
Experimental Investigation on Bio-Machining of Nickel, Titanium and Nitinol (Shape Memory Alloys) Using Acidithiobacillus ferrooxidans Microorganisms
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Bio-machining Mechanism
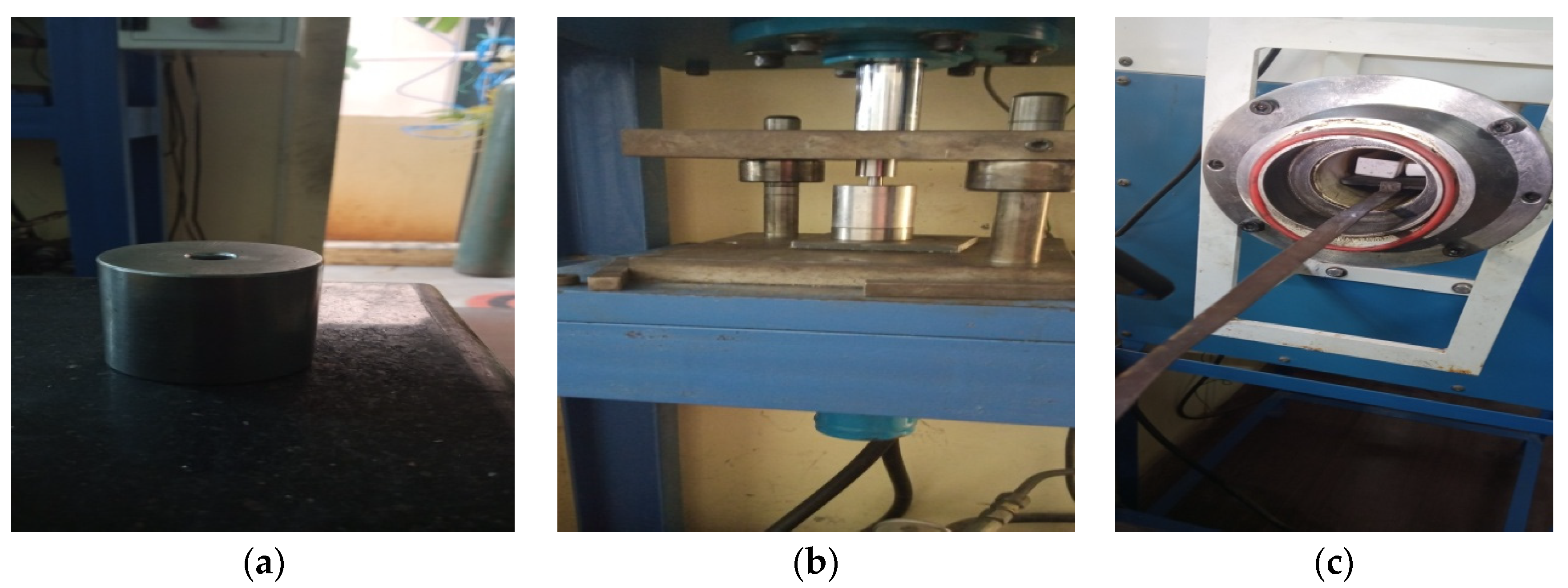
2.2. Preparation of Shape Memory Alloys (SMA)
2.3. Preparation of Acidithiobacillus ferrooxidans Microorganisms
3. Results
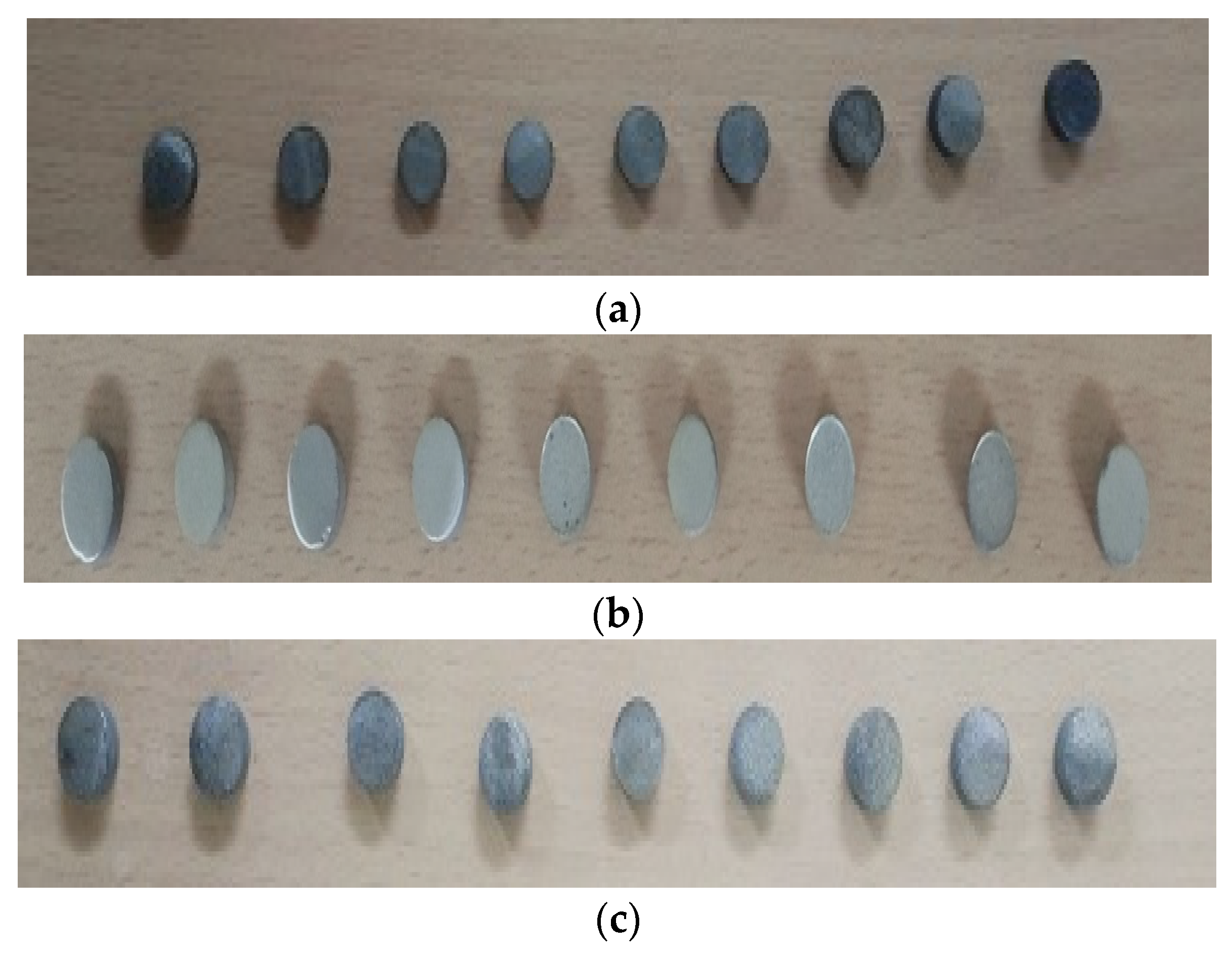
Bio-Machining Process
4. Results and Discussion
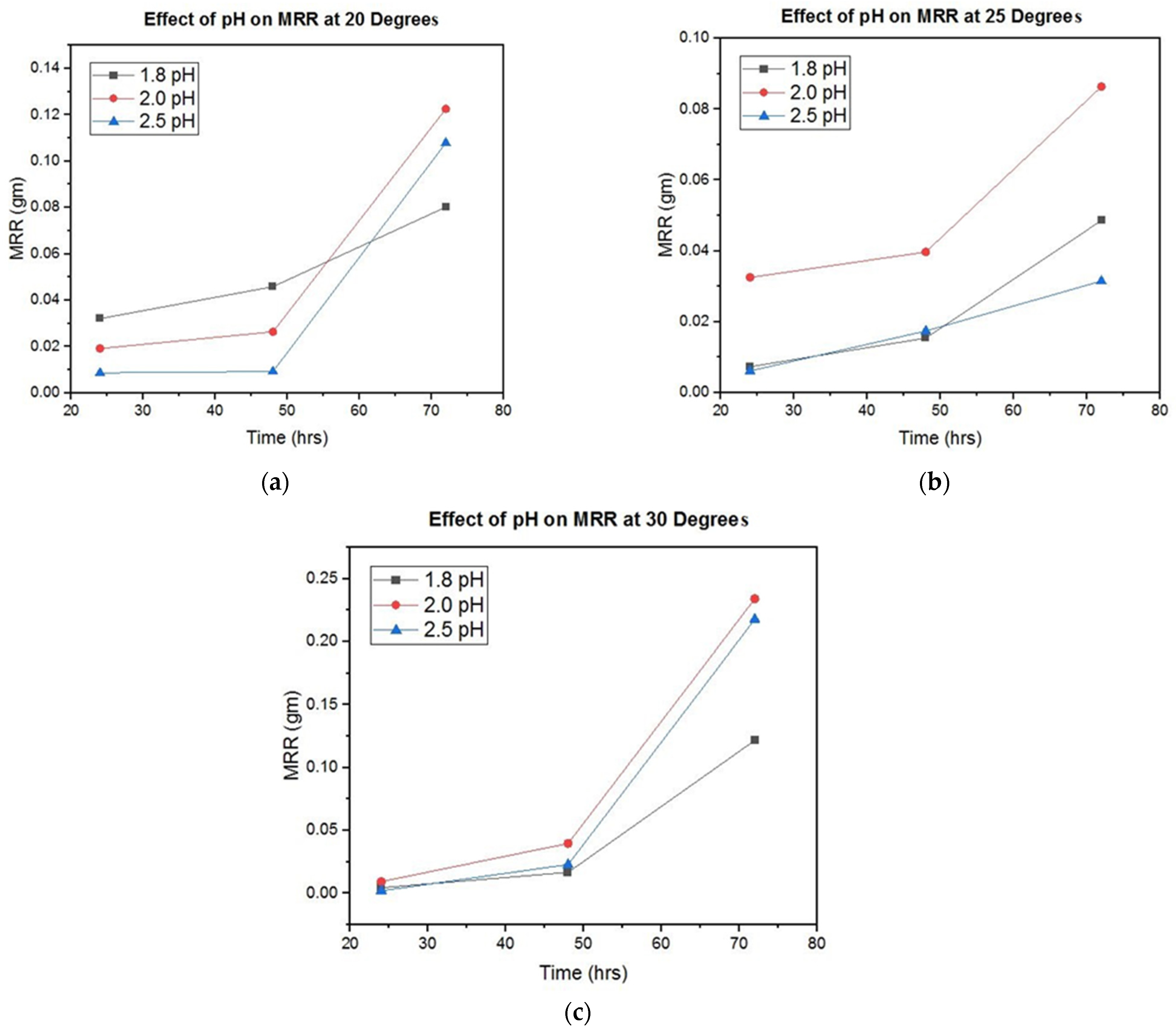
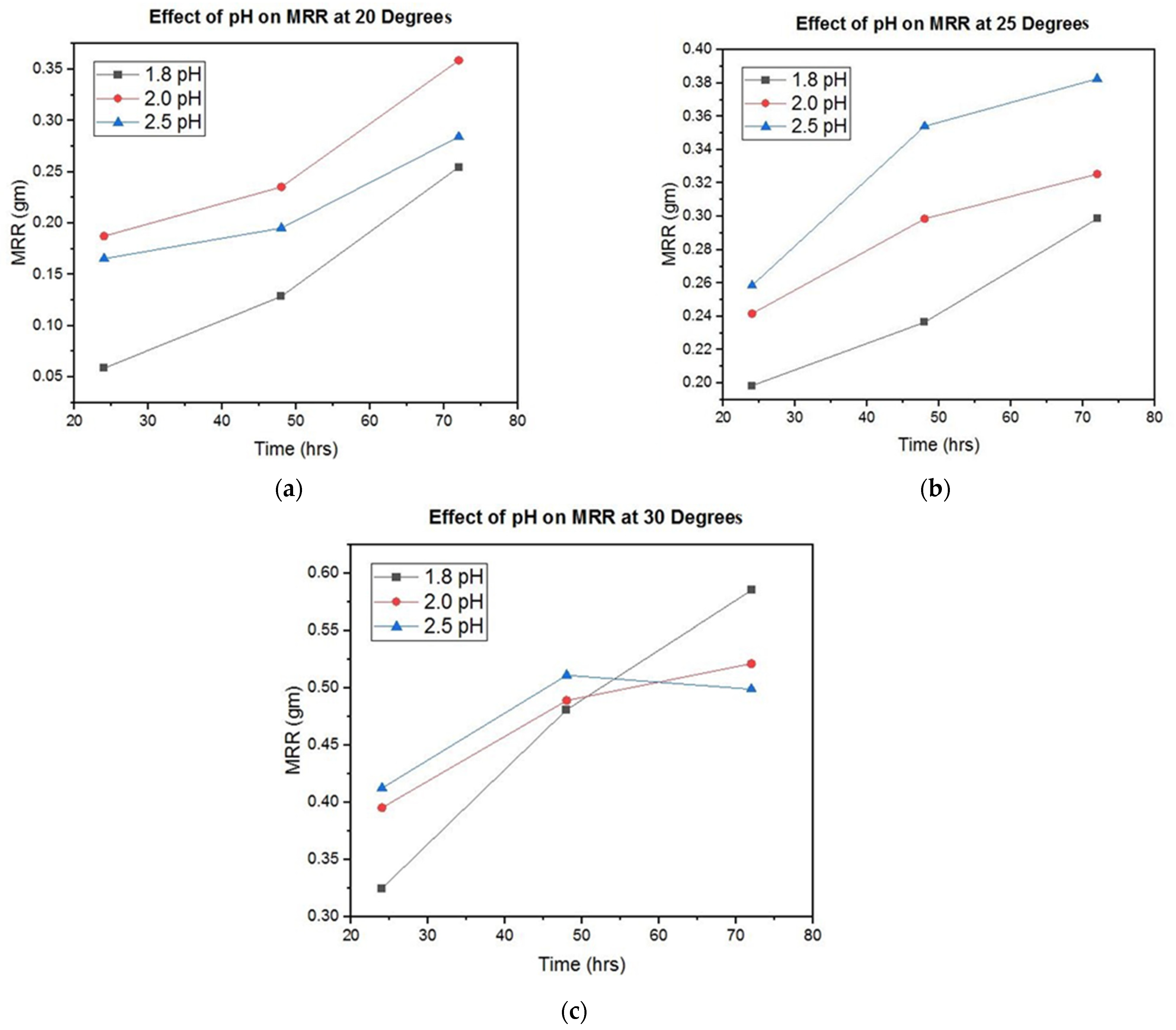
4.1. Effect of pH on MRR—Nickel
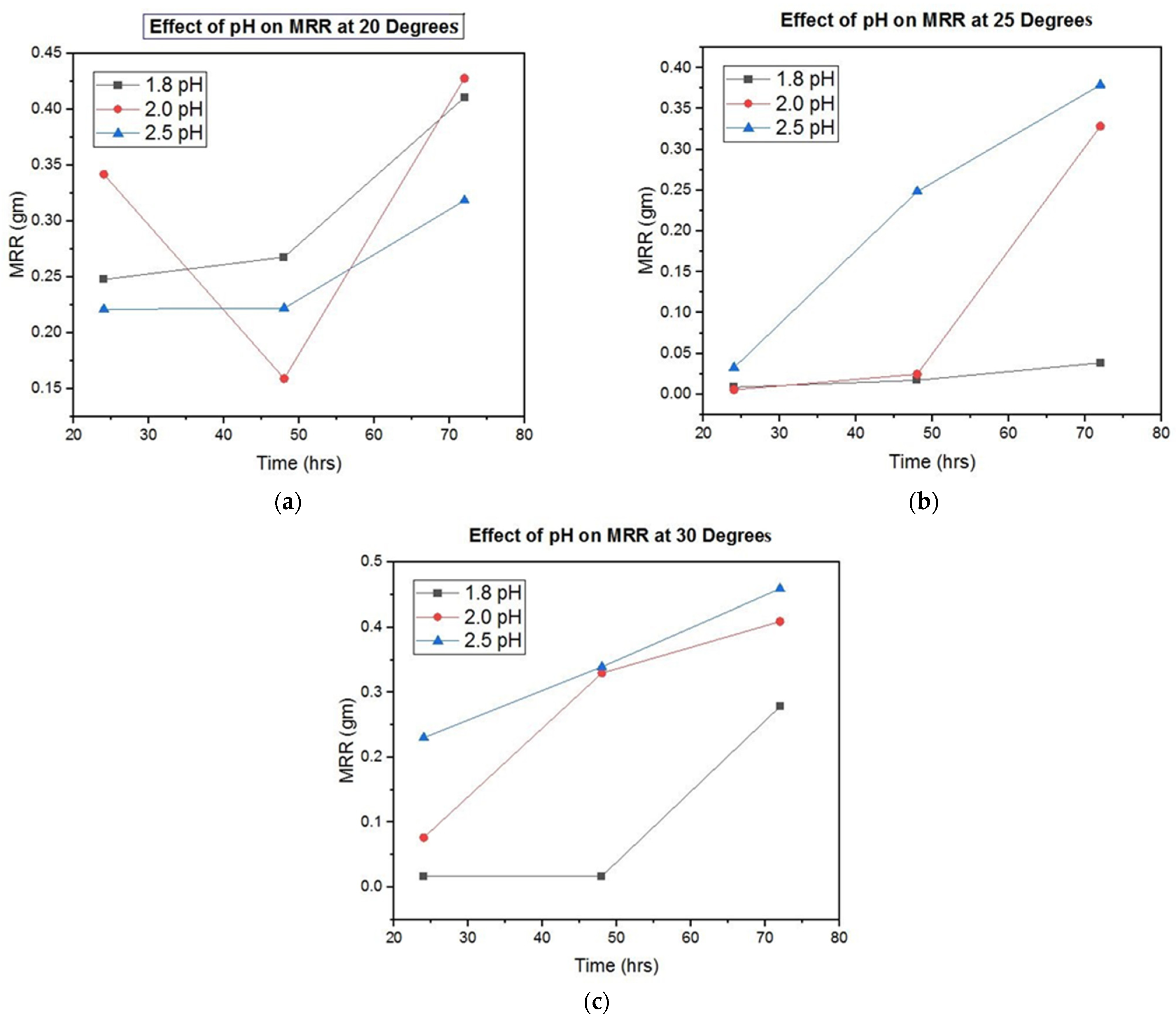
4.2. Effect of pH on MRR—Titanium
4.3. Effect of pH on MRR—Nitinol
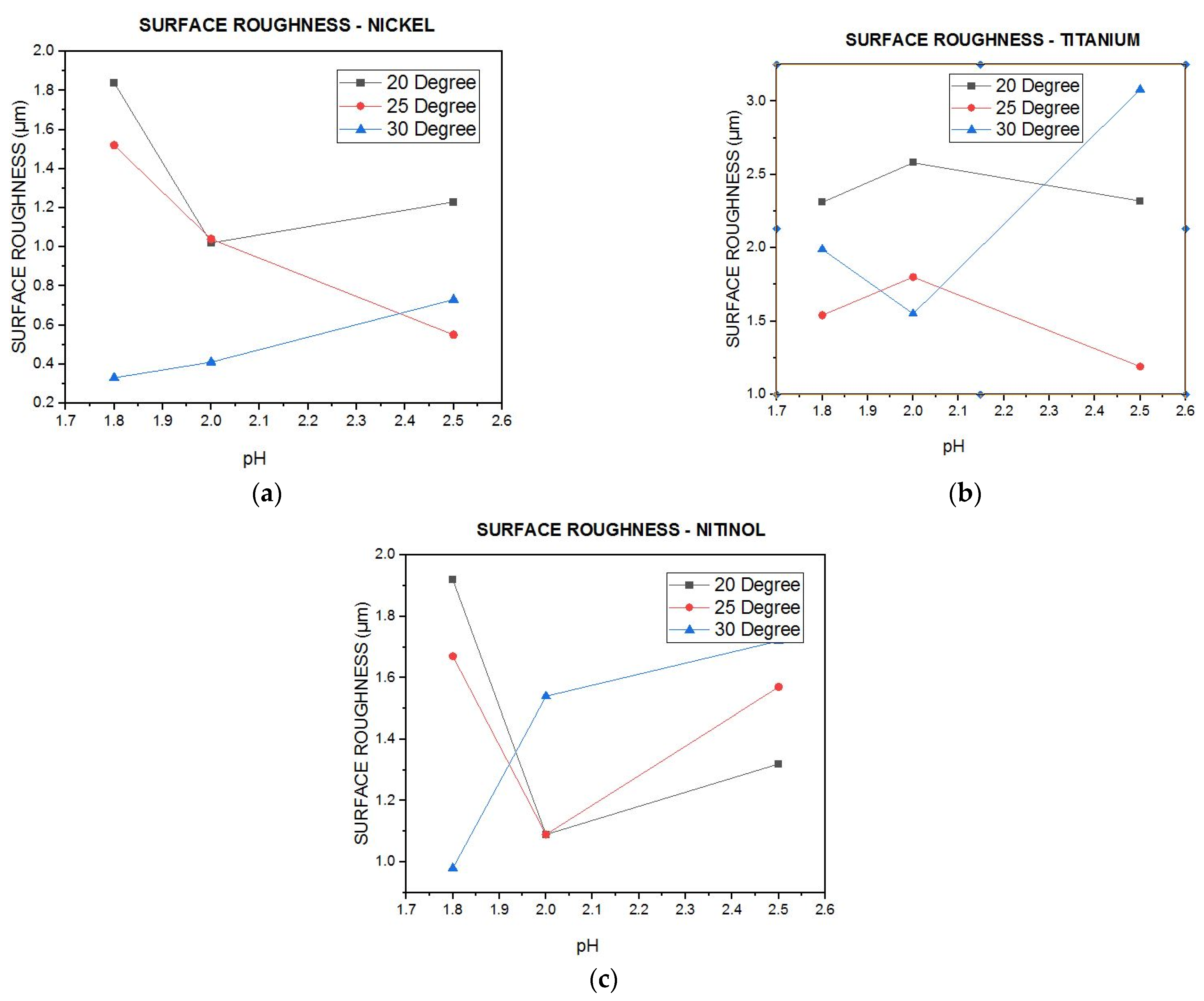
4.4. Effect of pH on Surface Roughness
5. Conclusions
- Nickel, titanium and nitinol materials are suitable for medical applications when they are fabricated using the powder metallurgy technique and machined with a bio-machining process to finely finish their microstructure with its optimal compaction pressure and sintering temperature, no heat generation and with fine dimensional accuracy.
- Acidithiobacillus ferrooxidans, a novel microorganism that was cultured and grown in basal salts, can be employed to machine nickel, titanium and nitinol materials.
- The material removal rate and surface roughness were investigated to obtain a better material removal rate and surface roughness by considering various parameters like shaking speed, temperature, pH and percentage of ferric content.
- The maximum material removal rate of 0.2342 gm occurs at a temperature of 30 °C, a pH value of 2.0 and a ferric content of 75% for nickel; 0.4594 gm occurs at a temperature of 30 °C, pH value of 2.5 and a ferric content of 25% for titanium and 0.5854 gm occurs at a temperature of 30 °C, a pH value of 1.8 and a ferric content of 50% for nitinol for 72 h of bio-machining.
- The average surface roughness obtained by machining with Acidithiobacillus ferrooxidans found by the authors was about 0.89 µm, and a fine surface roughness was obtained: 0.33 µm occurs at a temperature of 30 °C, a pH value of 1.8 and a ferric content of 50% for nickel; 1.55 µm occurs at a temperature of 30 °C, a pH value of 2.0 and a ferric content of 75% for titanium and 0.98 µm occurs at a temperature of 30 °C, a pH value of 1.8 and a ferric content of 50% for nitinol for 72 h of bio-machining.
- Nitinol shows a better material removal rate of 0.5854 gm with the effect of parameters like shaking speed 140 rpm, temperature 30 °C, pH value 1.8 and ferric content 50%, while nickel shows a fine surface roughness of 0.33 µm with the effect of parameters like shaking speed 140 rpm, temperature 30 °C, pH value 1.8 and ferric content of 50%.
- These bio-machining parameters proved that the material removal rate and surface roughness can be improved by optimizing the process parameters, and should be considered for implant materials in biomedical applications. This bio-machining process can replace other conventional and unconventional machining processes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blanco, D.; Rubio, E.M.; Lorente-Pedreille, R.M.; Sáenz-Nuño, M.A. Sustainable Processes in Aluminium, Magnesium, and Titanium Alloys Applied to the Transport Sector: A Review. Metals 2022, 12, 9. [Google Scholar] [CrossRef]
- Khanna, N.; Zadafiya, K.; Patel, T.; Kaynak, P.; Rahman Rashid, R.A.; Vafadar, A. Review on machining of additively manufactured nickel and titanium alloys. J. Mater. Res. Technol. 2021, 15, 3192–3221. [Google Scholar] [CrossRef]
- Escaich, C.; Shi, Z.; Baron, L.; Balazinski, M. Machining of Titanium Metal Matrix Composites: Progress Overview. Materials 2020, 13, 5011. [Google Scholar] [CrossRef] [PubMed]
- Hayat, M.D.; Singh, H.; He, Z.; Cao, P. Titanium metal matrix composites: An overview. Compos. Part A Appl. Sci. Manuf. 2019, 121, 418–438. [Google Scholar] [CrossRef]
- Singh, J.; Gill, S.S.; Dogra, M.; Singh, R.; Singh, M.; Sharma, S.; Singh, G.; Li, C.; Rajkumar, S. State of the art review on the sustainable dry machining of advanced materials for multifaceted engineering applications: Progressive advancements and directions for future prospects. Mater. Res. Express 2022, 9, 064003. [Google Scholar] [CrossRef]
- Shalomeev, V.; Tabunshchyk, G.; Greshta, V.; Korniejenko, K.; Duarte Guigou, M.; Parzych, S. Casting Welding from Magnesium Alloy Using Filler Materials That Contain Scandium. Materials 2022, 15, 4213. [Google Scholar] [CrossRef]
- Shalomeev, V.; Tabunshchyk, G.; Greshta, V.; Nykiel, M.; Korniejenko, K. Influence of Alkaline Earth Metals on Structure Formation and Magnesium Alloy Properties. Materials 2022, 15, 4341. [Google Scholar] [CrossRef]
- Pimenov, Y.D.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, V.V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kapłonek, W. Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: A review and future prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Li, X.; Huang, T.; Zhao, H.; Zhang, X.M.; Yan, S.J.; Dai, X.; Ding, H. A review of recent advances in machining techniques of complex surfaces. Sci. China Technol. Sci. 2022, 65, 1915–1939. [Google Scholar] [CrossRef]
- Shehata, M.M.; El-Hadad, S.; Sherif, M.; Ibrahim, K.M.; Farahat, A.I.Z.; Attia, H. Influence of Microstructure and Alloy Composition on the Machinability of α/β Titanium Alloys. Materials 2023, 16, 688. [Google Scholar] [CrossRef]
- Khan, M.A.A.; Hussain, M.; Lodhi, S.K.; Zazoum, B.; Asad, M.; Afzal, A. Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review. Metals 2022, 12, 1466. [Google Scholar] [CrossRef]
- Arshadi, M.; Yaghmaei, S.; Mousavi, S.M. Optimal electronic waste combination for maximal recovery of Cu-Ni-Fe by Acidithiobacillus ferrooxidans. J. Clean. Prod. 2019, 240, 118077. [Google Scholar] [CrossRef]
- Yang, M.; Zhan, Y.; Zhang, S.; Wang, W.; Yan, L. Biological materials formed by Acidithiobacillus ferrooxidans and their potential applications. 3 Biotech 2020, 10, 475. [Google Scholar] [CrossRef] [PubMed]
- Luo, J.; Tian, W.; Jin, H.; Yang, J.; Li, J.; Wang, Y.; Shen, W.; Ren, Y.; Zhou, M. Recent advances in microbial fuel cells: A review on the identification technology, molecular tool and improvement strategy of electricigens. Curr. Opin. Electrochem. 2023, 37, 101187. [Google Scholar] [CrossRef]
- Uno, Y.; Kaneeda, T.; Yokomizo, S. Fundamental Study on Biomachining: Machining of Metals by Thiobacillus ferrooxidans. Jsme Int. J. Ser. C-Mech. Syst. Mach. Elem. Manuf. 1996, 39, 837–842. [Google Scholar] [CrossRef]
- Johnson, D.; Warner, R.; Shih, A. Surface Roughness and Material Removal Rate in Machining using Microorganisms. J. Manuf. Sci. Eng. 2007, 129, 223–227. [Google Scholar] [CrossRef]
- Istiyanto, J.; Ko, T.J.; Yoon, I.C. A study on copper micromachining using microorganisms. Int. J. Precis. Eng. Manuf. 2010, 11, 659–664. [Google Scholar] [CrossRef]
- Matlani, U.; Kadam, G.S. Investigations on Bio-machining of Brass Using Staphylococcus Aureus. In Advances in Modern Machining Processes; Shunmugam, M.S., Doloi, B., Ramesh, R., Prasanth, A.S., Eds.; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2023. [Google Scholar] [CrossRef]
- Chang, J.H.; Hocheng, H.; Chang, H.Y.; Shih, A. Metal removal rate of Thiobacillus thiooxidans without pre-secreted metabolite. J. Mater. Process. Technol. 2008, 201, 560–564. [Google Scholar] [CrossRef]
- Hocheng, H.; Chang, J.-H.; Jadhav, U.U. Micromachining of various metals by using Acidithiobacillus ferrooxidans 13820 culture supernatant experiments. J. Clean. Prod. 2012, 20, 180–185. [Google Scholar] [CrossRef]
- Hocheng, H.; Jadhav, U.U.; Chang, J.H. Biomachining rates of various metals by Acidithiobacillus thiooxidans. Int. J. Surf. Sci. Eng. 2012, 6, 101–111. [Google Scholar] [CrossRef]
- Díaz-Tena, E.; Rodríguez-Ezquerro, A.; de Lacalle Marcaide, L.L.; Bustinduy, L.G.; Sáenz, A.E. A sustainable process for material removal on pure copper by use of extremophile bacteria. J. Clean. Prod. 2014, 84, 752–760. [Google Scholar] [CrossRef]
- Istiyanto, J.; Saragih, A.-S.; Ko, T.J. Metal based micro-feature fabrication using biomachining process. Microelectron. Eng. 2012, 98, 561–565. [Google Scholar] [CrossRef]
- Jadhav, U.; Hocheng, H. Extraction of silver from spent silver oxidezinc button cells by using Acidithiobacillus ferrooxidans culture supernatant. J. Clean. Prod. 2013, 44, 39–44. [Google Scholar] [CrossRef]
- Eskandarian, M.; Karimi, A.; Shabgard, M. Studies on enzymatic biomachining of copper by glucose oxidase. J. Taiwan Inst. Chem. Eng. 2013, 44, 331–335. [Google Scholar] [CrossRef]
- Muhammad, I.; Sana Ullah, S.M.; Sup Han, D.; Ko, T.J. Selection of Optimum Process Parameters of Biomachining for Maximum Metal Removal Rate. Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 307–313. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Tena, E.; Gallastegui, G.; Hipperdinger, M.; Donati, M.E.R.; Ramírez, M.; Rodríguez, A.; López de Lacalle, L.N.; Elías, A. New advances in copper biomachining by iron-oxidizing bacteria. Corros. Sci. 2016, 112, 385–392. [Google Scholar] [CrossRef]
- Verma, P.; Sodhi, A.K.; Bhanot, N. A Study on Biomachining of Aluminium Alloy 4004 Using Acidithiobacillus ferrooxidans. In Proceedings of the 1st International Conference on Sustainable Waste Management through Design. ICSWMD 2018; Singh, H., Garg, P., Kaur, I., Eds.; Lecture Notes in Civil Engineering; Springer: Cham, Switzerland, 2019; Volume 21, pp. 45–50. [Google Scholar] [CrossRef]
- Verma, P.; Sodhi, A.K.; Bhanot, N. Application of Aspergillus Niger for Biomachining of Aluminium Alloy 4004. In Sustainable Engineering; Agnihotri, A., Reddy, K., Bansal, A., Eds.; Lecture Notes in Civil Engineering; Springer: Singapore, 2019; Volume 30, pp. 127–132. [Google Scholar] [CrossRef]
- Ma, F.; Huang, H.; Xu, X. Material Removal Mechanisms of Cu–Co Metal-Powder Composite by Microorganisms. Int. J. Precis. Eng. Manuf.-Green Technol. 2020, 7, 975–986. [Google Scholar] [CrossRef]
- Weimin, L.; Hui, H.; Fei, M. Analysis of The Removal Mechanism of Ferroalloy by Acidithiobacillus ferrooxidans. Procedia CIRP 2022, 110, 14–19. [Google Scholar] [CrossRef]
- Pradeep, M.; Rajesh, S.; Uthayakumar, M.; Sivaranjana, P.; Syath Abuthakeer, S.; Ravichandran, M.; Kumar Thiagamani, S.M.; Mavinkere Rangappa, S.; Siengchin, S. Investigations on the combined effects of Thiobacillus novellus microorganism and process parameters on the bio-machining of NiTi. Biomass Conv. Bioref. 2022, 1–10. [Google Scholar] [CrossRef]
- Inaba, Y.; Xu, S.; Vardner, J.T.; West, A.C.; Banta, S. Microbially Influenced Corrosion of Stainless Steel by Acidithiobacillus ferrooxidans Supplemented with Pyrite: Importance of Thiosulfate. Appl. Environ. Microbiol. 2019, 85, e01381-19. [Google Scholar] [CrossRef]
- Bram, M.; Ahmad Khanlou, A.; Heckmann, A.; Fuchs, B.; Buchkremer, H.P.; Stover, D. Powder Metallurgical Fabrication Processes for NiTi Shape Memory alloy parts. Mater. Sci. Eng. 2002, 337, 254–263. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Shaking Rate (RPM) | Temperature (°C) | pH | Ferric Content (%) | Initial Weight (g) | MRR (g) | Ra (µm) | ||
|---|---|---|---|---|---|---|---|---|---|
| 24 h | 48 h | 72 h | |||||||
| 1 | 140 | 20 °C | 1.8 | 25 | 2.5449 | 0.0321 | 0.0459 | 0.0802 | 1.84 |
| 2 | 140 | 2.0 | 50 | 2.2994 | 0.0192 | 0.0264 | 0.1226 | 1.02 | |
| 3 | 140 | 2.5 | 75 | 2.3091 | 0.0087 | 0.0093 | 0.1079 | 1.23 | |
| 4 | 140 | 25 °C | 1.8 | 75 | 2.0411 | 0.0073 | 0.0154 | 0.0486 | 1.52 |
| 5 | 140 | 2.0 | 25 | 2.507 | 0.0325 | 0.0397 | 0.0864 | 1.04 | |
| 6 | 140 | 2.5 | 50 | 2.3348 | 0.0061 | 0.0174 | 0.0315 | 0.55 | |
| 7 | 140 | 30 °C | 1.8 | 50 | 2.3829 | 0.0044 | 0.0166 | 0.1217 | 0.33 |
| 8 | 140 | 2.0 | 75 | 2.5835 | 0.0092 | 0.0396 | 0.2342 | 0.41 | |
| 9 | 140 | 2.5 | 25 | 2.3883 | 0.0019 | 0.0228 | 0.2179 | 0.73 | |
| No. | Shaking Rate (RPM) | Temperature (°C) | pH | Ferric Content (%) | Initial Weight (g) | MRR (g) | Ra (µm) | ||
|---|---|---|---|---|---|---|---|---|---|
| 24 h | 48 h | 72 h | |||||||
| 1 | 140 | 20 °C | 1.8 | 25 | 1.243 | 0.2479 | 0.2678 | 0.4109 | 2.31 |
| 2 | 140 | 2.0 | 50 | 0.944 | 0.342 | 0.1591 | 0.428 | 2.58 | |
| 3 | 140 | 2.5 | 75 | 1.164 | 0.2211 | 0.2221 | 0.3186 | 2.32 | |
| 4 | 140 | 25 °C | 1.8 | 75 | 1.0242 | 0.0086 | 0.0171 | 0.0386 | 1.54 |
| 5 | 140 | 2.0 | 25 | 1.0349 | 0.0056 | 0.0247 | 0.3286 | 1.80 | |
| 6 | 140 | 2.5 | 50 | 1.0311 | 0.0325 | 0.2485 | 0.3791 | 1.19 | |
| 7 | 140 | 30 °C | 1.8 | 50 | 1.0165 | 0.0168 | 0.0172 | 0.2782 | 1.99 |
| 8 | 140 | 2.0 | 75 | 1.0621 | 0.0765 | 0.3297 | 0.4091 | 1.55 | |
| 9 | 140 | 2.5 | 25 | 1.3356 | 0.2304 | 0.3394 | 0.4594 | 3.08 | |
| No. | Shaking Rate (RPM) | Temperature (°C) | pH | Ferric Content (%) | Initial Weight (g) | MRR (g) | Ra (µm) | ||
|---|---|---|---|---|---|---|---|---|---|
| 24 h | 48 h | 72 h | |||||||
| 1 | 140 | 20 °C | 1.8 | 25 | 2.3321 | 0.0587 | 0.1287 | 0.2547 | 1.92 |
| 2 | 140 | 2.0 | 50 | 2.1547 | 0.1874 | 0.2354 | 0.3587 | 1.09 | |
| 3 | 140 | 2.5 | 75 | 2.3587 | 0.1654 | 0.1952 | 0.2842 | 1.32 | |
| 4 | 140 | 25 °C | 1.8 | 75 | 2.1254 | 0.1985 | 0.2365 | 0.2987 | 1.67 |
| 5 | 140 | 2.0 | 25 | 2.6324 | 0.2417 | 0.2986 | 0.3254 | 1.09 | |
| 6 | 140 | 2.5 | 50 | 2.3875 | 0.2586 | 0.3541 | 0.3826 | 1.57 | |
| 7 | 140 | 30 °C | 1.8 | 50 | 2.4578 | 0.3247 | 0.4812 | 0.5854 | 0.98 |
| 8 | 140 | 2.0 | 75 | 2.1879 | 0.3954 | 0.4892 | 0.5214 | 1.54 | |
| 9 | 140 | 2.5 | 25 | 2.5205 | 0.4125 | 0.5112 | 0.4991 | 1.72 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pradeep, M.; Rajesh, S.; Uthayakumar, M.; Mathalai Sundaram, C.; Korniejenko, K.; Miernik, K.; Majid, M.S.A. Experimental Investigation on Bio-Machining of Nickel, Titanium and Nitinol (Shape Memory Alloys) Using Acidithiobacillus ferrooxidans Microorganisms. J. Compos. Sci. 2023, 7, 262. https://doi.org/10.3390/jcs7060262
Pradeep M, Rajesh S, Uthayakumar M, Mathalai Sundaram C, Korniejenko K, Miernik K, Majid MSA. Experimental Investigation on Bio-Machining of Nickel, Titanium and Nitinol (Shape Memory Alloys) Using Acidithiobacillus ferrooxidans Microorganisms. Journal of Composites Science. 2023; 7(6):262. https://doi.org/10.3390/jcs7060262
Chicago/Turabian StylePradeep, Mani, Shangumavel Rajesh, Marimuthu Uthayakumar, Chandrasekar Mathalai Sundaram, Kinga Korniejenko, Krzysztof Miernik, and Mohd Shukry Abdul Majid. 2023. "Experimental Investigation on Bio-Machining of Nickel, Titanium and Nitinol (Shape Memory Alloys) Using Acidithiobacillus ferrooxidans Microorganisms" Journal of Composites Science 7, no. 6: 262. https://doi.org/10.3390/jcs7060262