1. Introduction
The ultimate strength of composites is an important issue in many applications. Theories for treating the failure of composite materials did not succeed to the same extent as those developed for the monolithics materials. In fact, after numerous efforts extending over approximately five decades, many uncertainties and controversies still remain in predicting composite failure [
1]. Several modelling approaches are available in the literature to predict the longitudinal tensile failure of fiber-reinforced polymers; however, a systematic, blind and unbiased comparison between the predictions from the different models and against experimental data has not been performed [
2]. Significant discrepancies between the predictions of the different modeling approaches for fiber-break density evolution, cluster formation and ultimate strength have been reported in the literature [
2]. The comparison of blind model predictions against detailed computed tomography experiments showed that the understanding of the micromechanics of longitudinal tensile failure of composites needs to be developed further [
2]. In [
3], it was found that the current definition for a cluster of broken fibers can lead to erroneous results, depending on the material system. Talreja [
1] critically reviewed some of the main failure theories for composite materials in an effort to understand their deficiencies. He came to the conclusion that determining the criticality conditions associated with failure requires the analyses of the first events of failure at the micro-level and their subsequent development, leading to macro-level failure. Thus the failure prediction necessarily involves a multi-scale analysis [
1].
The tensile failure of composites reinforced by brittle fibers is dictated by the failure of the fibers carrying the load. For the polymer matrix composites, the breaking strength of the fibers is much greater than the strength of the matrix, and for the ceramic matrix composites, it is greater than the strength of the damaged matrix. Therefore, the fibers determine the ultimate strength of the composites.
The filaments exhibit brittle linear elastic behavior. The fracture of brittle fibers is induced by inherent flaws that have a random location and severity. The tensile strength is a variate; it is characterized by the cumulative distribution function. The Weibull model is the most commonly considered for the simplicity of the power law [
4]. Alternative distributions have been shown to be appropriate for brittle materials [
5,
6,
7,
8,
9,
10,
11,
12,
13,
14] and fibers [
15,
16,
17,
18,
19,
20,
21].
However, assessment of the pertinence of the Weibull function for the description of statistical distribution is questioned in the literature [
15,
18,
21,
22,
23,
24,
25,
26,
27,
28]. Usually, authors fit the Weibull function to a so-called Weibull plot of strength data. However, this method has been shown to be biased due to the construction of the empirical Weibull plot that tends to exaggerate the extremes of the distribution, and by the size of the dataset considered [
15,
18,
21]. Recently, an approach that tries to overcome these difficulties has been applied to various brittle ceramic and carbon fibers [
15,
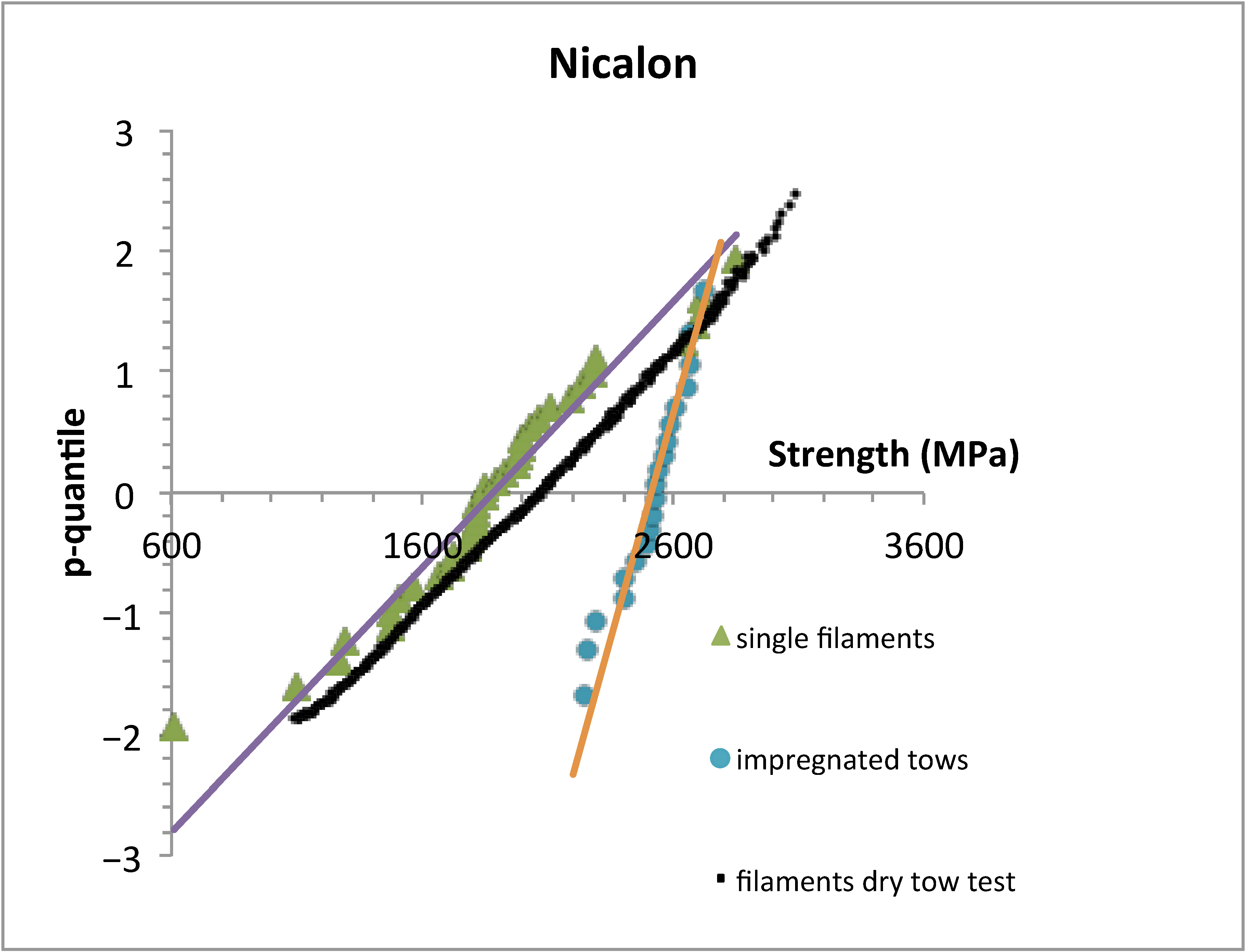
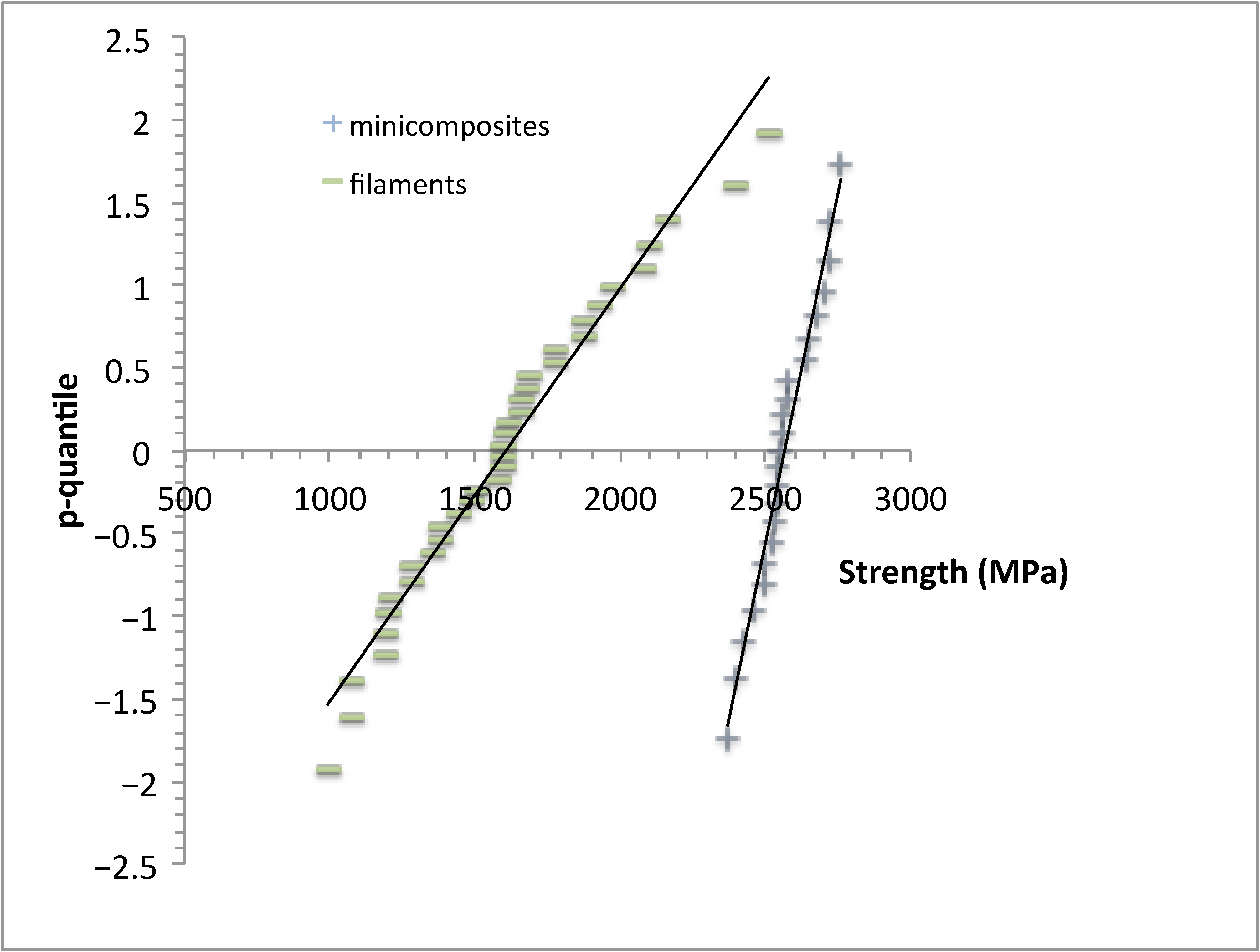
19]. The strength data are derived from a tensile test on a multifilament tow. Then, when the
p-quantile diagram of the strength data is linear, it means that the data follow a normal distribution. The pertinence of the Weibull distribution function is assessed by comparison to the normal distribution of data. This approach was applied to establish the distribution functions of the filament and minicomposite strengths of the present paper.
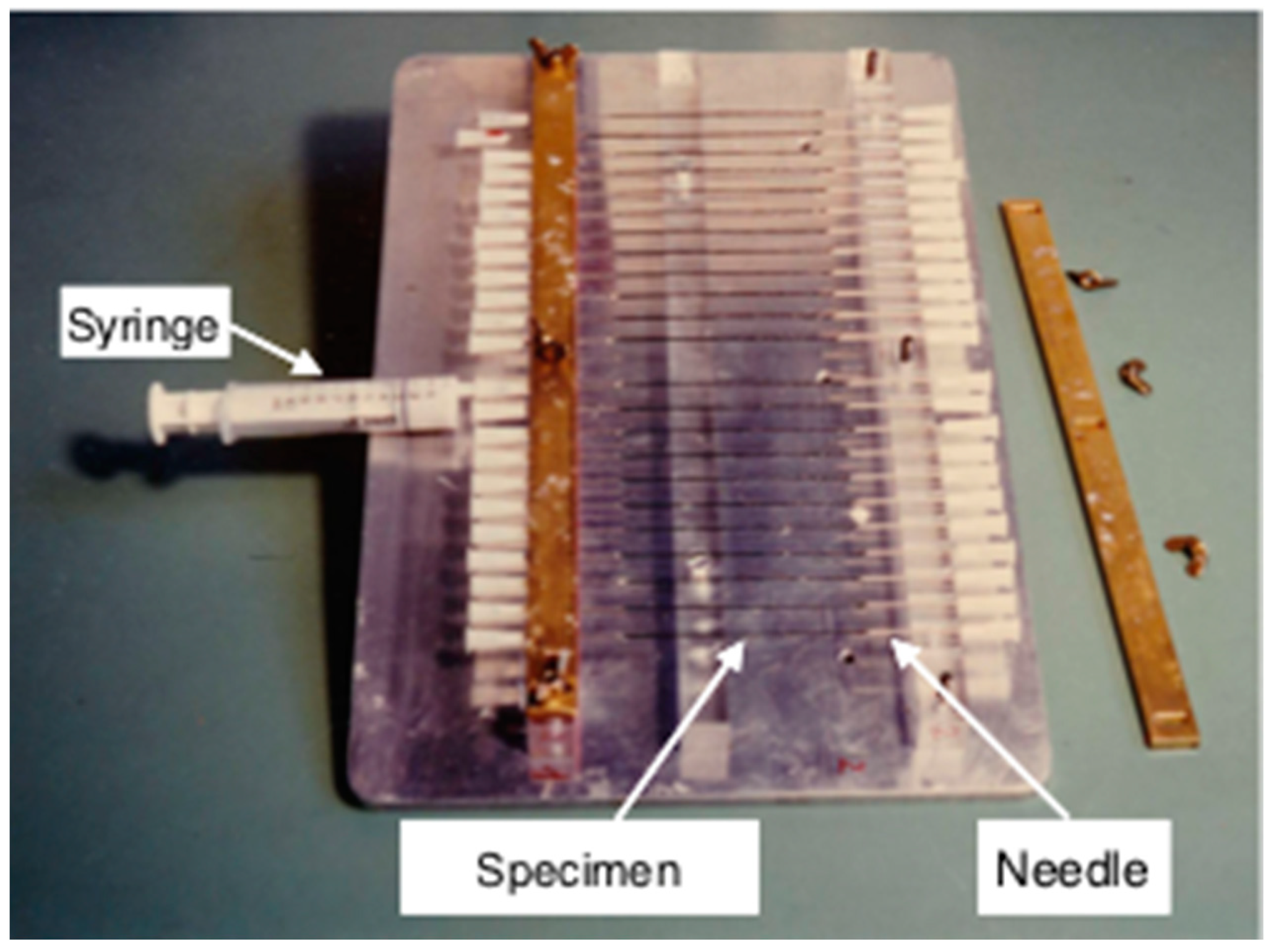
Small-diameter reinforcing fibers, such as carbon and ceramic fibers, are produced as multifilament tows. A tensile test on a single multifilament tow has been proven to provide a large set of filament strength data [
29,
30,
31,
32,
33,
34].
Minicomposites consist of composite specimens reinforced by a single tow [
35,
36,
37,
38]. This specimen size is a convenient length scale to investigate the mechanical behavior in relation to the fiber properties. It has been widely applied to ceramic matrix composites to establish the microstructure–property relationships [
37,
38]. In the present paper, it is used to investigate the failure of the minicomposites with respect to the filament strength statistical distribution.
Weibull’s theory is not directly applicable to composite materials because the parallel fiber structure violates the weakest link principle [
35]. The probabilistic theory for polymer matrix composites emerged from the successive works of several authors [
39,
40,
41,
42,
43,
44,
45] based on the application of Weibull statistics. Considering the loading condition of monotonically increasing stress, the following failure mechanism was assumed [
39]: when a fiber breaks, it is unloaded over a short distance only on either side of the break (ineffective length), and the load carried by this portion of the broken fiber must be redistributed into the matrix and/or the surrounding fibers. Thus, the surviving neighboring fibers experience a stress concentration that will cause a second fiber to fail and initiate a cluster; then, the stress concentration will be increased. Eventually, an i-plet of a critical order or a group of failed adjacent fibers will be formed, at which point the failure will spread from fiber to fiber, with no further increase in stress being required to sustain the process. In this model, the growing i-plet is essentially regarded as a Griffith crack which remains stable until it achieves a critical size, when it propagates in an unstable manner across the entire section. The stress concentration factor is defined as the ratio between the local stress in the intact fiber and the remote stress [
46]. Various equations of the stress concentration factor generated by an i-plet have been proposed. They give results with significant variations [
46]. Wagner calculated milder values than expected when taking into account the effect of both material and geometrical parameters [
46]. However, the inherent magnitude of the critical stress concentration factor that characterizes the composite resistance to failure propagation was not available, which made comparison to the stress concentration factor generated by the i-plet, and thus the evaluation of the criticality of i-plets impossible.
The assumption of the monotonically increasing stress and the resulting overloading in intact fibers from the load released by a broken fiber implies stress-controlled loading conditions. A different situation prevails under strain-controlled loading that is commonly applied during tensile tests. When the applied strain is kept constant, the force on the fibers decreases because the compliance is a bijective function of damage size. This situation is investigated in the present paper in order to highlight the significance of the loading conditions for composite materials and experimental results.
The objective of the present paper is to investigate the failure of polymer matrix minicomposites reinforced with SiC and alumina fibers, in relation to the underlying reinforcing filament strength distribution, and the condition of stress- or strain-controlled loading. Various scenarios of minicomposite failure alternative to the stress concentration induced by clusters of broken fibers are discussed.
5. Discussion
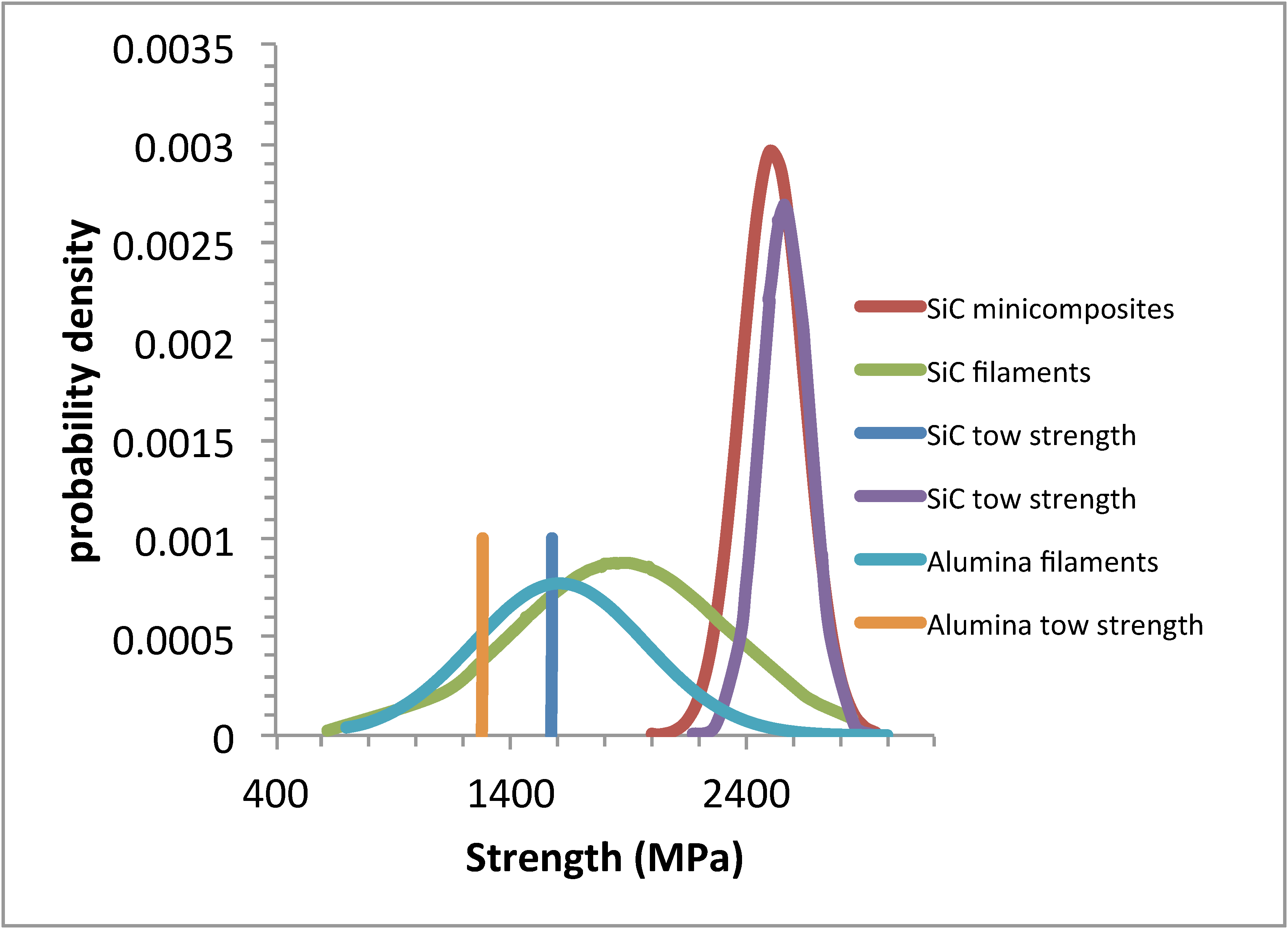
One of the main outcomes of the comparison of the filament and minicomposite strength distributions is that alumina minicomposites failed from the strongest filaments, whereas most of the SiC-reinforced minicomposites exhibited premature failure. This difference between the minicomposite types and the source of ultimate failure warrant further analysis.
5.1. Tensile Behavior
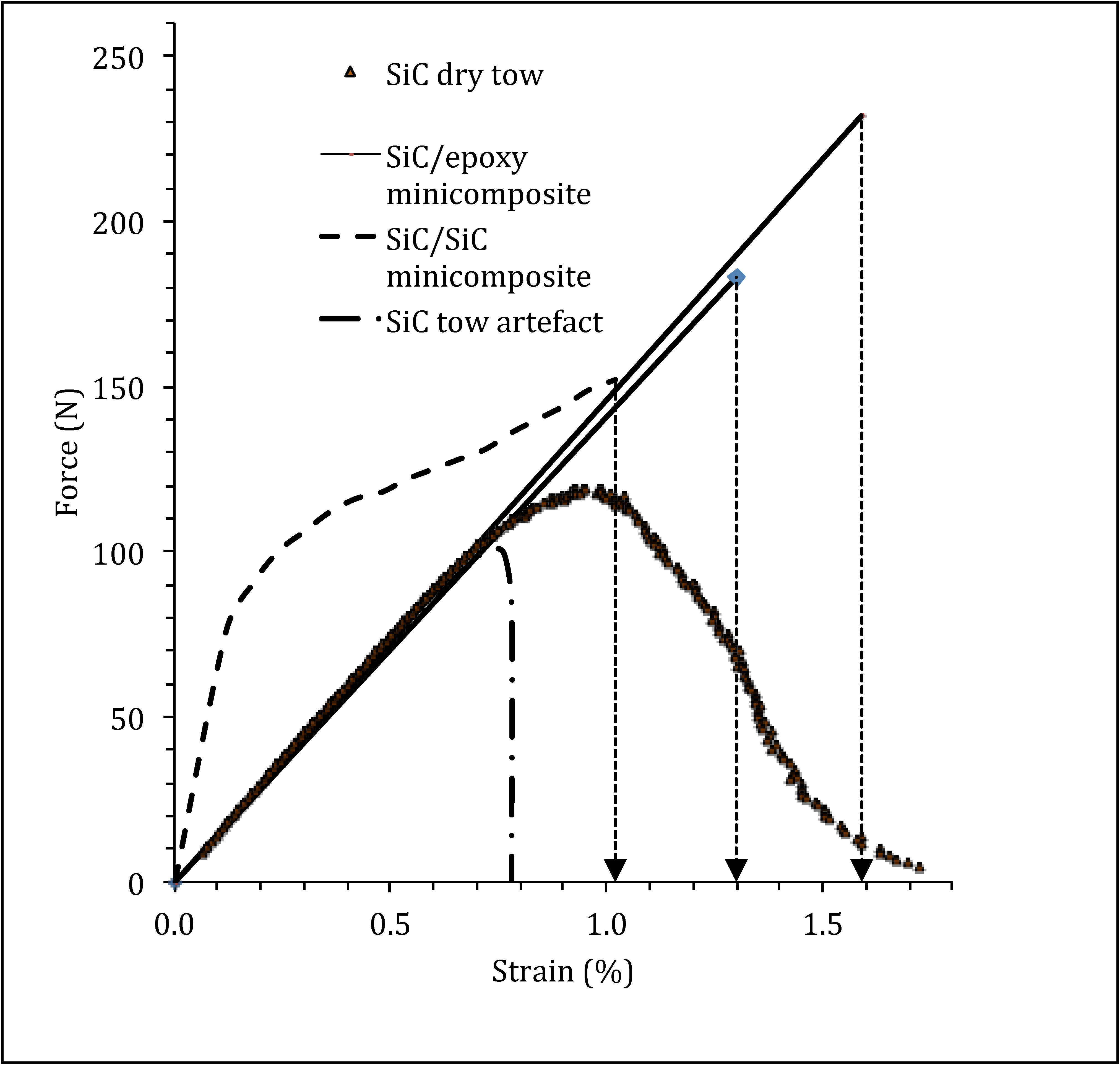
Figure 10 compares typical tensile force–strain curves obtained on various SiC-tow-based specimens: dry tow, SiC matrix minicomposite (stiff and brittle matrix) and epoxy matrix minicomposite (compliant matrix). A similar complete set of behaviors on alumina-tow-based specimens was not available, since premature failures were observed during dry-tow testing and the minicomposites with a ceramic matrix were not available.
The single filaments exhibit a linear elastic behavior until ultimate brittle failure. The force–strain curve of the single filaments tested individually was not represented for practical reasons, since the forces on single filaments are comparatively very small and display a wide variability.
The
dry tows exhibit a non-linear elastic damageable behavior governed by the successive failures of the filaments under loading condition of a
constant strain rate. It is worth stressing that under such a loading condition, all the filaments in the tow fail in a stable mode, successively and independently, in the absence of an artefact [
15]. This theoretical behavior was obtained experimentally with a lubricant to relieve the interfilament friction [
15]. The ultimate failure of tow is dictated by the strongest filament. Therefore, the strength of dry tow under these conditions of a constant strain rate is given by the strength of the strongest filament.
The theoretical behavior of
tows under
strain-controlled loading condition can be affected by overloading. The premature failure of dry tows was observed [
32] when a lubricant was not used as a result of fiber interfriction that generated local overload (
Figure 10). Fiber friction was detected as low-energy amplitude acoustic emission signals (30 dB), whereas higher-energy amplitudes (80 dB) show fiber fractures.
Overload under
constant strain rate can also be generated in the presence of a ceramic matrix (stiff and brittle) that can share the load. SiC/SiC minicomposites exhibit a non-linear elastic damageable behavior governed by the matrix damage (by multiple cracking), and then subsequently, by successive failures of the weakest single filaments. Ultimate failure is caused by the release of the load shared by the matrix that induces high stress on the fibers (
Figure 10). This step occurs at a force close to the maximum force observed on the dry tow tensile curve (
Figure 10).
The epoxy
minicomposites exhibited a linear elastic damageable behavior (
Figure 10). The damage was caused by the failure of the filaments in the progressive mode up to a certain point of instability (
Figure 10). The ultimate strengths of the epoxy minicomposites exhibit some scatter, as discussed previously. Regarding the SiC/epoxy minicomposites, the force–strain curve of reinforcing dry tows suggests that the stable failure mode should theoretically last until the failure of the strongest filament. Therefore, it can be considered that most SiC-reinforced minicomposites experienced premature ultimate failure. In the literature [
36,
39,
45], there was no way to determine whether the failure of C/epoxy and SiC/epoxy composites was premature. The failure was attributed to overloading of the neighboring fibers via stress transfer through the matrix, and the growth of the clusters of adjacent fiber breaks to a critical unstable size for the results obtained under strain-controlled loading conditions [
36,
39,
45].
5.2. Influence of the Loading Condition on Instability in a Dry Tow
The loading conditions significantly affect the tensile behavior of dry tows. Under load-controlled conditions, the force on tow is kept constant during filament breakage so that the force operating on the breaking filament is shared equally by the surviving filaments. The failure of a filament thus induces overloading on the surviving fibers by an increment.
where
i denotes the fiber that failed (according to an ascending strength order) and
σi is the stress that was operating on this fiber before the failure.
i also denotes the corresponding number of broken fibers.
Ultimate failure occurs when
whatever the
i (
Figure 11).
σi+1 is the strength of the fiber having rank
i+1. This condition is expressed as:
where
σa is the stress operating on the filaments under force-controlled load and
σ is the filament strength (Equation (13) is derived from Equation (6)).
The filament strength gradient in a tow is
. From Equation (13), it follows that:
When
ΔP = 1/
N0,
N0 being the initial number of filaments carrying the load,
Δσ measures the difference between two successive filament strengths of the cumulative distribution (
Figure 11).
The critical fiber in a tow that triggers instability and fracture is defined by the particular value of probability (
αc) derived from Equation (11) (
Figure 11).
αc corresponds to the maximum force of the tensile curve obtained under strain-controlled conditions.
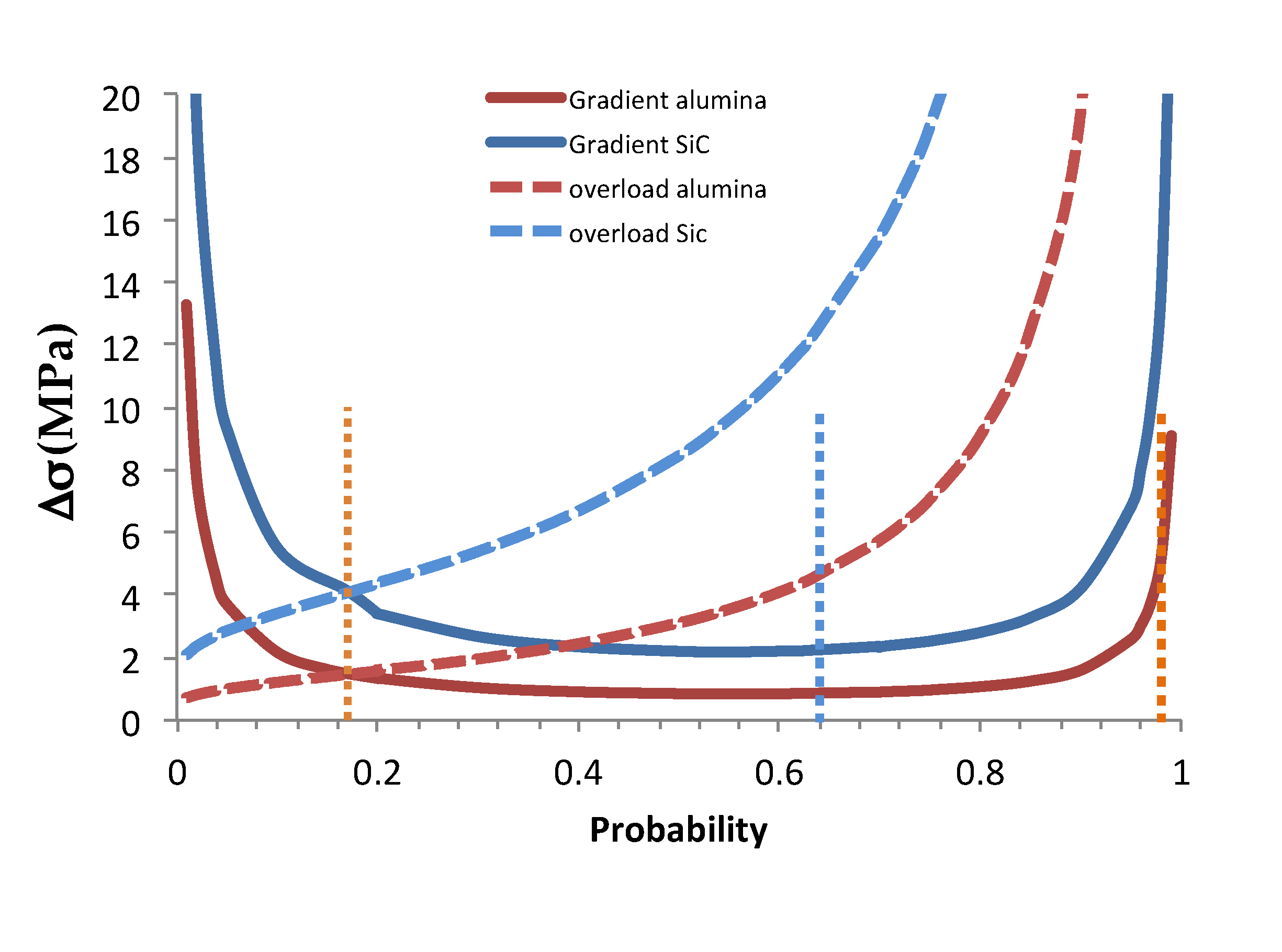
Figure 11 compares the stress increase
Δσ under a constant load with the strength gradient
Δσ in the tow. It shows that under such loading condition, the overstress induced by the fracture of the critical filament exceeds the stress gradient for filament probabilities > 0.17. When global load-sharing conditions prevail, the ultimate failure occurs when
Δσ = 1 or 4 MPa, and when
P =
αc = 0.17 (Equation (15)).
According to theory, the maximum forces of fiber tows should not be scattered [
32,
41,
51]. This feature was observed experimentally [
19]; however, this trend may be affected by an artefact [
32].
Under
strain-controlled conditions, there is no overloading of the surviving fibers when a fiber fails. The strain on filaments is kept constant by boundary conditions during the fiber break: Δ
ε = 0 when fiber
i fails and the force on the surviving filaments decreases according to fracture mechanics (the compliance is a bijective function of damage size), then
Δσ < 0. This effect is well illustrated by the experimental results obtained on dry tows: (i) the force–strain curve exhibits force relaxation under constant strain when fiber failure is caused by stress corrosion [
51], and (ii) the tensile force–strain curve shown in
Figure 10 does not exhibit instability until the complete failure of the tow.
The understanding of the ultimate failure of minicomposites requires consideration of the loading conditions, the behavior of the underlying tow and the respective behaviors of alumina- and SiC-reinforced minicomposites.
5.3. Relationship between Filaments and Minicomposites: Truncation of Filament p-Quantile Diagrams and Cumulative Distribution Function (CDF)
This section compares the truncated p-quantile diagrams and cdf of the filament strengths with those of the minicomposite in order to characterize the strength distribution of those filaments that initiated the ultimate failure of the minicomposites.
The truncated
p-quantile diagrams were derived from the cdf of the filament strengths that were truncated at the values of probability P* =
Pf, as identified in
Section 4.2 (
Table 4). Truncated probabilities were calculated using equation:
Pt = (
Pi − P*)/(1 − P*), where
Pi is the initial values of probabilities. The truncated
p-quantile diagrams were then derived from the values of
Pt (Equation (4)), and 156 data points were obtained for the truncated diagrams of the SiC filament strengths generated using the tow test.
The distribution obtained from the tests on SiC single filaments was truncated at P* = 0.8, according to the results reported in
Section 4.2. The amount of data after truncation was quite small (6 data).
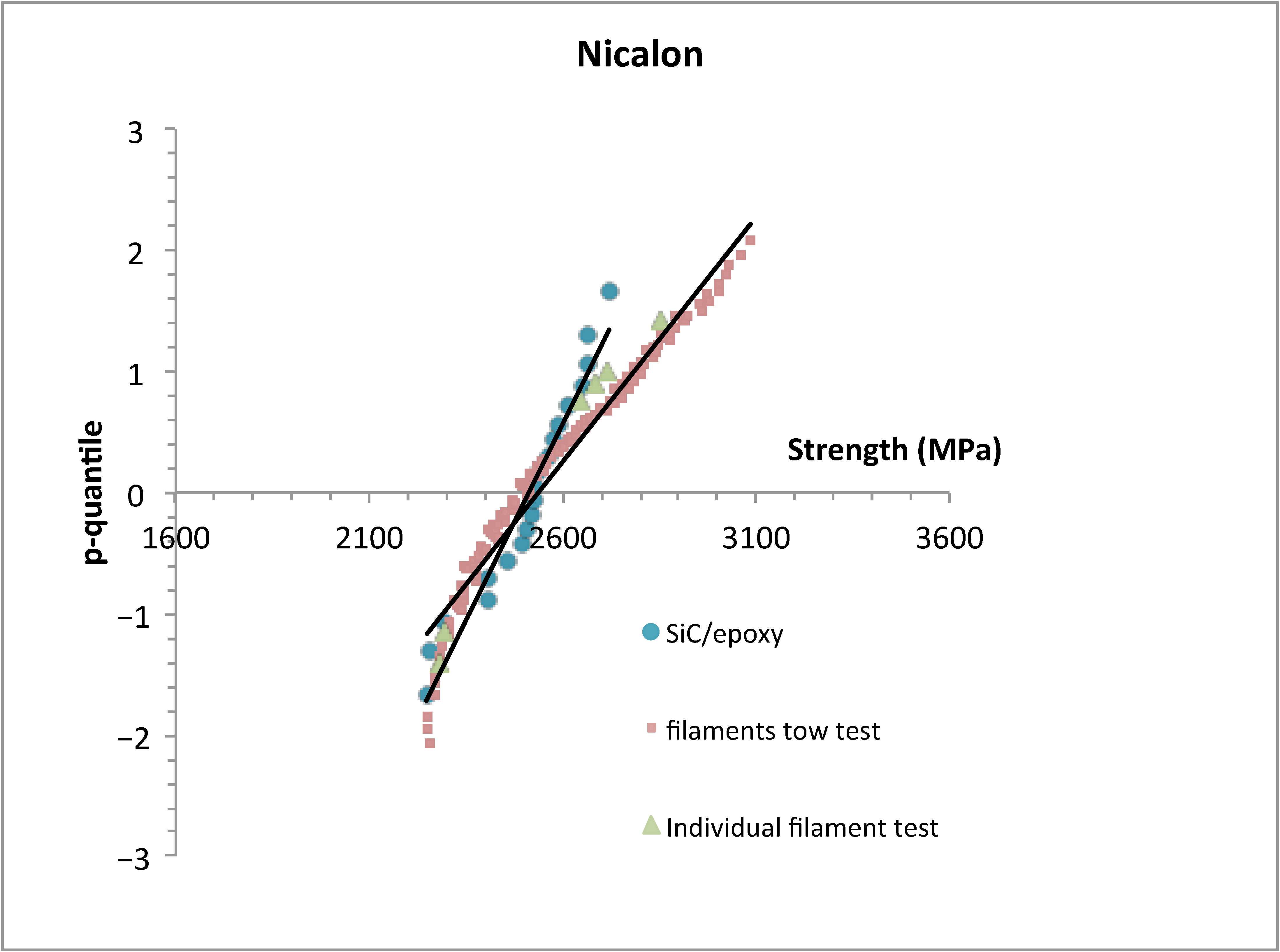
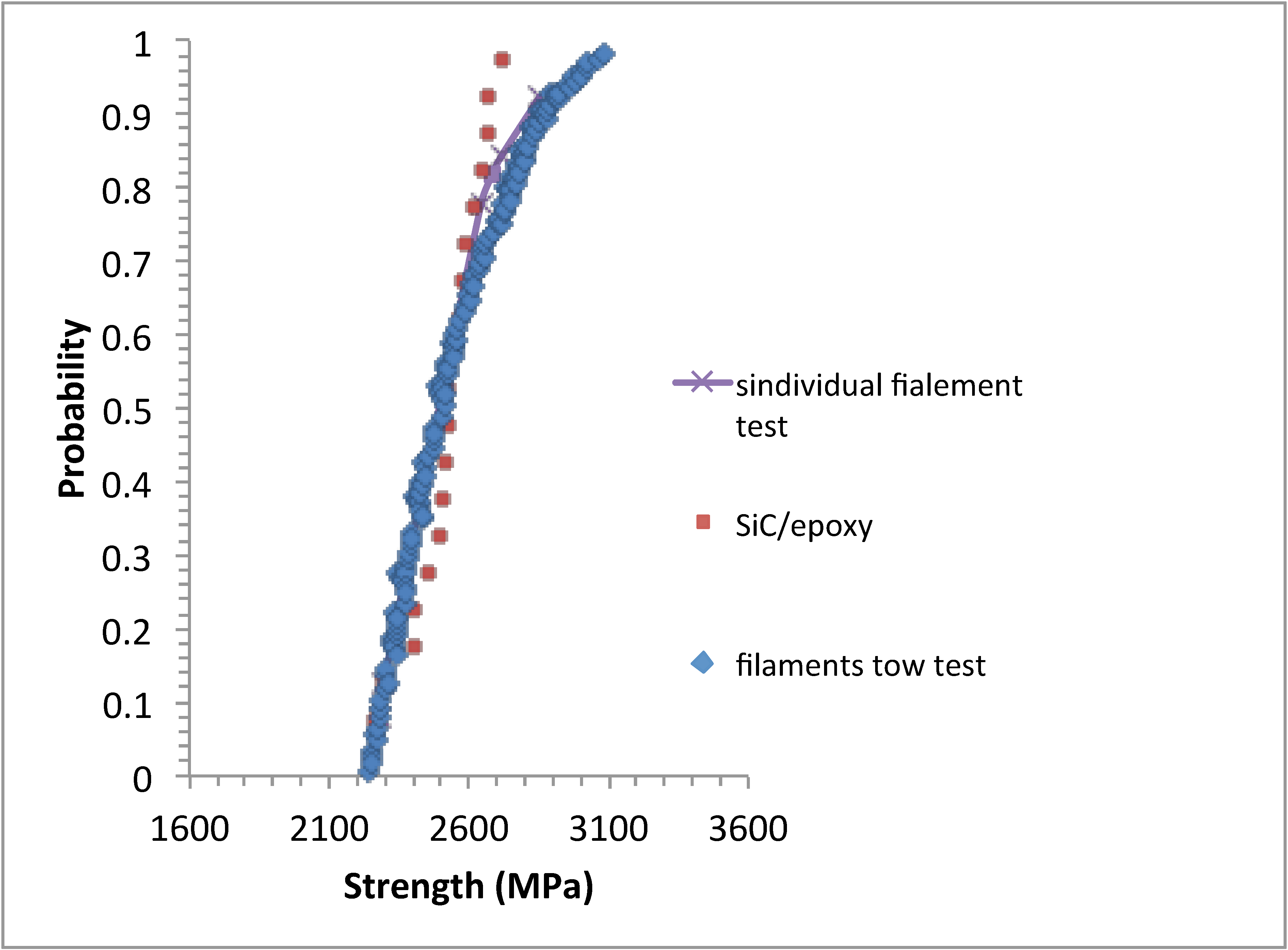
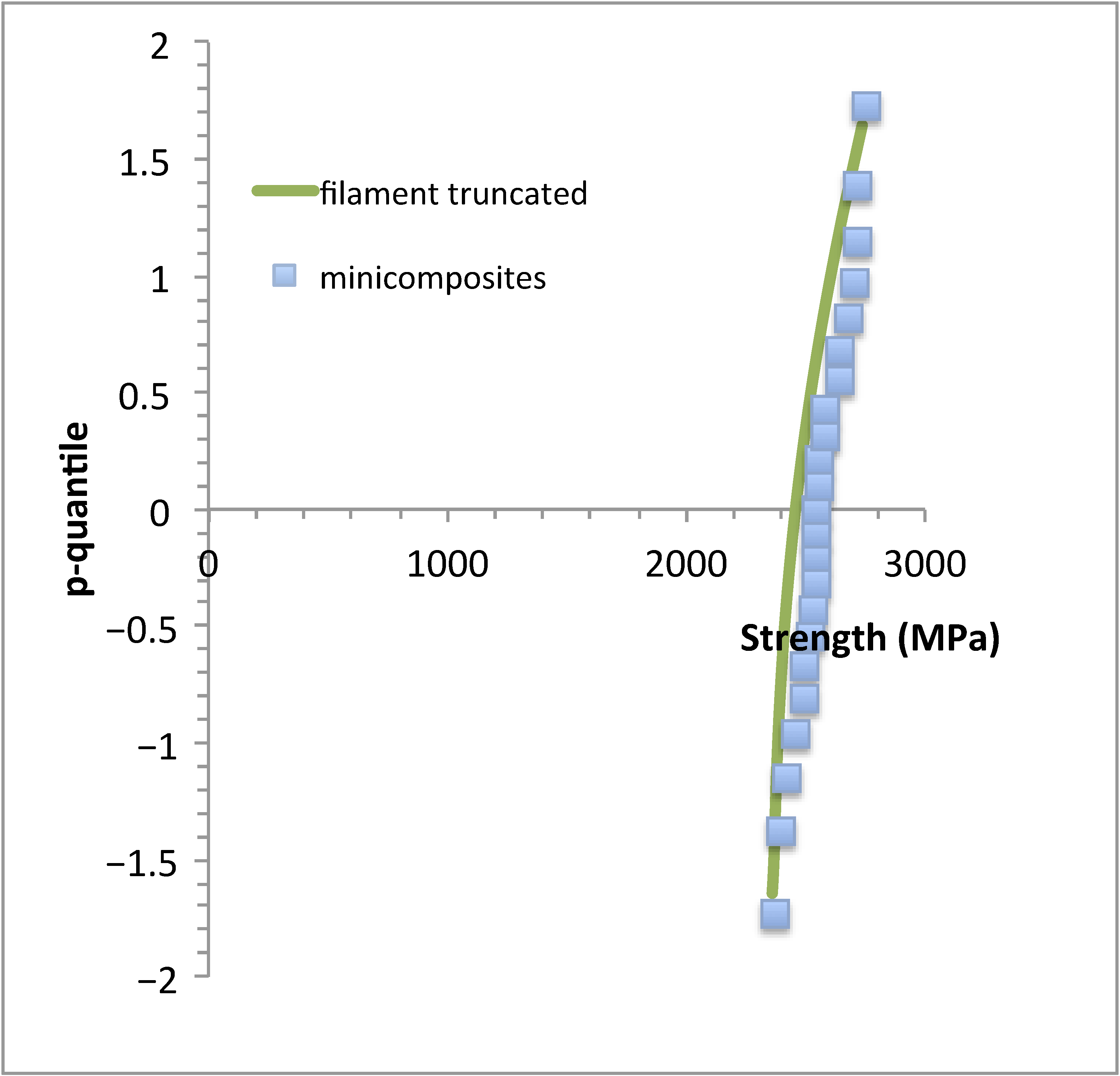
There is discrepancy between the
p-quantile diagram of the SiC-reinforced minicomposites and the truncated
p-quantile diagrams of the filament strengths (
Figure 12): the filaments strengths were larger than minicomposite strengths at strengths > 2600 MPa, and agreed with the minicomposite strengths at strengths < 2600 MPa. Note that the truncated
p-quantile diagrams of filament strengths determined using tow or single-filament testing coincide.
The values of the correlation coefficients indicate a strong correlation between the p-quantiles and strengths. The truncated p-quantile diagrams can be approximated by straight lines, indicating that the truncated distributions of the filament strengths are characterized by normal distribution functions.
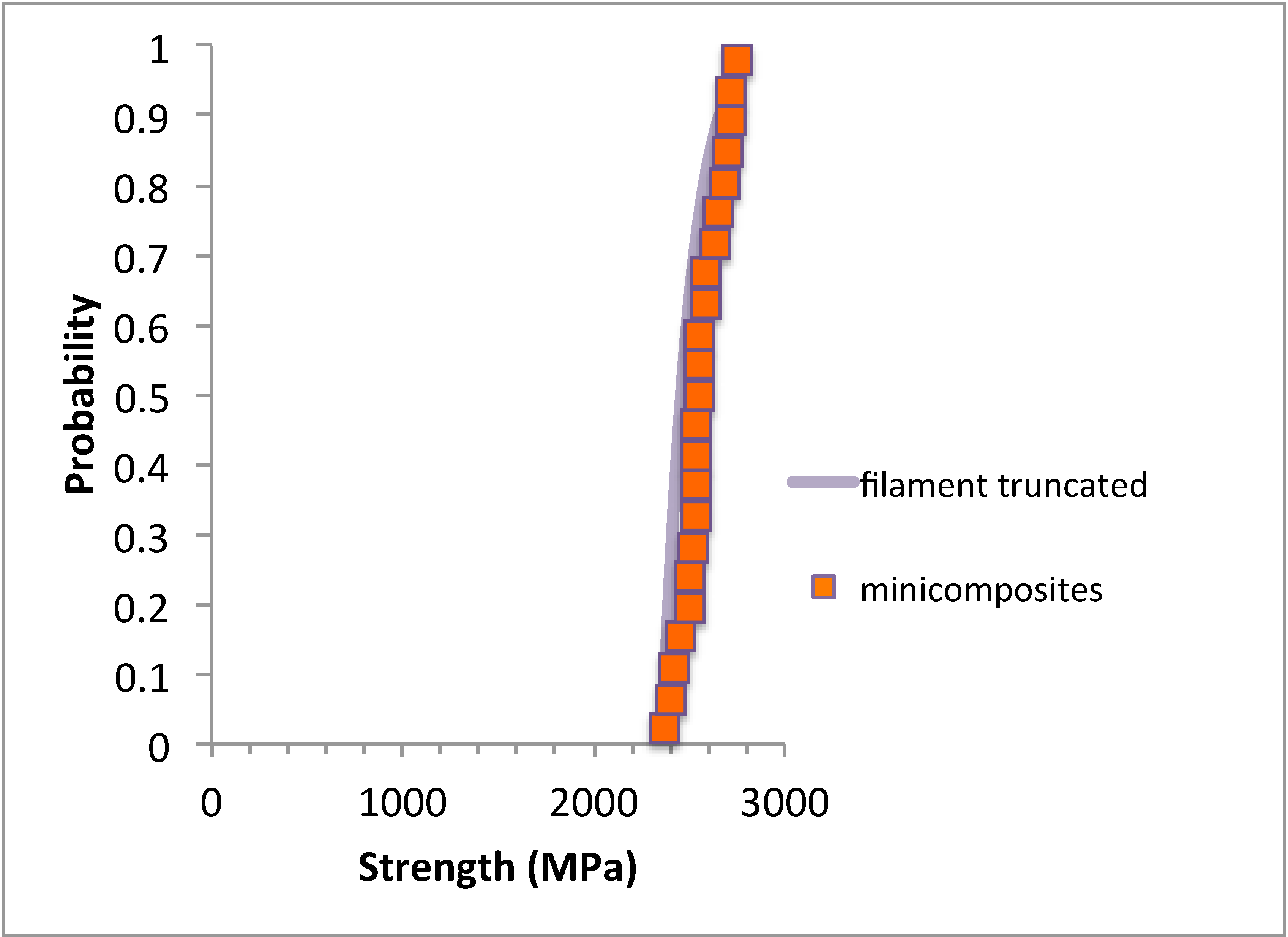
The SiC truncated cdf shows a trend similar to that shown by the truncated
p-quantile diagrams (
Figure 13). The coefficients of correlation also indicate a strong correlation between probability and strength data (
Table 4). Note that as before, the truncated cdf is not dependent on the origin of the filament strength data: tow or single-filament testing. These discrepancies suggest a weakening from the overloading of the SiC minicomposites with respect to the underlying tows.
The cdf of alumina filament strengths was truncated at P* = 0.98, according to the results in
Section 4.2. A satisfactory agreement was obtained between the minicomposite
p-quantile diagram and the truncated
p-quantile diagram of filament strengths (
Figure 14). The truncated cdf showed a trend similar to that shown by the
p-quantile diagram (
Figure 15). The coefficients of correlation showed a strong correlation of
p-quantiles and probabilities with the filament strengths (
Table 4). This suggests that the ultimate failure of the alumina minicomposites was caused by a critical filament that was probably the strongest one. It may be thought that the stress concentration at the vicinity of the broken fiber ends was limited.
5.4. I-Plets
According to theory [
35,
43,
45], the ratios of the Weibull moduli of the minicomposites and filaments gave the following sizes of possible critical
i*-plets (or the size of fiber clusters):
i* = 4 for SiC- and
i* = 6 for alumina-reinforced minicomposites (
Table 2 and
Table 3). However, the concept of
i-plet implicitly assumes that there is overloading resulting from the local sharing of the force carried by the fiber that broke. This assumption is valid under
load-controlled conditions, but not under
strain-controlled conditions that cause relief of the load operating on the filaments. However, other sources of overloading can be anticipated: first, a sudden release of elastic energy when a fiber breaks that would generate severe transient stresses ([
39] and ref therein) and dynamic stress concentration [
52]; and second, the local interfiber and fiber/matrix interaction or friction. This latter phenomenon is realistic, as shown by the premature failure of the dry tows tested without lubricant under strain-controlled conditions in
Figure 10. Furthermore, it might be enhanced by the variability in SiC filament diameters that was pointed out earlier in the paper. Identifying the detailed mechanisms that govern this particular mode of loading requires further investigation.
Assuming the presence of overloading under strain-controlled conditions, various possible modes of premature failure are discussed in the following sections.
5.5. Filament Strength Gradient
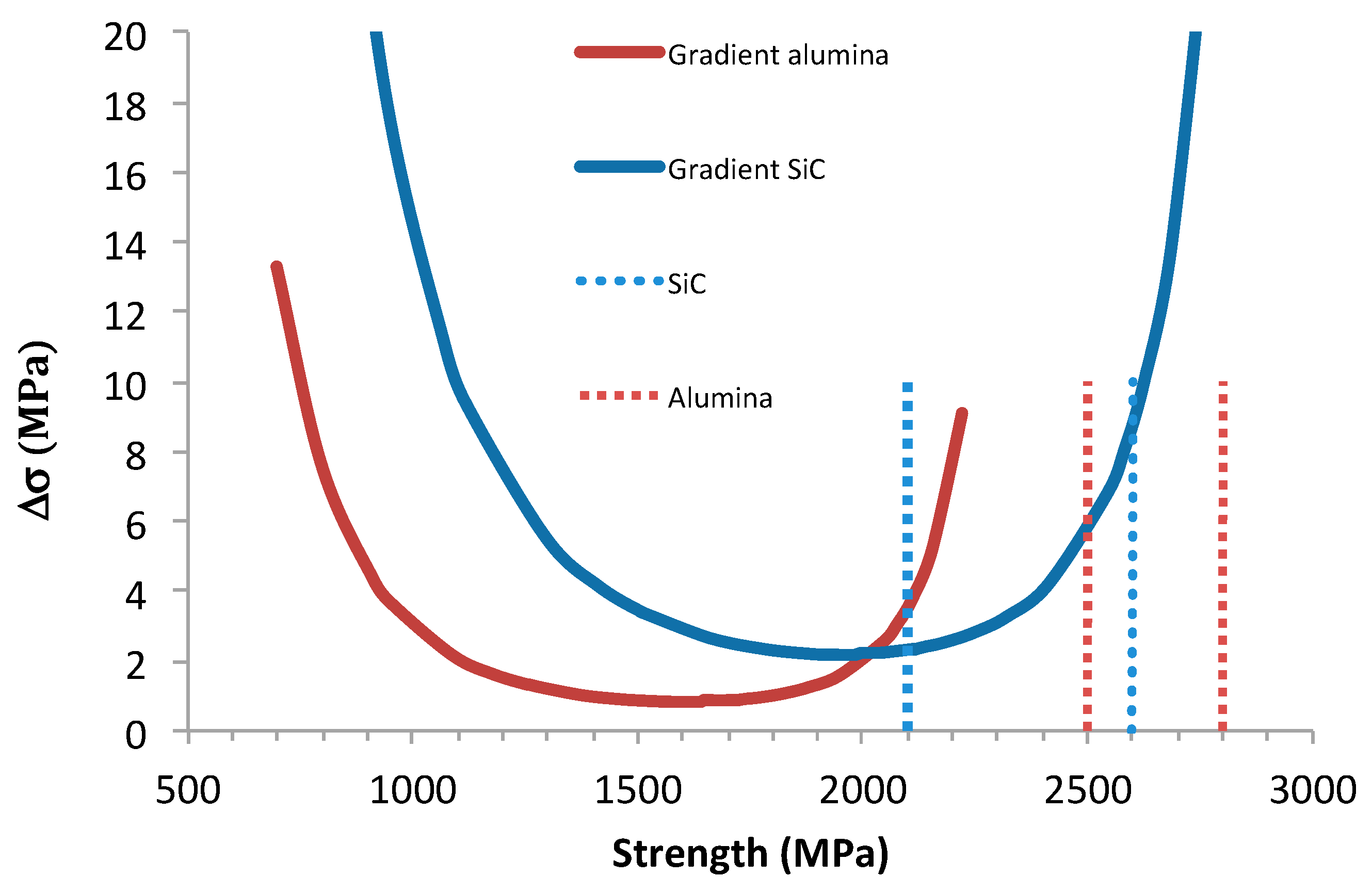
Figure 16 shows that
Δσ was quite small over a wide range of filament probabilities (0.2 < P < 0.8) and strengths:
Δσ < 2 MPa for alumina and 4 MPa for SiC, depending on the number of filaments in the tow. The failure of minicomposites did not occur at the filament probability
Pf < 0.64. A few SiC-reinforced minicomposites failed when
Δσ was minimal, i.e., when the sensitivity to overloading was maximal. By contrast, it should be noted that the alumina-reinforced minicomposites did not fail in the domain when
Δσ is minimal, although
Δσ was smaller than that for SiC. They failed instead at a larger
Δσ, at the filament probability
Pf ≥ 0.98. This indicates that during the tensile test under controlled deformation, no sufficient load increase occurred that would cause the failure of several fibers that would trigger the ultimate failure of the alumina-reinforced minicomposites. By contrast, the results indicate that overstressing may contribute to the premature ultimate failure of the SiC minicomposites at a filament probability
p > 0.64, which may agree with the i-plet concept and associated stress concentration. The results are consistent with the previous ones on truncated filament strength distributions. Usually, under strain-controlled loading conditions, there is theoretically no reloading when a fiber fails. However, transient stresses more severe than that calculated for stable static conditions ([
39] and ref therein) may operate due to the sudden release of elastic energy when a fiber breaks.
The issue of filament fragmentation may be raised. One may think that it was not significant in the stable regime of damage since the strength of the broken fibers is increased by the scale effect. However, if it operated, it may be thought that it would not affect the mode of ultimate failure.
It is worth pointing out again the significance of the loading condition. Under force-controlled conditions,
Figure 11 shows that the overload caused by the fracture of the critical filament is sufficient to cause the premature failure of a dry tow. When global load-sharing conditions prevail, the ultimate failure of a SiC tow occurs when
Δσ = 3.72 MPa. This is obtained when d
σa/d
P > d
σ/d
P, for
p = 0.17 (Equation (15)). At this stage, overstressing is applied on all the fibers. From these results, it can be inferred that under force-controlled conditions, weakened behavior can be expected for the minicomposites in the absence of a filament cluster.
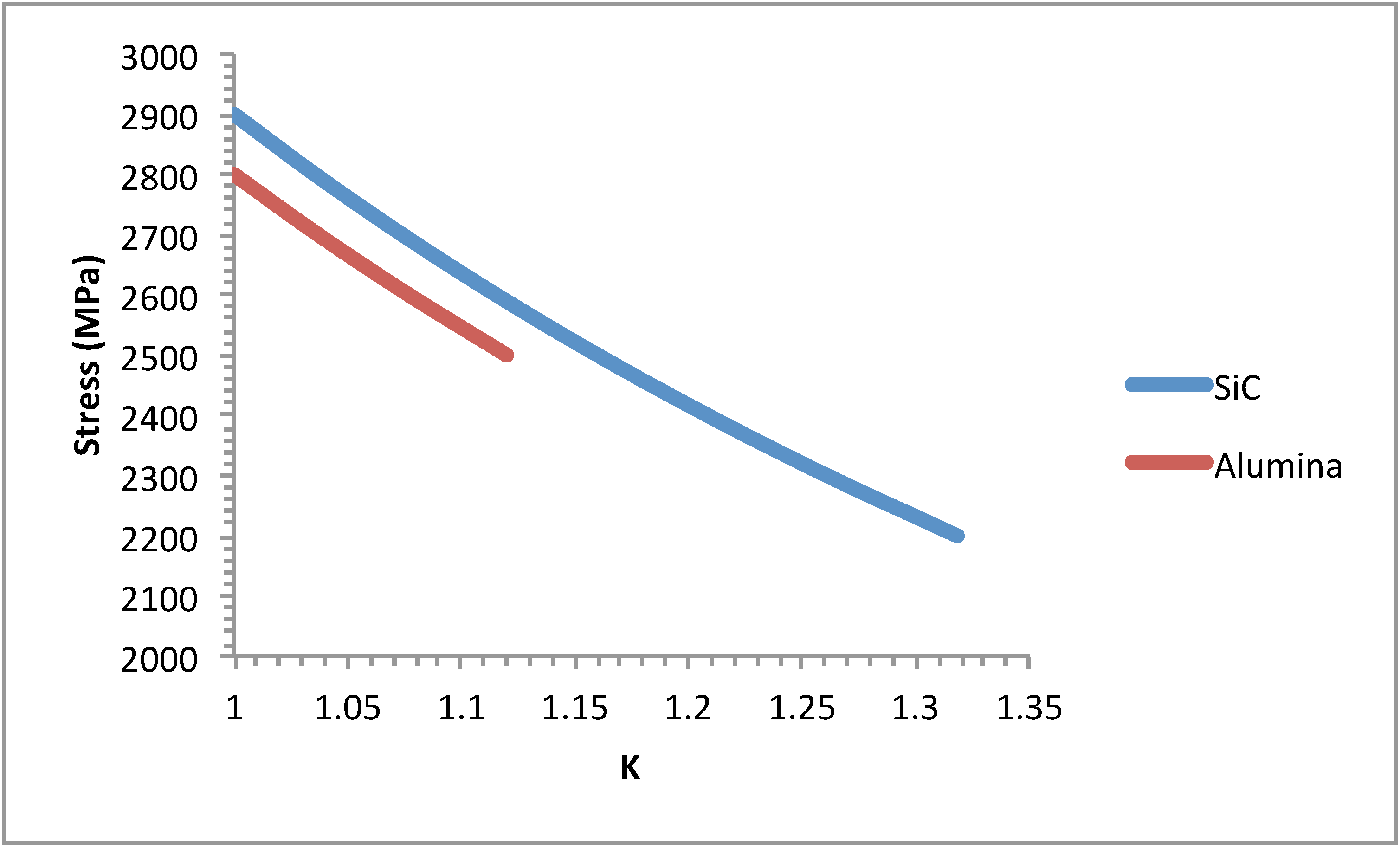
5.6. Stress Concentration under Strain-Controlled Conditions
If the presence of broken fibers and clusters induced a stress concentration, the value of the critical stress concentration factor required for the failure of any remaining intact fibers can be expressed as:
where
σmax is the highest extreme of filament strength distribution and
σa is the stress operating on the filaments. Failure would occur when the local stress exceeds the highest filament strength, since this local stress would exceed the strength of any adjacent filament. Therefore, the failure of any adjacent filament would be able to trigger ultimate failure.
Figure 17 shows critical stress concentration factors between 1.005 and 1.29 for the SiC-reinforced minicomposites, and 1.007 <
Kc < 1.12 for the alumina-reinforced minicomposites. The dependence of
Kc on stress agrees with a logical expectation of a higher
Kc at a lower stress to reach
σmax. Failure would occur when the stress concentration factor induced by the broken filaments (
Kq) exceeds
Kc. This range of
Kc is significantly smaller than most of the values of
Kq calculated using various models in the literature [
46]. Wagner calculated milder values when taking into account the effect of both material and geometrical parameters that compare with the current
Kc values. This suggests that ultimate failure would be caused by a cluster of broken filaments. However, the origin of the overload and the proper calculation of the induced stress concentration factor under strain-controlled condition remain an issue.
Furthermore, the smaller value of
Kc for alumina-reinforced minicomposites indicates that these minicomposites would be less resistant to the stress concentration in the presence of the cluster of broken filaments when compared to SiC-reinforced minicomposites. This is not consistent with the higher value of
Pf > 0.98 for alumina-reinforced minicomposites, and the respective ranges of minicomposite strengths: 2200–2600 MPa for SiC-reinforced minicomposites < 2500–2800 MPa for alumina-reinforced minicomposites (
Figure 16).
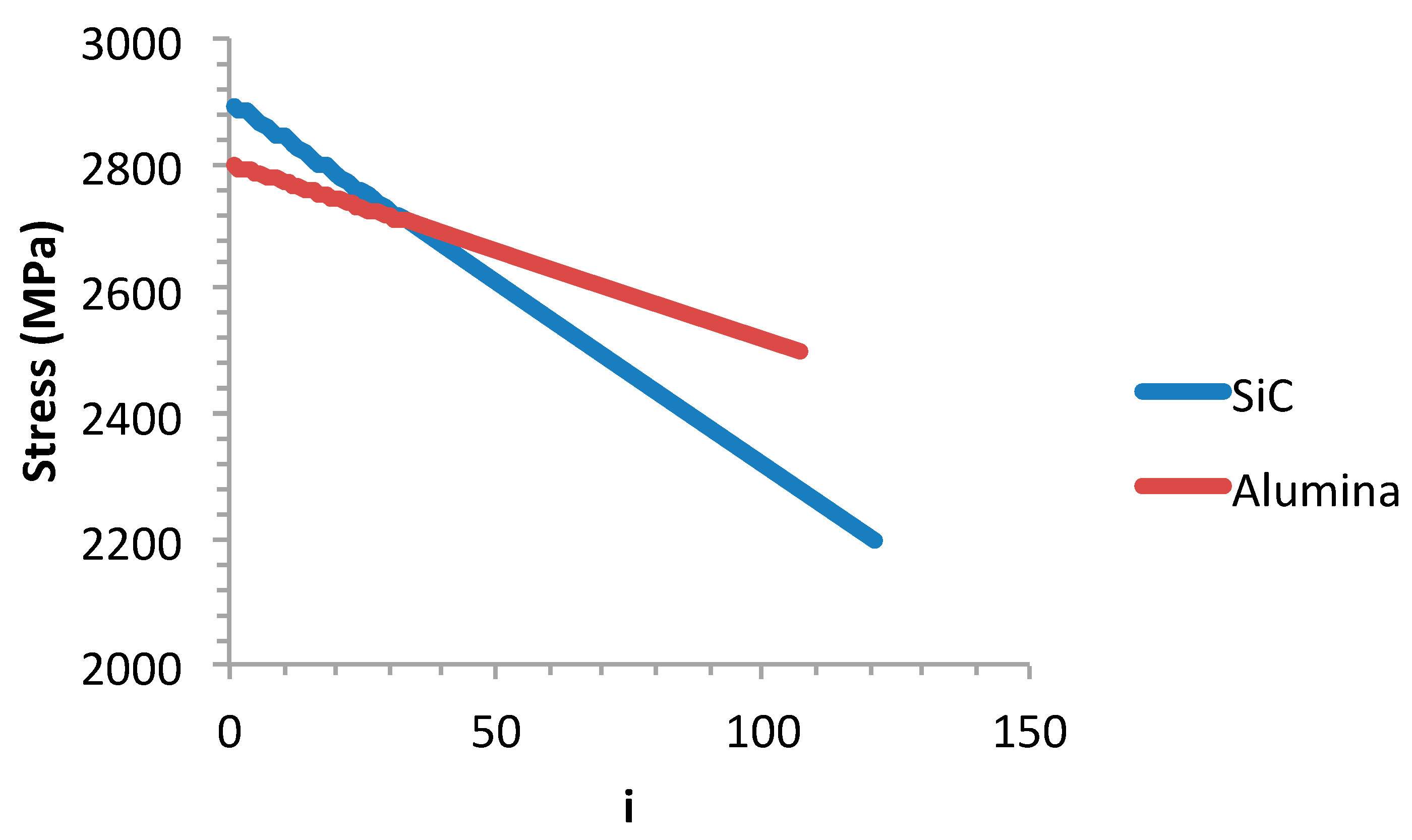
5.7. Stress Concentration by the Reduction in Section
Stress concentration may be induced by the presence of several broken fibers not necessarily as a cluster, but with the fracture located in the same section plane. The stress concentration factor resulting from the reduction in the load-carrying section is given by the following equation:
where
i is the number of filaments broken in the same section plane.
Figure 18 shows the relation between the applied stress at the failure and the number of broken filaments:
It appears that more than 100 filaments broken in the same section plane are required to generate the ultimate failure at 2600 MPa for alumina-reinforced minicomposites and 2200 MPa for SiC-reinforced minicomposites. This phenomenon may be regarded as realistic, as this critical number of filaments is smaller than the number of filaments broken at the ultimate failure initiation: more than 320 and 980, respectively, in the SiC- and the alumina-reinforced minicomposites, which can occur under strain-controlled conditions. It can be noted in
Figure 18 that a single cluster of four or six filaments can cause failure only at very high stresses close to 2800–2900 MPa that exceed the maximum strengths of the minicomposites (shown on
Figure 12). Thus, clusters of four or six filaments are not able to induce failure by the process of stress concentration through the reduction in the minicomposite sectional area.
5.8. Variability in the Results of SiC- and Alumina- Reinforced Minicomposites
The values of smaller predicted critical
i-plets and premature failure stresses against the higher stress concentration factor
Kc for the SiC-reinforced minicomposites is not consistent when comparing with alumina-reinforced minicomposites. Thus, both minicomposites possessed the same matrix type and fibers in the same range of strengths and elastic modulus. However, alumina-reinforced minicomposites contained more fibers than the SiC-reinforced minicomposites: 1000 against 500. Furthermore, the SiC filaments displayed wide variability of the average dimeter (reflected by the values of standard deviation and coefficient of variation in
Table 1) and also of the diameter along the fiber axis [
48], which may affect microstructure and enhance the presence of imperfections such as fiber contact points and interactions. Furthermore, good adhesion to resins is a feature claimed for this alumina fiber type.
Note that the critical
i*-plets would probably have a constant size, according to the unimodal linearity of the
p-quantile diagrams. The variability in the stress concentration factor
Kq may be a source of minicomposite strength variability. The influence of various parameters on the stress concentration factor
Kq has been discussed in the literature, including ineffective length, fiber-packing arrangement, geometrical parameters (such as longitudinal distance from break, fiber content, interfibre spacing [
46]) and material properties (E
f/E
m, G
m/E
f) [
46].
6. Conclusions
A significant difference in the failure of SiC- and alumina-reinforced minicomposites was observed. A bundle of arguments supported that most of the SiC-reinforced minicomposites experienced premature failure due to microstructure imperfections, including the possible weaker adhesion of the matrix to the fibers and the diffuse interactions of the fibers and the matrix that may be related to the variability in filament diameter. The alumina-reinforced minicomposites experienced a stable failure mode until the ultimate failure from the strongest filament. The effect of the stress concentration induced by the reduction in the section resulting from the fracture of a hundred filaments in the same section plane is a possible alternative fracture origin under strain-controlled loading conditions.
The linearity of the p-quantile diagrams shows that the strength of the filaments and minicomposites is a Gaussian variable. The normal cumulative distribution of the strengths was then well fitted by the Weibull distribution function. This approach, based on p-quantile diagrams for the assessment of the normal distribution and comparison of the Weibull distribution to the normal distribution, allowed for the assessment of the Weibull model. These results open new perspectives for the analysis of reliability of composite structures. This issue is the topic of future work.
The results question the contribution of critical i-plets to the ultimate failure of epoxy matrix minicomposites under strain-controlled conditions of loading. The severity of the i-plets is measured by a stress concentration factor that results from the size of the critical cluster of broken filaments from the filament packing arrangement and essentially the presence of the extra tensile load on adjacent fibers. The tensile behavior of the underlying fiber tow indicates that ultimate failure is dictated by the strongest filament under strain-controlled conditions and the failure of a critical filament that causes instability by load-sharing under force-controlled conditions of loading.
Under the strain-controlled conditions described in the present paper, overloading from the failure of a filament was not realistic according to fracture mechanics, and was not supported by the behavior of the underlying filament tow. The analysis indicates that the behavior of minicomposites is theoretically governed by the behavior of the underlying tow, in the absence of an artefact. The presence of an artefact is responsible for premature fracture. Force-controlled conditions are also expected to cause premature fracture, depending on the sharing of the force carried by the breaking filament. This issue can be investigated using tests carried out under force-controlled conditions. However, it should be pointed out that in most tests and applications, the specimens and components are essentially subjected to strain-controlled conditions. Therefore, the issue of the loading mode is of primary significance for the analysis, modeling and prediction of the fracture for epoxy matrix composites.
The issue of loading conditions (strain- versus stress-controlled) appears to be an original feature of epoxy matrix composites. A weaker strength can be expected under load-controlled conditions when compared to strain-controlled conditions. The filament strength gradient determines the premature failure of the dry tows under controlled load conditions, and of ceramic matrix composites under strain-controlled loading conditions.
The ultimate failure of epoxy composites is governed by the reinforcing multifilament tows, and its variability involves the erratic contribution of several parameters.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}