
State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications

 ,
,  and
and
Abstract
:1. Introduction
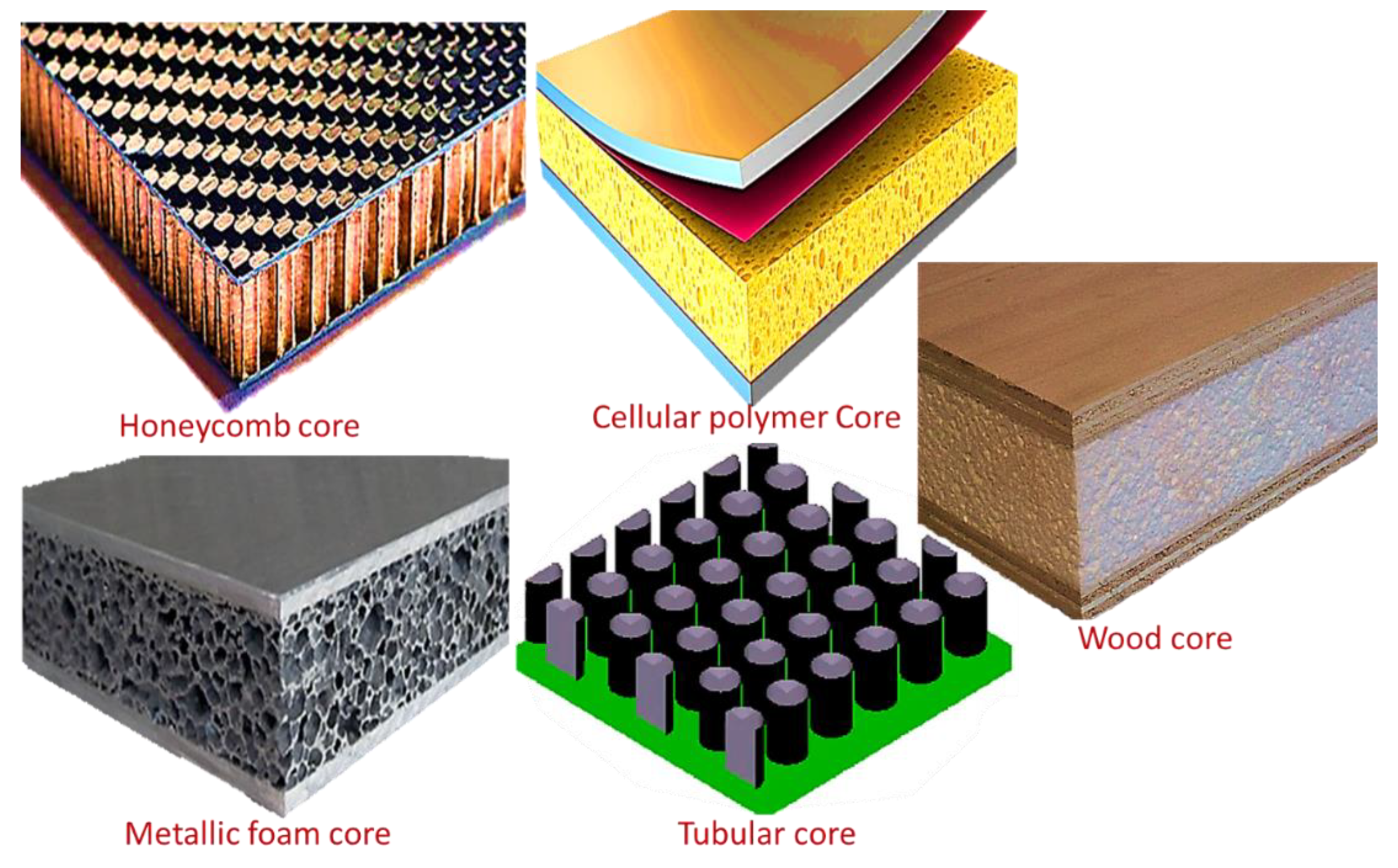
2. Sandwich Composite Structures
2.1. Cellular Polymer Foam Core
2.2. Metallic Foam Core
2.3. Honeycomb Core Sandwich Structure
2.4. Wood Core Based Structure
2.5. Tubular, Corrugated, Auxetic, or Other Cores in Sandwich Structures
3. Manufacturing Strategies Used for Sandwiched Composite Structures
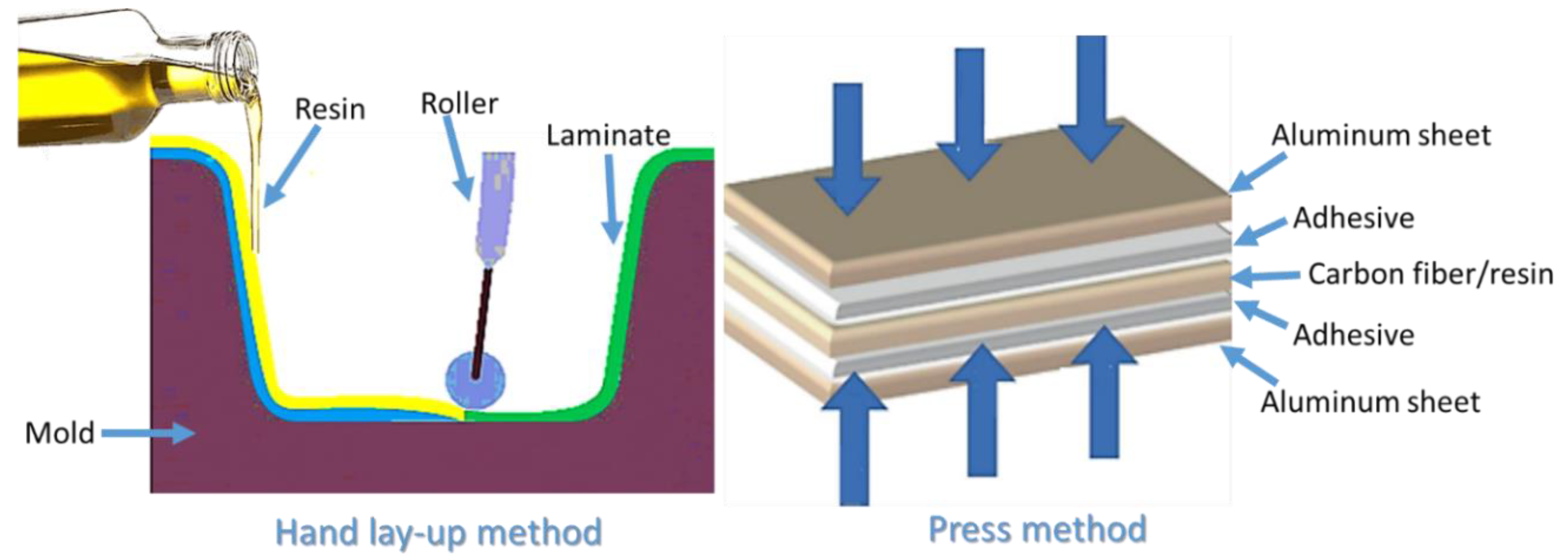
3.1. Manual Processes
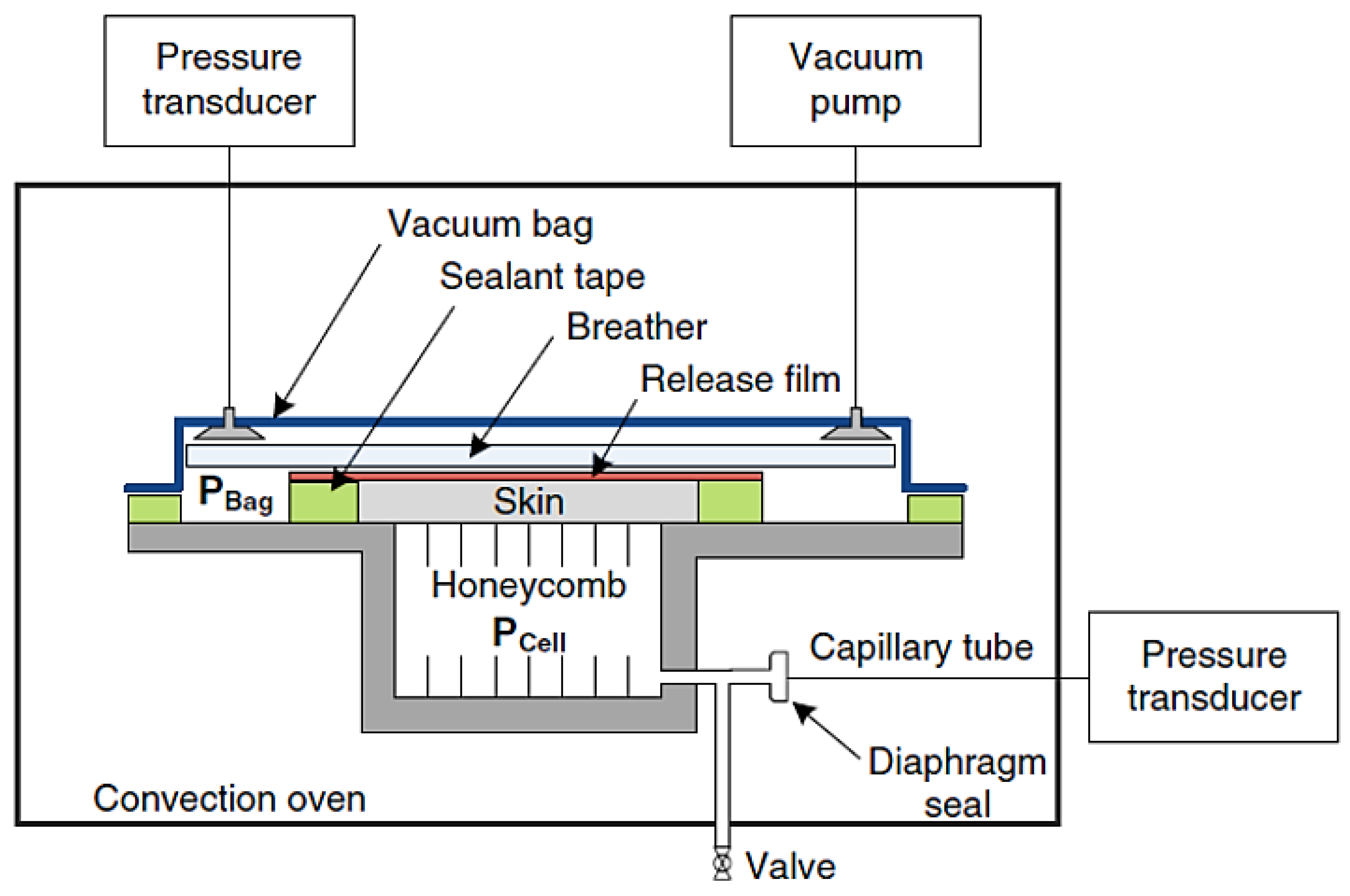
3.2. Prepreg Methods
3.3. Injection Processes
3.4. Compression-Based Processes
3.5. Continuous Process or Pultrusion
3.6. Three Dimensional (3D) and Four Dimensional (4D) Printed Sandwich Structures
4. Final Manufacturing Steps for Sandwich Composites: Machining, Milling, Drilling, or Cutting
5. High Performance Applications of Sandwiched Composite Structures
5.1. Aerospace Structures
5.2. Automotive
5.3. Energy Absorption Application
6. Future Research Direction
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Feng, D.; Loi, G.; Aymerich, F. A Numerical and Experimental Investigation into the Impact Response of Sandwich Composites under Different Boundary Conditions. J. Compos. Sci. 2022, 6, 88. [Google Scholar] [CrossRef]
- Zhang, Z.; Myler, P.; Zhou, E.; Zhou, R. Strength and Deformation Characteristics of Carbon Fibre Reinforced Composite Wrapped Aluminium Foam Beams. J. Compos. Sci. 2022, 6, 288. [Google Scholar] [CrossRef]
- Filippov, D.; Liu, Y.; Zhou, P.; Ge, B.; Liu, J.; Zhang, J.; Zhang, T.; Srinivasan, G. Theory of Magnetoelectric Effect for Three-Layer Piezo-Magnetostrictive Asymmetric Composites. J. Compos. Sci. 2022, 6, 346. [Google Scholar] [CrossRef]
- Fazzolari, F.A. Sandwich structures. In Stability and Vibrations of Thin Walled Composite Structures; Elsevier: Amsterdam, The Netherlands, 2017; pp. 49–90. [Google Scholar]
- Khan, M.; Li, B.; Tan, K. Impact performance and bending behavior of carbon-fiber foam-core sandwich composite structures in cold arctic temperature. J. Compos. Sci. 2020, 4, 133. [Google Scholar] [CrossRef]
- Zoumaki, M.; Mansour, M.T.; Tsongas, K.; Tzetzis, D.; Mansour, G. Mechanical Characterization and Finite Element Analysis of Hierarchical Sandwich Structures with PLA 3D-Printed Core and Composite Maize Starch Biodegradable Skins. J. Compos. Sci. 2022, 6, 118. [Google Scholar] [CrossRef]
- Austermann, J.; Redmann, A.J.; Dahmen, V.; Quintanilla, A.L.; Mecham, S.J.; Osswald, T.A. Fiber-reinforced composite sandwich structures by co-curing with additive manufactured epoxy lattices. J. Compos. Sci. 2019, 3, 53. [Google Scholar] [CrossRef] [Green Version]
- Behnisch, F.; Brütsch, J.; Werner, H.O.; Henning, F. The Direct Sandwich Composite Molding (D-SCM) Process: Sandwich Manufacturing and Characterization. J. Compos. Sci. 2022, 6, 81. [Google Scholar] [CrossRef]
- Borsellino, C.; Calabrese, L.; Valenza, A. Experimental and numerical evaluation of sandwich composite structures. Compos. Sci. Technol. 2004, 64, 1709–1715. [Google Scholar] [CrossRef]
- Feng, G.-L.; Yoshida, S.; Lacidogna, G. Special Issue on New Advances in Acoustic Emission and Microseismic Monitoring Technologies in Civil Engineering. Appl. Sci. 2023, 13, 969. [Google Scholar] [CrossRef]
- Wu, H.-x.; Qu, J.; Wu, L.-z. Ballistic performances of the hourglass lattice sandwich structures under high-velocity fragments. Def. Technol. 2023. [Google Scholar] [CrossRef]
- Özdemir, A.; Önder, A. An environmental life cycle comparison of various sandwich composite panels for railway passenger vehicle applications. Environ. Sci. Pollut. Res. 2020, 27, 45076–45094. [Google Scholar] [CrossRef]
- Chadha, A.; Edwin, S.P.; Gunasegeran, M.; Veerappa, V.S. Vibration Analysis of Composite Laminated and Sandwich Conical Shell Structures: Numerical and Experimental Investigation. Int. J. Struct. Stab. Dyn. 2022, 2350120. [Google Scholar] [CrossRef]
- Raja, B.R.; Tallur, S.; Banerjee, S. Study of Ultrasonic-Guided Wave Interaction With Core Crush Damage for Nondestructive Evaluation of a Honeycomb Composite Sandwich Panel. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2022, 6, 011003. [Google Scholar] [CrossRef]
- Xiao, W.; Peng, G.; Zhang, H.; Zhang, X.; Tian, Z.; Xu, G.; Zhang, H.; Liu, F. Constructing a two-layer oblique honeycomb sandwich structure by LCD 3D printing for efficient electromagnetic wave absorbing. Compos. Struct. 2023, 305, 116449. [Google Scholar] [CrossRef]
- Hassanpour Roudbeneh, F.; Liaghat, G.; Sabouri, H.; Hadavinia, H. High-velocity impact loading in honeycomb sandwich panels reinforced with polymer foam: A numerical approach study. Iran. Polym. J. 2020, 29, 707–721. [Google Scholar] [CrossRef]
- Langdon, G.; Von Klemperer, C.; Rowland, B.; Nurick, G. The response of sandwich structures with composite face sheets and polymer foam cores to air-blast loading: Preliminary experiments. Eng. Struct. 2012, 36, 104–112. [Google Scholar] [CrossRef]
- Nasirzadeh, R.; Sabet, A.R. Study of foam density variations in composite sandwich panels under high velocity impact loading. Int. J. Impact Eng. 2014, 63, 129–139. [Google Scholar] [CrossRef]
- Zhou, J.; Guan, Z.; Cantwell, W. The impact response of graded foam sandwich structures. Compos. Struct. 2013, 97, 370–377. [Google Scholar] [CrossRef]
- Tarlochan, F.; Ramesh, S.; Harpreet, S. Advanced composite sandwich structure design for energy absorption applications: Blast protection and crashworthiness. Compos. Part B Eng. 2012, 43, 2198–2208. [Google Scholar] [CrossRef]
- Arora, H.; Hooper, P.; Dear, J. The effects of air and underwater blast on composite sandwich panels and tubular laminate structures. Exp. Mech. 2012, 52, 59–81. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Wang, Z.; Wu, G.; Zhao, L.; Li, X. Dynamic response of sandwich spherical shell with graded metallic foam cores subjected to blast loading. Compos. Part A Appl. Sci. Manuf. 2014, 56, 262–271. [Google Scholar] [CrossRef]
- Jing, L.; Zhao, L. Blast resistance and energy absorption of sandwich panels with layered gradient metallic foam cores. J. Sandw. Struct. Mater. 2019, 21, 464–482. [Google Scholar] [CrossRef]
- Liu, X.; Tian, X.; Lu, T.; Liang, B. Sandwich plates with functionally graded metallic foam cores subjected to air blast loading. Int. J. Mech. Sci. 2014, 84, 61–72. [Google Scholar] [CrossRef]
- Huo, X.; Sun, G.; Zhang, H.; Lv, X.; Li, Q. Experimental study on low-velocity impact responses and residual properties of composite sandwiches with metallic foam core. Compos. Struct. 2019, 223, 110835. [Google Scholar] [CrossRef]
- Jing, L.; Yang, F.; Zhao, L. Perforation resistance of sandwich panels with layered gradient metallic foam cores. Compos. Struct. 2017, 171, 217–226. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, L.; Zhang, C.; Guo, S. Low-velocity impact response of tube-reinforced honeycomb sandwich structure. Thin-Walled Struct. 2021, 158, 107188. [Google Scholar] [CrossRef]
- Xue, X.; Zhang, C.; Chen, W.; Wu, M.; Zhao, J. Study on the impact resistance of honeycomb sandwich structures under low-velocity/heavy mass. Compos. Struct. 2019, 226, 111223. [Google Scholar] [CrossRef]
- Zhang, D.; Fei, Q.; Zhang, P. Drop-weight impact behavior of honeycomb sandwich panels under a spherical impactor. Compos. Struct. 2017, 168, 633–645. [Google Scholar] [CrossRef]
- Sun, G.; Chen, D.; Huo, X.; Zheng, G.; Li, Q. Experimental and numerical studies on indentation and perforation characteristics of honeycomb sandwich panels. Compos. Struct. 2018, 184, 110–124. [Google Scholar] [CrossRef]
- Gunes, R.; Arslan, K. Development of numerical realistic model for predicting low-velocity impact response of aluminium honeycomb sandwich structures. J. Sandw. Struct. Mater. 2016, 18, 95–112. [Google Scholar] [CrossRef]
- Sun, G.; Chen, D.; Wang, H.; Hazell, P.J.; Li, Q. High-velocity impact behaviour of aluminium honeycomb sandwich panels with different structural configurations. Int. J. Impact Eng. 2018, 122, 119–136. [Google Scholar] [CrossRef]
- He, W.; Yao, L.; Meng, X.; Sun, G.; Xie, D.; Liu, J. Effect of structural parameters on low-velocity impact behavior of aluminum honeycomb sandwich structures with CFRP face sheets. Thin-Walled Struct. 2019, 137, 411–432. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.; Sapuan, S.; Ishak, M.; Ilyas, R.; Asyraf, M. Potential of natural fiber reinforced polymer composites in sandwich structures: A review on its mechanical properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef] [PubMed]
- Galos, J.; Das, R.; Sutcliffe, M.P.; Mouritz, A.P. Review of balsa core sandwich composite structures. Mater. Des. 2022, 221, 111013. [Google Scholar] [CrossRef]
- Basha, M.; Wagih, A.; Melaibari, A.; Lubineau, G.; Abdraboh, A.; Eltaher, M. Impact and post-impact response of lightweight CFRP/wood sandwich composites. Compos. Struct. 2022, 279, 114766. [Google Scholar] [CrossRef]
- Liu, T.; Hou, S.; Nguyen, X.; Han, X. Energy absorption characteristics of sandwich structures with composite sheets and bio coconut core. Compos. Part B Eng. 2017, 114, 328–338. [Google Scholar] [CrossRef]
- Fatima, N.S.; Dhaliwal, G.S.; Newaz, G. Influence of interfacial adhesive on impact and post-impact behaviors of CFRP/end-grain balsawood sandwich composites. Compos. Part B Eng. 2021, 212, 108718. [Google Scholar] [CrossRef]
- Monti, A.; El Mahi, A.; Jendli, Z.; Guillaumat, L. Quasi-static and fatigue properties of a balsa cored sandwich structure with thermoplastic skins reinforced by flax fibres. J. Sandw. Struct. Mater. 2019, 21, 2358–2381. [Google Scholar] [CrossRef] [Green Version]
- Goodrich, T.; Nawaz, N.; Feih, S.; Lattimer, B.Y.; Mouritz, A.P. High-temperature mechanical properties and thermal recovery of balsa wood. J. Wood Sci. 2010, 56, 437–443. [Google Scholar] [CrossRef]
- Anjang, A.; Chevali, V.; Lattimer, B.; Case, S.; Feih, S.; Mouritz, A. Post-fire mechanical properties of sandwich composite structures. Compos. Struct. 2015, 132, 1019–1028. [Google Scholar] [CrossRef]
- Luo, Y.; Fan, H. Energy absorbing ability of rectangular self-similar multi-cell sandwich-walled tubular structures. Thin-Walled Struct. 2018, 124, 88–97. [Google Scholar] [CrossRef]
- Wang, C.; Xu, B.; Yuen, S.C.K. Numerical analysis of cladding sandwich panels with tubular cores subjected to uniform blast load. Int. J. Impact Eng. 2019, 133, 103345. [Google Scholar] [CrossRef]
- Zhang, J.; Ye, Y.; Zhu, Y.; Yuan, H.; Qin, Q.; Wang, T. On axial splitting and curling behaviour of circular sandwich metal tubes with metal foam core. Int. J. Solids Struct. 2020, 202, 111–125. [Google Scholar] [CrossRef]
- Zhang, J.; Ye, Y.; Li, J.; Zhu, Y.; Yuan, H.; Qin, Q.; Zhao, M. Dynamic collapse of circular metal foam core sandwich tubes in splitting and curling mode. Thin-Walled Struct. 2021, 161, 107464. [Google Scholar] [CrossRef]
- Zhang, C.; Tan, K. Low-velocity impact response and compression after impact behavior of tubular composite sandwich structures. Compos. Part B Eng. 2020, 193, 108026. [Google Scholar] [CrossRef]
- Li, Z.; Yang, Q.; Chen, W.; Hao, H.; Matenga, C.; Huang, Z.; Fang, R. Impact response of a novel sandwich structure with Kirigami modified corrugated core. Int. J. Impact Eng. 2021, 156, 103953. [Google Scholar] [CrossRef]
- Ge, L.; Zheng, H.; Li, H.; Liu, B.; Su, H.; Fang, D. Compression behavior of a novel sandwich structure with bi-directional corrugated core. Thin-Walled Struct. 2021, 161, 107413. [Google Scholar] [CrossRef]
- Yang, J.-S.; Zhang, W.-M.; Yang, F.; Chen, S.-Y.; Schmidt, R.; Schröder, K.-U.; Ma, L.; Wu, L.-Z. Low velocity impact behavior of carbon fibre composite curved corrugated sandwich shells. Compos. Struct. 2020, 238, 112027. [Google Scholar] [CrossRef]
- Yu, R.-P.; Wang, X.; Zhang, Q.-C.; Li, L.; He, S.-Y.; Han, B.; Ni, C.-Y.; Zhao, Z.-Y.; Lu, T.J. Effects of sand filling on the dynamic response of corrugated core sandwich beams under foam projectile impact. Compos. Part B Eng. 2020, 197, 108135. [Google Scholar] [CrossRef]
- Chen, L.; Peng, S.; Liu, J.; Liu, H.; Chen, L.; Du, B.; Li, W.; Fang, D. Compressive response of multi-layered thermoplastic composite corrugated sandwich panels: Modelling and experiments. Compos. Part B Eng. 2020, 189, 107899. [Google Scholar] [CrossRef]
- Qi, J.; Li, C.; Tie, Y.; Zheng, Y.; Duan, Y. Energy absorption characteristics of origami-inspired honeycomb sandwich structures under low-velocity impact loading. Mater. Des. 2021, 207, 109837. [Google Scholar] [CrossRef]
- Zhang, P.; Li, X.; Wang, Z.; Zhao, L.; Yan, X. Dynamic blast loading response of sandwich beam with origami-inspired core. Results Phys. 2018, 10, 946–955. [Google Scholar] [CrossRef]
- Madke, R.R.; Chowdhury, R. Anti-impact behavior of auxetic sandwich structure with braided face sheets and 3D re-entrant cores. Compos. Struct. 2020, 236, 111838. [Google Scholar] [CrossRef]
- Imbalzano, G.; Tran, P.; Ngo, T.D.; Lee, P.V. Three-dimensional modelling of auxetic sandwich panels for localised impact resistance. J. Sandw. Struct. Mater. 2017, 19, 291–316. [Google Scholar] [CrossRef]
- Imbalzano, G.; Linforth, S.; Ngo, T.D.; Lee, P.V.S.; Tran, P. Blast resistance of auxetic and honeycomb sandwich panels: Comparisons and parametric designs. Compos. Struct. 2018, 183, 242–261. [Google Scholar] [CrossRef]
- Hou, S.; Li, T.; Jia, Z.; Wang, L. Mechanical properties of sandwich composites with 3d-printed auxetic and non-auxetic lattice cores under low velocity impact. Mater. Des. 2018, 160, 1305–1321. [Google Scholar] [CrossRef]
- Gaiotti, M.; Rizzo, C.M. Buckling behavior of FRP sandwich panels made by hand layup and vacuum bag infusion procedure. In Sustainable Maritime Transportation and Exploitation of Sea Resources; Rizzuto, E., Soares, C.G., Eds.; CRC Press, Taylor and Francis: Boca Raton, FL, USA, 2011; pp. 385–392. [Google Scholar]
- Atas, C.; Akgun, Y.; Dagdelen, O.; Icten, B.M.; Sarikanat, M. An experimental investigation on the low velocity impact response of composite plates repaired by VARIM and hand lay-up processes. Compos. Struct. 2011, 93, 1178–1186. [Google Scholar] [CrossRef]
- Firuz, Z.; Shing, L.C.; Fadzli, S.A.S.N. Flexural Properties of Al/Floral Foam Sandwich Composite Prepared by Hand Lay Up Process. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Penang, Malaysia, 24–25 November 2019; p. 012052. [Google Scholar]
- Krzyżak, A.; Mazur, M.; Gajewski, M.; Drozd, K.; Komorek, A.; Przybyłek, P. Sandwich structured composites for aeronautics: Methods of manufacturing affecting some mechanical properties. Int. J. Aerosp. Eng. 2016, 2016, 7816912. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.; Li, Y.; Gu, Y.; Li, M.; Zhang, Z. Prediction of the resin fillet size in honeycomb sandwich composites with self-adhesive prepreg skin. J. Reinf. Plast. Compos. 2016, 35, 1566–1575. [Google Scholar] [CrossRef]
- Chen, C.; Li, Y.; Gu, Y.; Li, M.; Zhang, Z. Improvement in skin–core adhesion of multiwalled carbon nanotubes modified carbon fiber prepreg/Nomex honeycomb sandwich composites. J. Reinf. Plast. Compos. 2017, 36, 608–618. [Google Scholar] [CrossRef]
- Uddin, M.; Gandy, H.T.; Rahman, M.M.; Asmatulu, R. Adhesiveless honeycomb sandwich structures of prepreg carbon fiber composites for primary structural applications. Adv. Compos. Hybrid Mater. 2019, 2, 339–350. [Google Scholar] [CrossRef]
- Valenza, A.; Fiore, V. Influence of resin viscosity and vacuum level on mechanical performance of sandwich structures manufactured by vacuum bagging. Adv. Polym. Technol. J. Polym. Process. Inst. 2010, 29, 20–30. [Google Scholar] [CrossRef]
- Kratz, J.; Hubert, P. Vacuum bag only co-bonding prepreg skins to aramid honeycomb core. Part I. Model and material properties for core pressure during processing. Compos. Part A Appl. Sci. Manuf. 2015, 72, 228–238. [Google Scholar] [CrossRef]
- Tavares, S.S.; Caillet-Bois, N.; Michaud, V.; Månson, J.-A. Vacuum-bag processing of sandwich structures: Role of honeycomb pressure level on skin–core adhesion and skin quality. Compos. Sci. Technol. 2010, 70, 797–803. [Google Scholar] [CrossRef]
- Butukuri, R.R.; Bheemreddy, V.; Chandrashekhara, K.; Berkel, T.R.; Rupel, K. Evaluation of skin-core adhesion bond of out-of-autoclave honeycomb sandwich structures. J. Reinf. Plast. Compos. 2012, 31, 331–339. [Google Scholar] [CrossRef]
- Sutter, J.K.; Kenner, W.S.; Pelham, L.; Miller, S.G.; Polis, D.L.; Nailadi, C.; Zimmerman, T.J.; Lort, R.D.; Hou, T.-H.; Quade, D.J. Comparison of autoclave and out-of-autoclave composites. In Proceedings of the SAMPE 2010 Technical Conference, Seattle, WA, USA, 17–20 May 2010. [Google Scholar]
- Lavaggi, T.; Samizadeh, M.; Niknafs Kermani, N.; Khalili, M.M.; Advani, S.G. Theory-guided machine learning for optimal autoclave co-curing of sandwich composite structures. Polym. Compos. 2022, 43, 5319–5331. [Google Scholar] [CrossRef]
- Rudd, C. Resin transfer molding and structural reaction injection molding. ASM Handb. 2001, 21, 492–500. [Google Scholar]
- Torres, J.P.; Hoto, R.; Andrés, J.; García-Manrique, J.A. Manufacture of green-composite sandwich structures with basalt fiber and bioepoxy resin. Adv. Mater. Sci. Eng. 2013, 2013, 214506. [Google Scholar] [CrossRef] [Green Version]
- Gall, M.; Steinbichler, G.; Lang, R.W. Learnings about design from recycling by using post-consumer polypropylene as a core layer in a co-injection molded sandwich structure product. Mater. Des. 2021, 202, 109576. [Google Scholar] [CrossRef]
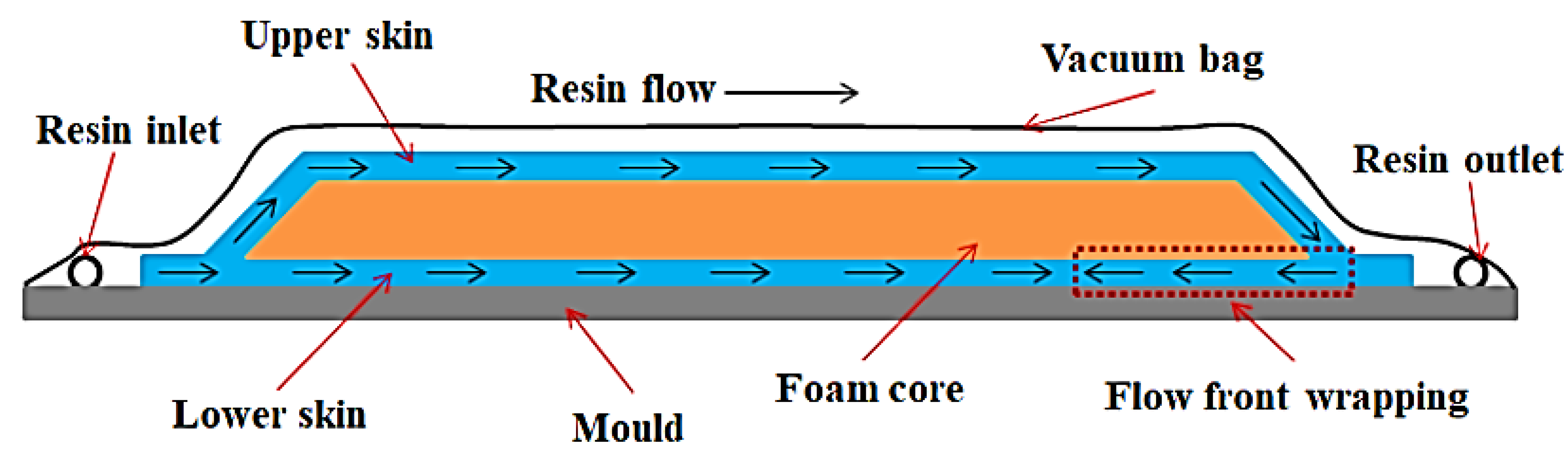
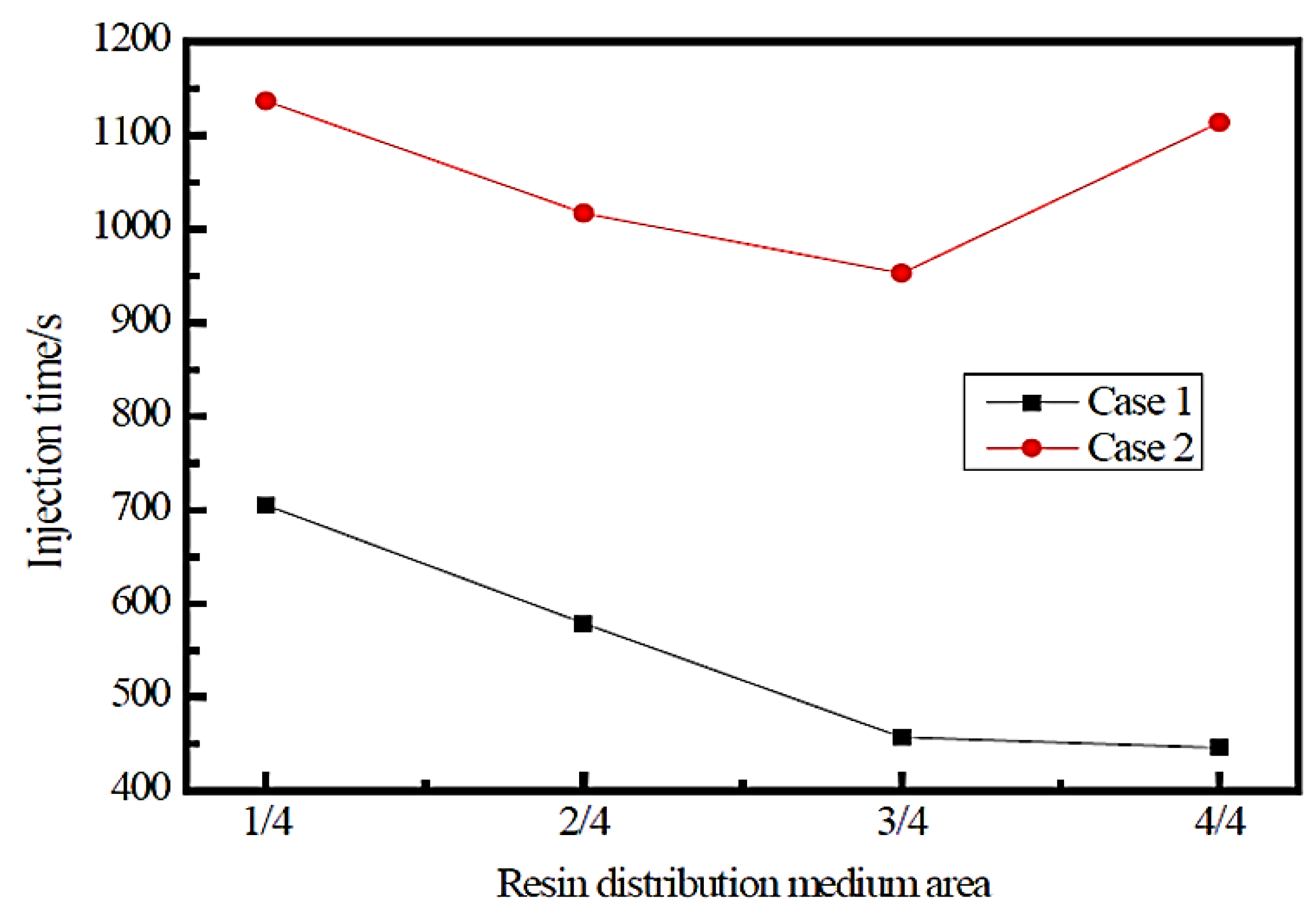
- Yan, C.; Li, Y.; Su, X.; Liu, Q.; Wang, Y.; Wu, K.; Wu, X. Resin Flow Analysis for the Foam Core Sandwich Spoiler by Vacuum-Assisted Resin Injection Process. Materials 2022, 15, 5279. [Google Scholar] [CrossRef]
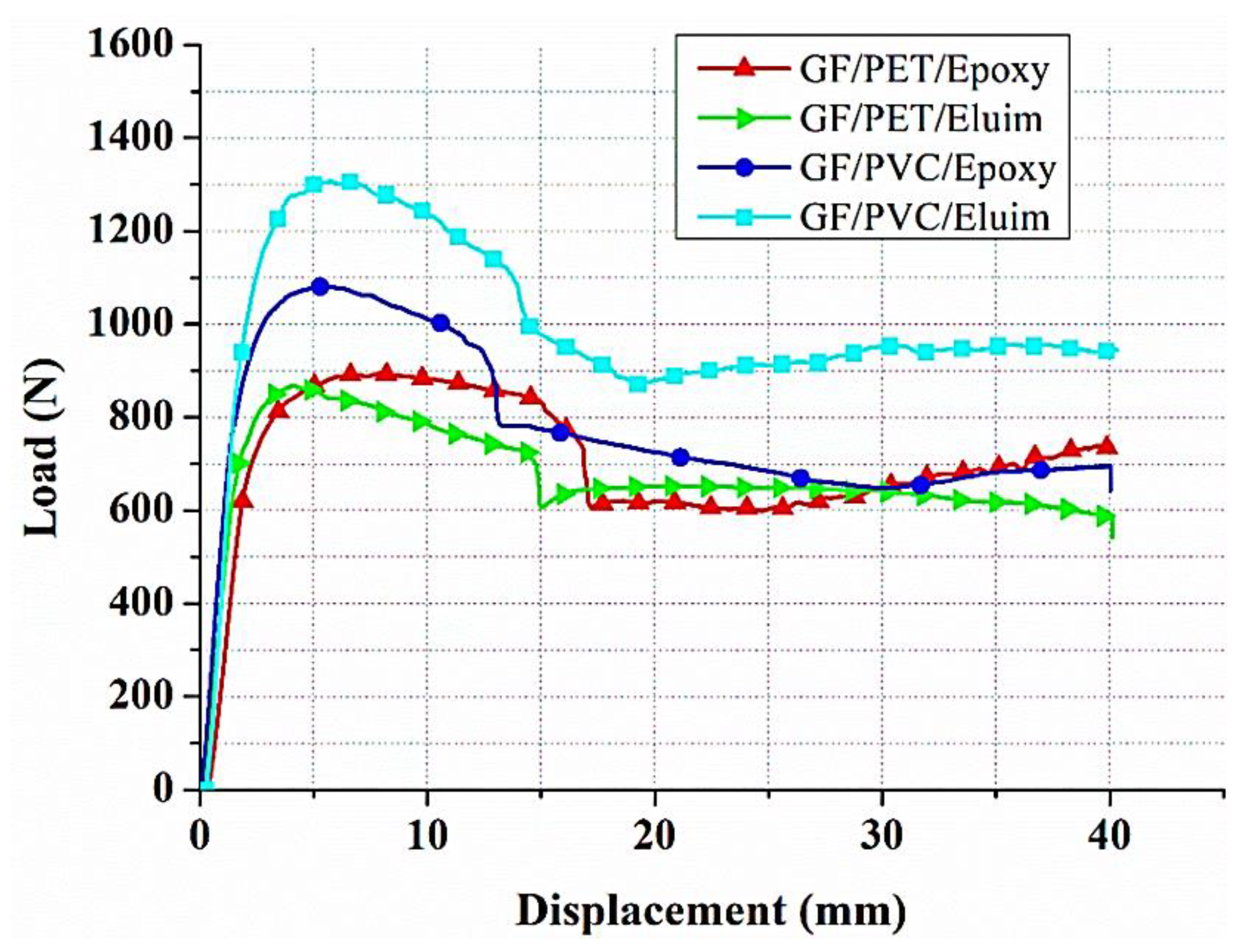
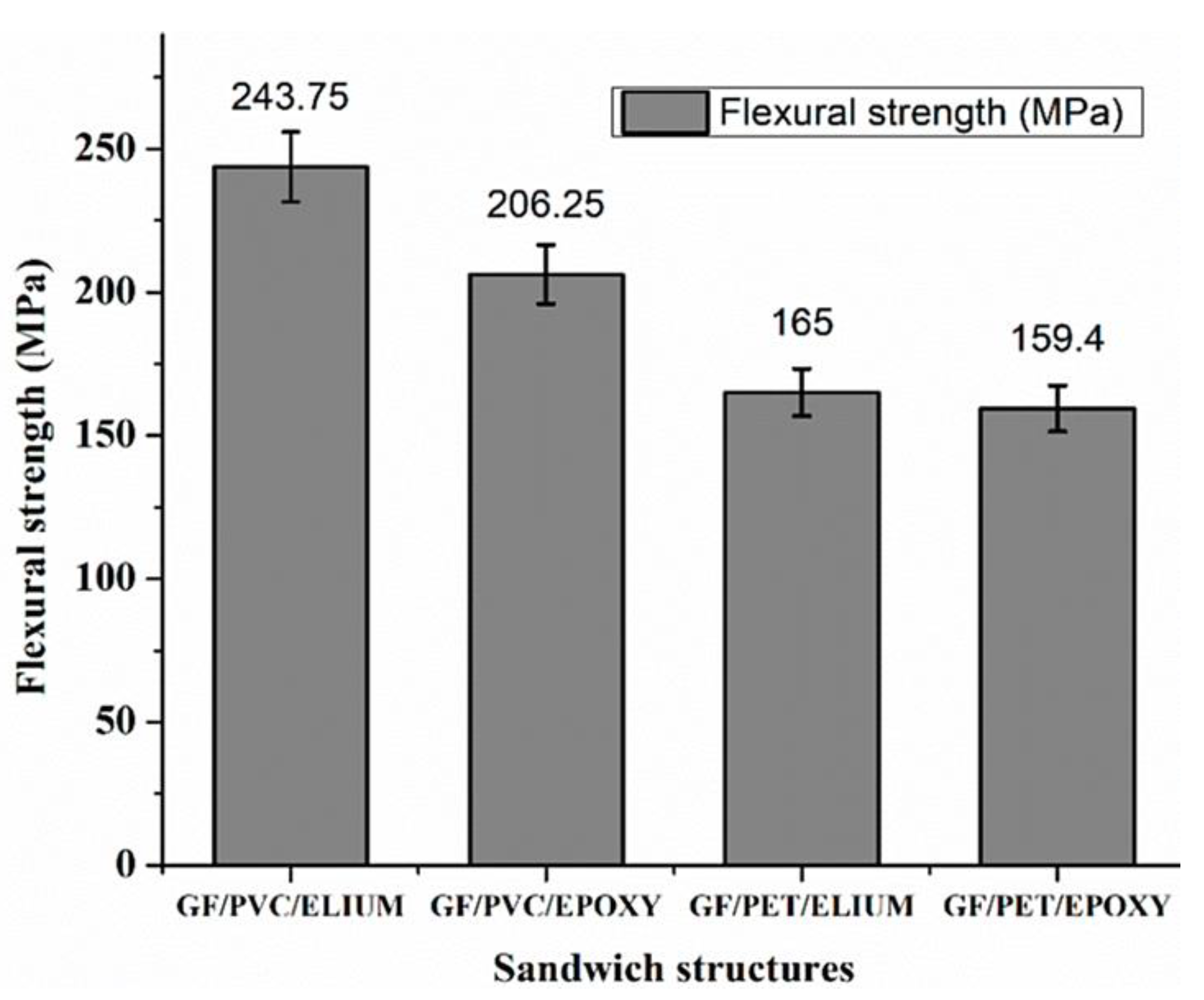
- Alshahrani, H.; Ahmed, A.; Kabrein, H.; Prakash, V.A. Mechanical properties study on sandwich composites of glass fiber reinforced plastics (GFRP) using liquid thermoplastic resin, Elium®: Preliminary experiments. Coatings 2022, 12, 1423. [Google Scholar] [CrossRef]
- Wang, X.; Lu, H.; Gorbacheva, G.; Hossain, M.; Fu, Y.Q. Multi-modal commutative dynamics in semi-crystalline polymers undergoing multiple shape memory behavior. Smart Mater. Struct. 2021, 30, 045003. [Google Scholar] [CrossRef]
- Cousins, D.S. Advanced Thermoplastic Composites for Wind Turbine Blade Manufacturing; Colorado School of Mines: Golden, CO, USA, 2018. [Google Scholar]
- Davies, P.; Arhant, M. Fatigue behaviour of acrylic matrix composites: Influence of seawater. Appl. Compos. Mater. 2019, 26, 507–518. [Google Scholar] [CrossRef] [Green Version]
- Shah, M.; Chaudhary, V. Flow modeling and simulation study of vacuum assisted resin transfer molding (VARTM) process: A review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Coimbatore, Tamil Nadu, India, 9–10 April 2020; p. 012087. [Google Scholar]
- Kong, L.-M.; Wang, X.-B.; Zheng, W.; Wu, G.-D.; Qi, Y.-Y.; Xue, Y.-J.; Wang, B.-C. Mechanical Properties of Resin Reinforced Fiber-Ceramic-Fiber Composites Prepared by Vacuum Assisted Resin Transfer Molding. Sci. Adv. Mater. 2020, 12, 383–390. [Google Scholar] [CrossRef]
- Barandun, G.A.; Schüssler, L.; Angst, P.; Eggenschwiler, H. Process optimization for ultra-lightweight polyurethane/PET resin transfer molding (RTM) sandwich components. In Proceedings of the 12th International Conference on Sandwich Structures ICSS-12: Proceedings, Lausanne, Switzerland, 19–22 August 2018; pp. 159–160. [Google Scholar]
- Chen, Q.; Linghu, T.; Gao, Y.; Wang, Z.; Liu, Y.; Du, R.; Zhao, G. Mechanical properties in glass fiber PVC-foam sandwich structures from different chopped fiber interfacial reinforcement through vacuum-assisted resin transfer molding (VARTM) processing. Compos. Sci. Technol. 2017, 144, 202–207. [Google Scholar] [CrossRef]
- Jiang, L.; Walczyk, D.; McIntyre, G.; Bucinell, R.; Li, B. Bioresin infused then cured mycelium-based sandwich-structure biocomposites: Resin transfer molding (RTM) process, flexural properties, and simulation. J. Clean. Prod. 2019, 207, 123–135. [Google Scholar] [CrossRef]
- Wakeman, M.; Rudd, C.; Cain, T.; Brooks, R.; Long, A. Compression moulding of glass and polypropylene composites for optimised macro-and micro-mechanical properties. 4: Technology demonstrator—A door cassette structure. Compos. Sci. Technol. 2000, 60, 1901–1918. [Google Scholar] [CrossRef]
- Åkermo, M.; Åström, B.T. Modelling component cost in compression moulding of thermoplastic composite and sandwich components. Compos. Part A Appl. Sci. Manuf. 2000, 31, 319–333. [Google Scholar] [CrossRef]
- Fette, M.; Reiß, M.; Wulfsberg, J.P.; Stoess, N.; Hentschel, M. New approach for the efficient manufacturing of sandwich structures based on sheet moulding compounds. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2016; pp. 264–271. [Google Scholar]
- Li, Z.; Wei, X.; Gao, Z.; Xu, J.; Ma, P.; Wang, M. Manufacturing and mechanical characterisation of polyurethane resin based sandwich composites for three-dimensional fabric reinforcement. Mater. Today Commun. 2020, 24, 101046. [Google Scholar] [CrossRef]
- Zhang, J.; Khatibi, A.A.; Castanet, E.; Baum, T.; Komeily-Nia, Z.; Vroman, P.; Wang, X. Effect of natural fibre reinforcement on the sound and vibration damping properties of bio-composites compression moulded by nonwoven mats. Compos. Commun. 2019, 13, 12–17. [Google Scholar] [CrossRef]
- Peled, A.; Mobasher, B.; Cohen, Z. Mechanical properties of hybrid fabrics in pultruded cement composites. Cem. Concr. Compos. 2009, 31, 647–657. [Google Scholar] [CrossRef]
- Zhang, B.; He, H.; Zhou, Q.; Fan, H. Blast responses of pultruded GFRP fluted-core sandwich panels: Testing and analyzing. Polym. Test. 2019, 79, 106047. [Google Scholar] [CrossRef]
- Garrido, M.; Madeira, J.; Proença, M.; Correia, J. Multi-objective optimization of pultruded composite sandwich panels for building floor rehabilitation. Constr. Build. Mater. 2019, 198, 465–478. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, W.; Wang, L.; Ling, Z. Mechanical behavior and damage monitoring of pultruded wood-cored GFRP sandwich components. Compos. Struct. 2019, 215, 502–520. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, K.; Liu, W.; Liu, Y.; Wang, K.; Ge, W.; Guo, K. Fire performance of pultruded wood-cored GFRP sandwich components for building construction. Case Stud. Constr. Mater. 2022, 17, e01555. [Google Scholar] [CrossRef]
- Bonthu, D.; Bharath, H.; Gururaja, S.; Prabhakar, P.; Doddamani, M. 3D printing of syntactic foam cored sandwich composite. Compos. Part C Open Access 2020, 3, 100068. [Google Scholar] [CrossRef]
- Bharath, H.; Bonthu, D.; Gururaja, S.; Prabhakar, P.; Doddamani, M. Flexural response of 3D printed sandwich composite. Compos. Struct. 2021, 263, 113732. [Google Scholar] [CrossRef]
- Essassi, K.; Rebiere, J.-L.; El Mahi, A.; Souf, M.A.B.; Bouguecha, A.; Haddar, M. Experimental and analytical investigation of the bending behaviour of 3D-printed bio-based sandwich structures composites with auxetic core under cyclic fatigue tests. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105775. [Google Scholar] [CrossRef]
- Dikshit, V.; Yap, Y.; Goh, G.; Yang, H.; Lim, J.; Qi, X.; Yeong, W.; Wei, J. Investigation of out of plane compressive strength of 3D printed sandwich composites. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Risø, Denmark, 5–8 September 2016; p. 012017. [Google Scholar]
- Lu, C.; Qi, M.; Islam, S.; Chen, P.; Gao, S.; Xu, Y.; Yang, X. Mechanical performance of 3D-printing plastic honeycomb sandwich structure. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 47–54. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of composite sandwich structures using continuous carbon fiber and fiber tension. Compos. Part A Appl. Sci. Manuf. 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Li, T.; Wang, L. Bending behavior of sandwich composite structures with tunable 3D-printed core materials. Compos. Struct. 2017, 175, 46–57. [Google Scholar] [CrossRef]
- Sarvestani, H.Y.; Akbarzadeh, A.; Mirbolghasemi, A.; Hermenean, K. 3D printed meta-sandwich structures: Failure mechanism, energy absorption and multi-hit capability. Mater. Des. 2018, 160, 179–193. [Google Scholar] [CrossRef]
- Li, A.; Challapalli, A.; Li, G. 4D printing of recyclable lightweight architectures using high recovery stress shape memory polymer. Sci. Rep. 2019, 9, 1–13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dong, K.; Ke, H.; Panahi-Sarmad, M.; Yang, T.; Huang, X.; Xiao, X. Mechanical properties and shape memory effect of 4D printed cellular structure composite with a novel continuous fiber-reinforced printing path. Mater. Des. 2021, 198, 109303. [Google Scholar] [CrossRef]
- Xin, X.; Liu, L.; Liu, Y.; Leng, J. Origami-inspired self-deployment 4D printed honeycomb sandwich structure with large shape transformation. Smart Mater. Struct. 2020, 29, 065015. [Google Scholar] [CrossRef]
- Chandramohan, D.; Murali, B. Machining of composites—A review. Acad. J. Manuf. Eng. 2014, 12, 67–71. [Google Scholar]
- Teti, R. Machining of composite materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Davim, J.P. Machining Composites Materials; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Shetty, N.; Shahabaz, S.; Sharma, S.; Shetty, S.D. A review on finite element method for machining of composite materials. Compos. Struct. 2017, 176, 790–802. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process. Technol. 2005, 160, 160–167. [Google Scholar] [CrossRef]
- Babu, G.D.; Babu, K.S.; Gowd, B.U.M. Effect of machining parameters on milled natural fiber-reinforced plastic composites. J. Adv. Mech. Eng. 2013, 1, 1–12. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; Antonio, C.C. A study on milling of glass fiber reinforced plastics manufactured by hand-lay up using statistical analysis (ANOVA). Compos. Struct. 2004, 64, 493–500. [Google Scholar] [CrossRef]
- Ghafarizadeh, S.; Lebrun, G.; Chatelain, J.-F. Experimental investigation of the cutting temperature and surface quality during milling of unidirectional carbon fiber reinforced plastic. J. Compos. Mater. 2016, 50, 1059–1071. [Google Scholar] [CrossRef]
- Xiong, J.; Ma, L.; Vaziri, A.; Yang, J.; Wu, L. Mechanical behavior of carbon fiber composite lattice core sandwich panels fabricated by laser cutting. Acta Mater. 2012, 60, 5322–5334. [Google Scholar] [CrossRef]
- Dutta, H.; Debnath, K.; Sarma, D.K. Investigation on cutting of thin carbon fiber-reinforced polymer composite plate using sandwich electrode-assisted wire electrical-discharge machining. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 1628–1638. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Almabouacif, B.S.; Collombet, F.; Sima, M.; Jolin, A. Influence of machining parameters and new nano-coated tool on drilling performance of CFRP/Aluminium sandwich. Compos. Part B Eng. 2012, 43, 1480–1488. [Google Scholar] [CrossRef]
- Wang, X.; Jiao, F.; Zhang, S.; Li, Y.; Tong, J.; Niu, Y. Optimization model for ultrasonic-assisted dry helical milling of CFRP based on genetic algorithm. Int. J. Adv. Manuf. Technol. 2023, 1–11. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Cao, P.; Wang, J. Cutting performance in the helical milling of stone-plastic composite with diamond tools. CIRP J. Manuf. Sci. Technol. 2020, 31, 119–129. [Google Scholar] [CrossRef]
- Liu, J.; Chen, G.; Ren, C.; Qin, X.; Zou, Y.; Ge, J. Effects of axial and longitudinal-torsional vibration on fiber removal in ultrasonic vibration helical milling of CFRP composites. J. Manuf. Process. 2020, 58, 868–883. [Google Scholar] [CrossRef]
- Pereira, R.B.D.; Brandão, L.C.; de Paiva, A.P.; Ferreira, J.R.; Davim, J.P. A review of helical milling process. Int. J. Mach. Tools Manuf. 2017, 120, 27–48. [Google Scholar] [CrossRef]
- Pereszlai, C.; Geier, N.; Poor, D.I.; Balázs, B.Z.; Póka, G. Drilling fibre reinforced polymer composites (CFRP and GFRP): An analysis of the cutting force of the tilted helical milling process. Compos. Struct. 2021, 262, 113646. [Google Scholar] [CrossRef]
- Wang, H.; Qin, X.; Ren, C.; Wang, Q. Prediction of cutting forces in helical milling process. Int. J. Adv. Manuf. Technol. 2012, 58, 849–859. [Google Scholar] [CrossRef]
- Fernández-Vidal, S.; Mayuet, P.; Rivero, A.; Salguero, J.; del Sol, I.; Marcos, M. Analysis of the effects of tool wear on dry helical milling of Ti6Al4V alloy. Procedia Eng. 2015, 132, 593–599. [Google Scholar] [CrossRef] [Green Version]
- Del Sol, I.; Rivero, A.; López de Lacalle, L.N.; Gamez, A.J. Thin-wall machining of light alloys: A review of models and industrial approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef] [Green Version]
- Feito, N.; López-Puente, J.; Santiuste, C.; Miguélez, M. Numerical prediction of delamination in CFRP drilling. Compos. Struct. 2014, 108, 677–683. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Álvarez, A.; Díaz-Álvarez, J.; Santiuste, C.; Miguélez, M. Experimental and numerical analysis of the influence of drill point angle when drilling biocomposites. Compos. Struct. 2019, 209, 700–709. [Google Scholar] [CrossRef]
- Feito, N.; Diaz-Álvarez, J.; López-Puente, J.; Miguelez, M. Numerical analysis of the influence of tool wear and special cutting geometry when drilling woven CFRPs. Compos. Struct. 2016, 138, 285–294. [Google Scholar] [CrossRef]
- Marco, M.; Rodríguez-Millán, M.; Santiuste, C.; Giner, E.; Miguélez, M.H. A review on recent advances in numerical modelling of bone cutting. J. Mech. Behav. Biomed. Mater. 2015, 44, 179–201. [Google Scholar] [CrossRef] [Green Version]
- Fernández-Pérez, J.; Cantero, J.; Díaz-Álvarez, J.; Miguélez, M. Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos. Struct. 2017, 178, 157–161. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.; Álvarez, J.D.; Miguélez, M. Composite Fiber Reinforced Plastic one-shoot drilling: Quality inspection assessment and tool wear evaluation. Procedia Manuf. 2017, 13, 139–145. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Díaz-Álvarez, J.; Miguélez, M.; Cantero, J. Combined analysis of wear mechanisms and delamination in CFRP drilling. Compos. Struct. 2021, 255, 112774. [Google Scholar] [CrossRef]
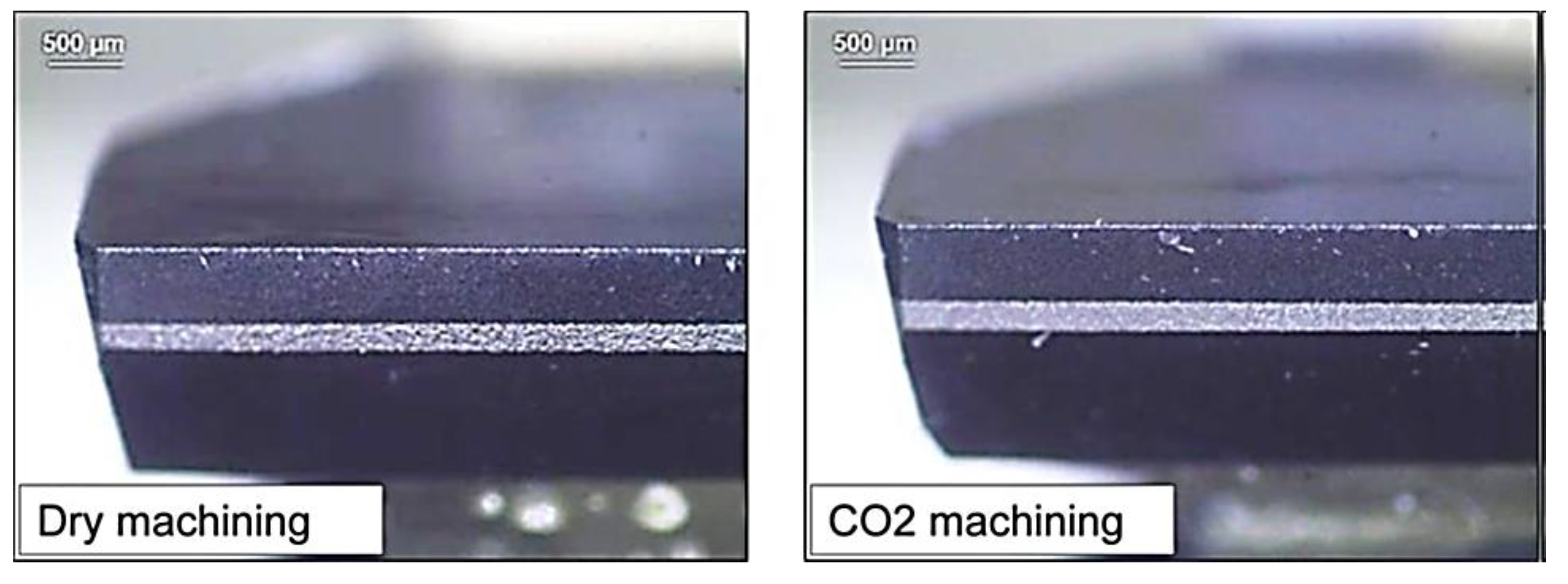
- Khanna, N.; Rodríguez, A.; Shah, P.; Pereira, O.; Rubio-Mateos, A.; de Lacalle, L.N.L.; Ostra, T. Comparison of dry and liquid carbon dioxide cutting conditions based on machining performance and life cycle assessment for end milling GFRP. Int. J. Adv. Manuf. Technol. 2022, 122, 821–833. [Google Scholar] [CrossRef]
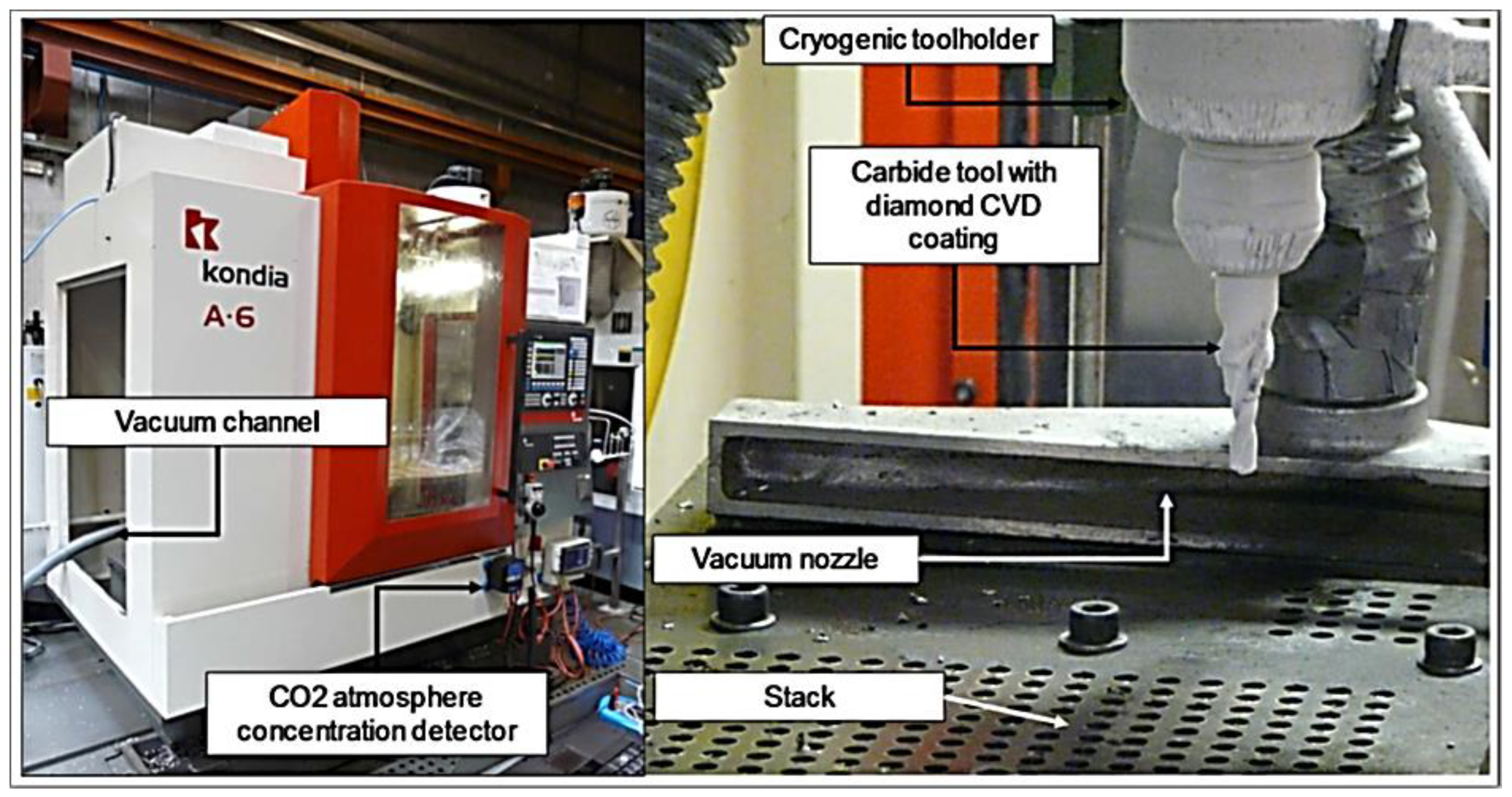
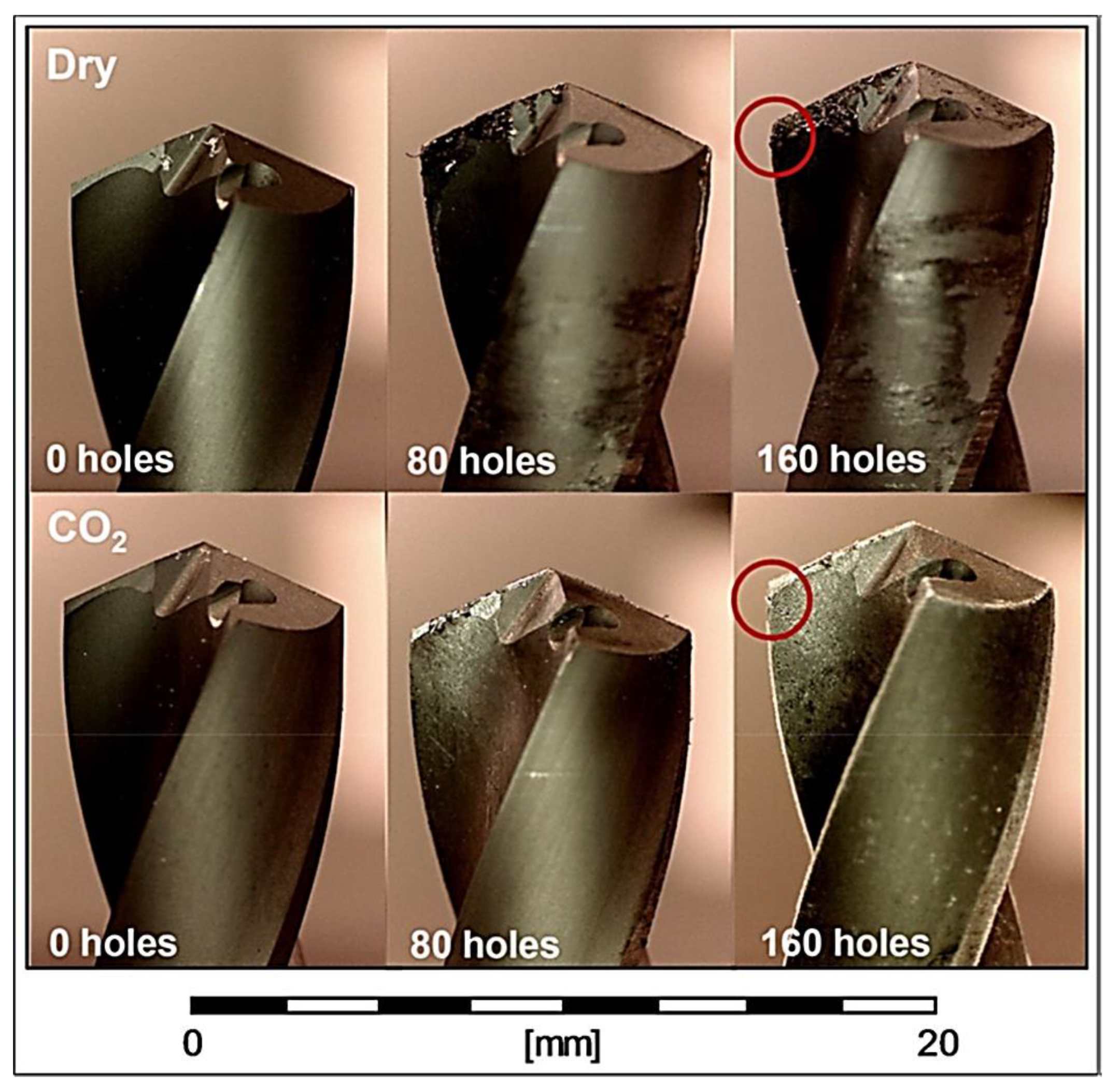
- Rodríguez, A.; Calleja, A.; de Lacalle, L.L.; Pereira, O.; Rubio-Mateos, A.; Rodríguez, G. Drilling of CFRP-Ti6Al4V stacks using CO2-cryogenic cooling. J. Manuf. Process. 2021, 64, 58–66. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Pieśko, P. Milling of an Al/CFRP sandwich construction with non-coated and TiAlN-coated tools. Materials 2020, 13, 3763. [Google Scholar] [CrossRef]
- Lopez de Lacalle, N.; Lamikiz, A.; Campa, F.; Valdivielso, A.F.; Etxeberria, I. Design and test of a multitooth tool for CFRP milling. J. Compos. Mater. 2009, 43, 3275–3290. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Miturska-Barańska, I. Surface roughness after milling of the Al/CFRP stacks with a diamond tool. Materials 2021, 14, 6835. [Google Scholar] [CrossRef] [PubMed]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Pieśko, P. Influence of cutting parameters on the surface quality of two-layer sandwich structures. Materials 2020, 13, 1664. [Google Scholar] [CrossRef] [Green Version]
- Janardhan, P. Tool Wear of Diamond Interlocked Tools in Routing of CFRP Composites; Wichita State University: Wichita, KS, USA, 2005. [Google Scholar]
- El-Hofy, M.H. Milling/Routing of Carbon Fibre Reinforced Plastic (CFRP) Composites; University of Birmingham: Birmingham, UK, 2014. [Google Scholar]
- Sundi, S.; Izamshah, R.; Kasim, M.; Jaafar, M.; Hassan, M. Milling/trimming of carbon fiber reinforced polymers (CFRP): Recent advances in tool geometrical design. Mach. Mach. Fiber Reinf. Polym. Compos. 2021, 101–128. [Google Scholar] [CrossRef]
- Giglio, M.; Gilioli, A.; Manes, A. Numerical investigation of a three point bending test on sandwich panels with aluminum skins and Nomex™ honeycomb core. Comput. Mater. Sci. 2012, 56, 69–78. [Google Scholar] [CrossRef]
- Al-Dhaheri, M.; Khan, K.; Umer, R.; van Liempt, F.; Cantwell, W. Process-induced deformation in U-shaped honeycomb aerospace composite structures. Compos. Struct. 2020, 248, 112503. [Google Scholar] [CrossRef]
- Manes, A.; Gilioli, A.; Sbarufatti, C.; Giglio, M. Experimental and numerical investigations of low velocity impact on sandwich panels. Compos. Struct. 2013, 99, 8–18. [Google Scholar] [CrossRef]
- Guedra-Degeorges, D.; Thevenet, P.; Maison, S. Damage tolerance of aeronautical sandwich structures. In Mechanics of Sandwich Structures; Springer: Berlin/Heidelberg, Germany, 1998; pp. 29–36. [Google Scholar]
- Fink, A.; Einzmann, C. Discrete tailored asymmetric sandwich structures. Compos. Struct. 2020, 238, 111990. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, B.; Lin, W.; Li, Y.; Dong, Y. Vibration and symmetric thermal buckling of asymmetric annular sandwich plates with piezoelectric/GPLRC layers rested on foundation. Aerosp. Sci. Technol. 2021, 110, 106495. [Google Scholar] [CrossRef]
- Pradhan, M.; Mishra, M.; Dash, P. Free vibration analysis of an asymmetric sandwich beam resting on a variable Pasternak foundation. Procedia Eng. 2016, 144, 116–123. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Qin, Q.; Han, X.; Ai, W. The initial plastic failure of fully clamped geometrical asymmetric metal foam core sandwich beams. Compos. Part B Eng. 2016, 87, 233–244. [Google Scholar] [CrossRef]
- Faidzi, M.; Abdullah, S.; Abdullah, M.; Azman, A.; Hui, D.; Singh, S. Review of current trends for metal-based sandwich panel: Failure mechanisms and their contribution factors. Eng. Fail. Anal. 2021, 123, 105302. [Google Scholar] [CrossRef]
- Zhang, L.; Dongli, M.; Muqing, Y.; Xinglu, X.; Yuan, Y. Optimization and analysis of composite sandwich box beam for solar drones. Chin. J. Aeronaut. 2021, 34, 148–165. [Google Scholar] [CrossRef]
- Dai, Y.; Bai, Y. Performance improvement for building integrated photovoltaics in practice: A review. Energies 2020, 14, 178. [Google Scholar] [CrossRef]
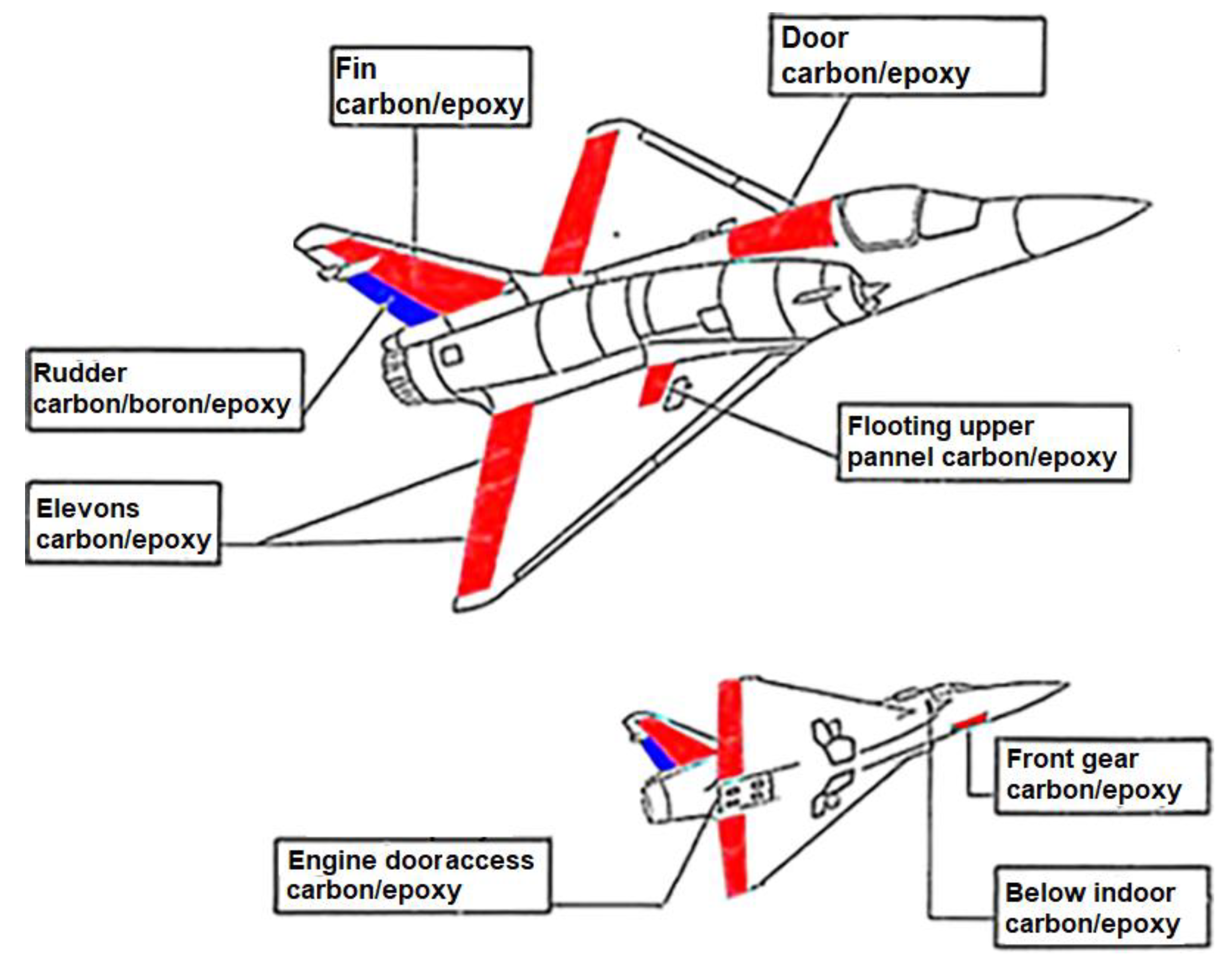
- Castanié, B.; Bouvet, C.; Ginot, M. Review of composite sandwich structure in aeronautic applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Son, D.-S.; Hyun, J.-M.; Chaki, S.; Park, C.H.; Lee, J.-R. Evaluation of mechanical/electromagnetic preformation of single-sided active frequency selective surface for stealth radomes. Int. J. Aeronaut. Space Sci. 2021, 22, 1235–1242. [Google Scholar] [CrossRef]
- Serjouei, A.; Yousefi, A.; Jenaki, A.; Bodaghi, M.; Mehrpouya, M. 4D printed shape memory sandwich structures: Experimental analysis and numerical modeling. Smart Mater. Struct. 2022, 31, 055014. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singhal, V. Review on materials for making lightweight vehicles. Mater. Today: Proc. 2022, 56, 868–872. [Google Scholar] [CrossRef]
- Pavlović, A.; Sintoni, D.; Minak, G.; Fragassa, C. On the modal behaviour of ultralight composite sandwich automotive panels. Compos. Struct. 2020, 248, 112523. [Google Scholar] [CrossRef]
- Lee, H.; Park, H. Study on structural design and manufacturing of sandwich composite floor for automotive structure. Materials 2021, 14, 1732. [Google Scholar] [CrossRef] [PubMed]
- Hagnell, M.; Kumaraswamy, S.; Nyman, T.; Åkermo, M. From aviation to automotive—A study on material selection and its implication on cost and weight efficient structural composite and sandwich designs. Heliyon 2020, 6, e03716. [Google Scholar] [CrossRef]
- Friedrich, K.; Almajid, A.A. Manufacturing aspects of advanced polymer composites for automotive applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Ghassemieh, E. Materials in automotive application, state of the art and prospects. New Trends Dev. Automot. Ind. 2011, 20, 365–394. [Google Scholar]
- Chen, Y.; Das, R. A review on manufacture of polymeric foam cores for sandwich structures of complex shape in automotive applications. J. Sandw. Struct. Mater. 2022, 24, 789–819. [Google Scholar] [CrossRef]
- Xu, F.; Zhang, X.; Zhang, H. A review on functionally graded structures and materials for energy absorption. Eng. Struct. 2018, 171, 309–325. [Google Scholar] [CrossRef]
- Tarlochan, F. Sandwich structures for energy absorption applications: A review. Materials 2021, 14, 4731. [Google Scholar] [CrossRef]
- Herrmann, C.; Dewulf, W.; Hauschild, M.; Kaluza, A.; Kara, S.; Skerlos, S. Life cycle engineering of lightweight structures. CIRP Ann. 2018, 67, 651–672. [Google Scholar] [CrossRef]
- Tarlochan, F.; Samer, F.; Hamouda, A.; Ramesh, S.; Khalid, K. Design of thin wall structures for energy absorption applications: Enhancement of crashworthiness due to axial and oblique impact forces. Thin-Walled Struct. 2013, 71, 7–17. [Google Scholar] [CrossRef]
- Alqwasmi, N.; Tarlochan, F.; Alkhatib, S.E. Study of mild steel sandwich structure energy absorption performance subjected to localized impulsive loading. Materials 2020, 13, 670. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alkhatib, S.E.; Tarlochan, F.; Eyvazian, A. Collapse behavior of thin-walled corrugated tapered tubes. Eng. Struct. 2017, 150, 674–692. [Google Scholar] [CrossRef]
- Alkhatib, S.E.; Tarlochan, F.; Hashem, A.; Sassi, S. Collapse behavior of thin-walled corrugated tapered tubes under oblique impact. Thin-Walled Struct. 2018, 122, 510–528. [Google Scholar] [CrossRef]
- Dastjerdi, A.A.; Shahsavari, H.; Eyvazian, A.; Tarlochan, F. Crushing analysis and multi-objective optimization of different length bi-thin walled cylindrical structures under axial impact loading. Eng. Optim. 2019, 51, 1884–1901. [Google Scholar] [CrossRef]
- Alkhatib, S.E.; Matar, M.S.; Tarlochan, F.; Laban, O.; Mohamed, A.S.; Alqwasmi, N. Deformation modes and crashworthiness energy absorption of sinusoidally corrugated tubes manufactured by direct metal laser sintering. Eng. Struct. 2019, 201, 109838. [Google Scholar] [CrossRef]
- Wu, Q.; Ma, L.; Liu, Q.; Feng, L.; Wang, Z.; Ohrndorf, A.; Christ, H.-J.; Xiong, J. Impact response and energy absorption of human skull cellular bones. J. Mech. Behav. Biomed. Mater. 2018, 81, 106–119. [Google Scholar] [CrossRef] [PubMed]
- Yan, L.; Yu, B.; Han, B.; Chen, C.; Zhang, Q.; Lu, T. Compressive strength and energy absorption of sandwich panels with aluminum foam-filled corrugated cores. Compos. Sci. Technol. 2013, 86, 142–148. [Google Scholar] [CrossRef]
- Wang, D.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part II: Multi-directional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1639–1648. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Miturska-Barańska, I. Investigation of the Surface Roughness and Surface Uniformity of a Hybrid Sandwich Structure after Machining. Materials 2022, 15, 7299. [Google Scholar] [CrossRef]
- Rajmohan, T.; Vinayagamoorthy, R.; Mohan, K. Review on effect machining parameters on performance of natural fibre–reinforced composites (NFRCs). J. Thermoplast. Compos. Mater. 2019, 32, 1282–1302. [Google Scholar] [CrossRef]
- Yogeswaran, R.; Pitchipoo, P. Characterization and machining analysis of AA3003 honeycomb sandwich. Mater. Today Proc. 2020, 28, 4–7. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Maximum Compressive Load (kN) | Strength (MPa) | Modulus (MPa) | Yield Strength (MPa) |
|---|---|---|---|---|
| Blank composite | 9.63 ± 2.54 | 2.78 ± 0.48 | 10.77 ± 2.67 | 0.67 ± 0.15 |
| Sandwich composite | 78.42 ± 4.22 | 21.35 ± 1.17 | 72.60 ± 7.41 | 3.67 ± 1.37 |
| Sandwich Structure | Fabrication | Findings | Refs. | |
|---|---|---|---|---|
| Core | Face Sheets | |||
| Polymer foam of polyurethane, poly(vinyl chloride) polystyrene, styrene acrylonitrile | Metal or fiber composites | Hand lay-up; vacuum bag process; vacuum assisted resin infusion | Uniform density polymer cores; crash worthiness; energy absorption; aerospace | [18,19,20,21] |
| Aluminum metallic foam core | Aluminum/steel or fiber composites | Hand layup process; vacuum bag process; vacuum assisted resin infusion | Graded metallic cores; high blast resistance; crashworthiness; space sector | [25,26] |
| Honeycomb aluminum; Nomex | Fiber composite sheets; aluminum | Vacuum bagging, etc. | Uniform density cores; energy absorption capability; crash merit; aerospace | [34] |
| Balsa core | Glass fiber reinforced polymer; carbon fiber reinforced polymer composite | Hand lay-up; compression method | Compression properties; flame resistance; automobiles | [39] |
| Balsa core | Vinyl ester/E-glass laminates | Manual methods, pultrusion, etc. | the compression properties; thermal flux | [41] |
| Tubular polymer; metals | Fiber composite; metals | Printing techniques | Blast resistance; shock/crash sustainability; energy absorption; space sector | [44,45] |
| Floral foam core | Aluminum | Hand lay-up | Flexural strength; compressive strength; impact strength | [60] |
| Poly(vinyl foam chloride) | Epoxy resin/glass fiber | Vacuum bagging | Morphology; mechanical properties | [65] |
| Poly(vinyl chloride) foam | Carbon fiber or glass fiber/epoxy or Elium | Vacuum assisted resin injection molding | Flexural strength | [75] |
| Poly(vinyl chloride) foam core and chopped fibers | Epoxy/glass fiber | Resin transfer molding | Interfacial bonding energy absorption; Aerospace | [82] |
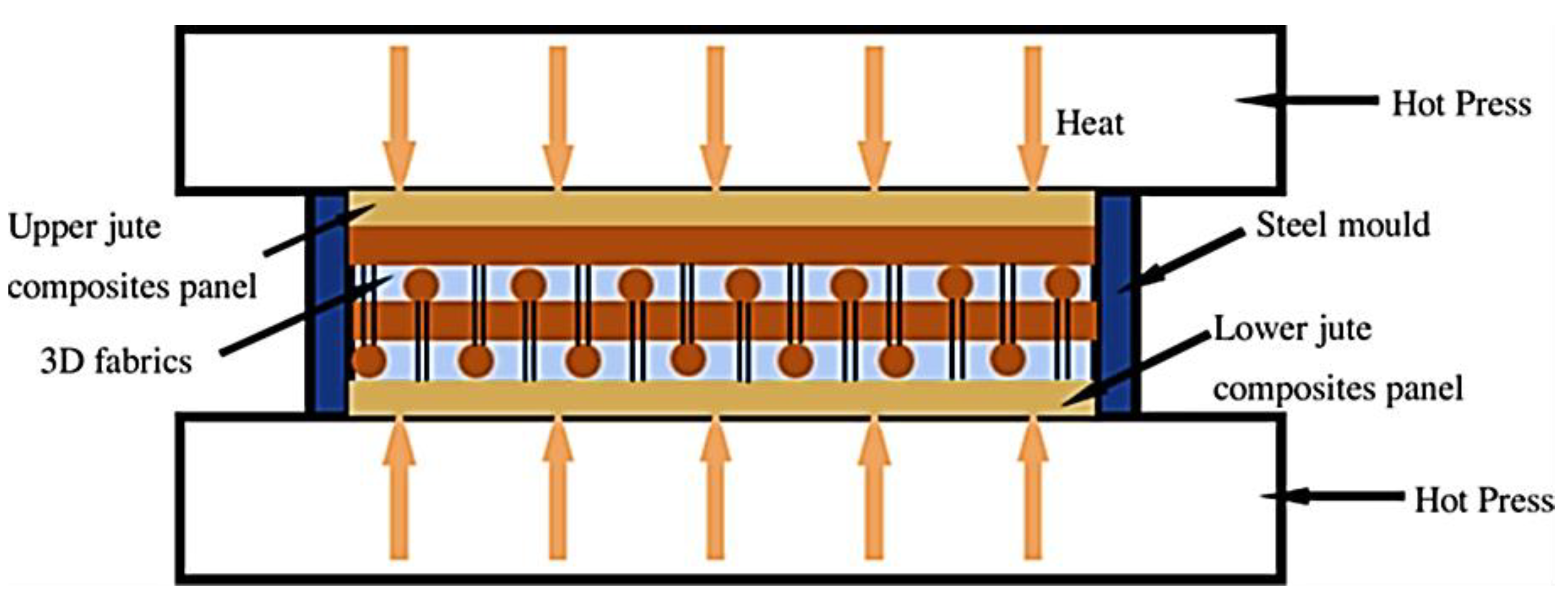
| Kevlar fiber core | Jute composite face sheets/polyurethane resin | Compression molding | Compression strength/modulus; automotive | [87] |
| Polyurethane foam core | Carbon/glass-fiber | Pultrusion | Mechanical resistance; thermal insulation; acoustic performance | [91] |
| Photopolymer | Nylon/glass fiber composite | Inkjet 3D printing | Compressive strength; energy absorption | [97] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kausar, A.; Ahmad, I.; Rakha, S.A.; Eisa, M.H.; Diallo, A. State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications. J. Compos. Sci. 2023, 7, 102. https://doi.org/10.3390/jcs7030102
Kausar A, Ahmad I, Rakha SA, Eisa MH, Diallo A. State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications. Journal of Composites Science. 2023; 7(3):102. https://doi.org/10.3390/jcs7030102
Chicago/Turabian StyleKausar, Ayesha, Ishaq Ahmad, Sobia A. Rakha, M. H. Eisa, and Abdoulaye Diallo. 2023. "State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications" Journal of Composites Science 7, no. 3: 102. https://doi.org/10.3390/jcs7030102