
Production-Process Simulation and Life-Cycle Assessment of Metakaolin as Supplementary Cementitious Material


Abstract
:1. Introduction
2. Materials and Methods
2.1. Process Modeling of MK Production
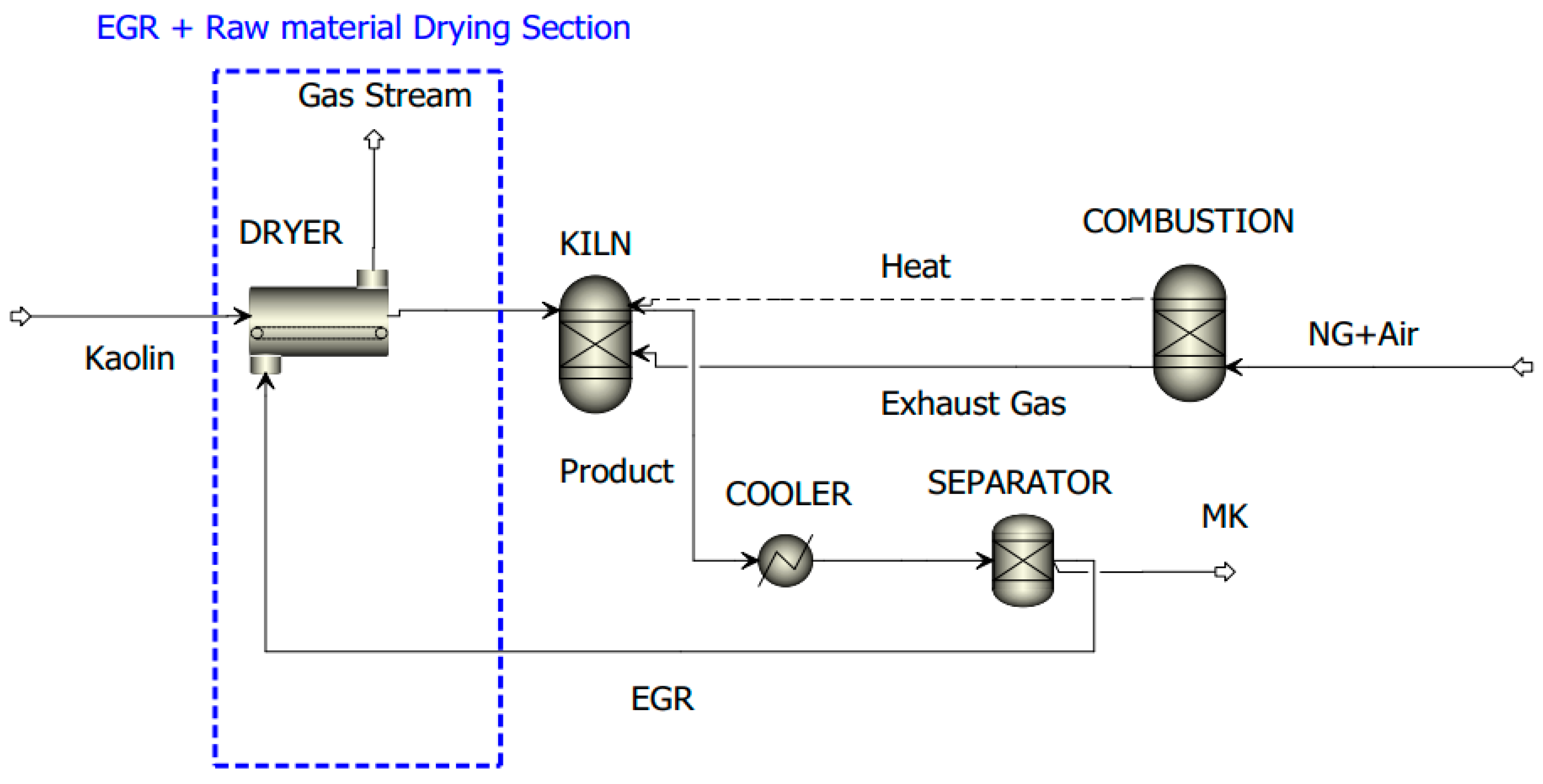
2.1.1. MK Production Process Model with NG Combustion (MK-NG Configuration)
Baseline Model
- Ambient atmospheric pressure conditions at each stage;
- Ambient temperature (25 °C) for the inlet streams of raw kaolinite and CH4;
- MK is treated as a mixture of Al2O3 and SiO2;
- The raw material that reacts to form MK consists only of kaolinite (also defined as pure kaolin) (Al2O3⋅2SiO2⋅2H2O). Other substances that kaolin rock may contain are considered negligible;
- The raw-meal particle distribution has not been considered (MIXCISLD stream classes);
- A uniform calcination temperature is considered in the kiln.
EGR+ Raw-Material Drying Model (EGR Model)
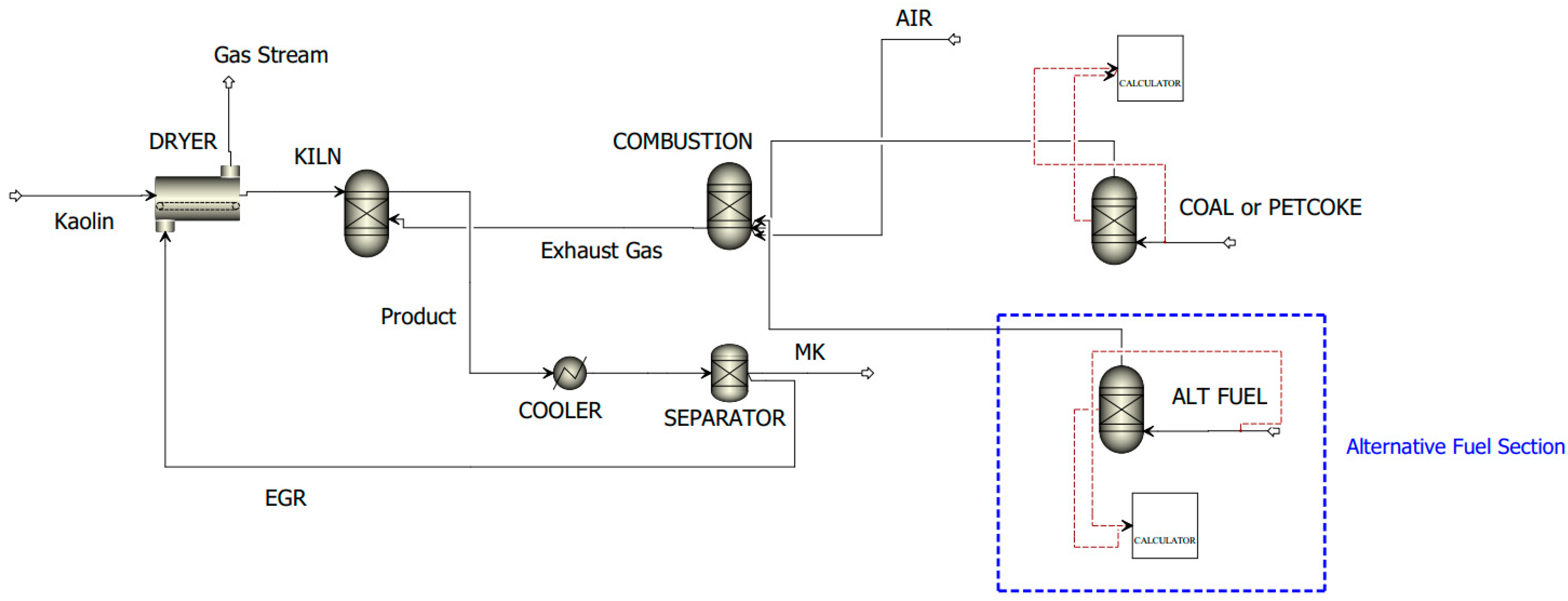
2.1.2. MK Production with Solid-Fuel Combustion (MK-SF Configuration)
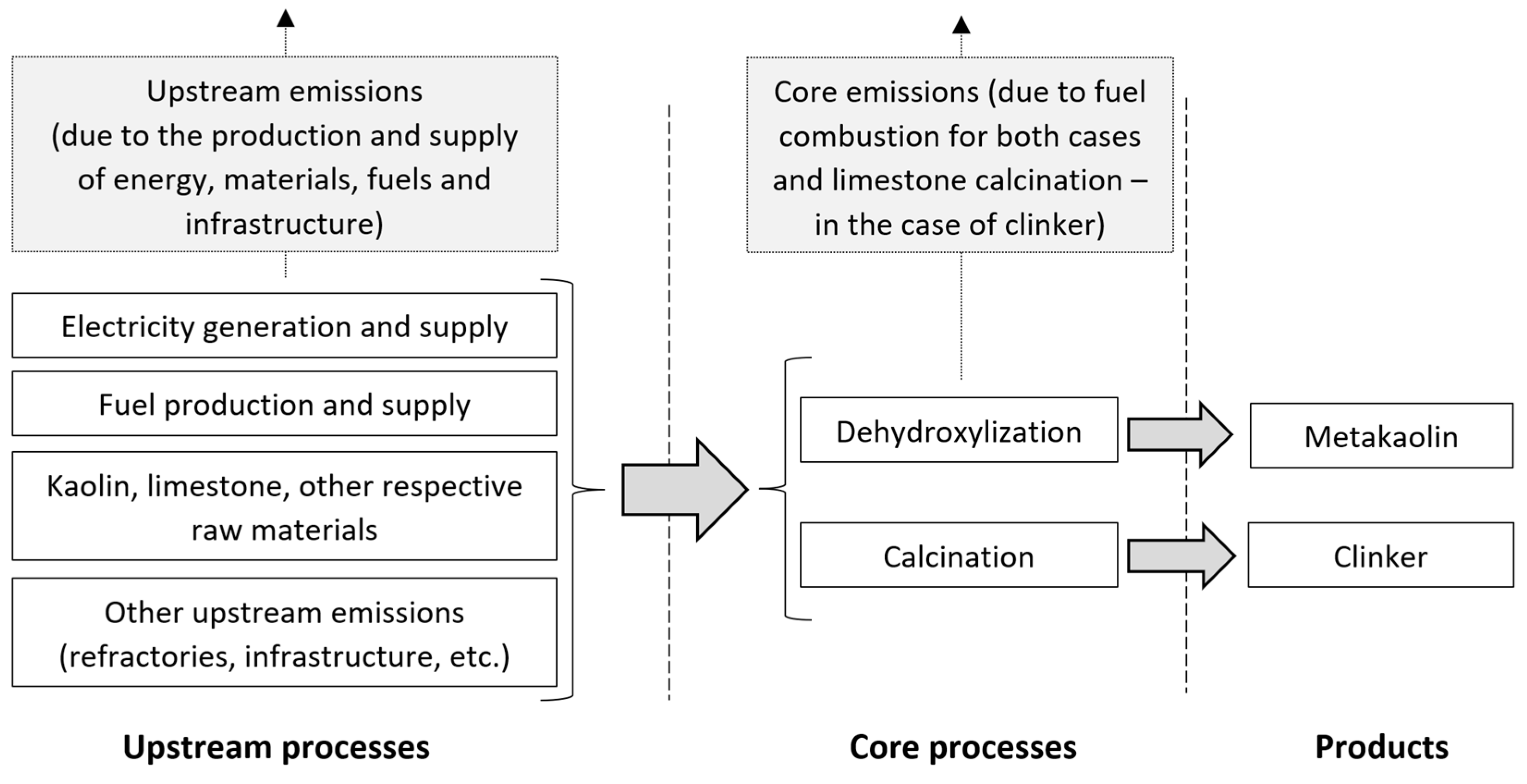
2.2. LCA Modeling
- The main database that was used for the simulations is the Ecoinvent library, version 3.8 (released in November 2021);
- The impact assessment method used to provide the evaluation results is the IPCC 2021 method (v.1.00). It is the successor to the IPCC 2013 method, which was developed by the Intergovernmental Panel on Climate Change. It contains the Global Warming Potential (GWP) climate change factors of the IPCC, with a timeframe of 100 years.
- It is assumed that the same rotary kiln is utilized and that all other electricity consumptions remain constant. The refractory, the cement plant and the industrial machines are assumed to be the same as in the case of clinker.
- For MK production with NG combustion, fuel consumption is assigned to natural gas, even though pure methane has been used for the process simulations.
- –
- 0.4 TWh (6%) through Sidirokastro (on the Greece–Bulgaria border), from which Russian natural gas enters;
- –
- 0.3 TWh (5%) from Kipoi in Evros (on the Greece–Turkey border), from where quantities from the Turkish gas market mix arrive;
- –
- 1.7 TWh (28%) through Nea Mesimvria, the interconnection point of ESFA with the TAP pipeline that transports Azeri natural gas;
- –
- 3.7 TWh (61%) via Agia Triada (opposite Revythoussa Island), importing LNG (liquefied natural gas).
- Emissions during the mining of natural gas are the same (in analogy) as in the case of Russia.
- Emissions during the transportation of natural gas are the same (in analogy) as in the case of Russia.
- 40.5% NG combustion;
- 11.4% lignite combustion;
- 19.2% wind power;
- 11.5% hydroelectric power;
- 7.0% oil combustion;
- 9.3% solar power;
- 1.1% biomass combustion.
3. Results
3.1. Process-Modeling Results
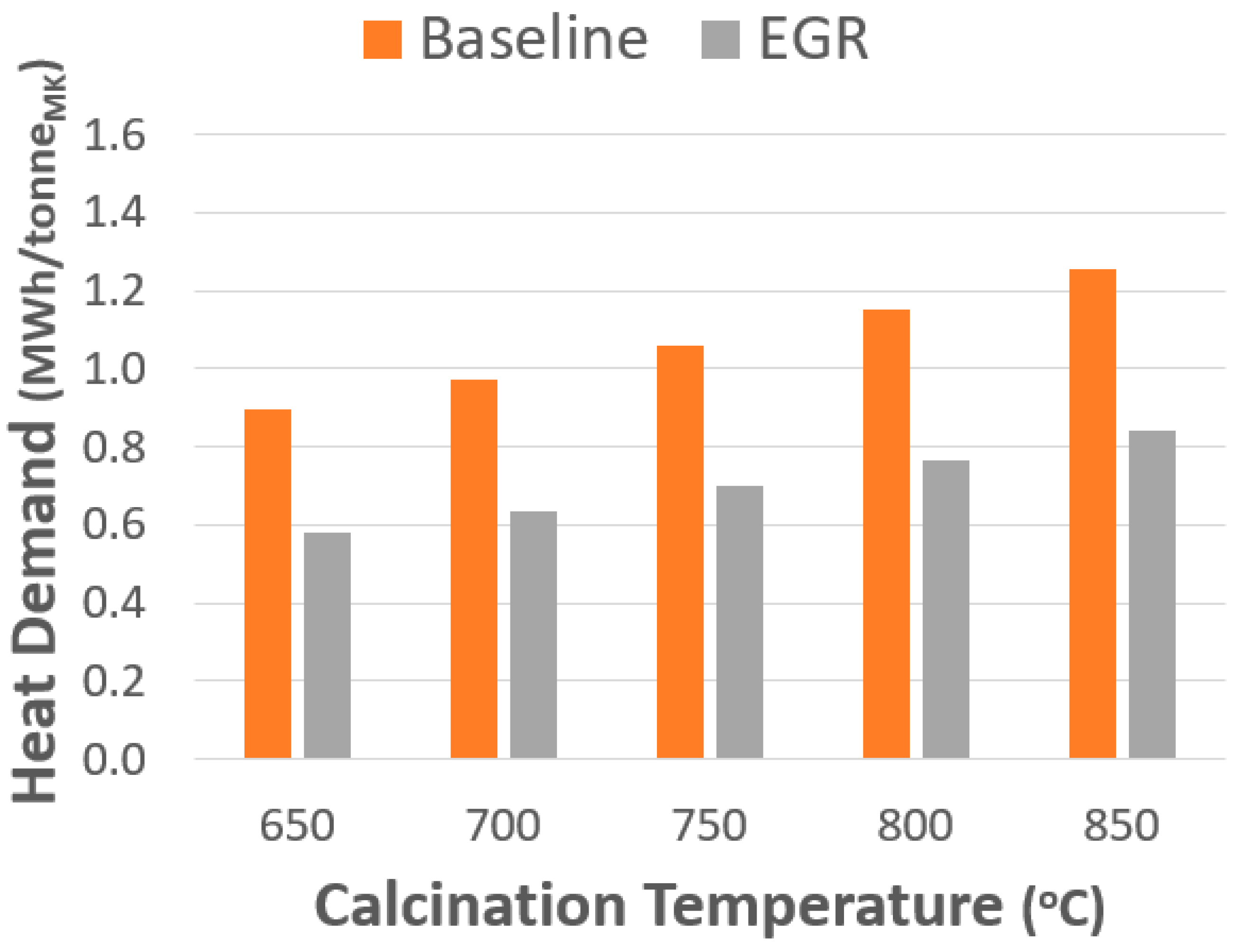
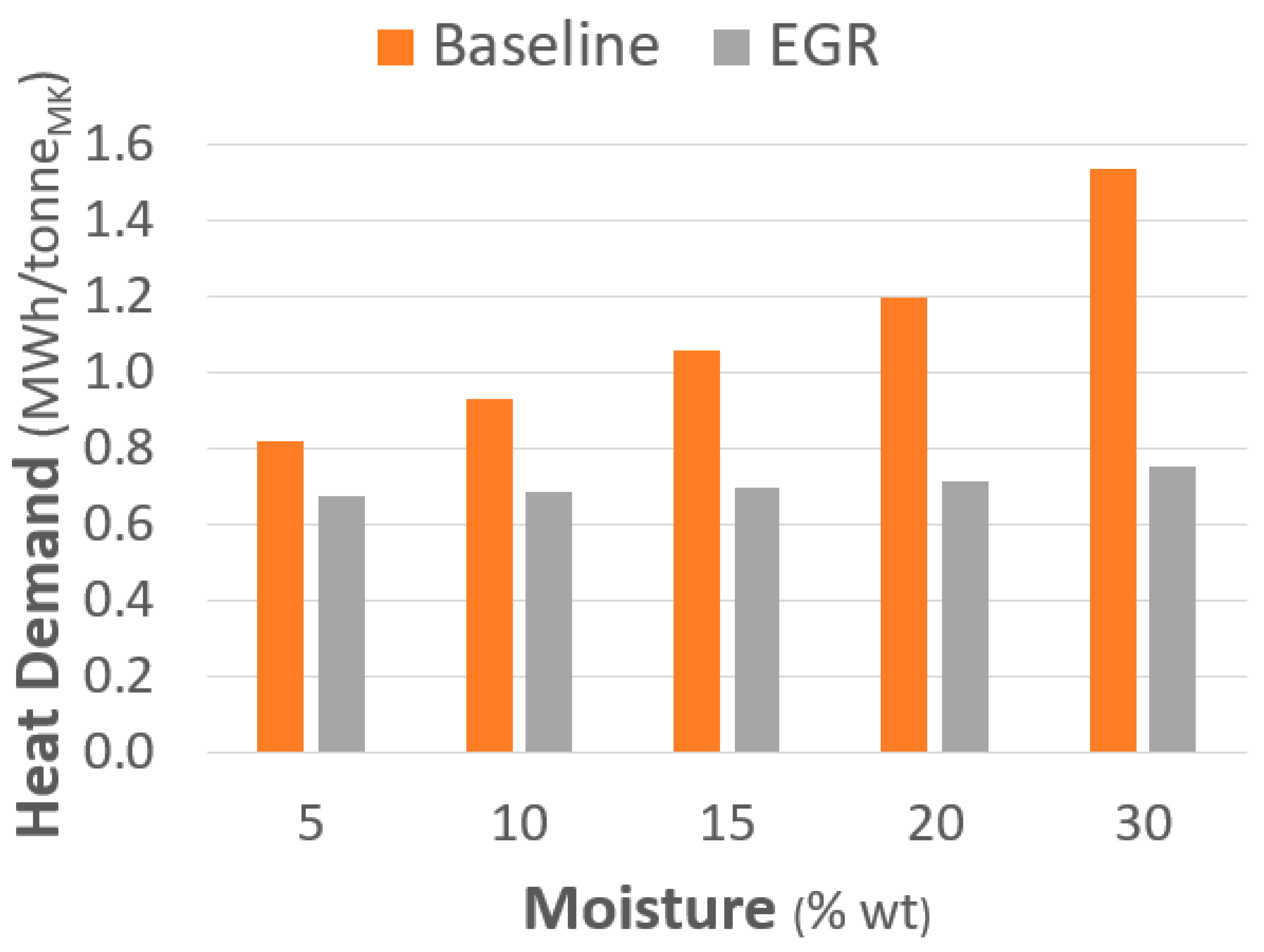
3.1.1. Heat-Demand Predictions. Parametric Studies
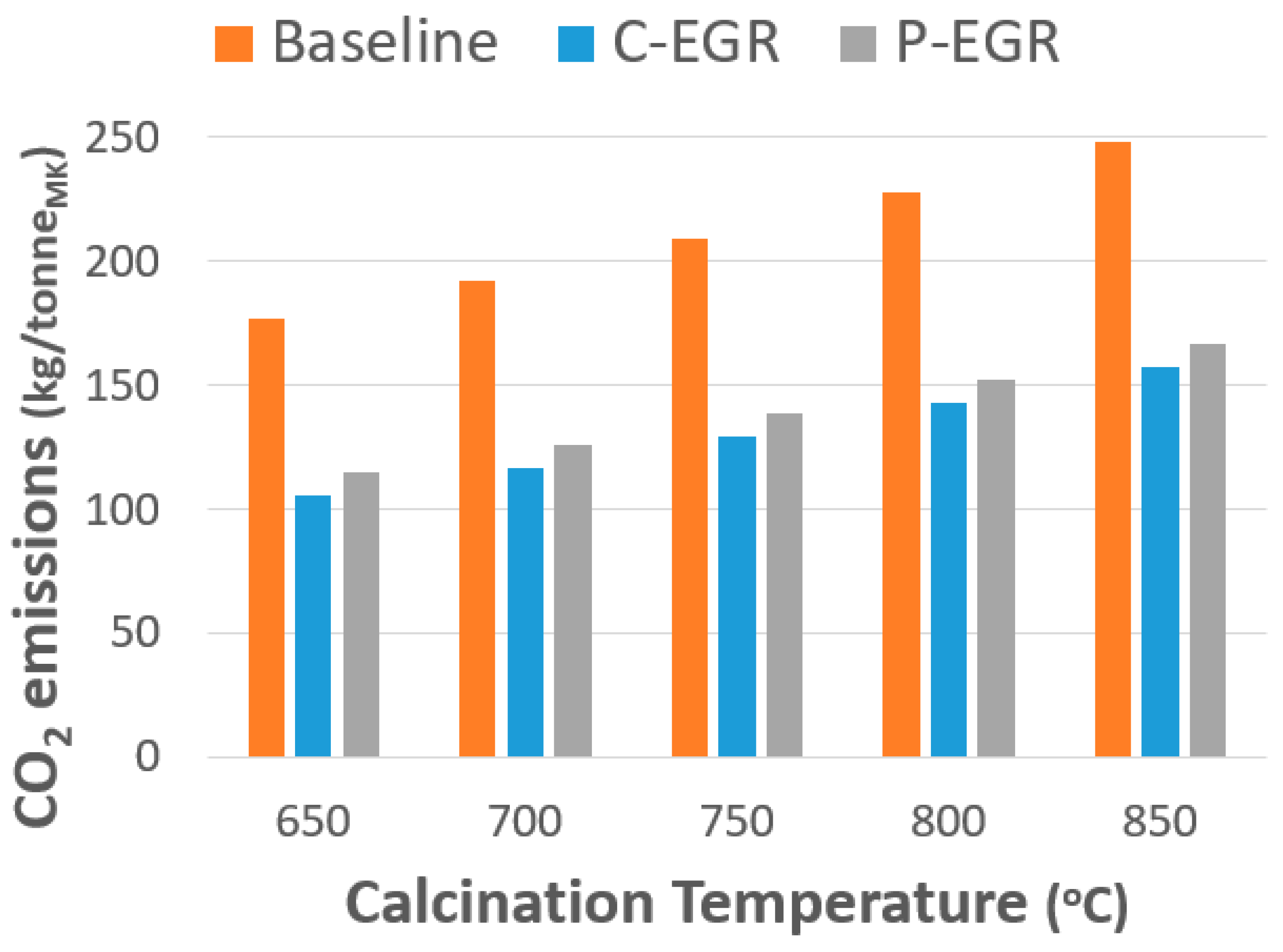
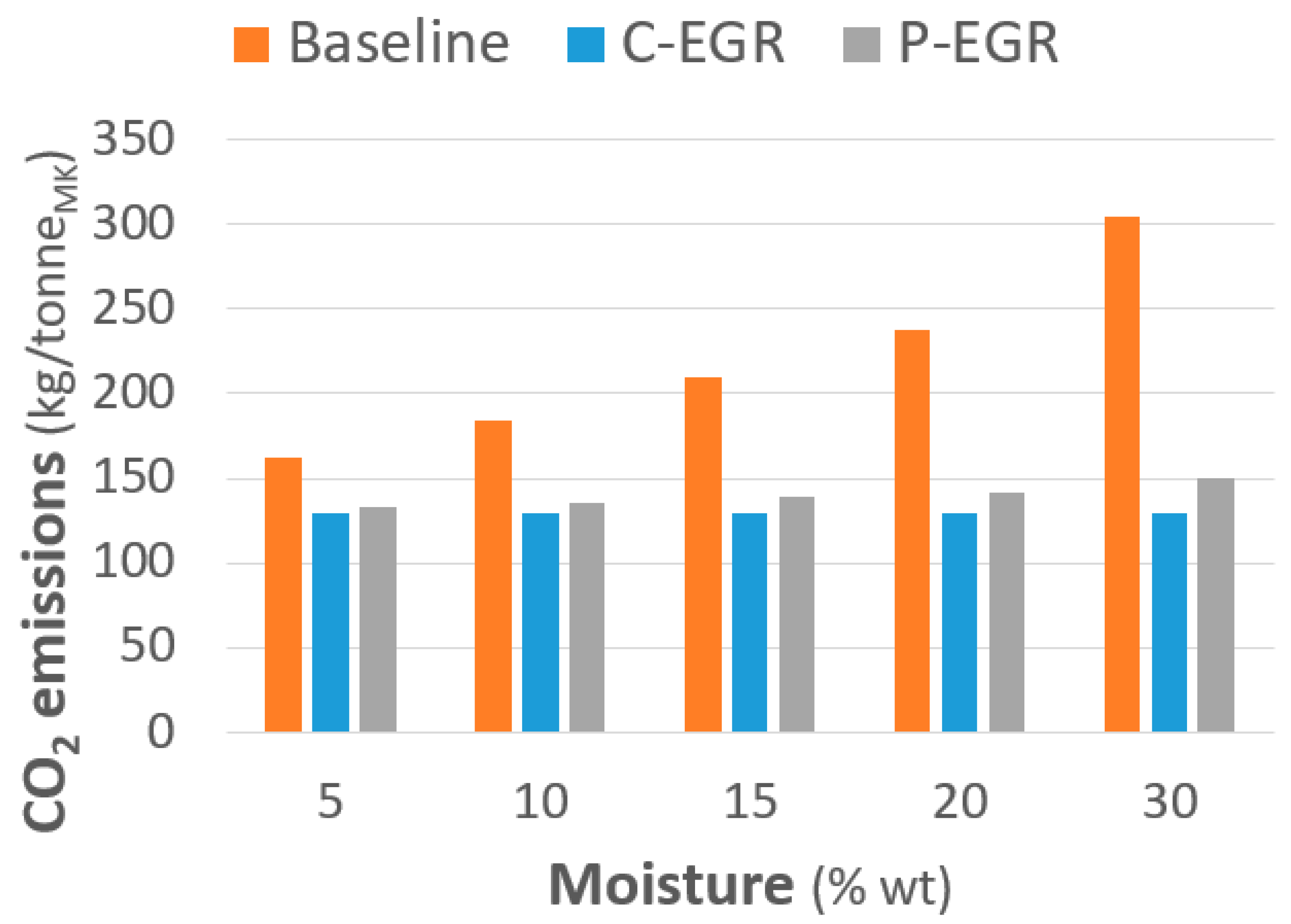
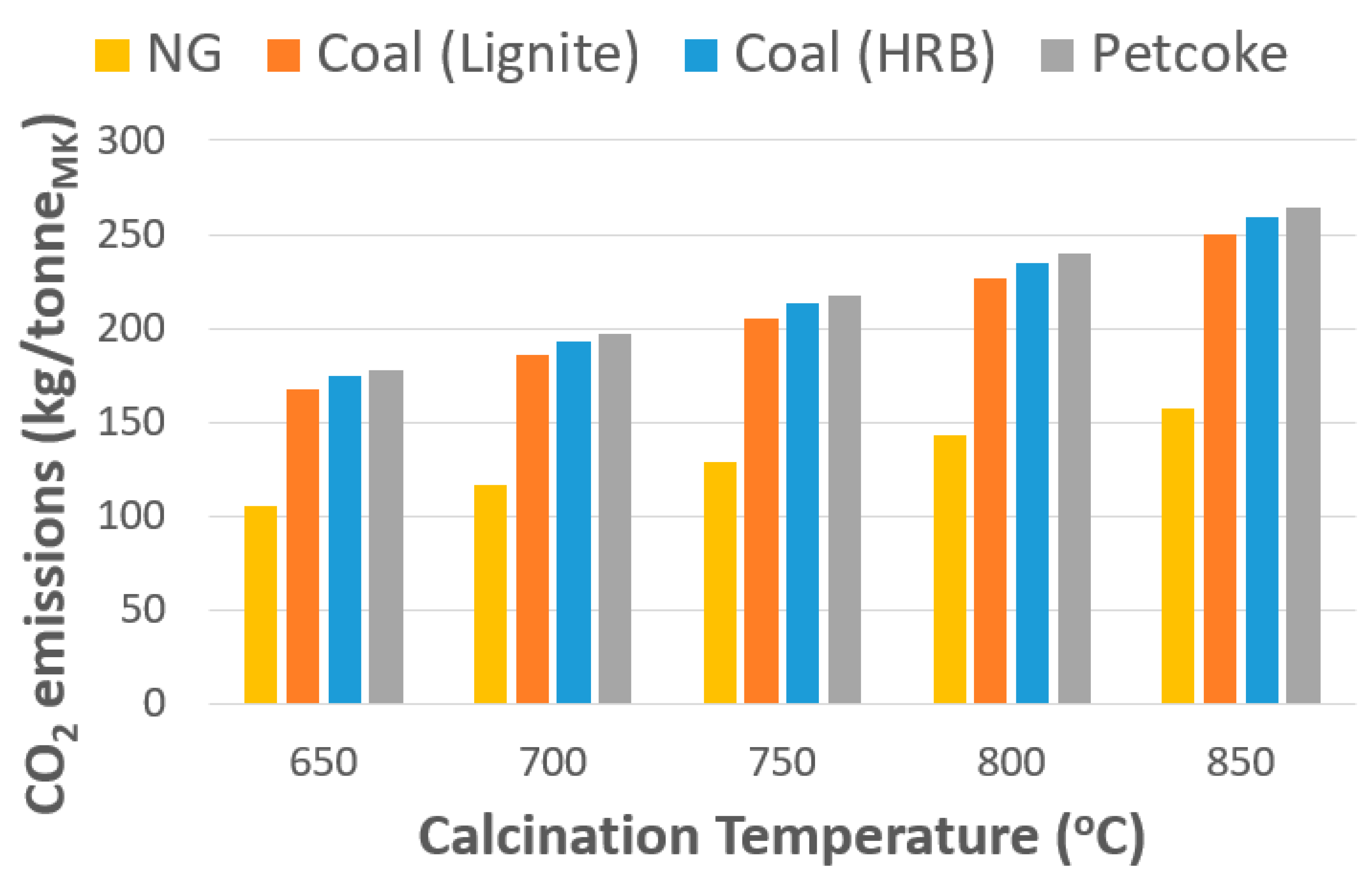
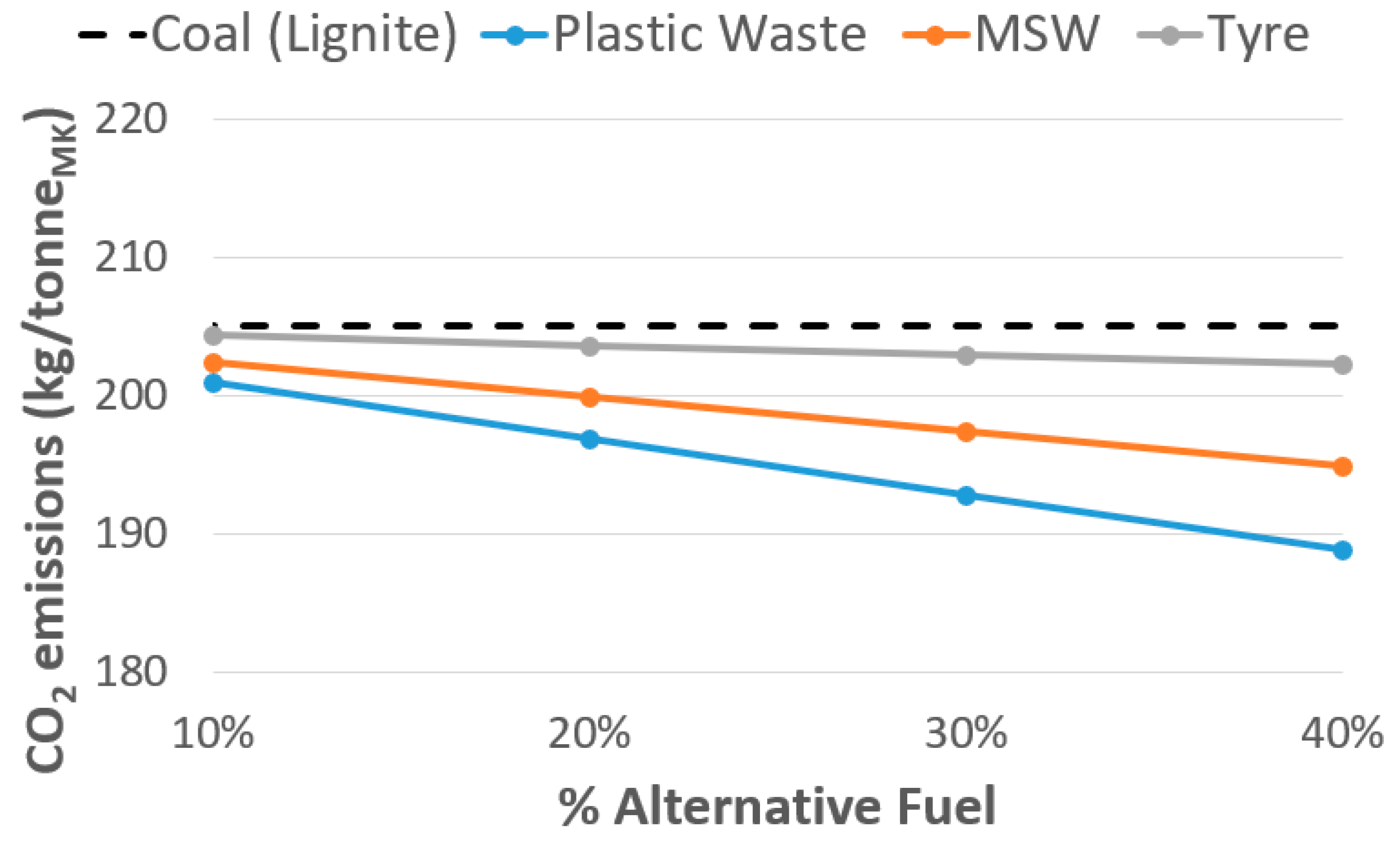
3.1.2. CO2 Emissions. Parametric Studies
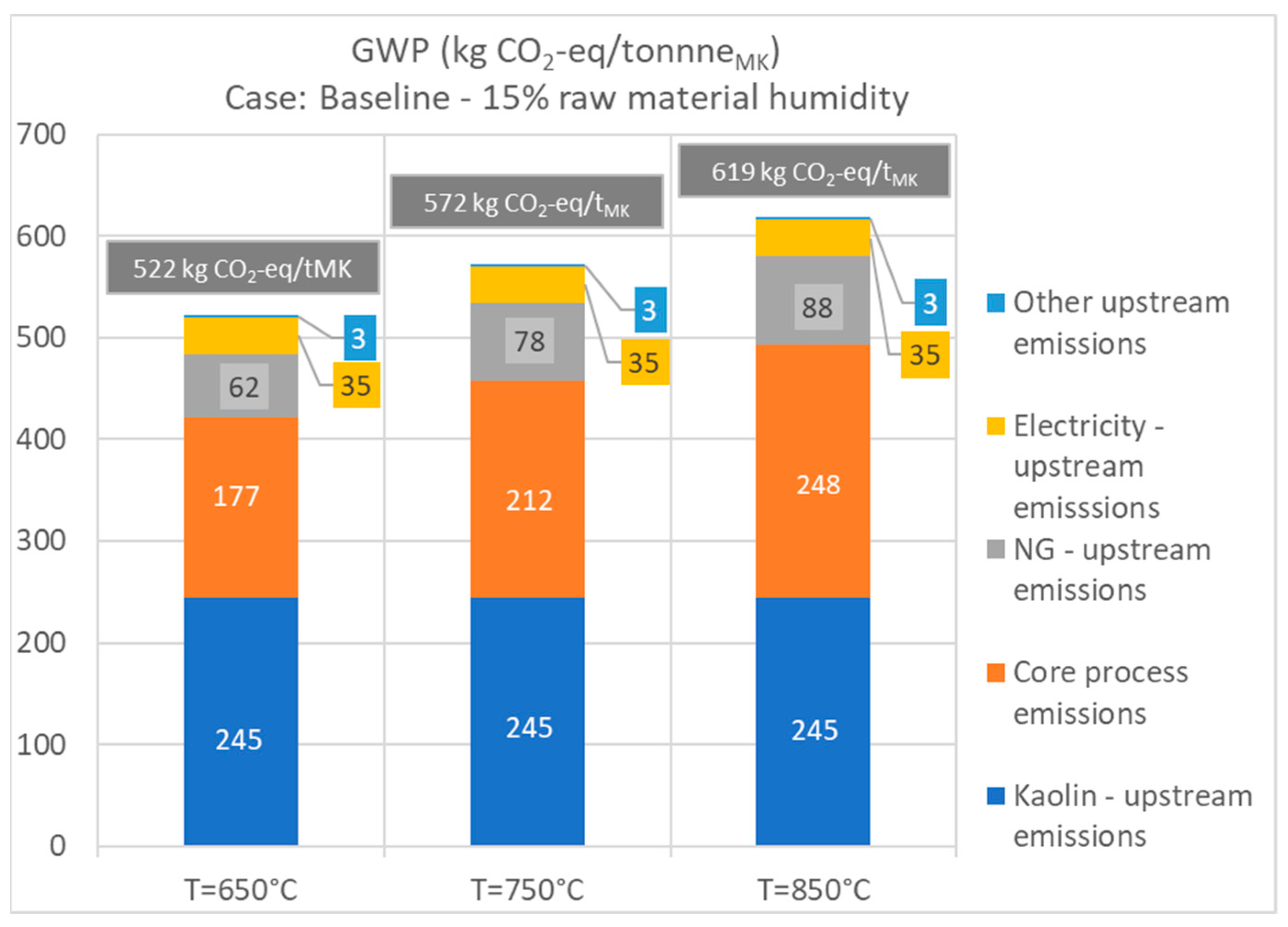
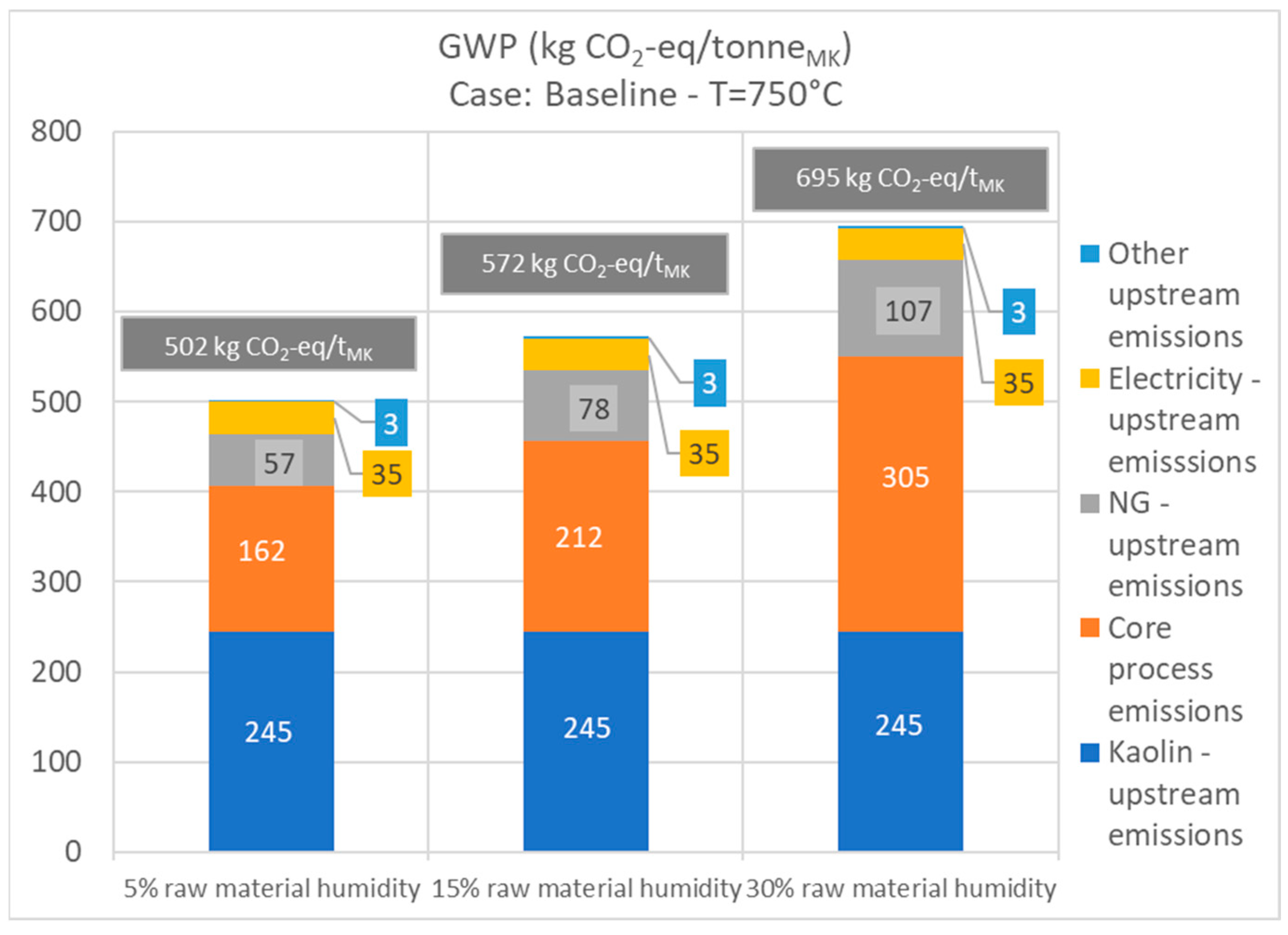
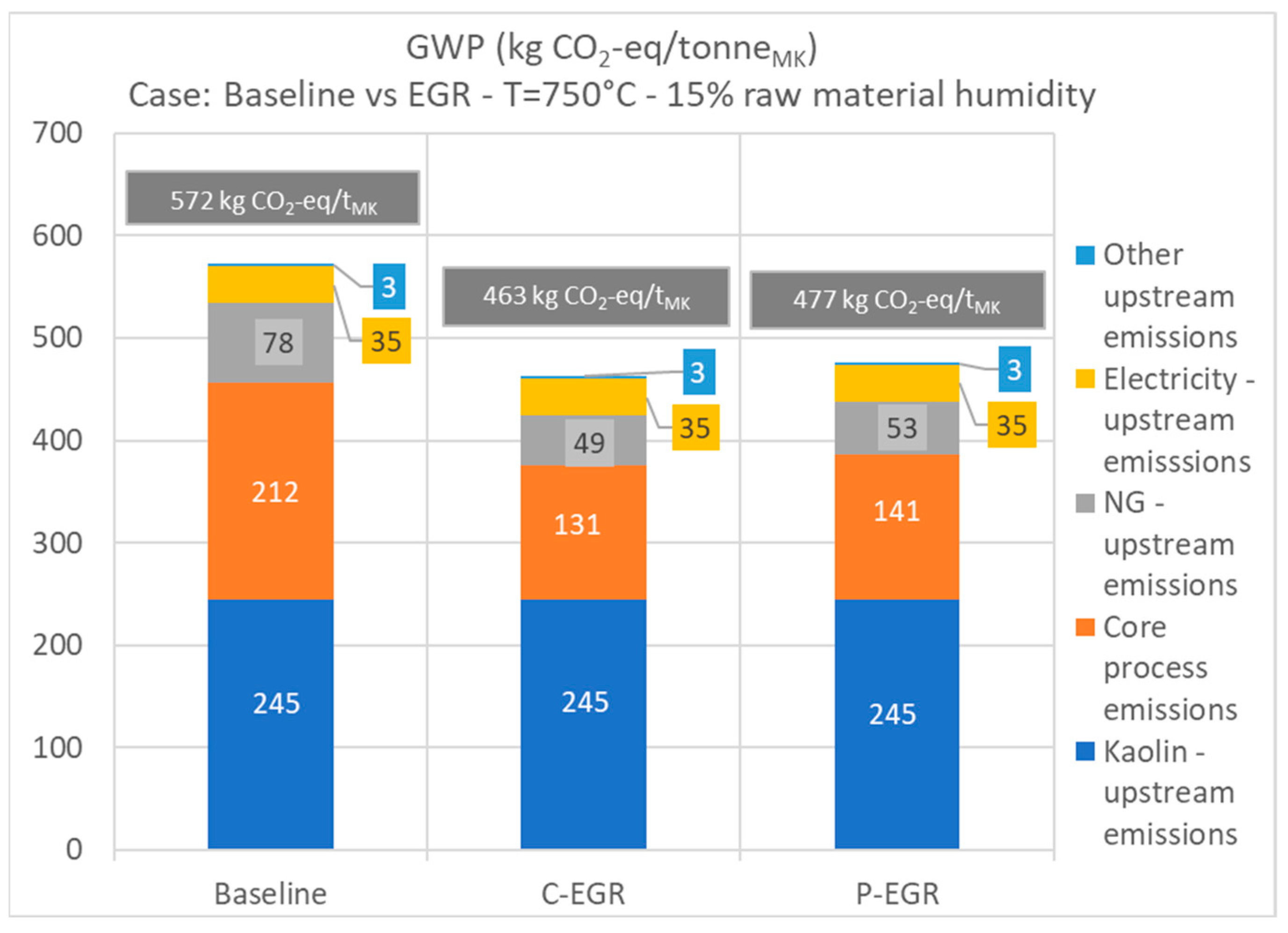
3.2. LCA Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- European Commission. The European Green Deal. Brussels, 11 December 2019. Available online: https://ec.europa.eu/info/strategy/priorities-2019–2024/european-green-deal_en (accessed on 21 December 2022).
- The European Cement Association CEMBUREAU. Cementing the European Green Deal. Reaching Climate Neutrality along the Cement and Concrete Value Chain by 2050. Available online: https://cembureau.eu/media/kuxd32gi/cembureau-2050-roadmap_final-version_web.pdf (accessed on 21 December 2022).
- International Energy Agency (IEA). Technology Roadmap—Low-Carbon Transition in the Cement Industry; IEA: Paris, France, 2018; Available online: https://www.iea.org/reports/technology-roadmap-low-carbon-transition-in-the-cement-industry (accessed on 21 December 2022).
- Georgiopoulou, M.; Lyberatos, G. Life Cycle Assessment of the Use of Alternative Fuels in Cement Kilns: A Case Study. J. Environ. Manag. 2018, 216, 224–234. [Google Scholar] [CrossRef] [PubMed]
- Teklay, A.; Yin, C.; Rosendahl, L. Flash Calcination of Kaolinite Rich Clay and Impact of Process Conditions on the Quality of the Calcines: A Way to Reduce CO2 Footprint from Cement Industry. Appl. Energy 2016, 162, 1218–1224. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable Cement Production-Present and Future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Mokrzycki, E.; Uliasz-Bochenczyk, A. Alternative Fuels for the Cement Industry. Appl. Energy 2003, 74, 95–100. [Google Scholar] [CrossRef]
- Rashad, A.M. Metakaolin as Cementitious Material: History, Scours, Production and Composition—A Comprehensive Overview. Constr. Build. Mater. 2013, 41, 303–318. [Google Scholar] [CrossRef]
- Singh, M.; Garg, M. Reactive Pozzolana from Indian Clays-Their Use in Cement Mortars. Cem. Concr. Res. 2006, 36, 1903–1907. [Google Scholar] [CrossRef]
- Fernandez, R.; Martirena, F.; Scrivener, K.L. The Origin of the Pozzolanic Activity of Calcined Clay Minerals: A Comparison between Kaolinite, Illite and Montmorillonite. Cem. Concr. Res. 2011, 41, 113–122. [Google Scholar] [CrossRef]
- Sabir, B.B.; Wild, S.; Bai, J. Metakaolin and Calcined Clays as Pozzolans for Concrete: A Review. Cem. Concr. Compos. 2001, 23, 441–454. [Google Scholar] [CrossRef]
- Ilić, B.R.; Mitrović, A.A.; Miličić, L.R. Thermal Treatment of Kaolin Clay to Obtain Metakaolin. Hem. Ind. 2010, 64, 351–356. [Google Scholar] [CrossRef] [Green Version]
- Phinnie, R.; Graham, K.; Graham, K.; Aycock, B. Method of Producing Metakaolin. U.S. Patent 7,628,850 B2, 8 December 2009. [Google Scholar]
- Bakera, A.T.; Alexander, M.G. Use of Metakaolin as a Supplementary Cementitious Material in Concrete, with a Focus on Durability Properties. RILEM Tech. Lett. 2019, 4, 89–102. [Google Scholar] [CrossRef] [Green Version]
- Pruett, R.J. Kaolin Deposits and Their Uses: Northern Brazil and Georgia, USA. Appl. Clay Sci. 2016, 131, 3–13. [Google Scholar] [CrossRef]
- Almenares, R.S.; Vizcaíno, L.M.; Damas, S.; Mathieu, A.; Alujas, A.; Martirena, F. Industrial Calcination of Kaolinitic Clays to Make Reactive Pozzolans. Case Stud. Constr. Mater. 2017, 6, 225–232. [Google Scholar] [CrossRef]
- Dumani, Z.; Mapiravana, J. Metakaolin as an Alternative Ordinary Portland Cement Extender. In Proceedings of the OUT-OF-THE-BOX Human Settlements Conference, CSIR, Pretoria, South Africa, 24–25 October 2018. [Google Scholar]
- Davidovits, J. Environmental Implications and Life Cycle Assessment LCA of Geopolymers. In Proceedings of the Geopolymer Camp 2015, CSIR, Saint Quentin, France, 6–8 July 2015; Available online: https://geopolymer.org/fichiers/gpcamp-2015/Davidovits%20-%20Environmental%20implications%20and_Life%20Cycle%20Assessment%20LCA%20of%20geopolymers.pdf (accessed on 15 December 2022).
- Habert, G.; D’Espinose De Lacaillerie, J.B.; Roussel, N. An Environmental Evaluation of Geopolymer Based Concrete Production: Reviewing Current Research Trends. J. Clean. Prod. 2011, 19, 1229–1238. [Google Scholar] [CrossRef]
- Heath, A.; Paine, K.; McManus, M. Minimising the Global Warming Potential of Clay Based Geopolymers. J. Clean. Prod. 2014, 78, 75–83. [Google Scholar] [CrossRef] [Green Version]
- McLellan, B.C.; Williams, R.P.; Lay, J.; van Riessen, A.; Corder, G.D. Costs and Carbon Emissions for Geopolymer Pastes in Comparison to Ordinary Portland Cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef] [Green Version]
- Fawer, M.; Concannon, M.; Rieber, W. LCI for the Production of Sodium Silicate Life Cycle Inventories for the Production of Sodium Silicates. Int. J. LCA 1999, 4, 207–212. [Google Scholar] [CrossRef] [Green Version]
- Salas, D.A.; Ramirez, A.D.; Ulloa, N.; Baykara, H.; Boero, A.J. Life Cycle Assessment of Geopolymer Concrete. Constr. Build. Mater. 2018, 190, 170–177. [Google Scholar] [CrossRef]
- Marinković, S.; Dragaš, J.; Ignjatović, I.; Tošić, N. Environmental Assessment of Green Concretes for Structural Use. J. Clean. Prod. 2017, 154, 633–649. [Google Scholar] [CrossRef] [Green Version]
- Voultsos, I.; Katsourinis, D.; Giannopoulos, D.; Founti, M. Integrating LCA with Process Modeling for the Energetic and Environmental Assessment of a CHP Biomass Gasification Plant: A Case Study in Thessa-ly, Greece. Eng. Adv. Eng. 2020, 1, 2–30. [Google Scholar] [CrossRef]
- Alifieris, O.; Katsourinis, D.; Giannopoulos, D.; Founti, M. Process Simulation and Life Cycle Assessment of Ceramic Pigment Production: A Case Study of Green Cr2O3. Processes 2021, 9, 1731. [Google Scholar] [CrossRef]
- Kaante, U.; Zevenhoven, R.; Backman, R.; Hupa, M. Cement manufacturing using alternative fuels and the advantages of process modelling. Fuel Process. Technol. 2004, 85, 293–301. [Google Scholar] [CrossRef]
- Zhang, Y.; Cao, S.X.; Shao, S.; Chen, Y.; Liu, S.L.; Zhang, S.S. Aspen Plus-Based Simulation of a Cement Calciner and Optimization Analysis of Air Pollutants Emission. Clean Technol. Environ. Policy 2011, 13, 459–468. [Google Scholar] [CrossRef]
- Kaddatz, K.T.; Rasul, M.G.; Rahman, A. Alternative Fuels for Use in Cement Kilns: Process Impact Model-ling. In Proceedings of the Procedia Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2013; Volume 56, pp. 413–420. [Google Scholar]
- Rahman, A.; Rasul, M.G.; Khan, M.M.K.; Sharma, S. Aspen plus Based Simulation for Energy Recovery from Waste to Utilize in Cement Plant Preheater Tower. In Proceedings of the Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; Volume 61, pp. 922–927. [Google Scholar]
- Rahman, A.; Rasul, M.G.; Khan, M.M.K.; Sharma, S.C. Assessment of Energy Performance and Emission Control Using Alternative Fuels in Cement Industry through a Process Model. Energies 2017, 10, 1996. [Google Scholar] [CrossRef] [Green Version]
- Hasanbeigi, A.; Price, L.; Lin, E. Emerging Energy-Efficiency and CO2 Emission-Reduction Technologies for Cement and Concrete Production: A Technical Review. Renew. Sustain. Energy Rev. 2012, 16, 6220–6238. [Google Scholar] [CrossRef] [Green Version]
- Granados, D.A.; Chejne, F.; Mejía, J.M.; Gómez, C.A.; Berrío, A.; Jurado, W.J. Effect of Flue Gas Recirculation during Oxy-Fuel Combustion in a Rotary Cement Kiln. Energy 2014, 64, 615–625. [Google Scholar] [CrossRef]
- Buckley, T.J. Calculation of Higher Heating Values of Biomass Materials and Waste Components from Elemental Analyses. Resour. Conserv. Recycl. 1991, 5, 329–341. [Google Scholar] [CrossRef]
- Yi, L.; Feng, J.; Qin, Y.H.; Li, W.Y. Prediction of Elemental Composition of Coal Using Proximate Analysis. Fuel 2017, 193, 315–321. [Google Scholar] [CrossRef]
- Commandre, J.-M.; Salvador, S.; Sylvain, S.; Commandré, J.-M.; Salvador, S. Lack of Correlation between the Properties of a Petroleum Coke and Its Behaviour during Combustion. Fuel Process. Technol. 2005, 86, 795–808. [Google Scholar] [CrossRef] [Green Version]
- Giannopoulos, D.; Founti, M. Parametric comparative analysis of lifetime energy demand and CO2-eq savings of a SOFC m-CHP unit. In Proceedings of the European Fuel Cell Forum 2011, Lucerne, The Switzerland, 28 June–1 July 2011; Chapter 16. pp. 47–67. [Google Scholar]
- Silva, D.A.L.; Nunes, A.O.; Moris, V.A.d.S.; Piekarski, C.M.; Rodrigues, T.O. How important is the LCA software tool you choose Comparative results from GaBi, openLCA, SimaPro and Umberto. In Proceedings of the VII Conferencia Internacional de Análisis de Ciclo de Vida en Latinoamérica (CILCA) 2017, Medellín, Colombia, 12–15 June 2017; pp. 1–6. Available online: https://www.researchgate.net/publication/318217178_ (accessed on 1 February 2023).
- DEPA-Commercial. Available online: Https://Www.Depa.Gr/ (accessed on 15 December 2022).
- DAPEEP—Administrator of Renewable Energy Sources and Guarantees of Origin. Available online: Https://Www.Dapeep.Gr/ (accessed on 15 December 2022).
- Hanein, T.; Thienel, K.C.; Zunino, F.; Marsh, A.T.M.; Maier, M.; Wang, B.; Canut, M.; Juenger, M.C.G.; ben Haha, M.; Avet, F.; et al. Clay Calcination Technology: State-of-the-Art Review by the RILEM TC 282-CCL. Mater. Struct. Mater. Et Constr. 2022, 55, 3. [Google Scholar] [CrossRef]
- Wu, Z.H.; Hu, Y.J.; Lee, D.J.; Mujumdar, A.S.; Li, Z.Y. Dewatering and Drying in Mineral Processing Industry: Potential for Innovation. Dry. Technol. 2010, 28, 834–842. [Google Scholar] [CrossRef]
- NLK. Ecosmart Concrete Project: Metakaolin Pre-Feasibility Study; NLK Consultants Inc.: Vancouver, BC, Canada, 2002. [Google Scholar]
- Martínez, J.C.; (Cemex Research Group AG, Brügg, Switzerland). Personal communication, 2020.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuel | Coal (HRB) | Coal (Lignite) | Petcoke | Tires | MSW | Plastic Waste |
|---|---|---|---|---|---|---|
| Proximate analysis (wt. % dry basis) | ||||||
| Moisture | 0 | 0 | 0 | 0.62 | 31.2 | 0.6 |
| Ash | 7.40 | 6.09 | 1.25 | 4.81 | 35.17 | 0.4 |
| Volatile Matter | 27.60 | 47.01 | 12.63 | 67.06 | 64.83 | 94.77 |
| Fixed Carbon | 65.00 | 46.90 | 86.12 | 28.13 | 0 | 4.83 |
| Elemental analysis (wt. % dry basis) | ||||||
| C | 82.26 | 66.68 | 87.05 | 84.39 | 34.88 | 77.02 |
| H | 4.77 | 4.88 | 3.89 | 7.13 | 4.65 | 12.14 |
| N | 1.01 | 2.82 | 2.03 | 0.24 | 1.02 | 0 |
| S | 0.83 | 0.38 | 4.05 | 0.01 | 0.15 | 1.09 |
| Cl O | 0 3.73 | 0 19.16 | 0 2.43 | 1.24 2.18 | 1.02 23.11 | 0 4.92 |
| Heating Value (MJ/kg) | 33.9 | 26.6 | 34.8 | 37.8 | 15.4 | 41.5 |
| MK (All Cases) | Clinker |
|---|---|
| Fuel consumption (PM, O) On-site emissions (PM)) Electricity consumption (O) Upstream processes/emissions (E) | Fuel consumption (E, O) On-site emissions (E) Electricity consumption (O) Upstream processes/emissions (E) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tasiopoulou, T.; Katsourinis, D.; Giannopoulos, D.; Founti, M. Production-Process Simulation and Life-Cycle Assessment of Metakaolin as Supplementary Cementitious Material. Eng 2023, 4, 761-779. https://doi.org/10.3390/eng4010046
Tasiopoulou T, Katsourinis D, Giannopoulos D, Founti M. Production-Process Simulation and Life-Cycle Assessment of Metakaolin as Supplementary Cementitious Material. Eng. 2023; 4(1):761-779. https://doi.org/10.3390/eng4010046
Chicago/Turabian StyleTasiopoulou, Theodora, Dimitrios Katsourinis, Dimitrios Giannopoulos, and Maria Founti. 2023. "Production-Process Simulation and Life-Cycle Assessment of Metakaolin as Supplementary Cementitious Material" Eng 4, no. 1: 761-779. https://doi.org/10.3390/eng4010046