
Capillary Rise: A Simple Tool for Simultaneous Determination of Porosity and Thickness of Thin Silica Coatings

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Hydrophobization of Glass Slides
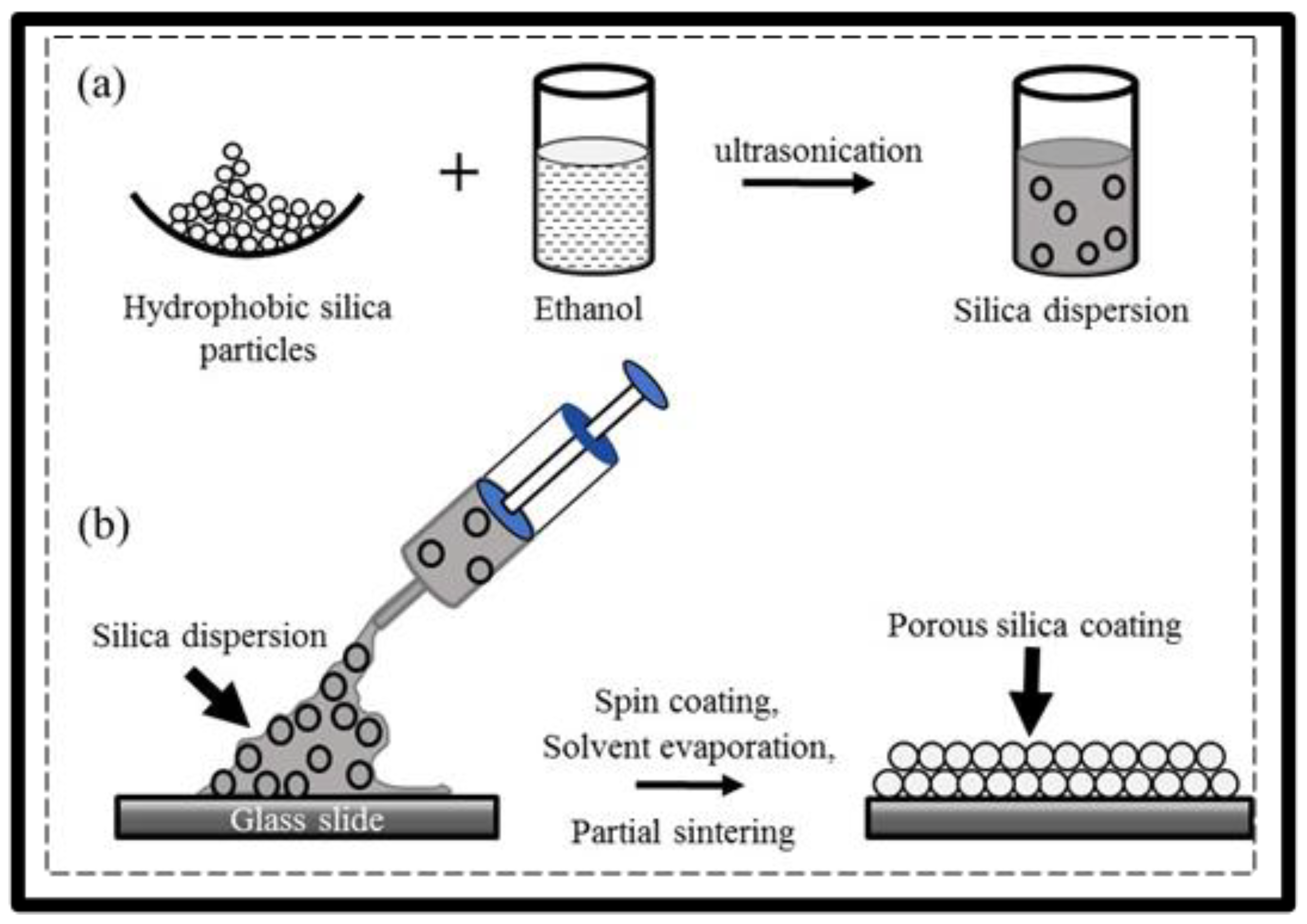
2.2.2. Fabricating of Porous Coatings
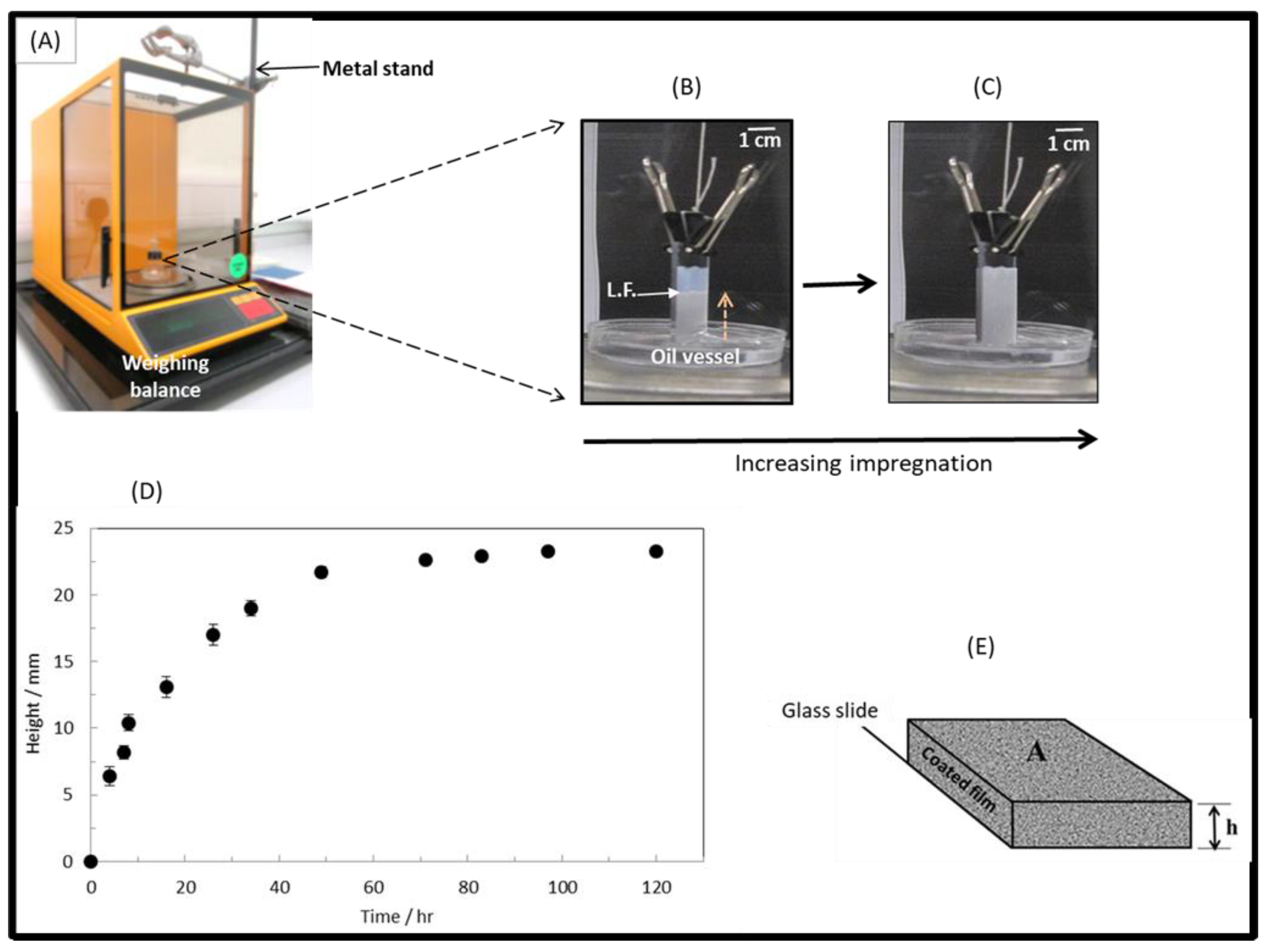
2.2.3. Capillary-Driven Impregnation
2.2.4. Optical and Scanning Electron Microscopy (SEM)
2.2.5. Dektak XT Stylus Profilometry
3. Results and Discussion
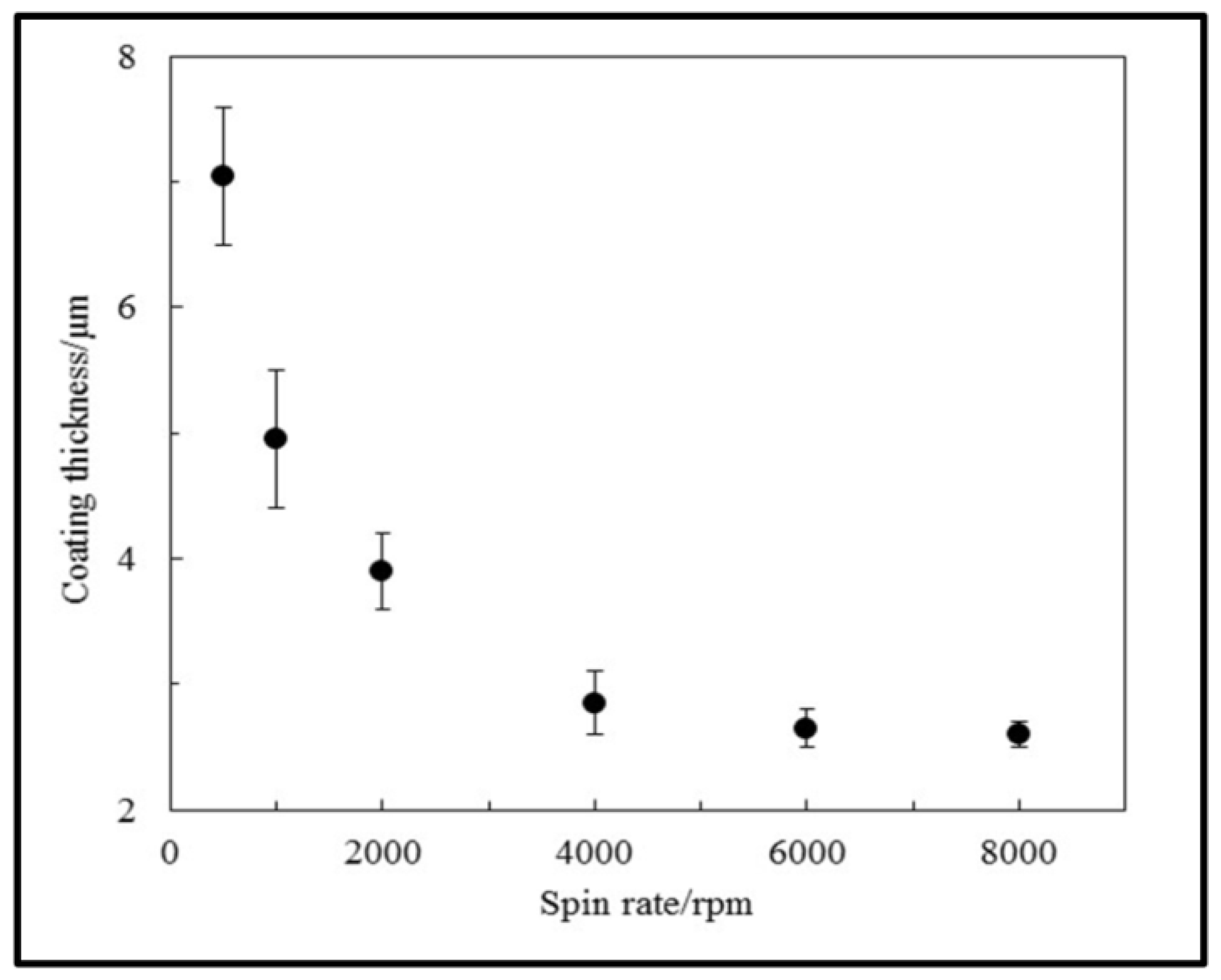
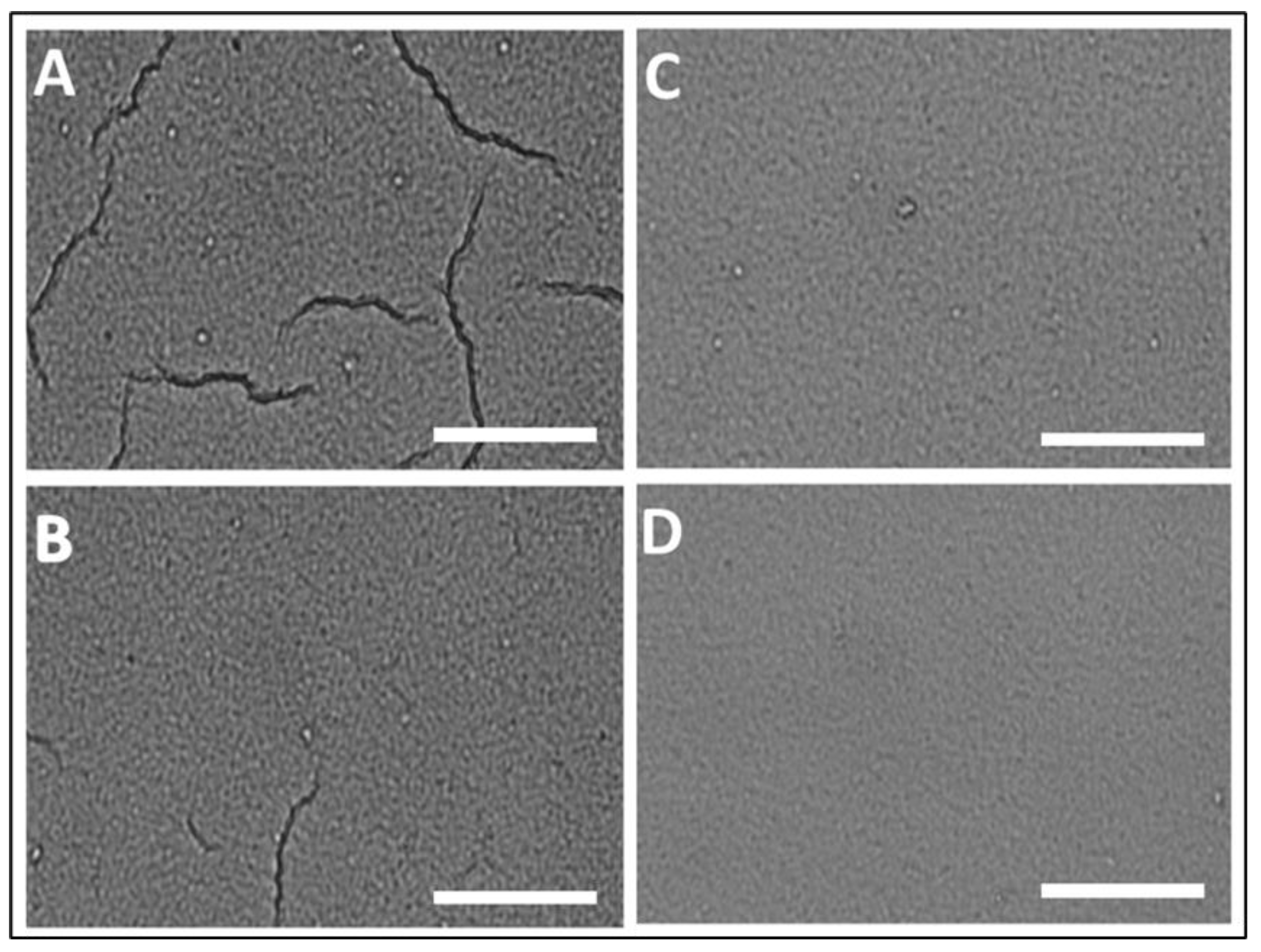
3.1. Selection of the Preferred Coatings
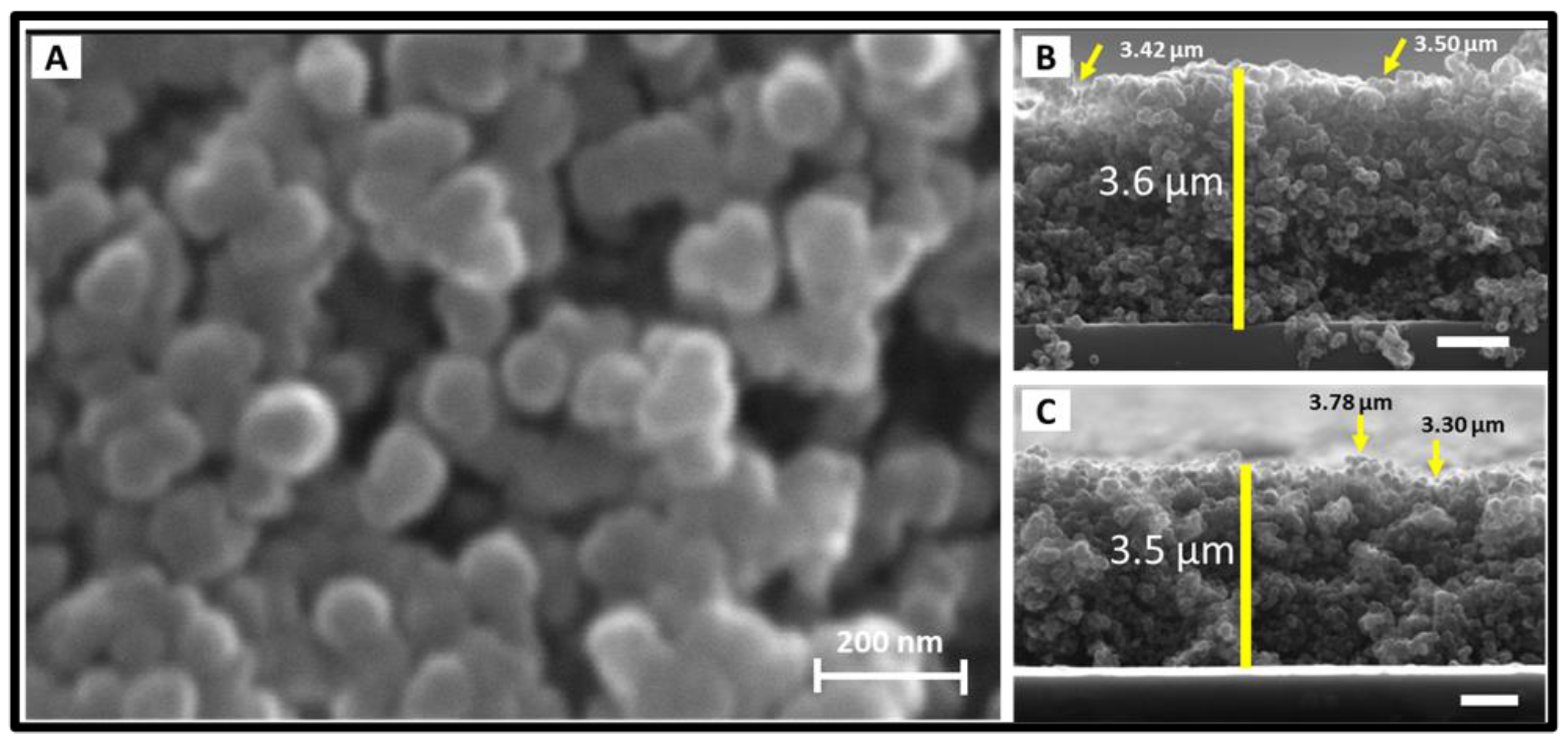
3.2. SEM Analyses of the Morphology and Thickness of the Preferred Coating
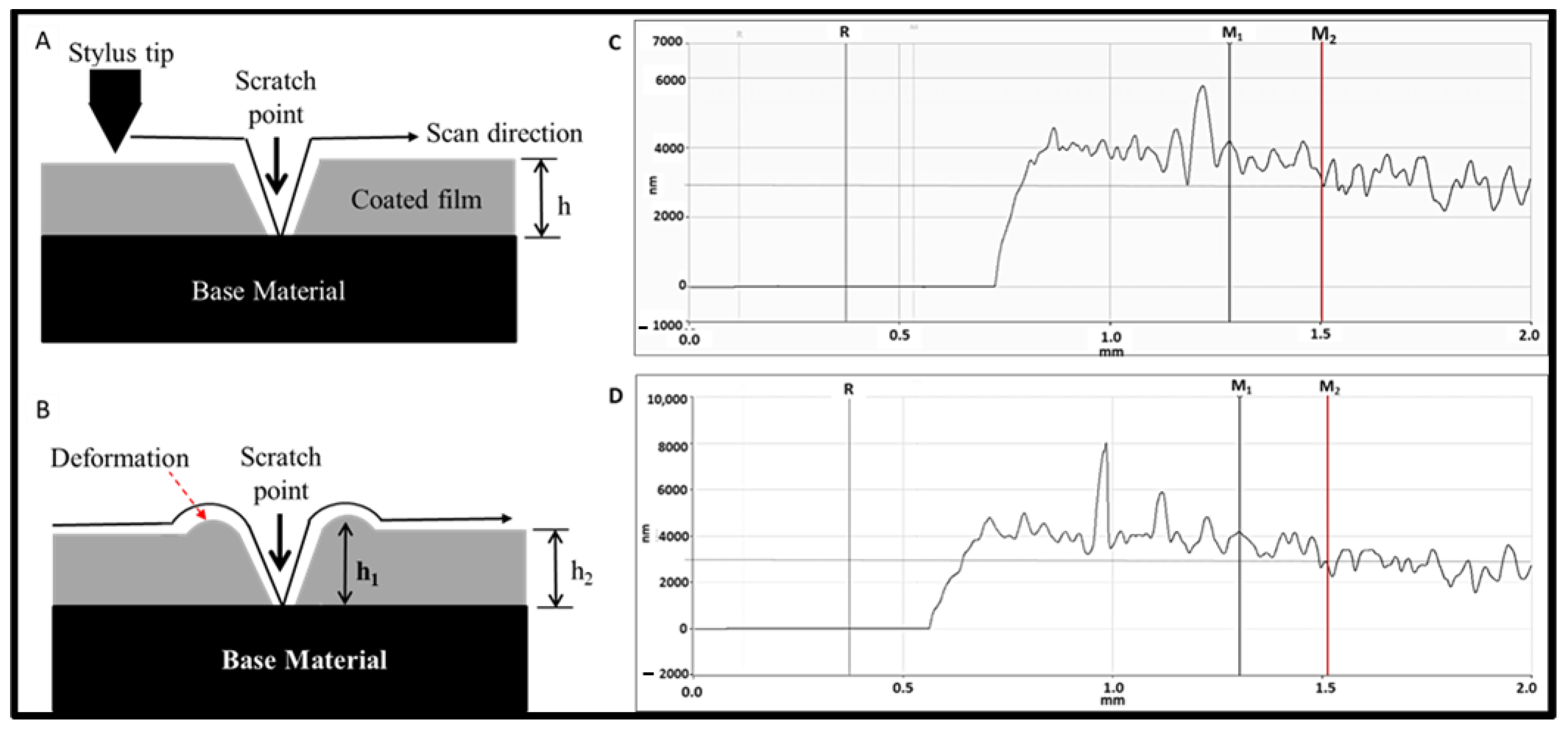
3.3. Determination of Coating Thickness
3.4. Impregnation of the Coated Film
3.5. Gravimetric Analysis and Calculation of Coating Thickness and Porosity
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rubio-Aguinaga, A.; Reglero-Ruiz, J.A.; Muñoz, A.; García, F.C.; García, J.M.; Trigo-López, M. Preparation of low-density high-performance porous aramid films using porosity promoter polymers. J. Appl. Polym. Sci. 2022, 139, e53192. [Google Scholar] [CrossRef]
- Leng, L.; Xiong, Q.; Yang, L.; Li, H.; Zhou, Y.; Zhang, W.; Jiang, S.; Li, H.; Huang, H. An overview on engineering the surface area and porosity of biochar. Sci. Total Environ. 2021, 763, 144204. [Google Scholar] [CrossRef]
- Jiang, S.; Agarwal, S.; Greiner, A. Low-density open cellular sponges as functional materials. Angew. Chem. Int. Ed. 2017, 56, 15520–15538. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Chang, H.; Ma, L.; Hao, J.; Yang, R.T. Low-temperature selective catalytic reduction of NOx with NH3 over metal oxide and zeolite catalysts—A review. Catal. Today 2011, 175, 147–156. [Google Scholar] [CrossRef]
- Rani, M.A.A.B.A.; Karim, N.A.; Kamarudin, S.K. Microporous and mesoporous structure catalysts for the production of 5-hydroxymethylfurfural (5-HMF). Int. J. Energy Res. 2022, 46, 577–633. [Google Scholar] [CrossRef]
- Diagboya, P.N.; Dikio, E.D. Silica-based mesoporous materials; emerging designer adsorbents for aqueous pollutants removal and water treatment. Microporous Mesoporous Mater. 2018, 266, 252–267. [Google Scholar] [CrossRef]
- Kalauni, K.; Pawar, S. A review on the taxonomy, factors associated with sound absorption and theoretical modeling of porous sound absorbing materials. J. Porous Mater. 2019, 26, 1795–1819. [Google Scholar] [CrossRef]
- Yu, Z.L.; Yang, N.; Apostolopoulou-Kalkavoura, V.; Qin, B.; Ma, Z.Y.; Xing, W.Y.; Qiao, C.; Bergström, L.; Antonietti, M.; Yu, S.H. Fire-retardant and thermally insulating phenolic-silica aerogels. Angew. Chem. Int. Ed. 2018, 57, 4538–4542. [Google Scholar] [CrossRef]
- AlRatrout, A.; Blunt, M.J.; Bijeljic, B. Wettability in complex porous materials, the mixed-wet state, and its relationship to surface roughness. Proc. Natl. Acad. Sci. USA 2018, 115, 8901–8906. [Google Scholar] [CrossRef] [Green Version]
- Bhushan, B. Bioinspired oil–water separation approaches for oil spill clean-up and water purification. Philos. Trans. R. Soc. A 2019, 377, 20190120. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Liu, Z.; Fontana, F.; Ding, Y.; Liu, D.; Hirvonen, J.T.; Santos, H.A. Tailoring porous silicon for biomedical applications: From drug delivery to cancer immunotherapy. Adv. Mater. 2018, 30, 1703740. [Google Scholar] [CrossRef]
- Kumar, S.; Nehra, M.; Kedia, D.; Dilbaghi, N.; Tankeshwar, K.; Kim, K.-H. Nanotechnology-based biomaterials for orthopaedic applications: Recent advances and future prospects. Mater. Sci. Eng. C 2020, 106, 110154. [Google Scholar] [CrossRef]
- Li, W.; Shi, L.; Zhang, J.; Cheng, J.; Wang, X. Double-layered surface decoration of flaky aluminum pigments with zinc aluminum phosphate and phytic acid–aluminum complexes for high-performance waterborne coatings. Powder Technol. 2020, 362, 462–473. [Google Scholar] [CrossRef]
- Loganina, V.I.; Kislitsyna, S.N.; Mazhitov, Y.B. Development of sol-silicate composition for decoration of building walls. Case Stud. Constr. Mater. 2018, 9, e00173. [Google Scholar] [CrossRef]
- Guerguer, M.; Naamane, S.; Edfouf, Z.; Raccurt, O.; Bouaouine, H. Chemical Degradation and Color Changes of Paint Protective Coatings Used in Solar Glass Mirrors. Coatings 2021, 11, 476. [Google Scholar] [CrossRef]
- Feng, Y.; Wang, H.; Zhang, S.; Zhao, Y.; Gao, J.; Zheng, Y.; Zhao, P.; Zhang, Z.; Zaworotko, M.J.; Cheng, P. Antibodies@ MOFs: An in vitro protective coating for preparation and storage of biopharmaceuticals. Adv. Mater. 2019, 31, 1805148. [Google Scholar] [CrossRef] [PubMed]
- Creus, J.; Mazille, H.; Idrissi, H. Porosity evaluation of protective coatings onto steel, through electrochemical techniques. Surf. Coat. Technol. 2000, 130, 224–232. [Google Scholar] [CrossRef]
- Mu, S.; Liu, J.; Lin, W.; Wang, Y.; Liu, J.; Shi, L.; Jiang, Q. Property and microstructure of aluminosilicate inorganic coating for concrete: Role of water to solid ratio. Constr. Build. Mater. 2017, 148, 846–856. [Google Scholar] [CrossRef]
- Abd El-Wahab, H.; Hassan, A.; Naser, A.; Fouad, O.; El-Din, A.; Wahba, O. Preparation and evaluation of nanosized mixed calcium iron oxide (CaFe2O4) as high heat resistant pigment in paints. Pigment Resin Technol. 2015, 44, 172–178. [Google Scholar] [CrossRef]
- Bao, W.; Ma, F.; Zhang, Y.; Hao, X.; Deng, Z.; Zou, X.; Gao, W. Synthesis and characterization of Fe3+ doped Co0.5Mg0.5Al2O4 inorganic pigments with high near-infrared reflectance. Powder Technol. 2016, 292, 7–13. [Google Scholar] [CrossRef]
- Jose, S.; Joshy, D.; Narendranath, S.B.; Periyat, P. Recent advances in infrared reflective inorganic pigments. Sol. Energy Mater. Sol. Cells 2019, 194, 7–27. [Google Scholar] [CrossRef]
- Gürses, A.; Açıkyıldız, M.; Güneş, K.; Gürses, M.S. Dyes and pigments: Their structure and properties. In Dyes and Pigments; Springer: Cham, Switzerland, 2016; pp. 13–29. [Google Scholar]
- Buitkenov, D.; Rakhadilov, B.; Tuyakbaev, B.; Sagdoldina, Z.B.; Kenesbekov, A. Structure and properties of detonation coatings based on titanium carbosilicide. Key Eng. Mater. 2019, 821, 301–306. [Google Scholar] [CrossRef]
- Lawrence, M.; Jiang, Y. Porosity, Pore Size Distribution, Micro-structure. In Bio-Aggregates Based Building Materials: State-of-the-Art Report of the RILEM Technical Committee 236-BBM; Amziane, S., Collet, F., Eds.; RILEM State-of-the-Art Reports; Springer: Cham, Switzerland, 2017; pp. 39–71. [Google Scholar]
- He, L.; Chen, L.; Xu, Y. Interfacial structure, mechanical properties and thermal stability of CrAlSiN/CrAlN multilayer coatings. Mater. Charact. 2017, 125, 1–6. [Google Scholar] [CrossRef]
- Ubuo, E.E.; Paunov, V.N.; Horozov, T.S. Slippery or sticky nano-porous silica coatings impregnated with squalane: The role of oil over-layer. Lubr. Sci. 2022, 35, 29–39. [Google Scholar] [CrossRef]
- Wang, D.; Yang, J.; Liu, J.; Li, X.; Li, R.; Cai, M.; Sham, T.-K.; Sun, X. Atomic layer deposited coatings to significantly stabilize anodes for Li ion batteries: Effects of coating thickness and the size of anode particles. J. Mater. Chem. A 2014, 2, 2306–2312. [Google Scholar] [CrossRef]
- Prasad, C.D.; Joladarashi, S.; Ramesh, M.; Srinath, M.; Channabasappa, B. Effect of microwave heating on microstructure and elevated temperature adhesive wear behavior of HVOF deposited CoMoCrSi-Cr3C2 coating. Surf. Coat. Technol. 2019, 374, 291–304. [Google Scholar] [CrossRef]
- Kim, D.-Y.; Jin, S.H.; Jeong, S.-G.; Lee, B.; Kang, K.-K.; Lee, C.-S. Microfluidic preparation of monodisperse polymeric microspheres coated with silica nanoparticles. Sci. Rep. 2018, 8, 8525. [Google Scholar] [CrossRef]
- Jia, H.; Zheng, J.; Song, J.; Luo, L.; Yi, R.; Estevez, L.; Zhao, W.; Patel, R.; Li, X.; Zhang, J.-G. A novel approach to synthesize micrometer-sized porous silicon as a high performance anode for lithium-ion batteries. Nano Energy 2018, 50, 589–597. [Google Scholar] [CrossRef]
- Lago, M.; Araujo, M. Capillary rise in porous media. J. Colloid Interface Sci. 2001, 234, 35–43. [Google Scholar] [CrossRef]
- Ruys, A. Processing, structure, and properties of alumina ceramics. In Alumina Ceramics: Biomedical and Clinical Applications; Woodhead Publishing: Sawston, UK, 2019; pp. 71–121. [Google Scholar]
- Ubuo, E.; Udo, G.; Koffi, U.; Alswafy, O. The role of particle size on bio-fouling properties of oil-impregnated nano-porous silica coatings. J. Appl. Sci. Environ. Manag. 2019, 23, 1153–1157. [Google Scholar] [CrossRef]
- Nandiyanto, A.B.D.; Okuyama, K. Progress in developing spray-drying methods for the production of controlled morphology particles: From the nanometer to submicrometer size ranges. Adv. Powder Technol. 2011, 22, 1–19. [Google Scholar] [CrossRef]
- Baig, N.; Kammakakam, I.; Falath, W. Nanomaterials: A review of synthesis methods, properties, recent progress, and challenges. Mater. Adv. 2021, 2, 1821–1871. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, B. Recent advances in porous Pt-based nanostructures: Synthesis and electrochemical applications. Chem. Soc. Rev. 2014, 43, 2439–2450. [Google Scholar] [CrossRef] [PubMed]
- Missimer, T.; Lopez, O. Laboratory measurement of total porosity in unconsolidated quartz sand by two integrated methods. J. Geol. Geophys. 2018, 7, 2. [Google Scholar]
- Espinal, L. Porosity and its measurement. In Characterization of Materials; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; pp. 1–10. [Google Scholar]
- Odhiambo, J.G.; Li, W.; Zhao, Y.; Li, C. Porosity and its significance in plasma-sprayed coatings. Coatings 2019, 9, 460. [Google Scholar] [CrossRef] [Green Version]
- Kazanin, I.; Zinovyev, V.; Lebiga, V.; Pak, A.Y.; Fomin, V.; Vereshchagin, A.; Tsibulsky, N. Determination of transport characteristics of granulated sorbents in adsorber. AIP Conf. Proc. 2018, 1939, 020029. [Google Scholar]
- Saidian, M.; Kuila, U.; Godinez, L.J.; Rivera, S.; Prasad, M. A comparative study of porosity measurement in mudrocks. In SEG Technical Program Expanded Abstracts 2014; Society of Exploration Geophysicists: Houston, TX, USA, 2014; pp. 2433–2438. [Google Scholar]
- Ponomarenko, A.; Quéré, D.; Clanet, C. A universal law for capillary rise in corners. J. Fluid Mech. 2011, 666, 146–154. [Google Scholar] [CrossRef] [Green Version]
- Grinham, R.; Chew, D.A. A review of outgassing and methods for its reduction. Appl. Sci. Converg. Technol. 2017, 26, 95–109. [Google Scholar] [CrossRef]
- Pecha, M.B.; Thornburg, N.E.; Peterson, C.A.; Crowley, M.F.; Gao, X.; Lu, L.; Wiggins, G.; Brown, R.C.; Ciesielski, P.N. Impacts of anisotropic porosity on heat transfer and off-gassing during biomass pyrolysis. Energy Fuels 2021, 35, 20131–20141. [Google Scholar] [CrossRef]
- Kolliopoulos, P.; Jochem, K.S.; Johnson, D.; Suszynski, W.J.; Francis, L.F.; Kumar, S. Capillary-flow dynamics in open rectangular microchannels. J. Fluid Mech. 2021, 911, A32. [Google Scholar]
- Aguilera, J.M.; Michel, M.; Mayor, G. Fat migration in chocolate: Diffusion or capillary flow in a particulate solid?—A hypothesis paper. J. Food Sci. 2004, 69, 167–174. [Google Scholar] [CrossRef]
- Ubuo, E.E. Wetting Properties of Protective Coatings Based on Structured Surfaces. Ph.D. Thesis, University of Hull, Kingston, UK, 2016. [Google Scholar]
- Schneider, M.; Maurath, J.; Fischer, S.B.; Weiß, M.; Willenbacher, N.; Koos, E. Suppressing crack formation in particulate systems by utilizing capillary forces. ACS Appl. Mater. Interfaces 2017, 9, 11095–11105. [Google Scholar] [CrossRef] [Green Version]
- Ghazanfari, A.; Li, W.; Leu, M.C.; Hilmas, G.E. A novel freeform extrusion fabrication process for producing solid ceramic components with uniform layered radiation drying. Addit. Manuf. 2017, 15, 102–112. [Google Scholar] [CrossRef] [Green Version]
- Larosche, C. Types and causes of cracking in concrete structures. In Failure, Distress and Repair of Concrete Structures; Elsevier: Amsterdam, The Netherlands, 2009; pp. 57–83. [Google Scholar]
- Singh, K.B.; Tirumkudulu, M.S. Cracking in drying colloidal films. Phys. Rev. Lett. 2007, 98, 218302. [Google Scholar] [CrossRef] [Green Version]
- Van Belleghem, B.; Montoya, R.; Dewanckele, J.; Van den Steen, N.; De Graeve, I.; Deconinck, J.; Cnudde, V.; Van Tittelboom, K.; De Belie, N. Capillary water absorption in cracked and uncracked mortar–A comparison between experimental study and finite element analysis. Constr. Build. Mater. 2016, 110, 154–162. [Google Scholar] [CrossRef]
- Yang, L.; Chen, C.; Liu, Y.; Zheng, Y. A comparative study of ion diffusion during water imbibition in shale, sandstone and volcanic rock. Capillarity 2020, 3, 16–27. [Google Scholar] [CrossRef]
- Khatun, T.; Dutta, T.; Tarafdar, S. Topology of desiccation crack patterns in clay and invariance of crack interface area with thickness. Eur. Phys. J. E 2015, 38, 83. [Google Scholar] [CrossRef] [Green Version]
- Du, Z.; Rollag, K.; Li, J.; An, S.J.; Wood, M.; Sheng, Y.; Mukherjee, P.; Daniel, C.; Wood Iii, D. Enabling aqueous processing for crack-free thick electrodes. J. Power Sources 2017, 354, 200–206. [Google Scholar] [CrossRef] [Green Version]
- Hafedh, A. STA. In Proceedings of the 2016 17th International Conference on Sciences and Techniques of Automatic Control and Computer Engineering (STA), Sousse, Tunisia, 19–21 December 2016; pp. 558–562. [Google Scholar]
- Whitby, C.P.; Krebsz, M.; Booty, S.J. Understanding the role of hydrogen bonding in the aggregation of fumed silica particles in triglyceride solvents. J. Colloid Interface Sci. 2018, 527, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Giurlani, W.; Berretti, E.; Innocenti, M.; Lavacchi, A. Measuring the thickness of metal coatings: A review of the methods. Coatings 2020, 10, 1211. [Google Scholar] [CrossRef]
- Bode, R.; Ferch, H.; Fratzscher, H. Basic characteristics of AEROSIL fumed silica. Tech Bull-Fine Part 2006, 11, 55–56. [Google Scholar]
- Tripathi, N. Densities, viscosities, and refractive indices of mixtures of hexane with cyclohexane, decane, hexadecane, and squalane at 298.15 K. Int. J. Thermophys. 2005, 26, 693–703. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | MO (g) | Mc (g) | Ml (g) | A (cm2) | (gcm−3) | (gcm−3) |
|---|---|---|---|---|---|---|
| 1 | 1.75289 | 1.75365 | 1.75531 | 6.60 | 2.20 | 0.81 |
| 2 | 1.84441 | 1.84517 | 1.84680 | 6.80 | 2.20 | 0.81 |
| 3 | 1.75299 | 1.75383 | 1.75531 | 6.00 | 2.20 | 0.81 |
| 4 | 1.68184 | 1.68259 | 1.68460 | 7.10 | 2.20 | 0.81 |
| 5 | 1.76190 | 1.76274 | 1.76470 | 7.30 | 2.20 | 0.81 |
| Sample | Ms (g) (Mc − Mo) | Moil (g) (Ml − Mc) | Vs (cm3) | Vp (cm3) | H (µm) (Vs = Vp)/A | Φ (%) [Vp/(Vs+ Vp)100] |
|---|---|---|---|---|---|---|
| 1 | 0.00076 | 0.00166 | 0.00035 | 0.00205 | 3.6 | 86 |
| 2 | 0.00076 | 0.00163 | 0.00035 | 0.00201 | 3.5 | 85 |
| 3 | 0.00084 | 0.00148 | 0.00038 | 0.00183 | 3.7 | 83 |
| 4 | 0.00075 | 0.00201 | 0.00034 | 0.00248 | 4.0 | 88 |
| 5 | 0.00084 | 0.00196 | 0.00038 | 0.00242 | 3.9 | 86 |
| Mean value | 3.7 ± 0.2 | 86 ± 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ubuo, E.E.; Udoetok, I.A.; Tyouwa, A.T.; Obadimu, C.O.; Al-Shehri, H.S. Capillary Rise: A Simple Tool for Simultaneous Determination of Porosity and Thickness of Thin Silica Coatings. J. Compos. Sci. 2023, 7, 259. https://doi.org/10.3390/jcs7060259
Ubuo EE, Udoetok IA, Tyouwa AT, Obadimu CO, Al-Shehri HS. Capillary Rise: A Simple Tool for Simultaneous Determination of Porosity and Thickness of Thin Silica Coatings. Journal of Composites Science. 2023; 7(6):259. https://doi.org/10.3390/jcs7060259
Chicago/Turabian StyleUbuo, Emmanuel E., Inimfon A. Udoetok, Andrew T. Tyouwa, Clement O. Obadimu, and Hamza S. Al-Shehri. 2023. "Capillary Rise: A Simple Tool for Simultaneous Determination of Porosity and Thickness of Thin Silica Coatings" Journal of Composites Science 7, no. 6: 259. https://doi.org/10.3390/jcs7060259