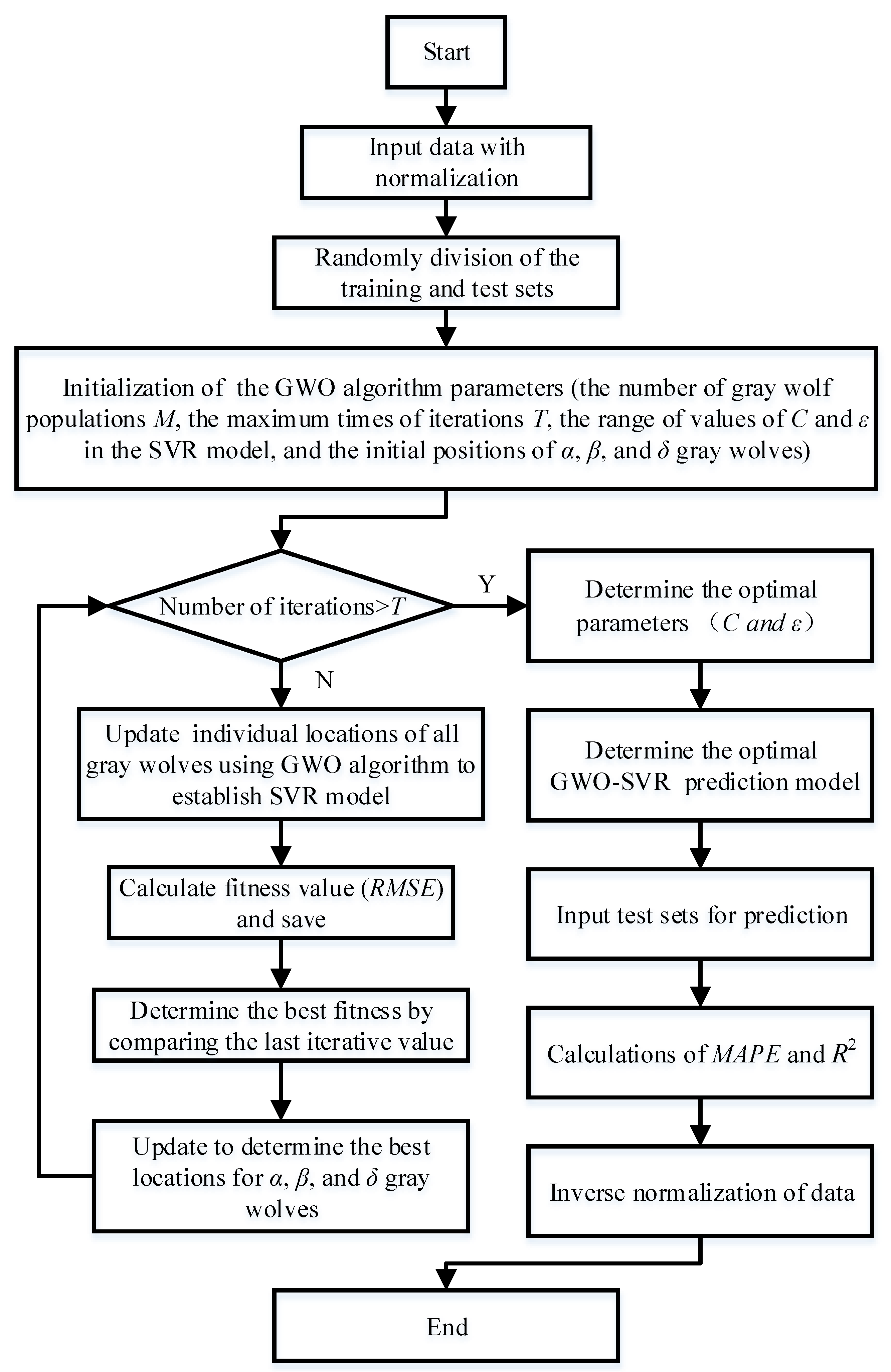
3.2.3. GWO Algorithm
3.2.4. Surface Roughness Prediction Model for GWO-SVR
- (1)
- The dimension of laser power is different from that of other process parameters. The process parameters with larger dimension will dominate, and the prediction results of surface roughness are more sensitive to the changes of process parameters with larger values. In order to improve the accuracy of the prediction model, the interval scaling method is used to normalize the original input sample space, and the process parameters of different dimensions are converted to [0, 1] using Equation (17):where y is the normalized value of the output; x is the input variable value; and are the maximum and minimum values of input variables, respectively.
- (2)
- The 25 sets of test data are numbered, 20 of the sets are randomly selected as training samples, and the remaining 5 sets of data are used as test samples.
- (3)
- In this paper, the number of initialized wolf groups M is 20, the number of iterations T is 200, and the parameters C and ε to be optimized take values in the range of 0.001~100.
- (4)
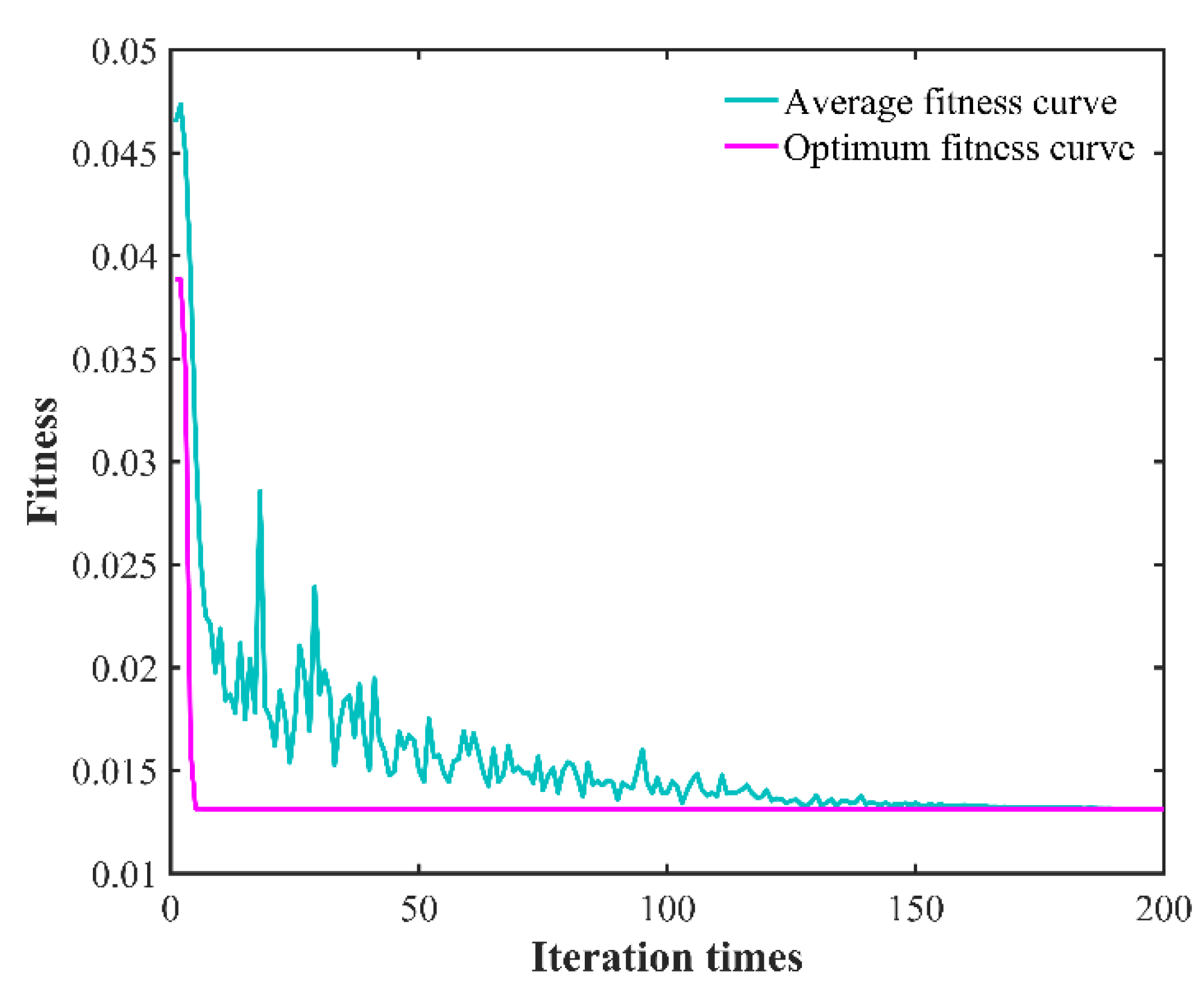
- GWO takes the root mean square error (RMSE) as the fitness function (Equation (18)) to evaluate the optimal parameters of the SVR. The optimal internal parameters C and ε of the prediction model can be obtained by optimizing, and therefore, the value of the root mean square error (RMSE) of the training samples of the SVR algorithm is minimized:
- (5)
- The constructed SVR prediction model is used to establish the relationship between each process parameter and the surface roughness (Ra) value through the data in the training sample, and the constructed regression model is evaluated based on the coefficient of determination (R2) and the mean absolute percentage error (MAPE) of the test sample, as shown in Equations (19) and (20). The R2 is used to evaluate the degree of fitting of the regression model to the sample space; the MAPE is used to evaluate the volatility of the predicted data. The closer the value of R2 is to one and the closer the value of MAPE is to zero, the better the fitting of the predicted data to the experimental data, the better the reliability, and the more accurate the model prediction:
4. Results and Discussion
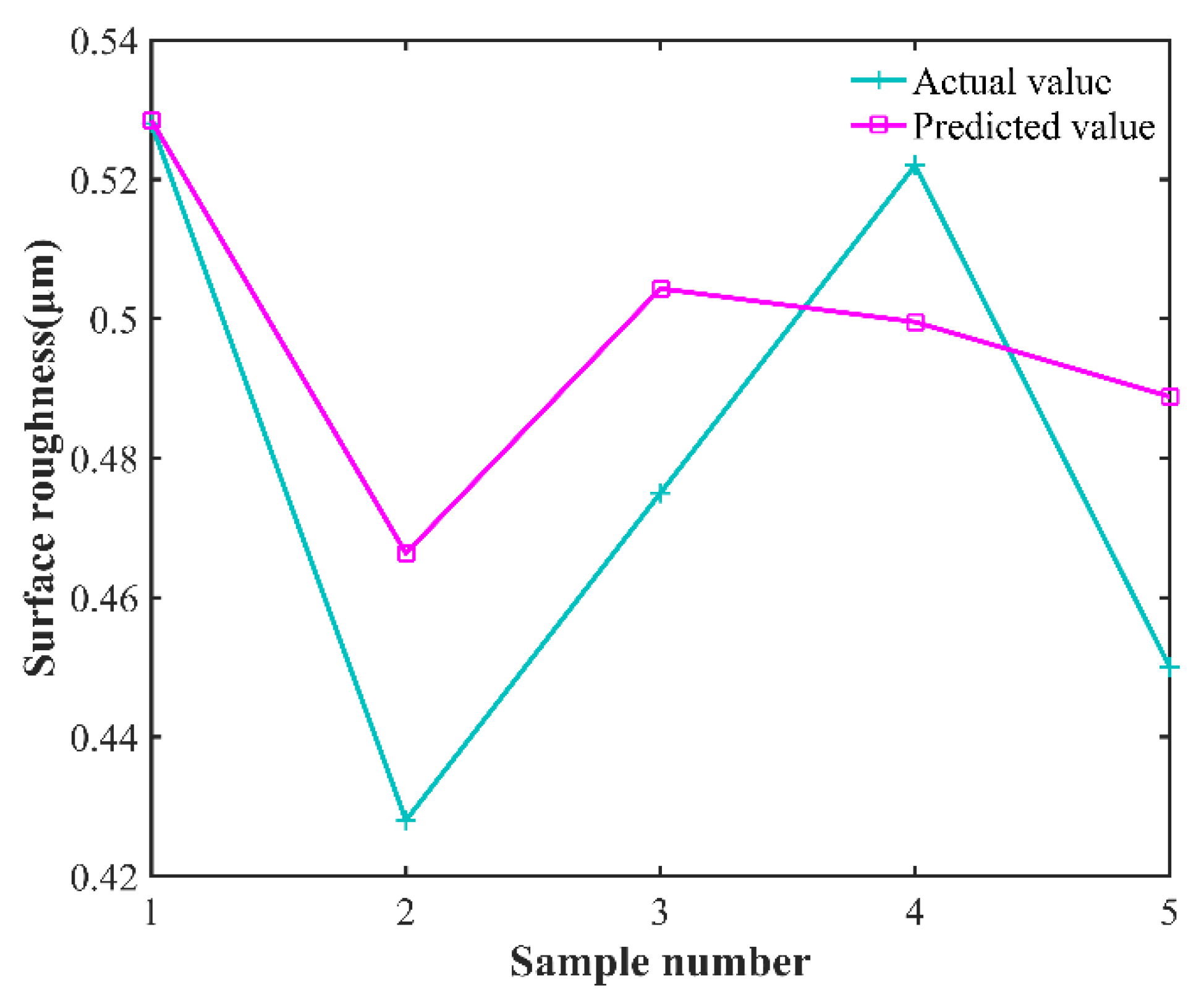
4.1. Analysis of Experimental and Predicted Results
4.2. Optimization of Process Parameters and Validation
5. Conclusions
- Based on the processing principle of laser-assisted machining of SiC ceramics and the material removal mechanism, the effects of laser power, rotational speed, feed rate, and cutting depth on surface roughness are investigated by performing single-factor experiments. The surface roughness Ra values show a trend of decreasing, and then increasing with an increase in the level of each factor in the study range. The values of surface roughness are minimums of 0.45 μm, 0.461 μm, 0.428 μm, and 0.461μm, when the single-factor levels are 215 W, 1620 r/min, 2.5 mm/min, and 0.15 mm, respectively.
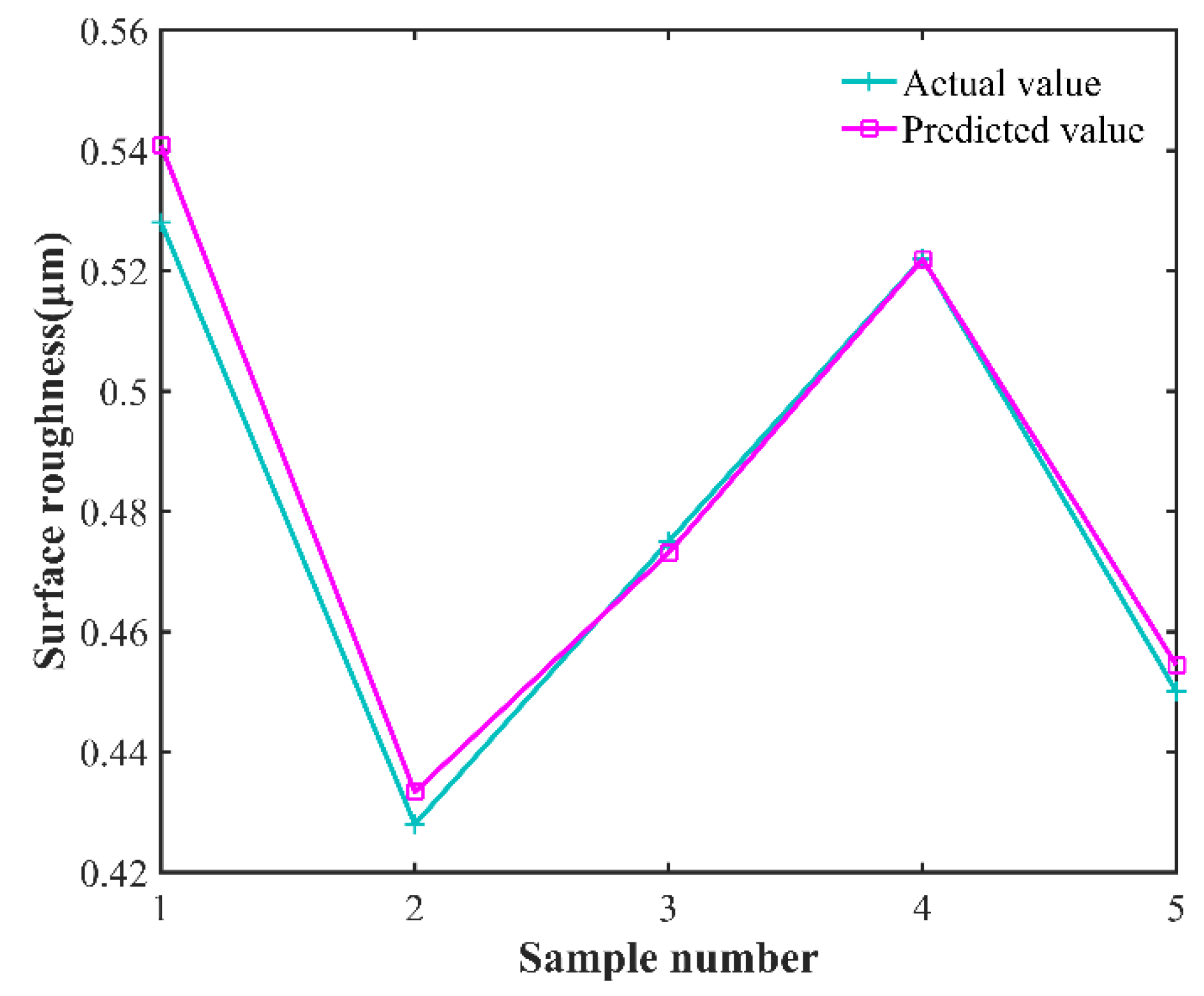
- The SVR prediction model with laser power, rotational speed, feed rate, and cutting depth as input values and surface roughness as output value is constructed through single-factor as well as orthogonal experiments, and the GWO algorithm is used to optimize the SVR prediction model. The average relative error of the GWO-SVR surface roughness prediction model decreases to 2.624%, the coefficient of determination R2 increases to 0.98676, the best RMSE of fitness decreases to 0.0065, and the mean absolute percentage error (MAPE) decreases to 2.6639%. The prediction accuracy and reliability are improved, and the accurate prediction of surface roughness of laser-assisted machining SiC ceramics is achieved.
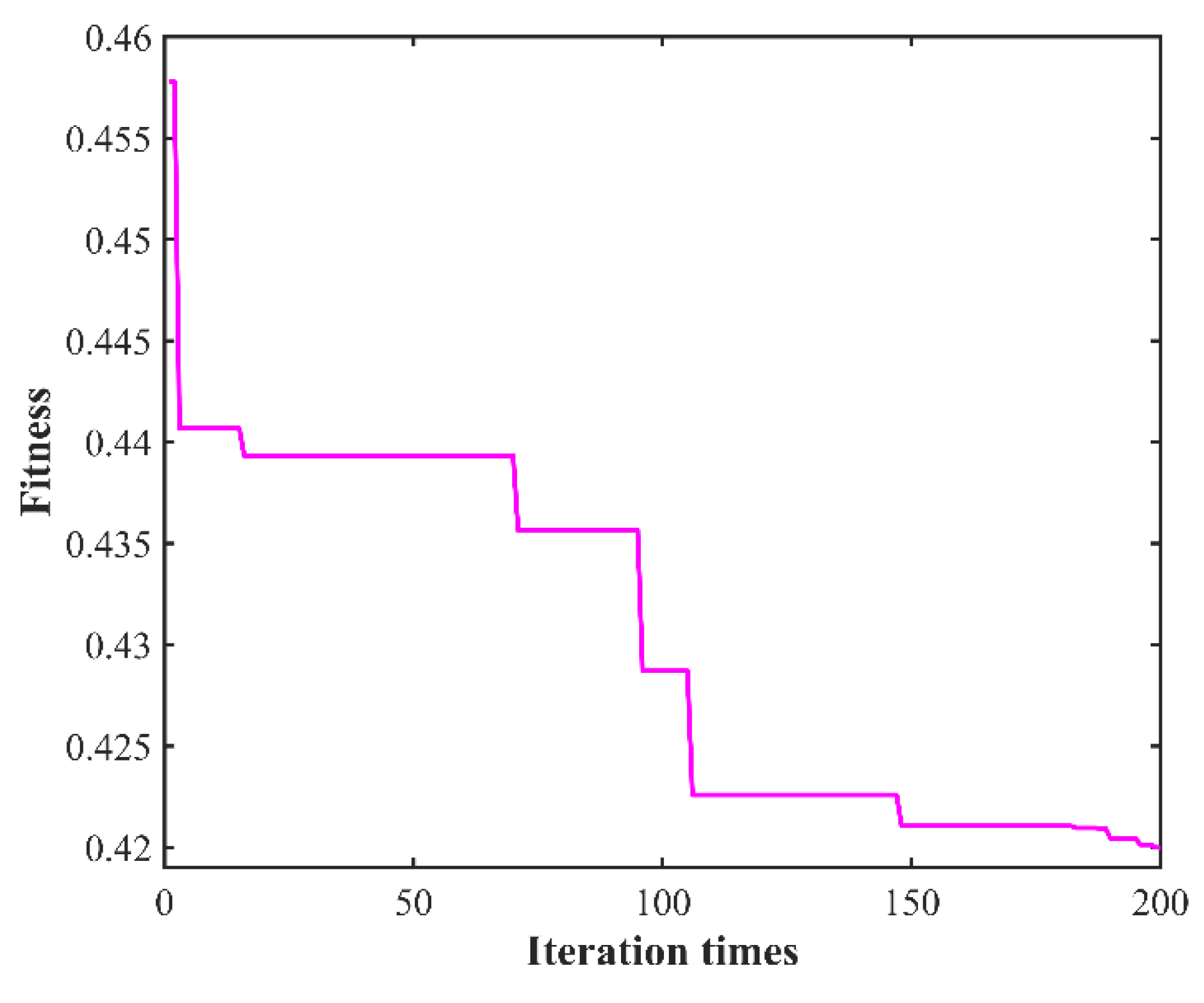
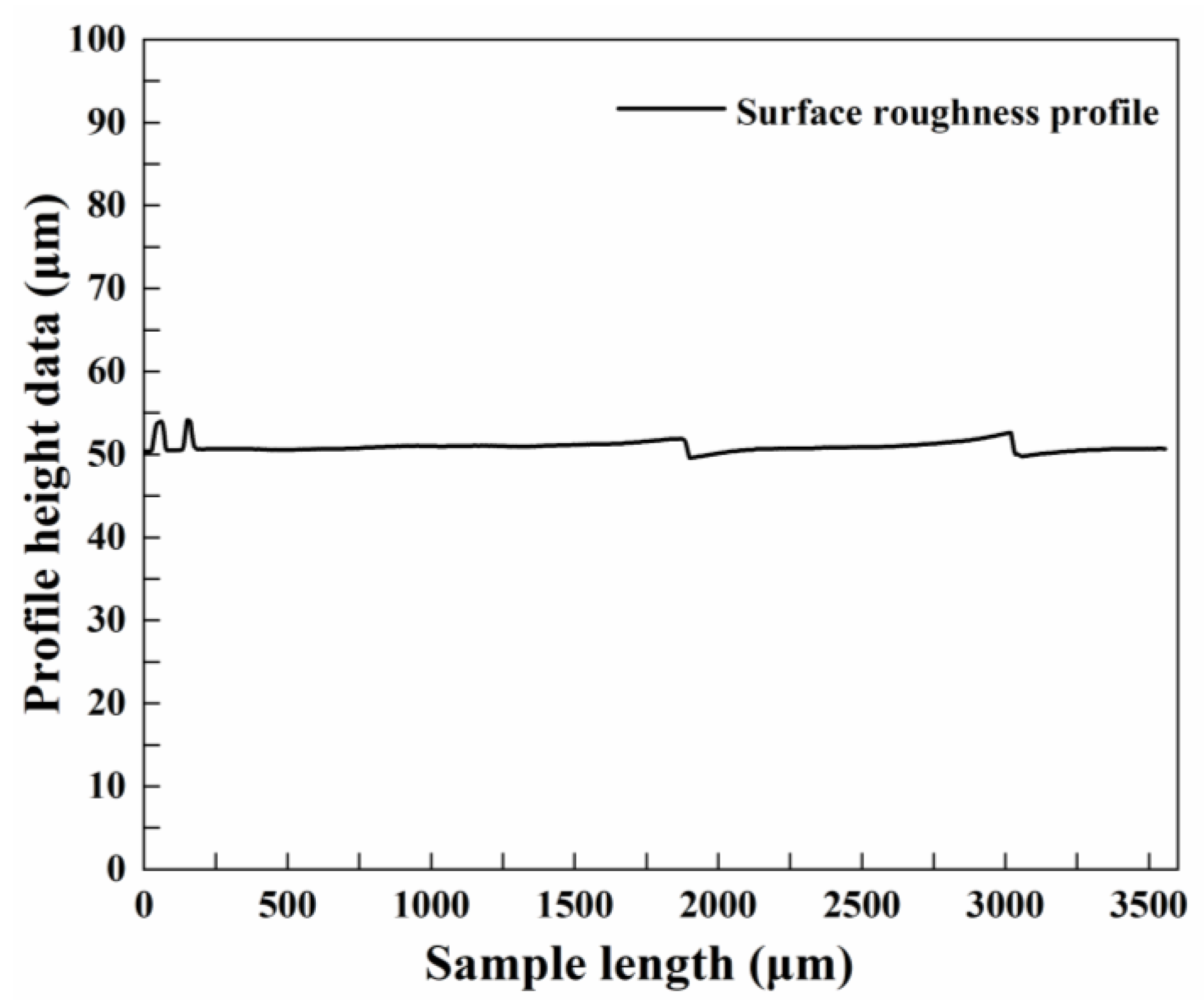
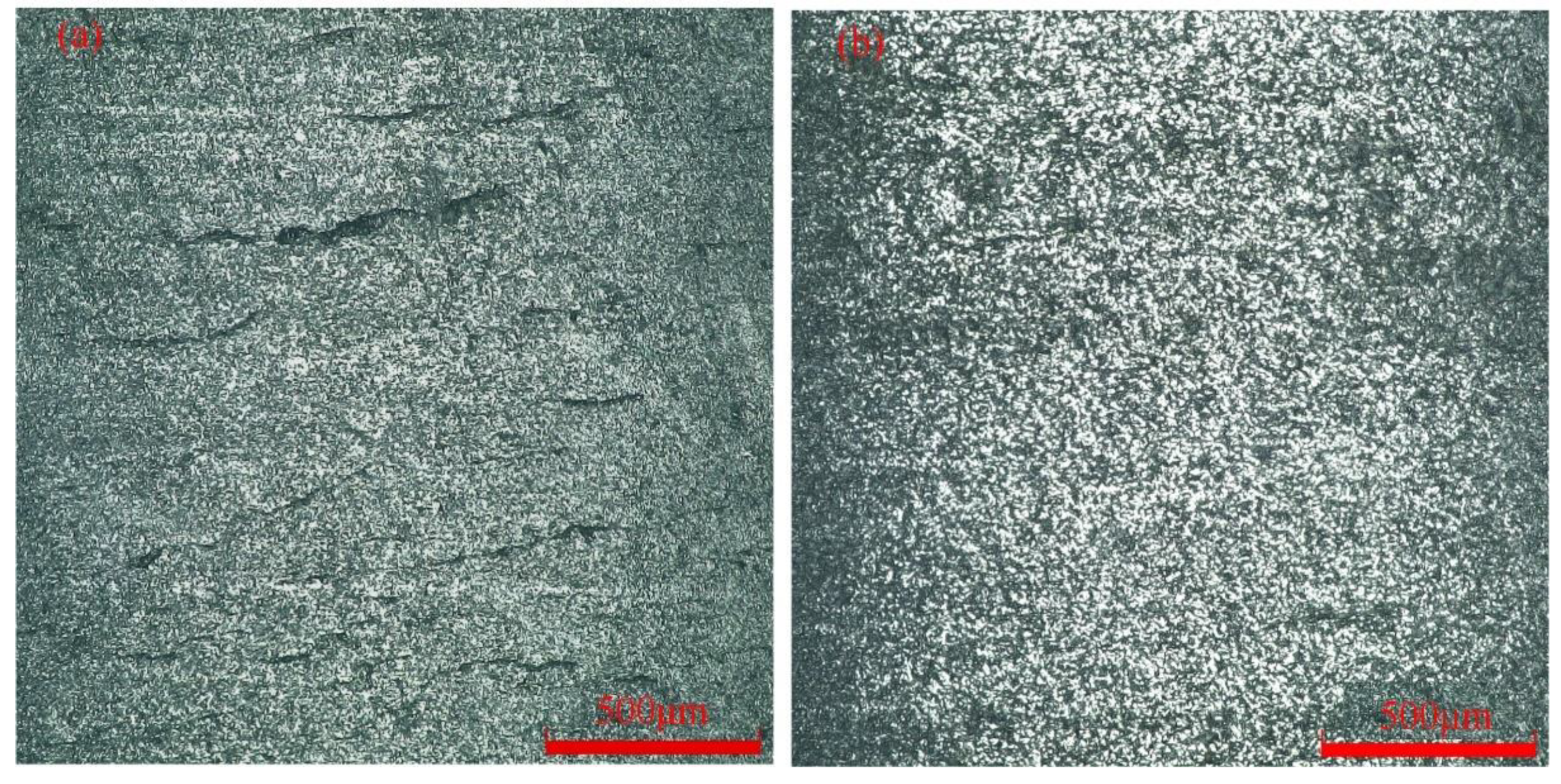
- Global optimization is carried out by using the constructed GWO-SVR prediction model based on the GWO algorithm. When the laser power is 210.3025 W, the rotational speed is 1639.4165 r/min, the feed rate is 2.5808 mm/min, and the cutting depth is 0.1421 mm, the minimum surface roughness Ra value is 0.41997 μm. The surface roughness error between the actual and predicted value is less than 1.91%, the surface texture of the workpiece is regular and more uniform, and the surface quality and micromorphology are significantly improved.
Author Contributions
Funding
Institutional Review Board Statement:
Informed Consent Statement:
Data Availability Statement:
Conflicts of Interest
References
- Hu, Y.; Cong, W. A Review on Laser Deposition-Additive Manufacturing of Ceramics and Ceramic Reinforced Metal Matrix Composites. Ceram. Int. 2018, 44, 20599–20612. [Google Scholar] [CrossRef]
- Chen, W.; Xudong, F.; Feng, L.; Xin, G.; Maeda, R.; Zhuangde, J. High speed and low roughness micromachining of silicon carbide by plasma etching aided femtosecond laser processing. Ceram. Int. 2020, 46, 17896–17902. [Google Scholar]
- Hu, Y.; Ning, F.; Cong, W.; Li, Y.; Wang, X.; Wang, H. Ultrasonic Vibration-Assisted Laser Engineering Net Shaping of ZrO2-Al2O3 Bulk Parts: Effects on Crack Suppression, Microstructure, and Mechanical Properties. Ceram. Int. 2018, 44, 2752–2760. [Google Scholar] [CrossRef]
- Xu, M.; Girish, Y.R.; Rakesh, K.P.; Wu, P.; Manukumar, H.M.; Byrappa, S.M.; Byrappa, K. Recent advances and Challenges in Silicon Carbide (SiC) Ceramic Nanoarchitectures and their Applications. Mater. Today Commun. 2021, 28, 102533. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Yk, A.; Llsb, C. Silicon carbide and its composites for nuclear applications—Historical overview. J. Nucl. Mater. 2019, 526, 151849. [Google Scholar]
- Li, Z.; Zhang, F.; Luo, X.; Chang, W.; Cai, Y.; Zhong, W.; Ding, F. Material removal mechanism of laser-assisted grinding of RB-SiC ceramics and process optimization. J. Eur. Ceram. Soc. 2019, 39, 705–717. [Google Scholar] [CrossRef]
- Kim, K.S.; Kim, J.H.; Choi, J.Y.; Lee, C.M. A review on research and development of laser assisted turning. Int. J. Precis. Eng. Manuf. 2011, 12, 753–759. [Google Scholar] [CrossRef]
- Bharat, N.; Bose, P. An overview on machinability of hard to cut materials using laser assisted machining. Mater. Today: Proc. 2021, 43, 665–672. [Google Scholar] [CrossRef]
- Deng, J.; Zhang, Q.; Lu, J.; Yan, Q.; Pan, J.; Chen, R. Prediction of the surface roughness and material removal rate in chemical mechanical polishing of single-crystal SiC via a back-propagation neural network. Precis. Eng. 2021, 72, 102–110. [Google Scholar] [CrossRef]
- Ting, H.Y.; Asmelash, M.; Azhari, A.; Alemu, T.; Saptaji, K. Prediction of surface roughness of titanium alloy in abrasive waterjet machining process. Int. J. Interact. Des. Manuf. 2022, 16, 281–289. [Google Scholar] [CrossRef]
- Maher, I.; Eltaib, M.E.H.; Sarhan, A.A.; El-Zahry, R.M. Cutting force-based adaptive neuro-fuzzy approach for accurate surface roughness prediction in end milling operation for intelligent machining. Int. J. Adv. Manuf. Technol. 2015, 76, 1459–1467. [Google Scholar] [CrossRef]
- Touggui, Y.; Belhadi, S.; Mechraoui, S.-E.; Uysal, A.; Yallese, M.A.; Temmar, M. Multi-objective optimization of turning parameters for targeting surface roughness and maximizing material removal rate in dry turning of AISI 316L with PVD-coated cermet insert. SN Appl. Sci. 2020, 2, 1360. [Google Scholar] [CrossRef]
- Sekulic, M.; Pejic, V.; Brezocnik, M.; Gostimirovic, M.; Hadzistevic, M. Prediction of surface roughness in the ball-end milling process using response surface methodology, genetic algorithms, and grey Wolf optimizer algorithm. Adv. Prod. Eng. Manag. 2018, 13, 18–30. [Google Scholar] [CrossRef]
- Patel, G.M.; Lokare, D.; Chate, G.R.; Parappagoudar, M.B.; Nikhil, R.; Gupta, K. Analysis and optimization of surface quality while machining high strength aluminium alloy. Measurement 2020, 152, 107337. [Google Scholar] [CrossRef]
- Karim, M.; Siddique, R.A.; Dilwar, F. Study of Surface Roughness and MRR in Turning of SiC Reinforced Al Alloy Composite Using Taguchi Design Method, ANN and PCA Approach under MQL Cutting Condition. Adv. Mater. Res. 2020, 1158, 115–131. [Google Scholar] [CrossRef]
- Patel, D.R.; Thakker, H.; Kiran, M.B.; Vakharia, V. Surface roughness prediction of machined components using gray level co-occurrence matrix and Bagging Tree. FME Trans. 2020, 48, 468–475. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of Surface Roughness in Extrusion-based Additive Manufacturing with Machine Learning. Robot. Comput.-Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Deng, J.; Chen, W.L.; Liang, C.; Wang, W.F.; Xiao, Y.; Wang, C.P.; Shu, C.M. Correction model for CO detection in the coal combustion loss process in mines based on GWO-SVM. J. Loss Prev. Process Ind. 2021, 71, 104439. [Google Scholar] [CrossRef]
- Mirjalili, S.; Mirjalili, S.M.; Lewis, A. Grey Wolf Optimizer. Adv. Eng. Softw. 2014, 69, 46–61. [Google Scholar] [CrossRef]
- Badr, E.; Almotairi, S.; Salam, M.A.; Ahmed, H. New Sequential and Parallel Support Vector Machine with Grey Wolf Optimizer for Breast Cancer Diagnosis. Alex. Eng. J. 2022, 61, 2520–2534. [Google Scholar] [CrossRef]
- Rao, Z.; Xiao, G.; Zhao, B.; Zhu, Y.; Ding, W. Effect of wear behaviour of single mono-and poly-crystalline cBN grains on the grinding performance of Inconel 718. Ceram. Int. 2021, 47, 17049–17056. [Google Scholar] [CrossRef]
- Sobiyi, K.; Sigalas, I.; Akdogan, G.; Turan, Y. Performance of mixed ceramics and CBN tools during hard turning of martensitic stainless steel. Int. J. Adv. Manuf. Technol. 2015, 77, 861–871. [Google Scholar] [CrossRef]
- Peicheng, M.O.; Jiarong, C.H.E.N.; Zhe, Z.H.A.N.G.; Chao, C.H.E.N.; Xiaoyi, P.A.N.; Leyin, X.I.A.O.; Feng, L.I.N. The effect of cBN volume fraction on the performance of PCBN composite. Int. J. Refract. Met. Hard Mater. 2021, 100, 105643. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Behrens, L.; Müller-Cramm, D. Wear mechanism model for grinding of PcBN cutting inserts. J. Mater. Process. Technol. 2020, 277, 116474. [Google Scholar] [CrossRef]
- Rebro, P.A.; Shin, Y.C.; Incropera, F.P. Laser-Assisted Machining of Reaction Sintered Mullite Ceramics. J. Manuf. Sci. Eng. 2002, 124, 875–885. [Google Scholar] [CrossRef]
- Chang, C.W.; Kuo, C.P. An investigation of laser-assisted machining of Al2O3 ceramics planing. Int. J. Mach. Tools Manuf. 2007, 47, 452–461. [Google Scholar] [CrossRef]
- Lei, S.; Shin, Y.C.; Incropera, F.P. Deformation mechanisms and constitutive modeling for silicon nitride undergoing laser-assisted machining. Int. J. Mach. Tools Manuf. 2000, 40, 2213–2233. [Google Scholar]
- Ravindra, D.; Virkar, S.; Patten, J. Ductile mode micro laser assisted machining of silicon carbide (SiC). Prop. Appl. Silicon Carbide 2011, 23, 506–535. [Google Scholar]
- Cortes, C.; Vapnik, V. Support-Vector Networks. Mach. Learn. 1995, 20, 273–297. [Google Scholar] [CrossRef]
- Kamel, S.R.; YaghoubZadeh, R.; Kheirabadi, M. Improving the performance of support-vector machine by selecting the best features by Gray Wolf algorithm to increase the accuracy of diagnosis of breast cancer. J. Big Data 2019, 6, 90. [Google Scholar] [CrossRef]
- Abu-Mahfouz, I.; El Ariss, O.; Esfakur Rahman, A.H.M.; Banerjee, A. Surface roughness prediction as a classification problem using support vector machine. Int. J. Adv. Manuf. Technol. 2017, 92, 803–815. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | SiC |
|---|---|
| Elastic modulus (GPa) | 290 |
| Vickers hardness (kgf·mm−2) | 2100 |
| Compressive strength (MPa) | 3000 |
| Fracture toughness (MPa·m1/2) | 4 |
| Thermal expansion coefficient × 10−6/℃ | 4.5 |
| Thermal conductivity (W/mK) | 80 |
| Melting point (K) | 3100 |
| Specific heat capacity (J/kgK) | 1100 |
| Density (g/cm3) | 3.15 |
| No. | Process Parameter | Value Range |
|---|---|---|
| 1 | Laser power (W) | 185~225 |
| 2 | Rotational speed (r/min) | 1440~1800 |
| 3 | Feed speed (mm/min) | 2~4 |
| 4 | Cutting depth(mm) | 0.1~0.2 |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Surface Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 185 | 1620 | 3 | 0.15 | 0.51 |
| 2 | 195 | 1620 | 3 | 0.15 | 0.492 |
| 3 | 205 | 1620 | 3 | 0.15 | 0.461 |
| 4 | 215 | 1620 | 3 | 0.15 | 0.45 |
| 5 | 225 | 1620 | 3 | 0.15 | 0.475 |
| No. | Laser Power (w) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Surface Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 205 | 1440 | 3 | 0.15 | 0.527 |
| 2 | 205 | 1530 | 3 | 0.15 | 0.496 |
| 3 | 205 | 1620 | 3 | 0.15 | 0.461 |
| 4 | 205 | 1710 | 3 | 0.15 | 0.48 |
| 5 | 205 | 1800 | 3 | 0.15 | 0.522 |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Surface Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 205 | 1620 | 2 | 0.15 | 0.47 |
| 2 | 205 | 1620 | 2.5 | 0.15 | 0.428 |
| 3 | 205 | 1620 | 3 | 0.15 | 0.461 |
| 4 | 205 | 1620 | 3.5 | 0.15 | 0.521 |
| 5 | 205 | 1620 | 4 | 0.15 | 0.524 |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Surface Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 205 | 1620 | 3 | 0.1 | 0.505 |
| 2 | 205 | 1620 | 3 | 0.125 | 0.47 |
| 3 | 205 | 1620 | 3 | 0.15 | 0.461 |
| 4 | 205 | 1620 | 3 | 0.175 | 0.498 |
| 5 | 205 | 1620 | 3 | 0.2 | 0.531 |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) |
|---|---|---|---|---|
| 1 | 185 | 1440 | 2 | 0.1 |
| 2 | 205 | 1620 | 3 | 0.15 |
| 3 | 225 | 1800 | 4 | 0.2 |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Surface Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 185 | 1440 | 2 | 0.1 | 0.538 |
| 2 | 185 | 1620 | 3 | 0.15 | 0.51 |
| 3 | 185 | 1800 | 4 | 0.2 | 0.53 |
| 4 | 205 | 1440 | 3 | 0.2 | 0.528 |
| 5 | 205 | 1620 | 4 | 0.1 | 0.536 |
| 6 | 205 | 1800 | 2 | 0.15 | 0.496 |
| 7 | 225 | 1440 | 4 | 0.15 | 0.528 |
| 8 | 225 | 1620 | 2 | 0.2 | 0.525 |
| 9 | 225 | 1800 | 3 | 0.1 | 0.495 |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Surface Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 185 | 1620 | 3 | 0.15 | 0.51 |
| 2 | 195 | 1620 | 3 | 0.15 | 0.492 |
| 3 | 205 | 1620 | 3 | 0.15 | 0.461 |
| 4 | 215 | 1620 | 3 | 0.15 | 0.45 |
| 5 | 225 | 1620 | 3 | 0.15 | 0.475 |
| 6 | 205 | 1440 | 3 | 0.15 | 0.527 |
| 7 | 205 | 1530 | 3 | 0.15 | 0.496 |
| 8 | 205 | 1710 | 3 | 0.15 | 0.48 |
| 9 | 205 | 1800 | 3 | 0.15 | 0.522 |
| 10 | 205 | 1620 | 2 | 0.15 | 0.47 |
| 11 | 205 | 1620 | 2.5 | 0.15 | 0.428 |
| 12 | 205 | 1620 | 3.5 | 0.15 | 0.521 |
| 13 | 205 | 1620 | 4 | 0.15 | 0.524 |
| 14 | 205 | 1620 | 3 | 0.1 | 0.505 |
| 15 | 205 | 1620 | 3 | 0.125 | 0.47 |
| 16 | 205 | 1620 | 3 | 0.175 | 0.498 |
| 17 | 205 | 1620 | 3 | 0.2 | 0.531 |
| 18 | 185 | 1440 | 2 | 0.1 | 0.538 |
| 19 | 185 | 1800 | 4 | 0.2 | 0.53 |
| 20 | 205 | 1440 | 3 | 0.2 | 0.528 |
| 21 | 205 | 1620 | 4 | 0.1 | 0.536 |
| 22 | 205 | 1800 | 2 | 0.15 | 0.496 |
| 23 | 225 | 1440 | 4 | 0.15 | 0.528 |
| 24 | 225 | 1620 | 2 | 0.2 | 0.525 |
| 25 | 225 | 1800 | 3 | 0.1 | 0.495 |
| No. | Laser Power (W) | Rotationa Speed (r/min) | Feed Speed (mm/min) | Cuttin Depth (mm) | Actua Value (μm) | SVR | GWO-SVR | ||
|---|---|---|---|---|---|---|---|---|---|
| Predicte Value (μm) | Relativ Error (%) | Predicte Value (μm) | Relativ Error (%) | ||||||
| 1 | 205 | 1440 | 3 | 0.2 | 0.528 | 0.5285 | 0.095 | 0.5436 | 2.87 |
| 2 | 205 | 1620 | 2.5 | 0.15 | 0.428 | 0.4663 | 8.28 | 0.4374 | 2.15 |
| 3 | 225 | 1620 | 3 | 0.15 | 0.475 | 0.5043 | 5.81 | 0.4850 | 2.06 |
| 4 | 205 | 1800 | 3 | 0.15 | 0.522 | 0.4995 | 4.50 | 0.5074 | 2.88 |
| 5 | 215 | 1620 | 3 | 0.15 | 0.45 | 0.4888 | 7.94 | 0.4647 | 3.16 |
| R2 | 0.738564 | 0.98676 | |||||||
| RMSE | 0.0295 | 0.0065 | |||||||
| MAPE/% | 5.6289 | 2.6639 | |||||||
| Process Parameter | Range |
|---|---|
| Laser power (W) | [185, 225] |
| Rotational speed (r/min) | [1440, 1800] |
| Feed speed (mm/min) | [2, 4] |
| Cutting depth (mm) | [0.1, 0.2] |
| No. | Laser Power (W) | Rotational Speed (r/min) | Feed Speed (mm/min) | Cutting Depth (mm) | Actual Value (μm) | Predicted Value (μm) | Relative Error (%) |
|---|---|---|---|---|---|---|---|
| 1 | 210 | 1639 | 2.58 | 0.142 | 0.418 | 0.41997 | 0.47 |
| 2 | 210 | 1639 | 2.58 | 0.142 | 0.427 | 0.41997 | 1.67 |
| 3 | 210 | 1639 | 2.58 | 0.142 | 0.428 | 0.41997 | 1.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, C.; Zhao, Y.; Song, Z.; Dai, D.; Liu, Q.; Zhang, X.; Meng, J.; Gao, Y.; Zhang, H.; Liu, G. Prediction and Optimization of Surface Roughness for Laser-Assisted Machining SiC Ceramics Based on Improved Support Vector Regression. Micromachines 2022, 13, 1448. https://doi.org/10.3390/mi13091448
Cao C, Zhao Y, Song Z, Dai D, Liu Q, Zhang X, Meng J, Gao Y, Zhang H, Liu G. Prediction and Optimization of Surface Roughness for Laser-Assisted Machining SiC Ceramics Based on Improved Support Vector Regression. Micromachines. 2022; 13(9):1448. https://doi.org/10.3390/mi13091448
Chicago/Turabian StyleCao, Chen, Yugang Zhao, Zhuang Song, Di Dai, Qian Liu, Xiajunyu Zhang, Jianbing Meng, Yuewu Gao, Haiyun Zhang, and Guangxin Liu. 2022. "Prediction and Optimization of Surface Roughness for Laser-Assisted Machining SiC Ceramics Based on Improved Support Vector Regression" Micromachines 13, no. 9: 1448. https://doi.org/10.3390/mi13091448