
A Method of Restraining the Adverse Effects of Grinding Marks on Small Aperture Aspheric Mirrors

Abstract
:1. Introduction
2. Study on Grinding Marks
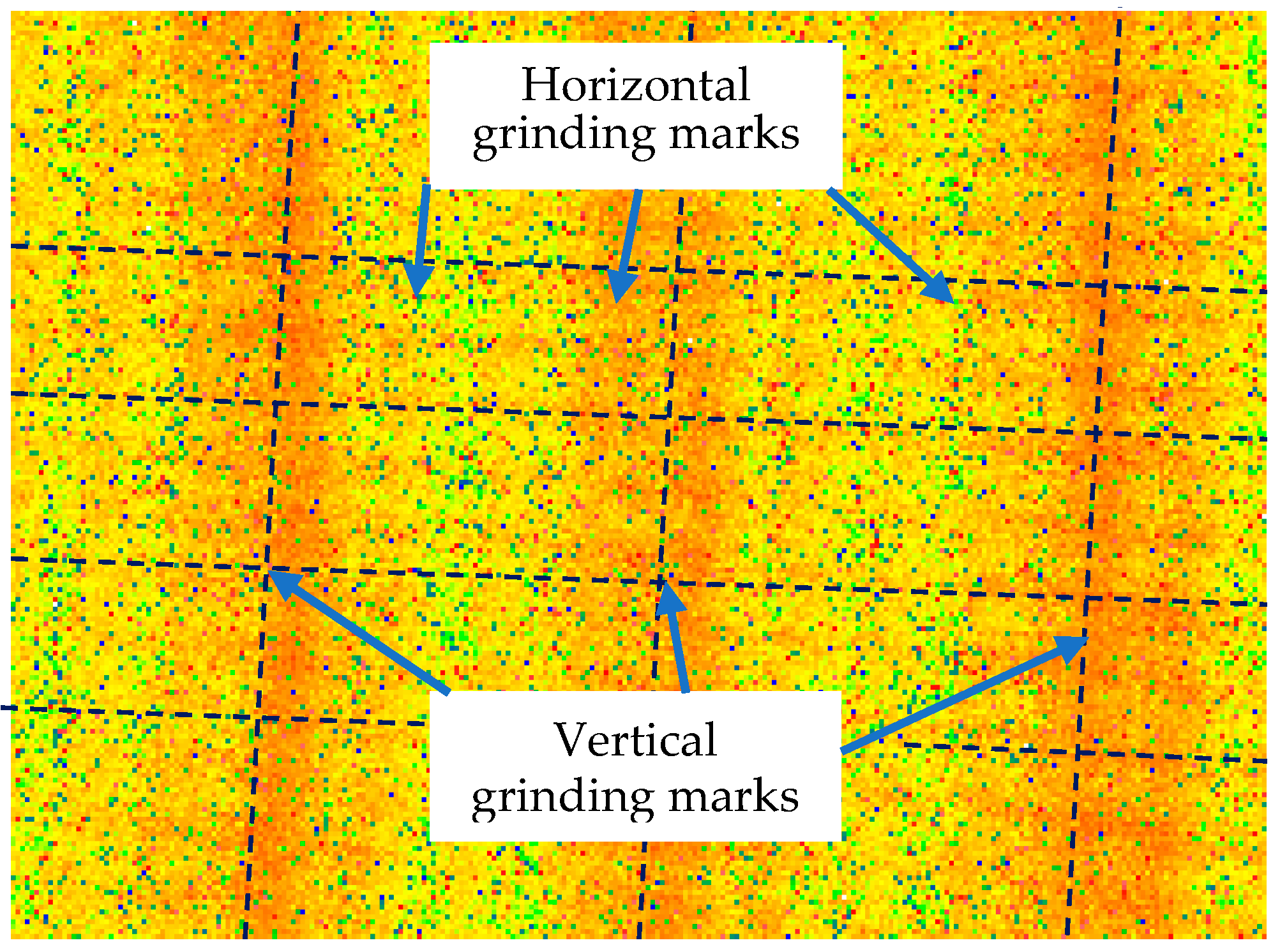
2.1. Formation Mechanism of Grinding Marks
2.2. Mechanism of Periodic Ring Grinding Marks
2.3. Central Crushing Caused by Abrasive Grinding Marks
2.4. Grinding Marks Suppression Strategy
3. Evolution of Surface and Subsurface Characteristics in the Grinding Process
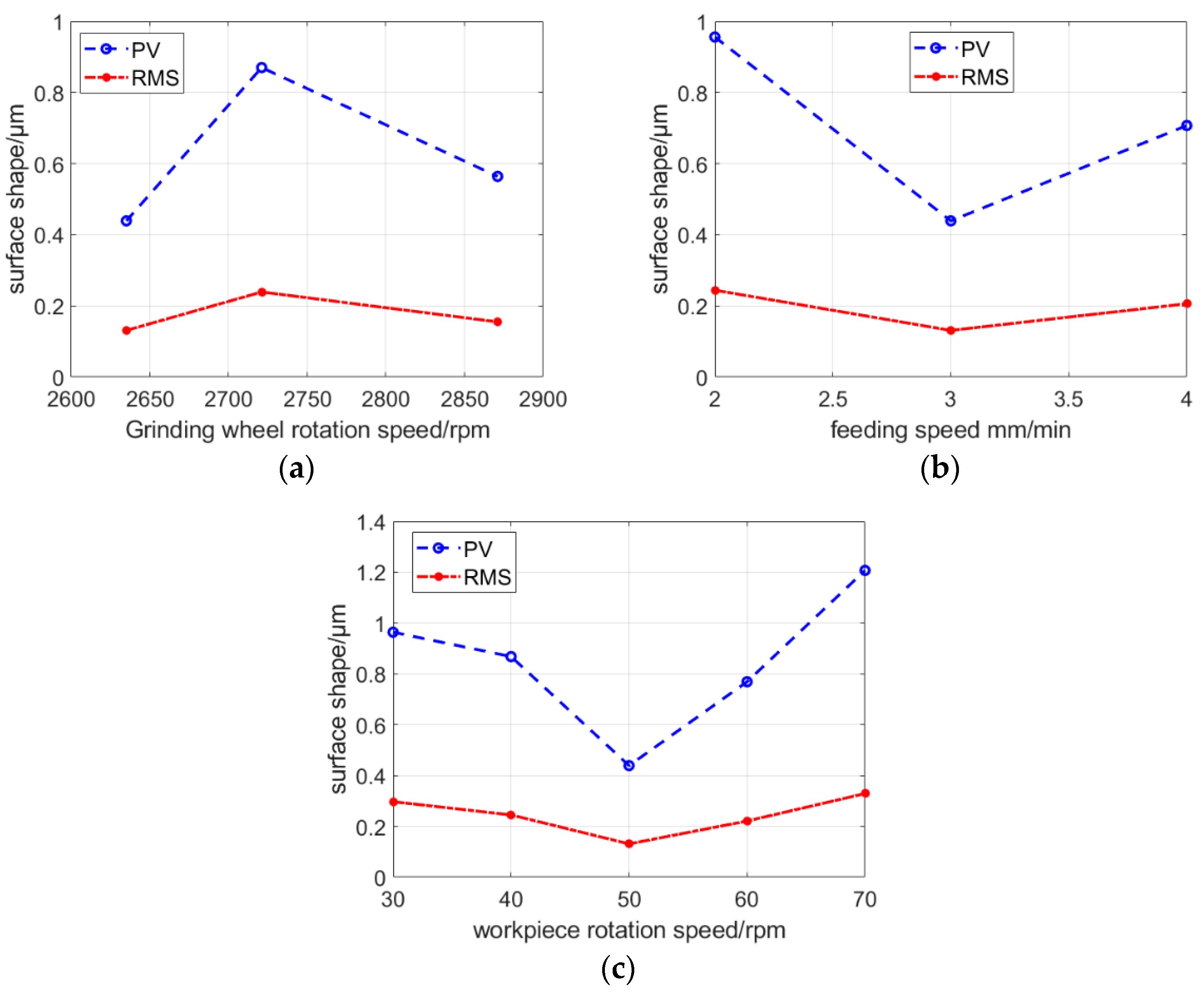
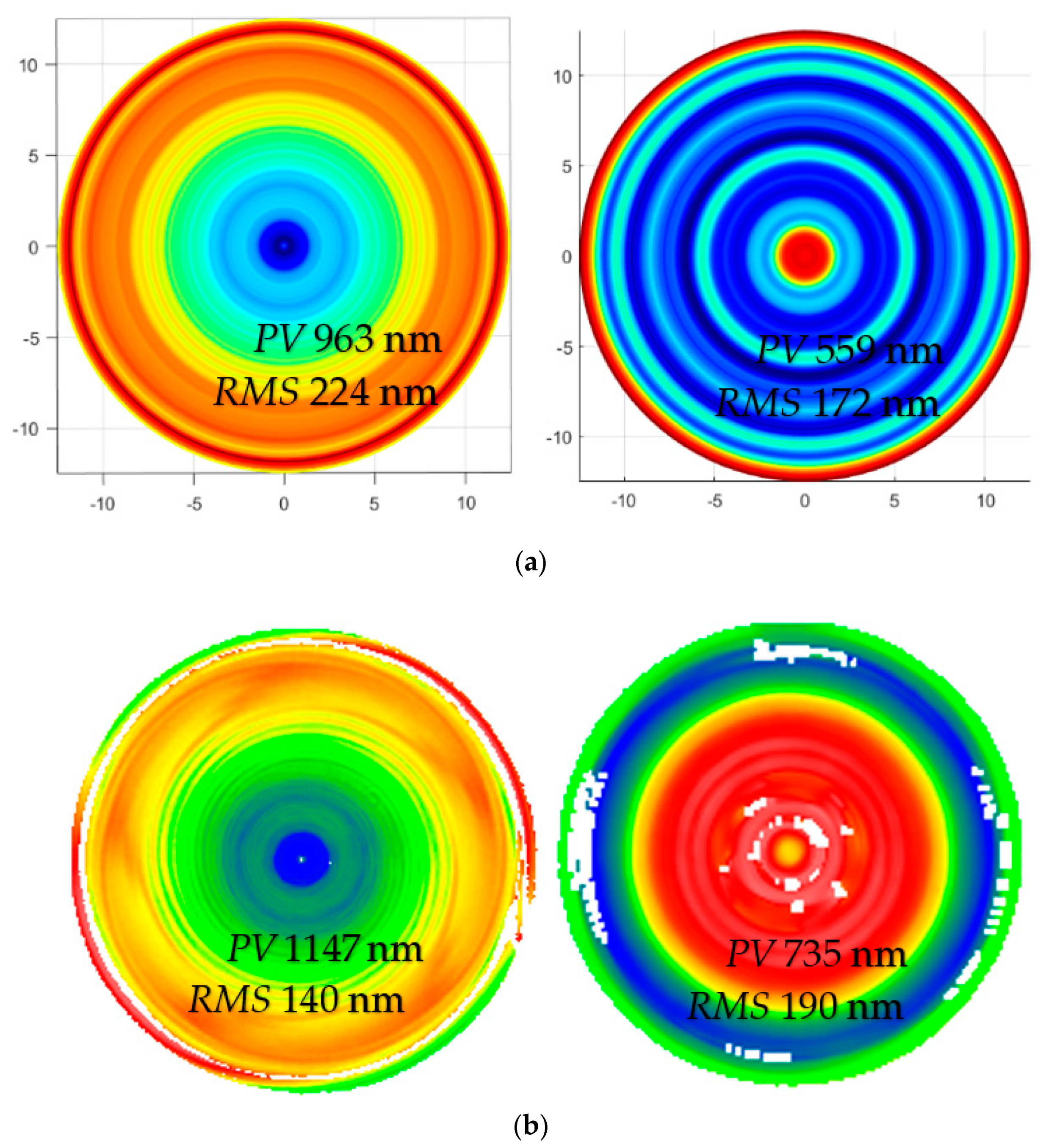
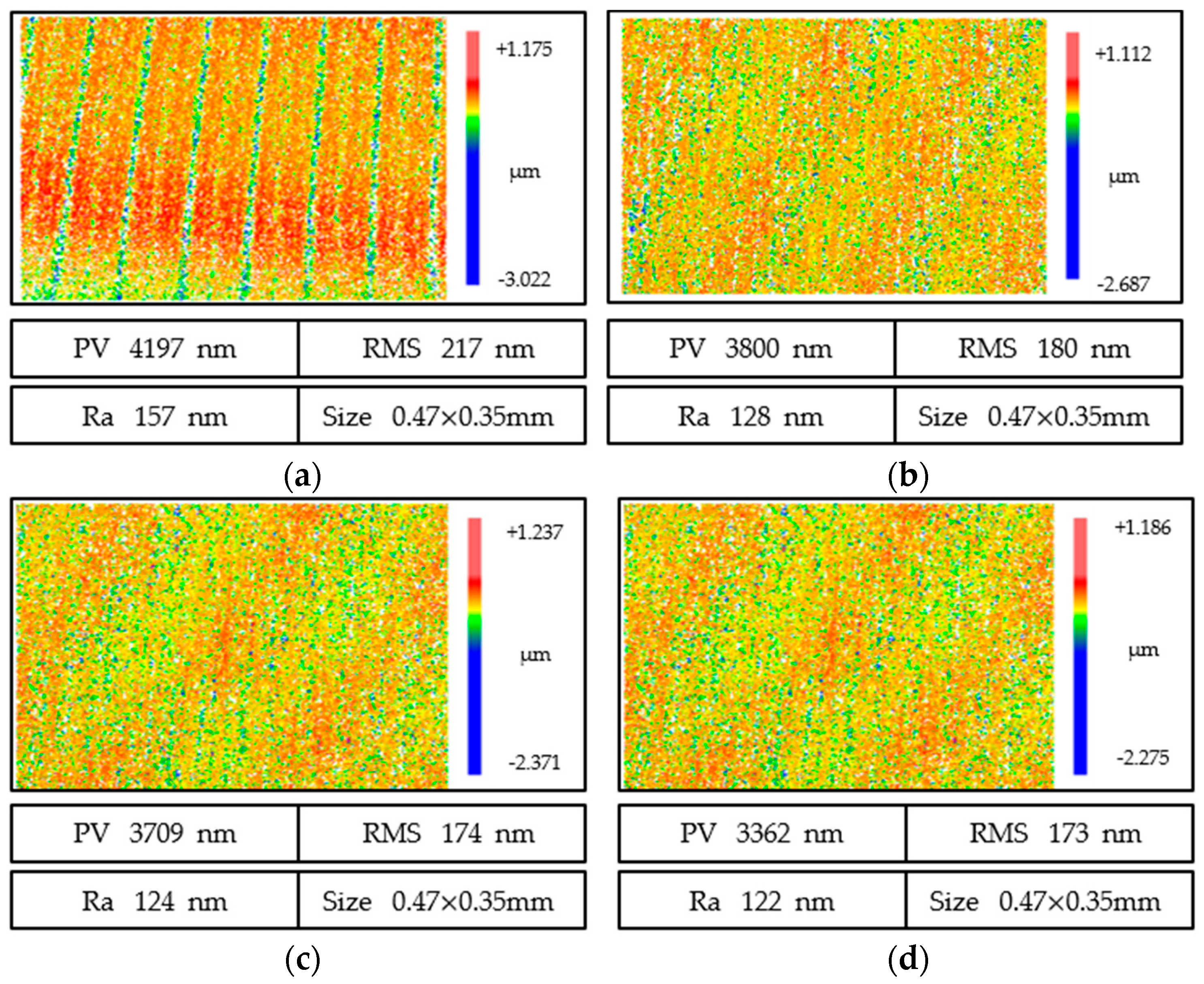
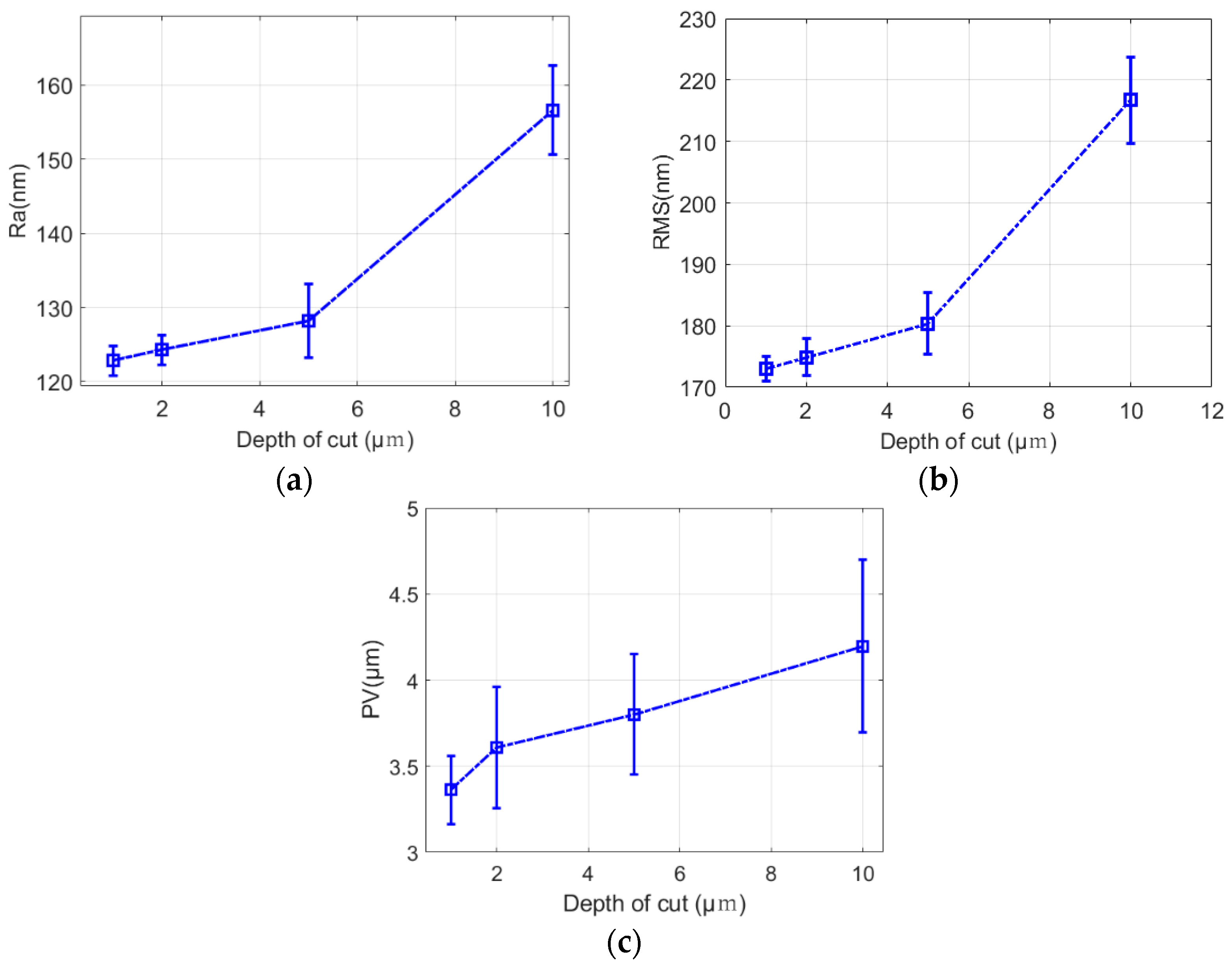
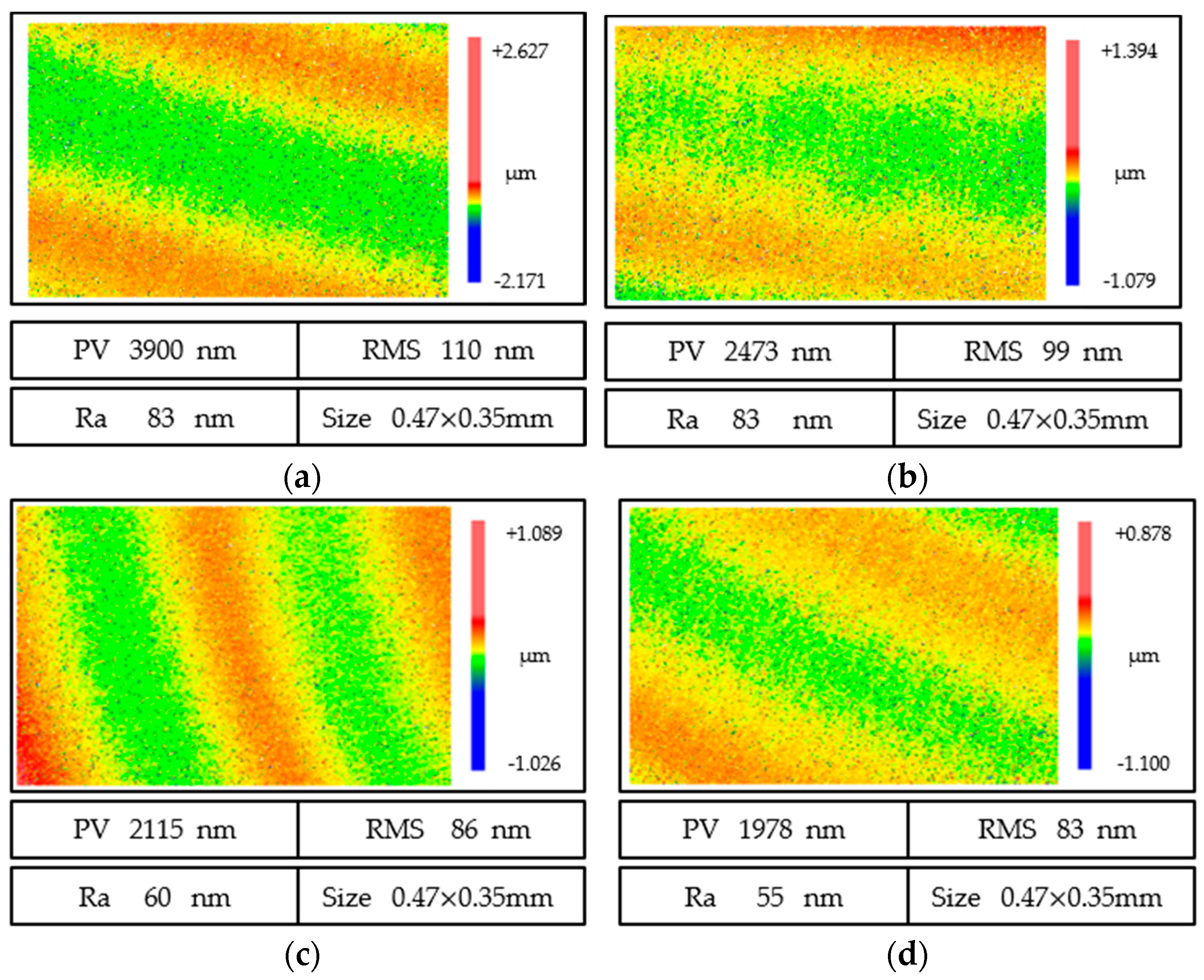
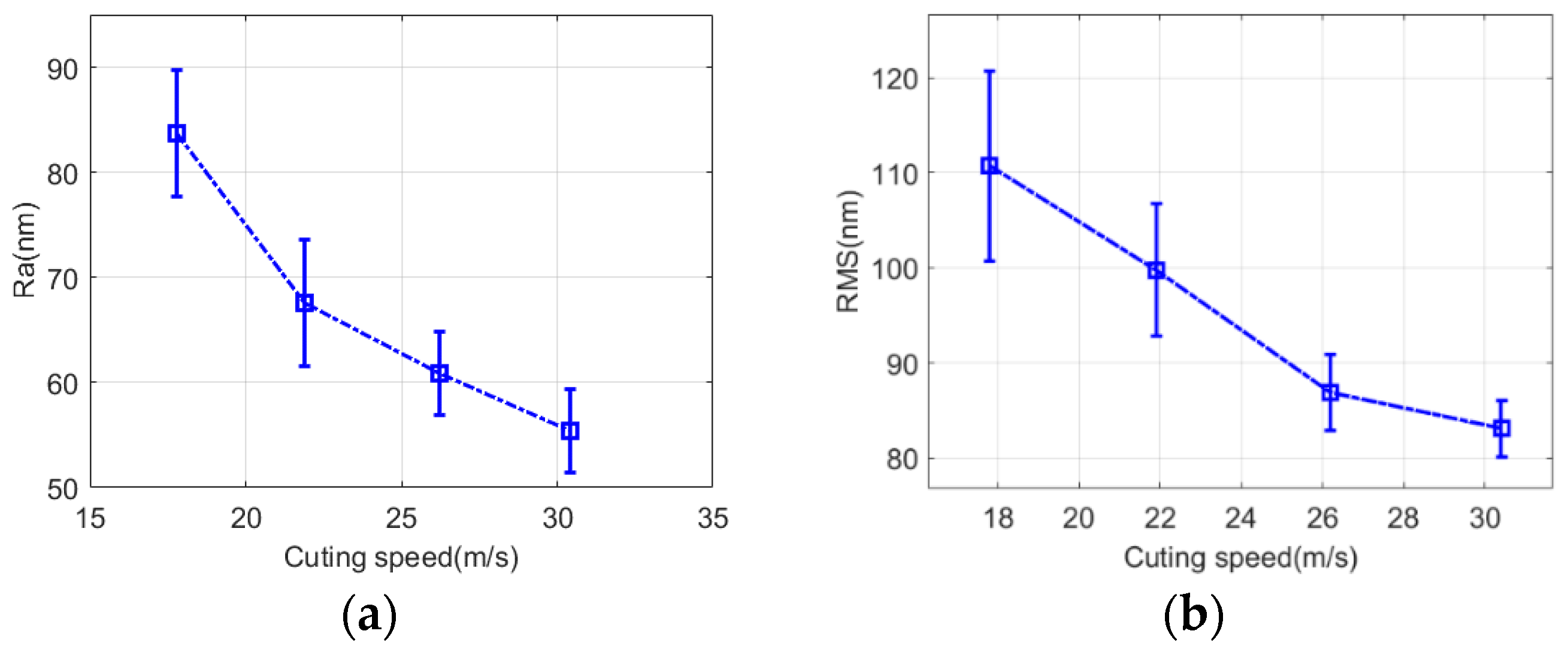
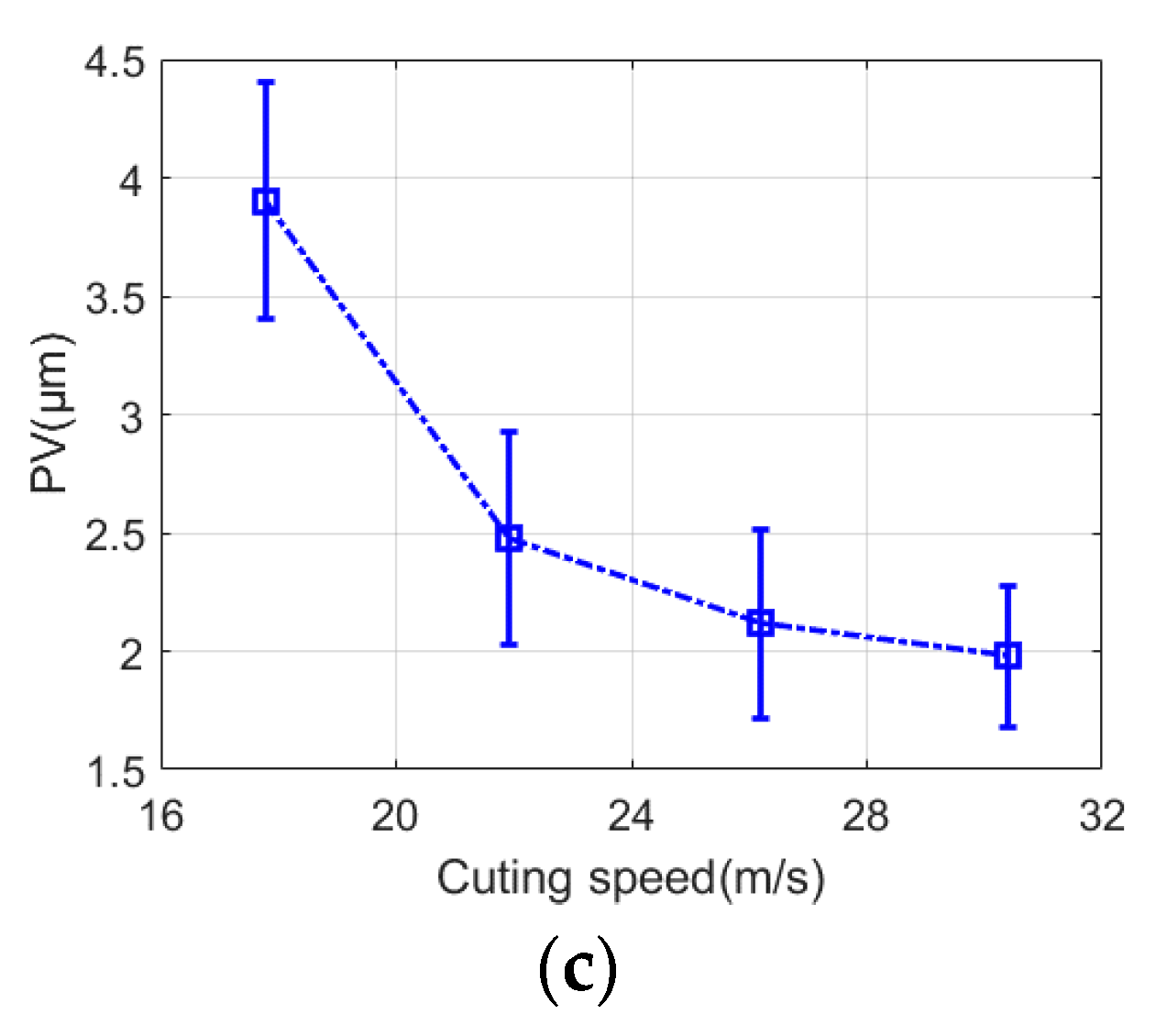
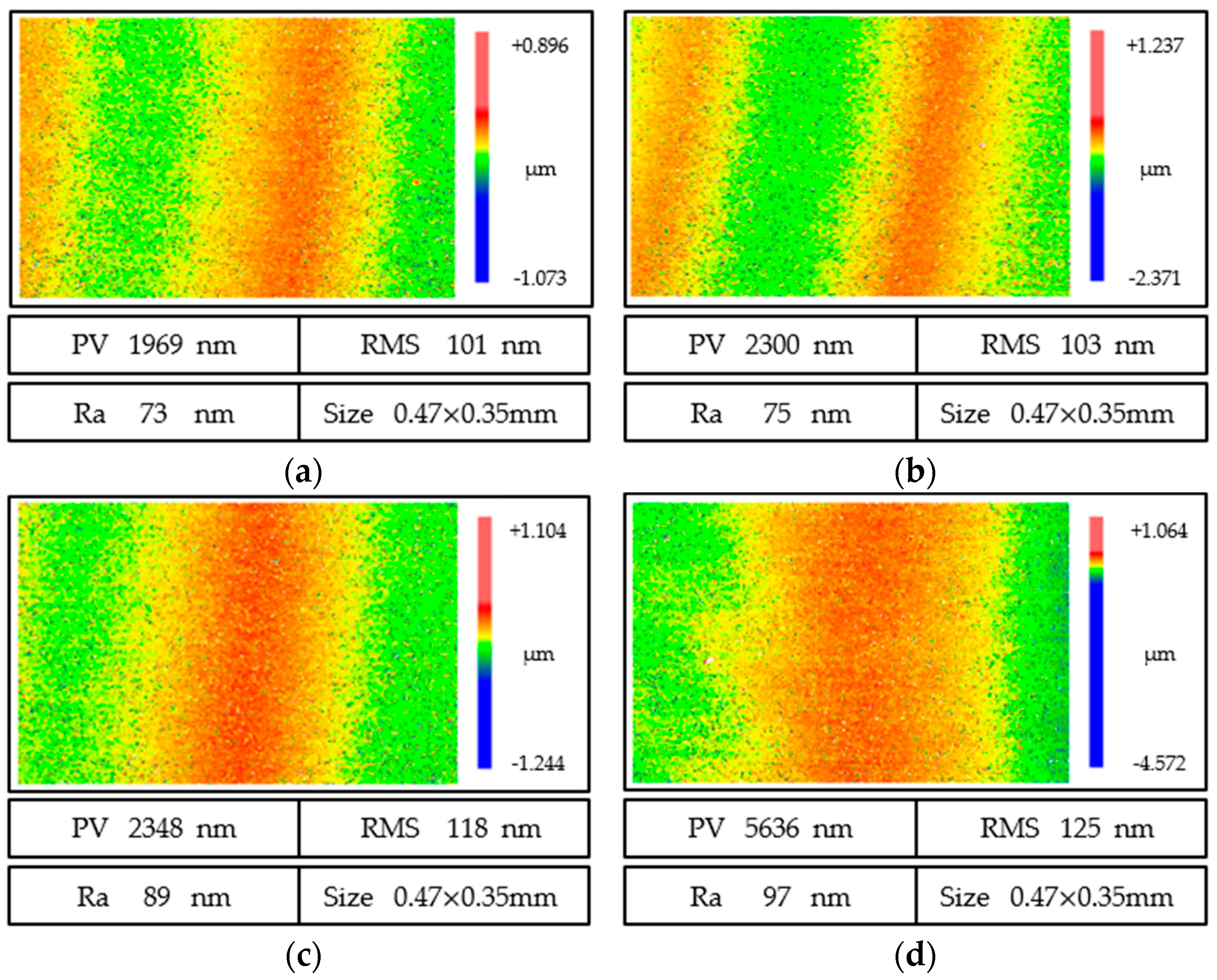
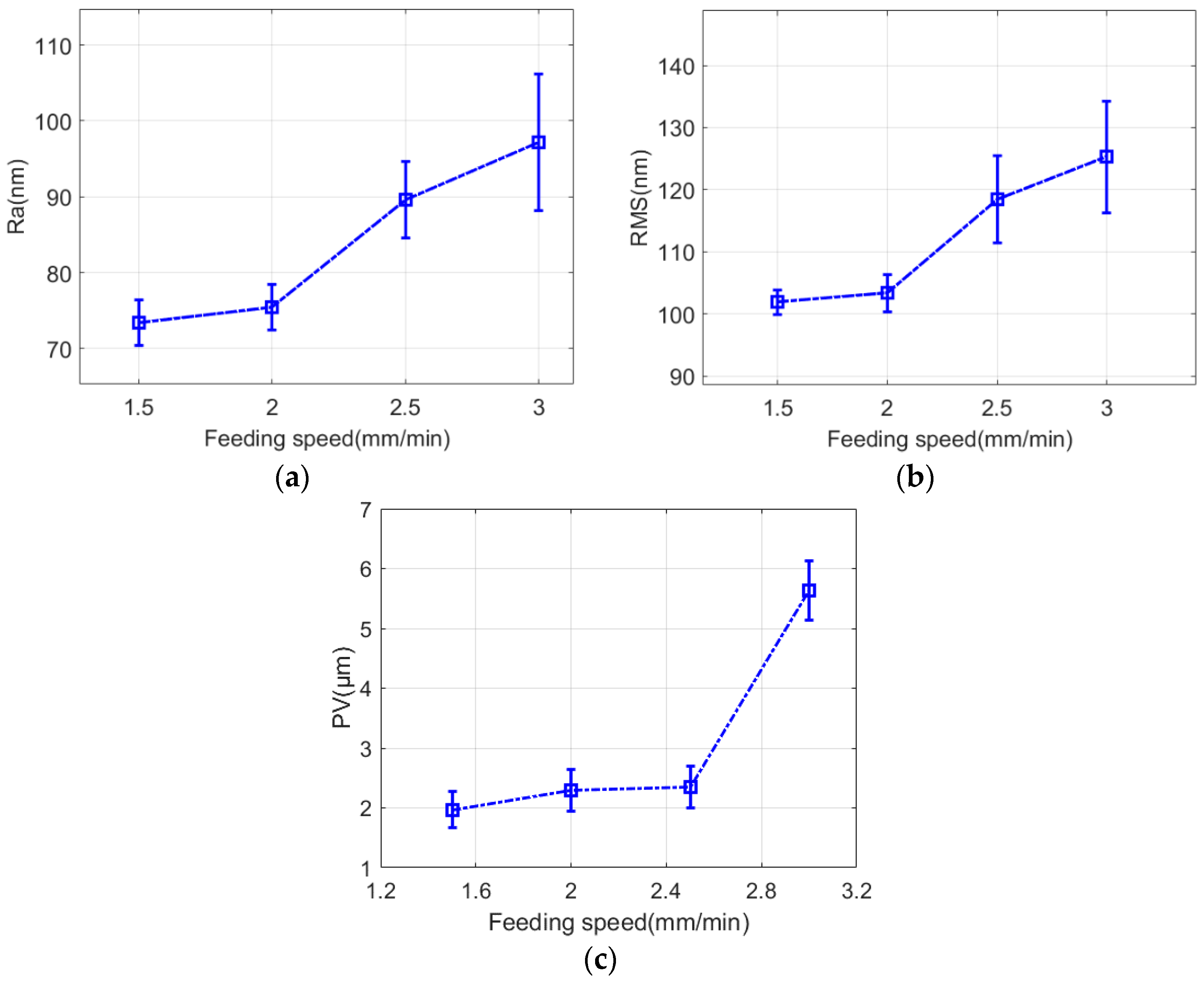
3.1. Influence of Grinding Parameters on Surface Quality
3.2. Effect of Grinding Marks on SSD
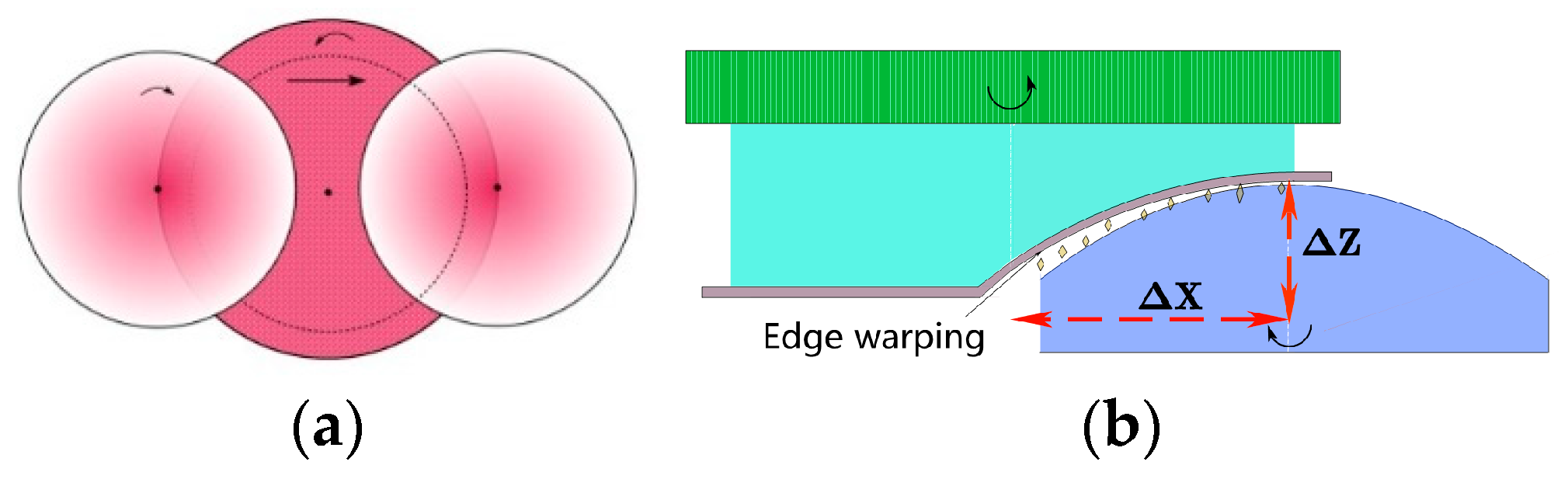
4. Removal of Grinding Marks Using Elastic Adaptive Polishing
4.1. Mathematical Model of Elastic Adaptive Polishing
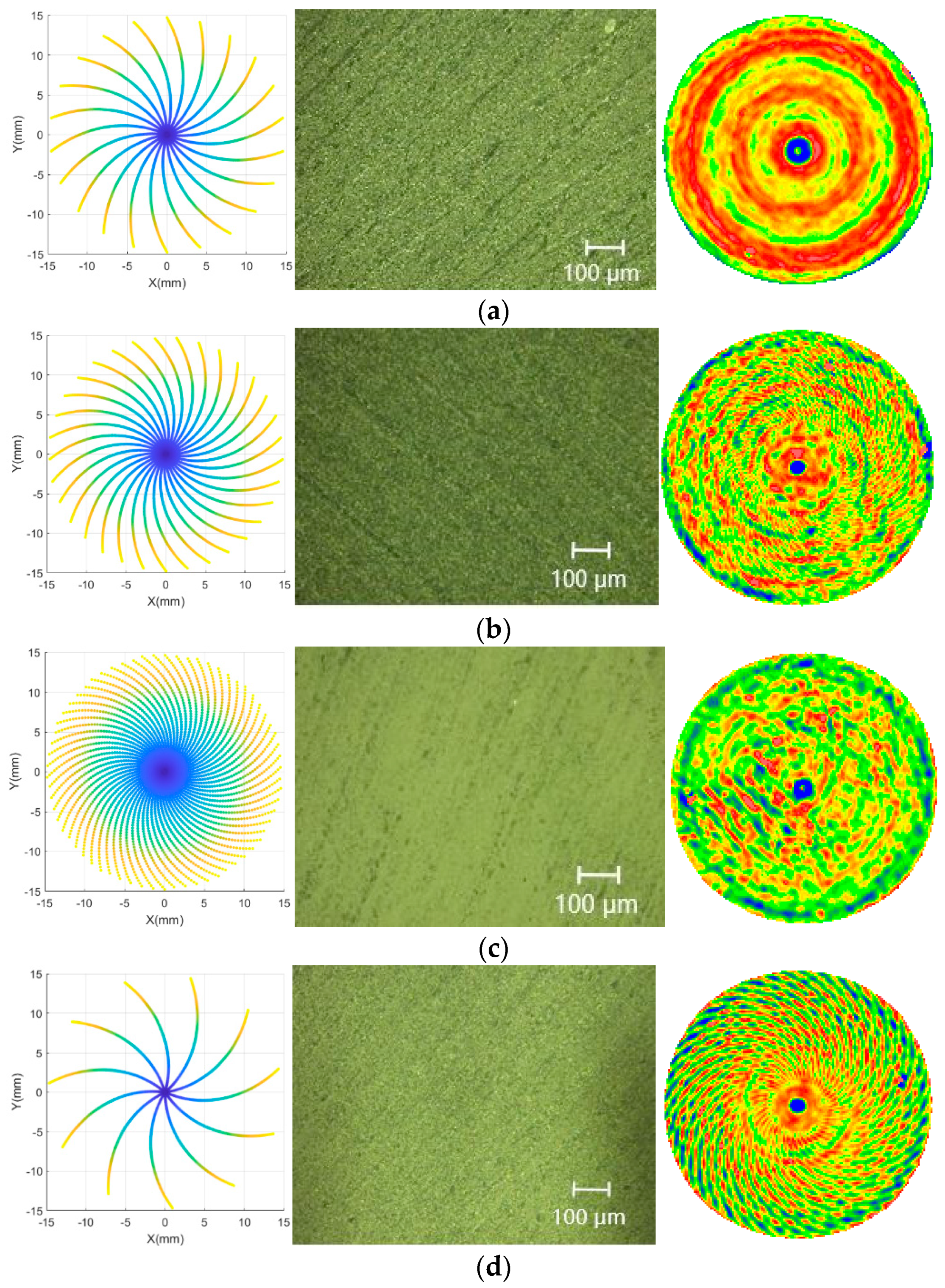
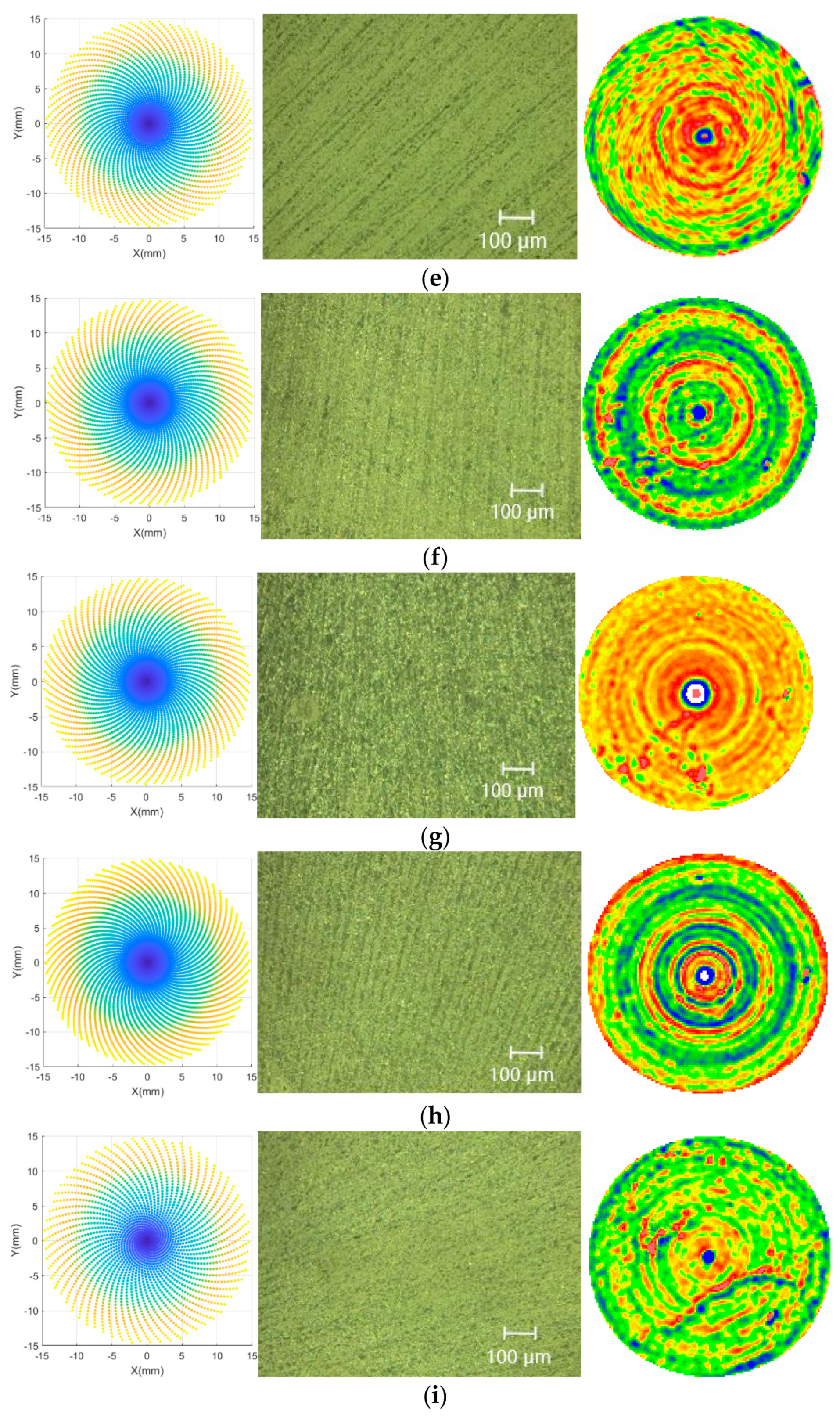
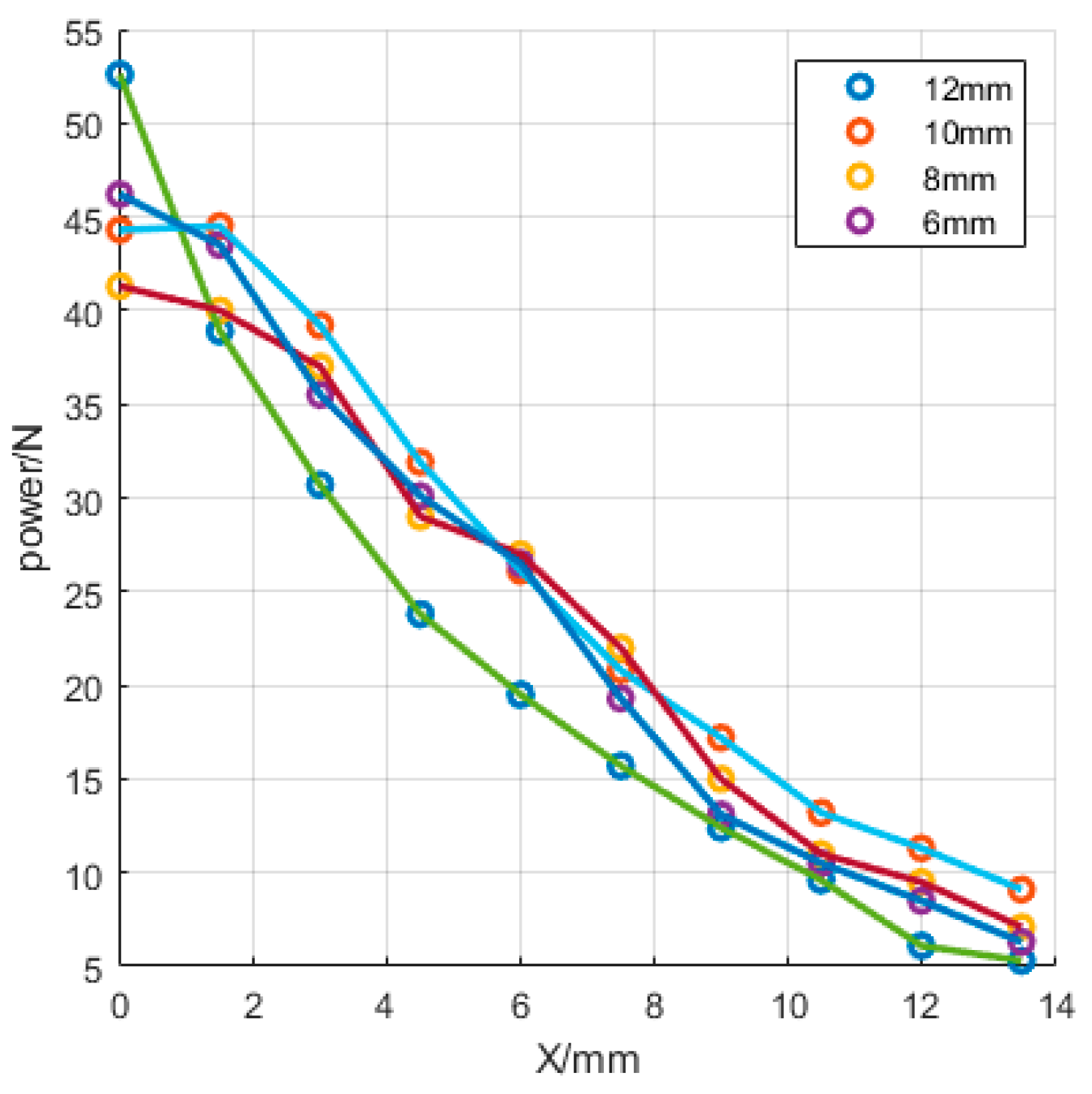
4.2. Polishing Path Optimization Strategy
4.3. Performance Analysis and Optimization of Polishing Fluid
5. Conclusions
- (1)
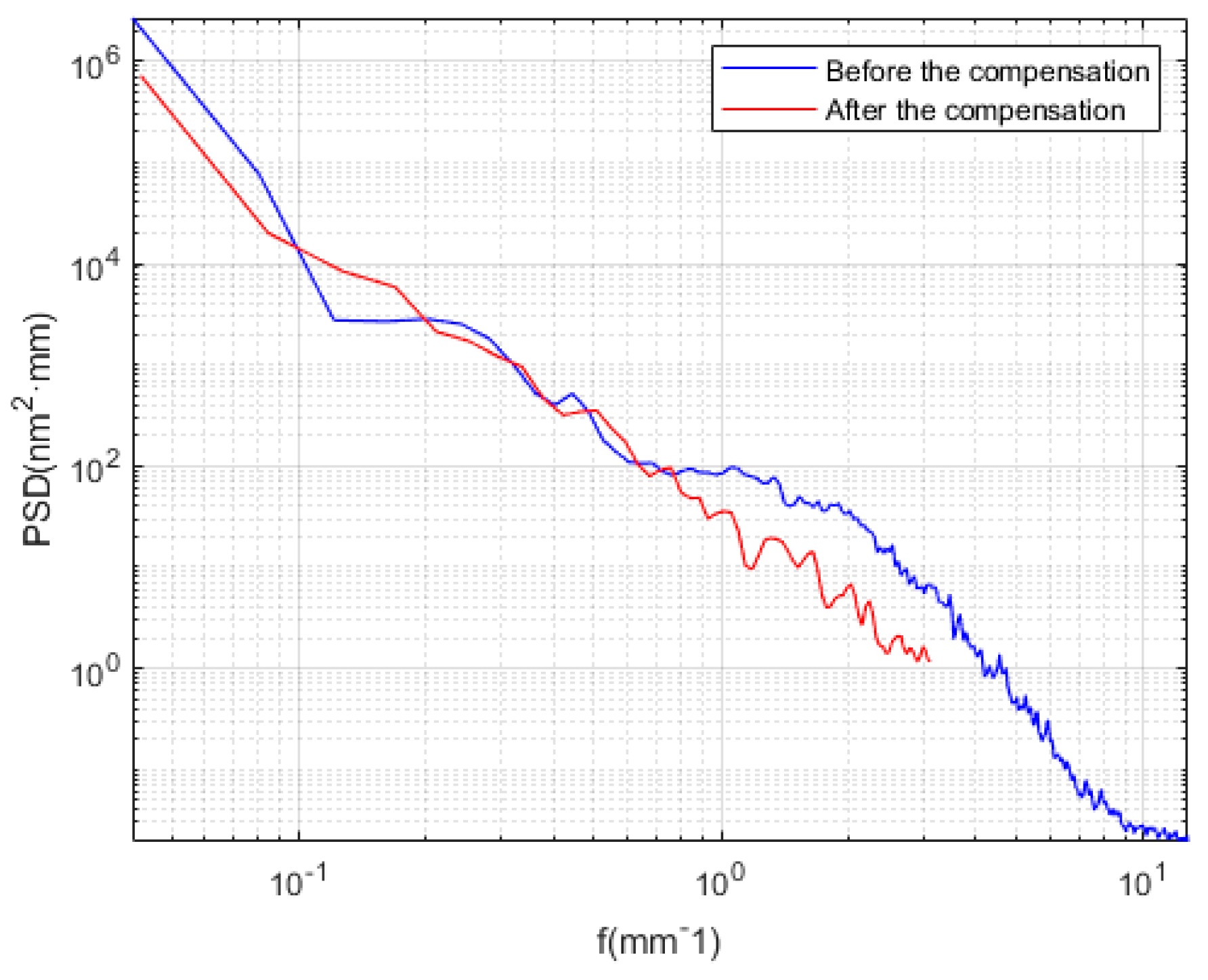
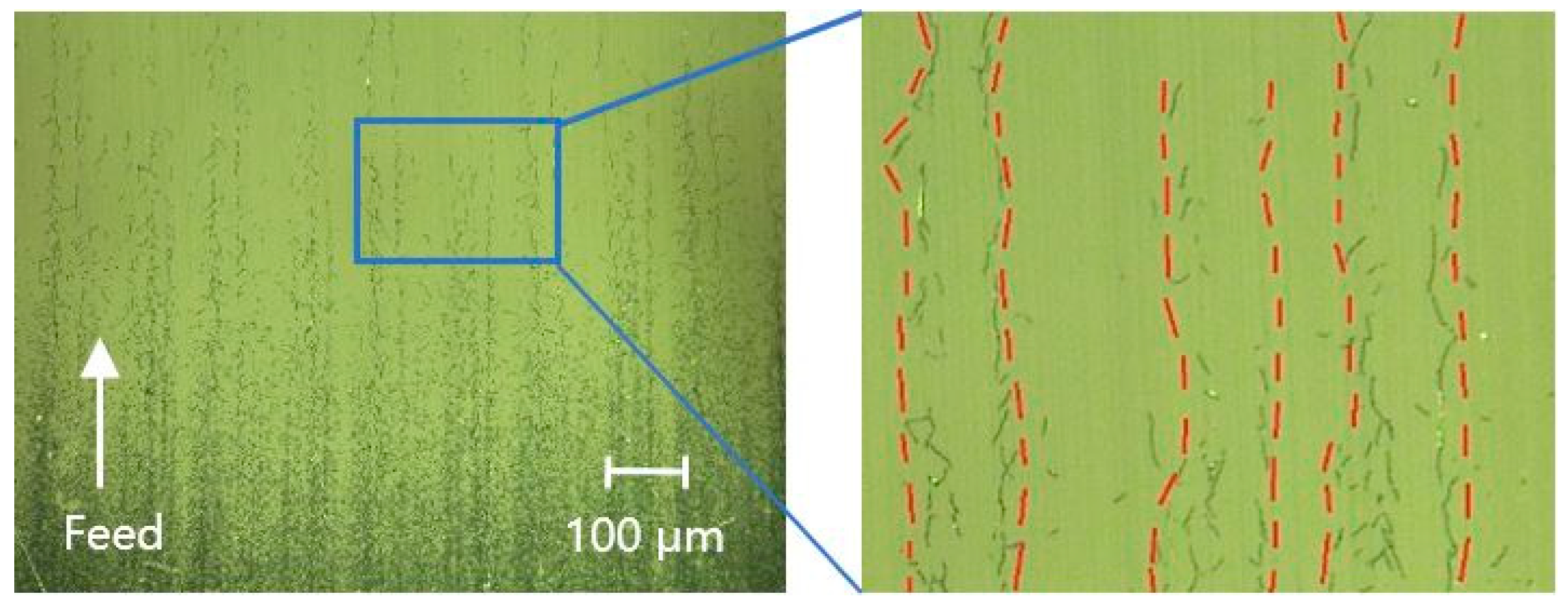
- Abrasive grinding marks and guideway errors were the root causes of grinding marks, periodic ring grinding marks were suppressed by compensation, and abrasive grinding marks were mainly affected by the matching of the workpiece and grinding wheel speeds. When the best matching ratio was reached, the distribution of grinding marks was uniform, and the surface shape accuracy and surface quality were the best. The overlapping grinding marks of abrasive particles and repeated rolling produced ring breakage at the center of the workpiece.
- (2)
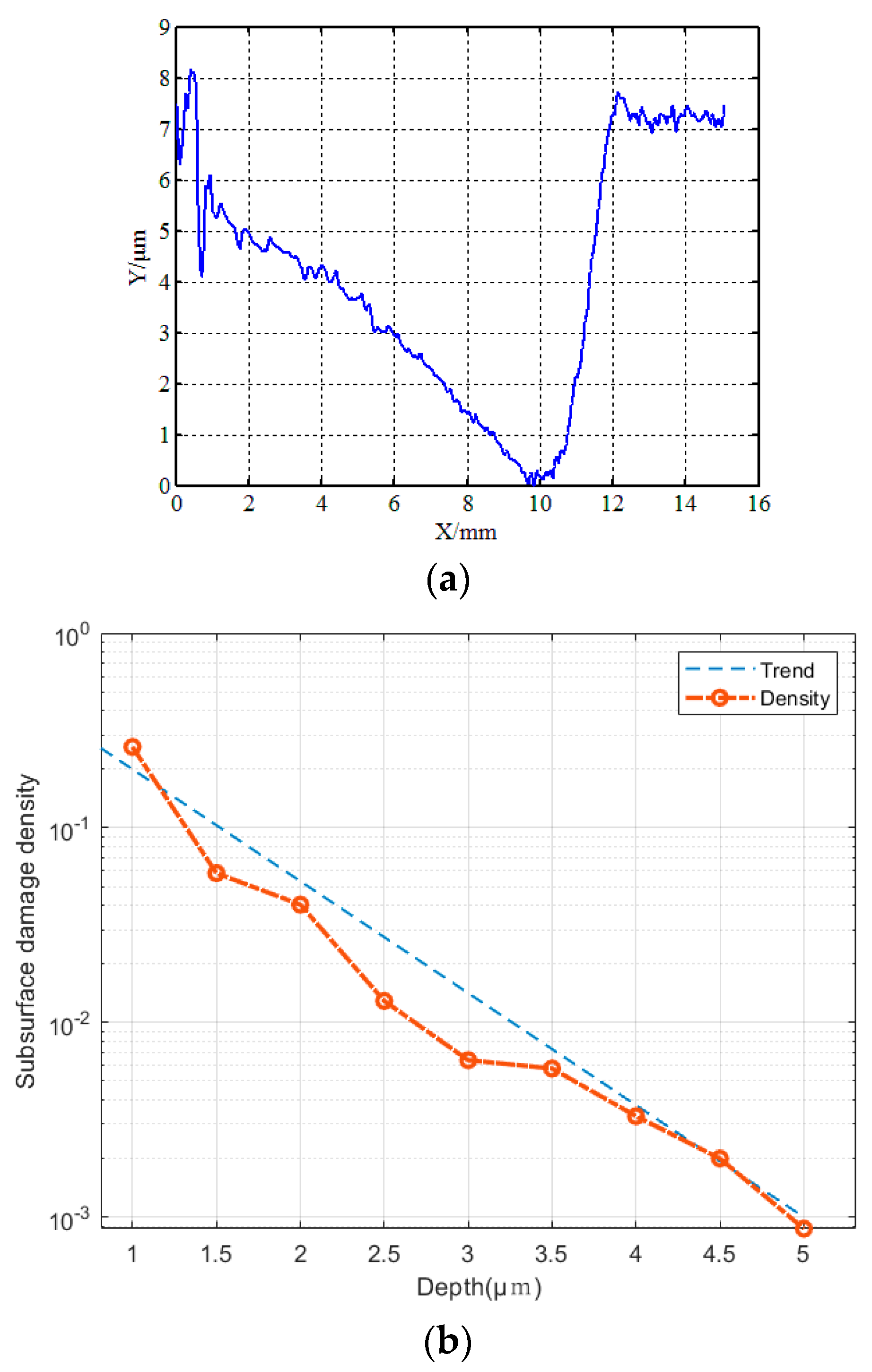
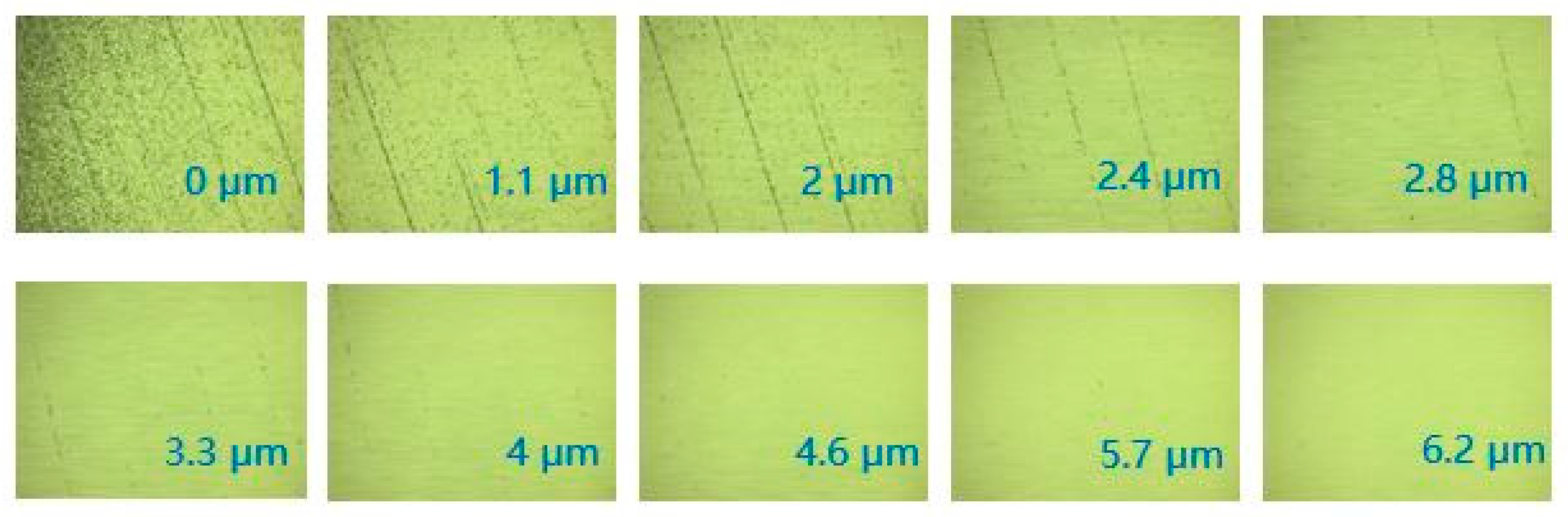
- Increasing the grinding wheel speed, reducing the feed speed, and reducing the grinding depth improved the surface quality of the grinding process. According to the experimental conclusions and requirements of different grinding parameters, the experimental scheme was designed to improve the grinding efficiency and improve surface quality. The subsurface cracks extended to a deeper depth along the bottom of the grinding mark valley, and when it reached a certain depth of the subsurface, there was only a subsurface crack in the corresponding position of the grinding marks, which had a significant impact on the subsequent polishing and use of the workpiece.
- (3)
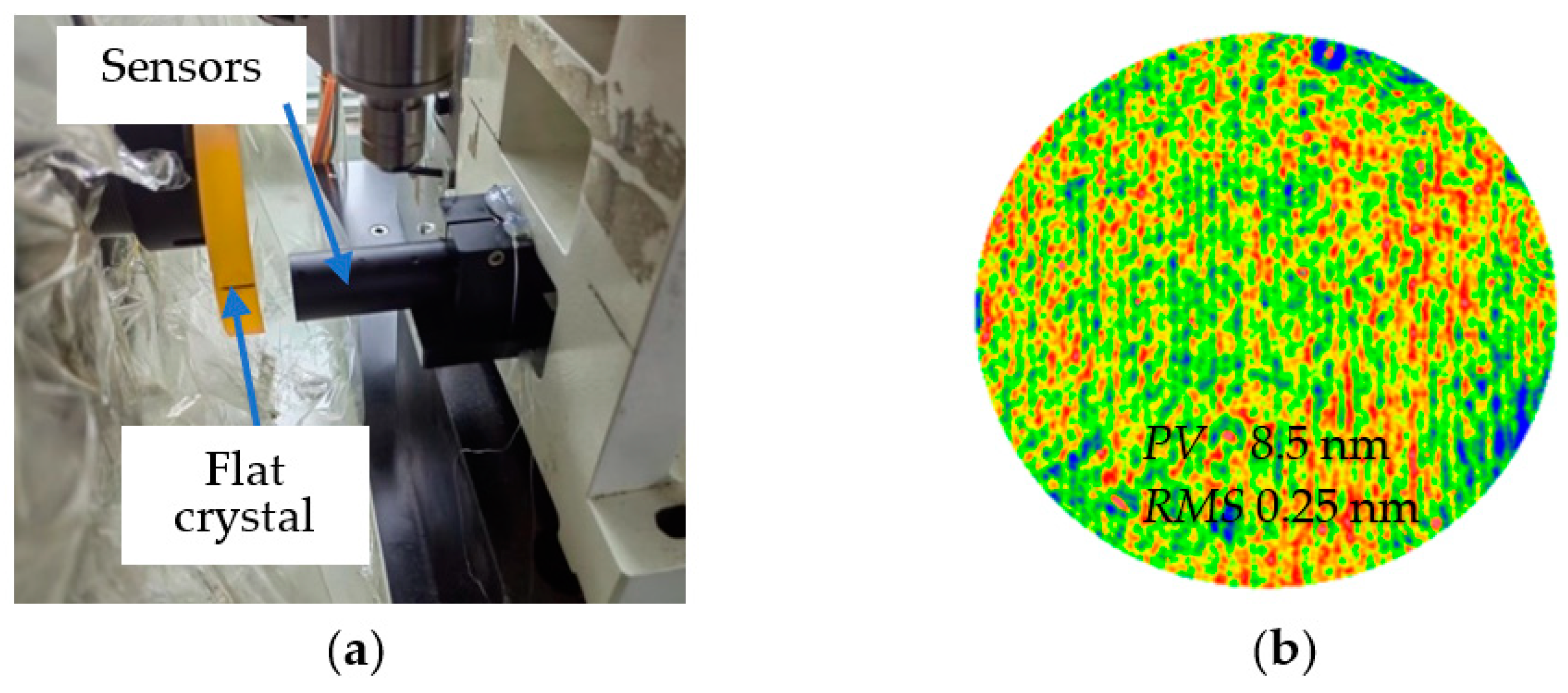
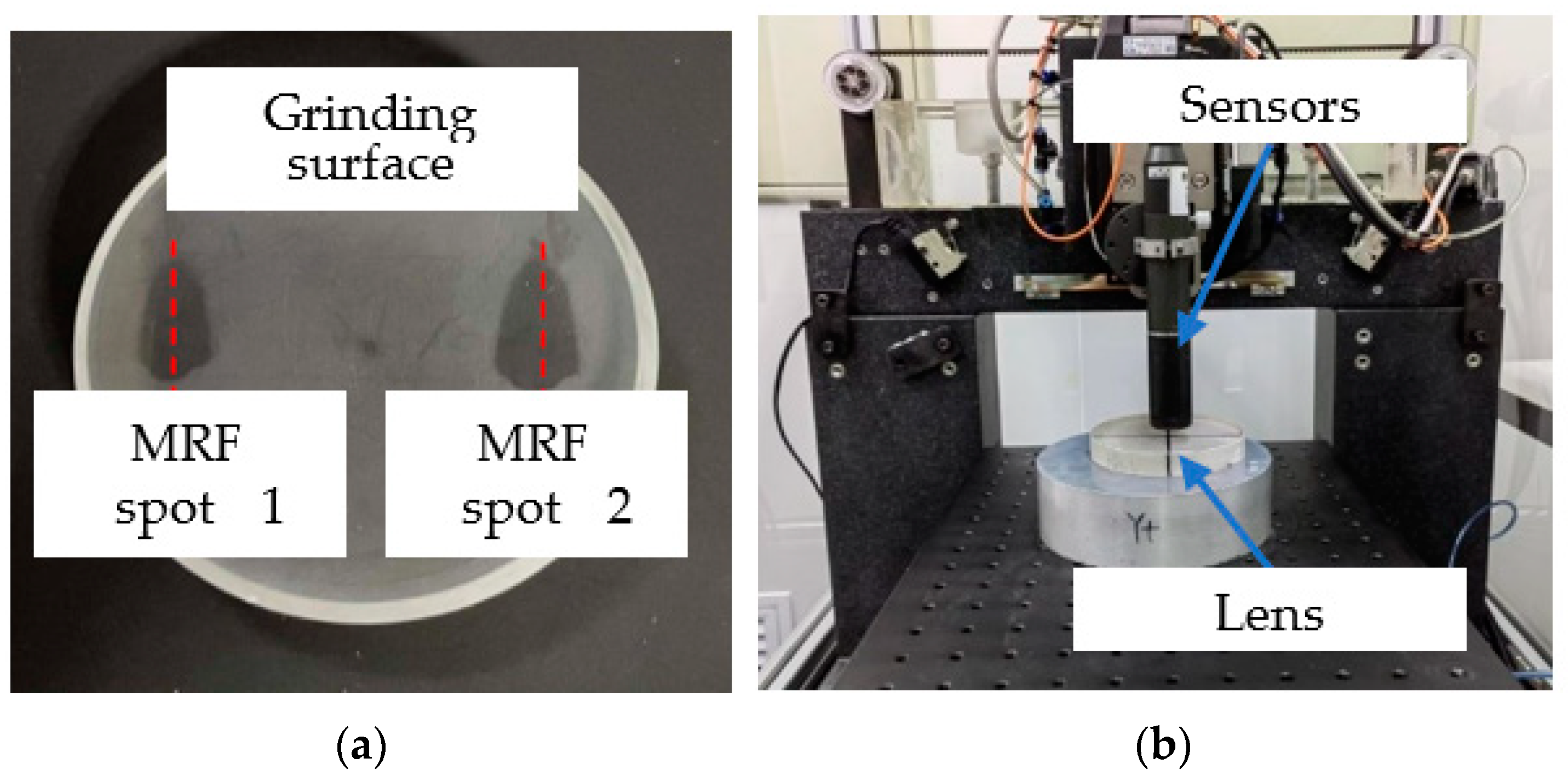
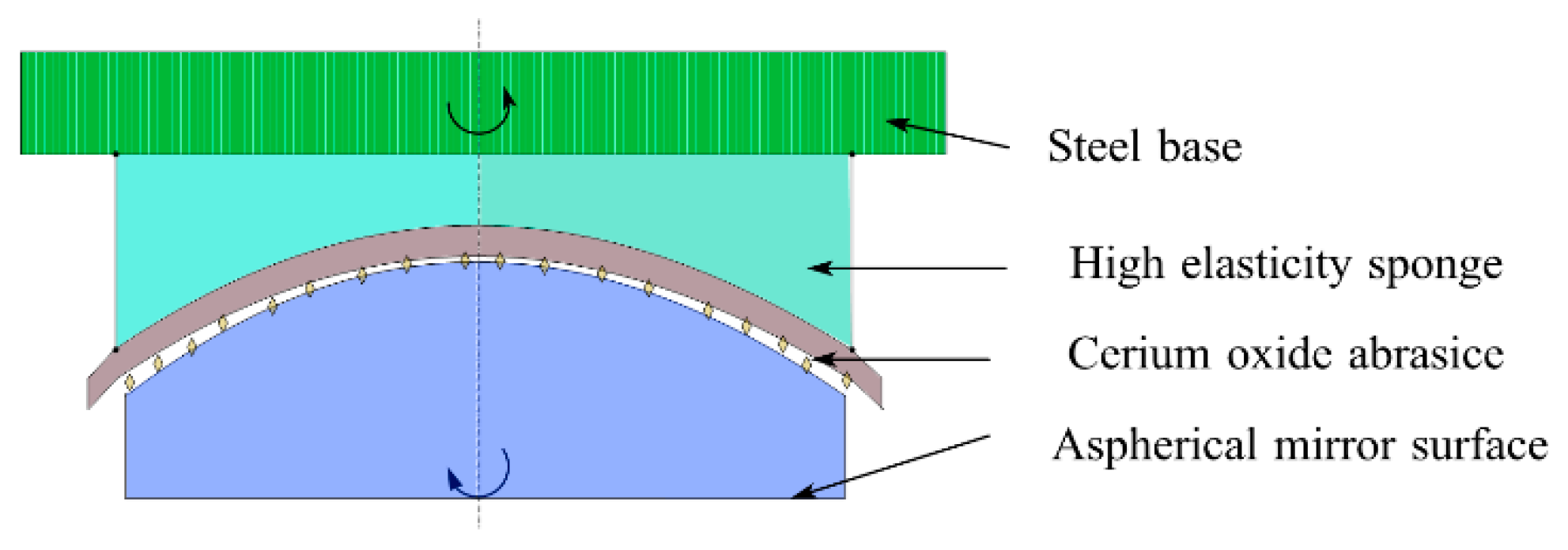
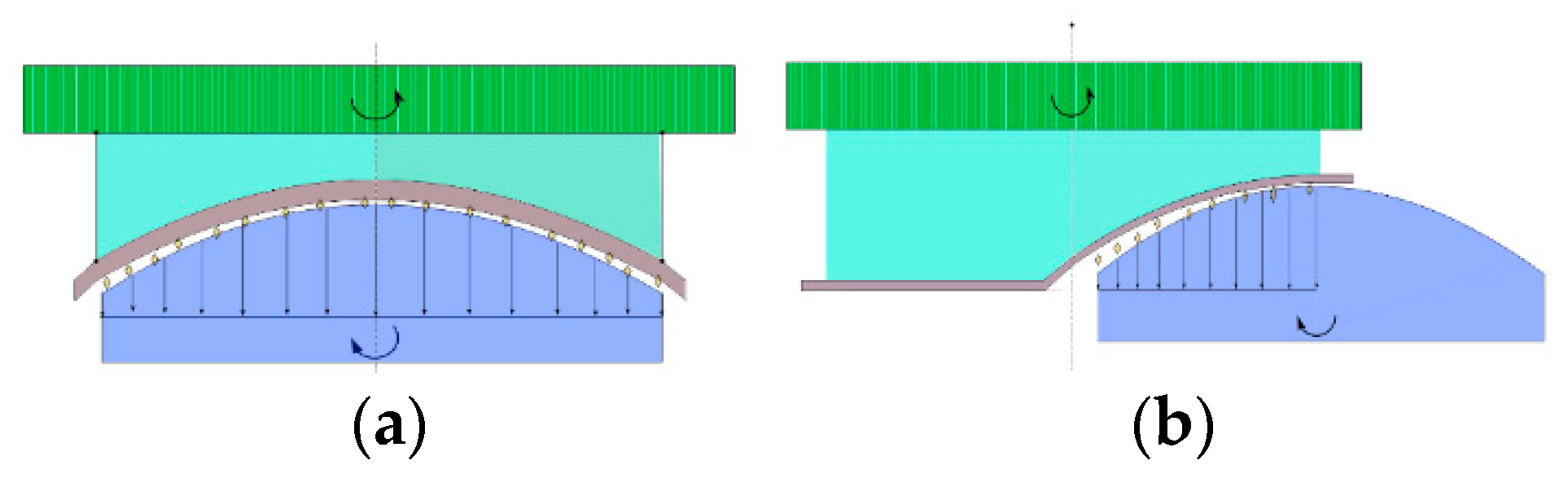
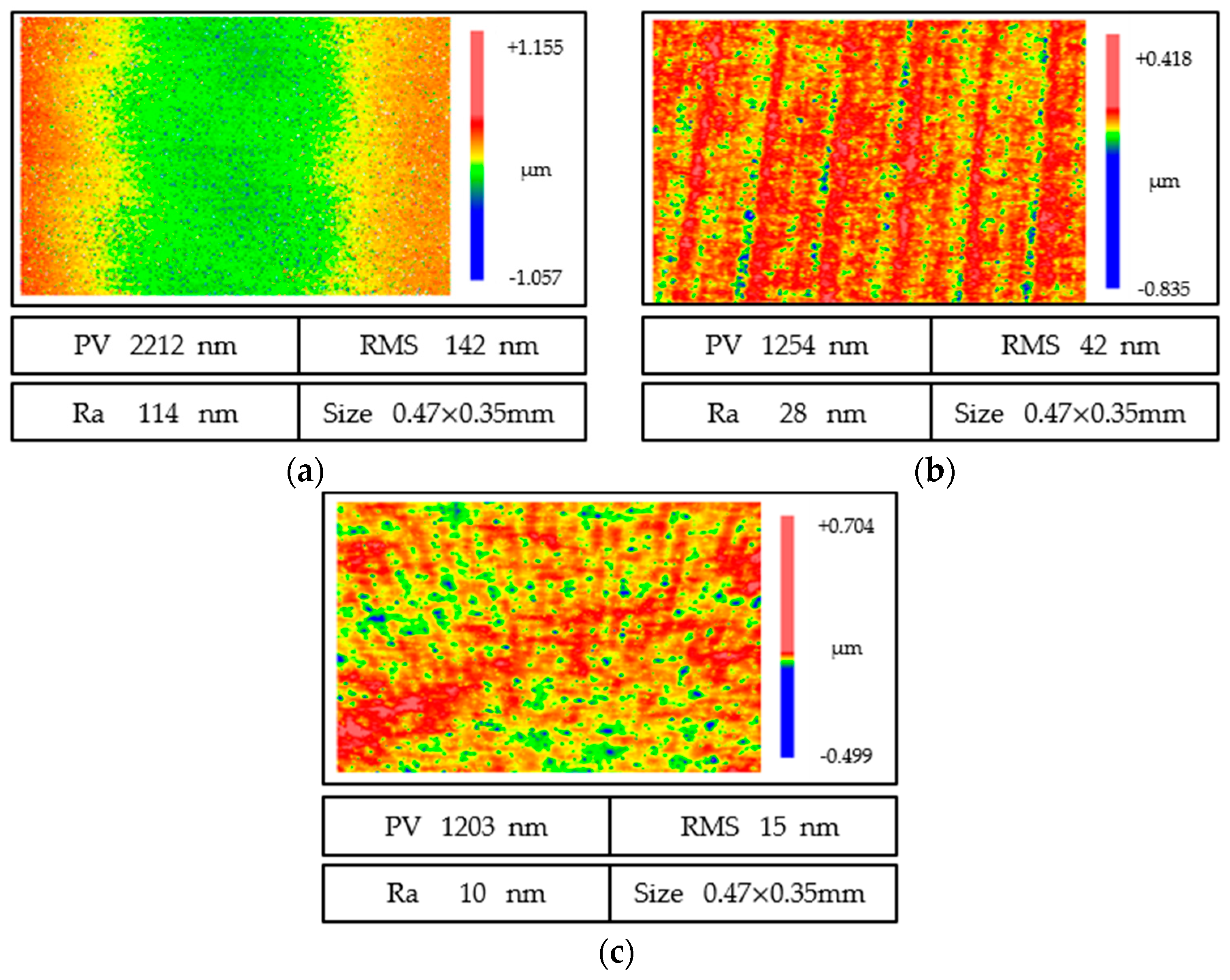
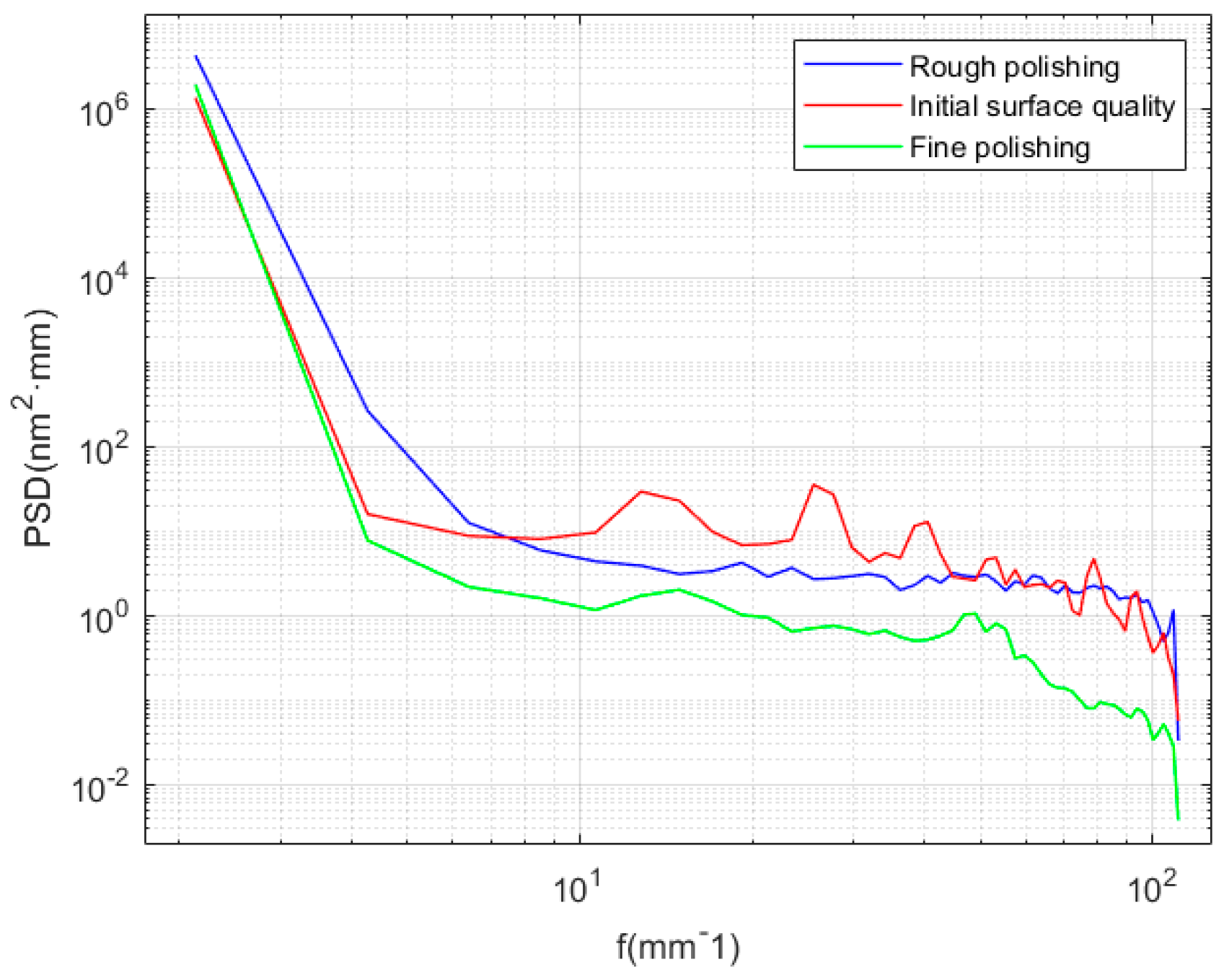
- In this study, an elastic adaptive fast polishing method was proposed, which suppressed the grinding marks produced in the grinding process, realized the fast polishing of the mirror surface, and solved the problem of the fast polishing of high-steepness and small-diameter aspheric surfaces. Moreover, the polishing process did not introduce new mid-spatial frequency errors.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peng, Y.; Shen, B.; Wang, Z.; Yang, P.; Yang, W.; Bi, G. Review on polishing technology of small-scale aspheric optics. Int. J. Adv. Manuf. Technol. 2021, 115, 965–987. [Google Scholar] [CrossRef]
- Wang, Z.; Shi, C.; Zhang, P.; Yang, Z. Recent Progress of Advanced Optical Manufacturing Technology. J. Mech. Eng. 2021, 57, 23–56. [Google Scholar]
- Zhu, W.L.; Beaucamp, A. Compliant grinding and polishing: A review. Int. J. Mach. Tools Manuf. 2020, 158, 103634. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Kasai, T.; Harvey, J.E. Scattering effects from residual optical fabrication errors. Int. Conf. Opt. Fabr. Test. 2006, 3, 3–9. [Google Scholar]
- Tamkin, J.M.; Milster, T.D. Effects of structured mid-spatial frequency surface errors on image performance. Appl. Opt. 2010, 49, 6522–6536. [Google Scholar] [CrossRef]
- Tomita, Y.; Eda, H. A study of the ultra precision grinding process on a magnetic disk substrate-development of new bonding materials for fixed abrasives of grinding stone. Wear 1996, 195, 74–80. [Google Scholar] [CrossRef]
- Chakrabarti, S.; Paul, S. Numerical modelling of surface topography in superabrasive grinding. Int. J. Adv. Manuf. Technol. 2008, 39, 29–38. [Google Scholar] [CrossRef]
- Kuriyagawa, T.; Yoshihara, N.; Saeki, M.; Syoji, K. Nano-Topography Characterization of Axisymmetrical Aspherical Ground Surfaces. Key Eng. Mater. 2003, 238–239, 125–130. [Google Scholar] [CrossRef]
- Chen, S.S.; Cheung, C.F.; Zhang, F.H. An experimental and theoretical analysis of surface generation in the ultra-precision grinding of hard and brittle materials. Int. J. Adv. Manuf. Technol. 2018, 97, 2715–2729. [Google Scholar] [CrossRef]
- Chen, B.; Li, S.; Deng, Z.; Guo, B.; Zhao, Q. Grinding marks on ultra-precision grinding spherical and aspheric surfaces. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 419–429. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, F.; Yan, J.; Su, Y.; Guo, R.; Liu, X.; Yang, L.; Ruch, E.; Li, S. Effects Analysis of Large Area Polishing Tool on Aspheric Surface Quality; SPIE: Bellingham, WA, USA, 2012; Volume 1900, p. 84160Y. [Google Scholar]
- Lee, H.; Kim, J.; Kang, H. Airbag tool polishing for aspherical glass lens molds. J. Mech. Sci. Technol. 2010, 115, 1–29. [Google Scholar] [CrossRef]
- Yin, S. Development on Synergistic Process and Machine Tools Integrated Inclined Axis Grinding and Magnetorheological Polishing for Small Aspheric Surface. J. Mech. Eng. 2018, 54, 205–211. [Google Scholar] [CrossRef]
- Nie, Q.; Zhang, J.; Hong, R.; Xue, J.M.; Wang, H. Development of morphable polishing tools with labyrinth and dimple textures. J. Mater. Processing Technol. 2022, 303, 117539. [Google Scholar] [CrossRef]
- Chen, B.; Luo, L.; Jiao, H.; Li, S.; Li, S.; Deng, Z.; Yao, H. Affecting factors, optimization, and suppression of grinding marks: A review. Int. J. Adv. Manuf. Technol. 2021, 115, 1–29. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, Y. Method to improve the surface shape of BK7 glass in full-aperture polishing. Appl. Opt. 2021, 60, 6910–6917. [Google Scholar] [CrossRef]
- Ohmori, H.; Katahira, K.; Naruse, T.; Uehara, Y.; Nakao, A.; Mizutani, M. Microscopic Grinding Effects on Fabrication of Ultra-fine Micro Tools. CIRP Ann. 2007, 56, 569–572. [Google Scholar] [CrossRef]
- Yin, S.H.; Xu, Z.Q.; Yu, J.W. The Composite Ultra-Precision Processing Technology for the Small Aspheric Mould of Stainless Steel. Adv. Mater. Res. 2012, 497, 176–179. [Google Scholar] [CrossRef]
- Mwssner, W. Magnetorheological finishing is pushed to new extremes: With the development of a 10 mm wheel, the concave radius limit of magnetorheological finishing (MRF) technology has been extended to new lows. Laser Focus World 2020, 56, 70–80. [Google Scholar]
- Nie, X.; Li, S.; Hu, H.; Li, Q. Control of mid-spatial frequency errors considering the pad groove feature in smoothing polishing process. Appl. Opt. 2014, 53, 6332–6339. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Z.W. Advanced polishing, grinding and finishing processes for various manufacturing applications: A review. Mater. Manuf. Processes 2020, 35, 1279–1303. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Number | Grain Size (μm) | Size Range (μm) | Wheel Speed (rpm) | Workpiece Speed (rpm) | Grinding Depth (μm) | Feed Speed (mm/min) |
|---|---|---|---|---|---|---|
| 01 | D27 | 25–30 | 2635 | 30 | 5 | 3 |
| 02 | 40 | |||||
| 03 | 50 | |||||
| 04 | 60 | |||||
| 05 | 70 | |||||
| 06 | 2721 | 50 | 3 | |||
| 07 | 2871 | 3 | ||||
| 08 | 2635 | 50 | 2 | |||
| 09 | 4 |
| Test Number | Grinding Parameters | |||
|---|---|---|---|---|
| Cutting Depth Ae (μm) | Grinding Wheel Speed Vc (m/s) | Feed Speed V (mm/min) | Grinding Wheel Type | |
| 1 | 1 | 27.2 | 2.5 | 1000# Electroplated grinding wheel |
| 2 | 3 | |||
| 3 | 5 | |||
| 4 | 10 | |||
| 5 | 1 | 17.8 | 2000# Resin grinding wheel | |
| 6 | 21.9 | |||
| 7 | 26.2 | |||
| 8 | 30.4 | |||
| 9 | 27.2 | 1.5 | ||
| 10 | 2 | |||
| 11 | 2.5 | |||
| 12 | 3 | |||
| Parameters | Rough Polishing | Fine Polishing |
|---|---|---|
| Speed of polishing tool (rpm) | 300 | 300 |
| Workpiece speed (rpm) | 30 | 30 |
| Concentration of polishing solution | 50% Cerium oxide | 33% Cerium oxide |
| Polishing path △X (mm) | 8 | 8 mm |
| Pressing depth (mm) | 7 | 5 mm |
| Feed speed (mm/min) | 60 | 60 |
| Number of cycles | 20 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, J.; Peng, X.; Hu, H.; Lai, T. A Method of Restraining the Adverse Effects of Grinding Marks on Small Aperture Aspheric Mirrors. Micromachines 2022, 13, 1421. https://doi.org/10.3390/mi13091421
Bao J, Peng X, Hu H, Lai T. A Method of Restraining the Adverse Effects of Grinding Marks on Small Aperture Aspheric Mirrors. Micromachines. 2022; 13(9):1421. https://doi.org/10.3390/mi13091421
Chicago/Turabian StyleBao, Jiahui, Xiaoqiang Peng, Hao Hu, and Tao Lai. 2022. "A Method of Restraining the Adverse Effects of Grinding Marks on Small Aperture Aspheric Mirrors" Micromachines 13, no. 9: 1421. https://doi.org/10.3390/mi13091421