
Effect of Roller Pressure and Base Prepreg Layer on Tensile and Flexural Properties of CFRP Laminates Fabricated Using Automated Fiber Placement



Abstract
:1. Introduction
2. Materials and Methods
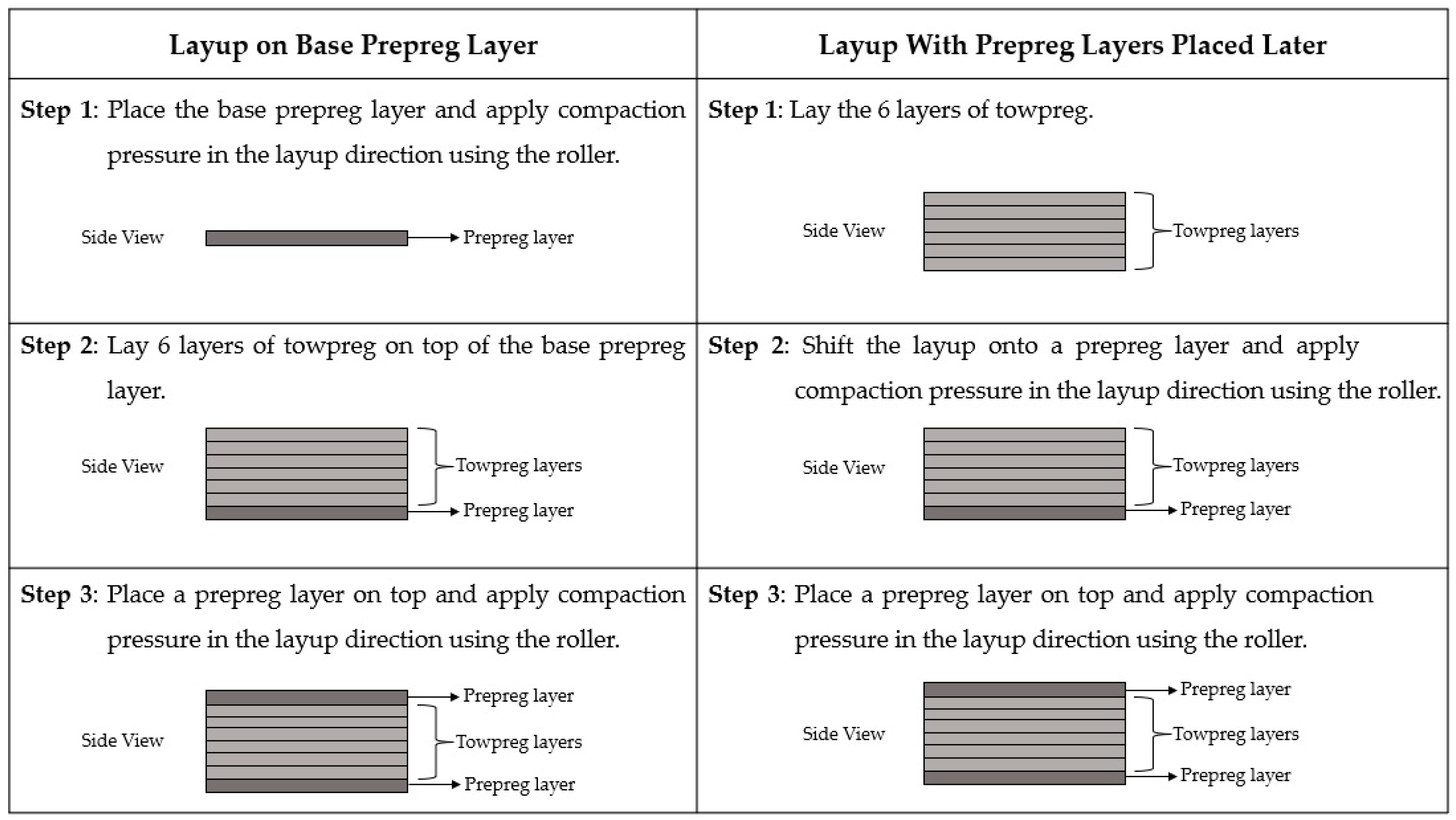
2.1. Sample Preparation
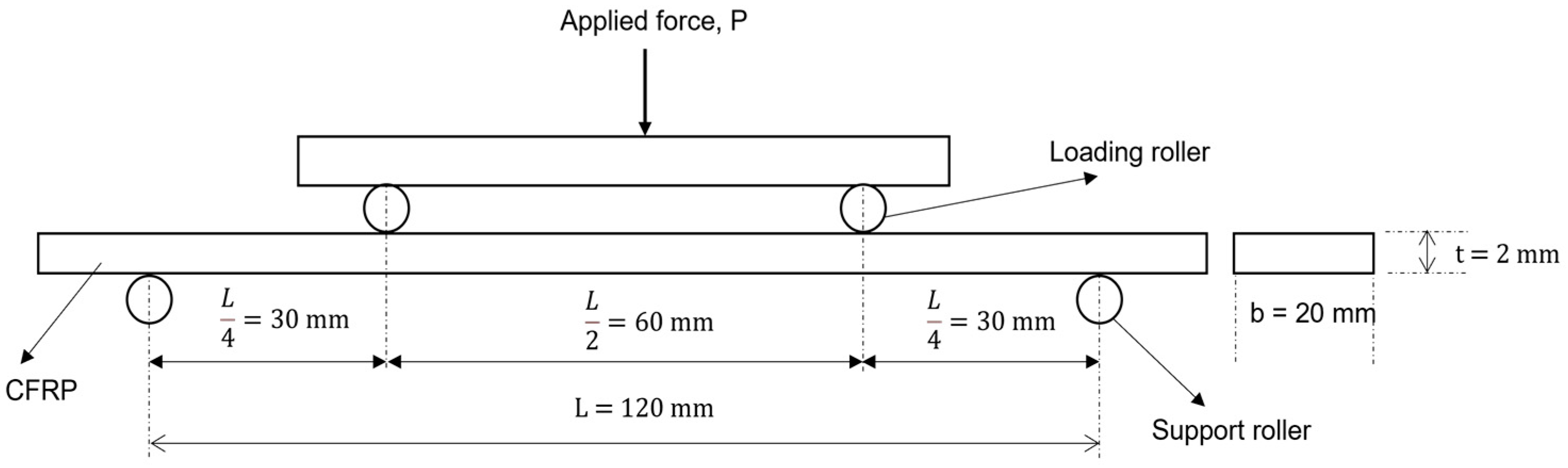
2.2. Test Methods
3. Results and Discussions
3.1. Tensile Tests
3.2. Bending Tests
3.3. Failure Modes
4. Conclusions
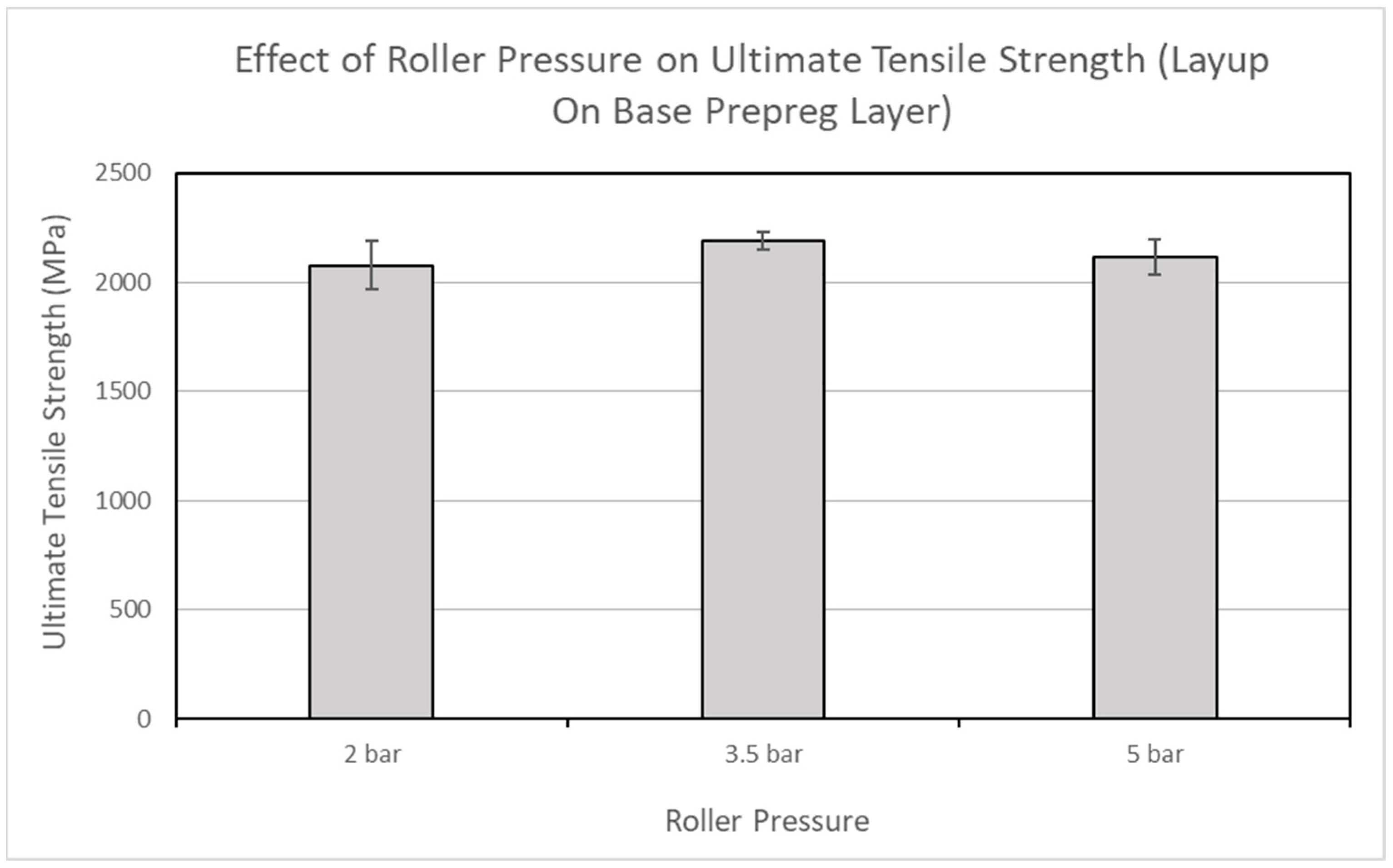
- When compared with roller pressures of 2 bar and 5 bar, a roller pressure of 3.5 bar corresponds to an increase in maximum tensile force per unit width of 11% and 5.4%, respectively, for a layup without any prepreg base layer, and 6.3% and 4.1%, respectively, for a layup on a prepreg base layer of the same material. For a layup without any prepreg base layer, the ultimate tensile strength at roller pressure of 3.5 bar is 10% and 6.4% higher than those at 2 bar and 5 bar roller pressures, respectively. The corresponding increase for a layup on a prepreg base layer of the same material is 5.5% and 3.5%, respectively. It is observed that a 2 bar roller pressure cannot provide the necessary adhesion between different layers while a roller pressure of 5 bar is higher than required and leads to thinner and wider tows. Hence, a roller pressure of 3.5 bar was found to be optimum.
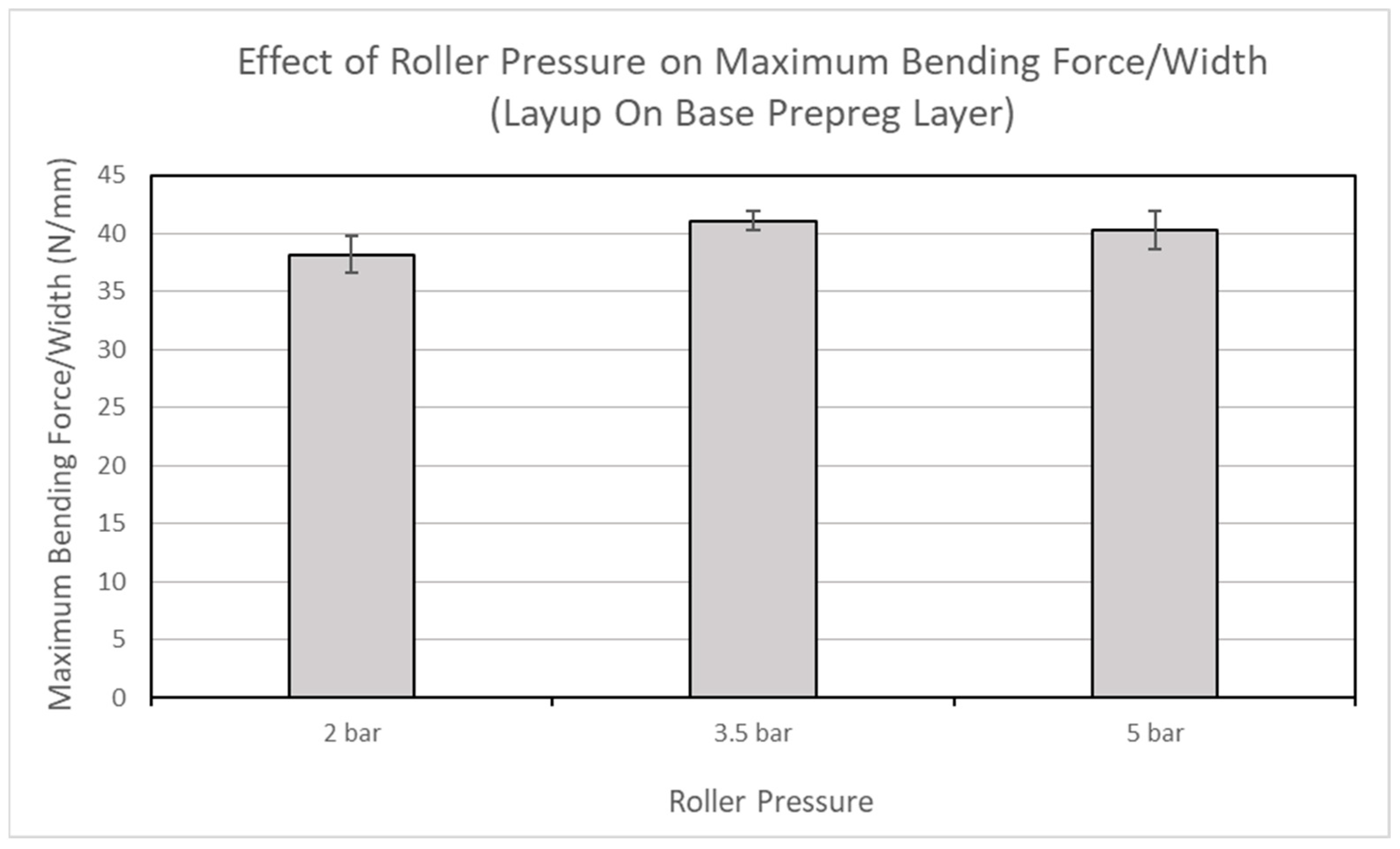
- For a layup without any prepreg base layer, the maximum bending force per unit width increases by 14.9% from 33.55 N/mm to 38.54 N/mm with the increase in roller pressure from 2 bar to 3.5 bar. It then decreases by 5.9% with a further increase in roller pressure to 5 bar. For a layup on a prepreg base layer of the same material, the maximum bending force per unit width at a roller pressure of 3.5 bar is 7.6% and 2% higher than those at 2 bar and 5 bar roller pressures, respectively. When compared with roller pressures of 2 bar and 5 bar, a roller pressure of 3.5 bar corresponds to an increase in ultimate bending strength of 12.8% and 5.3%, respectively, for a layup without any prepreg base layer, and 4.7% and 3.2%, respectively, for a layup on prepreg base layer of the same material. It is noticed that a roller pressure of 3.5 bar is a good compromise between the positive effects of increased cohesion between the roller and the substrate and the negative effects of increased tow width.
- The maximum tensile force per unit width at roller pressures of 2 bar, 3.5 bar, and 5 bar for a layup on a prepreg base layer of the same material increased by 17.1%, 12.2%, and 13.6%, respectively, when compared with a layup without a prepreg base layer. The corresponding increase in ultimate tensile strength is 15.3%, 10.5%, and 13.6%, respectively. When compared with a layup without a prepreg base layer, the maximum bending force per unit width at roller pressures of 2 bar, 3.5 bar, and 5 bar for a layup on a prepreg base layer of the same material increased by 13.9%, 6.6%, and 10.7%, respectively. The corresponding increase in ultimate bending strength is 15.8%, 7.6%, and 9.8%, respectively. It is observed that the prepreg base layer of the same material had better adhesion with the adjacent towpreg layer and aided in hindering delamination between the two layers.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Daniel, I.M. Engineering Mechanics of Composite Materials, 2nd ed.; Oxford University Press: New York, NY, USA, 2006. [Google Scholar]
- Jones, R.M. Mechanics of composite Materials, 2nd ed.; Taylor & Francis: Philadelphia, PA, USA, 1999. [Google Scholar]
- Arns, J.-Y.; Oromiehie, E.; Arns, C.; Prusty, B.G. Micro-CT analysis of process-induced defects in composite laminates using AFP. Mater. Manuf. Process. 2021, 36, 1561–1570. [Google Scholar] [CrossRef]
- Chen, J.; Fu, K.; Li, Y. Understanding processing parameter effects for carbon fibre reinforced thermoplastic composites manufactured by laser-assisted automated fibre placement (AFP). Compos. Part A Appl. Sci. Manuf. 2021, 140, 106160. [Google Scholar] [CrossRef]
- Mallick, P.K. Composites Engineering Handbook, 11th ed.; M. Dekker: New York, NY, USA, 1997. [Google Scholar]
- Faye, S.; Carroll, G. Automated processes for composite aircraft structure. Ind. Robot. Int. J. 2006, 33, 117–121. [Google Scholar] [CrossRef]
- Fairuz, A.M.; Sapuan, S.M.; Zainudin, E.S.; Jaafar, C.N.A. Polymer composite manufacturing using a pultrusion process: A review. Am. J. Appl. Sci. 2014, 11, 1798–1810. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J.A.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Mertiny, P.; Ellyin, F. Influence of the filament winding tension on physical and mechanical properties of reinforced composites. Compos. Part A 2002, 33, 1615–1622. [Google Scholar] [CrossRef]
- Mitschang, P.; Hildebrandt, K. 8-Polymer and composite molding technologies for automotive applications. In Advanced Materials in Automotive Engineering; Rowe, J., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 210–229. [Google Scholar] [CrossRef]
- Park, C.H.; Lee, W.I. 3-Compression Molding in Polymer Matrix Composites; Woodhead Publishing: Cambridge, UK, 2012; pp. 47–94. [Google Scholar]
- Park, S.B.; Lee, D.W.; Song, J.I. Fabrication and Evaluation of Mechanical Properties of Carbon/Epoxy Square Tube Using Pressure Bag Molding and Compared with Autoclave Method. Int. J. Precis. Eng. Manuf. 2018, 19, 441–446. [Google Scholar] [CrossRef]
- Potter, K.D. The early history of the resin transfer molding process for aerospace applications. Compos. Part A 1999, 30, 619–621. [Google Scholar] [CrossRef]
- Todd, R.H. Manufacturing Processes Reference Guide, 1st ed.; Allen, D.K., Alting, L., Eds.; Industrial Press: New York, NY, USA, 1994. [Google Scholar]
- He, Y.; Jiang, J.; Qu, W.; Ke, Y. Compaction pressure distribution and pressure uniformity of segmented rollers for automated fiber placement. J. Reinf. Plast. Compos. 2022, 41, 427–443. [Google Scholar] [CrossRef]
- Belnoue, J.P.H.; Mesogitis, T.; Nixon-Pearson, O.J.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D.; Hallett, S.R. Understanding and predicting defect formation in automated fibre placement pre-preg laminates. Compos. Part A Appl. Sci. Manuf. 2017, 102, 196–206. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J.A.; Potter, K.D.; Eales, J. A concept for the in situ consolidation of thermoset matrix prepreg during automated lay-up. Compos. Part B Eng. 2013, 45, 538–543. [Google Scholar] [CrossRef]
- Chinesta, F.; Leygue, A.; Bognet, B.; Ghnatios, C.; Poulhaon, F.; Bordeu, F.; Barasinski, A.; Poitou, A.; Chatel, S.; Maison-Le-Poec, S. First steps towards an advanced simulation of composites manufacturing by automated tape placement. Int. J. Mater. Form. 2014, 7, 81–92. [Google Scholar] [CrossRef] [Green Version]
- Lichtinger, R.; Hörmann, P.; Stelzl, D.; Hinterhölzl, R. The effects of heat input on adjacent paths during Automated Fibre Placement. Compos. Part A Appl. Sci. Manuf. 2015, 68, 387–397. [Google Scholar] [CrossRef]
- Gangloff, J.J.; Simacek, P.; Sinha, S.; Advani, S.G. A process model for the compaction and saturation of partially impregnated thermoset prepreg tapes. Compos. Part A Appl. Sci. Manuf. 2014, 64, 234–244. [Google Scholar] [CrossRef]
- Zacherl, L.; Shadmehri, F.; Rother, K. Determination of convective heat transfer coefficient for hot gas torch (HGT)-assisted automated fiber placement (AFP) for thermoplastic composites. J. Thermoplast. Compos. Mater. 2023, 36, 73–95. [Google Scholar] [CrossRef]
- Lamontia, M.A.; Gruber, M.B.; Tierney, J.J.; Gillespie, J., Jr.; Jensen, B.J.; Cano, R.J. In situ thermoplastic ATP needs flat tapes and tows with few voids. In Proceedings of the 30th International SAMPE Europe Conference, Paris, France, 23–25 March 2009. [Google Scholar]
- Khan, M.A.; Mitschang, P.; Schledjewski, R. Identification of some optimal parameters to achieve higher laminate quality through tape placement process. Adv. Polym. Technol. 2010, 29, 98–111. [Google Scholar] [CrossRef]
- Lopes, C.S.; Gürdal, Z.; Camanho, P.P. Tailoring for strength of composite steered-fibre panels with cutouts. Compos. Part A 2010, 41, 1760–1767. [Google Scholar] [CrossRef]
- Croft, K.; Lessard, L.; Pasini, D.; Hojjati, M.; Chen, J.; Yousefpour, A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Compos. Part A 2011, 42, 484–491. [Google Scholar] [CrossRef] [Green Version]
- Arif, M.; Asif, M.; Ahmed, I. Advanced composite material for aerospace application—A review. Int. J. Eng. Manuf. Sci. 2017, 7, 393–409. [Google Scholar] [CrossRef]
- Sawicki, A.; Minguett, P. The effect of intraply overlaps and gaps upon the compression strength of composite laminates. In Proceedings of the 39th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference and Exhibit, Long Beach, CA, USA, 20–23 April 1998; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 1998. [Google Scholar] [CrossRef]
- Marsh, G. Automating aerospace composites production with fibre placement. Reinf. Plast. 2011, 55, 32–37. [Google Scholar] [CrossRef]
- Bakhshi, N.; Hojjati, M. Effect of compaction roller on layup quality and defects formation in automated fiber placement. J. Reinf. Plast. Compos. 2020, 39, 3–20. [Google Scholar] [CrossRef]
- Jiang, J.; He, Y.; Ke, Y. Pressure distribution for automated fiber placement and design optimization of compaction rollers. J. Reinf. Plast. Compos. 2019, 38, 860–870. [Google Scholar] [CrossRef]
- Forcellese, A.; Greco, L.; Pieralisi, M.; Simoncini, M.; Trevisan, G. Mechanical properties of carbon fiber reinforced plastic obtained by the automatic deposition of an innovative towpreg. Procedia CIRP 2020, 88, 451–456. [Google Scholar] [CrossRef]
- ASTM D7264/D7264M-21; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM: West Conshohocken, PA, USA, 2021. [CrossRef]
- ASTM D3039/D3039M-17; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM: West Conshohocken, PA, USA, 2017. [CrossRef]
- Shanmugam, D.K.; Nguyen, T.; Wang, J. A study of delamination on graphite/epoxy composites in abrasive waterjet machining. Compos. Part A Appl. Sci. Manuf. 2008, 39, 923–929. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. No. | Laminate Label | Roller Pressure (bar) | Layup on Top of Base Prepreg Layer? | Number of Specimens | ||
|---|---|---|---|---|---|---|
| Tensile | Bending | Tensile | Bending | |||
| 1 | TY1_A | TY1_B | 3.5 | Yes | 5 | 5 |
| 2 | TY2_A | TY2_B | 3.5 | No | 5 | 5 |
| 3 | TY3_A | TY3_B | 5 | Yes | 5 | 5 |
| 4 | TY4_A | TY4_B | 5 | No | 5 | 5 |
| 5 | TY5_A | TY5_B | 2 | Yes | 5 | 5 |
| 6 | TY6_A | TY6_B | 2 | No | 5 | 5 |
| Laminate Label | Maximum Force/Width | ||
|---|---|---|---|
| Mean (N/mm) | Standard Deviation (N/mm) | Coefficient of Variation (%) | |
| TY1_A | 4589.44 | 100.75 | 2.20 |
| TY2_A | 4091.17 | 50.62 | 1.24 |
| TY3_A | 4408.24 | 28.86 | 0.65 |
| TY4_A | 3881.16 | 143.07 | 3.69 |
| TY5_A | 4316.63 | 28.70 | 0.66 |
| TY6_A | 3685.96 | 148.55 | 4.03 |
| Laminate Label | Ultimate Tensile Strength | ||
|---|---|---|---|
| Mean (MPa) | Standard Deviation (MPa) | Coefficient of Variation (%) | |
| TY1_A | 2192.42 | 40.42 | 1.84 |
| TY2_A | 1983.38 | 51.16 | 2.58 |
| TY3_A | 2117.09 | 77.56 | 3.66 |
| TY4_A | 1864.01 | 79.92 | 4.29 |
| TY5_A | 2078.85 | 112.34 | 5.4 |
| TY6_A | 1802.76 | 79.4 | 4.4 |
| Laminate Label | Maximum Bending Force/Width | ||
|---|---|---|---|
| Mean (N/mm) | Standard Deviation (N/mm) | Coefficient of Variation (%) | |
| TY1_B | 41.09 | 0.83 | 2.03 |
| TY2_B | 38.54 | 2.34 | 6.06 |
| TY3_B | 40.3 | 1.61 | 4 |
| TY4_B | 36.39 | 1.67 | 4.58 |
| TY5_B | 38.2 | 1.62 | 4.23 |
| TY6_B | 33.55 | 1.42 | 4.25 |
| Laminate Label | Ultimate Bending Strength | ||
|---|---|---|---|
| Mean (MPa) | Standard Deviation (MPa) | Coefficient of Variation (%) | |
| TY1_B | 862.34 | 24.67 | 2.95 |
| TY2_B | 801.42 | 57.56 | 7.18 |
| TY3_B | 835.73 | 13.71 | 1.59 |
| TY4_B | 761.15 | 14.51 | 1.91 |
| TY5_B | 823.25 | 31.65 | 3.84 |
| TY6_B | 710.64 | 19.54 | 2.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mathew, E.; Joshi, S.C. Effect of Roller Pressure and Base Prepreg Layer on Tensile and Flexural Properties of CFRP Laminates Fabricated Using Automated Fiber Placement. J. Compos. Sci. 2023, 7, 101. https://doi.org/10.3390/jcs7030101
Mathew E, Joshi SC. Effect of Roller Pressure and Base Prepreg Layer on Tensile and Flexural Properties of CFRP Laminates Fabricated Using Automated Fiber Placement. Journal of Composites Science. 2023; 7(3):101. https://doi.org/10.3390/jcs7030101
Chicago/Turabian StyleMathew, Eldho, and Sunil Chandrakant Joshi. 2023. "Effect of Roller Pressure and Base Prepreg Layer on Tensile and Flexural Properties of CFRP Laminates Fabricated Using Automated Fiber Placement" Journal of Composites Science 7, no. 3: 101. https://doi.org/10.3390/jcs7030101